Технические характеристики консольного фрезерного станка модели 6Т13-1
- Вы здесь:
- Станки
- Фрезерные
- Категория: Фрезерные
- фрезерный станок
- консольно-фрезерный станок
- вертикальный фрезерный станок
- Описание
- Руководство
- Фото
- Видео
Описание
Горьковское СПО
Станок фрезерный консольный вертикальный модели 6Т13-1 предназначен для фрезерования деталей из стали, чугуна и цветных металлов торцовыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве благодаря наличию полуавтоматических и автоматических циклов станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях. На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее. Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производится на данных станках с применением делительной головки или накладного круглого стола.
В серийном производстве благодаря наличию полуавтоматических и автоматических циклов станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях. На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее. Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производится на данных станках с применением делительной головки или накладного круглого стола.
Класс точности станка Н по ГОСТ 8—77.
Особенности конструкции станка: широкий диапазон величин подач стола; быстросменное крепление инструмента; наличие механизма замедления подачи; замедление рабочей подачи в автоматическом цикле; возможность работы в автоматических циклах, включая обработку по рамке; автоматизированная смазка узлов; применение бесконтактных быстродействующих электромагнитных муфт в приводе подач; повышенная точность станка за счет расположения винта поперечной подачи по оси фрезы; возможность перемещать стол одновременно по двум и трем координатам; применение электродвигателя постоянного тока в приводе подач; дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного программного управления.
| Основные данные | |
|---|---|
| Размеры рабочей поверхности стола по ГОСТ 165—81 | 400 х 1600 |
| Количество Т-образных пазов стола | 3 |
| Ширина Т-образных пазов по ГОСТ 1574—75, мм: | |
| – направляющего | 18Н9 |
| – крайних | 18Н11 |
| Расстояние между Т-образными пазами по ГОСТ 6569—75, мм | 100 |
| – продольное | 1000 |
| – поперечное | 340 |
| – вертикальное | 430 |
| Конец шпинделя по ГОСТ 836—72 (конус по ГОСТ 15945—70) | 50 |
| Количество частот вращений шпинделя | 18 |
| Частота вращений шпинделя, об/мин | 31,5-1600 |
| Количество подач стола | 22 |
| Подача стола s, мм/мин: | |
| – продольная | 12,5-1600 |
| – поперечная | 12,5-1600 |
| – вертикальная | 4,1-530 |
| Пропорциональная замедленная подача, мм/мин | 1/2 S |
| Скорость быстрого перемещения стола, мм/мин: | |
| – продольного | 4000 |
| – поперечного | 4000 |
| – вертикального | 1330 |
| Расстояние от торца шпинделя до рабочей поверхности стола по ГОСТ 165—8 (при вдвинутой гильзе), мм: | |
| – наименьшее | 70 |
| – наибольшее | 500 |
| Расстояние от оси шпинделя до направляющих станины, мм | 420 |
| Перемещение гильзы шпинделя, мм | 80 |
| Угол поворота головки, град | ±45 |
| Наибольшая масса обрабатываемой детали, кг | 300 |
| Габарит станка, мм | 2570 х 2252 х 2430 |
| Масса станка с электрооборудованием, кг | 4250 |
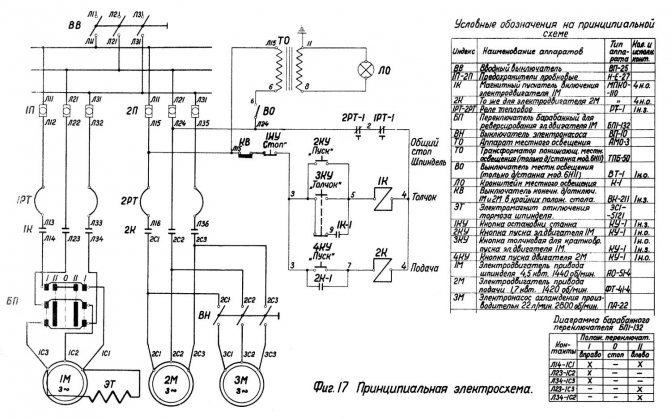
| Электрооборудование | |
| Питающая электросеть: | |
| – род тока | Переменный трехфазный |
| – частота, Гц | 50 |
| – напряжение, В | 380 |
| Тип автомата на вводе | АЕ2046-120А |
| Напряжение цепей управления, В | 110 |
| Напряжение цепи местного освещения, В | 24 |
| Количество двигателей на станке | 4 |
| Электродвигатели: | |
| привода главного движения: | |
| – тип | 4А132М4У3 |
| – мощность, кВт | 11,0 |
| – частота вращения, об/мин | 1500 |
| привода подачи стола: | |
| – тип | 4А100S4У3 |
| – мощность, кВт | 3,0 |
| – частота вращения, об/мин | 1425 |
| зажима-разжима инструмента: | |
| – тип | 4АА56В4У3 |
| – мощность, кВт | 0,18 |
| – частота вращения, об/мин | 1370 |
| насоса центробежного (вертикального): | |
| – тип | Х14-22М |
| – мощность, кВт | 0,12 |
| – частота вращения, об/мин | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 14,3 |
| Корректированный уровень звуковой мощности LpA, дБА, не более | 102 |
Руководство
Видео
Вертикально фрезерный станок 6Т13-1
6Т13-1
- Назад
- Вперед
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Качество изображений: цветное, 2550*3509, 300dpi Архиватор: WinZip Размер архива: 98 Мб Паспорт выложен пользователем: Administrator Дополнительная информация (состав документации): 1) 72019. – Станина, описание и разрез – Стол и салазки, описание и разрезы – Коробка скоростей, описание и разрез – Коробка переключения скоростей, описание и разрез – Редуктор вертикальных подач, описание и разрез – Редуктор продольных подач, описание и разрез – Консоль, описание и разрезы – Головка фрезерная, описание и разрез – Система охлаждения, описание и эскиз – Пульт управления, описание и эскиз – Ограждение, описание и эскиз – Электрооборудование 72019.  019.11.000 019.11.000– Общие сведения о электрооборудовании – Блоки управления – Режимы работы – Построение принципиальных схем из двух частей: – Схема включения питания, шпинделя, смены инструмента 72019.019.00.000Э3 – Элементная база – Первоначальный пуск – Описание работы электрооборудования – Работы электросхемы включения питания и шпинделя 72019.019.00.000Э3 – Работы электросхемы включения приводов подач 72019.019.00.000Э3.1, 72019.019.00.000Э3.3, 72019.019.00.000Э3.4 – Блокировка и защита – Указания по монтажу и демонтажу электрооборудования – Возможные неисправности и способы их устранения – Гидрооборудование – Общие сведения о гидросистеме – Принципиальная гидравлическая схема и перечень элементов – Описание составных частей гидросистемы – Эскиз насосной станции – Система смазки – Общие сведения о смазочной системе – Принципиальная схема смазки станка – Перечень элементов смазки и точек смазки – Инструкция по эксплуатации – Порядок установки – Схема транспортировки – Монтаж и установка – Фундаментный чертеж – Подготовка станка к пуску – Наладка, настройка и работа на станке – Регулирование, регулирование подшипников и ШВП, регулировка зазоров в винтах подач, регулировка зазора в направляющих ползуна фрезерной головки, регулировка клиньев консоли, регулировка клина стола, растяжка винта вертикальных подач – Схема расположения подшипников – Перечень подшипников – Инструкция по программированию – Термины и определения – Код и перфолента, разработка программ – Структура программ – Хадание подготовительных функций – Методы программирования интреполяции – Пауза – Коррекция – Задание смешанной функции – Задание функции скорости шпинделя и функции инструмента – Особенности программирования для Н33-2М – Пример программирования – Паспорт станка – Общие сведения и основные технические характеристики – Сведения о содержании драгметаллов – Механика станка – Посадочные и присоединительные базы станка – Комплект поставки – Свидетельства – Проверка станка на соответствие нормам точности – Свидетельство о выходном контроле электрооборудования 2) Альбом электросхем и чертежей станков вертикально-фрезерных 6М13СН, 6М13СН1, 6М13СН2, 33 листа формата А4, А3, А2, А0 : 3) Ведомость ЗИП, 9 листов формата А4 Инструкции по скачиванию паспорта: Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку “купить”, расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов – проследуйте в соответствующую категорию и закончите пополнение корзины. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
 019.00.000РЭ Руководство по эксплуатации станков вертикально-фрезерных 6М13СН с ЧПУ, исполнения 6М13СН (6М13СН-0), 6М13СН1 (6М13СН-1), 6М13СН2 (6М13СН-2), 205 листов формата А4, А3, А2, А0 :
019.00.000РЭ Руководство по эксплуатации станков вертикально-фрезерных 6М13СН с ЧПУ, исполнения 6М13СН (6М13СН-0), 6М13СН1 (6М13СН-1), 6М13СН2 (6М13СН-2), 205 листов формата А4, А3, А2, А0 : 019.00.000Э3 Схема принципиальная включение питания и шпинделя (для всех исполнений 6М13СН, 6М13СН1, 6М13СН2)
019.00.000Э3 Схема принципиальная включение питания и шпинделя (для всех исполнений 6М13СН, 6М13СН1, 6М13СН2) 019.30.000Э4 Схема соединений шкафа с электроаппаратурой (только для станка 6М13СН2) (лист 1-2)
019.30.000Э4 Схема соединений шкафа с электроаппаратурой (только для станка 6М13СН2) (лист 1-2) 005.001 Хвостовик
005.001 Хвостовик Если вас не устраивает ни один способ оплаты, предоставленный на портале – свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами – введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен – напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.
Если вас не устраивает ни один способ оплаты, предоставленный на портале – свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами – введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен – напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.Вертикальное фрезерование DMG MORI
Пожалуйста, обновите ваш браузер:
Ваш веб-браузер Internet Explorer 11 устарел и больше не поддерживается.
Отображение контента и функциональности не гарантируется.
Дом
Продукция
Машины
Фрезерование
Вертикальное фрезерование
Серия М1
М1
M1 – Создан для вашей прибыли!
Макс. Ось X
550 мм
Макс. Ось Y
550 мм
Макс. Ось Z
510 мм
Макс. длина заготовки
850 мм
Макс. ширина заготовки
650 мм
Макс. высота заготовки
615 мм
Макс. вес заготовки
600 кг
Варианты управления и программного обеспечения
СИМЕНС
Основные моменты
M1- Новый мастер-класс для каждого цеха
M1 – Производительность
M1 – Доступность
M1 – Качество
Дизайн на основе монолитной станины
- Массивная и термостойкая монолитная станина весом 2400 кг!
- Неподвижный станочный стол с Т-образными пазами: 1x18H7 и 5x18h22
- Большое расстояние между направляющими:
3a. 580 мм по оси X с ходом 550 мм
580 мм по оси X с ходом 550 мм
3б. 560 мм по оси Y с ходом 550 мм
3c. 260 мм по оси Z с ходом 510 мм - Встроенный шпиндель 10 000 или 12 000 об/мин:
4a. Внутренняя подача СОЖ и насос на 20 бар (дополнительно) - Инструментальный магазин на 24 места с двойным захватом
- Легкое выравнивание на 3 ножках + 2 дополнительные опорные ножки для большей динамической жесткости
 580 мм по оси X с ходом 550 мм
580 мм по оси X с ходом 550 мм - Превосходная производительность обработки и высокое качество поверхности благодаря исключительной жесткости!
- Большая теплоемкость компонентов гарантирует термическую стабильность!
- Проверенное качество встроенного шпинделя DMG MORI – установлено более 3000 единиц по всему миру!
- Идеально подходящая рабочая зона в сочетании с компактной площадью всего 6 м 2
- Фиксированный и жесткий стол с макс. нагрузка до 600 кг обеспечивает высокую производительность обработки!
Конструкция на базе монолитной кровати
Широко разнесенные направляющие по осям X и Y
Фиксированный и жесткий стол
Шпиндель Proven Inline 10 000 или 12 000 об/мин
Инструментальный магазин на 24 места
Двойной захват
Быстрая и точная установка заготовки благодаря датчикам Renishaw
Измерение инструмента с помощью измерительного щупа Renishaw
Легкий доступ к столу станка и рабочей зоне
Внутренняя подача СОЖ (опция)
Удобное управление SIEMENS 828D
Погрузка и разгрузка тяжелых заготовок с помощью крана
Высокая жесткость для стабильного процесса обработки
Примеры применения
Управление и программное обеспечение
Сервис и обучение
Загрузки и технические данные
Технологический сегмент
Вертикальный
✓
Заготовка
Макс. длина заготовки
длина заготовки
850 мм
Макс. ширина заготовки
650 мм
Макс. высота заготовки
615 мм
Макс. вес заготовки
600 кг
Рабочая зона
Макс. Ось X
550 мм
Макс. Ось Y
550 мм
Макс. Ось Z
510 мм
Макс. количество осей
3
Precision
Standard
✓
Емкость магазина
Макс. мощность
24
Управление
SIEMENS
✓
Тип производства
отдельные части
✓
Маленькая серия (<50)
✓
Материалы
Алюминий
✓
Сталь / лист
✓
Пластик / CFK
✓
9000. Подробное руководство- 18 ноября 2022 г.
Вертикальный обрабатывающий центр существует уже много лет и остается неотъемлемой частью современной технологии ЧПУ. Вертикальные обрабатывающие центры с ЧПУ эффективны для обработки различных промышленных деталей. Эти машины универсальны и эффективны. Они удаляют слои материала с подложки, чтобы получить желаемую деталь с различными характеристиками.
Эти машины универсальны и эффективны. Они удаляют слои материала с подложки, чтобы получить желаемую деталь с различными характеристиками.
В этой статье обсуждается вертикальный обрабатывающий центр, принципы его работы, компоненты, применение и все, что вам нужно, чтобы выбрать правильный обрабатывающий центр для вашего проекта. Давайте погрузимся!
Что такое вертикальный обрабатывающий центр?
Технология вертикальной обработки является одним из самых производительных инструментов в станках с ЧПУ. Он имеет различные инструменты в чейнджере и другие опции, которые повышают и настраивают производительность. Вертикальные обрабатывающие центры с ЧПУ — это гибкие многофункциональные инструменты, которые помогают обрабатывать отверстия и другие свойства в компонентах с плоской поверхностью. Он работает в вертикальном направлении с помощью шпинделя, который работает под крутым углом.
Компьютеризированное управление вертикальными фрезами обеспечивает автоматизацию, выбор/вращение инструмента, повторяемость и управление контуром. Эти современные станки с ЧПУ повысили производительность фрезерных станков до высочайшего уровня, создав вертикальные фрезерные центры с ЧПУ. Эти обрабатывающие центры различаются в зависимости от их осей, функций и других доступных опций.
Эти современные станки с ЧПУ повысили производительность фрезерных станков до высочайшего уровня, создав вертикальные фрезерные центры с ЧПУ. Эти обрабатывающие центры различаются в зависимости от их осей, функций и других доступных опций.
Вы можете назвать вертикальный обрабатывающий центр промышленной рабочей лошадкой, потому что он может доставлять детали с исключительной точностью и в кратчайшие сроки. Его компоненты имеют прочную конструкцию, обеспечивающую превосходный крутящий момент, мощность и скорость обработки. Уровень автоматизации вертикально-фрезерных центров также позволяет им резать различные материалы и снижать общие производственные затраты.
Принцип работы вертикальных обрабатывающих центров
Вертикальные обрабатывающие центры работают на проектной модели компонентов. Многочисленные станки и параметры, необходимые для деталей, преобразуются в информационные коды, которые обычно приемлемы и считываются устройством числового программного управления станка.
Программа обработки помогает автоматически обрабатывать программу ЧПУ компонента. Эти коды инструкций обычно хранятся на носителях информации, таких как диски или проколотые ленты, в то время как эти носители отправляются на устройство ввода. Вы можете прочитать эту информацию и передать ее на устройство с числовым программным управлением. Кроме того, вы можете использовать компьютер и обрабатывающий центр для прямой отправки информации для обеспечения ввода и вывода программы компонента.
Вертикальный обрабатывающий центр обычно имеет три координаты линейного перемещения. К рабочему столу также прикреплен поворотный стол с горизонтальной осью. Это позволяет легко изготавливать круглые заготовки.
Компоненты вертикального обрабатывающего центра
Вертикальный обрабатывающий центр состоит из множества важных компонентов. Эти компоненты объединяются для изготовления деталей в соответствии со стандартами производства ISO. Компоненты включают следующее:
Вращающийся шпиндель
Фрезерный шпиндель обычно перпендикулярен/вертикальен рабочему столу. Представляет собой вращающийся вал с узлом удержания инструмента или заготовки. Как правило, вал шпинделя действует как позиционирующий, опорный и вращательный привод для заготовок.
Представляет собой вращающийся вал с узлом удержания инструмента или заготовки. Как правило, вал шпинделя действует как позиционирующий, опорный и вращательный привод для заготовок.
Рабочий стол
Плоский стол, на который можно положить заготовку непосредственно или с помощью нескольких приспособлений, таких как жесткие зажимные тиски или фрезерованные алюминиевые детали. У стола есть ось X, которая включает в себя движение влево и вправо, а ось Y имеет движение вперед и назад. Эти оси и ось Z позволяют добавлять к заготовкам неограниченное количество функций в плоскостях движения.
Устройство смены инструмента
Устройство смены инструмента повышает производительность вертикального обрабатывающего центра, позволяя автоматически выбирать инструменты для различных задач, от черновой обработки до чистового растачивания.
Вращающиеся столы
Добавление дополнительных осей к вертикальным фрезерным станкам может значительно повысить производительность за счет превращения простого 3-осевого фрезерного станка в 4- или 5-осевой станок, способный производить сложные детали с различными поверхностями, такие как лопатки турбины.
Система СОЖ
Большинство вертикально-фрезерных центров с ЧПУ используют перерасчетные системы СОЖ для обеспечения хорошей смазки деталей и режущих инструментов. Эта система охлаждения часто использует воду и растворимое масло среди различных жидкостей.
Корпуса/полные крышки
Эти крышки помогают уменьшить разбрызгивание при фрезеровании. Кроме того, он защищает машинистов и окружающую среду от операций механической обработки.
Быстрозагрузочные погрузчики
Челночные столы или другие автоматизированные системы частичной загрузки помогают повысить производительность вертикального обрабатывающего центра с ЧПУ при одновременном сокращении времени простоя.
Шнековый транспортер/транспортер для стружки
Конвейеры для стружки или шнеки помогают перемещать стружку из рабочей зоны, повышая производительность и исключая простои из-за ручного сгребания стружки.
Применение и использование вертикальных обрабатывающих центров
Вертикальные обрабатывающие центры с ЧПУ могут обрабатывать несколько деталей и изделий для различных отраслей и областей применения. Такие отрасли, как аэрокосмическая промышленность, обрабатывающая промышленность, машиностроение и медицина, используют эту технологию обработки с ЧПУ из-за ее высокой точности, высокой точности и масштабного производства.
Такие отрасли, как аэрокосмическая промышленность, обрабатывающая промышленность, машиностроение и медицина, используют эту технологию обработки с ЧПУ из-за ее высокой точности, высокой точности и масштабного производства.
Вот некоторые обработанные детали:
Детали необычной формы
Такие конструкции, как корзина или основание, имеют неправильную форму. Большинство этих обработанных деталей требуют многоточечной смешанной обработки точек, линий и граней. Вертикально-фрезерные центры с возможностью автоматической обработки позволяют обрабатывать такие сложные детали, которые зачастую сложно изготовить с использованием традиционных технологий.
Деталь коробчатого типа
Детали коробчатого типа с ЧПУ имеют систему с одним отверстием и несколькими полостями внутри. Эти детали коробчатого типа распространены в автомобилях и самолетах. – Блок двигателя, коробка шпинделя, корпус шестеренчатого насоса, блок дизельного двигателя. С помощью вертикального обрабатывающего центра можно выполнить 60 – 95% работы стандартных станков в однократном зажиме.
Кроме того, вертикальные центры отличаются высокой точностью, эффективностью, жесткостью и автоматической сменой инструмента. При условии, что последовательность процесса хорошо запрограммирована, и вы используете подходящие приспособления и инструменты, сложные проблемы обработки коробчатых деталей могут быть решены.
Сложные детали с множеством изгибов
Компоненты со сложными изгибами, такие как пропеллеры, кулачки и рабочие колеса, являются стандартными для авиации и транспорта. Традиционные станки делают эти компоненты с криволинейными деталями, контуром поверхности и коробкой/отливкой с закрытыми внутренними полостями, которые сложно создать с желаемой точностью обработки.
Однако многоосевые вертикальные обрабатывающие центры, интегрированные с технологией станков с ЧПУ, помогают производить криволинейные детали с высочайшей точностью и точностью, эффективно и в более короткие сроки.
Новые детали в пробном производстве
Вертикальный обрабатывающий центр обеспечивает высокую гибкость и адаптируемость.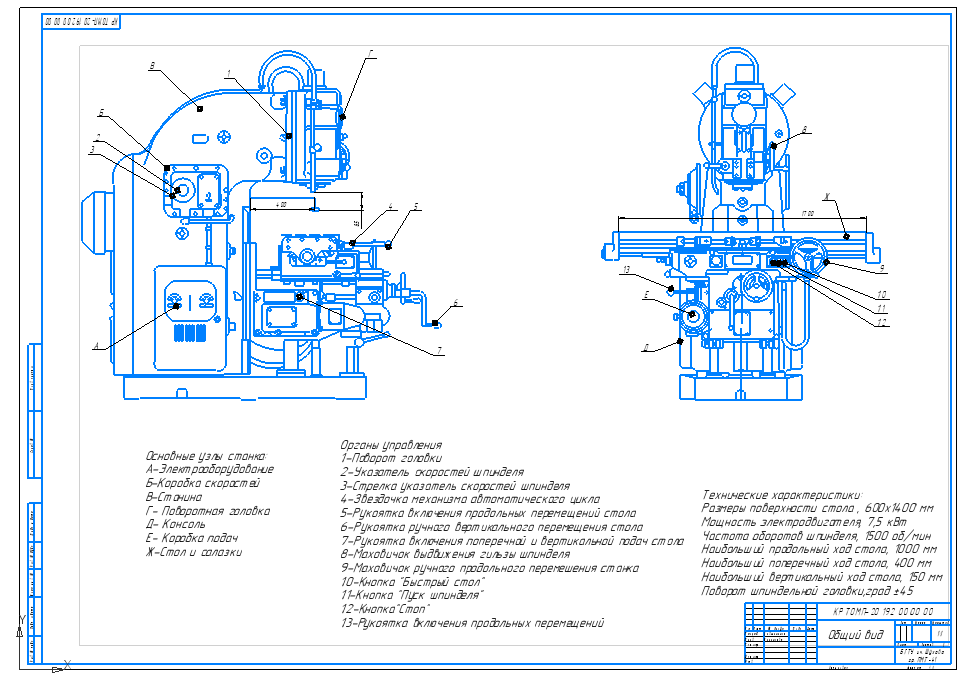 Когда вы изменяете обрабатываемый объект, вы можете создавать и вводить новые программы, изменять некоторые сегменты программы или использовать специальные специальные инструкции.
Когда вы изменяете обрабатываемый объект, вы можете создавать и вводить новые программы, изменять некоторые сегменты программы или использовать специальные специальные инструкции.
Например, вы можете использовать функцию масштабирования для создания деталей одинаковой формы, но разных размеров. Он предлагает превосходное удобство для мелкосерийного производства, испытания нового продукта или многовариантного производства. Кроме того, это сокращает подготовку производства и цикл пробного производства.
Различия между вертикальными и горизонтальными обрабатывающими центрами
Обрабатывающие центры с ЧПУ представляют собой сложные станки со встроенной автоматизацией, сложной обработкой, универсальностью и высокой скоростью. Горизонтальные и вертикальные обрабатывающие центры являются стандартными фрезерными станками с ЧПУ. В этом разделе обсуждаются различия между конструктивными возможностями и техническими характеристиками этих станков.
Ориентация шпинделя
Оба станка имеют различную ориентацию, что позволяет вам наслаждаться глубиной, которую предлагают горизонтальные обрабатывающие центры, или точностью, которую обеспечивает вертикальная обработка на столе. Это основное различие между этими двумя машинами. Ориентация или структура шпинделя определяет, как фреза взаимодействует с заготовкой.
Это основное различие между этими двумя машинами. Ориентация или структура шпинделя определяет, как фреза взаимодействует с заготовкой.
Геометрия инструмента
Геометрия инструмента часто влияет на характеристики и результаты резания. Горизонтальные обрабатывающие центры короче и толще, что означает, что они обладают стабильностью, необходимой для сопротивления при обработке более глубоких пропилов.
С другой стороны, вертикальная обработка более точна и идеальна для небольших заготовок. Однако в этом есть свои недостатки. Он не позволяет обрабатывать более глубокие пропилы из-за вибрации, что приводит к отклонениям от конструкции.
Характеристики резания и точность
Горизонтальные центры работают лучше, чем вертикальные центры, если учитывать скорость съема. Они обладают очень высокой стабильностью и могут производить более глубокие разрезы. Как правило, вертикальные станки обычно используются для ограниченных операций, таких как нарезание канавок и торцовка. Но они могут быть очень точными с разрезами и отделкой поверхности. Таким образом, эта ограниченная режущая способность приводит к более низкой скорости съема.
Но они могут быть очень точными с разрезами и отделкой поверхности. Таким образом, эта ограниченная режущая способность приводит к более низкой скорости съема.
Количество сторон для обработки
Вертикальные обрабатывающие центры, особенно 5-осевые фрезерные станки, лучше подходят для обработки заготовок с нескольких сторон. Они часто поставляются со встроенными поддонами с прикрепленными приспособлениями или надгробиями. Использование шпинделя в вертикальных обрабатывающих центрах также значительно улучшилось. В результате упрощается доступ к передней и боковым сторонам заготовок. Это повышает производительность и снижает вероятность человеческих ошибок. Однако эти возможности ограничены горизонтальными обрабатывающими центрами.
Стоимость каждой машины
Горизонтальные машины намного дороже в покупке и обслуживании. Кроме того, им требуются профессиональные машинисты для выполнения своих операций. В результате это увеличивает общую стоимость производства.
Вертикальные машины, с другой стороны, стоят меньше, чем горизонтальные машины. Кроме того, эксплуатация и техническое обслуживание вертикальных токарно-фрезерных центров намного проще по сравнению с горизонтальными станками. В результате это делает их подходящими для всех мелкосерийных производств.
Как правильно выбрать обрабатывающий центр для вашего проекта?
Нет сомнений в том, что вертикальный обрабатывающий центр является широко распространенным станком, используемым в нескольких профессиональных механических мастерских. Тем не менее, важно учитывать широкие возможности вертикальных обрабатывающих центров при выборе одного из них для вашего проекта.
Несколько вертикальных обрабатывающих центров могут выполнять различные операции обработки, а другие подходят для конкретных специализированных задач. VMC обеспечивают множество возможностей регулировки и универсальности и довольно долговечны. Что еще более важно, проведите критическую оценку спецификаций вашего проекта и возможностей вертикального обрабатывающего центра, чтобы понять, лучше ли он подходит для вашего проекта.
Универсальный обрабатывающий центр WayKen
Покупка вертикального обрабатывающего центра может обойтись дорого, и вы можете отдать свой проект механической обработки на аутсорсинг профессиональному станочному цеху с ЧПУ. В WayKen мы предлагаем универсальные услуги по обработке с ЧПУ. Оснащенные передовыми вертикальными обрабатывающими центрами и 3,4,5-осевыми фрезерными станками, мы полностью способны выполнить все ваши проекты по механической обработке.
Мы гарантируем производство от 1 до 10 000 деталей по конкурентоспособным ценам и в соответствии с высокими стандартами качества. Хотите получить наилучшие результаты от своего проекта, свяжитесь с нами сегодня, и мы воплотим ваши идеи в жизнь!
Заключение
Вертикальный обрабатывающий центр представляет собой универсальный и прочный станок, предназначенный для выполнения сложных операций механической обработки. Усовершенствованные модели вертикальных обрабатывающих центров с ЧПУ оснащены сложной технологией, позволяющей обрабатывать детали с самыми жесткими допусками.