Приспособление Улитка для гибки завитков методом холодной ковки
Устанавливается на:
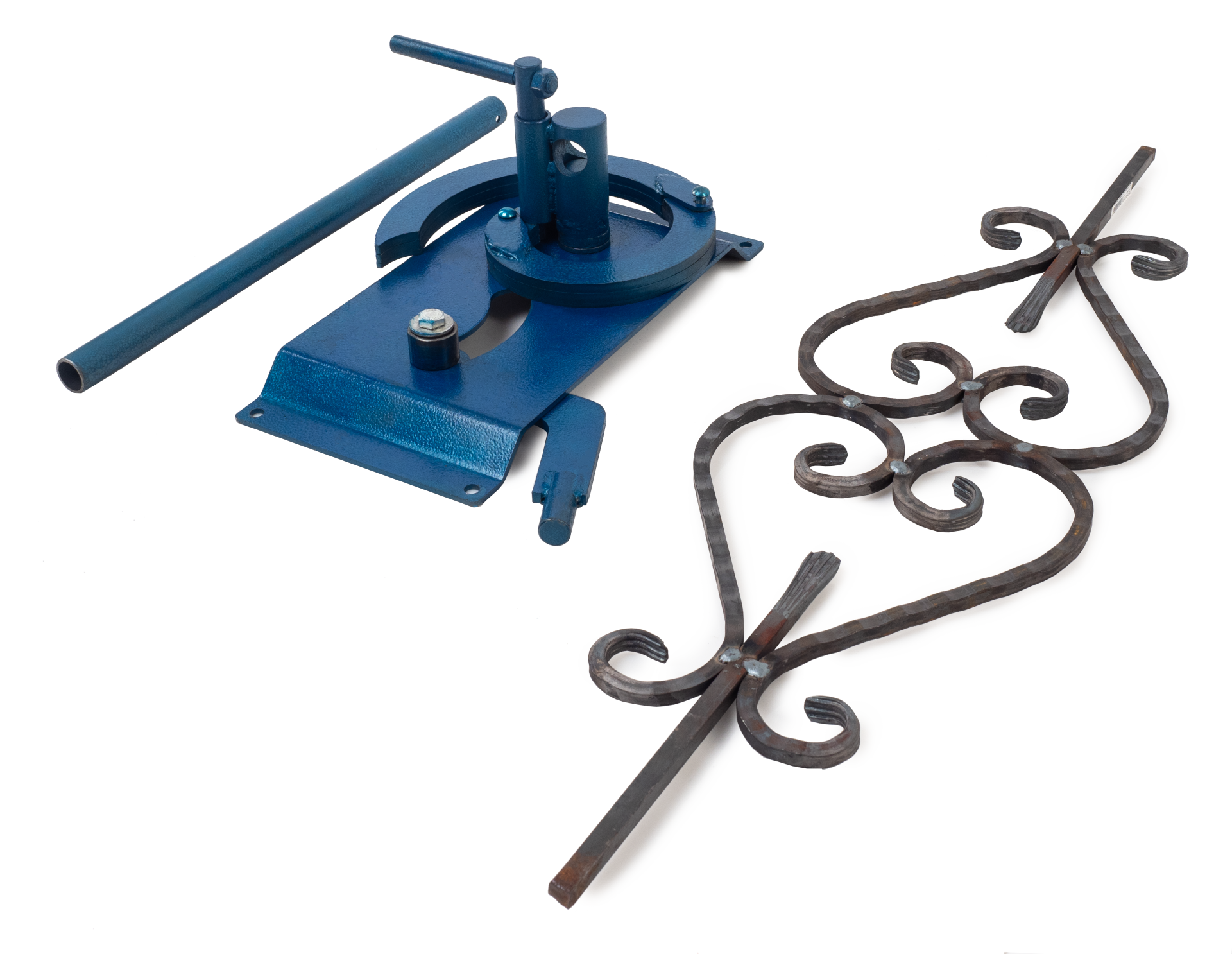
Приспособление предназначено для изготовления элементов “завиток”, “волюта”, “запятая” из металлопроката.
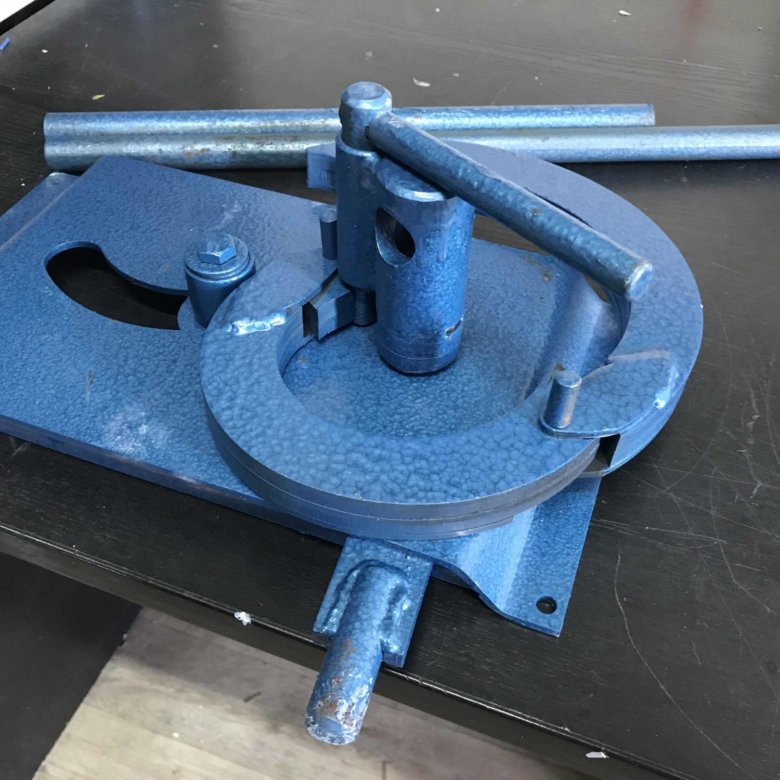
Инструмент для гибки завитков располагается в горизонтальной плоскости, что позволяет изготавливать элементы больших диаметров (до 500 мм) в несколько оборотов.
Станок для гибки завитков
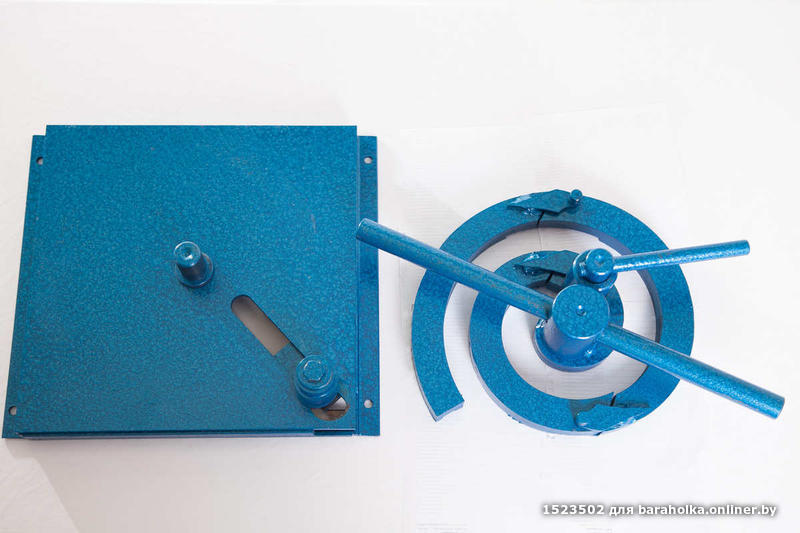
Обратите внимание, чтобы получить полноценный станок для изготовления завитков ПГУ устанавливается на приводы Д-1, Д-УКГБ или Д2С. Разнообразие получаемых изделий достигается сменными шаблонами улиток. Пролистав страницу ниже, Вы можете выбрать и купить улитку для холодной ковки в соответствии с Вашими задачами.
Узнать ценуУзнать цену
Оставьте свои данные и мы дадим вам ответ максимально быстро.Внимание акция!!!
Если вы хотите экономить
покупая по самой низкой цене
Пришлите счет
который собираетесь платить
и мы сделаем вам встречное предложение
То есть дешевле!!!
Сэкономим ваше время.
Подберем оптимальный вариант.
Позвоните нам:
Звонок по РФ бесплатный
Дополнительная комплектация
Артикул / Название
Что делает / Описание
Заготовка
БЛ-420
Штамп “Улитка” БЛ-420
Штамп предназначен для изготовления элементов “бублик”, “доллар”, “запятая” диаметром до 500 мм (длина заготовки 3200 мм). |
Приспособления для завитков
УДЛ
Приспособление для догибания лапки
Приспособление для догибания лапки элемента “доллар”. |
круг, квадрат: 6-16 мм.
П-ОЗ
Приспособление обратный загиб
Предназначено для предварительной подготовки заготовки перед изготовлением элемента “обратный загиб” из металлопроката квадратного и круглого сечения от 6 мм до 16 мм. |
круг, квадрат: 6-16 мм.
Штамп “Улитка” с нераскатанным окончанием
УБЛ
Штамп “Улитка” – УБЛ
Предназначен для изготовления элементов “доллар”,”бублик”,”запятая” без оттяжки лапки. |
круг, квадрат: 6-12 мм,
проф. труба: 15*15, 20*20 мм.
Штампы “Улитка” с раскатанным окончанием
Предназначен для изготовления элемента “доллар”,”бублик”,”запятая”.
Предварительные работы: необходимо раскатать кованое окончание. Воспользуйтесь эксцентриковыми вальцами на блоке МКБ, УКГБ или КРБ.
Бублик арт. М0
Бублик
Доллар
Завиток
Запятая
Спираль
М2
Штамп “Улитка” – М2
Внутренний размер завитка 80*40 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
М1
Штамп “Улитка” – М1
Внутренний размер завитка 67*54 мм. |
круг, квадрат: 6-16 мм
проф. труба: 15*15, 20*20 мм.
труба: 15*15, 20*20 мм.
М0
Штамп “Улитка” – М0
Предназначен для изготовления завитков минимального диаметра без прямого участка. Внутренний размер завитка от 53*32 до 95*125 мм. |
круг, квадрат: 6-14 мм,
проф. труба: 15*15, 20*20 мм.
У
Штамп “Улитка” Универсальная
Предназначен для изготовления завитков из металлопроката квадратного и круглого сечения от 6 мм до 16 мм различной длины и внутренним размером 120*115 мм. |
круг, квадрат: 6-16 мм.
Штампы “Улитка” с окончанием “обратный загиб”
Для получения элементов “доллар”,”бублик” ,”запятая” с окончанием “обратный загиб” необходимо его предварительно подготовить.
Бублик с обратным загибом
Доллар с обратным загибом
Запятая с обратным загибом
ОЗ-2
Штамп “Улитка” – ОЗ-2
Чтобы работать на ОЗ-2 нужно подготовить загиб на специальном приспособлении П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-5
Штамп “Улитка” – ОЗ-5
Заготовку необходимо подготовить на П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-4
Штамп “Улитка” – ОЗ-4
Необходима предварительная подготовка загиба на П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-3
Штамп “Улитка” – ОЗ-3
Заранее подготовить загиб на приспособлении П-ОЗ. |
круг, квадрат: 6-16 мм.
Штампы “Улитка” с окончанием “плотный завиток”
На штампах можно изготовить различные конфигурации элементов “доллар”, “бублик” ,”запятая”. Для подготовки плотного завитка необходимо Приспособление Плотный Завиток (ППЗ).
ПЗ-2
Штамп “Улитка” – ПЗ-2
Внутренний размер завитка элемента 45*70 мм. |
круг, квадрат: 6-14 мм.
ПЗ-1
Штамп “Улитка” – ПЗ-1
Внутренний размер завитка элемента 80*40 мм. |
круг, квадрат: 6-14 мм.
Технические характеристики ПГУ
| Размеры сечения заготовки: | |
| – квадрат | 6х6, 8х8, 10х10, 12х12, 14х14, 16х16 мм. |
| – круг | 6, 8, 10,12, 14, 16 мм. |
| – профильная труба | 15х15, 20х20 мм. |
| – полоса | 40х4, 20х4, 12х6 мм. |
| Габариты | 500х600х330 мм. |
| Масса: | 57 кг. |
Доставка в Москву, по России и зарубежью
Доставляем в Москву, Тюмень, Нижний Новгород, Самару, Казань, Киев, Екатеринбуг, Волгоград, Воронеж, Ростов-на-Дону, Новосибирск, Ижевск и другие города России – бесплатно*.
Точную стоимость доставки в Казахстан, Беларусь и другие страны ближнего и дального зарубежья вам рассчитают в отделе продаж.
* – по всем возникшим вопросам обращайтесь в отдел продаж, тел.: 8-800-500-0074 (звонок по России бесплатный).
Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
Станок для холодной ковки своими руками: чертежи и инструкции
Известными, благодаря наружному виду, считаются металлические изделия, которые сделаны методом ковки. Такой декор отличается ценой, поэтому не каждый может заказать их себе. Однако, помимо горячей технологии ковки, необходимой для изготовления деталей из металла, существует и холодная. Последний вариант есть возможность сделать самому, для этих целей потребуется изготовить станок для холодной ковки собственноручно.
Устройство станков для ковки по холодному типу
Конструкция станков
- Гибочные. Изменяя положение роликов и клиньев, изменяются габариты волн и изгибов. Из-за этого изгибаются прутья до 1,6 см. Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
- Твистер. Снабжен спецшаблоном, к нему придавливают используемую металлическую часть. Сохранность шаблона обеспечивается упорным рогом.
- Основание с проставками. Прибор помогает делать любые узоры. Конструкция отличается простотой, основой является пластиной из материала высокого качества, куда вкручиваются проставки на определенной дистанции. Этот тип прибора эффективен для металла в толщину 0,6 см.
- Улитки. Изделие является пластинкой-основой, где расположен спецвиток. Его применяют как шаблон для обрабатываемой детали. Характерной чертой станет то, что «улитка»-шаблон разделена на фрагменты, закрепленные друг с другом с помощью соединительных спецэлементов. Это даст возможность при работе шаблону менять форму, ввиду чего будут созданы разнообразные волны и изгибы.
 Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени. - Торсионный станок. Подобное приспособление эффективно для винтового скручивания прута. Устройство делают из цилиндрического металлического каркаса и 2 фиксирующих элементов. Принцип работы заключается в том, что прутья помещают в крепежные элементы. С одной стороны их зажимают, а с другой закручивают до необходимых размеров винтовой волны.
 Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.Важно! До того, как создать устройство, необходимо ознакомиться с чертежами станка для холодной ковки.
Разновидности и назначение станков для ковки
Механизм облегчит работы вручную и создать уникальные изделия. Для ковки холодным методом мастера применяют различное оборудование, которое минимизирует физ. усилия человека и позволяет провести такие основные действия:
- согнуть профиль под необходимым углом;
- изготовить спирали либо завитки;
- скрутить детали вдоль.

Различные механизмы помогают создавать уникальные конструкции, художественное полотно для беседки, декор для скамьи в парке, прочие предметы разнообразного предназначения.
Виды приборовДекор-станки дают возможность создавать схожие по форме и параметрам детали за короткий временной интервал, помогают уменьшить их себестоимость и сроки изготовления.
Такие станки бывают профильными (выполняют лишь одно действие) и универсальными. Выделяют такие спецстанки:
- гнутики;
- улитки;
- торсионы;
- штамповочные.
Универсальные модели состоят из компонентов спецтехники в разных комбинациях.
Станок «улитка»
«Улитка»Алгоритм сборки станка для холодной ковки своими руками не вызовет сложностей. Во время создания улитки вероятны 3 типа конструкции, и то относительные. Каждый специалист делает завиток, спираль и изгиб изделия по-своему.
По виду исполнения механизмы бывают 3 видов:
- монолитные с фиксированным шаблоном изгиба;
- со съемным изгибом, дающим возможность делать различные завитки;
- с разборными составляющими завитка и крутящейся столешницей, чтобы получать сложные профили изгиба.

Монтаж станка начинают с конструирования основных узлов приспособления:
- Каркас. Механизм должен быть изготовлен из металла. Древесина совсем непригодна для сборки прибора: продолжительные и чрезмерные нагрузки разрушают дерево за несколько использований. Как основной материал используется уголок, трубы с толстой стенкой либо швеллер.
- Столешница. Ее изготавливают из плиты из металла, которая вырезана в форме окружности, по толщине 0,4 см. Из такой плиты вырезают вторую столешницу, которая повторит по форме первую. На последней располагаются составляющие, производят изгибы заготовок. При холодной ковке столешница будет принимать большую нагрузку, потому не требуется экономить и создавать ее из тонколистового железа.
- Главный вал и рычаг. Вал расположен посередине, его окружают столешницы. Фиксируется к каркасу 4 треугольниками. Механизм сделан из трубы с толстой стенкой нужного диаметра. Рычаг крепят к валу посредством кольца и вращают вокруг его оси. Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
 Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.Станок торсионный
Обыкновенное скручивание ряд пользователей осуществляют, не используя станок. Зажимается одно окончание детали в тисках, а второе обращается благодаря стандартному вороту. При такой методике обрабатываемая заготовка скручивается, однако иногда и вытягивается. Во избежание этого, сооружается направляющая конструкция в качестве желоба. Необходимо учитывать:
- протяженность желобка – он не может быть длиннее детали, уменьшаемой во время деформации;
- ширину желобка – требуется, чтобы он вдвое был шире изделия, поскольку в процессе деформации оно увеличится.
Возможно достичь ожидаемых результатов без оборудования – в таких целях потребуется приложить усилия и потратить большое количество времени. Те, кто предпочитает собрать необходимое устройство, должны спроектировать такую спецтехнику.
Сборка такого станка собственноручно возможна в 2 вариациях: стандартная и универсальная. Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Главное рабочее усилие, которое требуется, чтобы деформировать материал, принимает опора, потому основание создаваемого устройства должно отличаться высокой прочностью. В таких целях используется двутавр либо 2 швеллера, которые сварены друг с другом. Устойчивости для каркаса добавляют лапы, которые приварены к устройству. Затем возможно изготавливать остальные элементы – заднюю бабку и шпиндель.
В узлах механизма из профильной трубы своими руками находятся патроны, назначением которых станет их размещение внутри заготовки. Они должны обладать прочными фиксаторами (для надежного крепления). Ввиду уменьшения длины используемого изделия во время скручивания заднюю бабку выполняют скользящей. Допустимо сооружать ее из тисков, закрепляя на основании посредством болтов.
Подвижный элемент шпинделя проворачивают при помощи ручки, которая предусматривает наличие нескольких рычажков, имеющих необходимую длину для гашения прилагаемых усилий.
Сборка торсионного прибораВажно! Возможно добавить втулки из резины, чтобы защитить руки от скольжения.
Основным различием в алгоритме монтажа универсального прибора станет устройство подвижного элемента. Он предполагает винтовую подачу при изготовлении фонарей, фиксируется с помощью стандартного скручивания. Потому активный элемент снабжается 2 шпинделями. В этом варианте для скользящей бабки требуется фиксирующий винт.
Когда нужно сделать деталь, которая скручена лишь на конкретном фрагменте, к прибору добавляют ограничители. Их изготавливают по принципу задней бабки – присутствуют спецзажимы и есть опция скольжения.
Работы в такой ситуации крайне утомительны, получение изделий высокого качества представляет собой трудоемкий процесс. Потому оснащение электрическим приводом изделия станет наилучшим решением.
Станок «гнутик»
Приспособление отличается эффективностью, массивностью, простотой монтажа. Но существенным минусом станет то, что сложно отыскать и подогнать детали.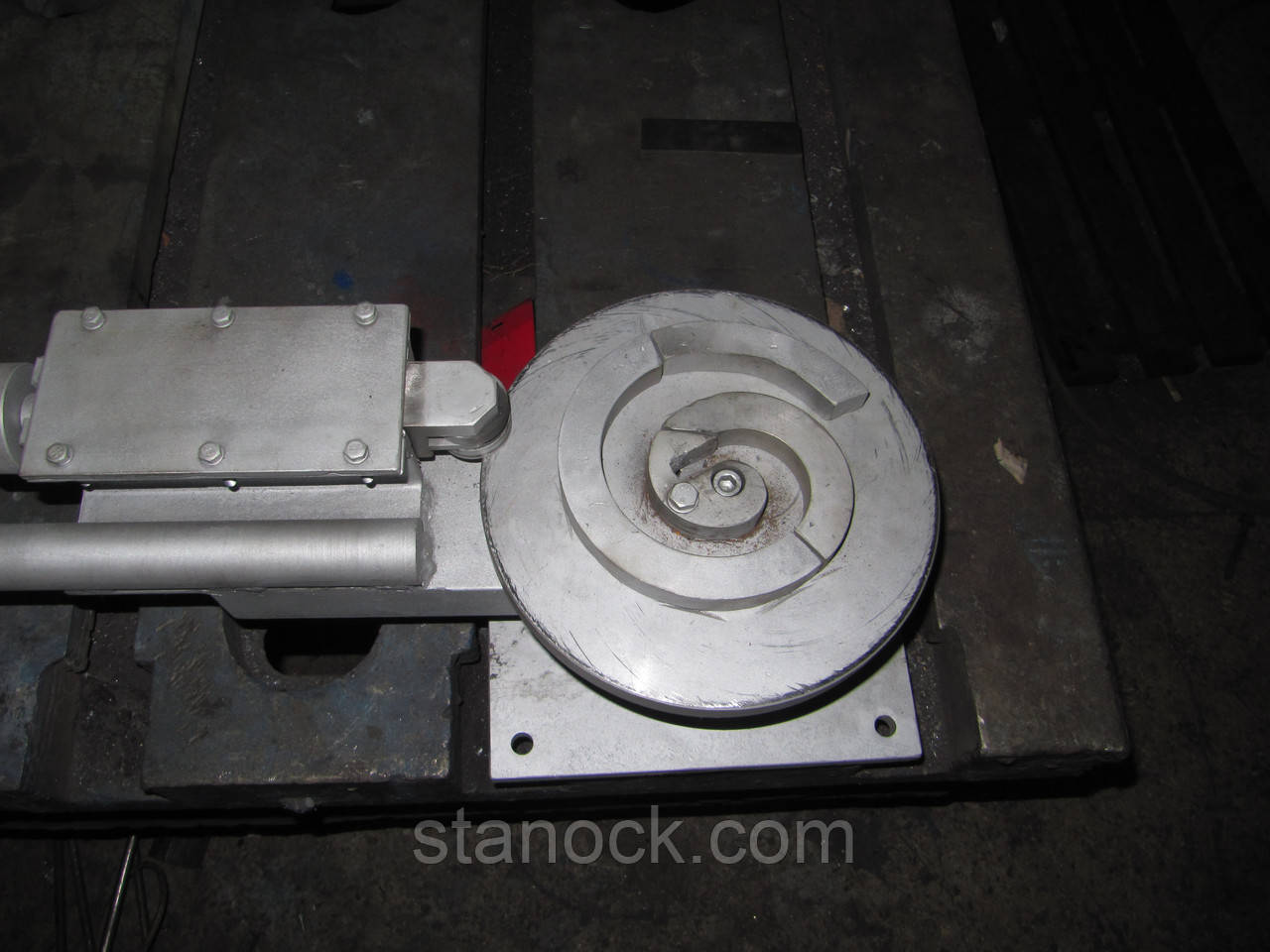 Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Для каркаса приспособления подбирают толстую раму из стали. Следует учитывать, что устройство крепится к столу. В основном делается крепеж с помощью болтового соединения, к примеру, как в тисках. В середине рамы есть направляющая, отличающаяся подвижностью. Ее приводят в действие с помощью эксцентрикового механизма, фиксируемого на раме-каркасе. Вспомогательно устанавливаются 3 упора, которые создают необычную «вилку» – это рабочие составляющие устройства. С учетом профиля сгиба они меняются: круглые валы – чтобы выполнить волну, «молоток» – чтобы формировать углы.
«Гнутик»Рабочие комплектующие изготавливаются лишь из особой стали. Они будут отвечать за прочность всей конструкции. Чтобы обрабатывать и подгонять изделия, понадобятся непосредственно спецнавыки и соответствующие инструменты. Потому, когда присутствуют трудности в заказе, при покупке либо изготовлении главных узлов, то рекомендуется приобрести устройство в магазине. Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Станок «волна»
Более логично называть рассматриваемое изделие управляемой волной. Устройство оснащается 2 стальными дисками в диаметре 14 см. Они фиксируются посредством болтов к столешнице. На основном диске закрепляется ось, которая вращает универсальный вороток.
Управлять рассматриваемым приспособлением нужно, меняя дистанцию меж дисков. Во время обкатывания воротом прута формируется узор. Когда прут снимают с кондуктора, образуется узор со второй стороны.
«Волна»Станок — пресс
Чтобы формировать наконечники прутьев, потребуется воспользоваться прессом. Рассматриваемое устройство функционирует аналогично маховику: изначально вращается штанга с грузиками, отводится винтовой боек до конца назад. Затем вставляется внутрь гнезда другой штамп и ставится обрабатываемое изделие. После, штанга быстро раскрутится в противоположный бок. Боек будет бить по хвостовой части штампа, вследствие чего образуется усилие необходимое в целях штамповки.
Детали, которые изготовлены методом холодной ковки, соединяют 2 методами:
- Сварка — изделия приваривают, окалину стачивают «болгаркой» либо иным оборудованием.
- Хомуты — подобный тип соединения выглядит значительно ярче.
Окрашивают заготовки, применяя спецэмали либо краски из акрила.
ПрессКак сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
 Основание с более широкой площадью приваривается к центру вырезанного круга.
Основание с более широкой площадью приваривается к центру вырезанного круга. Снизу отрезка, где находится свободное окончание, проделывается отверстие.
Снизу отрезка, где находится свободное окончание, проделывается отверстие.Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Кузнечное оборудование: станок для холодной ковки своими руками – RMNT
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута.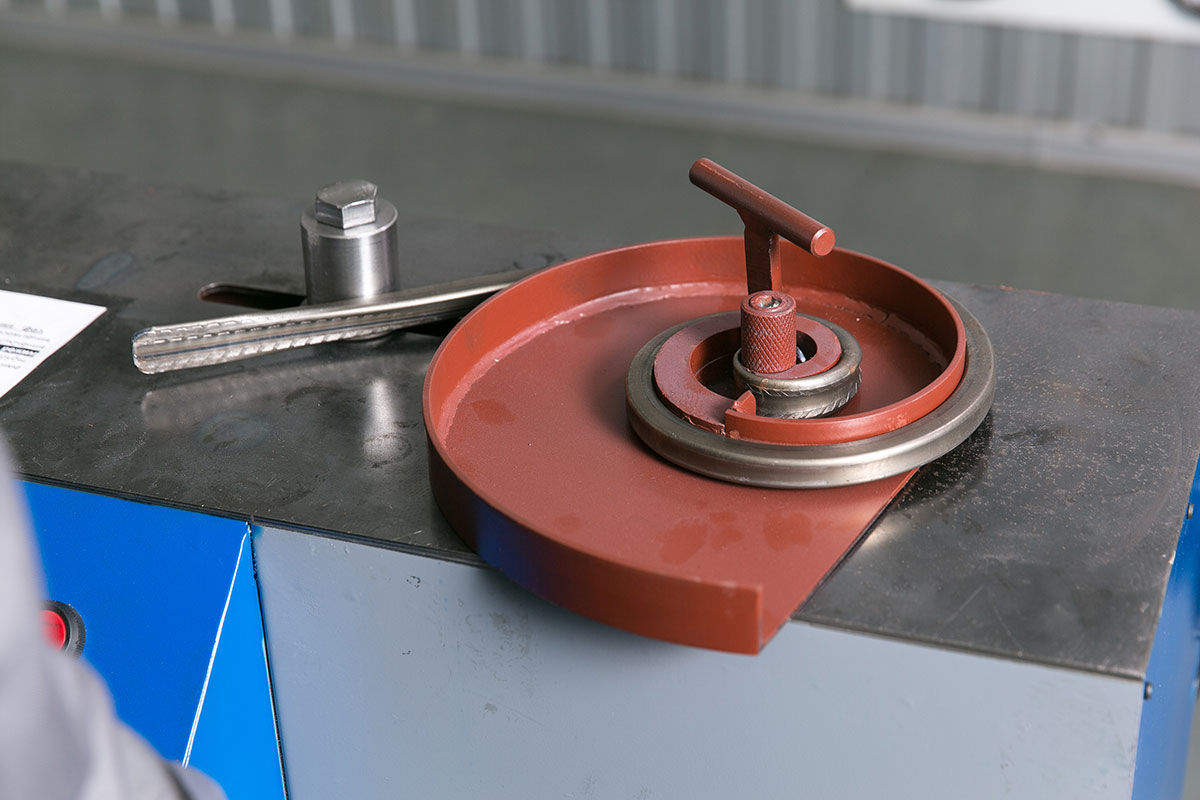 Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
 youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>
youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
 При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
размеры, эксплуатация, изготовление своими руками
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковкиПроцесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Станок гнутикВолна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
 Нельзя забывать про указание размеров.
Нельзя забывать про указание размеров.Несмотря на многообразие чертежей и инструкций, часто качество самодельных станков оставляет желать лучшего, а учитывая количество потраченного времени, многие выбирают вариант покупки заводского оборудования.
Цены на станки для холодной ковки сейчас на очень низком уровне благодаря компании Stancraft, которая разработала и запустила в массовую продажу универсальный комплект ручных станков, что бы их мог позволить себе любой дачник.
На их официальном сайте stancraft.ru есть такие станки, как «Улитка», «Торсион+Корзинка», «Гнутик», «Профилегиб». Если Вам хочется максимально быстро начать работать на станках, самый простой способ — заказать на сайте stancraft.ru.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
самодельные кондукторы, матрицы и другие инструменты, изготовление из профтруб и не только; гибка, сварка, сборка; видео
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок – 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.

Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной – 4 см.; кусок жести 16 на 16 см., толщина – 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
 Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Важным достоинством подобных машин является возможность выпуска различных по форме элементов.Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
Вилка кузнечная
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.

Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Китайская машина для горячей и холодной штамповки, Китайские производители и поставщики станков для горячей и холодной штамповки на Alibaba.com
Механический ковочный пресс с управлением от ПЛК 200тонн с механическим кузнечно-прессовым прессом с ПЛК 200тонн Механический кузнечно-прессовый пресс с ПЛК 200тонн Фотографии Технические характеристики КОД АРТ. 800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс.
800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4.
Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4. Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.
Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.
Станок для холодной штамповки болта
Машина для холодной штамповки болта
Описание продукта
Применение формирователя холодной штамповки
Машина для холодной штамповки использует метод холодной штамповки, подходит для производства всех видов винтов, Специальная машина для обработки шурупов по дереву, внутренняя шестиугольная, вогнутая шестиугольная заклепочная заготовка. Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Характеристики формирователя холодного болта
(1) Идеальный дизайн, простота в эксплуатации.
(2) Конструкция салазок с одной направляющей позволяет машине работать с высокой скоростью, а эффективность производства также высока.
(3) Основной монтажный комплект наших машин изготовлен из высококачественного материала, подвергнутого термообработке с высокой стойкостью к истиранию и низкой деформацией, машина долговечна и долговечна.
(4) Холодная высадка Машина использует систему принудительной подачи масла , чтобы убедиться, что все компоненты машины работают в пленках состояния масла, и машина может быть долговечной в течение длительного времени.
(5) Ключевые компоненты наших машин импортируются, и все они соответствуют всем требованиям к высокой точности, высокой твердости и устойчивости к истиранию.
(6) Конструкция для выталкивания наружной формы, которая решает проблему блокировки винтов при спуске.
Поточный процесс станка для изготовления шурупов по дереву
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка
(1). Протяните грубую линию к необходимому участку линии.(Волочильный станок)
(2). Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
(3). Отшлифуйте зуб на резьбонакатном станке и полностью сформируйте винт (Нарезной станок)
(4). Обрабатывайте шнек-полуфабрикат термической обработкой согласно стандарту (печь для термообработки)
(5). В соответствии с требованиями, технологическое покрытие и т. Д. (Цинкование)
(6). Упаковка и с завода
Формовщик холодного болта Подробное шоу:
000 000 000 000 000Упаковка и доставка
Упаковка: В стандартном деревянном ящике для экспорта
в течение 150002 дней после доставки .Условия оплаты :. 30% T / T при предоплате, оставшаяся сумма должна быть оплачена после того, как мы закончим производство. (Мы возьмем для проверки фотографии машин и упаковки)
У нас есть собственный фарвард. Мы можем своевременно проверить информацию о доставке. Вы также можете использовать свой экспедитор. Мы свяжемся с ним как можно скорее.
Мы свяжемся с ним как можно скорее.
Информация о компании
Мы производитель, а не торговая компания.
Основанная в 1990 году компания Xingtai JUDU Technology Co., ООО специализируется на производстве всех видов оборудования. В то же время мы можем производить по желанию наших клиентов. Эта продукция экспортировалась в США, Германию, Пакистан и Австралию.
Емкость:
| Основные рынки | Общая выручка | |||
| Африка | 24% | 9015 9015 Южный Восток 9015 9015 Юг | ||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
 Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
 Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.

| Основные рынки | Общая выручка | |||
| Африка | 24% | 9015 9015 Южный Восток 9015 9015 Юг | ||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
 ..
..
 800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс.
800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4.
Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4.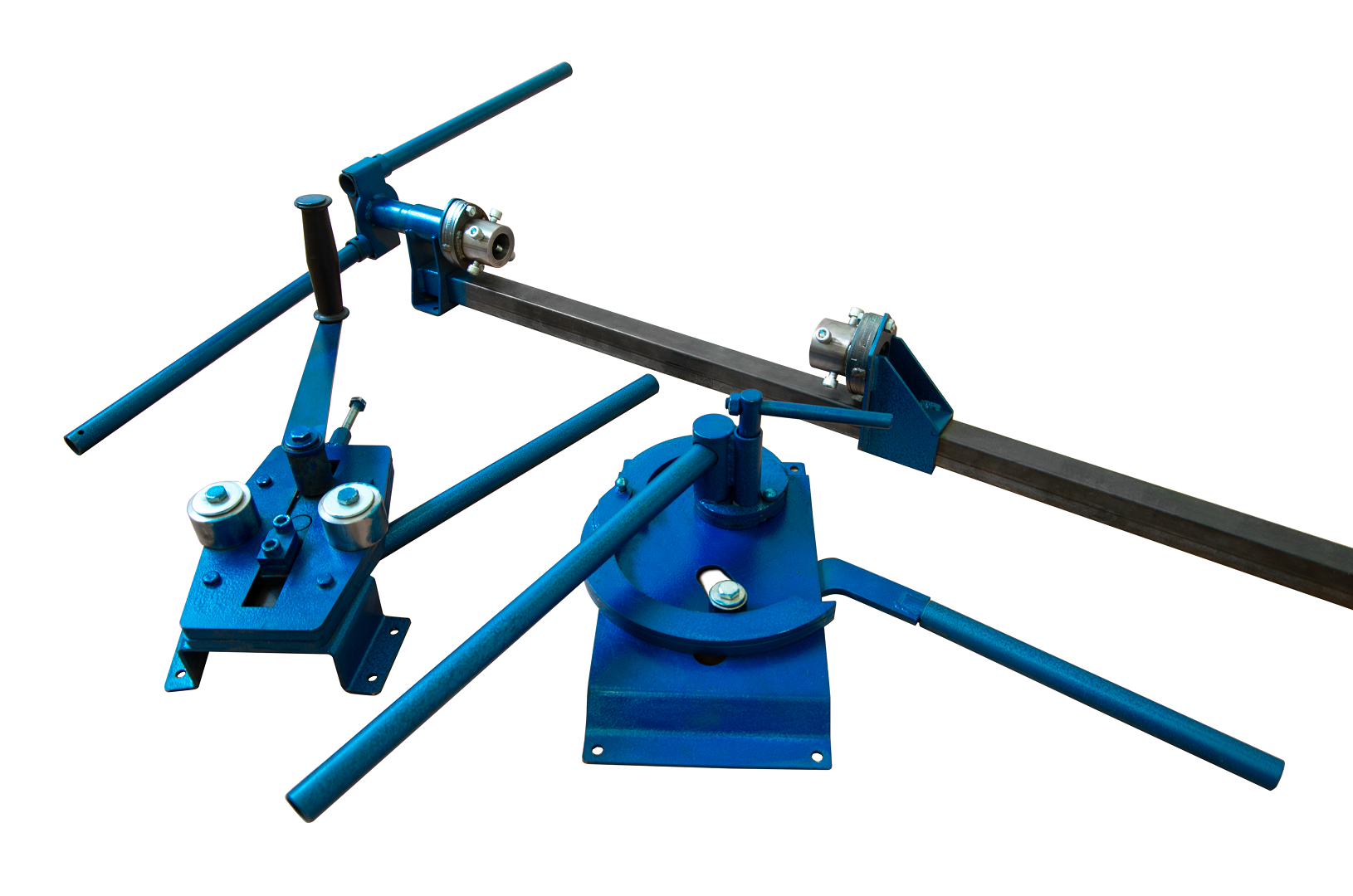 Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.
Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.Особенности изготовления станка холодной ковки: подготовка, материалы и приспособления видео
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов.
Они не только украшают, умелые мастера могли создавать из металла письменные приветствия.
Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.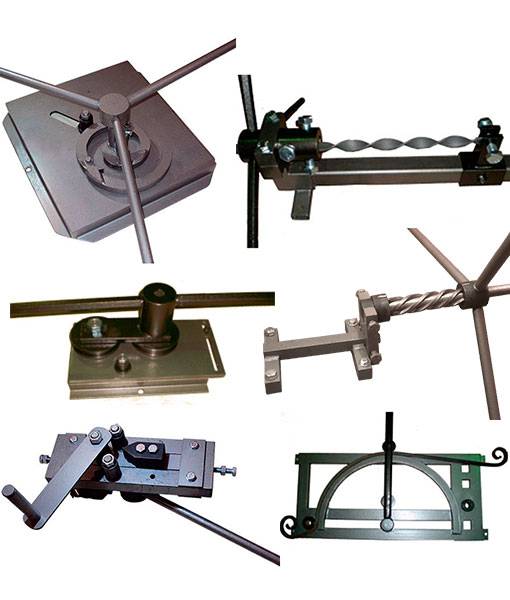
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
 Будут получены крупноразмерные детали.
Будут получены крупноразмерные детали.Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.

 Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Для небольших по размеру деталей удобно размещать на вертикальной стойке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
- Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Вращая его в специальной оправке, будут вращать улитку.
- Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
- После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок.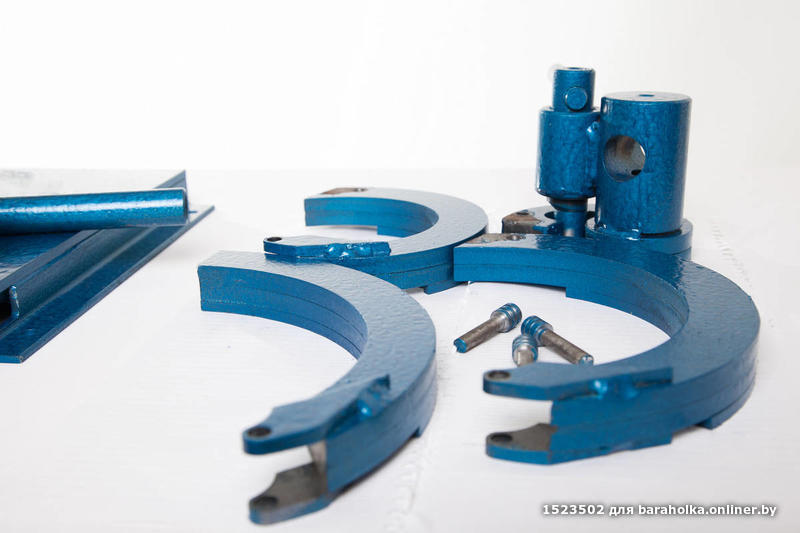 Часто цена минимальная.
Часто цена минимальная.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.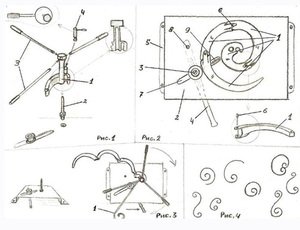
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
- Для продолжения работы устанавливается съемный элемент сборной «Улитки».
- Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
- С обратной стороны выполняют дополнительный изгиб детали.
- Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
- Оригинальный козырек над входом в здание:
- При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
- На лестничном пролете завитки выглядят весьма оригинально.
- Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера.
Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
- Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Источник: https://metmastanki.ru/stanok-ulitka-dlya-holodnoy-kovki
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании.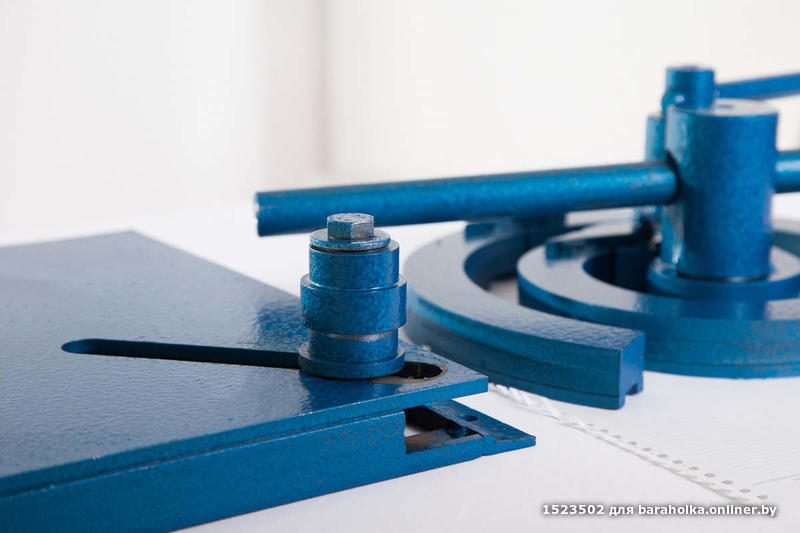
Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки.
Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Козырек над крыльцом методом холодной ковки Перила для крыльца — украшение, а не исключительно утилитарное приспособление Можно сделать беседку и кованную мебель Ворота смотрятся волшебно
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки.
Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы.
В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка.
Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок.
Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того.
Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал.
Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки.
Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется.
Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов.
Можно это сделать при помощи двух подшипниковых узлов.
Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты.
В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел Фиксатор для заготовки Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Источник: https://stroychik.ru/tools/samodelnye-prisposobleniya-i-stanki-dlya-holodnoj-kovki
Самостоятельное изготовление станка для холодной ковки — Школа по утеплению дома
ГлавнаяСамостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом.
Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность.
Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления.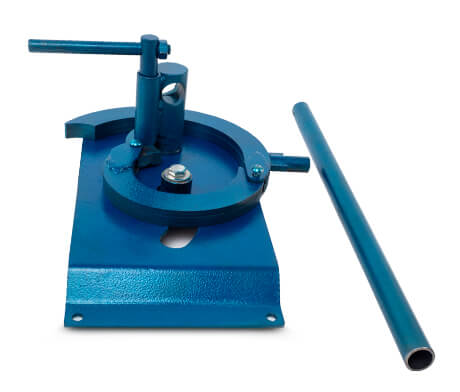 Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Источник: https://v-teplo.ru/stanok-dlya-holodnoj-kovki.html
Самые популярные станки для холодной ковки
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковки
Процесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
- решёток на окна;
- плетёных кованых заборов;
- садовой мебели;
- отдельных элементов фасада;
- фонарей.
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один.
Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев.
Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами.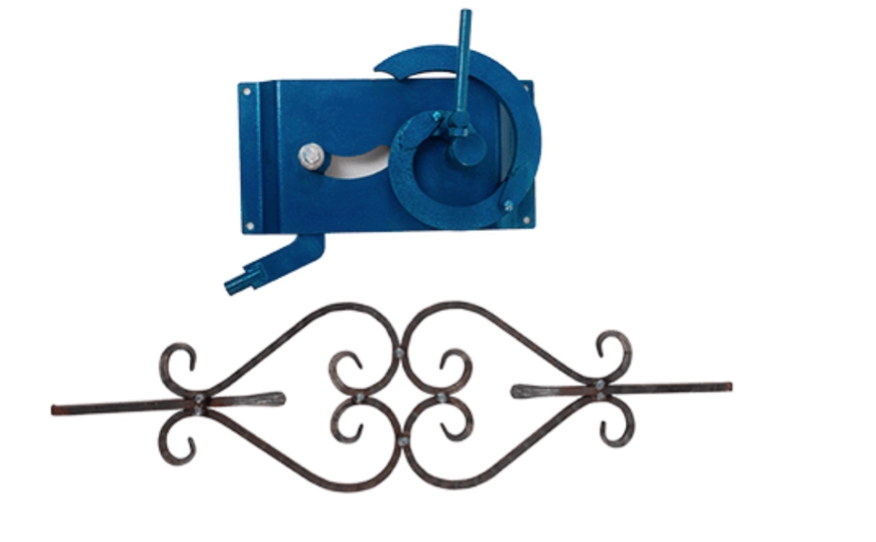 Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Волна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
СТАНОК ХОЛОДНОЙ КОВКИ | работа с тремя видами окончаний.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
 Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.Станок для холодной ковки своими руками БЕЗ ТОКАРЯ Чертеж Размеры
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Кузнечный станок Мастер Универсал от МАН. Обзор и распаковка Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку. Самые популярные станки для холодной ковки Ссылка на основную публикацию
Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку. Самые популярные станки для холодной ковки Ссылка на основную публикацию
Источник: https://metalloy.ru/stanki/dlya-kovki/holodnoj-kovki
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы.
С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы.
Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки.
Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы.
С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.

При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления.
Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны.
Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон.
На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется.
С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле.
Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
- Николай Иванович Матвеев
- Распечатать
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/stanok-dlya-holodnoy-kovki-svoimi-rukami-chertezh-i-video.html
Станок для холодной ковки улитка своими руками: чертежи и размеры, фото
Если ваши руки растут из правильного места, тогда вполне закономерно, что в вашей мастерской потребуется наличие некоторого оснащения для рабочего процесса. Одним из них является станок для холодной ковки «Улитка», собрать который своими руками не составит труда, если под рукой будутчертежи и размеры, а фото аналогичных конструкций в интернете подтверждают простоту сборки.
Конструкция «Улитка»
Данный агрегат во много раз упростит рабочий процесс. Также, с ним вы сможете изменять металл до неузнаваемости и создавать изделия необычайной красоты и практичности.
Применение и особенности оснащения
Изделия, созданные по технологии ковки, зачастую стоят немалых денег, а смотрятся довольно благородно и дорого. Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Варианты кованых изделий
Немногие знают, что ковка бывает не только горячего вида, но и холодного. Второй вариант вполне возможно с легкостью использовать в любых домашних условиях. Достаточно создать подходящее для этого оборудование – станок для холодной ковки.
А вот к холодной ковке можно отнести две разновидности работ.
- Наклепывание – наклеп, который осуществляется благодаря многочисленным ударам, которые имеют большую мощность. Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
- Гнутье – структура металла и его характеристические показатели не поддаются изменениям. Чтобы заниматься таким типом ковки, нужно построить самодельный станок.

Последний вариант отличается своей простотой, если говорить о технологическом процессе. Дальше рассмотрим,как сделать станок для холодной ковки своими руками, чертежи и видео которого вы найдете ниже.
Видео: станок для холодной ковки
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
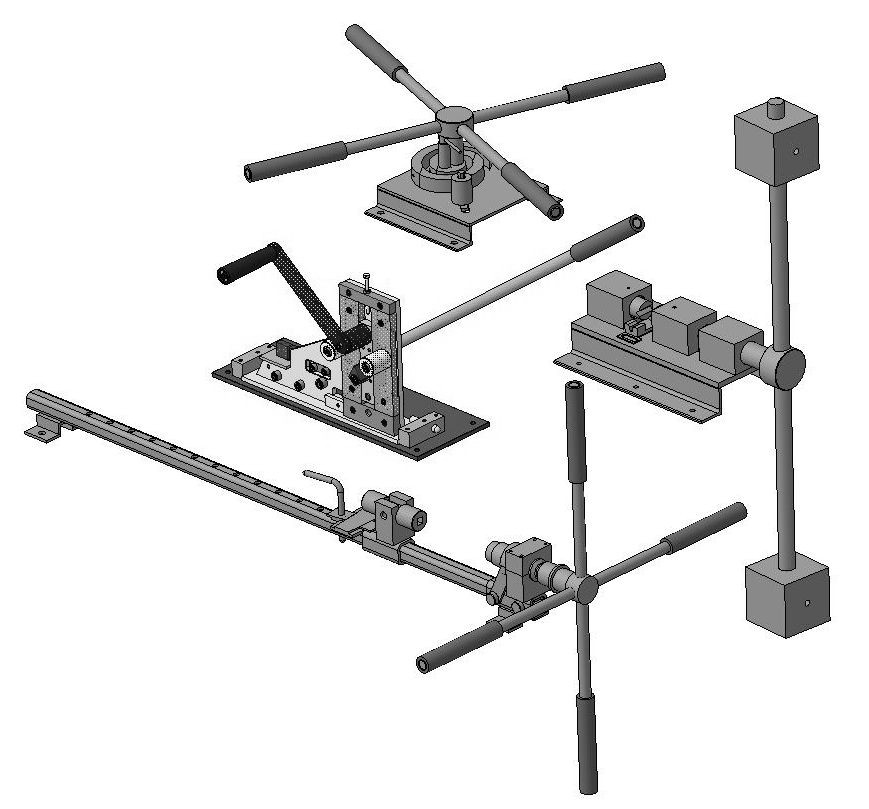
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут. Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков.
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла.
После этого вы будете иметь возможность создавать настоящие шедевры из металла.
Видео: улитка, холодная ковка
немецкого оборудования для холодной ковки. Ручные станки для ручной холодной ковки металла. Изготовление «улитки» с приводом
Холодная штамповка невозможна без специального ковочного оборудования. Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то станки и приспособления собственного производства помогут вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и крутки. Они могут быть ручными или электрическими.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Аппарат «Гнутик»
Купленный или изготовленный самостоятельно «Гнутик» – это универсальный прибор, позволяющий получить из стержня дугу или угол.Представляет собой основание с ползуном, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических фиксированных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, который вращается со стороны, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» – вертикальное расположение
Для масштабирования размеров представляем чертёж нижней планки «Гнезда».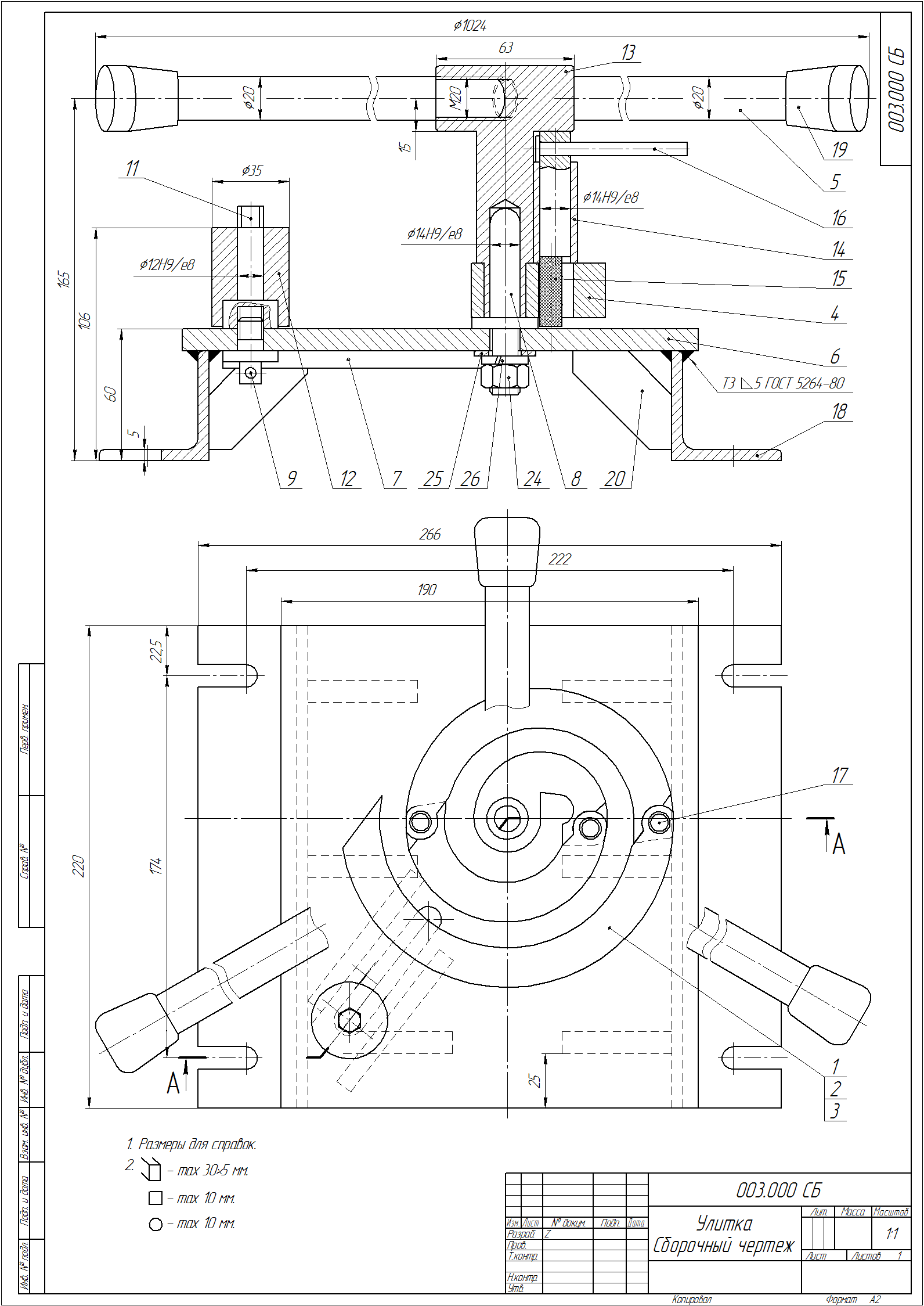
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на “Гнутик”
Получение угла на “Гнутик”
Так выглядит самодельный «Гнутик»:
Устройство “Твистер”
«Твистер» – инструмент для скручивания прутков, чаще всего квадратного сечения, по продольной оси. Это незамысловатое устройство может быть ручным или электрическим.Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б / у электрооборудования:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 – улитка; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемехов; 7 – паз под прижимной ролик; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
В результате должен получиться такой прибор:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 – сегмент улитки; 2 – эксцентрический; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – бегунок; 8 – осевая гайка; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий мост; 12 – эксцентриковая направляющая; 13 – центральный сегмент улитки; 14 – барашек эксцентричный; 15 – основная ножка; 16 – соединительный штифт сегментов улитки; 17 – регулировочный винт; 18 – соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если толстый прокат необходимо гнуть.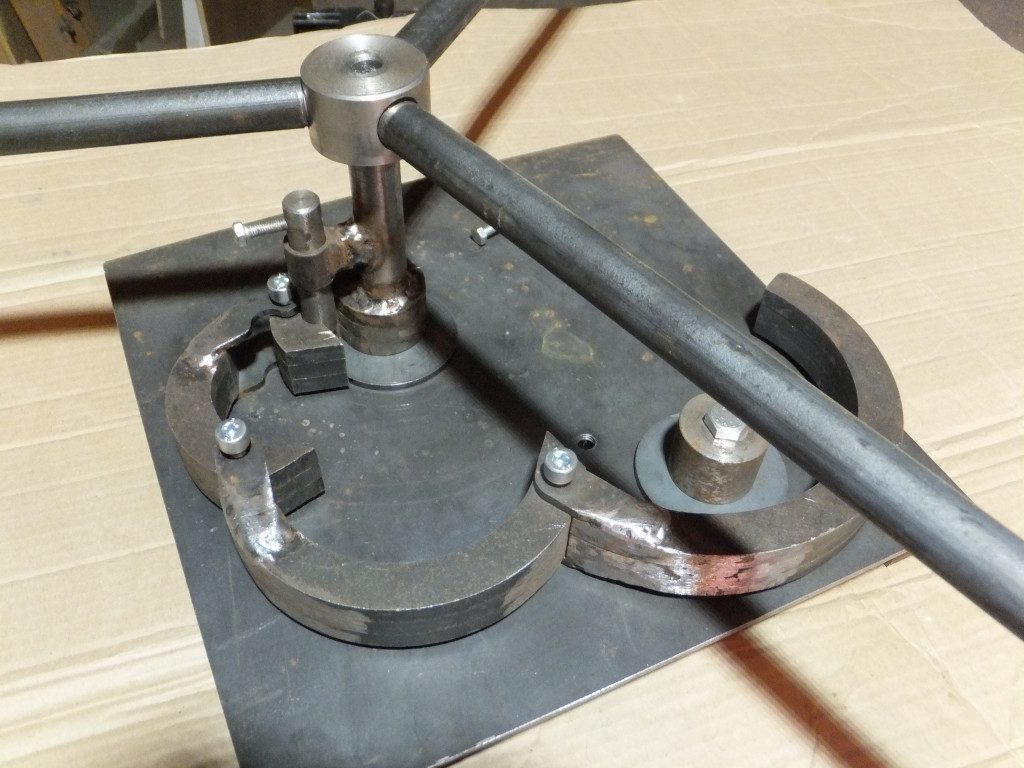
Несколько полезных видеороликов по самодельным машинам “Улитки”.
Делаем улитку
Машинный режим
Подробнее о таких конструкциях мы поговорим ниже.
Аппарат “Глобус”
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
В ролике работа на «Глобусе»
Используя чисто мускульную силу, большую дугу можно создать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Шаблон
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Устройство в действии
Устройство «Фонарик»
Эта машина предназначена для изготовления заготовок элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. В принципе, станок аналогичен Twister, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарика»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки “Зажим” может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения “гусиные лапки”
«Гусиная лапка» – расплющивание с нанесением красивых насечек на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Станок для гусиных лапок
Устройства для ковки “гусиные лапки”
Подробный процесс изготовления штампов
Ниже показан прокатный станок для выполнения той же операции.
Вальцовочная машина «гусиная лапка» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы – запчасти от комбайна
б / у.Принцип действия
Изготовление “улитки” с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества подобных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Производит 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт при 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм – процесс наиболее трудоемкий.
Для холодной ковки также понадобятся наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Вы профессионально занимаетесь художественной ковкой? Вы делаете (или планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, заборы, заборы, перила, решетки, навесы и навесы, мангалы, подставки для цветов, кованая мебель и скамейки и т.)? Значит, вы не зря зашли на наш сайт! Наша компания может предложить Вам полный спектр качественного оборудования для художественной ковки BlackSmith , официальным дилером которого является наша компания – Невское Оборудование !
Каталог машин и оборудования Blacksmith можно посмотреть и скачать :
Образцы изделий художественной ковки:
Краткие видеообзоры кузнечного инструмента и станков:
Полный ассортимент ручных инструментов для холодной и художественной ковки. Это надежный и качественный инструмент: для загибания завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов ручным прессованием, для загиба уголков и колец, для изготовления декоративных «корзинок» и кручения, для стягивания и растягивания краев. из листового металла и др. и т. д.
Это надежный и качественный инструмент: для загибания завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов ручным прессованием, для загиба уголков и колец, для изготовления декоративных «корзинок» и кручения, для стягивания и растягивания краев. из листового металла и др. и т. д.
Ковочные индукционные нагреватели для быстрого местного нагрева заготовок для последующей операции ковки или термообработки стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем.Нагревание подходит только для изделий из токопроводящих материалов. Основным преимуществом этого оборудования является скоростной нагрев деталей, а также то, что оно дает возможность нагреть определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Применяются при серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины на:
- арт прокат и завитки сгиба;
- продольная скрутка и кручение;
- кольца гибочные, «ножки» и «корзинки»;
- трубопрокатный, прокатные «фланцы» на фасонных трубах;
А также станки для гибки и резки прутков, квадратов, гидравлические прессы для штамповки различных кованых элементов (например, «балясины») и др.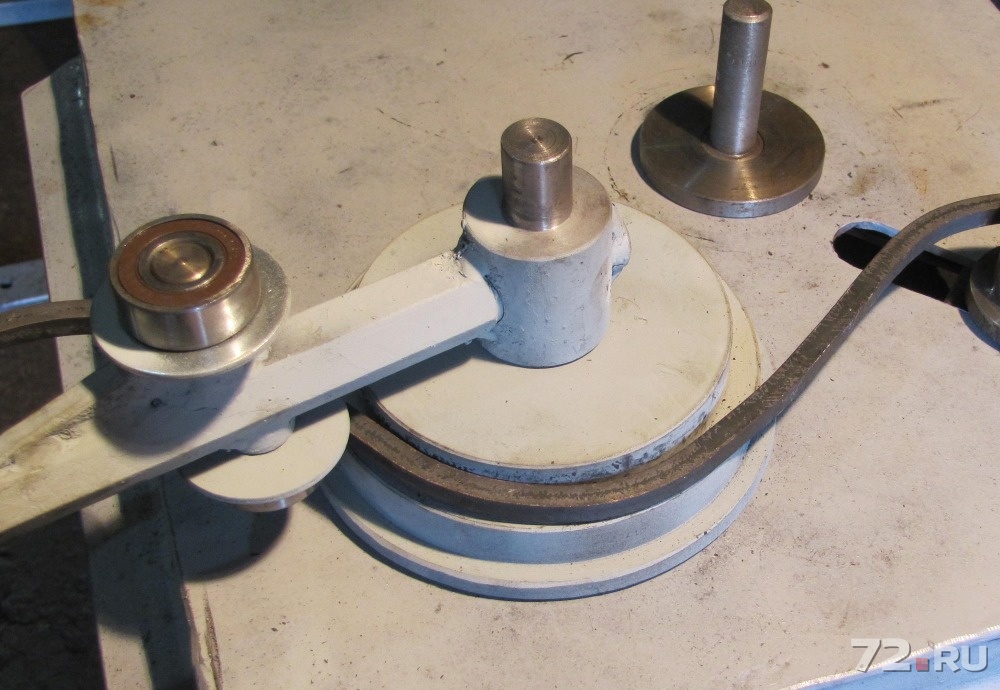
Серия отбойных молотков с пневмоприводом (вес падающих частей от 16 до 25 кг). Они будут полезны как в небольших мастерских, так и в крупном производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Главная особенность этих молотов: простота и надежность, удобное управление системой, высокая частота и точность ударов, а также, что немаловажно, низкая цена (одна из самых низких на рынке кузнечного оборудования).
Бизнес-задач:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наша готовая концепция включает:
- Рекомендации по выбору оборудования;
- Рекомендации по производственной площади;
- Образцы готовой продукции;
- Расчет затрат и выгод.
Сегодня элементы художественной ковки повсеместно используются при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего. Не секрет, что для быстрого изготовления массовых изделий, декорированных художественной ковкой, выгодно использовать стандартные элементы декора. Как правило, эти элементы изготавливаются методом «холодной» ковки – и их закупочная цена даже при большом рынке сбыта достаточно высока. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Не секрет, что для быстрого изготовления массовых изделий, декорированных художественной ковкой, выгодно использовать стандартные элементы декора. Как правило, эти элементы изготавливаются методом «холодной» ковки – и их закупочная цена даже при большом рынке сбыта достаточно высока. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по обработке металла – это вид бизнеса, на который вполне по силам малый и средний бизнес.при правильном подборе оборудования не требует больших вложений и значительных производственных площадей.
Для организации современного и технологичного производства кузнечных элементов мы предлагаем покупателям кузнечного оборудования несколько вариантов комплектации цеха. Очень важно охватить максимально широкий спектр операций – по производству элементов различных форм и размеров. В зависимости от выбранного вами оборудования список товаров будет меняться.
В зависимости от выбранного вами оборудования список товаров будет меняться.
Кроме того, по Вашему желанию любой комплект может быть реорганизован (в случае остального оборудования на нашем складе).
Предлагаем 3 варианта кузнечной конфигурации для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различную продукцию: улитки, кольца, торсион, «корзины», пики, «гусиные лапки», арки и арки, зажимы с нанесением текстуры; также наборы для комплектации готовой продукции (секции заборов, лестницы, перила).
В зависимости от выбранного вами оборудования список продуктов будет меняться, как и варианты готовой продукции.
Вариант 1: Приобретение оборудования на сумму 77 500 руб. Доход от 158 000 руб. В месяц.
Вариант 2: Приобретение оборудования на сумму 643 250 руб. Доход от 775110 руб. В мес.
Вариант 3: Приобретение оборудования на сумму 1 529 700 руб. Доход от 1 281 490 руб. / Мес.
Доход от 1 281 490 руб. / Мес.
Отлично! Текст на зеленом фоне – к хорошим новостям 🙂
Станки холодной ковки.
Компания «ГИБСТАНКИ» является официальным дилером по продаже станков для холодной ковки металла.СОБСТВЕННЫЙ СКЛАД в Москве по ул. Вересаева дом 18, корпус 1, где покупатель может выбрать кузнечное оборудование для холодной ковки, соответствующее его техническим характеристикам.
Предлагаем ручные станки для холодной ковки металла «КАРО-Универсал», STALEX, Blacksmith для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготавливать детали художественных металлических изделий, таких как решетки и заборы, предметы интерьера.
Инструмент прост в обслуживании, не предусматривает электропривода.
Ручной инструмент может использоваться на промышленном и индивидуальном частном производстве, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении индивидуальных заказов и реставрационных работах.
Ручной инструмент позволяет изготавливать дугообразные, кольцевые, криволинейные скрученные заготовки из полосы, прутка, квадрата различного сечения без нагрева, а также резать и клепать металл.
Мы даем Вам возможность освоить производство настоящих металлических изделий для «ковки» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм – своей бесконечностью.
Широкий ассортимент оборудования.
Давно научились делать из металла изделия элегантной формы. Это могут быть декоративные фонари, козырьки, элементы камина, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-либо сложной технологией и прикладывать физические усилия. Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Разновидности оборудования для ручной холодной ковки металла
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С помощью различного ручного оборудования для ковки можно изготавливать отдельные элементы декора и собирать из них сложные кованые конструкции в виде заборов, ворот, калиток и т.д.
Инструмент ручной для ковки. Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступным в использовании и по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Ручной станок для загибания локонов MZ- V 1 позволит изготавливать основные кованые изделия различной конфигурации.Включает в себя подставку для работы с длинными заготовками, зажимные эксцентрики для угольника и полосы, оправку для завивки. Цена оборудования – от 19 700 руб.
Цена оборудования – от 19 700 руб.
Ручной инструмент для продольной скрутки MZ-T R предназначен для работы в домашних условиях. Чаще всего его используют для изготовления различного рода решеток, кованых металлических заборов, перил, при отделке лоджий и балконов. В комплект с устройством входят специальные оправки для скручивания квадратов и лент.Машина МЗ-Т Р стоит 16 920 рублей.
Оборудование ручное МВ20-12 , с помощью которого гнутся различные металлические элементы малого сечения (полосы, прутки, проволока и др.). Подходит для изготовления моделей и других работ с тонкими материалами. Цена станка МБ20-12 – 6390 руб.
MV10-6 Небольшой ручной инструмент, который удобен для сгибания металла в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников.В этом случае используются ленты и прутки, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок снабдили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование будет полезно домашним мастерам при создании ажурных изделий и конструкций из металла, мастерам художественного металла, ремесленникам, школам. Стоимость МВ10-6 – 9045 руб.
Такое оборудование будет полезно домашним мастерам при создании ажурных изделий и конструкций из металла, мастерам художественного металла, ремесленникам, школам. Стоимость МВ10-6 – 9045 руб.
Ручной станок MO5 -GX предназначен для легкого и быстрого изготовления самых популярных элементов в ковке – «струбцин».Его использование не требует больших навыков в кузнечном деле, так как управлять им совсем не сложно. Цена такого станка – 10 692 рубля.
Универсальный гибочный станок МВ30-6х50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос. Его можно использовать для изготовления множества вариантов гибки в разных плоскостях и различных конфигурациях. Кузнечный инструмент оборудован удобными упорами и гибочными оправками.Стоимость МВ30-6х50 – 11 385 руб.
Ручной трубогиб MO7-T G – отличное решение для мобильных работ на стройплощадке. Его можно использовать при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлических конструкций. Устройство способно изгибать арки, кольца, дуги из прямоугольных и квадратных труб, полос, стержней, квадратов. Цена на трубогиб МО7-Т Г – 29 160 рублей.
Устройство способно изгибать арки, кольца, дуги из прямоугольных и квадратных труб, полос, стержней, квадратов. Цена на трубогиб МО7-Т Г – 29 160 рублей.
Ручной универсальный станок МВ32-25 – это надежная и прочная конструкция, с помощью которой трубы можно гнуть на любой заданный радиус.Инструмент позволит дешево и легко выполнить не только разовые, но и мелкосерийные работы по гибке профилей и труб. Стоимость МБ32-25 – 44 820 руб.
Станок BlackSmit MO 4 А – № КР применяется при изготовлении «корзин» и продольной скрутки изделий. Корзины выкованы из предварительно сваренных заготовок одинаковой длины. Изделия скручиваются на площади 500 мм, однако длину можно увеличить самостоятельно.Цена на такое устройство 35 577 руб.
Улитка своими руками
Некоторые мастера своими руками изготавливают ручное оборудование для холодной ковки. Используя чертежи в Интернете, вы легко сможете собрать машинку «Улитка».
Необходимые инструменты и металлические детали:
Прежде всего, необходимо нанести рисунок спирали с тремя витками на лист бумаги. После этого нужно проверить размеры, чтобы в резьбу поместили армированный стержень диаметром 10 мм.Теперь можно приступить к изготовлению машины.
- На болгарке вырезаются пластины из стального листа: 130х130 мм и 100х100 мм.
- Далее шлифуются наждаком участки трех стальных полос и трехсантиметрового стержня.
- Стальные полосы сгибаются по шаблону с помощью плоскогубцев, так что получается три спирали разной длины.
- Все элементы станка сварены по схеме.
- В центре инструмента приваривается стальная труба.
Сварочные работы должны выполняться качественно, так как от них зависит срок службы машины.
Заключение
Несмотря на то, что стоимость станков, используемых для ковки металла, достаточно велика, некоторые виды ручного оборудования вполне доступны. Те, кто имеет опыт такой работы, и начинающие кузнецы легко найдут недорогой вариант инструмента, который поможет создать кованое изделие определенного типа.
Те, кто имеет опыт такой работы, и начинающие кузнецы легко найдут недорогой вариант инструмента, который поможет создать кованое изделие определенного типа.
Кроме того, некоторые виды станков можно изготавливать самостоятельно.
Что это? Преимущества, Процесс, Горячие и холодные, Типы, Соображения
Введение
Это наиболее полное руководство по холодной ковке, доступное в Интернете.
В этой статье рассматриваются следующие темы:
- Что такое холодная ковка и как она работает
- Преимущества и недостатки холодной штамповки
- Горячая штамповка vs.холодная ковка
- Металлы и оборудование / машины бывшие в употреблении
- Холодная штамповка
- И многое другое . ..
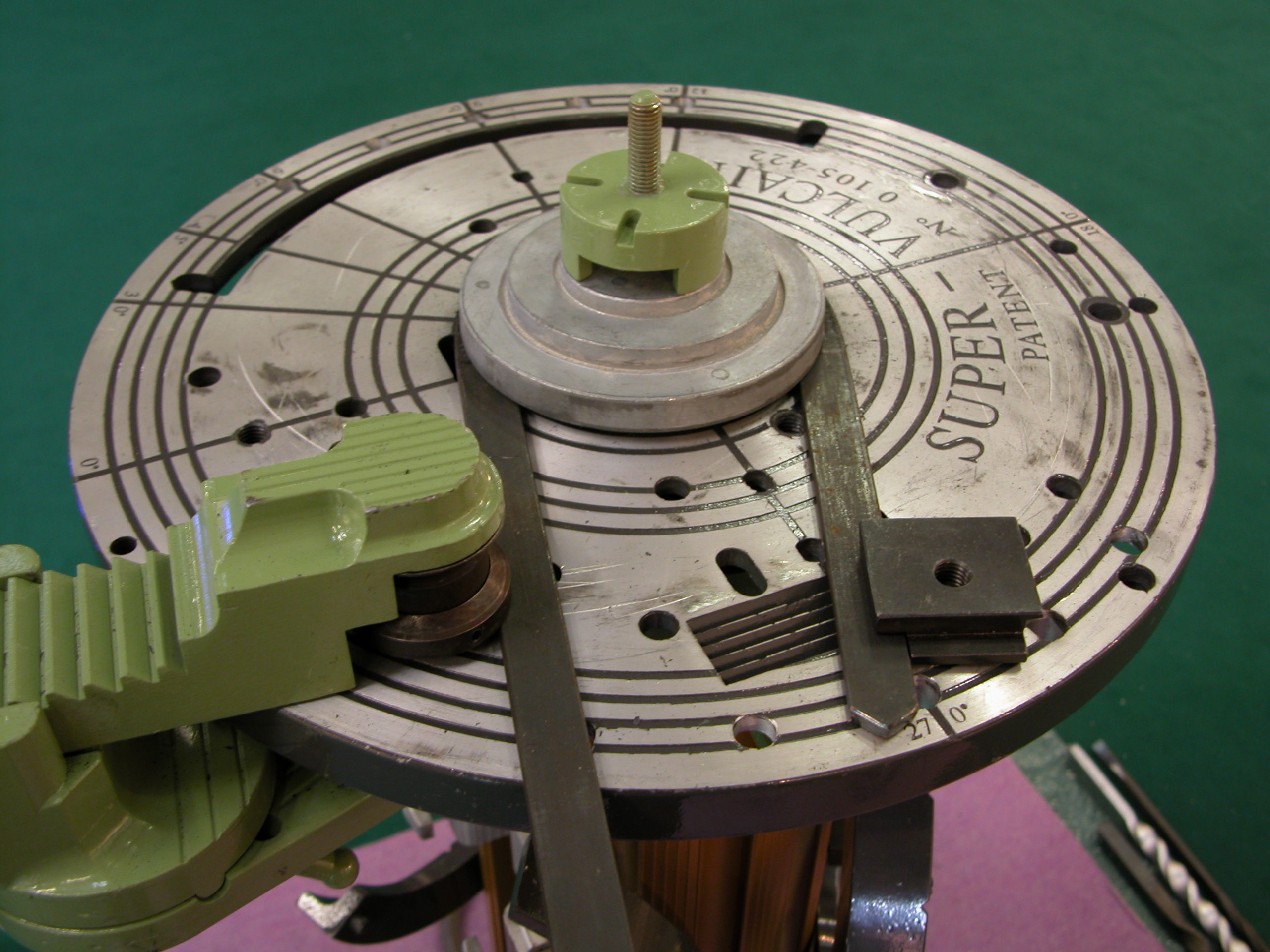 ..
..от компании Anderson Shumaker
Глава первая – Что такое холодная штамповка и как она работает?
Холодная штамповка – это процесс формования и производства металла, при котором пруток вставляется в штамп и сжимается во второй закрытой штампе.Процесс завершается при комнатной температуре или ниже температуры рекристаллизации металла для придания металлу желаемой формы или конфигурации.
Холодная штамповка – это эффективный и экономичный процесс деформирования металла для производства больших объемов деталей по низкой цене. Существует три метода холодной ковки, которые различаются в зависимости от температуры, которые могут быть холодными, теплыми или горячими и включают использование молотков, штампов или прессов для
придавать форму, сжимать, деформировать и катить металлы.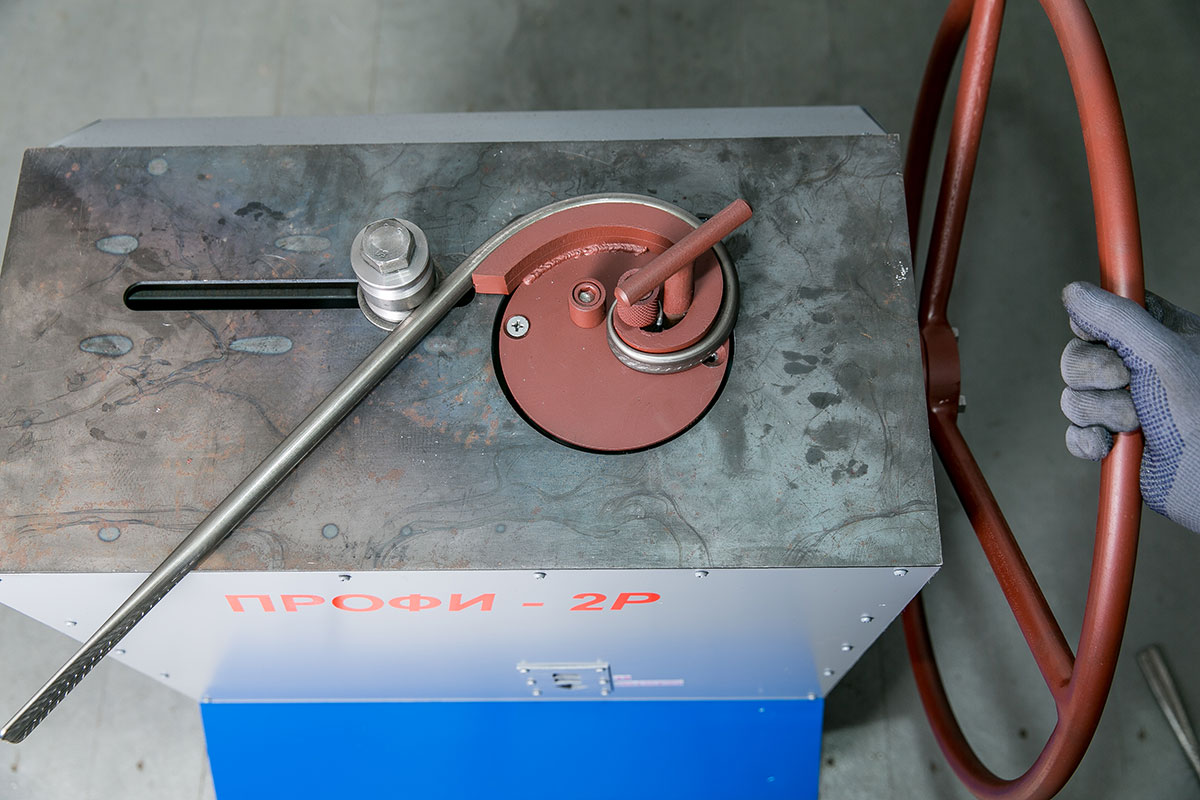 Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат – более прочный и качественный продукт.
Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат – более прочный и качественный продукт.
В отличие от горячей или горячей штамповки, холодная штамповка формирует и деформирует пруток при комнатной температуре с использованием локализованного сжимающего усилия. В зависимости от требований к конструкции детали заготовка может проходить через несколько штампов или подвергаться ударам несколько раз подряд для достижения правильной формы.
Глава вторая – Как работает холодная ковка
Низкая стоимость холодной ковки обусловлена снижением трудозатрат и устранением вторичной обработки.Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить станкам быстро и экономично выполнить работу.
Готовые изделия из холодной штамповки имеют идеальную поверхность и улучшенную стабильность размеров, как показано на изображении ниже. Различные процессы повышают прочность и долговечность заготовки, производя долговечные изделия или детали.
Процесс холодной штамповки –
Шаг 1: Смазка
– Перед ковкой заготовку обрабатывают смазкой, чтобы предотвратить ее прилипание к матрице и сохранить ее прохладной во время процесса штамповки, поскольку при деформации могут возникать температуры от 250 ° до 450 °.
Шаг 2: Вставка металлической детали
– Металлическая деталь помещается на матрицу, имеющую форму последней детали.Матрица может иметь две секции, одна из которых прикреплена к молотку, а другая – под заготовкой. Молоток – это верхняя часть и ударный механизм, создающий силу для деформации металлической детали.
Шаг 3: Ход
– Удар по заготовке или ход может производиться тремя механизмами – гидравлическим, пневматическим или механическим. Каждый из этих методов направляет вал с молотком на нем с большой силой вниз на заготовку для создания желаемой формы.Это происходит с точностью до миллисекунд. В некоторых случаях молоток может потребоваться несколько раз подряд для получения точного контура и формы.
Каждый из этих методов направляет вал с молотком на нем с большой силой вниз на заготовку для создания желаемой формы.Это происходит с точностью до миллисекунд. В некоторых случаях молоток может потребоваться несколько раз подряд для получения точного контура и формы.
Шаг 4: Вспышка
– Вспышка – это лишний металл, который находится вокруг матрицы или набора штампов. Он выступает из тела поковки в виде тонкой пластины в месте стыка штампов и удаляется во время обрезки. Вспышка ограничивает поток металла, обеспечивая идеальное впечатление. Наличие вспышки необходимо для того, чтобы металл полностью заполнил матрицу.
Шаг 5: Удаление детали
– Метод удаления детали зависит от типа процесса. Большинство современных производителей используют автоматику для удаления детали конвейером или рукой робота. Это еще одна мера экономии, которая устраняет необходимость в транспортировке материалов.
Шаг 6: После формирования
– Как и в других частях процесса, это может принимать разные формы. Для деталей, требующих одного штампа и одного хода, деталь обрезается и отправляется на отгрузку.В случае деталей, которые имеют несколько граней, они перемещаются в другие процессы штамповки для добавления элементов. Перемещение штампа от станции к станции обычно автоматизировано. С более крупными деталями используются другие механизированные методы, которые могут включать подъемник, вилочный погрузчик или кран.
Для деталей, требующих одного штампа и одного хода, деталь обрезается и отправляется на отгрузку.В случае деталей, которые имеют несколько граней, они перемещаются в другие процессы штамповки для добавления элементов. Перемещение штампа от станции к станции обычно автоматизировано. С более крупными деталями используются другие механизированные методы, которые могут включать подъемник, вилочный погрузчик или кран.
Глава третья – Преимущества холодной штамповки
В этой главе подробно обсуждается шесть основных преимуществ холодной обрезки. В их числе:
- Рентабельность
- Более быстрое производство
- Экологичность
- Превосходная производительность продукта
- Высокая производительность
- Большой выбор металлов
Приведенная ниже информация описывает некоторые преимущества холодной ковки и причины ее широкого применения.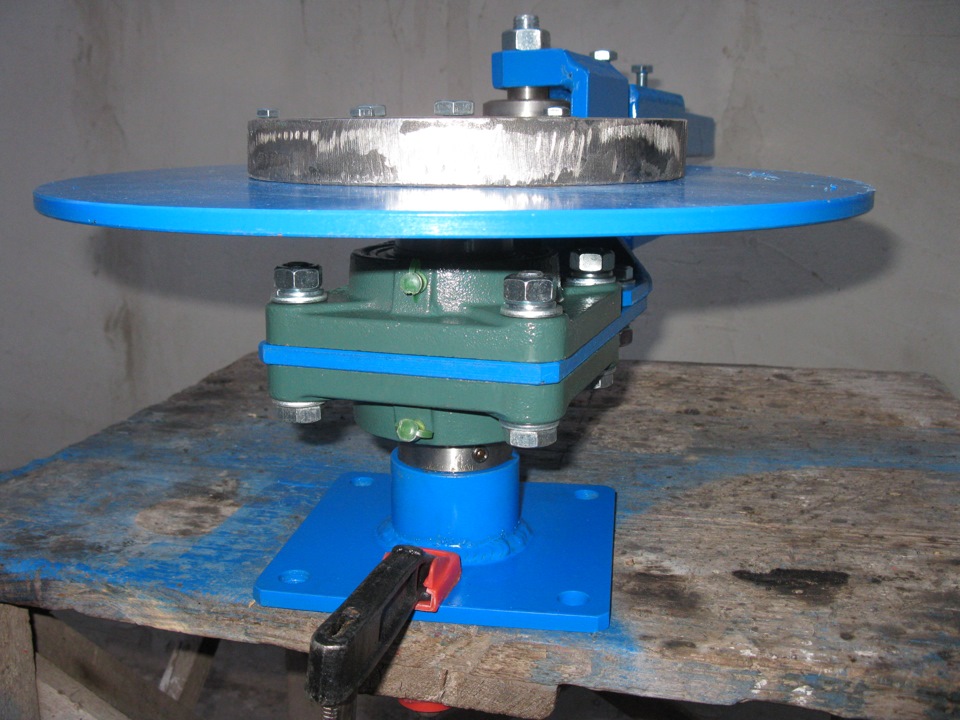 В третьей главе сравниваются холодная и горячая штамповка, а также преимущества каждой из них.
В третьей главе сравниваются холодная и горячая штамповка, а также преимущества каждой из них.
Холодная штамповка – это низкая стоимость за счет 3 факторов – предварительной обработки, температуры и чистовой обработки. В других методах формования металла заготовка должна подвергаться некоторой форме предварительной обработки, такой как нагрев. Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
При холодной штамповке после обработки заготовка становится законченной и требует минимальной обработки, что снижает затраты на рабочую силу.
Холодная штамповка позволяет экономить до 70% производственных затрат, так как очень мало отходов и лома.
Более быстрое производство:
Холодная штамповка – это простой процесс, при котором заготовка помещается непосредственно в кузнечный станок для мгновенного изготовления готовой детали. Современные производители используют автоматику для загрузки заготовки и снятия ее с пресса. Как вы можете видеть на этом видео, металл загружается в станок, обрабатывается и перемещается дальше. Время между входом и окончанием составляет менее секунды.
Современные производители используют автоматику для загрузки заготовки и снятия ее с пресса. Как вы можете видеть на этом видео, металл загружается в станок, обрабатывается и перемещается дальше. Время между входом и окончанием составляет менее секунды.
Экологичность:
Основная причина, по которой холодная ковка является экологически чистой, заключается в устранении потребности в тепле, поскольку дым и дым из печей вызывают значительные выбросы углерода.Это также снижает стоимость, поскольку производителям не нужно устанавливать оборудование для фильтрации и очистки воздуха.
Превосходная производительность продукта: Холодная штамповка позволяет получать изделия с превосходными характеристиками, поскольку изменяет структуру зерна заготовки в соответствии с конфигурацией конечной детали.
Устраняет возможные негативные реакции:
Обработка металла может создать множество потенциальных проблем.Холодная ковка устраняет некоторые отрицательные эффекты, такие как усталостная пористость, за счет увеличения общей прочности металла и устранения риска потери целостности материала.
Повышенное качество и долгий срок службы:
Холоднокованые детали способны выдерживать высокие нагрузки. Когда заготовка выходит за пределы ее предела текучести или упругости, она все еще может сохранять свою измененную форму.
Сохранение допусков детали:
Критические и строгие допуски деталей поддерживаются на протяжении всего производственного цикла.Они воспроизведены до мельчайших деталей, поэтому каждая часть является точной копией первой.
Свобода дизайна:
В отличие от других процессов, холодная штамповка дает свободу проектирования, когда можно создавать сложные контуры и формы, которые потребуют множества различных и дорогостоящих вторичных методов в других процессах.
Высокая производительность:
Хотя могут быть различия между методами производства холодной штамповки, высокая производственная скорость холодной штамповки позволяет производить от 50 до более 400 штук в минуту.Единственное, что влияет на скорость процесса, – это размер детали.
Большой выбор металлов:
Можно ковать широкий спектр металлов, включая твердые, такие как углеродистая сталь, легированная сталь и нержавеющая сталь, а также мягкие металлы, такие как алюминий, латунь и медь.
Разнообразие болтов холодной ковки из различных металловНа этом изображении представлены образцы болтов, изготовленных методом холодной штамповки.Каждый из различных болтов был сделан из разного металла. В комплекте – из меди, латуни, алюминия и стали.
Глава четвертая – Горячая и холодная ковка
Разница между горячей ковкой и холодной ковкой заключается в температуре: холодная ковка деформирует и нагружает металлы при комнатной температуре, в то время как горячая ковка нагревает металлы, близкие к их точкам плавления.
Ключом к температурному диапазону является рекристаллизация: холодная штамповка проводится перед рекристаллизацией, а горячая штамповка нагревает металл выше точки рекристаллизации.
Выбор холодной ковки или горячей ковки зависит от:
- A Производители оборудования и механическая обработка: Производители специализируются на том или ином процессе, чтобы максимально использовать свое оборудование.
- Потребительский запрос: На этапе проектирования деталей инженеры принимают решение относительно наилучшего процесса производства своих конструкций, поскольку холодная и горячая ковка имеет свои ограничения.
- Типы производимых деталей: Часто ограничения относительно выбора правильного процесса определяются конструкцией детали, поскольку определенные детали могут быть подвергнуты только горячей штамповке, в то время как другие идеально подходят для холодной штамповки. Конструкции деталей, изготовленных методом холодной ковки, просты, без сложных деталей, в то время как горячая штамповка позволяет получать изделия с очень точными мелкими деталями.
- Требование более низкой стоимости: По возможности производители выбирают холодную ковку, поскольку она требует меньшего количества оборудования и не включает нагрев, что значительно снижает общую стоимость производства.
 Конструкции деталей, изготовленных методом холодной ковки, просты, без сложных деталей, в то время как горячая штамповка позволяет получать изделия с очень точными мелкими деталями.
Конструкции деталей, изготовленных методом холодной ковки, просты, без сложных деталей, в то время как горячая штамповка позволяет получать изделия с очень точными мелкими деталями.Горячая штамповка
Горячая ковка выполняется при исключительно высоких температурах от 700 ° C или 1292 ° F до 1000 ° C или 1832 ° F. Повышенные температуры помогают избежать деформации и упрочнения, а также снижают поток напряжений и количество энергии, необходимое для деформации. и профилировать металлы. После остывания металлы сохраняют свою деформированную форму. В процессе формования используются гидравлические, пневматические и механические прессы.
Характеристики горячей штамповки:
Штампы или пресс-формы:Одной из основных статей расходов горячей штамповки является стоимость изготовления штампов и форм, изготовленных из упрочненной стали, выдерживающей экстремальные температуры, способной противостоять усталости и имеющих пластичность, ударную вязкость и предел прочности.
Формы горячей штамповки:
Хотя многие методы горячей штамповки похожи на методы холодной штамповки, другие методы включают в себя газовую формовку, закалку в штампе, формовку вытяжкой и изотермическую обработку.
Температура металла:
Тип процесса определяет температуру металла при формовании.В некоторых процессах металл полностью расплавляется и выливается в форму или проталкивается через матрицу. В других случаях он подвергается отжигу и формованию с помощью штампа или пресс-формы под давлением и сжатием.
В других случаях он подвергается отжигу и формованию с помощью штампа или пресс-формы под давлением и сжатием.
Опасные факторы окружающей среды:
Самый большой недостаток – это количество загрязняющих веществ, образующихся в процессе нагрева. Это была серьезная проблема с момента ее возникновения во время первой промышленной революции, и производители постоянно сталкивались с этой проблемой на протяжении многих лет.На видео ниже показано количество образовавшегося дыма.
1000-тонный пресс горячей штамповки: смазка для штампов на масляной основе
Металлы нагрева:
Детали необходимо нагреть выше точки рекристаллизации, которая намного превышает 300 ° F и может доходить до 1000 градусов. Для достижения соответствующей температуры требуются большие печи или обжиговые печи.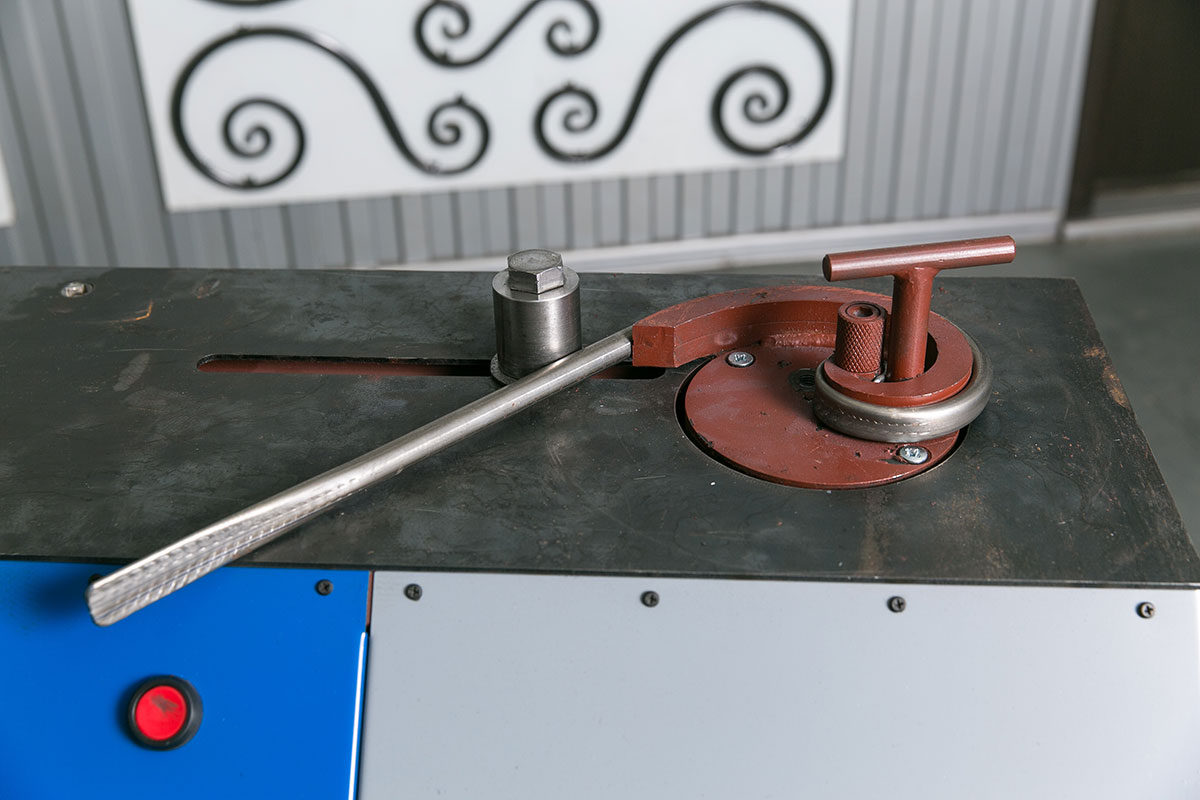
Затраченное время:
Сложный характер горячей штамповки требует времени для нагрева металла, его обработки и охлаждения. Хотя фактическая штамповка, деформация или формование занимает примерно столько же времени, что и холодная ковка, процессы нагрева и охлаждения требуют тщательного ухода и управления в течение продолжительных периодов времени.
Результаты горячей штамповки:Нагрев и охлаждение металлов увеличивает их прочность, ударную вязкость и пластичность, но снижает их твердость.В процессе охлаждения металлы могут коробиться и терять форму.
Масштабирование:Горячая штамповка может вызвать окисление, которое приводит к образованию окалины, которое может обесцветить поверхность металла, что затрудняет чистовую обработку.
Чистовая обработка:
Детали необходимо обработать, чтобы устранить деформации, дефекты и ошибки в процессе нагрева. Эти вторичные операции трудоемки и требуют нескольких видов специализированного оборудования.
Эти вторичные операции трудоемки и требуют нескольких видов специализированного оборудования.
Холодная штамповка
Температура, при которой происходит ковка, отличает холодную ковку от горячей. Деталь, подлежащую горячей ковке, нагревают до температуры выше точки рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутреннее напряжение и прочность устраняются, что делает его более пластичным. Холодная ковка не требует нагрева, позволяя металлу сохранять свою прочность и микроструктуру.
Характеристики холодной поковки следующие:
Температура формовки:Металлы формуются при комнатной температуре ниже точки их рекристаллизации, что позволяет снизить затраты и избежать расходов на печи.
Скорость:
Скорость варьируется от семи штук в минуту для машин небольшого объема до 400 штук в минуту для машин большого объема.
Холодная штамповка выполняется на станках, предназначенных для придания формы металлу, включая выжимку, гибку, резку и волочение. Оборудование доступно в широком диапазоне цен в зависимости от количества техники и ее размеров.
Стоимость:
Экономия средств за счет материала и скорости. Экономия материала достигается за счет небольшого количества производимого лома – до 70%.Поскольку детали производятся очень быстро, стоимость единицы продукции значительно ниже.
Факторы окружающей среды:Никаких выбросов или загрязняющих веществ не происходит, как это видно на этой машине от Stalcop ниже. Все замкнуто и замкнуто. Углерод и другие загрязнители исключаются, поскольку нет необходимости нагревать металл.
Результаты холодной ковки:
Как видно на диаграмме ниже, структура зерен металлов перестроена, чтобы следовать потоку конечной детали, что устраняет усталостную пористость, увеличивает прочность на сдвиг и снижает любой риск целостности материала.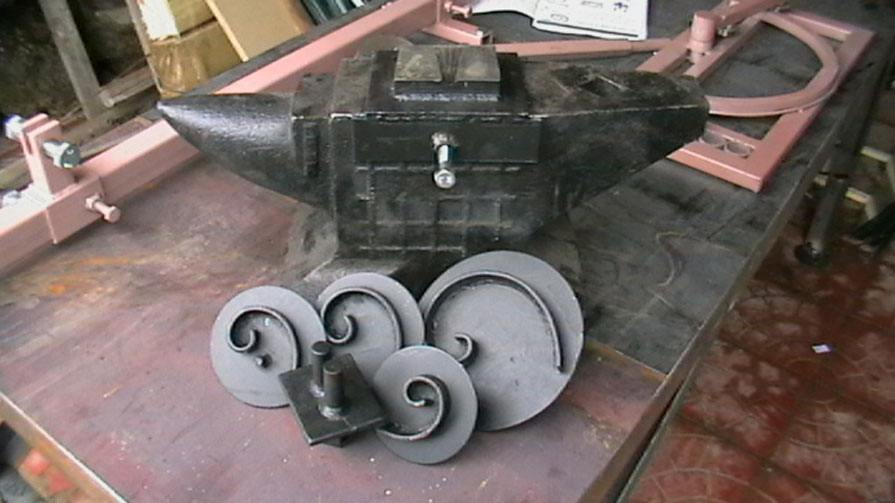 Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Масштабирование:
Перед ковкой металла важно удалить любые накипи, такие как ржавчина или коррозия, которые могут образоваться во время хранения. Если не снимать, деталь будет иметь такой же износ, как при горячей штамповке.
Чистовая обработка:
Требуется минимальная отделка.После обработки деталь готова к использованию или отправке.
Недостатки холодной штамповки
Холодная ковка не идеальна. Как и для любого метода производства, для холодной ковки существуют ограничения и ограничения, которые необходимо учитывать, прежде чем выбирать ее для своего следующего производственного проекта.
- В больших объемах можно производить только простые формы и дизайн. Уникальные, необычные или замысловатые узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, полученные методом холодной ковки, обладают меньшей пластичностью.
- Изменение зернистой структуры металла придает ему дополнительную прочность, но может вызвать остаточное напряжение.
- Некоторые методы холодной ковки требуют термической обработки для устранения возможных трещин или упрочнения при ползучести.
- Существует ограничение на типы металлов, которые можно подвергать холодной ковке. Не следует выбирать материалы с низкой пластичностью и чувствительностью к деформационному упрочнению, поскольку они теряют пластичность и ломаются под действием растягивающего напряжения. Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.
- Производственные процессы требуют большого усилия для создания необходимой силы сжатия и давления.Хотя добавление гидравлики и пневматики уменьшило размер оборудования, оно не уменьшило количество потребляемой мощности машин.
- Инструменты, штампы и формы должны быть специально спроектированы, а также достаточно прочными и прочными, чтобы выдерживать постоянную повторяющуюся силу.
 Уникальные, необычные или замысловатые узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, полученные методом холодной ковки, обладают меньшей пластичностью.
Уникальные, необычные или замысловатые узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, полученные методом холодной ковки, обладают меньшей пластичностью.
Глава пятая – Процессы холодной штамповки
Развитие различных технологий и достижений в обработке металлов привело к появлению нескольких методов холодной обработки металлов давлением.Каждая из них предназначена для разных целей, но все они предназначены для эффективного и быстрого производства продукции без необходимости вторичной отделки.
Восемь наиболее распространенных процессов холодной ковки:
- Гибка
- Холодная прокатка
- Матрица закрытая
- Рисунок
- Экструзия
- Открытая матрица
- Кольцо поковка
- Обжимка
Как я буду обсуждать в конце этой главы, существует больше процессов, чем только перечисленные. Описания ниже предоставляют вам базовые данные для начального понимания различных методов.
Описания ниже предоставляют вам базовые данные для начального понимания различных методов.
Кроме того, очень важным аспектом процесса холодной штамповки является тип используемой смазки. Двумя наиболее распространенными являются фосфат цинка или какое-либо полимерное покрытие. Хотя холодная ковка выполняется при комнатной температуре, в процессе гибки и формовки температура металлов повышается. Смазка может предотвратить ошибки и предотвратить прилипание заготовки к матрице и продлить срок службы инструментов.
Производители смазочных материалов предлагают широкий выбор продуктов для каждого типа процесса холодной штамповки. Изображены графитовые смазки, но доступны типы без графита, а также покрытия из алюмината кальция, фторида алюминия и фосфата.
Обычные методы холодной ковки:
Гибка – Гибка выполняется с использованием пресса и штампа, когда заготовка прижимается к формовочному инструменту. Его также называют прокаткой пирамиды и иногда используют для подготовки детали к другому процессу холодной штамповки. Заготовка растягивается по одной оси, образуя угол.
Его также называют прокаткой пирамиды и иногда используют для подготовки детали к другому процессу холодной штамповки. Заготовка растягивается по одной оси, образуя угол.
Холодная прокатка –
Прокатка – это процесс формования, при котором металл пропускается через пару вращающихся роликов для пластической деформации, вызванной сжимающей силой. Напряжения сжатия вызывают трение между валками и поверхностью металлической заготовки.Обычно используется для обработки стали.
Закрытая матрица –
При штамповке в закрытых штампах заготовке придают форму путем последовательных механических ударов после того, как ее поместили между двумя половинами штампа. Поскольку молоток ударяет по заготовке несколько раз, некоторые производители называют штамповку в закрытых штампах штамповкой. При ударе по металлу он течет в полости матрицы, изменяя ее форму.
Чертеж –
Вытяжка – это протягивание заготовки через матрицу за счет усилия на разрыв, приложенного на выходе из матрицы. По мере протягивания заготовки происходит уменьшение площади поперечного сечения с увеличением ее длины. Формованные металлы имеют более точные допуски по размерам, чем полученные прокаткой.
Экструзия –
Заготовка или заготовка проталкивается через матрицу ниже сжимающего усилия, имеющего профиль конечной детали.После прохождения его обрезают до необходимой длины, готовят к отправке или отправляют для дальнейшей обработки. Усилие, прилагаемое при холодной экструзии, может достигать 20 000 кН или 2007 тонн. Экструзия может производиться вперед, назад или в обоих направлениях.
Прямая экструзия – металл проталкивается вперед через матрицу.
Обратная экструзия – металл входит в матрицу в обратном направлении, образуя отверстия или чашки, в результате чего дно становится толще его сторон.
Боковое выдавливание – сила прикладывается сбоку, сбоку к направлению выдавливания, чтобы добавить в профиль второй элемент.
Открытая матрица:Для открытой штамповки используются две плоские штампы без предварительно вырезанного профиля. Заготовке постепенно придают форму с помощью нескольких процессов, позволяющих производить широкий диапазон форм и размеров. Он в основном используется с конструкциями, включающими большие металлические компоненты, требующие высочайшей структурной целостности.Деформация достигается перемещением заготовки.
Выдавливание, также известное как калибровка, представляет собой форму обработки в открытом штампе, при которой сила прикладывается на небольшом расстоянии, обеспечивая точную размерную отделку.
Кольцо поковка –
При ковке в виде кольца в середине штампуется круглая заготовка, чтобы получить форму пончика. По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
Обжимка –
Обжимка или радиальная ковка – это деформация заготовки, при которой две части подходят друг к другу. Он автоматизирован и отличается высокой надежностью. Есть два типа обжатия: трубчатое и радиальное. Обжатие трубок похоже на экструзию, когда заготовка проталкивается через матрицу. При радиальной обжимке молоток проталкивает заготовку через две или более плашек.
Когда вы начнете поиск производителя холодной штамповки, вы найдете больше методов, чем семь описанных здесь. Базовое понимание нескольких возможных методов поможет вам авторитетно и разумно говорить с продюсерами, а также уметь интерпретировать их жаргон.
Как и любой современный метод производства, вы обнаружите, что холодная штамповка постоянно развивается по мере развития новых технологий и методов. Важным и растущим фактором является добавление автоматизации и робототехники, которые быстро меняют облик отрасли. Специалист по ковке может указать вам правильное направление, чтобы найти процесс, который наилучшим образом соответствует вашим потребностям.
Важным и растущим фактором является добавление автоматизации и робототехники, которые быстро меняют облик отрасли. Специалист по ковке может указать вам правильное направление, чтобы найти процесс, который наилучшим образом соответствует вашим потребностям.
Глава шестая – Оборудование и машины для холодной штамповки
Оборудование и станки для холодной штамповки бывают трех видов – гидравлические, пневматические и механические.Хотя некоторые поставщики специализируются только на одном типе, вы обнаружите, что у большинства есть несколько вариантов в зависимости от цены и типа операции.
Технология и автоматизация являются общими, как вы можете видеть на рисунке ниже, который представляет собой пресс для холодной штамповки с сервоприводом от Marvel Machinery. Отрисовки дизайна деталей создаются с использованием инженерного программного обеспечения, такого как САПР.
Существуют требования, которым должны соответствовать машины, чтобы их можно было использовать для холодной ковки.
- Force – Процессы холодной штамповки зависят от огромного усилия. Подключенное к нему оборудование должно быть способно поглощать эту силу и рассеивать ее.
- Весы – Машины должны быть статически и динамически сбалансированы по массе для снижения вибрации и повышения производительности.
- Долговечность с течением времени – Независимо от метода холодной ковки, для каждого из них требуется мощное повторяющееся усилие.Чтобы машина прослужила долго, она должна выдерживать эту силу.
- Несколько операций – Современные машины для холодной штамповки или формовки, называемые коллектором, выполняют от одной до нескольких операций за один процесс. Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.
 Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.
Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.Виды оборудования для холодной штамповки:
Гидравлический штамповочный молот –Гидравлический штамповочный молот разработан для обеспечения максимальной силы при минимальных затратах.Он может производить широкий ассортимент оттисков из различных штампов. Он работает с использованием инженерных концепций гидравлики, когда несжимаемая жидкость находится в цилиндре. Когда жидкость сжимается поршнем, вал с прикрепленной матрицей опускается на заготовку.
Винтовой пресс –
Винтовой пресс используется для больших деформаций из-за его низкой скорости прессования. Его можно использовать для штампов без заусенцев и поковок с длинными прутками.Конфигурация винтового пресса позволяет использовать его для однопроходных штампов, которые включают гибку и окончательную штамповку. Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Высокоскоростной пресс с С-образной рамой –
Конструкция с С-образной рамой подходит для операций формовки, штамповки, гибки и многопрессовых операций. Они бывают с одним или двумя кривошипами, с усилием штамповки от 110 до 400 тонн и ходом скольжения от 110 до 280 мм.Они могут работать с высотой штампа от 435 до 600 мм и могут использоваться для производства мелких деталей.
Пневматический приводной пресс –
Пневматический приводной пресс может покрывать весь спектр функций штамповки. Они оснащены фрикционной муфтой и тормозом с пневматическим приводом. Мощность пресса создается воздушным компрессором, который прижимает ковочный молот к заготовке за счет давления воздуха в цилиндре с поршнем.
Механический холодный пресс –
Из разновидностей машин холодной ковки, механическая версия становится наименее используемой, поскольку они должны быть очень большими для обеспечения необходимой силы. У них есть маховик, накапливающий энергию от двигателя. Когда маховик приводится в действие, он вдавливает молоток или трамбовку на матрицу. Он может обеспечивать мощность в течение нескольких оборотов, но должен работать на холостом ходу, чтобы восстановить мощность своего двигателя, прежде чем он сможет продолжить свои циклы.
У них есть маховик, накапливающий энергию от двигателя. Когда маховик приводится в действие, он вдавливает молоток или трамбовку на матрицу. Он может обеспечивать мощность в течение нескольких оборотов, но должен работать на холостом ходу, чтобы восстановить мощность своего двигателя, прежде чем он сможет продолжить свои циклы.
Из множества разновидностей оборудования для холодной штамповки наиболее распространенными являются гидравлические и пневматические, поскольку они занимают меньше места, могут обеспечивать различную силу и программируются. Когда вы исследуете свой выбор для производства, лучше всего знать типы оборудования, которое имеет производитель, поскольку современное оборудование с большей вероятностью будет производить детали более высокого качества.
Холодная ковка предлагает широкий выбор металла для проекта. Различные разновидности включают твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний – мягкие металлы, которые можно использовать. Единственное требование к любому металлу – это его твердость 44 HRC или ниже по шкале Роквелла.
Алюминий, латунь, медь, кремний и магний – мягкие металлы, которые можно использовать. Единственное требование к любому металлу – это его твердость 44 HRC или ниже по шкале Роквелла.
Медь – отличный металл для холодной ковки, поскольку она очень пластичная и ковкая.Ему можно придать форму, согнуть или потянуть с небольшим усилием, а детали из него устойчивы к коррозии и ржавчине.
Алюминий –
Алюминий – это цветной металл, который очень легкий и имеет низкую плотность. Он имеет температуру плавления 1220 ° F, податлив, устойчив к ржавчине и коррозии.
Углеродистая сталь –
Углеродистая сталь представляет собой сплав железа и углерода.Различные сорта зависят от количества углерода, смешанного с железом. Он обладает исключительной прочностью и пластичностью.
Нержавеющая сталь –
Нержавеющая сталь стала одним из наиболее часто используемых металлов благодаря своей коррозионной стойкости, внешнему виду и прочности. Хотя термин нержавеющая сталь обычно используется для описания любой стали, имеющей свои характеристики, нержавеющая сталь бывает разных сортов в зависимости от содержания в ней сплава.
Хотя термин нержавеющая сталь обычно используется для описания любой стали, имеющей свои характеристики, нержавеющая сталь бывает разных сортов в зависимости от содержания в ней сплава.
Стали, используемые для холодной штамповки –
Низкоуглеродистые стали с содержанием углерода 0.От 1% до 0,25%. Холодная ковка улучшает деформационное упрочнение стали, устраняя необходимость в аустенизации, закалке или отжиге.
| Подходящий сплав | Характеристика деформируемости в холодном состоянии |
|---|---|
| Медь | Отлично |
| Золото, серебро и большинство их сплавов | Отлично |
| Латунь – Картридж Латунь | Хорошо |
| Платина, палладий, тантал и их сплавы | Большинство из них формуются в холодном состоянии. |
| Титан и его сплавы | Чистый Ti и сплавы с высокой пластичностью, да, но сплавы типа 6-4 способны только на горячую головку. |
| Никель и его сплавы | Чистый Ni – да, сплавы с относительным удлинением при комнатной температуре 20% и более – да. |
| Чугун и сталь | Чистое железо, да. Стали, в зависимости от стали. Многие из них поддаются холодному формованию. |
Самое логичное и важное, что вы можете сделать, выбирая металл для проекта, – это провести исследование. Каждый тип металла по-разному реагирует на пластификацию и деформацию. Выбранный вами металл должен соответствовать его конечному использованию и требуемой прочности. Если вы проконсультируетесь со специалистом по кузнечному делу, вы получите ценную информацию, которая поможет вам сделать правильный выбор.
Каждый тип металла по-разному реагирует на пластификацию и деформацию. Выбранный вами металл должен соответствовать его конечному использованию и требуемой прочности. Если вы проконсультируетесь со специалистом по кузнечному делу, вы получите ценную информацию, которая поможет вам сделать правильный выбор.
Глава восьмая – Применение холодной штамповки
Холодная штамповка позволяет получать формы любого размера с высокой точностью размеров и структурной точностью.Экономическая эффективность и скорость холодной ковки сделали ее самой популярной производственной альтернативой.
Холодная штамповка отвечает требованиям современной промышленности, потому что:
- Максимальное использование сырья: Основное вложение для любой операции – сырье. В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.
- Снижает затраты: Поскольку детали производятся быстро, стоимость единицы продукции очень низкая, что делает конечные продукты более прибыльными и менее дорогими в производстве.
- Позволяет производить детали высокого качества: Холодная ковка увеличивает прочность и долговечность деталей и изделий, гарантируя их долгий срок службы. Структура и характеристики фасонного изделия не меняются, обеспечивая превосходную точность размеров.
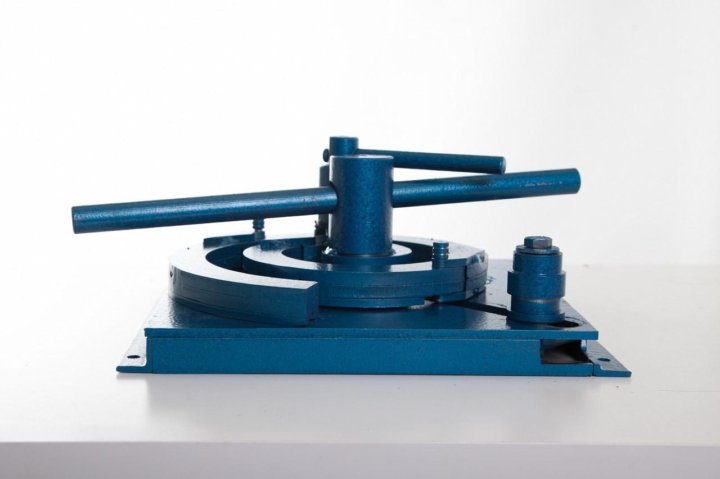
Применения, в которых используются детали холодной ковки:
Автомобили – Высокая прочность, надежность, качество и доступные цены сделали холодную штамповку очень привлекательной для автомобилестроения.Холоднокованые детали устанавливаются в местах высоких нагрузок из-за их превосходной ударопрочности. Такие компоненты, как трансмиссии, приводные валы, стойки или амортизаторы, изготавливаются методом холодной ковки. На схеме ниже показаны некоторые детали ходовой части автомобиля, изготовленные методом холодной штамповки.
На схеме ниже показаны некоторые детали ходовой части автомобиля, изготовленные методом холодной штамповки.
Ручной инструмент и скобяные изделия –
Соединители, такие как гвозди, болты, заклепки и гайки, производятся методом холодной ковки в течение многих лет. Низкие допуски и превосходная точность размеров – вот почему производители ручных инструментов предпочитают холодную штамповку другим методам, таким как механическая обработка.
Военные –
Военные имеют очень строгие правила в отношении военной техники и выбирают холодную штамповку для производства гильз, пуль и другой военной техники. Детали обладают высокой надежностью и работоспособностью в условиях кризиса. Низкие допуски и прочность деталей делают их идеальными для боевого оружия.
Производство зубчатых колес –
Холодная штамповка используется для производства зубчатых колес, поскольку она устраняет необходимость в нарезании зубчатых колес. Зубчатые колеса могут быть изготовлены из заготовок менее 50 мм или профилированы с использованием витой проволоки. Для снятия остаточных напряжений и наклепа может потребоваться некоторый отжиг. Важным преимуществом зубчатых колес холодной ковки является то, насколько плавно и бесшумно они зацепляются.
Зубчатые колеса могут быть изготовлены из заготовок менее 50 мм или профилированы с использованием витой проволоки. Для снятия остаточных напряжений и наклепа может потребоваться некоторый отжиг. Важным преимуществом зубчатых колес холодной ковки является то, насколько плавно и бесшумно они зацепляются.
Заключение
- Холодная штамповка позволяет получать металлы с низкими допусками и высокой точностью размеров при очень низкой стоимости и больших объемах.
- Холодная штамповка быстро и быстро создает готовые детали, сразу готовые и готовые.
- Производители предложат вам широкий выбор процессов для производства именно той детали, которая вам нужна, с использованием самого современного и технически совершенного оборудования.
- У вас будет широкий выбор металлов для завершения вашего проекта, от закаленной стали и нержавеющей стали до меди и алюминия.
- У вас будет очень мало ограничений на количество продуктов, которые вы можете производить из устойчивых к нагрузкам компонентов вашего автомобиля, заклепок, шестерен и рабочих инструментов.
- Сравнивая холодную и горячую ковку, вы обнаружите, что холодная ковка занимает меньше времени и позволяет получать более прочные и долговечные детали и изделия.
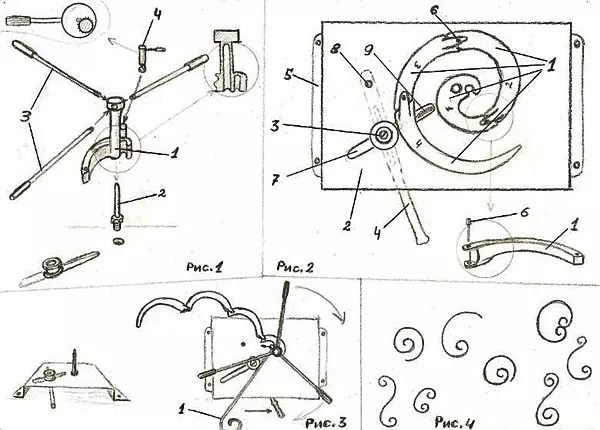
Что такое холодная высадка? – Grandeur Fasteners, Inc.
Что такое холодная высадка? Давайте начнем с определения общего термина вместе с основными принципами участия в процессе холодной высадки.
Холодная головка
/ kōld / / ‘hediNG /
глагол
- Процесс постепенного формования заданной формы из металлической проволоки без добавления тепла – с использованием повторяющейся серии штампов, молотков и пуансонов на высокой скорости.
Проще говоря: холодная высадка – это подача проволоки в машину, разрезание ее на куски и удар по ней. Материал не нагревается и не подвергается механической обработке, ему придается желаемая форма при комнатной температуре. Возможность формировать материал вместо его удаления делает этот процесс чрезвычайно эффективным и рентабельным при производстве больших партий.
В Grandeur Fasteners мы проектируем и производим собственные инструменты и производим почти все формы крепежа, включая несколько конфигураций высадки, индивидуальные формы головок и замены для сборок из нескольких частей.Преобразование ваших поставок в холодную высадку может принести пользу во многих отношениях.
- Жесткие допуски
- Скоростное производство
- Возможности для больших объемов
- Сниженные отходы сырья
- Улучшенные физические свойства
- Снижение затрат по сравнению с обработкой
- Возможности включают широкий диапазон диаметров
- Стандартные и нестандартные комплектации изготавливаются по спецификации заказчика.
- Доступно множество дополнительных операций для изготовления деталей по индивидуальному заказу
Холодная высадка (или холодная штамповка) – это метод постепенного формования металла в детали в форме сетки или детали, близкие к форме сетки.Начиная с заготовки, которая вырезается из непрерывной катушки проволочного материала; В машине для холодной высадки используется серия мощных молотков и штампов для изготовления детали. Этот процесс практически не создает отходов, предлагает значительную экономию материальных затрат, а объем начальной заготовки примерно такой же, как и у готовой детали. Чистый объем остается прежним, поскольку материал формируется в матрице, а не вырезается из заготовки. В процессе холодной высадки создается более прочная деталь с гладкими сплошными поверхностями, улучшая при этом поток зерна материала.
Напротив, операции по резке металла обычно выполняются медленно и могут приводить к образованию до 60% отходов.
Холодная высадка более эффективна, чем механическая обработка, что позволяет быстро производить большие партии с сохранением допусков до +/- 0,002 ″ без дополнительных операций.
ПрогрессПрогресс – это процесс постепенного развития к более продвинутому состоянию. Начиная со слизняка, на каждом этапе прогрессии материал все ближе и ближе к его окончательной форме.Сложные застежки часто требуют более длительного выполнения, чем простые застежки, так как многие простые застежки могут быть выполнены за 1-2 удара на машине для холодной высадки.
Прогресс не для всех частей одинаков. У каждого типа крепежа или компонента есть своя собственная серия пуансонов, штампов и молотков, которые были разработаны в соответствии с уникальными характеристиками. Требования к материалам также играют роль в том, как разрабатывается прогресс. Более мягкие металлы (например, медь, алюминий) образуются легче, а более твердые (например, медь, алюминий).грамм. Нержавеющая сталь, никелевый сплав) может потребоваться несколько ударов для достижения окончательной формы.
Основные методы формованияОсадки и экструзия – это два основных типа технологий, используемых при производстве с холодной головкой. Эти методы включают контролируемое формование материала путем приложения силы, достаточной для заполнения материала пустотами внутри штампа. Каждая матрица спроектирована соответствующим образом, чтобы обеспечить необходимое количество движения материала на протяжении всего процесса.
Расстройства
Осадки – наиболее распространенный и основной метод, используемый сегодня при холодной высадке. Осадка образуется при уменьшении высоты пули и увеличении начального диаметра. Этот метод часто используется для создания головки детали и может быть сформирован с помощью открытого инструмента, между инструментами или закрытым инструментом – в зависимости от расположения и формы высадки. Для составных частей может потребоваться несколько головок и диаметров. Для достижения этих сложных конфигураций на протяжении всего процесса разработки детали используются различные отклонения.
Экструзии
Другой распространенный метод холодной высадки называется экструзией. Есть два типа экструзии: прямая и обратная.
Прямые экструзии проталкивают материал через отверстие меньшего диаметра, тем самым уменьшая его диаметр и увеличивая длину. Исходный материал может частично или полностью содержаться в инструментах до начала экструзии этого типа.
Обратное выдавливание заставляет материал течь вокруг проникающего пуансона или штифта, находясь в штампе или вставке пуансона. Эта экструзия обычно используется для формирования отверстия или полости внутри детали.
Вторичные операции
Сложные крепежи и компоненты часто требуют вторичных операций для производства готовых деталей. Эти операции нельзя выполнять на машине для холодной высадки, и они дополняют процесс холодной высадки.
- Резьбовой ролик
- Сверло и метчик
- Накатка и обработка канавок
- Штамповка
- Термообработка
- Покрытие
- Шлифовать и брить
- Отделка и полировка металла
- Фрезерный станок с ЧПУ
- Развернуть
- Пирс
Холодная высадка изначально предназначалась для изготовления крепежных изделий. Однако с учетом современных технологических достижений и исследований холодноголовые детали, крепежные детали и компоненты можно найти в тысячах различных продуктов и конструкций по всему миру.Этот процесс постоянно совершенствуется для новых приложений, что позволяет увеличить производство и снизить затраты для производителей.
С 1975 года мы постоянно совершенствуем наш производственный процесс, находя новые способы помочь нашим клиентам сократить расходы. Как ведущий и лучший поставщик в отрасли, компания Grandeur производит узкоспециализированные крепежные изделия непревзойденного качества по индивидуальному заказу. Если для вашей застежки или компонента требуется что-то особенное, будь то материал или дизайн, тогда Grandeur Fasteners может вам подойти.Свяжитесь с нами сегодня, чтобы запросить предложение или узнать, подходит ли вам холодная высадка!
Автор: Derrick Pledger
Внутренние продажи и маркетинг
Телефон: 479-489-5168
Grandeur Fasteners, Inc.
[email protected]
Производитель станков для холодной штамповки в Дели
Гидравлический пресс для холодной штамповки
На развитие кузнечной промышленности большое влияние оказывают мировые требования к производству более сложных компонентов.Для удовлетворения настоящих и будущих потребностей аэрокосмической промышленности, автомобильной промышленности. Micro Design Team собственными силами спроектировала и разработала полуавтоматические и полностью автоматические версии гидравлического пресса холодной штамповки от 20 до 4000 тонн . Конструкции этих машин являются жесткими и соответствуют геометрическим допускам согласно JIS b 6403: 1973 «Правила испытаний на производительность и точность для гидравлических прессов», выпущенным Японским комитетом промышленных стандартов (JIS).соответствие нормам безопасности согласно требованиям CE / OSHA . с надлежащим направляющим устройством, обеспечивающим точность движения станины машины.
Гидравлические прессы холодной штамповки Micro Brand работают относительно просто и основываются на движении гидравлического поршня, перемещаемого в цилиндре. Гидравлические прессы – это, по сути, машины с ограничением нагрузки; то есть их способность выполнять операцию формования ограничивается в основном максимальной доступной нагрузкой.
Ключ к успешной операции обработки металлов давлением, т.е.е., чтобы получить желаемую форму и свойства, является понимание и контроль потока металла. Направление потока металла и величина деформации сильно влияют на свойства формируемых компонентов. Поток металла определяет как механические свойства, связанные с локальной деформацией, так и образование дефектов, таких как трещины или складки на поверхности или под ней. Поток металла очень точно контролируется в разработанных нами станках для холодной ковки.
● Гидравлические прессы холодной штамповки Micro Brand, максимальная нагрузка пресса доступна в любой момент в течение всего хода поршня, которым можно управлять вручную или через HMI.В прессах с аккумуляторным приводом доступная нагрузка немного уменьшается в зависимости от длины хода и характеристик смещения нагрузки в процессе формовки.
● Поскольку максимальная нагрузка доступна в течение всего хода, для деформации доступны относительно большие энергии. Вот почему гидравлический пресс холодной штамповки Micro Brand идеально подходит для экструзионных операций формования, требующих почти постоянной нагрузки на протяжении длительного хода.
● Максимальная нагрузка может быть ограничена для защиты инструмента.Невозможно превысить установленную нагрузку, потому что клапан сброса давления ограничивает давление жидкости, действующее на гидроцилиндр.
Скорость ползуна можно непрерывно изменять в течение всего цикла хода. Соответствующие системы управления могут регулировать скорость ползуна в зависимости от давления формования или температуры продукта. Эта функция управления может дать значительное преимущество в оптимизации процессов формования. Поэтому гидравлический пресс холодной штамповки Micro Brand является предпочтительным выбором многих клиентов в автомобильной промышленности.
Мы также интегрируем роботов с машиной для выбора и размещения компонентов. Вспомогательное оборудование, такое как устройства для смазки инструментов, конвейеры, также может быть интегрировано по запросу клиента.
Мы также предоставляем оснастку (штамп и пуансон) вместе со станком . Таким образом, клиентам не о чем беспокоиться. Micro Team предоставит полное решение.
Для любой настройки, требуемой заказчиком в стандартной серии машин.Пожалуйста, сотрудничайте с нашей технической командой по продажам. Мы будем рады разработать и изготовить гидравлический пресс в соответствии с вашими требованиями .
Услуги холодной штамповки для военных и оборонных приложений
Услуги по холодной штамповке для военных: Микропроизводство для военных и оборонных приложений
Чтобы защитить нашу страну, вооруженные силы должны постоянно разрабатывать новые оборонные технологии и оборудование, которые работают на поле и за его пределами.От Хаммеров и танков до самолетов и спутников, военные технологии достигли более высокого уровня, чем когда-либо прежде, и требуют детализированного оборудования, состоящего из очень точных деталей.
Чтобы существующие машины работали должным образом, а также помогали проектировать и создавать прототипы военных машин будущего, военные организации используют только лучшие производственные процессы на рынке для производства своих деталей и прототипов. Один из таких процессов – холодная штамповка.
Холодная штамповка, также известная как холодная штамповка, в последние годы стала популярнее в нескольких отраслях, в первую очередь из-за ее невероятной скорости и эффективности.В отличие от процессов механической обработки или горячей штамповки, требующих огромного количества времени и энергии, холодная штамповка является относительно недорогой, практически безотходной и позволяет производить детали неизменно высокого качества. Для военнослужащих и производителей эти качества делают холодную штамповку идеальным процессом для изготовления деталей машин.
Чтобы больше узнать об услугах холодной штамповки для военных и какие преимущества может дать холодная штамповка, мы подробно рассказали о различных областях применения и преимуществах, которые предлагает холодная штамповка для оборонных приложений.
Что такое холодное формование?
Холодная штамповка – это процесс обработки металла при температуре около комнатной, хотя иногда металл слегка нагревают, чтобы сделать его более пластичным. Однако вместо того, чтобы нагревать металл до точки плавления, холодная штамповка манипулирует кусочком металла, когда он находится в полностью твердом состоянии. В методе холодной штамповки это достигается за счет использования сложных гидравлических и механических прессов для приложения высокой скорости и давления к заготовке, придавая ей форму.
Метод холодной штамповки включает ряд шагов и приемов для создания сложных форм и форм. Что еще более впечатляюще, так это то, что холодное формование позволяет создавать эти формы за несколько секунд, а также позволяет получать эти сложные формы в широком диапазоне размеров.
Процесс относительно прост и состоит из следующих нескольких шагов:
- Набор: Матрица, предназначенная для создания правильной формы конечного продукта, устанавливается внутри механизма пресса.
- Загрузка: Матрица загружается с металлической пробкой, установленной на ней или в ней. Эта заготовка точно измеряется и порционируется в точном объеме, необходимом для заполнения матрицы. Слишком много материала приводит к чрезмерному просачиванию из формы, в то время как слишком мало материала не заполняет матрицу должным образом.
- Пуансон: Гидравлический или механический пресс пробивает пуансон в матрицу на высокой скорости. Это вдавливает материал в матрицу и создает желаемую форму.Этот удар часто наносится более одного раза для создания окончательной формы.
После этого могут выполняться другие вторичные процессы, добавляющие продукту характеристики, которые могут быть недоступны только с помощью холодной штамповки. Некоторые примеры включают вторичную механическую обработку для создания деталей детали, гальванику или покрытие готовой детали для защиты от коррозии и износа или чистовую обработку продукта с помощью детальной мойки или техники абразивной обработки.
Каковы военные применения холодной штамповки?
Когда дело доходит до вооруженных сил, каждое технологическое преимущество дает дополнительный импульс защите страны.Будь то армия, морская пехота, флот или военно-воздушные силы, многочисленные отрасли объединяются, чтобы сделать наши вооруженные силы той электростанцией, которой она является сегодня. Многие из этих отраслей, от производства боеприпасов до электроники, так или иначе используют холодную штамповку.
Некоторые из наиболее распространенных применений холодной штамповки в вооруженных силах включают следующее:
- Боеприпасы и вооружение: Боеприпасы холодной штамповки являются обычной практикой для нескольких разновидностей боеприпасов и оружия.Меньшие пули, такие как пули .22 калибра, обычно формуются в холодном состоянии, разрезая кусок свинцовой проволоки и вдавливая его в пулевидную матрицу. Пули с рубашкой также используют холодную формовку гильз и наконечников. Этому микро-холодному формованию боеприпасов отдается предпочтение перед горячим формованием за его невероятную точность и воспроизводимость. Это особенно важно для боеприпасов и оружия, так как деформированная пуля или деталь может привести к пропуску зажигания или повреждению оружия.
- Автомобильная промышленность: Военные автомобили проходят многие из тех же процессов, что и их гражданские эквиваленты, и в них используются многие из тех же частей и компонентов.Многие из этих компонентов формуются холодным способом. Долговечность и точность этих деталей, несомненно, превосходят их.
- Aviation: Сложные и часто детализированные компоненты авиационных и ракетных двигателей требуют чрезвычайно точного и специализированного производства. В самолетах, ракетах и других транспортных средствах, предназначенных для высокоскоростных воздушных перевозок, точность и долговечность являются важными характеристиками, обеспечивающими функциональность и безопасность транспортного средства. По этой причине холодная штамповка является предпочтительным методом ковки для авиационных применений.Методы холодной штамповки с меньшей вероятностью приводят к появлению дефектов или складок в деталях из сплавов драгоценных металлов, и они, как правило, более долговечны и структурно прочны, чем их аналоги горячей ковки.
- Военно-морской флот: Как и в автомобилях и авиации, военно-морские компоненты часто подвергаются холодной штамповке из-за их повышенной прочности и прочности деталей. Кроме того, холодногнутые детали, обработанные антикоррозийным покрытием, будут очень хорошо держаться, несмотря на воздействие тепла и воды.
- Электроника: Компьютеры и электроника пронизывают все аспекты жизни общества, включая армию. Компоненты электроники часто состоят из сплавов драгоценных металлов, которые часто приходится формировать с помощью процесса микроструйного формования. Это стало еще более актуальным по мере уменьшения размеров устройств.
В STS Intelli мы обслуживаем все эти отрасли в гражданском секторе, что означает, что у нас есть опыт работы с каждым из этих приложений.Мы понимаем уровень точности и опыта, необходимых для выполнения проектов каждого типа, и можем обеспечить одинаковый уровень качества и точности как для военных, так и для гражданских компаний.
Сравнение холодной штамповки и механической обработки = снижение затрат
26 июля 2017 г.
В далеком прошлом ремесленники, называемые кузнецами, использовали самый ранний «процесс» для создания пригодной формы из металла, молотка и наковальни. Производство было «по одному» и очень медленным.
Примерно 140 лет назад была изобретена первая автоматическая формовочная машина для производства крупногабаритных деталей – крепежных изделий.Контрольные показатели эволюционировали – требовалось большое количество; выбор материалов был ограничен, а производимые формы обычно предполагали наличие некоторой версии головки на хвостовике.
Это было тогда. Сегодня экономия и многочисленные преимущества холодной штамповки расширили процессы до сложных технологий, обеспечивающих быстрое и эффективное производство. Стандартные и специальные резьбовые соединения, а также нестандартные формы, ранее обрабатываемые только механической обработкой, теперь производятся методом холодной штамповки.
Холодная штамповка более известна как холодная высадка.Как и в первых разработанных машинах, отрезок проволоки проталкивается в матрицу, а выступающий конец высаживается наружу; это называется заголовком. Формовка металла на одной оси обычно включает изменение диаметра проволоки по сравнению с исходным размером проволоки при экструзии. Теперь движение материала в основном достигается таким же образом; однако современное оборудование и инструменты позволяют создавать более сложные конфигурации.
Развитие технологии, как правило, позволяет производить готовые изделия или формы, близкие к чистым, на основе основного оборудования с нулевым или минимальным браком и значительно экономить средства.Некоторые конфигурации, допуски и / или гибридные конструкции всегда требуют дополнительных операций; однако многие второстепенные рабочие процессы были исключены за счет расширения возможностей оборудования и инструментов для холодной высадки.
Холодная штамповка дает значительные преимущества:
- Исключение отходов и времени, экономия сырья и высокая скорость производства.
- Повышенная прочность. Во время обработки зерно прутковой заготовки прерывается. Детали с холодной головкой имеют зерно, повторяющее конфигурацию детали, оно не прерывистое; материал не удаляется.
- Неизменно высокое качество. Детали холодной штамповки имеют отделку поверхности, которая отражает гладкость и размеры штампов. Это несколько «отполированное» состояние обычно устраняет необходимость во вторичной отделке.
- Повторяющиеся жесткие допуски. Последовательность типична для этого процесса. При очень длительных производственных циклах наблюдаются отклонения в размерах, которые являются только результатом износа матрицы.
- Устранение деталей и трудозатрат. Гибкий дизайн сочетает в себе функцию с процессом и объединяет несколько частей в один компонент.Это устраняет проблемы с деталями, трудозатратами, проверками, допусками, закупками, координацией запасов и временем сборки, одновременно повышая прочность и выпуск продукции.
Выбор материалов очень широк –
практически все промышленные металлы, обрабатываемые механической обработкой, доступны в виде проволоки:
- Углеродистые стали (включая бор)
- Магнитная и немагнитная нержавеющая сталь
- Легированные стали
- Алюминий
- Латунь
- Медь
- Бронза
- Никелевые сплавы
- Аэрокосмические сплавы
Считать, что холодная высадка предназначена только для крепежа, – это архаично.Рассмотрим широкий спектр металлических деталей, создаваемых процессами штамповки и глубокой вытяжки. Эта работа обычно выполняется вертикальными пробивными прессами; Считайте холодновысадочные прессы горизонтальными пробивными прессами, которые используют сырье в виде проволоки, а не рулонов.
Снижение затрат на металлические детали без использования дорогостоящих инструментов делает анализ процесса холодной высадки достойным вложением. Это исследовательское время потрачено не зря, учитывая потенциальную экономию и отсутствие риска.
Не существует фиксированного правила, и здесь невозможно сжать все возможности, но мы рекомендуем буквально рассматривать все металлические детали как кандидаты для процесса холодной штамповки. Минимальные количества – это не то, что раньше – гибкость – обычное дело. Быстросменный инструмент, улучшенная конструкция станка, удобство обслуживания и т. Д. Расширяют возможности процесса до более широкого диапазона материалов, форм и объемов.
Снижение затрат никогда не выходит из моды ни на одном рынке.Добавьте к этому преимущества, которые дает холодная высадка, плюс тот факт, что изучение возможности включает только стоимость чертежа – терять нечего.
Почувствуйте экономию. Отправьте нам чертеж, образцы, годовое количество, любую имеющуюся у вас информацию о предыдущих проблемах и применении, и мы будем работать над разработкой для вас программ значительной экономии средств за счет процесса холодной штамповки. Такой подход экономии денег применим не только к существующим деталям, но и к новым приложениям.
Мы искренне надеемся, что вы нашли эту статью информативной и полезной.Мы приветствуем ваши комментарии или предложения относительно этой статьи или любых других тем, о которых вы хотели бы, чтобы мы писали.
Спасибо,
Федеральная группа США
Роберт Леви – генеральный директор TFGUSA
© Copyright 2017
Элементы для холодной ковки Classic
«Классика» декоративной ковки станков.
Итак, с чего начать, если вы решили открыть свою кузницу? Конечно, придется выбрать оборудование и другие кузнечные инструменты.
В настоящее время рынок предлагает различное оборудование для декоративной ковки: станки и ручной кузнечный инструмент. Несмотря на доступный выбор торговых наименований и производителей, все это оборудование в конечном итоге предназначено для деформации различных металлов без предварительного нагрева – так называемой «холодной ковки». Хотя в некоторых случаях все же требуется газовая кузница или индукционный нагреватель. Кстати, все эти нагревательные устройства неплохо заменяют традиционный кузнечный очаг.
«Ассортимент изделий из металла, производимых с помощью кузнечного станка или ручного инструмента, меняется нечасто. Поэтому можно построить собственную кузницу, ориентированную на такое понятие, как« классика станочной ковки ». Термин« кованые элементы »могут относиться ко всем типам концевых профилей из металлоконструкций:« плоский забитый конец »,« конец рыбьего хвоста », а также к различным типам головок рельсов:« наконечник рельса с шипом »,« головка рельса с широким основанием ». выполнять охранную функцию, но это эстетически некорректно.
Гораздо интереснее выглядит широкая базовая головка рельса: плоское основание и витиеватая форма. Головки рельсов могут использоваться не только как концевые элементы ограждения ограждения, ворот или калитки, но и как часть некоторых декоративных элементов ».
«Кованые» «концы» – элементы, изготовление которых требует больших усилий, поэтому можно либо приобрести металлопрокат с фасонными концами, либо купить
станок для правки концов. Для небольших объемов производства также можно использовать многофункциональный пресс с ручным управлением со специальными оправками.При проектировании кузнечного цеха №
следует также учитывать, что изготовление головок рельсов и забитых концов требует предварительного нагрева металла ».
«Вышеупомянутые кованые концы имеют широкое применение. В последнее время кованые концы стали неотъемлемой частью различных свитков. Кроме того, заколоченный конец может использоваться как декоративный элемент сам по себе, придавая округлую форму (плоский или рыбий хвост) и рельеф (конец “рыбий хвост”) на конец металлического стержня.”
Очень популярны «свитки» различной формы и диаметра. «Свитки» – это не только прекрасная основа для дизайна слесарных изделий, но и экономичность их изготовления. Имея один станок или ручной инструмент, можно сделать несколько видов свитков. Например:
- «C-scroll» – оба конца планки загнуты в одну сторону;
- «S-скролл» – концы полосы загнуты в противоположные стороны, образуя форму, напоминающую букву S;
- «кома» или «улитка», один конец прокручивается, а другой остается прямым или имеет забитый конец, если требуется.
Различные завитки – наиболее часто встречающиеся элементы декоративной ковки станков. Из них делают самые разные выкройки для всех видов изделий, от ворот до плечиков. Комбинируя элементы, можно получить довольно оригинальные узоры.
Еще один «классический» элемент из кованого железа – различные виды колец. Так же, как и свитки, кольца имеют широкое применение. Изготавливать кольца можно как на кузнечных машинах, так и на ручном инструменте.”
«Элемент« витой стержень », который получается путем продольного скручивания квадратного стержня вокруг своей оси, также можно назвать« классическим ». Использование витых стержней в металлургическом производстве добавляет оригинальности и необычности. Внешний вид прямых стержневых решеток плохо сравнивается с витыми прутками.Элементы витых стержней хорошо смотрятся на таких металлоконструкциях, как ворота, калитки, заборы, оконные решетки, перила, но редко используются во внутренних металлоконструкциях. При выборе ковочного оборудования для скручивания металлических элементов необходимо учитывать с учетом параметра металлов, с которыми планируется работать, и планируемого объема производства.Это ключевые факторы, определяющие, что покупать: электрический станок или ручной кузнечный инструмент. Кстати, на том же оборудовании часто можно сделать еще один интересный элемент из кованого железа – «корзину» (иногда ее называют «клеткой»). «Корзины сделаны из квадратных или круглых прутков, от 2 до 6 штук».