Зубодолбежные станки – каталог, цены описания
Главная / Станки по металлу / Резьбо- и Зубообрабатывающие станки / Зубодолбежные станки
Вертикальный зубодолбежный полуавтомат ВС-122-02(-03), ВС-123NC2
Цена (руб):
по запросу
Узнать стоимость
Подробнее
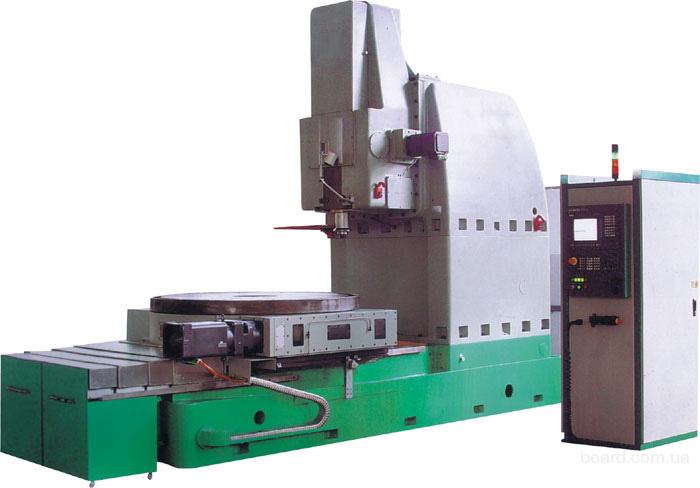
Станок универсальный зубодолбежный 5А140П
Цена (руб):
по запросу
Узнать стоимость
Подробнее
Полуавтомат зубодолбежный 5М150П
Цена (руб):
по запросу
Узнать стоимость
Подробнее
Зубодолбежный станок мод. 5А140ПФ3
Цена (руб):
по запросу
Узнать стоимость
Подробнее
Наше предложение лучшее в Москве. Узнать цену на 19.06.2023
Я согласен на обработку персональных данных
Зубодолбежные станки
 д. Нарезание производится методом обкатки, а также методом копирования.
д. Нарезание производится методом обкатки, а также методом копирования.Долбёжные станки применяются для долбления плоских поверхностей деталей, долбления фасонных поверхностей, а также для изготовления различных изделий с пазами и канавками. Они рассчитаны на работу с различными видами металлов. Большой выбор моделей дает возможность широко использовать станки, как для изготовления мелких партий деталей, так и в сфере серийного производства,. Также долбёжные станки нашли применение и в малом бизнесе для ремонта в автосервисах и мастерских.
Зубодолбежные станки работают инструментом, который имеет форму сходную с зубчатой рейкой, либо с зубчатым долбяком . Станки с зубчатой рейкой называют зубострогальными. Но наибольшее распространение получили станки, работающие долбяком, как более производительные. В таких станках не прерывается процесс резания для деления заготовки, а также они более универсальные. На них можно выполнять все виды работ, которые производятся на зубофрезерных станках, за исключением нарезания червячных колес, а также нарезать колеса с внутренним зацеплением.

Производительность станков работающих долбяком ниже, чем зубофрезерных, но при этом они незаменимы при нарезании зубчатых блоков, а также колес внутреннего зацепления любого диаметра.
Долбежные станки отличаются по размеру паза, который, в свою очередь, зависит от размера, установленного на станке инструмента. Выбирая долбёжный станок, необходимо учитывать такие параметры, как рабочую мощность двигателя, размер паза, угол наклона колонны, а также размер рабочей поверхности.
Зубодолбежные станки производятся с горизонтальным или вертикальным шпинделем. Станки с горизонтальным шпинделем, обычно работают двумя долбяками, движутся навстречу друг другу. Используются для нарезания шевронных зубчатых колес без средней канавки, а также для нарезания прямозубых и косозубых колес внутреннего и наружного зацепления.

Производительность зубодолбежных станков, работающих многорезцовыми головками, в 8—10 раз выше производительности обычных зубодолбежных станков. Однако серьезным недостатком этих станков является то, что для каждого нарезаемого колеса должна быть изготовлена специальная резцовая головка.
Современные зубодолбежные станки, такие как вертикальный зубодолбежный полуавтомат ВС-122-02(-03), ВС-123NC2 имеют вертикальную компоновку, жесткую конструкцию, а также подвижный стол для изменения межцентрового расстояния.
Станок универсальный зубодолбежный 5А140П имеет мощную литую станину, производит обработку прямых и косозубых шестерн с углом наклона до 35 градусов. Он надежен в эксплуатации и долговечен. Полуавтомат зубодолбежный 5М150П самый простой и надежный в эксплуатации. Станок управляется посредством современного контролера OMRON.
Нужна консультация?
Рекомендуем также ознакомиться с каталогом Зубозакругляющие и зубозаостряющие станки.
настольный токарный станок токарный станок купить пресс ножницы сверлильные станки по металлу токарные станки по металлу шлифовальный станок фрезерный станок с чпу токарно-винторезные станки станок отрезной токарно-винторезный станок ножницы гильотинные сверлильно-фрезерный станок резьбонарезной станок фрезерный станок по металлу листогибочный пресс трубогибочный станок сверлильно фрезерный станок зубофрезерный станок токарно-сверлильный станок зубодолбежный станок дисковый отрезной станок координатно-расточной станок круглошлифовальный станок плоскошлифовальный станок трубонарезной станок гидравлические гильотинные ножницы радиально-сверлильный станок балансировочный станок заточной станок пресс-ножницы по металлу точильно-шлифовальные станки трубонарезные станки прессы гидравлические токарные с чпу jet универсальные токарные trens листогибочные sahinler листогибочные tapco листогибочный пресс горизонтально фрезерный станок вертикально-фрезерный станок сверлильно-фрезерный стано отрезной станок по металлу круглошлифовальные станки плоскошлифовальные станки токарно-винторезные станки трубонарезные станки консольно-фрезерные станки вертикально-сверлильные станки фрезерные jet токарные jet токарные trens трубонарезные производство болгария токарные производства болгария фрезерно-сверлильные с чпу jet радиально-сверлильные jet шлифовальные jet резьбонарезные jet гидравлические пресс-ножницы sahinler рычажные ножницы jet листогибочные jet5М150 Станок зубодолбежный вертикальный полуавтомат.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе зубодолбежного полуавтомата 5М150
Производитель вертикального зубодолбежного полуавтомата 5М150, 5М150П Клинский станкостроительный завод, КСЗ, основанный в 1897 году.
Станки, выпускаемые Клинским станкостроительным заводом, КСЗ
- 5В150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5М150 – станок зубодолбежный вертикальный полуавтомат Ø 800
- 5М161 – станок зубодолбежный вертикальный полуавтомат Ø 1250
5М150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Зубодолбежный станок 5М150 заменил в производстве модель 5В150.
Универсальный зубодолбежный станок полуавтомат 5М150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни) в условиях единичного и серийного производства.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5М150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5М150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5М150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
- Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
- Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
- Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
Обработка зубьев производится зуборезным долбяком, закрепленным на шпинделе и совершающим возвратно-поступательное движение, одновременно обкатываясь с нарезаемым колесом, как пара колес, находящихся в зацеплении.
Полуавтомат работает по следующему циклу:
- ускоренный подвод заготовки в зону резания
- обработка зубьев за 1—2—3 прохода с автоматической сменой режимов после каждого прохода
- вывод долбяка в верхнее положение
- ускоренный отвод стола в исходное положение
При установке на суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, полуавтомат может обрабатывать косозубые колеса. По согласованию с заказчиком полуавтомат может комплектоваться приспособлением для закрепления детали подъемником для установки крупных деталей.
По согласованию с заказчиком полуавтомат может комплектоваться приспособлением для закрепления детали подъемником для установки крупных деталей.
Класс точности полуавтомата — Н по ГОСТ 8—77. Шероховатость обработанной поверхности три чистовом проходе Ra 1,6 мкм.
Категория качества — высшая.
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Читайте также: Электрооборудование станка 5М150
Нарезание цилиндрических колес на зубодолбежных станках
Образование профиля зубьев при нарезании долбяком
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса — долбяком, у которого одна торцовая плоскость служит для опоры при закреплении на станке, а на второй имеются режущие кромки.
Обкатка профиля зубьев колеса профилями зубьев долбяка
- профиль зуба долбяка
- профиль нарезаемого зуба колеса
- срезаемый слой металла за один ход долбяка
Зубья колеса нарезают долбяком по методу обкатки, профили зубьев долбяка не совпадают с профилями нарезаемых зубьев, хотя их и выполняют по эвольвенте. Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
nд/ nз = zз /zд
Для прорезания зубьев в заготовке долбяк, кроме вращательного движения в зацеплении с заготовкой, должен совершать и поступательное движение, параллельное оси заготовки, тогда передние режущие кромки долбяка будут вырезать (долбить) впадины между зубьями заготовки и одновременно выполнять обкатку.
Для нарезания зубьев колеса на необходимую глубину нужно, чтобы зубья долбяка в процессе резания проходили между зубьями заготовки на этой глубине. Сразу установить долбяк на требуемую глубину нельзя, поэтому вначале происходит врезание при вращении заготовки и долбяка с постепенной радиальной подачей долбяка в направлении глубины зубьев (пока зубья его не врежутся на необходимую глубину).
После рабочего хода долбяк поступательно возвращается в исходное положение. Чтобы зубья долбяка не терлись об обработанные поверхности, заготовка вместе со столом отодвигается от долбяка, а в начале следующего рабочего хода опять придвигается.
В некоторых станках отодвигается долбяк, а заготовка не изменяет своего положения.
Принципиальная схема механизма вращения заготовки и движения долбяка
Таким образом, в процессе зубодолбления станок должен иметь следующие движения (указаны стрелками):
- возвратно-поступательное движение х и р в вертикальном направлении параллельно оси заготовки (главное движение резания)
- согласованные вращения v долбяка и стола, осуществляющие обкатку
- движение s врезания долбяка на глубину нарезаемых зубьев — радиальная подача
- колебательное движение sk стола — для отвода стола от долбяка и подвода к нему
Габариты рабочего пространства зубодолбежного полуавтомата 5М150
Габаритные размеры рабочего пространства станка 5м150
Посадочные и присоединительные базы.
 Чертеж конца шпинделя зубодолбежного полуавтомата 5М150
Чертеж конца шпинделя зубодолбежного полуавтомата 5М150Посадочные и присоединительные базы станка 5м150
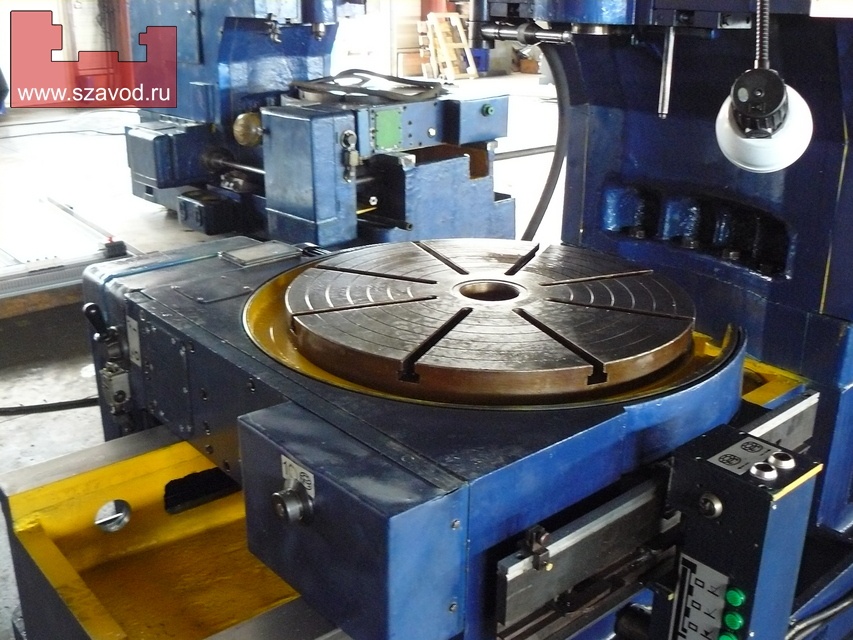
Общий вид и общее устройство станка 5М150
Фото зубодолбежного станка 5м150
Фото зубодолбежного станка 5м150
Фото зубодолбежного станка 5м150
Кинематическая структура зубодолбежного станка 5м150
Кинематическая структура зубодолбежного станка 5м150
Механизмы полуавтомата осуществляют следующие формообразующие движения:
- главное движение — возвратно-поступательное перемещение долбяка в вертикальной плоскости
- движение обката (делительное движение) — вращение долбяка и стола с заготовкой
- движение врезания радиальной подачи стола
- вспомогательные движения — быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки
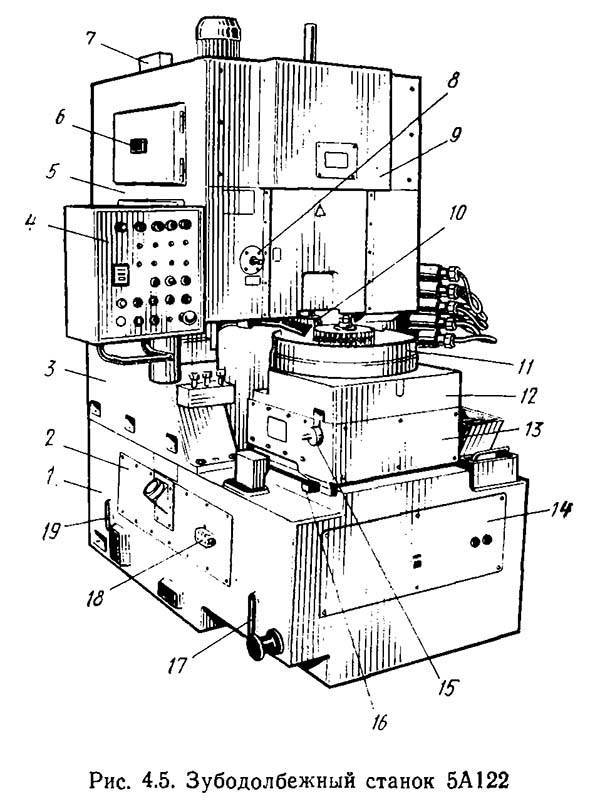
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150. Смотреть в увеличенном масштабе
Спецификация составных частей зубофрезерного полуавтомата 53А20
- 1. Коробка радиальных подач
- 2. Стойка
- 3. Пульт управления
- 4. Суппорт
- 5. Шпиндель
- 6. Механизм радиального врезания
- 7. Гитара деления
- 8. Коробка круговых подач
- 9. Основание
- 10. Стол
- 17. Сменные зубчатые колеса коробки радиальных подач
- 18. Квадрат возвратно-поступательного перемещения шпинделя от руки
- 19. Квадрат установки величины хода шпинделя
- 20. Шкала установки величины хода шпинделя
- 21. Гайка фиксации величины хода шпинделя
- 22. Винт установки положения зоны обработки
- 23. Гайка фиксации положения зоны обработки
- 24.
 Пружины шпинделя
Пружины шпинделя - 25. Линейка межосевого (между осью стола и осью шпинделя) расстояния
- 26. Рукоятка счетчика 1-го оборота стола
- 27. Винт регулировки клина направляющих стола
- 28. Винт регулировки натяга ремней передачи главного привода
- 29. Компенсатор регулировки бокового зазора червячной передачи суппорта
- 30. Указатель направления вращения кривошипа
- 31. Сменные зубчатые колеса гитары деления
- 32. Рукоятка расцепления кинематической цепи обката для возможности вращения стола
- 33. Сменные зубчатые колеса коробки круговых подач
- 34. Сменные зубчатые колеса главного привода
- 35. Дисковый кулак отвода суппорта при холостом ходе (вверх)
- 36. Пружина отвода суппорта при холостом ходе (вверх)
- 37. Квадрат эксцентрика регулировки величины отвода суппорта
- 38. Винт регулировки бокового забора червячной пары стола
- 39. Винт регулировки давления гидросистемы
- 40. Винт регулировки реле давления
- 41. Рукоятка очистки фильтра гидросистемы
- 42. Манометр
- 43. Винт крепления кронштейна червяка стола
- 44. Винт регулировки клина направляющих суппорта
- 45. Квадрат реверса отвода суппорта при холостом ходе (вверх)
- 46. Ролик натяжения втулочно-роликовой цепи привода коробки круговых подач
- 47. Рукоятка реверса направления вращения шпинделя
- 48. Лампа сигнальная
- 49. Переключатель “Круговая подача. Включена, отключена”
- 50. Переключатель “Выбор направления круговой подачи”
- 51. Кнопка “ВНИМАНИЕ! Возобновление цикла”
- 52. Переключатель “Регулирование круговой подачи на 1-ом проходе
- 53. То же на 2-ом проходе
- 54. То же на 3-ем проходе
- 55. Переключатель “Регулирование числа двойных ходов в мин. на 1-ом проходе”
- 56. Переключатель “Регулирование числа двойных ходов в мин. на 2-ом проходе”
- 57. Переключатель “Регулирование числа двойных ходов в мин. на 3-ем проходе”
- 58. Переключатель “Выбор режима работы”
- 59. Кнопка “Включение режима, выбранного переключателем поз. 58
- 60. Кнопка “Отключение режима, выбранного переключателем поз. 58
- 61. Кнопка “Включение радиальной подачи стола”
- 62. Кнопка “Отключение радиальной подачи стола”
- 63. Кнопка “Стоп”
- 64. Кнопка “Включение насоса гидравлики и смазки”
- 65. Переключатель “Включение – отключение местного освещения”
- 66. Переключатель “Работа в цикле – стоп – работа в наладке привода подачи смазочно-охлаждающей жидкости”
- 67. Кнопка ускоренного радиального перемещения стола (толчковая)
- 68. Переключатель “Подсветка шкалы включение – отключение”
- 69. Вводной автоматический выключатель
- 70. Винт заземления станка
- 71. Предупреждающая таблица
- 72. Подвод электроэнергии
- 75. Окно контроля смазки гитары деления
- 76. Отверстие слива масла из гитары деления
- 77. Кран регулировки подачи смазочно-охлаждающей жидкости
- 78. Крышка залива масла в стол
- 79. Маслоуказатель стола
- 80. Отверстие слива масла из стола
- 81. Окно контроля смазки коробки круговых подач
- 82. Отверстие слива масла резервуара гидравлики и смазки
- 83. Маслоуказатель резервуара гидравлики и смазки
- 84. Маслоуказатель резервуара смазочно-охлаждающей жидкости
- 85. Отверстие слива смазочно-охлаждающей жидкости
- 86. Окно контроля смазки стойки
- 87. Окно контроля смазки коробки радиальных подач
- 88. Толкатель золотника смазки пружин шпинделя.
 Пружины шпинделя
Пружины шпинделя Винт регулировки реле давления
Винт регулировки реле давления Переключатель “Регулирование числа двойных ходов в мин. на 3-ем проходе”
Переключатель “Регулирование числа двойных ходов в мин. на 3-ем проходе” Окно контроля смазки гитары деления
Окно контроля смазки гитары деленияРасположение подшипников зубодолбежного станка 5м150
Расположение подшипников зубодолбежного станка 5м150
Расположение подшипников зубодолбежного станка 5м150. Смотреть в увеличенном масштабе
Кинематическая схема зубодолбежного станка 5м150
Кинематическая схема зубодолбежного станка 5м150
Кинематическая схема зубодолбежного станка 5м150. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Механизмы полуавтомата осуществляют следующие движения: рабочие формообразующие, вспомогательные и наладочные.
Рабочие формообразующие движения:
Основным способом работы на станке является обработка изделия в полуавтоматическом цикле, который может включать:
- Главное движение — возвратно-поступательное перемещение долбяка. Осуществляется при помощи главного привода. Число двойных ходов в минуту регулируется ступенчато трехскоростным электродвигателем главного привода и сменными зубчатыми колесами.
- Движение обката (делительное движение) — согласованное вращение шпинделя с долбяком и стола с заготовкой со скоростью Sкр. Осуществляется отбором мощности от цепи главного привода через коробку круговых подач. Регулируется ступенчато электромагнитными муфтами коробки и сменными зубчатыми колесами.
- Движение врезания радиальной подачи стола
- Радиальное перемещение стола со скоростью S рад. Осуществляется от коробки радиальных подач с собственным электродвигателем. Sрад, регулируется ступенчато с помощью сменных зубчатых колес.
 Sрад, регулируется ступенчато с помощью сменных зубчатых колес.
Sрад, регулируется ступенчато с помощью сменных зубчатых колес.При работе станка в полуавтоматическом цикле имеются электрические блокировки, предохраняющее станок от поломок при аварийных ситуациях (подробное описание см. раздел 7, руководства).
Вспомогательные движения:
- Отвод шпинделя долбяка от заготовки при обратном ходе шпинделя (вверх). Осуществляется от дискового кулачка 35 (рис.5). Имеется возможность регулирования с помощью эксцентрика 37 (рис.5).
- Вывод шпинделя в верхнее положение осуществляется от редуктора нерабочего движения шпинделя.
- Работа счетного механизма, управляющего автоматическим циклом обработки
Наладочные движения:
Обработка изделий в наладочном режиме осуществляется оператором с включением и отключением приводов всех необходимых движений не автоматически, и без автоматического контроля глубины врезания и направления обката.
Вращение шпинделя с долбяком
- Вращение шпинделя. Осуществляется от электродвигателя вращения шпинделя при расцеплении цепи деления рукояткой 47 (рис.5)
- Вращение стола с изделием
- Включение радиальной подачи с одновременным обкатом или без него
- Включение главного привода
- Включение привода подачи СОЖ
- Отключение привода подачи СОЖ и главного привода
- Вывод шпинделя в верхнее положение
- Ускоренный отвод стола с зону загрузки
 Осуществляется от электродвигателя вращения шпинделя при расцеплении цепи деления рукояткой 47 (рис.5)
Осуществляется от электродвигателя вращения шпинделя при расцеплении цепи деления рукояткой 47 (рис.5)Гидросхема зубодолбежного станка 5м150
Гидросхема зубодолбежного станка 5м150
Гидросхема зубодолбежного станка 5м150. Смотреть в увеличенном масштабе
Электрооборудование станка
Сведения о системе питания электрооборудования и указания по используемым в электрооборудовании напряжениям
Питание электрооборудования полуавтомата осуществляется от трехфазной сети переменного тока с частотой 50±1 Гц. или 60±1 Гц и одним из напряжений Uн = 220, 230, 240, 380, 400, 415, 440 В. с допустимым отклонением от 0,85 UH ДО 1,1 UH. Выбор одного из указанных напряжений производит завод-изготовитель в соответствии с заказ-нарядом или договором.
Выбор одного из указанных напряжений производит завод-изготовитель в соответствии с заказ-нарядом или договором.
Питание цепей, управления постоянного тока осуществляется от понижающего трансформатора через селеновый выпрямитель. Цепи управления переменного тока, освещения и сигнализации питаются от понижающего трансформатора
Электронное оборудование станка пригодно для работы на высоте над уровнем моря не более 1000 м.
Первоначальный пуск полуавтомата 5м150
После установки полуавтомата его необходимо заземлить. Болты заземления находятся на станине полуавтомата (рис.5 поз. 70). Провода питающей сети сечением медной жилы 6 кв. мм (10 кв. мм) при Uc = 220, 230, 240 В) присоединить к зажимам А; В; С; N вводного клеммного набора XT14.
ВНИМАНИЕ! АВТОМАТИЧЕСКИЕ ВЫКЛЮЧАТЕЛИ В МЕСТЕ ПОДКЮЧЕНИЯ ПОЛУАВТОМАТА ДОЛЖНЫ ОБЕСПЕЧИВАТЬ ТОК КОРОТКОГО ЗАМЫКАНИЯ НА КОРПУС ИЛИ НУЛЕВОЙ ПРОВОД НЕ МЕНЕЕ 650А,ПЛАВКИЕ ВСТАВКИ – НЕ МЕНЕЕ 100А ПРИ Uc = 220 В И 70А при Uc = 380 В. Проверку и включение электрооборудования полуавтомата должен осуществлять электрик 4-го разряда и выше.
Провести внешний осмотр электрооборудования с целью выявления и устранения возможных поломок при транспортировке, хранении и монтаже.
Проверить наличие заземления полуавтомата.
Проверить соответствие таблице (черт. 5М150.00.000ЭЗ лист 1) нагревателей тепловых реле и плавких вставок предохранителей.
ЗАПРЕЩАЕТСЯ ПРИ ВКЛЮЧЕННОМ ВВОДНОМ АВТОМАТИЧЕСКОМ ВЫКЛЮЧАТЕЛЕ ПРОИЗВОДИТЬ РЕМОНТНЫЕ РАБОТЫ !!!
Включить вводной автоматический выключатель FA1. При этом на пульте управления загорается сигнальная лампа HL1.
Включить электродвигатель гидравлики кнопкой SB2. Проверить наличие давления в гидросистеме. При отсутствии показания манометра необходимо перефазировать провода питающей сети.
Описание режимов работы электрической схемы
При изучении этого раздела необходимо пользоваться схемой электрической принципиальной полуавтомата 5М150.00.000.ЭЗ. Схема расположения электрооборудования, органов управления на пульте показаны на рис.6;10. Назначение символов – раздел 5 таблицы 4.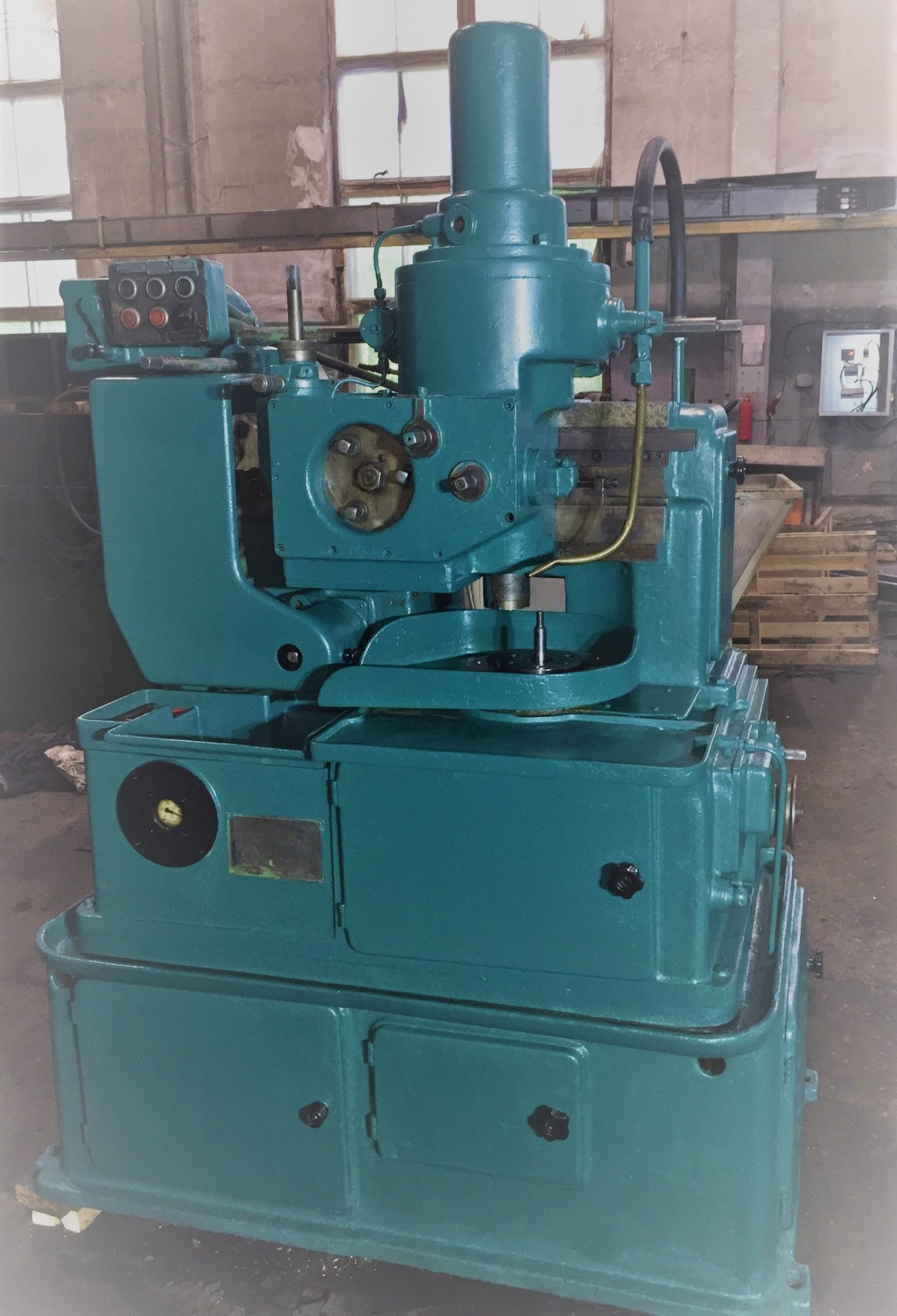
Подключение полуавтомата к электросети осуществляется вводным автоматическим выключателем FA1.
Нажать кнопку SB2. При этом включится контактор КМ1 и электродвигатель гидравлики М5. По достижении необходимого давления срабатывает реле давления SP1 и КА1. Реле КА1 подготавливает к включению цепи управления. После этого электросхема готова к работе в любом режиме.
Полуавтомат имеет следующие режимы работы:
Полуавтоматический режим:
- однопроходный цикл
- двухпроходный цикл
- трехпроходный цикл
Режим наладки:
- включение главного привода
- нерабочее движение шпинделя
- вращение шпинделя
- вывод шпинделя в верхнее положение
- вращение стола
- ускоренное перемещение стола
Режим работы, кроме режима “ускоренное перемещение стола”, выбирается переключателем SA4.
Читайте также: Электрооборудование станка 5М150
Установочный чертеж зубодолбежного полуавтомата 5М150
Установочный чертеж зубодолбежного полуавтомата 5м150
Читайте также: Обозначения гидравлических схем металлорежущих станков
5в150 Станок зубодолбежный вертикальный полуавтомат.
 Видеоролик.
Видеоролик.Технические характеристики зубодолбежного станка 5М150
| Наименование параметра | 5В150 | 5М150 | 5М161 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший модуль нарезаемого колеса, мм | 1..12 | 1..12 | 1..12 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес | 800 | 800 | 1250 |
| Наибольший диаметр нарезаемого зубчатого венца наружного зацепления, мм | 800 | 800 | 1000 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 160 | 160 | |
| Диаметр делительного колеса суппорта, мм | 360 | ||
| Наибольшее расстояние от оси долбяка (шпинделя) до оси стола, мм | 0. .700 .700 | 0..700 | 50..700 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 155..355 | 140..340 | |
| Расстояние от пола до планшайбы, мм | 870 | 870 | |
| Шпиндель долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 200 | 200 | 200 |
| Наибольший диаметр устанавливаемого долбяка, мм | 200 | 200 | 200 |
| Пределы чисел двойных ходов долбяка в минуту | 33..188 | 33..188 | 33..212 | Скорость быстрого вращения долбяка, об/мин | 3 | 3 | 3 |
| Диаметр оправки под долбяк, мм | 44,443 | 44,443 | 44,443 |
| Конец шпинделя для крепления инструмента | Морзе 5 | Морзе 5 | Морзе 5 |
| Рабочий стол (план-шайба) | |||
| Диаметр рабочего стола (планшайбы), мм | 800 | 800 | 1000 |
| Диаметр отверстия в столе, мм | 120 | 120 | 120 |
| Диаметр делительного колеса, мм | 872 | ||
| Пределы круговых подач стола на один двойной ход долбяка (при диаметре долбяка 100 мм), мм | 0,2. .1,5 .1,5 | 0,2..1,5 | 0,2..1,5 |
| Пределы радиальных подач стола на один двойной ход долбяка, мм | 1..5,4 | 2,07..5,4 | 0,5..5,0 | Скорость быстрого вращения стола, об/мин | 1,7 | 1,7 | 1,7 |
| Скорость быстрого перемещения стола, мм/мин | 137 | 137 | 205 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | |||
| Электродвигатель главного привода – поступательное движение долбяка, кВт (об/мин) | 7,5 | 7,5 | 5/ 6,3/ 10 (735/ 980/ 1450) |
| Электродвигатель быстрого вращения долбяка, кВт (об/мин) | 0,8 | 0,8 | 0,75 (1390) |
| Электродвигатель вращения стола (план-шайбы), кВт (об/мин) | 1,1 | 1,1 | 1,1 (920) |
| Электродвигатель радиальной подачи стола, кВт (об/мин) | 2,2 | 2,2 | 2,2 (1425) |
| Электродвигатель отвода шпинделя в верхнее положение, кВт (об/мин) | 1,1 (1425) | ||
| Электродвигатель насоса смазки, кВт (об/мин) | 0,25 | ||
| Электродвигатель насоса гидропривода, кВт (об/мин) | 0,2 (1430) | ||
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | |||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 x 1800 x 3500 | 4200 х 1800 х 3300 | 3260 х 1850 х 3300 |
| Масса станка с электрооборудованием и охлаждением, кг | 10200 | 10800 | 10650 |
- Полуавтоматы зубодолбежные 5М150, 5М150П, 5М161. Руководство по эксплуатации 5М150.00.000 РЭ, 1981
- Аврутин Р.Д. Справочник по гидроприводам металлорежущих станков,1965
- Гинсбург Е.Г. Производство зубчатых колес, 1978
- Калашников А.С. Технология изготовления зубчатых колес, 2004
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы
 Руководство по эксплуатации 5М150.00.000 РЭ, 1981
Руководство по эксплуатации 5М150.00.000 РЭ, 1981Связанные ссылки. Дополнительная информация
Дополнительная информация
Зубодолбежные станки | Зубчатая техника | Либхерр
- Единица Метрика Империал
Просмотров 1-10 из 37
- 1
- 2
- 3
- …
- 4
| Диаметр резки | 80 мм |
|---|
- Добавить в список
- Сравнивать
| Диаметр реза | 80 мм |
|---|
 html” data-product-thumbnail=”” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 180 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/276251cc-a32c-408d-a46e-e74cc8bf1f4c/IMG_210x210/liebherr-gear-shaping-ls180.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/276251cc-a32c-408d-a46e-e74cc8bf1f4c/IMG_210x210/liebherr-gear-shaping-ls180.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 180 мм |
|---|
 html” data-product-thumbnail=”” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 180 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/9f123f57-c05f-4ce6-a7c1-50dc99dacfcd/IMG_210x210/liebherr-gear-hobbing-machine-ls180f.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/9f123f57-c05f-4ce6-a7c1-50dc99dacfcd/IMG_210x210/liebherr-gear-hobbing-machine-ls180f.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 200 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/196db173-2f88-4526-ab69-19e03cb94a0b/IMG_210x210/liebherr-gear-shaping-lse200.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/196db173-2f88-4526-ab69-19e03cb94a0b/IMG_210x210/liebherr-gear-shaping-lse200.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 200 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/419ed193-d802-4993-901d-b825a40dde2f/IMG_210x210/liebherr-gear-shaping-lfs200.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/419ed193-d802-4993-901d-b825a40dde2f/IMG_210x210/liebherr-gear-shaping-lfs200.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 280 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/640c0bfa-f002-4969-badc-ce4eebe99148/IMG_210x210/Liebherr%20gear%20hobbing%20machine%20LS%20280.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/640c0bfa-f002-4969-badc-ce4eebe99148/IMG_210x210/Liebherr%20gear%20hobbing%20machine%20LS%20280.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 300 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/c8e78f4e-dcc2-4ec1-8462-07a2ab8797e7/IMG_210x210/liebherr-gear-shaping-lse300.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/c8e78f4e-dcc2-4ec1-8462-07a2ab8797e7/IMG_210x210/liebherr-gear-shaping-lse300.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>| Диаметр резки | 300 мм |
|---|
 html” data-product-thumbnail=”/external/products/products-assets/3e7f988f-2612-4f75-8b54-66cbeeaea004/IMG_210x210/liebherr-gear-shaping-lfs300.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>
html” data-product-thumbnail=”/external/products/products-assets/3e7f988f-2612-4f75-8b54-66cbeeaea004/IMG_210x210/liebherr-gear-shaping-lfs300.jpg” data-product-country=”and, are, afg, atg, aia, alb, arm, ant, ago, ata, arg, asm, aut, aus, abw, ala, aze, bih, brb, bgd, bel, bfa, bgr, bhr, bdi, ben, blm, bmu, brn, bol, bes, bra, bhs, btn, bvt, bwa, blr, blz, can, cck, cod, caf, cog, che, civ, cok, chl, cmr, chn, col, cri, cub, cpv, cuw, cxr, cyp, cze, deu, dji, dnk, dma, dom, dza, ecu, est, egy, esh, eri, esp, eth, fin, fji, flk, fsm, fro, fra, gab, gbr, grd, geo, guf, ggy, gha, gib, grl, gmb, gin, glp, gnq, grc, sgs, gtm, gum, gnb, guy, hkg, hmd, hnd, hrv, hti, hun, idn, irl, isr, imn, ind, iot, irq, irn, isl, ita, jey, jam, jor, jpn, ken, kgz, khm, kir, com, kna, prk, kor, kwt, cym, kaz, lao, lbn, lca, lie, lka, lbr, lso, ltu, lux, lva, lby, mar, mco, mda, mne, maf, mdg, mhl, mkd, mli, mmr, mng, mac, mnp, mtq, mrt, msr, mlt, mus, mdv, mwi, mex, mys, moz, nam, ncl, ner, nfk, nga, nic, nld, nor, npl, nru, niu, nzl, omn, pan, per, pyf, png, phl, pak, pol, spm, pcn, pri, pse, prt, plw, pry, qat, reu, rou, srb, rus, rwa, sau, slb, syc, sdn, swe, sgp, shn, svn, sjm, svk, sle, smr, sen, som, sur, ssd, stp, slv, sxm, syr, swz, tca, tcd, atf, tgo, tha, tjk, tkl, tls, tkm, tun, ton, tur, tto, tuv, twn, tza, ukr, uga, umi, usa, ury, uzb, vat, vct, ven, vgb, vir, vnm, vut, wlf, wsm, xkx, yem, myt, zaf, zmb, zwe”>- Результатов на странице 6102025100
- Результатов на странице
- 1
- 2
- 3
- . ..
- 4
 ..
..Зубодолбежные станки – зубообрабатывающее оборудование
Запросить цену по всем брендам
BOURN & KOCH 1000 VBS
Станок 1000 VBS от Bourn & Koch предназначен для высокопроизводительного электронного зубодолбежного станка с ЧПУ с запатентованной электронной функцией обратного отвода и выпуклости фрезы. VBS является частью нашей модульной системы VBX p…
Сравнить
BOURN & KOCH HDS 1600-300
– 9-осевое ЧПУ – Электронный индексный привод для синхронизации вращения фрезы и рабочего вращения – Быстрая и простая настройка с помощью ЧПУ – Программируемые смещения инструмента – Линейный откат с ЧПУ для инде…
Сравнить
DALIAN ZT YK5180A
Макс. Диаметр заготовки Наружные зубья/внутренние зубья (мм) 800/1000
Макс. модуль (мм) 12
Макс. Ширина зубьев заготовки (мм) 170
Нормальный угол наклона зубчатого колеса, подлежащего механической обработке, 23°,15°
Расстояние b. ..
..
Сравнить
DAXIN YKS5132
Сравнить
FELLOWS 10-4
Механический шпиндель с ЧПУ Зуборезный станок Fellows 10-4 с ЧПУ Fanuc Oi-MD и бесступенчатой регулировкой хода от 50 до 1300 ходов в минуту. Предназначен для резки шпинделя…
Сравнить
FELLOWS 20-4
Механический ход коленчатого вала Станки с ЧПУ Зубодолбежный станок Fellows 20-4 с ЧПУ Fanuc 0i-MD и бесступенчатой регулировкой хода от 50 до 1300 ходов в минуту. Предназначен для резки с…
Сравнить
FELLOWS HS 1280-300
HS 1280-300 входит в линейку зуборезных станков Hydrostroke™ компании Fellows. Разработанный для внутренней и внешней обработки цилиндрических и спиральных профилей, станок Fellows HS 1280-300 способен производить …
Сравнить
FELLOWS HS 2550-300
Станок HS 2550-300 является частью нашего гидроудара линейка зуборезных станков Fellows. Станок Fellows HS 2550-300, предназначенный для внутренней и внешней обработки цилиндрических и спиральных профилей, способен производить …
Станок Fellows HS 2550-300, предназначенный для внутренней и внешней обработки цилиндрических и спиральных профилей, способен производить …
Сравнить
FELLOWS HS 2550-600
HS 2550-600 входит в линейку зубодолбежных станков Hydrostroke компании Fellows. Предназначенный для внутренней и внешней обработки цилиндрических и спиральных профилей, станок Fellows HS 2550-600 способен производить…
Сравнить
FORTUNE PACIFIC GSM1250
1. GSM1250 A3 B3 CNC Зубодолбежный станок расположен продольно с качающаяся разгрузка фрезы и радиальная подача рабочего стола осуществляется по трем прямоугольным направляющим. Станина станка, колонна, ц…
Сравнить
FORTUNE PACIFIC GSM150
1. Зубодолбежный станок с ЧПУ GSM150 имеет продольную компоновку, поэтому станина станка, колонна, режущая головка и рабочий стол имеют лучшую структурную жесткость и жесткость трансмиссии, что улучшает обработку в соотв. .
.
Сравнить
FORTUNE PACIFIC GSM200
1. Зубодолбежный станок с ЧПУ GSM200 подходит для нарезания внутренних и внешних цилиндрических и спиральных зубчатых колес; 2. Основное движение приводится в движение двигателем переменного тока с преобразователем частоты; 3. При резке радиальная плата…
Сравнить
FORTUNE PACIFIC GSM320
1. Зубодолбежный станок с ЧПУ GSM320 C3 может перемещаться одновременно по трем осям. Вращение шпинделя фрезы (ось X), вращение рабочего стола (ось Y) и радиальная подача колонны (ось Z) могут… Зуборезный станок с ЧПУ подходит для нарезания внутренних колонных зубчатых колес среднего размера; основное движение приводится в движение двигателем с преобразователем частоты переменного тока, когда зуборезный станок с ЧПУ GSM500 C3…
Сравнить
FORTUNE PACIFIC GSM800
1. Зубодолбежный станок с ЧПУ GSM800 подходит для нарезания внутренних и внешних цилиндрических и спиральных зубчатых колес; Основное движение зубодолбежного станка с ЧПУ GSM800 приводится в движение двигателем переменного тока с частотным преобразовате…
Зубодолбежный станок с ЧПУ GSM800 подходит для нарезания внутренних и внешних цилиндрических и спиральных зубчатых колес; Основное движение зубодолбежного станка с ЧПУ GSM800 приводится в движение двигателем переменного тока с частотным преобразовате…
Сравнить
FORTUNE PACIFIC RSM1250
1. Зубодолбежный станок с ЧПУ RSM1250 имеет цельную продольную компоновку с жесткой конструкцией; 2. SIEMENS 828D оснащен фрезерным станком с ЧПУ RSM1250, который управляет тремя осями, вращением фрезы…
Сравнить
FORTUNE PACIFIC RSM2000
1. Продольная компоновка станка с ЧПУ RSM2000 удобна для модернизации и отличается высокой жесткостью; 2. Зубодолбежный станок с ЧПУ RSM2000 использует SIEMENS 828D с тремя осями с ЧПУ: вращение шестерни ку…
Сравнить
FORTUNE PACIFIC SGS120
, резак головка и рабочий стол имеют отличную конструкцию и жесткость при движении, что обеспечивает высокую точность, высокую надежность и. ..
..
Сравнить
GLEASON PFAUTER AM 250/100
Станок AM 250 предлагает новейшие технические и технологические возможности для формообразования прямозубых и косозубых цилиндров в виде высокоэкономичного решения. Все необходимые узлы и вспомогательные …
Сравнить
GLEASON PFAUTER AM 250/50
AM 250 предлагает новейшие технические и технологические возможности для формообразования прямозубых и косозубых цилиндров в очень экономичном решении. Все необходимые агрегаты и вспомогательные…
Сравнить
GLEASON PFAUTER GP200ES
Gleason GP200ES Зубодолбежный станок с электронной винтовой направляющей. На основе проверенных во всем мире зубодолбежных станков Gleason-Pfauter была разработана совершенно новая зубодолбежная головка с…
Сравнить
GLEASON PFAUTER GP200S
Зубодолбежный станок Gleason GP200S. это стандартный станок чрезвычайно компактной конструкции, используемый для обработки прямозубых и косозубых колес (внутренних и наружных), корончатых и конических зубчатых колес и глубоких канавок…
это стандартный станок чрезвычайно компактной конструкции, используемый для обработки прямозубых и косозубых колес (внутренних и наружных), корончатых и конических зубчатых колес и глубоких канавок…
Сравнить
GLEASON PFAUTER GP300S
Зубодолбежный станок Gleason GP300S. это стандартный станок чрезвычайно компактной конструкции, используемый для обработки цилиндрических и косозубых колес (внутренних и наружных), корончатых и конических зубчатых колес и зубчатых колес с глубоким шлицем… S Зубодолбежный станок, предназначенный для изготовления внутренних и наружных цилиндрических шестерен, а также других профилей и форм на цилиндрических заготовках, которые можно формовать. Спиральный ш…
Сравнить
GLEASON PFAUTER P 150 S
Семейство зубодолбежных станков Gleason сочетает в себе лучшие характеристики станков Gleason и Pfauter, а также новые инновации. Базовые концепции включают в себя множество мод…
Базовые концепции включают в себя множество мод…
Сравнить
GLEASON PFAUTER P 1600 S
Зубодолбежный станок, предназначенный для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которым можно придать форму. Возможность спирального формо…
Сравнить
GLEASON PFAUTER P 200 S
Gleason P 200 S Зубодолбежный станок. это стандартный станок чрезвычайно компактной конструкции, используемый для обработки цилиндрических и косозубых колес (внутренних и наружных), корончатых и конических зубчатых колес, а также зубчатых колес с глубоким углублением. S Зубодолбежный станок предназначен для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которым можно придать форму. Спиральный …
Сравнить
GLEASON PFAUTER P 2400 S
Gleason-Pfauter P 2400 S Зубодолбежный станок, предназначенный для изготовления внутренних и внешних цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которые можно формовать. …
…
Сравнить
GLEASON PFAUTER P 2800 S
Gleason-Pfauter P 2800 S Зубодолбежный станок, предназначенный для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которые можно формовать . Спиральный …
Сравнить
GLEASON PFAUTER P 300 S
Gleason – Pfauter P 300 S Зубодолбежный станок предназначен для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которые можно формовать. Также …
Сравнить
GLEASON PFAUTER P 3200 S
Gleason-Pfauter P 3200 S Зубодолбежный станок, предназначенный для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, которые можно формовать . Спиральный …
Спиральный …
Сравнить
GLEASON PFAUTER P 500 S
Зубодолбежный станок Gleason-Pfauter P 500 S основан на современной модульной системе и широком ассортименте принадлежностей с гибким применением. …
Сравнить
GLEASON PFAUTER P 600 ES
Gleason-Pfauter P 600 ES Новое поколение зубодолбежных станков предлагает новейшие разработки в технологии обработки с ЧПУ для данного диапазона диаметров заготовок. Они также предоставляют всем знакомые б…
Сравнить
GLEASON PFAUTER P 600 S
Зубодолбежный станок Gleason-Pfauter P 600 S основан на современной модульной системе и широком ассортименте принадлежностей с гибким применением. …
Сравнить
GLEASON PFAUTER P 800 ES
Gleason-Pfauter P 800 ES Новое поколение зубодолбежных станков предлагает новейшие разработки в технологии обработки с ЧПУ для данного диапазона диаметров заготовок. Они также предоставляют всем знакомые б…
Они также предоставляют всем знакомые б…
Сравнить
GLEASON PFAUTER P 800 S
Gleason-Pfauter P 800 S Зубофрезерный станок, предназначенный для изготовления внутренних и наружных цилиндрических зубчатых колес, а также других профилей и форм на цилиндрических заготовках, поддающихся формованию. Также подходит…
Сравнить
GLEASON PFAUTER P1200ES
Gleason-Pfauter P 1200 ES Новое поколение зубодолбежных станков предлагает новейшие разработки в технологии обработки с ЧПУ для данного диапазона диаметров заготовок. Они также предоставляют все знакомые …
Сравнить
GLEASON PFAUTER P400ES
Gleason-Pfauter P 400 ES Новое поколение зубодолбежных станков предлагает новейшие разработки в технологии обработки с ЧПУ для данного диапазона диаметров заготовок. Они также обеспечивают все знакомые б. ..
..
Сравнить
GLEASON PFAUTER P600S
Gleason-Pfauter P 600 S Зубодолбежный станок основан на современной модульной системе и широком ассортименте принадлежностей с гибким применением. Формовочные станки средней серии Pfauter …
Сравнить
ЗУБОПРОФИЛЬНЫЙ СТАНОК INDUPPLY СЕРИИ Y5
ЧПУ до 6 осей; Доступны индивидуальные версии для размещения вашей заготовки с дополнительными аксессуарами, такими как винтовая направляющая, задняя бабка, подъемный блок…; Доступна автоматика с автозагрузкой; …
Сравнить
J & W CC5150J
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: CC5150J Макс. диаметр заготовки внешняя шестерня 500мм внутренняя шестерня (установочный диаметр) 600 мм Макс. модуль 8мм Макс. ширина лица 125мм Макс. длина зубчатой рейки, подлежащая резке 630 мм …
Сравнить
J & W SCC51125J
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: SCC51125J
Макс. диаметр заготовки Внешний редуктор 1250мм
Макс. диаметр заготовки Внутренняя шестерня 1350мм
Макс.модуль 16мм
Максимальная длина хода 305 мм
Макс.ширина лица 280мм
Расстояние от реза…
диаметр заготовки Внешний редуктор 1250мм
Макс. диаметр заготовки Внутренняя шестерня 1350мм
Макс.модуль 16мм
Максимальная длина хода 305 мм
Макс.ширина лица 280мм
Расстояние от реза…
Сравнить
J & W SCC5180J
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: SCC5180J Макс. диаметр заготовки Внешняя шестерня 800мм Макс. диаметр заготовки Внутренняя шестерня 400+dmm Макс.модуль 12мм Максимальная длина хода 230 мм Макс.ширина лица 200мм Расстояние от отрезка…
Сравнить
J & W STC4220J
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: STC4220J Макс. Диаметр заготовки. 200мм Макс. модуль заготовки 8 мм (для осевого бритья) 8 мм Макс. модуль заготовки 8 мм (для погружного бритья) 6 мм Макс. центральное расстояние 500 мм Макс.ход…
Сравнить
J & W STC4232J
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: STC4232J
Макс.