Системы ЧПУ для станков: история, классификация
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве – значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с числовым программным управлением начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс – сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD–CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли

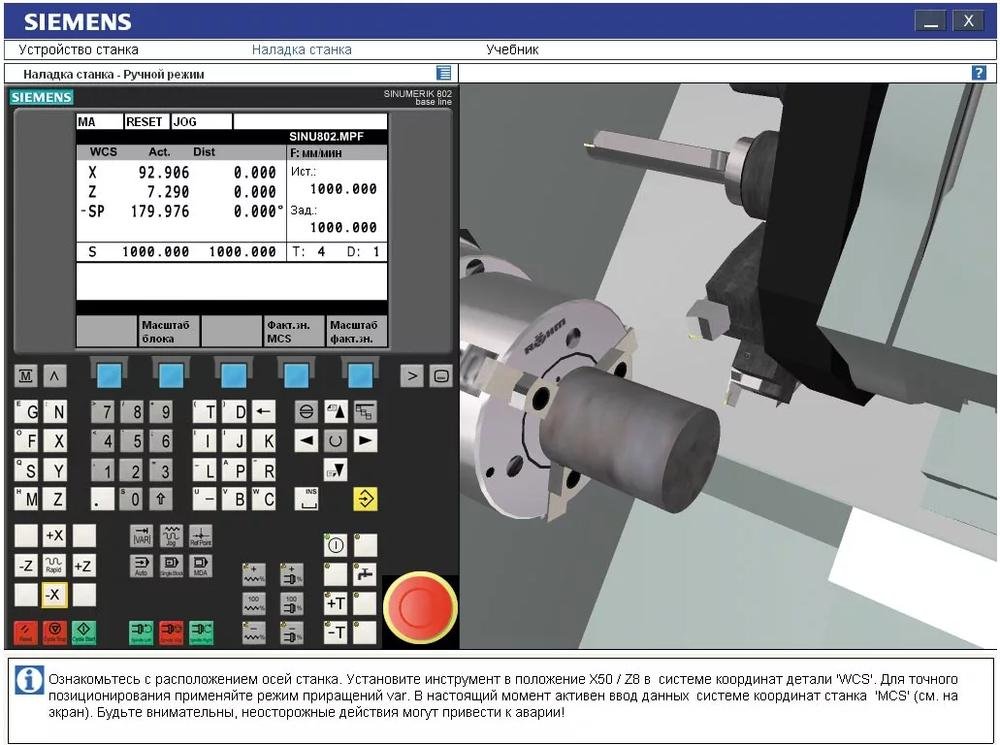
Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы на базе платформы Sinumerik 840D используются на самых ответственных процессах металлообработки, требующих высокой точности и быстродействия.

Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
 Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.

Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
 Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
kospas.ru
Классификация станков с ЧПУ, их виды и возможности

Введение
Станки с ЧПУ (числовым программным управлением) – это автоматизированные станки-роботы, которые могут производить операции по заданной программе без непосредственного участия человека. Такие станки являются важной частью современной автоматизации, применение которой необходимо для сохранения рентабельности и получения прибыли предприятиями, так как является важным условием обеспечения качества и скорости производства.
В этой статье мы рассказываем о том, какие бывают станки с ЧПУ, приводим классификацию их видов и описываем возможности.

Источник: Spectron Manufacturing
Станок с ЧПУ – это сложная программно-аппаратная система, которая может преобразовать блок сырьевого (исходного) материала в сложную деталь для дальнейшего использования в более крупном механизме или машине.
Содержание
Что такое станок с ЧПУ и как он работает?
Фрезерный станок с ЧПУ, фото: etsy.com
Самыми простыми словами станок с ЧПУ – это станок с компьютерным управлением.
Аббревиатура ЧПУ обозначает числовое программное (компьютерное) управление. В ЧПУ-станке обрабатывающий инструмент и заготовка исходного материала управляются с помощью компьютерной программы.
Полный процесс обработки с ЧПУ зависит от CAD и CAM. CAD означает автоматизированное проектирование, а слово CAM — автоматизированное производство.
С помощью CAD-программы создается трехмерный дизайн объекта, который станок должен изготовить, и с помощью CAM-программы эта виртуальная модель превращается в реальный трехмерный объект.
Современные станки с ЧПУ отличаются высокой точностью воспроизведения и могут значительно сократить сроки поставок.
Обычно, когда речь заходит о станках с ЧПУ, имеются в виду станки используемые в сфере промышленного производства. Эти машины создают вещи которые мы используем каждый день. Примеры станков с ЧПУ многочисленны — сюда входят фрезеры, лазерные резаки, граверы, станки электроэрозионной резки, токарные станки, плазмотроны, водорезы и многие другие.

Гидроабразивный станок (водорез) с ЧПУ, фото: r-gar.net
Формально в их число входят и 3D-принтеры, но аддитивное и экстрактивное производство принято разделять, потому — когда мы говорим о станках с ЧПУ, то имеем в виду механизмы, создающие деталь вычитанием лишнего материала из заготовки, а не добавлением нового. Экстрактивные процессы в производстве принято называть механической обработкой, сокращенно — механобработкой.
Наряду с 3D-печатью обработка на станке с ЧПУ является наиболее распространенным методом для создания прототипов из файла цифрового программного обеспечения.
Подобно 3D-печати, ЧПУ использует цифровые модели объектов из файла Computer Aided Manufacturing (CAM) или Computer Aided Design (CAD). Станок с ЧПУ работает, как робот, которому необходимо предоставить инструкции, которые он анализирует и выполняет.
Сначала создается двухмерная или трехмерная цифровая модель будущего объекта из файла CAD (автоматизированное проектирование), затем кодируется компьютерная программа, которую станок с ЧПУ сможет понять.
Источник: CAD-CAM Software
Когда код загружен, оператор станка выполняет тест, чтобы убедиться что в коде нет ошибок. Этот процесс известен как «пневматический подвод инструмента». Выполнение этой процедуры имеет большое значение, поскольку любая ошибка, которая теоретически может снизить скорость или точность обработки заготовки, будет обнаружена и исправлена.
Как только отладка завершена, программа вводится в постпроцессор, который преобразует ее в G-код (код, понятный машине — набор инструкций). G-код управляет всеми параметрами производимой операции, такими как координация, скорость подачи, местоположение и скорость инструмента.
Основные компоненты станков с ЧПУ
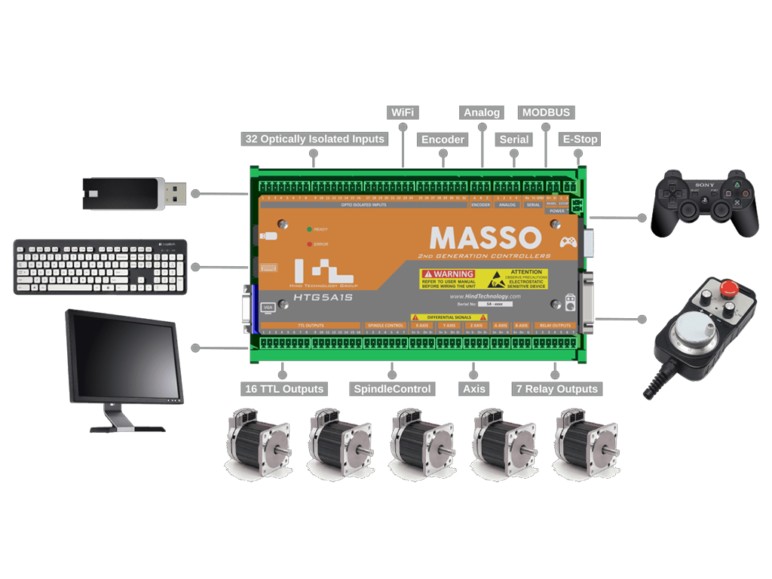
Фото: Компонеты ЧПУ, all3dp.com
Любой станок с ЧПУ, по существу, состоит из следующих компонентов:
- Программа обработки деталей. Программа обработки деталей представляет собой серию закодированных инструкций, необходимых для изготовления объекта. Программа управляет движением станка и включением/выключением вспомогательных функций, таких как вращение валика и подача охлаждающей жидкости. Закодированные инструкции состоят из букв, цифр и символов.
- Устройство для ввода данных. Устройство для ввода данных является средством ввода программы обработки детали в систему управления ЧПУ. Три наиболее часто используемых устройства ввода данных — это устройство ввода с перфоленты, устройство для считывания с магнитной ленты и компьютер при помощи стандартного интерфейса последовательной передачи данных (порт RS-232-C).
- Устройство управления станком. Блок управления станком (MCU) является сердцем системы ЧПУ. Он используется для выполнения следующих функций:
- Чтение закодированных инструкций.
- Расшифровка закодированных инструкций.
- Реализация интерполяций (линейных, круговых и спиральных) для генерации команд перемещения по осям.
- Передача команд движения оси в схемы усилителя для управления механизмами оси.
- Получение сигналов обратной связи положения и скорости для каждого привода оси .
- Реализация вспомогательных функций управления, таких как включение / выключение подачи охлаждающей жидкости, смена инструмента и т. д.
- Механизм привода. Механизм привода состоит из схем усилителя, приводных двигателей и шарико-винтовых передач. Основной блок управления подает управляющие сигналы (положение и скорость) каждой оси в цепи усилителя. Сигналы управления усиливаются для приведения в действие приводных двигателей, которые, в свою очередь, вращают шарико-винтовые передачи для правильного расположения стола станка.
- Машина-орудие. Числовое программное управление регулирует различные типы станков. Станок как правило имеет подвижный стол или рабочую голову с инструментом, положение которых друг относительно д
top3dshop.ru
Виды станков с ЧПУ. Рассматриваем основные
Станки с программным управлением представляют собой современное высокотехнологичное оборудование, функционирующее самостоятельно. За все рабочие процессы отвечают импульсы, посылаемые контроллерами к двигателям и исполнительным элементам. Весь пакет действий, от точки старта до точки завершения работы, прописан в специальной программе, которая заранее создана на компьютере, после чего сохранена в формате, подходящем для аппаратов с ЧПУ, и загружена в память устройства. Фактически, создание УП, ее перенос на станок, укладка материала и запуск оборудования — это и есть все действия, которые выполняет человек, обслуживающий компьютеризированные станки. Дальше требуется лишь периодически следить за ходом выполнения работ и собрать заготовки после завершения процесса.
Отсутствие так называемого человеческого фактора при выполнении операций и полностью автоматическое управление станками обеспечивают многократное повышение эффективности производства, увеличивают скорость и точность обработки, позволяют выпускать совершенно идентичные партии заготовок и изделий. Эти и многие другие достоинства станков с ЧПУ обеспечили им заслуженное уважение и сделали востребованными во всех областях, связанных с обработкой материалов и созданием товаров, предназначенных для производственных целей, повседневного использования, оказания услуг и прочего.
Самое распространенное оборудование с ЧПУ
Несмотря на то, что все современные станки управляются с компьютера (ноутбука, стойки с экраном и кнопками), они радикально отличаются между собой по назначению, инструменту, типу сырья для работы и еще некоторым факторам.
Наиболее часто используется пять разновидностей станочного оборудования, и, если распределить их по степени популярности, список будет выглядеть следующим образом:
Фрезерные станки
Многочисленная группа оборудования, предназначенная для выполнения различных операций с большим ассортиментом материалов. Это могут быть металлы, дерево, пластики, воск, пенопласт, гипс, кожа, камень, стекло и т. д. Рабочий инструмент (фреза) выполнен из металла и оснащен остро заточенными гранями, кромками или зубцами.
На фрезере можно сверлить, фрезеровать, гравировать, зенкеровать, пазовать, торцевать, шлифовать поверхности, растачивать отверстия, нарезать зубцы и выполнять еще множество операций инструментами, подходящими для этих целей.
Станки такого плана широко используют в металлообработке, работе с камнем, ювелирном деле, рекламном бизнесе, но особенно популярны они во всех сферах, связанных с обработкой древесины. Мебельное производство, изготовление лестниц, беседок, входных и межкомнатных дверей, выпуск изделий бытового и декоративно-прикладного характера, создание интерьерных украшений (большие и малые статуи, настенные панно с 3D-барельефами и тому подобное), производство подарков, сувениров и прочих изделий.
Лазерно-гравировальное оборудование
Лазерные аппараты являются главными конкурентами фрезерных станков и активно борются с ними за первое место в списке лидеров. Небольшое отставание объясняется лишь ощутимой пока еще разницей в стоимости между двумя типами устройств.
Достоинств у станков лазерной группы намного больше, чем у фрезеров. Сюда входит более высокая скорость, прецизионная, то есть, абсолютная точность обработки, единый режущий инструмент для всех типов операций, бесшумность и безотходность, отсутствие физического контакта с поверхностью, более широкий спектр материалов.
Главным и единственным инструментом лазерных станков выступает поток частиц высокой температуры. Линза, помещенная в инструментальную головку над рабочей поверхность, фокусирует поток в тончайший лазерный луч с малым диаметром и очень большой концентрацией мощности в зоне обработки. На поверхности материала лазер выглядит как крохотная точка, однако малые габариты совсем не мешают лучу мгновенно прожигать насквозь древесину, металлы и стекло. Помимо этих поверхностей лазерные станки подходят для обработки бумаги, картона, тканей и нетканых материалов, меха, пленки, пластмасс, ферронита и паронита, резины и т. д. Луч может не только резать, но и сверлить, гравировать, маркировать материалы, а, если говорить об оптоволоконных устройствах, то даже сваривать металлические поверхности.
Сфера применения лазерного оборудования с ЧПУ не менее широка, чем у фрезерных аппаратов и включает в себя те же самые области, дополненные легкой промышленностью, упаковочным и сувенирным производством, изготовлением печатей, уплотнительных прокладок, электронных плат, виниловых наклеек и т. д.
Режущие плоттеры с ЧПУ
Станки-плоттеры с компьютерным управлением стали настоящим спасением для типографских мастерских, швейных ателье и прочих предприятий, работа которых связана с раскроем тонких и деликатных материалов. Это могут быть виниловые пленки, кожа, бумага, картон, ткани и прочие им подобные поверхности.
Особенностью плоттеров, которые называют также каттерами, является режущий инструмент, который и дал оборудованию второе название. Он представляет собой острейший нож, закрепленный над рабочей зоной, который, в зависимости от типа, может перемещаться только в горизонтальной плоскости, совершать возвратно-поступательные движения или вращаться во всех направлениях.
Плоттерное оборудование предназначено для работы с листовыми и рулонными материалами и используется для обычного и сложноконтурного раскроя, вырезания аппликаций, узоров, надписей и виниловых наклеек.
infofrezer.ru
Устройство и принцип работы станков с ЧПУ, основы

Увеличение объемов производства требует автоматизации процессов, ведь с помощью этого экономится немало времени и ресурсов. Сегодня подробно разберем устройство и принцип работы станков с ЧПУ — одной из главных составляющих автоматизированного производства. О станках с ЧПУ и их работе читайте в этой статье.

Источник: mehanoobrabotka-zakazat.ru
Что такое станок с ЧПУ

Источник: traupmann-cnc.at
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись вручную механиками. С помощью ЧПУ компьютер управляет сервоприводами, которые приводят машину в действие.Таким образом, постоянного человеческого внимания не требуется, хотя для запуска станков все же необходимы операторы.

Источник: youtube.com
ЧПУ — это аббревиатура для термина “числовое программное управление”. В основе этого понятия — управление станком с помощью компьютера. Такие устройства являются своего рода роботами.

Источник: 3erp.com
ЧПУ обработка — это производственный процесс, в котором изготовление деталей происходит под управлением компьютерных программ. Ранее станки работали на основе гидравлической системы, которая обеспечивала производство одинаковых деталей по шаблону. Сейчас же программы могут контролировать все, от движений обрабатывающего центра до скорости шпинделя, включения/выключения охладителя и прочих функций. Применение в станках ЧПУ значительно облегчает задачу массового производства деталей.
Существуют различные виды устройств с ЧПУ, включая 3D-принтеры, фрезерные и лазерные станки, машины для водоструйной и электроэрозионной обработки, электронные разрядные станки, маршрутизаторы с ЧПУ и т. д. Далее мы детально разберем, как работают станки с ЧПУ.

Источник: cnctrianglestudio.com
Программисты ЧПУ пишут программы обработки деталей, используя специальный язык программирования G-Code. Программа обработки детали создается либо посредством написания кода с нуля, либо с помощью специального ПО — CAM, которое преобразовывает чертеж детали, созданный в программах CAD, в G-код.

Источник: roboticsandautomationnews.com
В течение длительного времени станки с ЧПУ использовались только в промышленности, из-за их высокой стоимости. Сегодня же на рынке представлено множество станков в доступном ценовом диапазоне, что позволяет как профессионалам, так и любителям обзавестись станком с ЧПУ для личных целей.
Основные составляющие станка ЧПУ

Источник: top3dshop.ru
Устройства ввода данных: используются для ввода программы обработки детали на станке. Существует три самых часто используемых вида устройств ввода: считыватель перфоленты, считыватель магнитных лент и компьютер, работающих через порт RS-232-C.

Источник: youtube.com
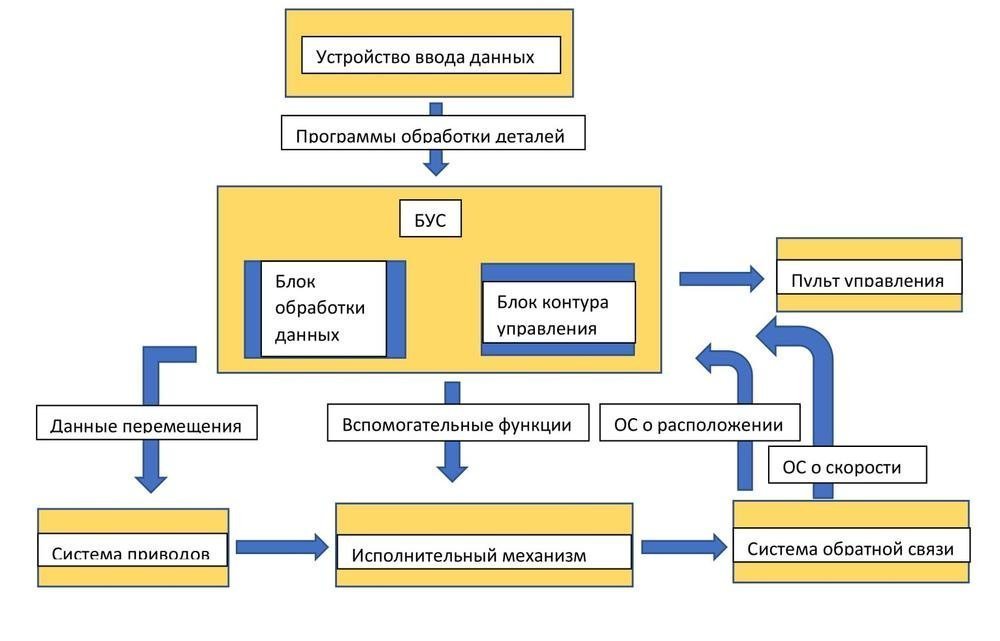
Блок управления станком (БУС) — это сердце станка с ЧПУ. Он выполняет все управление станка. Среди функций БУСа следующие:
- Чтение кодовых инструкций, вводимых в БУС;
- Расшифровка кодовых инструкций;
- Интерполяция (линейная, круговая и спиральная) для генерации команд движения оси;
- Передача команд движения оси в схемы усилителя, для управления механизмами оси;
- Получение сигналов обратной связи о положении и скорости каждой оси привода;
- Вспомогательные функции управления, такие как включение / выключение охладителя или шпинделя и смена инструмента.

Источник: haascnc.com
Исполнительный механизм: станок с ЧПУ зачастую имеет подвижный стол и шпиндель, для контроля положения и скорости. Стол станка управляется в направлении осей X и Y, а шпиндель — в направлении оси Z.

Источник: ittechreviewer.com
Система привода: состоит из схем усилителя, приводных двигателей и ШВП (шарико-винтового подшипника). Блок управления станком подает сигналы схемам усилителя о положении и скорости движения каждой оси. Затем сигналы управления усиливаются, чтобы привести в действие двигатели привода, которые вращают ШВП, чтобы настроить нужное расположение рабочего стола.

Источник: banggood.com
Система обратной связи: состоит из преобразователей, или датчиков. Ее также называют измерительной системой. Датчики непрерывно контролируют положение и скорость режущего инструмента. БУС принимает сигналы от этих преобразователей и использует разницу между исходными сигналами и сигналами обратной связи для генерации новых сигналов, с целью коррекции положения и скорости.
Пульт управления: на дисплее отображаются программы, команды и другие необходимые данные станка с ЧПУ. Может быть перемещен в удобное для оператора положение.

Источник: rilesa.com
На фото ниже — структурная схема станка:
Как работает ЧПУ станок

Источник:
top3dshop.ru
Конструктивные особенности токарных и фрезерных станков с ЧПУ

В этой статье мы рассказываем о конструктивных особенностях фрезерных и токарных станков с ЧПУ, их внутреннем устройстве и отличиях, возможностях и применении.
Что такое ЧПУ?
Источник: i.ytimg.com
Числовое программное управление (ЧПУ) — это метод автоматизации управления станками посредством использования программного обеспечения, встроенного в микрокомпьютер.
Программа содержит инструкции и параметры, которым будет следовать станок, сюда относятся скорость подачи материалов и позиционирование, скорость работы в целом. Фрезерные и токарные станки, маршрутизаторы, шлифовальные станки и лазеры являются основными группами станков, операции которых могут быть компьютеризированы с помощью ЧПУ.

Источник: scan2cad.com
В начале процесса инженеры налаживают систему автоматизированного проектирования (CAD) детали, которая будет изготовлена, а затем переводят чертеж в G-код. Программа загружается на микроконтроллер, и оператор выполняет тестовый запуск, чтобы обеспечить правильное позиционирование и производительность. Этот шаг очень важен, поскольку неправильная скорость или позиционирование могут повредить и машину, и деталь.
ЧПУ обеспечивает большую точность, сложность и воспроизводимость, по сравнению с ручной обработкой. К другим преимуществам относятся также большая скорость и гибкость, а также такие возможности, как контурная обработка, которая позволяет фрезеровать контурные формы, в том числе изготовленные в 3D-дизайне.

Источник: noesievolution.it
Некоторые системы ЧПУ интегрированы с CAD и программным обеспечением для автоматизированного производства, что позволяет ускорить процесс программирования микроконтроллера. Интеграция с программным обеспечением ERP и смежными приложениями, такими как программное обеспечение для управления активами предприятия, может облегчить процессы оперативного планирования и помочь улучшить производительность и техническое обслуживание завода.
Станок с ЧПУ: конструкция, основные составляющие

Источник: zavod-steel.ru
Общие особенности

Источник: rostov.stankoinkom.ru
Программа
Источник: sapr.ru
Программа, которая отдает команды компьютерам для выполнения определенных функций. Программа команд для станка с ЧПУ представляет собой пошаговый набор инструкций, который сообщает станкам, что им нужно делать.
Следуя этой программе, станок может повернуть часть металла, просверлить отверстие определенного диаметра, сформировать некую форму и т.д. Набор инструкций кодируется в числовой форме или в форме символов и записывается на определенном носителе, который может быть распознан блоком управления станка с ЧПУ. Раньше подобными носителями служили перфокарты, магнитные ленты и 35-миллиметровая кинопленка, но сегодня чаще всего используют носители типа переносного флеш-накопителя или прямая передача файлов на станок по внутренней сети предприятия.

Источник: stanovlenie.org
Эти программы написаны специалистом, который обладает определенными знаниями не только в области программирования, но и обработки. Человек должен знать различные этапы обработки, необходимые для изготовления конкретного изделия, уметь записывать эти этапы в виде программы, которая может быть понятна блоку управления станка с ЧПУ, который в конечном итоге направит станок на выполнение необходимых операций обработки.
Можно также ввести инструкции непосредственно в блок контроллера вручную, этот метод называется ручным вводом данных (MDI), который используется для очень простых задач. Существует также метод непосредственного цифрового управления (DNC), в котором компьютеры управляют станками напрямую, без использования переносных носителей информации.
Блок управления станком

Источник: prostanki.com
Блок управления состоит из электронных компонентов. Он распознает и считывает программу, а затем преобразует все это в механические действия станка. Таким образом, этот блок обеспечивает важную связь межд
top3dshop.ru
Как выбрать станок с ЧПУ, характеристики и назначение

Введение
С появлением станков с ЧПУ (числовым программным управлением) кардинально изменился подход к обработке материалов. На это есть несколько причин.
Во-первых, новый тип управления навсегда исключил ошибки, совершаемые в силу человеческого фактора при работе с ручными аналогами. Во-вторых, значительно увеличилась скорость производства. Еще одна причина это высокая точность обработки изделий. Такой станок является обязательным атрибутом на любом предприятии, которое занимается обработкой дерева, металла или других металлов. Учитывая немалую стоимость станка с ЧПУ, важно разобраться, какой чпу станок выбрать, чтобы правильно вложить средства и получить ожидаемые результаты.

Источник: spark-concepts.com
Здесь нужно учесть много факторов. Это и ваши потребности, и ваши возможности, правильное сочетание которых приводит к принятию верного решения. Как выбрать чпу станок, учитывая все особенности данной техники, читайте далее в статье.
Содержание
Основные критерии выбора станка
При выборе чпу станка мы предлагаем опираться на следующие критерии: назначение, технология обработки, технические характеристики, экономические факторы. Для начала разберем первую категорию.
Выбор по назначению

Источник: zlatamebel.ua
Это зависит от материала, с которым вы собираетесь работать. Исходя из этого станки бывают многоцелевые и специализированные.
Специализированные
Среди них:
- Станки по металлу (если вам нужен токарный станок с чпу по металлу, характеристики конкретной модели являются определяющим фактором, поскольку вам может подойти как фрезерный, токарный, так и лазерный станок с чпу. В дальнейшем, выбирая токарный станок с чпу, технические характеристики – это основное, от чего нужно отталкиваться).
- Станки по дереву (если вы задаетесь вопросом, какой чпу по дереву выбрать, то стоит рассмотреть фрезерные станки).
- Станки по пластику (если вам нужно обработать детали из пластика, стоит также рассмотреть фрезерный станок).

На фото: токарный станок. Источник: directindustry.com
Многоцелевые
Это станки, используемые для комплексной обработки изделий из разных материалов (металл, дерево, пластик, ПВХ).

Источник: esmec.ru
Выбор по технологии
Станки также классифицируются по технологии обработки материала, или характеру выполняемых работ. Следовательно, делятся на следующие виды:
Фрезерные
Их используют для обработки корпусных деталей. С помощью фрезерного станка чпу можно выполнить развертывание; нарезать, сверлить и растачивать резьбу; выполнять различные виды фрезерования (контурное, плоское, ступенчатое). Далее мы рассмотрим как выбрать фрезерный станок с чпу, учитывая их технические характеристики.

Источник: weiku.com
Лазерные
Станки для лазерной резки имеют огромное количество преимуществ по сравнению с механическим способом обработки материалов. Прежде всего, речь идет о точности контура: лазерный луч имеет очень высокую концентрацию мощности по площади (до 10 000 000 Вт/см2, при толщине зоны воздействия в 0,1 мм), благодаря чему имеем максимально точный контур резки или гравировки. Еще одно несомненное преимущество лазерных станков это минимальная потеря материала. Например, во время резки оргстекла стружка или пыль полностью отсутствует. Скорость также имеет значение, особенно для больших производств. Таким образом, покупка лазерного станка окупается за счет высокой скорости обработки деталей.

Источник: prakashoffset.com
Многофункциональные
Эти установки позволяют проводить несколько видов работ: фрезерные, токарные, расточные, сверление, нарезка резьбы. Основное преимущество многоцелевых станков состоит в том, что для разных видов обработки одной и той же детали не требуется ее переустановка на другой станок, соответственно, гарантируется максимальная точность обработки, заявленная производителем.
По этой же причине значительно сокращается время, затраченное на изготовление детали, поскольку не требуется передача изделия от одного станка к другому. Если деталь обрабатывается на разных станках, например на токарном и фрезерном, может понадобится изготовление приспособлений для ее закрепления, что является достаточно время- и ресурсозатратно. В случае с многоцелевыми станками чпу эта проблема решена по умолчанию.

Источник: top3dshop.ru
Как пример смотрите станок 3D МФУ Snapmaker ниже, в разделе Применение.
Токарные
Такие станки используются для механической обработки деталей из разных материалов в процессе вращения. С помощью такого оборудования можно создать заготовки конической, цилиндрической или сферической формы. Существует несколько видов токарных станков в зависимости от вида обработки деталей. Карусельные токарные станки используются для растачивания и точения невысоких деталей большого диаметра конической и цилиндрической формы. С помощью карусельных станков можно также подрезать торцы и проделывать канавки. Самый распространенный вид – токарно-винторезные станки – предназначены для мелко- и среднесерийного производства, а также для мастерских. Они используются для выполнения различных токарных работ, среди которых точение конусов и нарезание разных видов резьб (метрических, модульных, дюймовых, питчевых). Выбирая токарный станок с чпу, характеристики – это основной критерий, на который стоит обращать внимание.

Источник: top3dshop.ru
Выбор по техническим характеристикам
После того, как мы определились с назначением и технологией, самое время сфокусироваться на таком критерии, как технические характеристики станков чпу. Для того, чтобы выбрать самый лучший чпу станок, необходимо обратить внимание на несколько факторов.
Скорость работы и двигатель
В настоящее время скорость шпинделя обычного обрабатывающего центра составляет 4000 ~ 8000 об / мин, вертикальный высокоскоростной станок может достигать 20000 ~ 70000 об / мин, горизонтальный станок – 10000 ~ 20000 об / мин, при этом мощность двигатель шпинделя – в два раза больше. В зависимости от того, для каких целей будет использоваться станок, можно выбрать оборудование с разной скоростью обработки деталей. Например, для лазерной резки на промышленных предприятиях понадобится высокая скорость. При выборе чпу характеристики скорости – один из первых критериев, на который стоит обратить внимание.

top3dshop.ru
Функциональные составляющие (подсистемы) ЧПУ
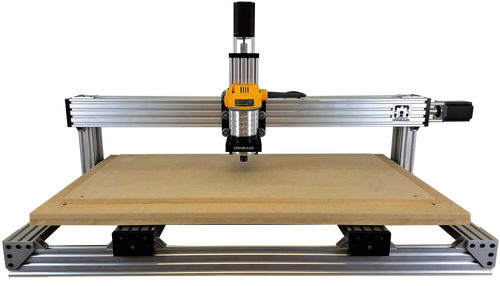
Для того чтобы сделать из обычного станка с ручным управлением станок с ЧПУ, необходимо внедрить определенные компоненты в его конструкцию. Недостаточно просто подключить станок к компьютеру, чтобы он работал по программе, – необходимо модернизировать механическую и электронную «начинку» станка. Давайте посмотрим, как устроена система ЧПУ (СЧПУ) на большинстве современных станков.
Условно СЧПУ можно разделить на три подсистемы:
- подсистему управления;
- подсистему приводов;
- подсистему обратной связи.
Далее в этом разделе мы подробнее остановимся на каждой из данных подсистем.
Подсистема управления
Центральной частью всей СЧПУ является подсистема управления. С одной стороны, она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой – взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки.
Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации.
Системы управления могут быть как закрытыми, так и открытыми, ПК-совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество – они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость.
В последнее время стало появляться все больше открытых, ПК-совместимых систем управления. Их аппаратная начинка практически такая же, как и у вашего домашнего персонального компьютера. Преимущество такого метода – в доступности и дешевизне электронных компонентов, большинство из которых можно приобрести в обычном компьютерном магазине, и в возможности обновления внутреннего программного обеспечения.
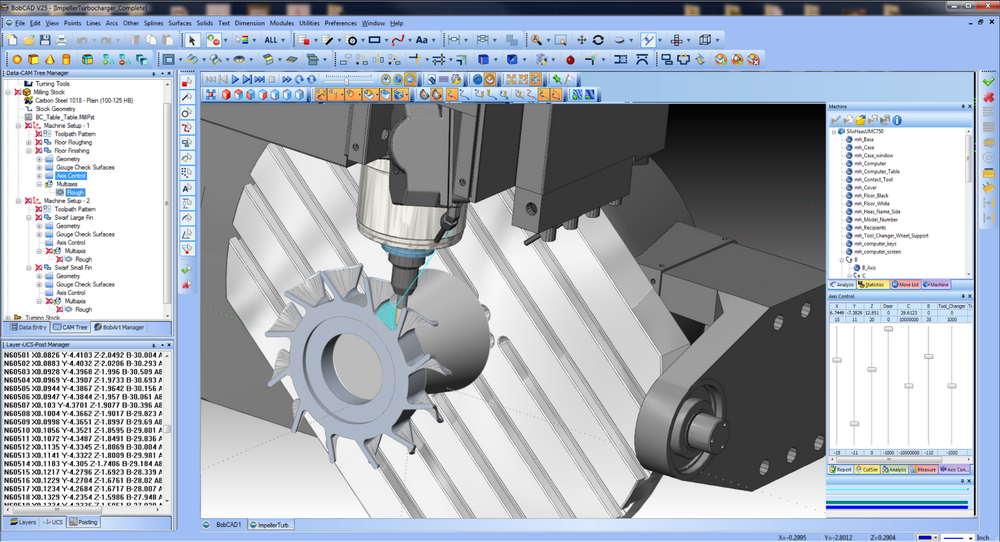
Самые современные СЧПУ могут быть оснащены CAM-системой, позволяющей автоматизировать процесс написания УП прямо на станке. Наиболее яркий пример – системы ЧПУ серии MAPPS IV японских станков Mori Seiki содержат встроенное программное обеспечение ESPRIT от компании DP Technology (США) и позволяют оператору не только создать УП любой сложности, но и произвести ее всестороннюю проверку.
Рис. 1.6. Стойка MAPPS IV c CAM-системой ESPRIT
Подсистема приводов
Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления – для реализации перемещения исполнительных органов станка.
Высокоточные ходовые винты
Важными компонентами подсистемы приводов являются высокоточные ходовые винты. Вы, наверное, знаете, что на станке с ручным управлением рабочий, вращая рукоятку, соединенную с ходовым винтом, перемещает рабочий стол. На днище стола укреплена гайка таким образом, что при повороте винта происходит линейное перемещение стола.
Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование.
Двигатели
Второй составляющей подсистемы является двигатель (а точнее – несколько двигателей). Вращение вала двигателя приводит к повороту высокоточного ходового винта и линейному перемещению рабочего стола или колонны. В конструкции станков используются шаговые электродвигатели и серводвигатели.
Шаговый электродвигатель – это электромеханическое устройство, преобразующее электрический сигнал управления в дискретное механическое перемещение. Существует несколько основных видов шаговых двигателей, отличающихся конструктивным исполнением:
- шаговые двигатели с переменным магнитным сопротивлением;
- шаговые двигатели с постоянным магнитным сопротивлением;
- гибридные двигатели.
Принцип работы у всех этих двигателей примерно одинаков и достаточно прост.
Шаговый двигатель с переменным магнитным сопротивлением имеет несколько полюсов на статоре и ротор из магнитно-мягкого материала (реактивный ротор). На рис. 1.7 показан двигатель, имеющий шесть полюсов на статоре, ротор с четырьмя зубьями и три независимые обмотки, каждая из которых приходится на противоположные полюса статора.
При подаче электрического тока в одну из обмоток ротор стремится занять положение, при котором возникший магнитный поток будет замкнут. То есть зубья ротора будут находиться прямо напротив тех полюсов статора, на обмотки которого подан ток. Если выключить ток в этой обмотке и подать его в следующую обмотку, то ротор повернется, чтобы в очередной раз замкнуть магнитный поток своими зубьями. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1, 2 и 3 обмотки, при этом шаг вращения для представленного двигателя составит 30°.
Рис. 1.7. Устройство шагового двигателя с переменным магнитным сопротивлением
Шаговый двигатель с постоянными магнитами состоит из статора с обмотками и ротора с постоянными магнитами. На рис. 1.8 показан двигатель, имеющий две пары полюсов статора и три пары полюсов ротора. При подаче электрического тока в одну из обмоток ротор займет положение, при котором разноименные полюса статора и ротора будут находиться напротив друг друга. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1 и 2 обмотки, при этом шаг вращения составит 30°.
Рис. 1.8. Устройство шагового двигателя с постоянными магнитами
Большинство современных шаговых электродвигателей являются гибридными, то есть сочетают достоинства двигателей с переменным магнитным полем и двигателей с постоянными магнитами, имеют гораздо большее число полюсов статора и зубьев ротора, что обеспечивает меньший шаг вращения.
Когда подсистема управления посылает шаговому двигателю электрический импульс, то происходит поворот на определенный угол, который зависит от конструкции двигателя (например, 0,7°). Если ходовой винт имеет шаг 1 мм, то один импульс заставит исполнительный орган станка линейно переместиться на 0,7/360 × 1 = 0,0019 мм. Эта величина называется разрешением системы, или ценой импульса. Нельзя переместить исполнительный орган на величину, меньшую, чем разрешение системы. Таким образом, вы видите, что существует прямая взаимосвязь между двигателем, ходовым винтом и точностью перемещений станка.
Простота конструкции и легкость управления сделали шаговые электродвигатели очень популярными. Основным минусом двигателей этого типа является их толчковая или дискретная работа, которая может привести к ухудшению качества чистовой обработки поверхностей и эффекту «ступенек» при выполнении обработки по наклонной прямой или дуге. Однако шаговые двигатели могут работать без использования дорогостоящей и сложной обратной связи. Это позволяет создавать недорогие, хотя и не высокоточные станки.
Самые современные станки с ЧПУ не оснащаются шаговыми двигателями. На смену им пришли серводвигатели, которые имеют более сложную конструкцию. Серводвигатели, в отличие от шаговых двигателей, работают гладко, имеют лучшие характеристики, но ими тяжелее управлять.
Для работы с серводвигателем необходимо наличие специальных контроллеров и устройств обратной связи, что, несомненно, приводит к увеличению стоимости станка.
Подсистема обратной связи
Подсистема обратной связи главным образом призвана обеспечивать подсистему управления информацией о реальной позиции исполнительного органа станка и о скорости двигателей. Подсистема обратной связи может быть открытого или замкнутого типа.
Системы открытого типа регистрируют наличие или отсутствие сигнала из подсистемы управления. К сожалению, они не могут дать информации о реальной позиции исполнительного органа и скорости двигателей, поэтому в современных станках с ЧПУ практически не используются.
Системы замкнутого типа используют внешние датчики для проверки необходимых параметров.
Функционирование системы ЧПУ
Мы рассмотрели по отдельности работу трех подсистем, составляющих основу СЧПУ. Теперь поговорим о функционировании всей системы в целом.
Программист создает управляющую программу, в которой содержится закодированная информация о траектории и скорости перемещения исполнительных органов станка, частоте вращения шпинделя и другие данные, необходимые для выполнения обработки. Подсистема управления читает эту программу, расшифровывает ее и вырабатывает профиль перемещения.
Профиль перемещения можно представить в виде графика, который показывает, в какой точке должен находиться исполнительный орган станка через определенные промежутки времени. В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель строго определенное количество электрических импульсов. Двигатель вращает ходовой винт, и исполнительный орган станка перемещается в указанную позицию (координату). Датчики обратной связи отправляют в подсистему управления информацию о действительной достигнутой позиции исполнительного органа. Происходит сравнение фактической и требуемой (теоретической) позиций. Если между ними есть разница (ошибка перемещения), то подсистема управления посылает скорректированное на величину ошибки число электрических импульсов на двигатель. Этот процесс повторяется снова и снова, пока исполнительный орган станка не достигнет требуемой позиции с определенной (очень высокой) точностью. Вообще, некоторая ошибка перемещения присутствовать будет всегда. Главное, чтобы она была настолько маленькой, что ей можно было бы пренебречь.
Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним задачу. Пусть требуется переместить рабочий стол прямолинейно, но не параллельно ни одной из осей станка (рис. 1.12). Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить между точками 1 и 2 множество опорных точек и двигать рабочий стол по этим точкам «ступенчато», попеременно включая подачу то по одной оси, то по другой. При этом нужно поддерживать такое соотношение скоростей движения по осям, чтобы траектория перемещения соответствовала заданной траектории. Работу по расчету этих промежуточных опорных точек выполняет специальное устройство, входящее в состав подсистемы управления, – интерполятор. Интерполятор непрерывно в соответствии с заданными перемещениями поддерживает функциональную связь между опорными точками и оценивает отклонения от заданной траектории, стремясь свести их к минимуму. Эти «ступеньки» имеют некоторое отклонение от заданной траектории перемещения. Величина отклонения полученной «ступенчатой» траектории будет равна или кратна цене импульса (разрешению) системы ЧПУ или импульса, формируемого датчиком обратной связи. Так как в современных станках разрешение системы ЧПУ приближается к 0,001 мм (1 мкм), то получаемое перемещение можно рассматривать как гладкое.
Рис. 1.12. При перемещении из точки 1 в точку 2 система ЧПУ строит множество опорных точек и перемещает исполнительный орган «ступенчато», попеременно включая подачу то по одной оси, то по другой
Рассмотренная интерполяция называется линейной. Если же необходимо выполнить перемещение по дуге, то интерполяция будет круговой (рис. 1.13). В случае перемещения по дуге выполняется так называемая линейная аппроксимация дуги, то есть замена дуги маленькими прямолинейными отрезками. Поэтому исполнительный орган станка также будет двигаться по «ступенчатой» траектории, которая визуально будет казаться абсолютно гладкой.
Рис. 1.13. Схема круговой интерполяции
planetacam.ru