Страница не найдена
Компания Metal Master предлагает широкий ассортимент станков для гибки листового металла. У нас вы можете купить листогиб, вальцовочный станок, листогибочный пресс, фальцепрокатное оборудование, роликовый листогиб, кровельный станок, зиговочную машину. Вся представленная техника полностью соответствует европейским стандартам качества.
Купленный станок прослужит долго, поможет на отлично справиться с поставленной задачей, позволит снизить время и повысить скорость выполнения требуемых операций.
На сайте можно подробно изучить:
- Технические характеристики оборудования;
- Описание станка;
- Фото и видео;
- Также ознакомиться со сферами применения и назначения рассматриваемой техники.
Вместе со станком поставляется подробная инструкция по управлению настройками и эксплуатации.
Преимущества гибочного оборудования от компании Metal Master
В зависимости от загруженности производства вы можете приобрести станок, как с ручным приводом, так и с электромеханическим или гидравлическим.
Оборудование позволит придать заготовке из металла необходимую форму и размер. Настройка станка под выполнение требуемой задачи не займёт много времени.
Высокопрочная конструкция рассматриваемой техники делает оборудование устойчивым даже к значительной эксплуатационной нагрузке. Представленные станки не боятся вибрационного и коррозионного воздействия. Гибка листового металла будет выполнена максимально точно.
Гибочное оборудование широко востребовано в таких сферах производства, как строительство, создание рекламных конструкций, приборостроение и машиностроение. Лёгкое и удобное создание стендов, букв, вывесок, полок, уголков, коробов, П-образных профилей, доборных элементов кровли, элементов водосточных и вентиляционных систем.
Эргономичность. Техника проста в эксплуатации. Не потребуется длительного времени на обучение работе за станком. Техническое обслуживание оборудования также не вызовет сложностей. С этой задачей вы вполне сможете справиться самостоятельно, не прибегая к помощи стороннего специалиста.
Когда нужен надёжный помощник, способный существенно повысить эффективность вашего предприятия, а также позволяющий снизить производственные издержки, связанные с потерей времени, усталостью рабочих, неэффективному расходу материала, тогда оптимальным решением будет обратиться в компанию Metal Master. Специалист поможет подобрать оборудование, предельно точно соответствующее реалиям вашего производства.
Сотрудничать с нами выгодно!
Занимаемся поставками металлообрабатывающей техники более 20 лет. Знаем свою работу на отлично. Поможем подобрать оборудование, как для небольшой ремонтной мастерской, так и для крупного промышленного предприятия.
Напрямую сотрудничаем с известными фирмами-производителями. Востребованное оборудование по приемлемым ценам. Регулярно проводим всевозможные акции на всевозможные модели станков. Покупайте необходимую технику ещё дешевле.
Наличие демо-зала. Вы всегда можете посмотреть, насколько хорошо требуемый станок справляется с поставленными задачами. Полученная информация позволит принять верное решение, о котором вы не пожалеете в будущем.
Полученная информация позволит принять верное решение, о котором вы не пожалеете в будущем.
Перед тем как поступить в продажу каждый станок проходит тестирование в различных режимах работы. Исключена вероятность покупки бракованного оборудования.
Быстрая доставка. В любой город РФ. Отгрузка в ТК в тот же день, когда средства будут перечислены на счёт нашей компании.
Остались вопросы или хотите сделать заказ? Позвоните по номеру: 8 (495) 730 30 64 или 8 (800) 555 05 40. Опытный менеджер предоставит подробные сведения о необходимой модели станка, поможет определиться с выбором, принять взвешенное и практичное решение.
Простой станок из уголка — для гибки листового металла
Для сгибания тонкого листового металла в домашних условиях можно использовать самодельный листогибочный станок. Чтобы его изготовить, нам потребуется обрезки металлолома, которые можно найти в любой мастерской.
В частности, мы будем использовать:
- строительный металлический уголок;
- круглую трубу;
- кусочки металла.


Также для крепления элементов конструкции нам понадобится крепеж в виде болтов, шайб и гаек.
Советуем прочитать статью: как сделать универсальный шлифовальный станок для мастерской.
Основные этапы работ
Первым делом необходимо будет изготовить основание и обжимной пуансон. Для этого отрезаем два одинаковых по длине отрезка металлического уголка. По краям заготовок вырезаем пазы под петли.
Далее прикладываем петли к уголкам, выставляем их в нужном положении, и привариваем.
В результате у нас получилось основание листогибочного станка и подвижная часть — обжимной пуансон, который будет сгибать листовой металл.
Далее необходимо будет изготовить прижимную планку. Для этого тоже понадобится металлический уголок.
Отрезаем заготовку нужной длины, сверлим по краям два отверстия. Предварительно в местах сверления отверстий необходимо будет сделать ровную площадку, обработав ребро уголка на шлифовальном или заточном станке.
Прижимную планку нужно будет прикрепить к основанию с помощью болтов и гаек.
В основании сверлим два отверстия, вставляем болты, на которые надеваем прижимную планку. Сверху надеваем две втулки из круглой трубы, и затем фиксируем прижим гайками.
Мастер использует обычные шестигранные гайки, но для удобства лучше использовать барашковые гайки.
На последнем этапе останется только изготовить ручку для обжимного пуансона.
Её можно сделать изогнутой (например, из круглой трубы) или прямой — из квадратной профильной трубы.
Все сварные швы зачищаем болгаркой и приступаем к покраске нашей самодельной конструкции. Гибочный станок готов, можно крепить его к поверхности рабочего стола.
Для крепления к основанию станка приварены кусочки металла («ушки») с отверстиями для болтов.
Подробно о том, как изготовить гибочный станок для гибки листового металла, вы можете посмотреть на видео ниже. Спасибо за внимание.
Оцените запись
[Голосов: Средняя оценка: ]Мне нравитсяНе нравитсяСамодельный листогибочный станок для окрашенной жести
На чтение 5 мин. Просмотров 24 Опубликовано
Просмотров 24 Опубликовано
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.
Схемы работы листогиба.В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести. Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба.
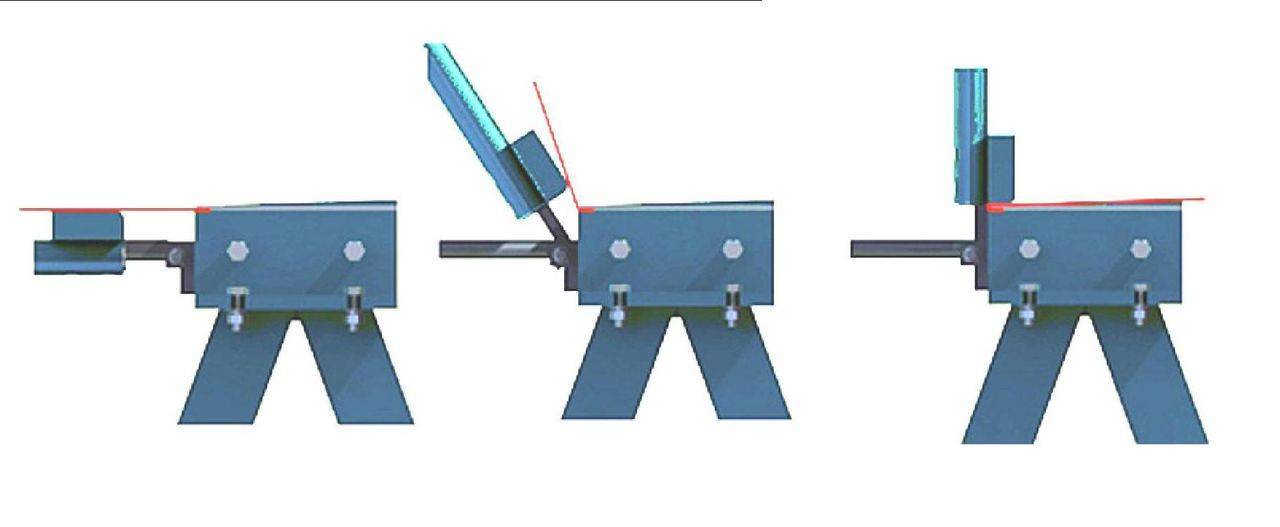
Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке. Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт). Листогиб с основанием (пуансон закрыт).
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.
Деталировка листогиба.Содержание деталировки самодельного листогибочного станка:
2. Щека;
3. Основание;
4. Кронштейн;
5. Прижим;
6. Ось;
7. Пуансон.
Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).
Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение).
 На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали. Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
Эпюра распределения напряжений в металле траверсы.Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.
Чтобы свести деформацию к минимуму, следует профиль усиливать.
Примеры конструктивного усиления профиля траверсы.
Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали. Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.
И заключительная операция – это смазка узлов трения. Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
Гибочный станок для металла RAS Turbo2Plus Сервис + Лизинг
RAS Turbo2Plus это новая модель в ряде листогибочных станков от компании RAS, которая пришла на смену ранее известному в России RAS Turbobend Plus. Листогибочный станок для металла RAS Turbo2plus это универсальный листогиб с электроприводом для гибки листового металла до 2,5 мм.
Заказать
Паспорт станка
Станок RAS Turbo2Plus оснащен новейшим ЧПУ позволяющим полностью симулировать и управлять станком. ЧПУ простое в использовании, позволяет импортировать и экспортировать файлы в различных форматах.
Используемое ЧПУ на станке RAS Turbo2plus – это лучшее что есть на данный момент в области симуляции гибки сложных заготовок. Время на програмирование новой заготовки минимально, просто и позволяет оптимизировать время на подготовку гибки заготовки. Станок оснащен рядом противозащитных систем как для станка, так и для оператора.
Гибочный станок для металла RAS Turbo2Plus автоматически
настраивается на необходимую толщину металла. Возможность гибки окрашенного
металла или металла с особенным покрытием. Запатентованная система листогиба с
электроприводом RAS Turbo2Plus компенсации
прогиба(бомбирования) позволяет работать с заготовками до 3000 мм включительно
и получать идеальные результаты.
Технические характеристики
| Характеристика | RAS 62.30-2 | RAS 62.25-2 |
| рабочая длина, мм | 3200 | 2540 |
| максимальная толщина, мм (400n/mm2) | 2 | 2,5 |
| >высота раскрытия балки, мм. макс | 280 | 280 |
| длина заднего упора прямой стол, мм | 6-1550 | 6-1550 |
| длина заднего упора Т образная форма стола, мм | 6 -3050 | 6 -3050 |
| автоматическая настройка на толщину | да | да |
| автоматическая настройка высоты под инструмент | да | да |
| ЧПУ | полная симуляция | полная симуляция |
| габариты, прямой стол | 4320х2600 | 3650х2600 |
| габариты, Т образный стол | 4320х4000 | 3650х4000 |
Видео по работе станка
 youtube.com/embed/46TTdhoRVRE” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>
youtube.com/embed/46TTdhoRVRE” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>Самодельный станок для гибки листового металла
Самодельный листогиб с чертежами
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Необычные инструменты в этом китайском магазине. Кэшбэк (возврат с покупок): до 90%.
Чертежи для данного листогиба были найдены в интернете. Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима. В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства , когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима. В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства , когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Как происходит работа на данном листогибе.
После того, как лист зажат, поднимается рычаг и легким движением происходит загиб. Изменением угла наклона рукояти можно регулировать глубину загиба. Если нужно загнуть полный угол, то, соответственно, рычаг поднимается больше. Получается совершенно ровной и прямой изгиб. Если изгиба осуществляется с запасом, то получается еще более ровно. Работа не занимает много времени. Сзади располагается столик, которого железо подается, на нём удобно отрезать лишнее.
Станок разбирается например можно снять столик. Весь листогиб разбирается на части, поэтому его легко переносить. В разобранном виде он легко помещается в багажнике автомобиля Волга.
Пояснения по конструкции листогиба
Отдельные узлы листогиба с комментариями. Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.
Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.
Рабочий стол или основание листогиба состоит из одной детали. Это швеллер. Чем длиннее заготовки, тем мощнее должен быть этот швеллер. В данном случае его длина составляет 1,5 метра. Если вы планируете гнуть заготовки в 1,5 раза больше, то швеллер должен быть установлен в два раза мощнее.
Вся основная работа происходит при помощи гибочной планки. К ней приварен массивный гибочный рычаг. Гибочная планка установлена на шарниры, которые особым образом врезаны. Она производит непосредственный гиб железа на нужный угол. Рекомендуется гибочную планку вместе с рычагом ориентировать так, чтобы она располагалась горизонтально. В таком случае рычаг должен находиться на уровне пояса. На многих заводских листогибах рычаг свешивается вниз вертикально, что создает большие неудобства при работе. Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Подъемное прижимное устройство это набор пружин от головки блока легкового автомобиля, вместе с шайбами, кольцами, чтобы отцентрировать все это устройство на резьбовой шпильки. Она не только прижимает прижимную планку, но и поднимает ее в то положение, когда верхняя гайка барашка отжата на нужный уровень подъема. Если вы оставляете гайку барашка, то планка поднимается и находится на некоторой высоте. Петли — шарниры это обычные гаражные шарниры. Шарнир должен встать в канавку до самой своей оси. Ось должна возвышаться от основания не более чем на 2 миллиметра. Уровень прижима регулируется барашком, который затягивается на шпильке, прижимая планку к листу железа. Под барашком находится гайка, к которой приварена проволока на 6 мм, образующая рычаг.
Указанная форма рычага выверена большим количеством выполненных работ с его помощью. На шпильку одевается большая гайка , которая свободная, не по резьбе. Далее одевается шайба от головки блока. Ни в коем случае не следует ставить мелкой резьбой наверх. Нужно учесть, что если сделать рычаг отходящим от гайки горизонтально, то он будет мешать работать с некоторыми видами заготовок. Поэтому лучше сделать форму, показанную на видео. Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее. Длина шпильки должно быть выверена. Необходимо сделать так, чтобы резьба полностью умещалась при отвернутом барашке в верхнее максимальное положение. Чтобы в прижимную планку могли войти пальцы и ладони хотя бы до половины. Какой высоты уровень подъема прижимной планки необходим.
Чертежи листогиба
Можно ли с помощью листогиба сделать коробку?
Предположим, имеется обрезок оцинковки, из которого и нужно сделать коробочку. Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
Сначала посмотрите на видео, как будет происходить весь процесс. Далее мастер объясняет теорию этого для больших коробок.
Самое главное, правильно сделать разметку будущего изделия. Будем считать, что условно нам нужна коробочка с бортами в 5 сантиметров. Для этого мы должны отложить на 5 сантиметров от каждого угла. Когда уже метки готовы, мы соединяем их с ранее отмеченными метками для того, чтобы проще было и точнее сделать необходимые на надрезы и не вырезать всё, а немного оставить для того, чтобы загнуть, заклепать или точечной сваркой заварить.
Когда разметка готова, нам необходимо сделать разрезы. Так как всё будет сделано на электроконтактной сварке, целесообразно оставить выпуски. То есть мастер оставляет предположительные линии реза. Выделенные части останутся на заготовке , то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Выделенные части останутся на заготовке , то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Еще пример разработки
Самодельный листогиб сделан из черного металла. Основание — швеллер на 12, к нему приварен шарнир, труба на 16. В гибочную валку врезан прут. Все это было приварено. Рычаг сделан усиленной конструкции. Гибочная балка сделана из 75 уголка. Половина полки обрезана. Прижимная балка выполнена из 75 уголка и усилена с одной стороны 50-м. Сделан дополнительный упор, так как балка посередине выгибалась. По краям проушина из 75 уголка, болт, пружины от клапанов. Сделан примитивный эксцентрик.
izobreteniya.net
Гибка листового металла своими руками
Комментариев:
Рейтинг: 34
Оглавление: [скрыть]
- В чем заключается технология гибки металла?
- Гибка металла своими руками
- Как изготовить скобу методом гибки
- Как своими руками изготовить станок для гибки металла?
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Вернуться к оглавлению
Вернуться к оглавлению
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
https://moyakovka.ru/youtu.be/-P4IOAVPaaU
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Вернуться к оглавлению
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
https://moyakovka.ru/youtu.be/uLPqia3Asv0
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
moyakovka.ru
Как сделать гибочный станок для листового металла?
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.
Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.

Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.

Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.
На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).

Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.
После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
metmastanki.ru
Как сделать гибочный станок для листового металла своими руками
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Общие понятия
Конструкция листогиба.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг – его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев – это разновидность приводного воздействия.Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек – минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов.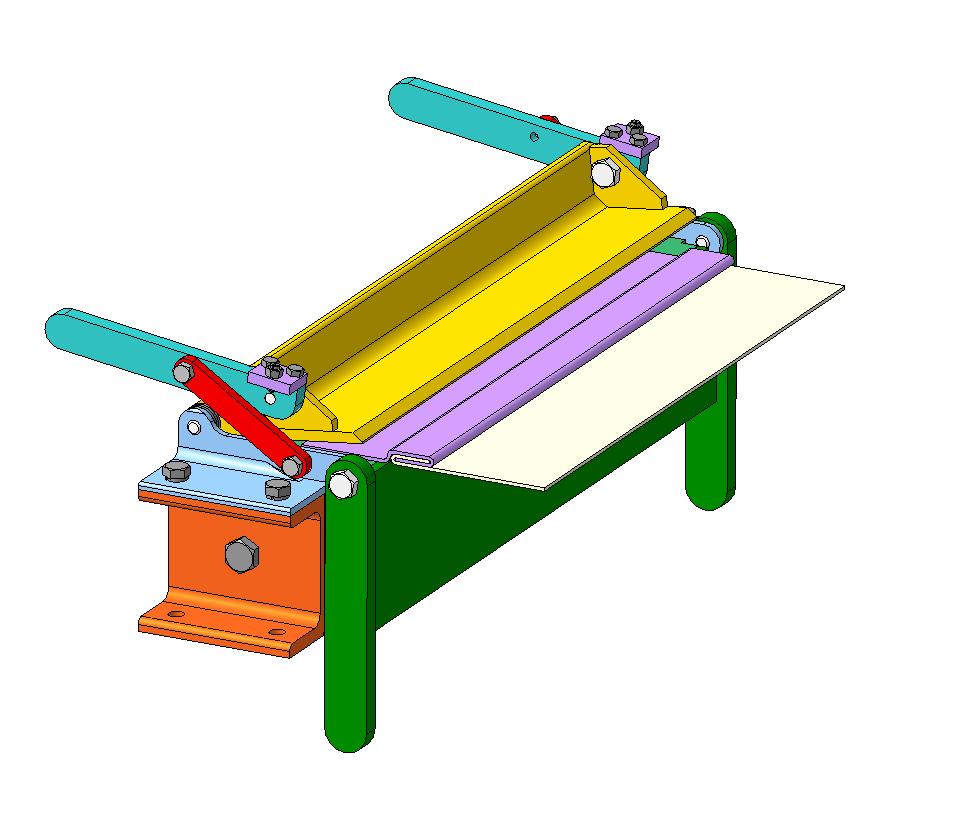 Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
Совет: Прежде, чем собираться рисовать чертежи, искать различные детали для будущего детища, очень важно определиться с выбором, выбрать то, что больше подходит именно для вас. Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий – допустимая толщина 0,7 миллиметра.
- Оцинковка – оптимальная толщина 0,66 миллиметра.
- Медь – допускается толщина в один миллиметр.

Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.
Разнообразие сгиба оцинкованного листа
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами. Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
Совет: Для создания пуансона лучше всего выбрать не металлический уголок, а швеллер. Всё потому, что швеллер выдерживает намного больше сгибаний, нежели уголок.Деталировка и процесс сборки
Вашему вниманию представлен процесс сборки, а также описание и местоположение деталей. При сборке вам непременно поможет сварочный аппарат. Швы после сварки необходимо обработать, чтобы швы были заподлицо с плоскостью детали, на которой этот шов расположен.Итак, рассмотрим детали, указанные на схеме сборки:
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.

После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность – залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Совет: В связи с тем, что работы будут производиться с железом, обязательно нужно оградить доступ к станку от детей и не оставлять рабочее место без присмотра! Также, всегда будьте на чеку, так как металл непредсказуемая штука!Видео
Обзор механического листогибочного станка
 youtube.com/embed/XICDoozENk8″/>
youtube.com/embed/XICDoozENk8″/>
Обзор сегментального станка листогиба
Обзор производства трапециевидного профнастила
Обзор изготовления равнополочного профнастила
Обзор производства металлочерепицы
Обзор сборки самодельного станка
stanki-info.ru
Ручной гибочный станок TAPCO MAX-I-MUM Port-O-Bender
Отличное решение и место для резки и гибки
тонколистового металла. Лучшая концепция для производства доборных элементов, а
также любых прямых профилей (не коробок). Обрабатываемый металл до 0,7 мм на максимальной
рабочей длине до 4400 мм. Не повреждает структуру и поверхность металла с полимерным покрытием. Станок
поставляется в комплекте с отрезным устройством, угломером, опорной стойкой,
ремкомплектом. Уникальная мобильность в сочетании с прочностью и
износостойкостью обеспечивается конструкцией из высокотехнологичных
анодированных легких сплавов.
Не повреждает структуру и поверхность металла с полимерным покрытием. Станок
поставляется в комплекте с отрезным устройством, угломером, опорной стойкой,
ремкомплектом. Уникальная мобильность в сочетании с прочностью и
износостойкостью обеспечивается конструкцией из высокотехнологичных
анодированных легких сплавов.
Тапко (рус.) – листогиб ручной, идеальное решение для гибки любых доборных элементов, профилей из тонколистового металла. Ручное гибочное оборудование Тапко это:
- Мобильность ручного станка благодаря легкому весу и разборной конструкции.
- Практичность благадаря возможности резки металла (дисковый нож в комплекте).
- Высокая точность и качество работы, а также возможность гнуть окрашенный материал не повреждая его покрытия.
| Модель станка | MAX 20-08 | MAX 20-10 | MAX 20-12 | MAX 20-14 |
| Длина гибки, мм | 2600 | 3200 | 3800 | 4400 |
| Толщина металла, (сталь, σв < 400 МПа), мм | 0,7 | 0,7 | 0,7 | 0,7 |
| Алюминий, мм | 0,8 | 0,8 | 0,8 | 0,8 |
| Максимальный угол гиба, град | 180 | 180 | 180 | 180 |
| Глубина подачи, мм | 480 | 480 | 480 | 480 |
TAPCO – MAX-I-MUM – самая спрашиваемая модель в линейке, этот станок всегда на складе.
1) Роликовый нож для резки металла – режет до 0,7 мм
2) Опорная стойка для листогибочного станка – разборная
3) Угломер позволяющий повысить точность гиба
4) Ремкомплект для устранения основных поломок
5) Видеодиск с фильмом о работе и сборке мобильного станка Tapco (содержит много примеров гибки профилей)
Другая информация из этого раздела:
Гибочное оборудование: электрические станки для гибки металлического проката
Гибка металла – это процедура, в результате которой заготовленная деталь принимает необходимую форму.
Происходит это благодаря растяжению наружных и сжатию внутренних слоев металлических изделия. Свои первоначальные размеры сохраняют лишь слои, которые находятся вдоль оси. Такая процедура производится специальными станками, с помощью которых из листов металла можно изготовить всевозможные короба, сегменты, уголки, стенды, различные профили и многое другое.
Автоматический гибочный станок с ЧПУ
На сегодняшний день существуют несколько видов гибки листового металла – воздушная гибка, чеканка или штамповка, гибка поворотной балкой, гибка по матрице, гибка валками.
Рассмотрим более подробно варианты станков, предлагаемые компанией «Стил Солюшен».
Гибочные станки с поворотной балкой. Их преимущества состоят в том, что сама деталь вовремя гибки удерживается прижимом на столе, и это уменьшает вероятность повреждения ее поверхности. Отклонения толщины металла не влияют на точность получаемого угла. Недостатком является ограничение по максимальной толщине и минимальной ширине детали, которая необходима для удержания ее прижимом.
Преимущества
Автоматический сегментный листогибочный станок или гибочный станок с ЧПУ обладает рядом преимуществ, прежде всего – это цифровое управление.
В случае опасного приближения немедленно срабатывает электронная защита. Лазерные лучи очерчивают зону опасности, и как только хотя бы одна из линий будет пересечена рукой либо иным предметом, движение режущего инструмента немедленно прекращается. Но это еще далеко не все плюсы, вы сможете загружать в листогибочный пресс с ЧПУ чертежи изделий с компьютера либо же выбирать в каталоге деталей. Положение зажима контролируется автоматически, также осуществляется регулировка скорости и угла. При желании вы сами сможете обновить программное обеспечение.
Но это еще далеко не все плюсы, вы сможете загружать в листогибочный пресс с ЧПУ чертежи изделий с компьютера либо же выбирать в каталоге деталей. Положение зажима контролируется автоматически, также осуществляется регулировка скорости и угла. При желании вы сами сможете обновить программное обеспечение.
Гидравлический станок позволяет эффективно распределять нагрузку на заготовку. Кроме того, гидравлический листогиб нетребователен к условиям эксплуатации. В свою очередь, приспособления с пневматическим приводом имеют меньшие габариты, чем электромеханические станки, и обладают высокой быстротой срабатывания. Кроме того, пневмоустройства выдерживают резкие перепады температурно-влажностного режима, и могут исправно функционировать без каких-либо поломок в течение длительного времени.
Трехвалковый или четырехвалковый гибочный станок оснащен несколькими валками, и предназначены для производства изделий цилиндрической, овальной и конической формы. Этот станок незаменим при серийном изготовлении конусов, дымоходов, желобов, водосточных труб и других металлических изделий. Основные преимущества вальцовочных машин – увеличенный рабочий диапазон, несколько скоростная рабочая система и подвижный вал. Чаще всего профессионалы пользуются валковыми агрегатами с пневматическим или гидравлическим приводом, хотя спросом пользуется техника и с другими видами привода. Такие гибочные станки имеют много разновидностей и сфер применения. Поэтому цена на листогибочный станок зависит от конструкции оборудования.
Этот станок незаменим при серийном изготовлении конусов, дымоходов, желобов, водосточных труб и других металлических изделий. Основные преимущества вальцовочных машин – увеличенный рабочий диапазон, несколько скоростная рабочая система и подвижный вал. Чаще всего профессионалы пользуются валковыми агрегатами с пневматическим или гидравлическим приводом, хотя спросом пользуется техника и с другими видами привода. Такие гибочные станки имеют много разновидностей и сфер применения. Поэтому цена на листогибочный станок зависит от конструкции оборудования.
Специалисты компании «Стил Солюшен» рассчитают по Вашему запросу технические характеристики листогибочного оборудования, необходимого для Вашего производства, а именно – какие станки вам необходимы, какой мощности и в каком количестве.
Мы имеем возможность изготовить и поставить для Вас гидравлический станок в любой комплектации, и различных модификаций:
- механические листогибы;
- электромеханические листогибы;
- станок гибочный для полосы;
- гидравлический листогибочный станок;
- гибочный станок для листового металла с чпу.

Чтобы купить листогибочный станок, а также узнать условия доставки и таможенного оформления оборудования поставляемое компанией «Стил Солюшен» вы можете отправить запрос на наш электронный адрес Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. и наши специалисты свяжутся с вами в самые кратчайшие сроки.
Таблица сгибов SolidWorks: Таблицы размеров листового металла
Из этой статьи вы узнаете, как использовать таблицу сгибов SolidWorks при работе с листовым металлом. Мы также рассмотрим, как можно создавать таблицы размеров листового металла для SolidWorks. Любой, кто работал с листовым металлом в прошлом, знает, что свойства листового металла, такие как допуск на изгиб, уменьшение изгиба, радиус изгиба, K-факторы, толщина и т. Д., Чрезвычайно важны.
Если деталь изготовлена или спроектирована с неправильными свойствами, то готовый продукт по своей сути также будет неправильным. Затем любые ошибки могут быть умножены при использовании в сборках, например ошибки в толщине листового металла, поскольку они основаны на весе листа, а не на толщине. В этом случае можно использовать SolidWorks, таблицы размеров листового металла используются, чтобы убедиться, что для различных используемых материалов выбрана правильная толщина, а также соответствующие свойства.
Затем любые ошибки могут быть умножены при использовании в сборках, например ошибки в толщине листового металла, поскольку они основаны на весе листа, а не на толщине. В этом случае можно использовать SolidWorks, таблицы размеров листового металла используются, чтобы убедиться, что для различных используемых материалов выбрана правильная толщина, а также соответствующие свойства.
Для создания конструкции из листового металла требуются три значения:
- Допуск на изгиб или уменьшение изгиба (указано в K-факторе)
- Радиус изгиба
- Толщина стенки
Настройка таблицы размеров листового металла для вашего проекта может значительно ускорить рабочий процесс, сделав выбор радиуса изгиба и правильной толщины стенки материала легко доступными.Выбор коэффициента К также можно автоматизировать с помощью таблицы размеров.
Допуск / вычет изгиба
Допуск на изгиб и вычет изгиба относятся к поведению металла в области изгиба. Известно, что металл деформируется и растягивается в области изгиба, и это важно учитывать при проектировании с использованием листового металла.
К-фактор – это самый популярный способ расчета допуска на изгиб и вычета изгиба, но есть несколько способов сделать этот расчет.Для целей этой статьи мы предположим, что К-фактор равен 0,5, вместо того, чтобы рассчитывать его по ходу дела.
Радиус изгиба
Радиус изгиба материала чрезвычайно важен при проектировании и оценке конструкции из листового металла. Радиус изгиба зависит от двух факторов; используемые инструменты и толщину стенок материала.
Примером одного инструмента, который можно использовать для гибки листового металла, является набор штампов и пуансонов. Эта установка будет установлена в прессе.
Пример стандартной настройки пуансона и матрицы. Источник: The Fabricator Изучив эту схему, мы можем увидеть, что V-образный штамп расположен в нижней части пресса, а листовой металл лежит поверх штампа. Пуансон находится над матрицей и листовым металлом в верхней части пресса. Когда пуансон прижимается, он заставляет листовой металл принимать форму матрицы.
И матрица, и пуансон будут иметь радиус на пике своей v-образной формы, и это будет определять тип изгиба, который образуется в металле.Это называется изгибом снизу и является одним из многих способов изгиба листового металла.
Неважно, какой тип изгиба используется в процессе, необходимо сосредоточить внимание на создаваемом радиусе изгиба. Это снова будет зависеть от толщины стенки материала и конкретного используемого метода гибки.
Толщина стенки
Толщина стенки листового металла может быть выражена в виде калибровочного значения, например 10, 12 или 16ga. Чтобы узнать, что означают значения с точки зрения толщины стенки, необходимо обратиться к таблицам, например следующим ( Примеры таблиц размеров листового металла для определения толщины металла по размеру толщины.Источник: Металлические супермаркеты ():
Как видно из приведенных выше таблиц, номер калибра можно использовать для определения толщины каждого металла. Подобные таблицы доступны для всех материалов. Важно отметить, что толщина стенок может быть разной, и они могут сбивать с толку при вводе данных в SolidWorks. Остерегайтесь ошибок!
Создание таблиц размеров листового металла
Таблицы размеров листового металла доступны для пользователей SolidWorks и являются бесценным инструментом.Одну из этих таблиц можно создать, сначала открыв Microsoft Excel и создав общую таблицу, включающую все данные, которые мы обсуждали в последних трех разделах; Толщина стенки, радиус инструмента и коэффициент К. Мы можем использовать значения из приведенных выше таблиц толщины листового металла, чтобы получить следующее:
Приведенная выше таблица типична для той, которую для удобства можно увидеть в магазине листового металла. Если у вас не было таблицы размеров листового металла в SolidWorks, то это была бы ваша ссылка на каждый раз, когда вам нужно ввести значения в программу.
Теперь нужно будет создать в Excel еще три таблицы, по одной для каждого металла, они будут в следующем виде:
Таблица калибров для листового металла из нержавеющей сталиТаблица для калибров для листового алюминия из оцинкованной стали Таблица для толщины листового металла из оцинкованной стали Как только три таблицы будут иметь правильный формат, как указано выше, SolidWorks сможет ее прочитать.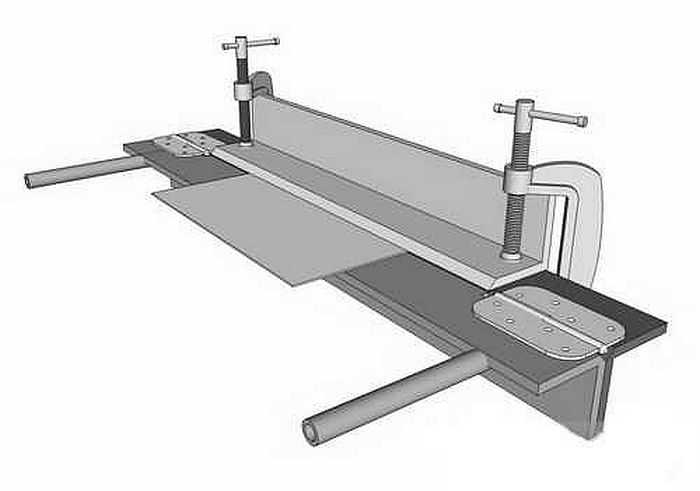 Обратите внимание, что как только вы это сделаете, вы можете просто скопировать файл и изменить значения для различных материалов.
Обратите внимание, что как только вы это сделаете, вы можете просто скопировать файл и изменить значения для различных материалов.
Теперь сохраните все это в отдельных файлах Excel и сохраните их в одной папке.
После сохранения трех файлов Excel необходимо сообщить SolidWorks, где находятся файлы. Откройте программу SolidWorks, выберите ОПЦИИ / ПАРАМЕТРЫ СИСТЕМЫ / РАСПОЛОЖЕНИЕ ФАЙЛОВ. В раскрывающемся меню выберите «Таблица размеров листового металла» и выберите расположение файлов Excel.
Теперь мы будем использовать эти таблицы размеров листового металла в новом проекте SolidWorks!
Использование таблиц размеров листового металла для проектирования
Таблицы размеров листового металла теперь созданы и могут быть распознаны SolidWorks.Теперь они готовы к использованию для проектирования в SolidWorks. Для этого упражнения мы создадим алюминиевый U-образный канал 18 калибра, который имеет длину 1,5 x 6 x 10 дюймов.
Начните с создания простого трехлинейного эскиза в SolidWorks, используя указанные выше размеры.
Когда это будет завершено, мы можем перейти к «Базовой фланце / выступу» на вкладке «Листовой металл».
Глубину U-образного канала можно ввести как 10 дюймов, как указано выше, см. Ниже:
Когда вы дойдете до этой точки, вы должны принять во внимание первые три пункта этой статьи;
- Допуск / вычет изгиба i.е. К-фактор
- Радиус изгиба
- Толщина стенки для алюминия 18 калибра
Мы уже договорились, что K-фактор будет постоянным на уровне 0,5 на протяжении всей статьи, поэтому давайте сосредоточимся на правильном вводе двух других значений.
Если бы таблицы размеров листового металла еще не были созданы и исследованы, сейчас самое время уйти и потратить часы, пытаясь найти необходимую информацию для завершения проектирования. Затем эти значения придется вводить вручную, что оставляет место для ошибок.Но мы прилежные инженеры и уже создали свою!
В том же меню «Базовый фланец», в котором вы ввели глубину глухого отверстия, мы можем установить флажок «Использовать таблицу размеров» внизу, что означает, что мы хотели бы использовать наши собственные таблицы размеров.
Рядом с этим флажком появится раскрывающееся меню. После выбора три файла должны появиться в лучшем случае «вот тот, который я сделал ранее». Выберите алюминиевый измерительный стол, так как он является нашим материалом для этого примера.
Теперь установите калибр 18 в раскрывающемся меню «Параметры листового металла». Как только это будет выбрано, вы увидите, что толщина стенки автоматически заполняется с использованием данных из нашей таблицы размеров листового металла. Это изменится на подходящее значение в зависимости от того, какой калибр выбран.
В последнем раскрывающемся меню в самом низу меню необходимо выбрать радиус изгиба из вариантов, взятых из нашей таблицы. Они снова зависят от текущего проекта и конкретных инструментов, которые будут использоваться.Легко увидеть, как наличие таблиц размеров листового металла экономит время в подобном процессе. Данные берутся прямо из файла Excel, и их не нужно вводить вручную после завершения подготовительных работ перед началом проектирования.
Теперь можно щелкнуть зеленую галочку, и мы можем быть уверены, что были выбраны правильные свойства для материала, который используется в нашем проекте, и были установлены правильные параметры для изгиба.
Таблица размеров листового металла – важный инструмент для экономии времени, когда профессионал работает над проектированием листового металла и нуждается в данных на кончиках пальцев.Это также снижает количество ошибок, гарантируя, что используются правильные свойства и толщина материала, а радиус изгиба соответствует применяемому требуемому инструменту. Важно отметить, что существующие таблицы размеров листового металла всегда можно обновить и улучшить, добавив больше информации, например, большего количества калибров для материала или различных радиусов изгиба для инструментального оборудования.
Вы когда-нибудь использовали таблицу размеров листового металла до этого урока? Пожалуйста, дайте нам знать о проектах, над которыми вы работали, используя эту ценную технику, и если у вас есть что добавить к этой статье, мы будем рады услышать это в разделе комментариев!
Также читают:
SolidWorks
Расчеты
Как настроить таблицы размеров листового металла
При работе в SOLIDWORKS для создания конструкций из листового металла нам часто необходимо знать три важных значения:
- Толщина стенки листового металла
- Радиус сгиба листового металла по умолчанию
- Допуск на изгиб / уменьшение изгиба листового металла (указывается в К-факторе)
Настроив и используя таблицу размеров листового металла, мы можем ускорить процесс выбора правильной толщины стенки (на основе значения толщины) и выбора правильного радиуса изгиба (на основе доступного инструмента). Мы также можем автоматизировать процесс выбора подходящего К-фактора.
Мы также можем автоматизировать процесс выбора подходящего К-фактора.
Толщина стенки из листового металла
Мы часто видим спецификацию толщины стенок листового металла в виде калибровочного значения. Некоторые примеры: 10га, 12га или 16га. Но что означают эти калибровочные значения с точки зрения толщины стенок листового металла? Чтобы ответить на этот вопрос, нам часто нужно искать значения в таблице.
Рис. 1. Пример справочной таблицы для поиска толщины листового металла на основе калибра и материала.Первоначально размещено по адресу www.unc.edu/~rowlett/units/scales/sheetmetal.html .
Как видно на Рисунке 1, значение калибра будет переведено на определенную толщину стенки. Эта толщина стенки будет разной в зависимости от используемого материала. Эти различия бывает сложно отследить, и при поиске значения и ручном вводе этого значения в SOLIDWORKS могут возникнуть ошибки.
Радиус изгиба листового металла
Вторым важным числом при создании конструкций из листового металла является значение радиуса изгиба. Радиус изгиба конструкции из листового металла будет зависеть от толщины стенок детали и имеющихся в наличии инструментов.
Радиус изгиба конструкции из листового металла будет зависеть от толщины стенок детали и имеющихся в наличии инструментов.
Рис. 2. Вид в разрезе типичного штампа и штампа, используемого для создания изгибов листового металла.
На рис. 2 показан типичный пуансон и штамп, используемый для гибки листового металла. Этот пуансон и матрица устанавливаются в пресс. V-образная матрица будет установлена в нижней части пресса, а пуансон будет установлен в верхней части пресса.Плоский листовой металл будет помещен между пуансоном и V-образной матрицей, а пресс будет принудительно закрываться, образуя изгиб в листовом металле.
Пуансон и V-образная матрица будут иметь радиус на вершине, и эти радиусы вызовут определенный радиус изгиба листового металла. Этот метод (известный как гибка снизу) – лишь один из многих доступных методов создания радиуса изгиба в конструкции из листового металла.
Независимо от метода гибки, дизайнер часто задает вопрос: «Какой радиус изгиба мне следует использовать?» Ответ на этот вопрос будет зависеть от толщины листового металла и имеющихся инструментов, используемых в процессе гибки.
Допуск на изгиб / Уменьшение изгиба
Третий и последний вопрос, который задаст проектировщику SOLIDWORKS, работающему с листовым металлом, – «Как металл растягивается / деформируется в области изгиба?» Явление растяжения листового металла в области изгиба часто называют «вычетом изгиба» или «допуском на изгиб». Существует множество методов, позволяющих рассчитать, какой должна быть «поправка на изгиб» или «допуск на изгиб» в этих областях изгиба, но один из наиболее универсальных методов известен как K-фактор.
Мы могли бы посвятить целый блог описанию различных вариантов / методов, используемых при вычислении соответствующего значения для представления растяжения листового металла в областях изгиба. Вместо этого мы упростим эту область блога, согласившись работать со значением K-фактора 0,5.
Таблицы размеров листового металла
Отличным инструментом, доступным пользователям листового металла SOLIDWORKS, является «Таблица размеров листового металла». В этой таблице пользователи могут настроить электронную таблицу Microsoft Excel для представления соответствующей толщины стенок из листового металла на основе значений материала и толщины.Пользователи также могут указать доступный радиус изгиба по умолчанию в зависимости от доступного инструмента. Наконец, пользователи могут указать соответствующий коэффициент К для представления растяжения листового металла в согнутых углах.
В этой таблице пользователи могут настроить электронную таблицу Microsoft Excel для представления соответствующей толщины стенок из листового металла на основе значений материала и толщины.Пользователи также могут указать доступный радиус изгиба по умолчанию в зависимости от доступного инструмента. Наконец, пользователи могут указать соответствующий коэффициент К для представления растяжения листового металла в согнутых углах.
Для сегодняшнего примера мы создадим три таблицы размеров листового металла, представляющие следующие материалы и значения толщины:
Рис. 3. Таблица различных материалов, толщины и радиусов по умолчанию.
На рисунке 3 мы видим таблицу, которая может присутствовать в цехе листового металла.Без таблицы размеров листового металла в SOLIDWORKS всякий раз, когда мы создаем модель листового металла, нам пришлось бы ссылаться на эту таблицу и вручную вводить значения в SOLIDWORKS.
Теперь мы собираемся создать в Excel три разные таблицы, каждая из которых представляет свой материал.
Таблицы необходимо отформатировать в следующем формате:
Рис. 4. Макет таблицы размеров стандартной листовой стали в Excel.
Рисунок 5.Макет таблицы размеров оцинкованного стального листа в Excel.
Рис. 6. Макет таблицы размеров алюминиевого листового металла в формате Excel.
На рисунках 4, 5 и 6 мы можем увидеть соответствующий макет Excel для таблицы размеров листового металла, используемой программным обеспечением SOLIDWORKS. Имейте в виду, что после создания одной электронной таблицы Excel вы можете «сохранить как» и изменить значения для следующего материала.
Мы сохраним все эти таблицы Excel в одну папку.Я буду использовать папку на моем диске C.
Расположение таблиц размеров листового металла в формате Excel.
Теперь, когда мы сохранили электронные таблицы Excel в одной папке, нам нужно указать на эту папку в программе SOLIDWORKS. Мы запускаем программу SOLIDWORKS и выбираем ПАРАМЕТРЫ> ПАРАМЕТРЫ СИСТЕМЫ> РАСПОЛОЖЕНИЕ ФАЙЛОВ. В раскрывающемся меню выбираем «Таблицы размеров листового металла» и указываем на соответствующую папку.
В раскрывающемся меню выбираем «Таблицы размеров листового металла» и указываем на соответствующую папку.
Указывает SOLIDWORKS на папку, содержащую таблицы размеров листового металла.
Далее мы будем использовать наши таблицы размеров листового металла в новой конструкции листового металла SOLIDWORKS.
Использование таблиц размеров листового металла в SOLIDWORKS
Мы создали таблицы размеров листового металла в Excel в соответствующем формате. Мы сохранили таблицы в папку в Windows и указали SOLIDWORKS на эту папку. Теперь мы готовы использовать эти таблицы размеров листового металла. Наша конструкция из листового металла будет использовать следующие характеристики: Алюминиевый U-образный канал 10ga с размерами 1.5 х 6 х 10 дюймов в длину.
Мы начнем с создания простой конструкции из листового металла с трехлинейным эскизом.
Простой трехлинейный эскиз для проверки наших таблиц размеров листового металла.
Затем мы выберем команду Base Flange / Tab на панели инструментов листового металла.
Начало команды “Базовый фланец / выступ”.
Теперь мы введем глубину 10 дюймов для нашей детали из листового металла.
Мы установили направление 1, чтобы использовать глухую глубину 10 дюймов.
На этом этапе нам нужно будет ответить на три наших вопроса сверху:
- Какая толщина стенки у алюминия 10га?
- Какой радиус изгиба использовать?
- Что такое К-фактор?
Мы договорились, что будем использовать K-фактор 0,5, поэтому давайте сосредоточимся на двух других вопросах.
Без таблицы размеров листового металла SOLIDWORKS ответы на эти вопросы потребовали бы исследования – часто трудоемкого исследования .Нам нужно будет найти значения толщины и радиуса стенки и ввести их в SOLIDWORKS вручную. С помощью таблицы размеров листового металла процесс упрощается до нескольких щелчков мышью.
Сначала мы выбираем вариант использования таблицы размеров.
Установите флажок, чтобы использовать таблицу размеров.
Далее мы используем раскрывающееся меню для выбора соответствующей таблицы. В нашем случае мы будем использовать таблицу для АЛЮМИНИЯ-ДЮЙМ.
Выберите соответствующую таблицу размеров листового металла.
Далее нам просто нужно выбрать указанную ширину 10.
Рисунок 7. Выберите указанное значение шкалы.
Как мы видим на рисунке 7, нам просто нужно выбрать «10 Gauge», и соответствующая толщина стенки («0,102 дюйма») будет выбрана автоматически. Конечно, если бы мы выбрали другую таблицу размеров листового металла для другого материала (например, оцинкованной стали), толщина стенки для «10 Gauge» была бы другим значением.
Наконец, мы выбираем желаемый радиус изгиба по умолчанию.
Рис. 8. Выбор радиуса изгиба из предварительно заданных вариантов.
На рисунке 8 мы видим, что у нас есть только три доступных варианта для радиуса изгиба по умолчанию. Эти варианты будут определены в нашей таблице размеров листового металла в зависимости от доступного инструмента и толщины стенки материала. Это значительно экономит время, поскольку гарантирует, что разработчик SOLIDWORKS случайно не создаст модель с радиусом изгиба, которую невозможно изготовить с помощью доступных инструментов.
Это значительно экономит время, поскольку гарантирует, что разработчик SOLIDWORKS случайно не создаст модель с радиусом изгиба, которую невозможно изготовить с помощью доступных инструментов.
Теперь мы можем нажать на зеленую галочку и двигаться дальше с нашей конструкцией из листового металла, будучи уверенными в том, что мы используем правильную толщину стенки и соответствующий радиус изгиба.
Используя таблицу размеров листового металла SOLIDWORKS, мы можем сэкономить время, исключив необходимость поиска значений толщины листового металла для различных материалов. Мы также можем гарантировать, что соответствующий радиус изгиба листового металла используется в процессе проектирования и что этот радиус изгиба может быть достигнут в производственных процессах. Это также может значительно сэкономить время и помочь нам быстрее вывести нашу продукцию на рынок за счет устранения распространенной ошибки, связанной с использованием нереалистичного радиуса изгиба.
Помните, что мы всегда можем добавить информацию в существующую таблицу размеров листового металла SOLIDWORKS (путем редактирования электронной таблицы Excel), включая новые размеры размеров и новые значения радиуса изгиба. Мы также можем взять одну таблицу размеров листового металла и «сохранить как», чтобы создать новую таблицу размеров для нового материала.
Мы также можем взять одну таблицу размеров листового металла и «сохранить как», чтобы создать новую таблицу размеров для нового материала.
Об авторе
Тобиас Ричард (Tobias Richard) – инженер по элитным приложениям SOLIDWORKS из Филадельфии. Он работает с программным обеспечением SOLIDWORKS с 1998 года и предоставляет обучение, техническую поддержку, а также дает советы и рекомендации с 2001 года.
Допуск на изгиб – SheetMetal.Me
Понимание допуска на изгиб и, следовательно, уменьшения изгиба детали – важный первый шаг к пониманию того, как изготавливаются детали из листового металла. Когда листовой металл подвергается процессу изгиба, металл вокруг изгиба деформируется и растягивается. По мере того, как это происходит, вы получаете небольшую общую длину вашей части. Точно так же, когда вы пытаетесь разработать развертку, вам придется сделать вычет из желаемого размера детали, чтобы получить правильный размер развертки. Допуск на изгиб определяется как материал, который вы добавляете к фактической длине ног детали, чтобы получить развертку. Длины плеч – это часть фланца, выходящая за пределы радиуса изгиба. В нашем примере ниже деталь с длиной фланца 2 дюйма и 3 дюйма с внутренним радиусом 0,250 дюйма под углом 90 ° будет иметь длину ножек 1,625 дюйма и 2,625 дюйма соответственно. Когда мы вычисляем допуск на изгиб, мы находим, что он равен 0,457 ”. Чтобы развернуть развертку, мы добавляем 0,457 дюйма к 1,625 дюйма и 2.625 ”, чтобы получить 4.707”. Как вы можете видеть, Допуск на изгиб и Уменьшение изгиба тесно связаны ниже.
Допуск на изгиб определяется как материал, который вы добавляете к фактической длине ног детали, чтобы получить развертку. Длины плеч – это часть фланца, выходящая за пределы радиуса изгиба. В нашем примере ниже деталь с длиной фланца 2 дюйма и 3 дюйма с внутренним радиусом 0,250 дюйма под углом 90 ° будет иметь длину ножек 1,625 дюйма и 2,625 дюйма соответственно. Когда мы вычисляем допуск на изгиб, мы находим, что он равен 0,457 ”. Чтобы развернуть развертку, мы добавляем 0,457 дюйма к 1,625 дюйма и 2.625 ”, чтобы получить 4.707”. Как вы можете видеть, Допуск на изгиб и Уменьшение изгиба тесно связаны ниже.
Калькулятор допуска на изгиб
Ниже представлен наш простой калькулятор допуска на изгиб, он работает путем ввода толщины материала, угла изгиба, внутреннего радиуса и коэффициента К. Он просто обрабатывает эти переменные через уравнения, которые мы обсудим ниже. Обратите внимание, что угол изгиба – это исключенный угол, а не включенный угол.
[swfobj src = ”http: // sheetmetal.me / wp-content / uploads / 2011/05 / Bend-Allowance-Calculator.swf ”width =” 395 ″ height = ”180 ″]
Формула припуска на изгиб
Формула допуска на изгиб учитывает геометрию изгиба и свойства металла для определения допуска изгиба. Вам нужно будет знать толщину материала (MT), угол изгиба (B <), внутренний радиус (IR) и K-фактор (K). Толщина материала будет измеряться в десятичной форме, а не по номеру датчика. Для получения дополнительной информации о калибрах и их десятичных эквивалентах и допусках просмотрите нашу страницу с диаграммой манометров.Угол сгиба будет определяться вами в зависимости от того, каким будет дополнительный угол вашей части. Перед выполнением любых расчетов важно преобразовать включенный угол в дополнительный. Внутренний радиус будет окончательным радиусом включенного угла. Для получения информации о том, как определяется внутренний радиус, см. Наш пост на диаграмме силы изгиба воздуха. Наконец, К-фактор – это свойство материала, который вы изгибаете. Это свойство определяет, как материал растягивается при изгибе.См. Наш пост о К-факторе, чтобы лучше понять, а также диаграммы и формулы.
Сама формула довольно проста:
Таблица допусков на изгиб
Поскольку допуск на изгиб часто путают с уменьшением изгиба, важно понимать, с каким значением вы собираетесь работать. Как только вы поймете, что представляют собой эти значения, вы сможете использовать их для точной и быстрой разработки разверток для деталей из листового металла. Создание диаграммы со стандартными значениями – ключевой компонент ускорения этого процесса.Многие программные пакеты, такие как Solid Works, Inventor и Solid Edge, позволяют включать в свои расчеты при разработке разверток диаграмм допусков на изгиб.
К сожалению, гибка листового металла не всегда одинакова в каждом цехе. Самые большие вариации исходят от самих материалов. Защитные покрытия, вариации сплава и толщины, а также многие другие мелкие факторы – все это вместе дает вам допуск на изгиб, уникальный для вашей работы. Эта диаграмма подведет вас достаточно близко для большинства приложений и может не потребовать точной настройки с вашей стороны, однако, если вы действительно привержены точному изгибу, загрузите таблицу Excel и начните вводить свои собственные значения.
Приведенная ниже таблица Microsoft Excel предназначена для датчиков с четными номерами от 8 до 24 и имеет коэффициент К по умолчанию 0,33 для каждого. Внутренние радиусы основаны на стандартной диаграмме силы изгиба воздуха. Вы можете легко изменить толщину материала, внутренний радиус и коэффициент К для каждой толщины в верхней части каждого столбца.
Таблица допусков на изгиб листового металла (PDF)
Таблица допусков на изгиб листового металла (Excel)
| ДОПУСК НА ИЗГИБ | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8 Датчик | 10 Датчик | 12 Датчик | 14 Датчик | 16 Датчик | 18 Датчик | 20 Датчик | 2422 Датчик | ||||||||||||
| Коэффициент К | 0.33 | К-фактор | 0,33 | К-фактор | 0,33 | К-фактор | 0,33 | К-фактор | 0,33 | К-фактор | 0,33 | К-фактор | 0,33 | К-фактор | Коэффициент К | 0,33 | |||
| MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | MT | IR | IR | MT | IR | |||
| 0.163 | 0,210 | 0,135 | 0,164 | 0,105 | 0,118 | 0,075 | 0,105 | 0,060 | 0,092 | 0,048 | 0,0662 | 9036 0,0480,0662 | 9036 0,0480,020 | ||||||
| Угол | Припуск | Припуск | Припуск | Припуск | Припуск | Припуск | Припуск | Припуск | Припуск | ||||||||||
| 10 | 0.0461 | 0,0364 | 0,0266 | 0,0226 | 0,0195 | 0,0143 | 0,0056 | 0,0052 | 0,0049 | ||||||||||
| 15 | 0,0691 | 0,0546 | 0,0399 | 0,0339 | 0,0293 | 0,0214 | 0,0083 | 0,0078 | 0,0073 | ||||||||||
| 20 | 0,0921 | 0,0727 | 0,0532 | 0,0453 | 0.0390 | 0,0285 | 0,0111 | 0,0104 | 0,0097 | ||||||||||
| 25 | 0,1152 | 0,0909 | 0,0665 | 0,0566 | 0,0488 | 0,0357 | 0,0139 | 0,0130 | 0,0122 | ||||||||||
| 30 | 0,1382 | 0,1091 | 0,0799 | 0,0679 | 0,0585 | 0,0428 | 0,0167 | 0,0156 | 0.0146 | ||||||||||
| 35 | 0,1612 | 0,1273 | 0,0932 | 0,0792 | 0,0683 | 0,0500 | 0,0195 | 0,0182 | 0,0170 | ||||||||||
| 40 | 0,1842 | 0,1455 | 0,1065 | 0,0905 | 0,0780 | 0,0571 | 0,0222 | 0,0209 | 0,0195 | ||||||||||
| 45 | 0,2073 | 0,1637 | 0.1198 | 0,1018 | 0,0878 | 0,0642 | 0,0250 | 0,0235 | 0,0219 | ||||||||||
| 50 | 0,2303 | 0,1818 | 0,1331 | 0,1131 | 0,0975 | 0,0714 | 0,0278 | 0,0261 | 0,0243 | ||||||||||
| 55 | 0,2533 | 0,2000 | 0,1464 | 0,1245 | 0,1073 | 0,0785 | 0.0306 | 0,0287 | 0,0268 | ||||||||||
| 60 | 0,2764 | 0,2182 | 0,1597 | 0,1358 | 0,1170 | 0,0856 | 0,0333 | 0,0313 | 0,0292 | ||||||||||
| 65 | 0,2994 | 0,2364 | 0,1730 | 0,1471 | 0,1268 | 0,0928 | 0,0361 | 0,0339 | 0,0316 | ||||||||||
| 70 | 0.3224 | 0,2546 | 0,1863 | 0,1584 | 0,1365 | 0,0999 | 0,0389 | 0,0365 | 0,0341 | ||||||||||
| 75 | 0,3455 | 0,2728 | 0,1996 | 0,1697 | 0,1463 | 0,1070 | 0,0417 | 0,0391 | 0,0365 | ||||||||||
| 80 | 0,3685 | 0,2910 | 0,2129 | 0,1810 | 0.1560 | 0,1142 | 0,0445 | 0,0417 | 0,0389 | ||||||||||
| 85 | 0,3915 | 0,3091 | 0,2263 | 0,1923 | 0,1658 | 0,1213 | 0,0472 | 0,0443 | 0,0414 | ||||||||||
| 90 | 0,4146 | 0,3273 | 0,2396 | 0,2036 | 0,1755 | 0,1284 | 0,0500 | 0,0469 | 0.0438 | ||||||||||
| 95 | 0,4376 | 0,3455 | 0,2529 | 0,2150 | 0,1853 | 0,1356 | 0,0528 | 0,0495 | 0,0462 | ||||||||||
| 100 | 0,4606 | 0,3637 | 0,2662 | 0,2263 | 0,1950 | 0,1427 | 0,0556 | 0,0521 | 0,0487 | ||||||||||
| 105 | 0,4836 | 0,3819 | 0.2795 | 0,2376 | 0,2048 | 0,1499 | 0,0584 | 0,0547 | 0,0511 | ||||||||||
| 110 | 0,5067 | 0,4001 | 0,2928 | 0,2489 | 0,2145 | 0,1570 | 0,0611 | 0,0573 | 0,0535 | ||||||||||
| 115 | 0,5297 | 0,4182 | 0,3061 | 0,2602 | 0,2243 | 0,1641 | 0.0639 | 0,0599 | 0,0560 | ||||||||||
| 120 | 0,5527 | 0,4364 | 0,3194 | 0,2715 | 0,2340 | 0,1713 | 0,0667 | 0,0626 | 0,0584 | ||||||||||
| 125 | 0,5758 | 0,4546 | 0,3327 | 0,2828 | 0,2438 | 0,1784 | 0,0695 | 0,0652 | 0,0608 | ||||||||||
| 130 | 0.5988 | 0,4728 | 0,3460 | 0,2942 | 0,2535 | 0,1855 | 0,0723 | 0,0678 | 0,0633 | ||||||||||
| 135 | 0,6218 | 0,4910 | 0,3594 | 0,3055 | 0,2633 | 0,1927 | 0,0750 | 0,0704 | 0,0657 | ||||||||||
| 140 | 0,6449 | 0,5092 | 0,3727 | 0,3168 | 0.2730 | 0,1998 | 0,0778 | 0,0730 | 0,0681 | ||||||||||
| 145 | 0,6679 | 0,5274 | 0,3860 | 0,3281 | 0,2828 | 0,2069 | 0,0806 | 0,0756 | 0,0706 | ||||||||||
| 150 | 0,6909 | 0,5455 | 0,3993 | 0,3394 | 0,2925 | 0,2141 | 0,0834 | 0,0782 | 0.0730 | ||||||||||
| 155 | 0,7140 | 0,5637 | 0,4126 | 0,3507 | 0,3023 | 0,2212 | 0,0862 | 0,0808 | 0,0754 | ||||||||||
| 160 | 0,7370 | 0,5819 | 0,4259 | 0,3620 | 0,3120 | 0,2283 | 0,0889 | 0,0834 | 0,0779 | ||||||||||
| 165 | 0,7600 | 0,6001 | 0.4392 | 0,3734 | 0,3218 | 0,2355 | 0,0917 | 0,0860 | 0,0803 | ||||||||||
| 170 | 0,7830 | 0,6183 | 0,4525 | 0,3847 | 0,3315 | 0,2426 | 0,0945 | 0,0886 | 0,0827 | ||||||||||
Кажется, мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Таблица сгибов – Центр поддержки и поддержки Bricsys
Таблицы сгибов – более надежный способ выразить свойства деформации материала, чем К-фактор. Когда вы физически сгибаете плоский лист определенного материала, вы можете измерить его длину до и после этого процесса.Эту процедуру можно повторить для разных углов сгиба, радиуса сгиба и толщины листа и сохранить измерения в таблице сгибов. Затем эти измерения можно учесть для расчета правильной длины в разложенном состоянии для всех частей, изготовленных из одного и того же материала.
В таблицу сгибов вы можете добавить измерения для любого количества различных углов сгиба. Однако в большинстве случаев достаточно измерить длину под углом 90 градусов. BricsCAD автоматически вычислит длину для других углов изгиба, используя надежный метод интерполяции.
Таблицы сгибов хранятся в формате файла * .csv (значения, разделенные запятыми). Вы можете создать такую таблицу в текстовом редакторе ASCII, таком как Блокнот, но более надежный и простой способ – создать таблицу в электронной таблице, такой как Microsoft Excel или LibreOffice, а затем экспортировать ее в формат файла .csv.
Таблицы сгибов в BricsCAD имеют следующую структуру:
Применяются следующие правила:
Содержимое первой ячейки читается как «BricsCAD».
Версия : в настоящее время поддерживается версия 1.
AngleType : В настоящее время поддерживаются только внутренние углы изгиба:
LengthType: семантика значения в ячейках таблицы сгибов, соответствующих определенному углу сгиба и радиусу сгиба. Теперь поддерживается только уменьшение изгиба, измеренное от точки касания («BendDeductionTangent»). Вычет изгиба (BD) – это разница между суммой длин двух фланцев, измеренных до точки касания на 3D-модели, и длиной того же фрагмента в развернутом состоянии:
Подробно: методика расчета вычета тангенциального изгиба для острых и тупых углов.В определенном заголовке может существовать несколько таблиц. Для каждой таблицы первый ключ – это толщина детали из листового металла, второй ключ, DieWidth , является необязательным. Пары Толщина / Ширина должны быть уникальными. Если DieWidth не определен, разрешен только один уникальный ключ значения Thickness , но можно добавить несколько значений толщины. Когда для управления процессом разворачивания используется таблица сгибов, в таблице сгибов должны существовать значения Thickness и DieWidth , определенные в детали из листового металла.Если таблица не найдена, используется политика К-фактора по умолчанию.
Как только таблица сгибов будет найдена в .csv, она будет использоваться для разворачивания детали из листового металла. Используя приведенную выше таблицу сгибов, давайте рассмотрим несколько случаев:
T = толщина, R = внутренний радиус изгиба, A = угол изгибаT = 1, R = 2, A = 45. Тогда после разворачивания будет получено BD = 0,466, потому что и R, и A находятся в таблице сгибов для данной толщины.
Т = 1, R = 2.5, A = 45. A = 45 найдено, но R = 2,5 отсутствует: используется интерполяция BD между R = 2 и R = 3.
T = 1, R = 2,5, A = 75. В таблице нет ни R, ни A: для вычисления значения BD используются следующие ячейки: (R = 2, A = 60), (R = 3, A = 60), (R = 2, A = 90) и (R = 3, A = 90).
Для вычисления интерполяции используется алгоритм «наверху». Например, линейная интерполяция соседних значений BD дает неестественные результаты, которые не будут соответствовать реальным результатам изгиба.Также имейте в виду, что для заданных T, R и A не все значения BD имеют смысл: случайное значение может разместить нейтральную поверхность за пределами детали из листового металла или выраженное в K-Factor (который может быть выведен из BD), К-фактор может быть вне диапазона [0, 1]. В этом случае будет использоваться BD для коэффициента К по умолчанию.
Если вы производите детали из листового металла с помощью разных инструментов, вы можете описать их в одной таблице сгибов с помощью параметра DieWidth .
Образец таблицы сгибов предоставлен для вашего удобства в [Папка установки BricsCAD] \ Samples \ Mechanical \ bend_tables .Обратите внимание, что права на запись в эту папку могут быть ограничены. В таком случае вам необходимо скопировать таблицы сгибов в другую папку, в которой у вас есть права полного доступа.
Чтобы настроить таблицу сгибов для детали из листового металла:
Выберите корневой узел в Mechanical Browser.
Выберите поле Таблица сгибов .
Щелкните кнопку Обзор ().
Выберите *.csv, затем дважды щелкните или нажмите кнопку Открыть .
Чтобы обновить ранее заданную таблицу сгибов:
Выберите корневой узел в Mechanical Browser.
Выберите поле Таблица сгибов .
Нажмите кнопку Обновить ().
Если таблица сгибов не назначена документу или не имеет вторичного ключа DieWidth , параметр DieWidth нельзя назначить ни одному сгибу, ни всем сгибам.Чтобы выполнить присвоение, выполните следующие действия:
- Выберите файл .csv DieWidth вторичные ключи и толщину, соответствующую текущей детали. В данном примере мы предполагаем, что деталь имеет толщину 1 мм и радиус изгиба также равен 1. Мы будем варьировать вычет изгиба для разных инструментов: первая подтаблица предназначена для случая, когда инструмент не указан, вторая подтаблица для случая, когда инструмент DieWidth равно 20, а последний – для инструмента с DieWidth равным 30.
Назначьте таблицу сгибов детали из листового металла.
Убедитесь, что в Mechanical Browser появились новые поля:
В этой глобальной настройке мы можем выбрать любое значение по умолчанию DieWidth , подходящее для толщины детали. Значение будет присвоено по умолчанию сгибам в детали, что можно проверить с помощью свойства сгиба (щелкните сгиб в браузере Mechanical):
Однако мы можем выбрать конкретный инструмент, который будет использоваться для данного гиба, развернув раскрывающийся список:
С данным выбором, развертка Bend_1 будет использовать третью подтаблицу из нашей таблицы сгибов для удержания сгибов и использует значение 1.8. Для остальных сгибов, если для них не установлено значение DieWidth , будет использоваться значение по умолчанию без ширины матрицы, которое сначала запускает таблицу сгибов и использует значение 2.1 для 90 градусов с радиусом сгиба, равным к 1.
ПРИМЕЧАНИЕ | После присвоения DieWidth сгибам и сохранения документа значение сохраняется в сгибах. Однако при следующем открытии чертежа, чтобы присвоить значение DieWidth другому сгибу, вам необходимо сначала перезагрузить таблицу сгибов (нажмите кнопку с зеленой стрелкой), см. . Чтобы обновить таблицу сгибов, установленную ранее .После перезагрузки будут доступны значения из таблицы сгибов. |
Примечание. Начиная с BricsCAD V21, вы можете изменять таблицы сгибов для различных тел в пространстве модели, определяя локальный контекст для листового металла для каждого тела. Для получения дополнительной информации см. Общие свойства листового металла и элементов.
Допуск на изгиб: проектирование деталей из листового металла (Учебное пособие по Solidworks)
Сегодня мы изучим метод расчета припуска на изгиб.
Вам может быть интересно, что такое припуск на изгиб, если вы никогда раньше не работали с листовым металлом.
Что ж, когда лист изгибается в листогибочном прессе, часть листа, прилегающая к пуансону и контактирующая с ним, удлиняется, чтобы компенсировать данный изгиб.
Если вы сравните длину этой части до и после изгиба, вы обнаружите, что они разные.
Как инженеры, если вы не компенсируете это отклонение, конечный продукт не будет иметь точных размеров.
Конечно, это более критично для деталей, для которых требуется более жесткий припуск или точность.
В этом посте я рассмотрю некоторые основные проблемы и принципы, с которыми вам приходится регулярно сталкиваться при работе с листовым металлом.
Прежде чем мы начнем, я хочу кое-что прокомментировать, на самом деле не существует формулы научного метода для определения действительно точного расчета допуска на изгиб , и это потому, что во время производства вашего деталь из листового металла.
Например, фактическая толщина материала и бесконечное множество условий инструмента, методов формования, так далее и далее.
Здесь много переменных, и на самом деле для расчета допуска на изгиб используется множество методов.
Метод проб и ошибок , вероятно, самый популярный метод, таблицы сгибов – еще один популярный метод.
Таблицы сгибов обычно доступны для поставщиков металла, производителей, а также в учебниках по машиностроению.
Некоторые компании разрабатывают собственные таблицы гибки на основе собственных стандартных формул.
Вернемся к Solidworks.
Как именно Solidworks рассчитывает допуск на изгиб?
Solidworks фактически использует два метода: припуск на изгиб и вычет изгиба .
Припуск на изгиб
Я объясню, что это за методы, и покажу вам, как они используются в Solidworks.
Метод допуска на изгиб основан на формуле, которую я получил на моей диаграмме.
- Lf = L1 + L2 + BA
- BA = Допуск на изгиб
Общая длина плоского листа равна сумме первой длины L1 и L2 плюс припуск на изгиб.
Область допуска на изгиб показана на моей диаграмме зеленым цветом, это область, в которой теоретически вся деформация происходит во время процесса изгиба.
Как правило, допуск на изгиб будет различным для каждой комбинации типа материала, толщины материала, радиуса изгиба, угла изгиба и различных процессов обработки, типов, скоростей и так далее.
Действительно, список потенциальных переменных очень обширен.
Величина допуска на изгиб, поступающая от поставщиков и производителей листового металла, а также из учебников по инженерии, указывается в таблицах сгибов, а таблица сгибов выглядит примерно так, как в следующей таблице Excel.
Таблица сгибов, вероятно, является наиболее точным подходом для расчета допуска на сгиб.
Вы можете вручную ввести свои данные в матрицу угла изгиба и радиуса изгиба.
Если вы не уверены в значении допуска на изгиб, вы можете выполнить несколько тестов.
Вам понадобится кусок точно такого же листового металла, который вы используете для изготовления своей детали, а затем вы согнете его, используя точные процессы, которые вы будете использовать во время обработки.
Просто сделайте несколько измерений до и после гибки, а затем на основе той же информации вы сможете отрегулировать необходимый припуск на изгиб.
Вычисление изгиба
Другой метод, который использует Solidworks, – это метод уменьшения изгиба.
Формула выглядит следующим образом:
- Lf = D1 + D2 – BD
- BD = вычет изгиба
Длина плоского элемента Lf равна D1 плюс D2 за вычетом вычета изгиба. .
Как и в случае допуска на изгиб, вычет изгиба происходит из тех же источников, таблиц и ручного тестирования.
Как видите, легко представить, как эти значения связаны друг с другом, основываясь на том, что указывают эти формулы.
- L1 + L2 + BA = D1 + D2 – BD
K-фактор
Другой метод расчета допуска на изгиб использует k-фактор.
Ну, K – смещение нейтральной оси.
Общий принцип этой формулы выглядит следующим образом:
Нейтральная ось на моей диаграмме здесь красная. Они не меняются в процессе гибки.
В процессе гибки материал внутри нейтральной оси будет сжиматься, а материал за пределами нейтральной оси будет растягиваться.
Нейтральная ось будет ближе к внутреннему изгибу.
Внутренний изгиб обозначен на схеме синим цветом.
Чем больше изгибается деталь, тем ближе нейтральная ось будет находиться внутри детали.
Формула расчета допуска на изгиб с коэффициентом K:
BA = 2πA (R + KT) / 360
- π = 3,14
- A = Угол (градусы)
- R = Радиус изгиба
- K = Нейтраль Смещение оси (K-фактор) t / T
- T = толщина материала
- BA = длина припуска на изгиб
Коэффициент k равен t или расстоянию смещения до нейтральной оси.Мы делим это на большую Т – толщину материала.
В этой формуле допуск на изгиб равен 2 умноженным на число пи, умноженным на угол A, который является углом, умноженным на сумму радиуса изгиба R и коэффициента k, умножьте на T толщину материала, а затем разделите все это на 360.
Теоретически k-фактор может быть где угодно между 0 и 1, но для практических целей он больше похож на 0,25 – 0,5.
- К-фактор = 0 – 1 (теоретически)
- К-фактор = 0.25 – 0,5 (практично)
Например, вы обнаружите, что твердые материалы, такие как сталь, имеют более высокий коэффициент k, например 0,5, мягкие материалы, такие как медь или латунь, будут иметь более низкий коэффициент k, близкий к 0,5.
И не беспокойтесь, что на этом уроке будет обсуждаться последняя формула, сейчас это может показаться немного запутанным, но как только вы немного попрактикуетесь, это станет вашей второй натурой.
И последнее, позвольте мне взглянуть на пример, на этой части есть кромка, коэффициент k или что-то вроде 0.3.
С другой стороны, мягкий изгиб или, например, постепенный изгиб, который у меня есть на другой стороне этой части, имеет более высокий k-фактор, равный примерно 0,5, и на этом мы завершаем наш урок о допуске на изгиб.
Проверить эти2019 Справка по SOLIDWORKS – Таблицы размеров листового металла
Таблицы размеров листового металла хранят свойства для указанного материала. Вы можете получить доступ к таблице размеров листового металла из PropertyManager при создании базового фланца.
Используйте таблицу размеров листового металла, чтобы назначить:- Толщина
- Допустимые радиусы изгиба
- К-фактор
- Простые. В простых таблицах размеров указан коэффициент К, значения размеров, толщины и доступные радиусы.
- Комбинация калибровочного стола / стола сгиба. Вы используете таблицу размеров и таблицу сгибов в одной таблице. Эта таблица объединяет таблицу допуска на изгиб и таблицу вычета изгиба, поэтому вы можете указать значения размеров.
Используйте таблицу размеров / сгибов листового металла, чтобы указать значения толщины и сгиба в одной таблице.
Переопределение значений таблицы размеров по умолчанию
Таблицу размеров листового металла можно использовать для назначения значений для всей детали. Это называется значением по умолчанию. Однако вы можете изменить К-фактор, допуск на сгиб и уменьшение сгиба для каждого элемента или для каждого сгиба.Это можно сделать в PropertyManager, выбрав «Пользовательский допуск на изгиб» и сделав выбор.
Вы можете использовать таблицу размеров листового металла, чтобы назначить значения для всей детали. Однако вы можете применять значения радиуса сгиба, отличные от значения по умолчанию. в таблице размеров листового металла для элементов, которые используют определенные значения (кроме базовый фланец).- Если вы выбрали Использовать по умолчанию радиуса, вы можете использовать одно общее значение радиуса изгиба из таблица размеров листового металла для всех последующих функций.
- Если вы выбрали Использовать датчик таблицы, значение радиуса изгиба, которое вы используете, отличается от значение по умолчанию из таблицы размеров листового металла.
- Если снять оба флажка Использовать по умолчанию радиус и использовать калибр таблицу, вы можете ввести значение радиуса изгиба.
Создание таблицы размеров листового металла
Таблицывключены в приложение SOLIDWORKS и расположены по адресу: каталог_установки \ lang \ язык \ Таблицы размеров листового металла.
Если вы создаете таблицу размеров листового металла, используйте точку с запятой -; – как разделитель между значениями.Для калибровочных таблиц радиусы и углы могут быть разными. Однако вы должны указать значения толщины и радиусов в возрастающем порядке.
.