Столы двухкоординатные | Профессиональный инструмент SKRAB
- Главная
- Зажимной инструмент
- Столы двухкоординатные
Фильтры
Сбросить
Оптовая / розничная упаковка
10 шт / 1 шт
Страна изготовитель
Тип инструмента
Верстак
Вес
1,6 кг
8 кг
2,0 кг
Производитель, артикул
SKRAB, 25500
SKRAB, 25501
SKRAB, 25502
Цена деления
0,05 мм
Материал рабочего стола
алюминий
Перемещение по оси X
200 мм
180 мм
190 мм
Перемещение по оси Y
50 мм
65 мм
Размеры Т-образного паза
15*8*6 мм
15 х 8 х 6 мм
Размеры рабочего стола
310 х 90 мм
350 х 100 мм
330 х 95 мм
Размеры упаковки с одним столиком
350*200*80 мм
Расстояние между Т-образными пазами
34 мм
36 мм
Шаг перемещения (1 оборот маховика)
1,25 мм
3 мм
1,5 мм
Диаметр валов
Особенности конструкции
стол на линейных подшипниках
Размеры упаковки (1 столика)
40*24*16 см
Резьба
трапециедальная упорная d14 мм
Размер упаковки одного столика
350*200*80 мм
Название модели
25500
25502
25501
Сортировкапо возрастанию ценыпо убыванию ценысначала новыепо названию
Предзаказ
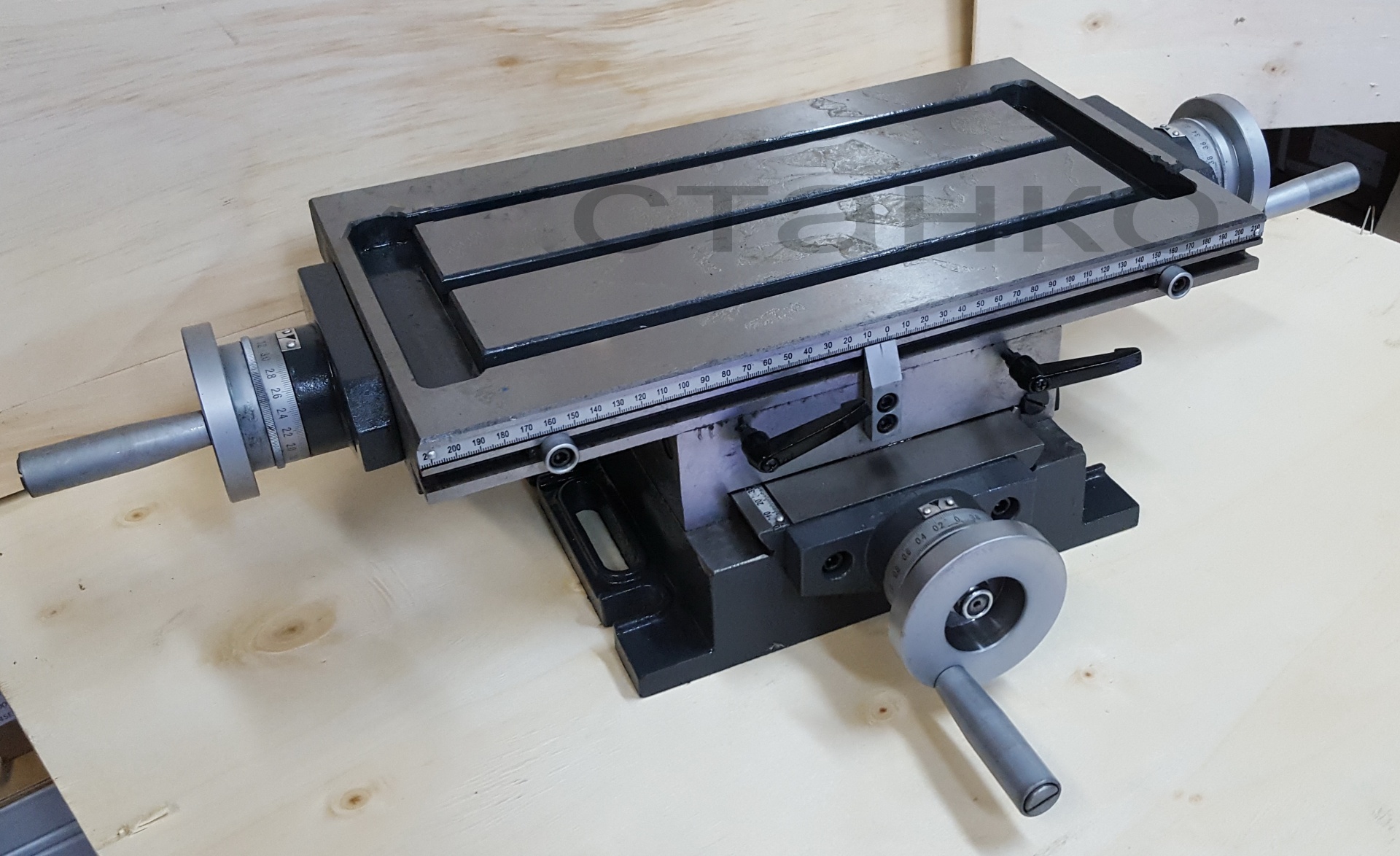
Стол двухкоординатный мини механический для станка 310 х 90 мм SKRAB 25500
Оптовая / розничная упаковка:
10 шт / 1 шт
Страна изготовитель:
Китай
Тип инструмента:
Верстак
Вес:
1,6 кг
Производитель, артикул:
SKRAB, 25500
Материал рабочего стола:
Перемещение по оси X:
200 мм
Перемещение по оси Y:
50 мм
Размеры Т-образного паза:
15*8*6 мм
Размеры рабочего стола:
310 х 90 мм
Размеры упаковки с одним столиком:
350*200*80 мм
Расстояние между Т-образными пазами:
34 мм
-
Шаг перемещения (1 оборот маховика):
1,25 мм
Бренд:
SKRAB
Название модели:
25500
Нет в наличии
Стол двухкоординатный мини механический для станка 310 х 90 мм SKRAB 25500
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать Перейти в карточку товараПредзаказ
Стол двухкоординатный мини механический для станка 350 х 100 мм на линейных подшипниках SKRAB 25501
Оптовая / розничная упаковка:
10 шт / 1 шт
Страна изготовитель:
Китай
Тип инструмента:
Верстак
Вес:
8 кг
Производитель, артикул:
SKRAB, 25501
Материал рабочего стола:
алюминийПеремещение по оси X:
180 мм
Перемещение по оси Y:
50 мм
Размеры Т-образного паза:
15 х 8 х 6 мм
Размеры рабочего стола:
350 х 100 мм
Расстояние между Т-образными пазами:
36 мм
Шаг перемещения (1 оборот маховика):
3 мм
Диаметр валов:
13 мм
Особенности конструкции:
стол на линейных подшипниках
Размеры упаковки (1 столика):
40*24*16 см
Резьба:
трапециедальная упорная d14 мм
Бренд:
SKRAB
Название модели:
25501
Нет в наличии
Стол двухкоординатный мини механический для станка 350 х 100 мм на линейных подшипниках SKRAB 25501
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать Перейти в карточку товараНет в наличии
Предзаказ
Стол двухкоординатный мини механический для станка 330 х 95 мм SKRAB 25502
Оптовая / розничная упаковка:
10 шт / 1 шт
Страна изготовитель:
Китай
Тип инструмента:
Верстак
Вес:
2,0 кг
Производитель, артикул:
SKRAB, 25502
Цена деления:
0,05 мм
Материал рабочего стола:
алюминий
Перемещение по оси X:
190 мм
Перемещение по оси Y:
65 мм
Размеры Т-образного паза:
15 х 8 х 6 мм
Размеры рабочего стола:
330 х 95 мм
Расстояние между Т-образными пазами:
34 мм
Шаг перемещения (1 оборот маховика):
1,5 мм
Размер упаковки одного столика:
350*200*80 мм
Бренд:
SKRAB
Название модели:
25502
Нет в наличии
Стол двухкоординатный мини механический для станка 330 х 95 мм SKRAB 25502
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать Перейти в карточку товараНет в наличии
Предзаказ
Стол для сверлильной стойки 150 x 150 x 32 мм 25512
Нет в наличии
Стол для сверлильной стойки 150 x 150 x 32 мм 25512
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать Перейти в карточку товараНет в наличии
Предзаказ
Зажим ступенчатый 2 шт для координатных столов 25510
Нет в наличии
Зажим ступенчатый 2 шт для координатных столов 25510
Перейти в карточку товараВ корзине шт Перейти
ПодробнееВыбрать Перейти в карточку товараВы смотрели
В наличии
Предзаказ
Лобзик 150 мм 1707,1
В наличии
Предзаказ
Бур 8 x 160 SDS plus AEG 88016
В наличии
Предзаказ
Стамеска 6 мм пластиковая ручка STANLEY 3937,1
В наличии
Предзаказ
Отвертка SL6,5 х 130 мм STANLEY 64825
В наличии
Предзаказ
Утконосы мини 140 мм желто-красные SKRAB 22513
В наличии
Предзаказ
Трещотка 3/8″ хром-ванадиевая сталь Honiton Н8439
В наличии
Предзаказ
Дюбель 10 мм x 50 мм нейлон 50 шт SKRAB 1418
В наличии
Предзаказ
Круг шлифовальный по камню 180 х 6,4 х 22,2 PREMIUM 3969,2
В наличии
Предзаказ
Фонарик 10 LED JOBI 19717
В наличии
Предзаказ
Утконосы загнутые 165 мм красная ручка 7023
В наличии
Предзаказ
Отвертка-индикатор 220В 5 насадок 5104
В наличии
Предзаказ
Ударная головка 21 мм 1/2″ хром-ванадиевая сталь Honiton Н40210
Предзаказ
Предзаказ успешно отправлен!
Телефон *
Настоящим подтверждаю, что я ознакомлен и согласен с условиями оферты и политики конфиденциальности *Обратный звонок
Запрос успешно отправлен!
Телефон *
Настоящим подтверждаю, что я ознакомлен и согласен с условиями оферты и политики конфиденциальности *Добавить в корзину
Перейти в корзину
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Получать уведомления о заказеС помощью уведомлений о заказе можно не только получать актуальную информацию по заказу, но и иметь быстрый канал связи с магазином
Комментарий:
10 траекторий фрезерования для вашего первого проекта 2D-обработки с ЧПУ
Находится ли эта деталь, которую вы только что обработали, в пределах допуска? В мире производства это либо да, либо нет. Точность обработки требует учета некоторых сложных переменных, включая размер ваших элементов, имеющиеся у вас инструменты и возможности вашего станка. Все эти переменные объединяются с помощью траекторий для успешного производства деталей в пределах допуска. В этой статье основное внимание будет уделено тому, как спланировать свой первый проект 2D-обработки с 10 траекториями фрезерного станка с ЧПУ. Узнайте больше о Fusion 360 Machining Extension здесь.
Точность обработки требует учета некоторых сложных переменных, включая размер ваших элементов, имеющиеся у вас инструменты и возможности вашего станка. Все эти переменные объединяются с помощью траекторий для успешного производства деталей в пределах допуска. В этой статье основное внимание будет уделено тому, как спланировать свой первый проект 2D-обработки с 10 траекториями фрезерного станка с ЧПУ. Узнайте больше о Fusion 360 Machining Extension здесь.
обычно подразделяются на 2D, 3D, 4-осевые и 5-осевые. Однако термин 2D немного вводит в заблуждение, так как эта траектория использует ось Z для позиционирования инструмента по глубине. Например, на изображении ниже у нас есть призматическая деталь, все элементы которой находятся на разных высотах в плоскости XY. Мы можем быстро расположить наш инструмент на глубину по оси Z, а затем обработать элемент, перемещаясь по осям X и Y.
Многие начинающие операторы станков с ЧПУ с трудом планируют свои траектории, особенно по мере того, как элементы становятся все более сложными. Иногда этот процесс решения проблемы очевиден. Для карманов используется операция 2D-кармана, для фасок используется фрезерование фаски и т. д.
Иногда этот процесс решения проблемы очевиден. Для карманов используется операция 2D-кармана, для фасок используется фрезерование фаски и т. д.
Но потом вы попадаете на сложные вопросы, на которые нет таких черно-белых ответов. Как вы собираетесь обрабатывать отверстие в центре верхней детали? Вы можете использовать траекторию сверления, контура или круглого кармана. И какие из этих элементов нужно обрабатывать сверху, а какие снизу? Ответ на эти вопросы требует некоторых фундаментальных знаний о траекториях.
Каждая траектория имеет уникальное поведение и вариант использования. Ознакомьтесь с приведенными ниже траекториями, с которыми вы столкнетесь в Fusion 360 и других CAM-решениях.
| Траектория | Применение |
| Торец | Чистовая обработка торца детали. |
| Контур | Обработка петель, открытых карманов, стиков, ласточкиного хвоста, наборов ключей или распилов. |
| Фаска | Удаление заусенцев и создание фасок с помощью конической фрезы или центрирующего сверла. |
| Филе | Создание скруглений с помощью инструмента скругления углов. |
| Карман | Черновая или чистовая обработка карманов различных форм и размеров. |
| Прорезной станок | Обработка прямых или дуговых пазов. |
| Сверление | Создание точечных, резьбовых, сверлильных или развернутых отверстий. |
| Отверстие | Изготовление отверстий, обычно более 0,75 дюйма в диаметре. |
| Резьбовая фреза | Обработка внутренней резьбы диаметром более 0,75 дюйма, фрезерованной наружной резьбы любого размера или нестандартной резьбы. |
Существует также некоторый жаргон траекторий, с которым вы захотите познакомиться. Вы найдете ссылки на приведенные ниже термины почти в каждом программном пакете CAM.
- X, Y и Z Припуск — это количество материала, оставшегося либо на готовой стене (XY), либо на полу (Z) детали, которую необходимо удалить в будущих операциях. Иногда также называется «Запас на вынос».
- Шаг определяет, сколько материала удаляется в радиальном направлении или влево и вправо инструментом каждый раз, когда он проходит в направлении XY.
- Шаг вниз — это количество материала, которое удаляется в осевом или вертикальном направлении при каждом проходе вашего режущего инструмента. Для достижения конечной глубины может потребоваться несколько проходов.
- Верх заготовки обозначает верхнюю поверхность заготовки, используемой для изготовления детали, которую можно использовать в качестве точки отсчета для процессов механической обработки.
- Высота подачи — это высота, на которую позиционируется инструмент перед тем, как начать подачу с рабочей подачей до того, как он войдет в материал, обычно устанавливается на безопасном расстоянии от верха заготовки.

- Высота отвода — это высота, на которую будет отводиться инструмент между перемещениями в рамках одной операции, обычно устанавливаемая на некоторое безопасное расстояние выше высоты подачи.
- Высота зазора — это высота, на которую перемещается инструмент между отдельными операциями, обычно устанавливаемая на 1000 дюймов над верхом заготовки.
- Осевая линия траектории – это траектория, по которой инструмент перемещается по траектории. Необходимо учитывать диаметр инструмента, чтобы гарантировать, что инструмент режет в нужном направлении.
Все эти термины и типы траекторий объединяются при планировании процесса 2D-обработки. Посмотрите приведенный ниже пример того, как мы можем спланировать обработку простой призматической детали.
| Шаг | Траектория | Комментарии |
| 1 | Торец | Черновая и чистовая обработка до самой высокой плоской поверхности детали. |
| 2 | 2D Contour | Обработка внешней стороны детали. |
| 3 | 2D Contour | Обработка вне круглой бобышки. |
| 4 | 2D карман | Черновая обработка и чистовая обработка круглого кармана. |
| 5 | Слот Мельница | Фрезерование дуговых пазов. |
| 6 | Фрезерование с круглыми карманами | Обрабатывает центральные сквозные отверстия. В зависимости от размера здесь также может работать дрель. |
| 7 | Фаска | Использует 2D-контур и фрезу для создания фаски под углом 45°. |
| 8 | Скругление | Использует 2D-контур и инструмент скругления углов для создания скругления. |
| 9 | Центровочное сверло | Предварительное сверление отверстий для предотвращения дрейфа сверла и создания фаски. |
| 10 | Сверло | Просверливает отверстия. |
| 11 | Фреза для круглых карманов | Станки с цековкой. |
CDC регулирует траекторию инструмента с учетом износа инструмента, который может привести к неточностям в детали. Это в основном выровняет ваш инструмент либо немного влево, либо вправо от первоначально запрограммированной траектории. Вы можете найти значение компенсации, вычитая фактические размеры из желаемых размеров элемента детали.
Мы всегда рекомендуем активировать CDC, когда инструмент находится вдали от детали. Это позволит наклонному движению CDC полностью проявиться, прежде чем он коснется вашего материала. Правильная реализация CDC для точной обработки 2D-элементов является важной частью успешной практики обработки. Проверьте с помощью системы управления станком и программного обеспечения CAM, чтобы убедиться, что вы понимаете, как вводить значение компенсации.
Только что составленный план использует 10 различных траекторий фрезерования.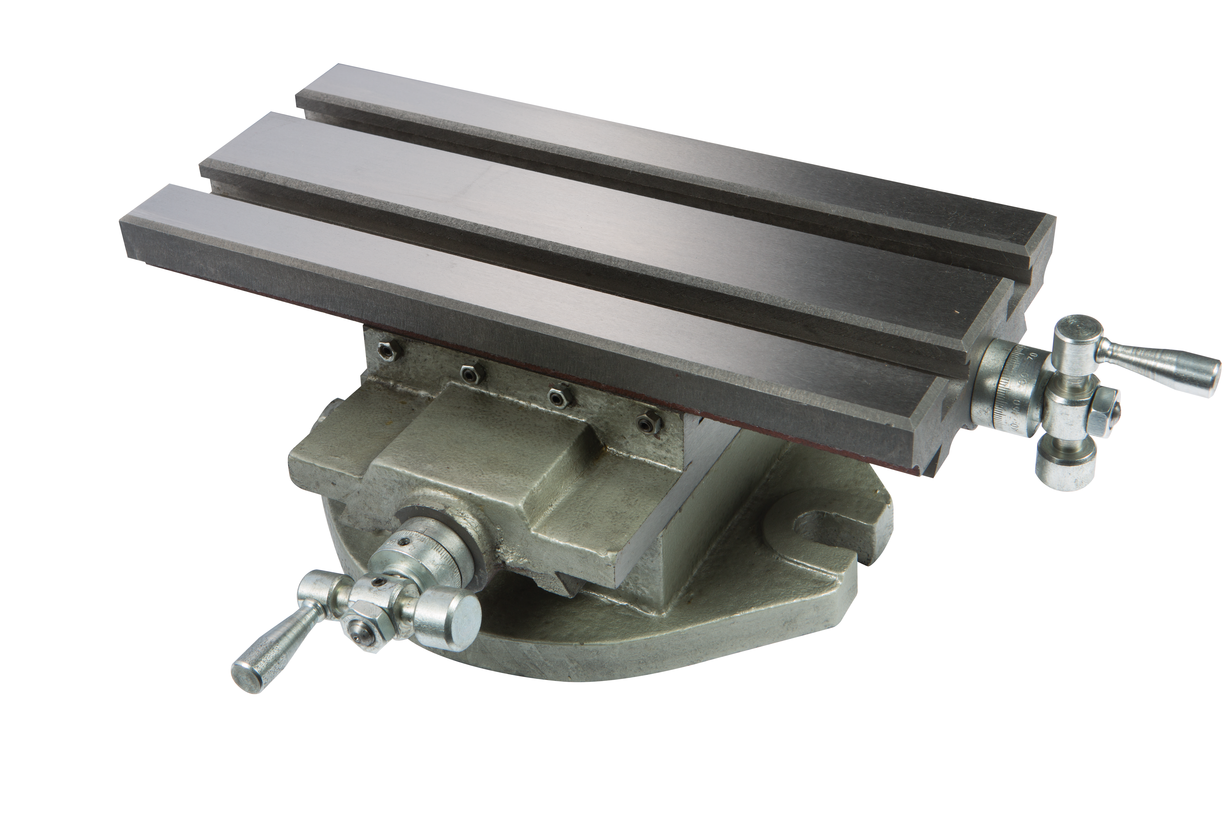 Знание того, как использовать каждый из них, и понимание их ограничений является ключом к успеху в обработке. В разделах ниже мы подробно рассмотрим каждую траекторию, а также некоторые рекомендации, которые следует учитывать.
Знание того, как использовать каждый из них, и понимание их ограничений является ключом к успеху в обработке. В разделах ниже мы подробно рассмотрим каждую траекторию, а также некоторые рекомендации, которые следует учитывать.
Вы будете использовать торцевание в начале процесса обработки, чтобы удалить лишний материал вплоть до самой верхней плоской грани детали. Мы рекомендуем использовать торцевую фрезу для большинства деталей. Это обеспечит самые высокие скорости съема материала.
Траекторию нужно начинать на достаточном расстоянии от детали, чтобы торцевая фреза не врезалась в материал заготовки. Расстояние от центра инструмента должно равняться радиусу инструмента плюс некоторый зазор.
Мы рекомендуем планировать черновые проходы на основе срезов материала заготовки, толщина которых может варьироваться до 0,05 дюйма. По сути, планируйте наихудший размер материала с максимальной высотой и дополнительными черновыми проходами. Это гарантирует, что ваш инструмент не соприкоснется со слишком большим количеством материала за один раз, что часто приводит к поломке.
Это гарантирует, что ваш инструмент не соприкоснется со слишком большим количеством материала за один раз, что часто приводит к поломке.
2D-контурирование используется для черновой и чистовой обработки наружных стенок детали. Рассмотрите возможность использования компенсации диаметра фрезы (CDC) для элементов с высокими допусками, чтобы учесть износ инструмента и отклонение материала. Если вы решите использовать CDC, начните траекторию с детали, чтобы CDC можно было полностью задействовать до контакта с материалом.
При обработке стен обязательно увеличьте глубину резания полных стен немного ниже нижней стенки, не врезая стол станка или губки тисков. Таким образом, когда вы снимаете припуск с задней стороны детали, нет необходимости пытаться выровнять другой контур с ранее обработанными элементами, что может быть сложно и неточно. Кроме того, рассмотрите возможность выполнения чистового прохода на всю глубину на высоких стенах. Это гарантирует, что стены будут прямыми, а не конусообразными.
Это гарантирует, что стены будут прямыми, а не конусообразными.
Всегда рекомендуется оставлять постоянный припуск при черновой обработке стенок детали. Это гарантирует, что чистовой проход удаляет постоянное количество материала, поможет обеспечить равномерное давление резания на инструмент и повысит точность обработки детали.
3 – КарманыВыемка карманов может использоваться для удаления лишнего материала из кармана любой формы, например, из спирального кармана ниже.
При выполнении чернового прохода кармана мы рекомендуем оставлять постоянную толщину на стенках и дне кармана. Затем они могут быть равномерно удалены в процессе отделки.
Специальные концевые фрезы для черновой обработки с зубцами для дробления стружки являются одними из лучших типов инструментов для удаления материала. Тем не менее, они дают плохую чистовую обработку по сравнению со стандартными концевыми фрезами. Окончательный чистовой проход стандартной или чистовой концевой фрезой улучшит чистоту поверхности.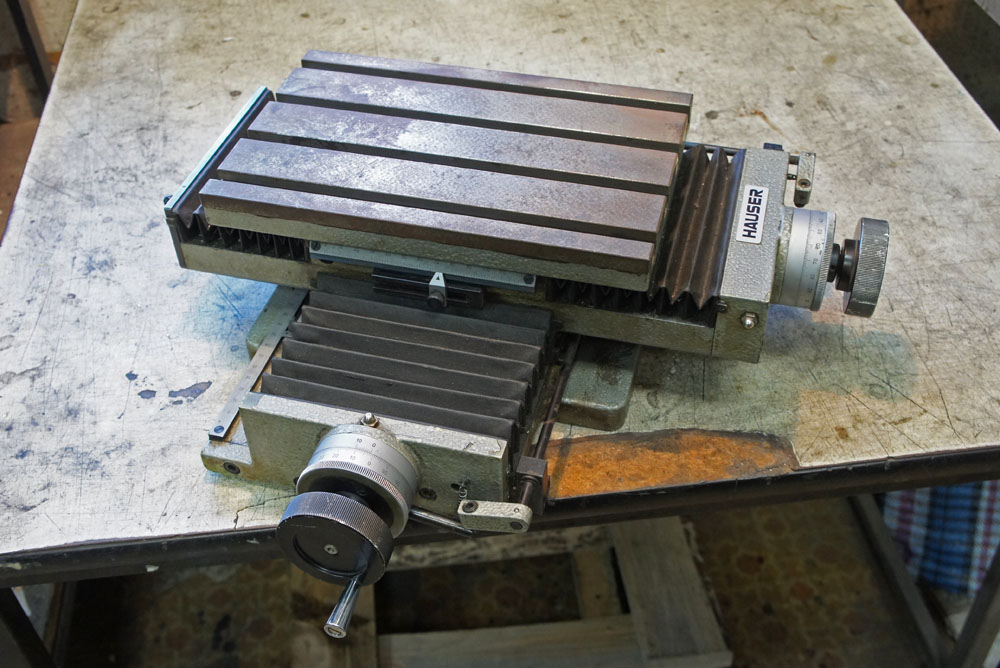
Если позволяет место, используйте винтовое движение при погружении в карман. Если это невозможно, вы можете использовать концевую фрезу с центральной режущей кромкой или просверлить направляющее отверстие и использовать его как точку входа для погружения. Обязательно уточните у производителя вашего инструмента оптимальные подачи и скорости для плунжерного фрезерования.
Наконец, при планировании траектории инструмента начинайте с центра кармана и выходите в направлении против часовой стрелки. Инструмент будет использовать попутное фрезерование при обработке кармана, что обеспечивает лучшие условия резания на жестких станках с ЧПУ.
4 — Фрезерование пазов Пазы можно обрабатывать различными методами, включая контурную обработку, вырезание карманов или специализированные операции фрезерования пазов. Мы рекомендуем всегда использовать инструмент меньше, чем ширина паза, чтобы максимизировать удаление материала и обеспечить адекватную эвакуацию стружки. При планировании траектории движения инструмента наилучшие результаты даст движение с наклоном.
При планировании траектории движения инструмента наилучшие результаты даст движение с наклоном.
Bore используют спиральное движение для вырезания круглых элементов, таких как отверстия диаметром более 0,75 дюйма или круглые бобышки. Медленное снижение траектории инструмента удерживает инструмент постоянно включенным, не перегружая его, и обеспечивает ровную поверхность.
6 — Фрезерование фаскиФрезерование фасок отлично подходит для чистовой обработки 2D-элементов. Одним из наиболее распространенных производственных травм в мастерских являются порезы рук при снятии деталей со станка. Снятие острых кромок с помощью фаски помогает избежать порезов рук, а операторам обеспечить безопасность и продуктивность.
Вот рекомендуемая формула для установки глубины резания:
(tool_radius – tool_tip_radius) – ширина фаски – зазор
Эта формула удерживает срез на вершине инструмента, что обеспечивает лучшие условия резания, что увеличивает срок службы инструмента и улучшает качество поверхности.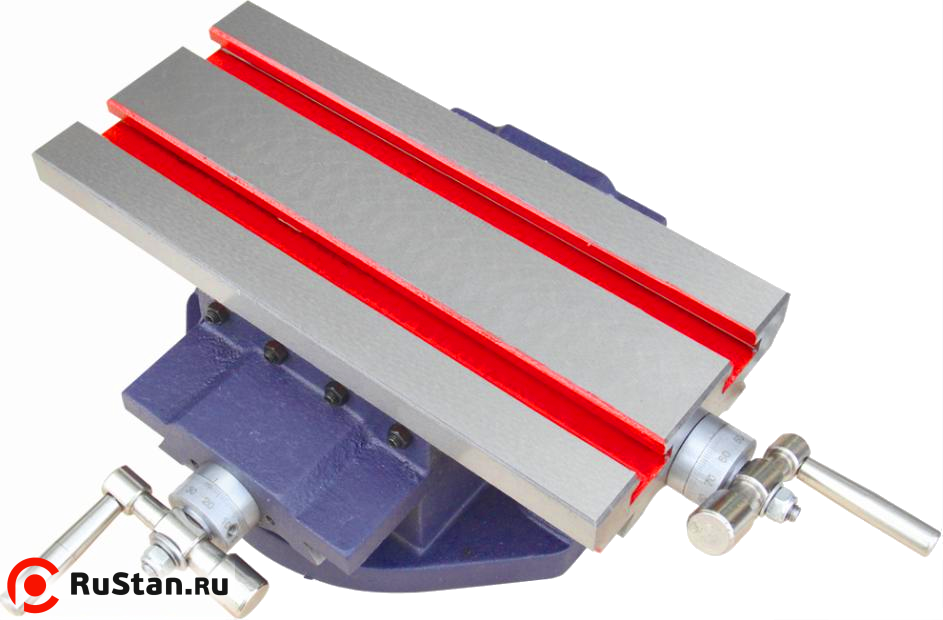 Значение зазора не позволит срезу выйти за пределы внешнего диаметра инструмента. Убедитесь, что радиус вашего инструмента достаточно велик, чтобы оставить некоторое пространство по обе стороны от реза, чтобы вы не отрезали непосредственно по внешнему диаметру или по диаметру кончика.
Значение зазора не позволит срезу выйти за пределы внешнего диаметра инструмента. Убедитесь, что радиус вашего инструмента достаточно велик, чтобы оставить некоторое пространство по обе стороны от реза, чтобы вы не отрезали непосредственно по внешнему диаметру или по диаметру кончика.
Радиусное фрезерование использует 2D-контурную траекторию для создания внешнего скругления. Для использования 2D-траектории требуется радиусная фреза, но вы можете добиться аналогичных результатов с помощью шаровой мельницы и 3D-контурной траектории.
8 – Точечное сверление Вы можете использовать центральное сверление для создания конической формы на лицевой стороне детали. Центровочные сверла обычно короче и толще стандартных спиральных сверл, поэтому они создают точные конусы, которые помогут удерживать более поздние сверла в центре во время их работы и предотвращают их «ходьбу» или перемещение по поверхности детали. При планировании конического выреза мы рекомендуем засверлить достаточно глубоко, чтобы он соответствовал диаметру окончательного просверленного отверстия. Если вы хотите получить фаску на последнем отверстии, засверлите немного больше диаметра сверла.
При планировании конического выреза мы рекомендуем засверлить достаточно глубоко, чтобы он соответствовал диаметру окончательного просверленного отверстия. Если вы хотите получить фаску на последнем отверстии, засверлите немного больше диаметра сверла.
Сверление позволяет быстро создавать отверстия, удаляя материал вертикально. Просверленные отверстия можно оставить простыми сквозными, утопленными, расточенными или с резьбой. Цикл Peck Drill можно использовать для более глубоких отверстий, при которых инструмент слегка втягивается, чтобы сломать стружку, способствуя эвакуации стружки и минимизируя поломку инструмента.
При настройке программы ЧПУ убедитесь, что вы знаете желаемое конечное состояние для каждого отверстия. Если это сквозное отверстие, просверлите его достаточно глубоко, чтобы острие сверла очищалось, когда оно входит в заготовку. Вы также захотите включить припуск на прорыв, чтобы предотвратить отбортовку или заусенцы.
Нарезание резьбы в ранее просверленных отверстиях путем согласования подачи и скорости с шагом резьбы. Ваша установка CAM рассчитает скорость подачи на основе скорости резания и числа витков на дюйм (TPI) метчика. Убедитесь, что вы просверлили отверстие подходящего размера для вашего крана. Если отверстие слишком маленькое, существует риск поломки метчика внутри отверстия. Если он слишком большой, нити не будут формироваться должным образом.
Обязательно используйте соответствующую смазку при нарезании резьбы, независимо от того, оснащена ли ваша машина автоматической подачей охлаждающей жидкости или вручную смажьте кончик метчика маслом перед началом операции. Мы также рекомендуем нарезать отверстия размером менее 6 вручную, так как меньшие метчики легче ломаются. Обе эти рекомендации помогут избежать ненужной поломки инструмента.
При настройке программы ЧПУ не забудьте добавить глубину метчика, учитывающую как кончик, так и начальную конусность метчика, и убедитесь, что отверстие достаточно глубокое для размещения метчика.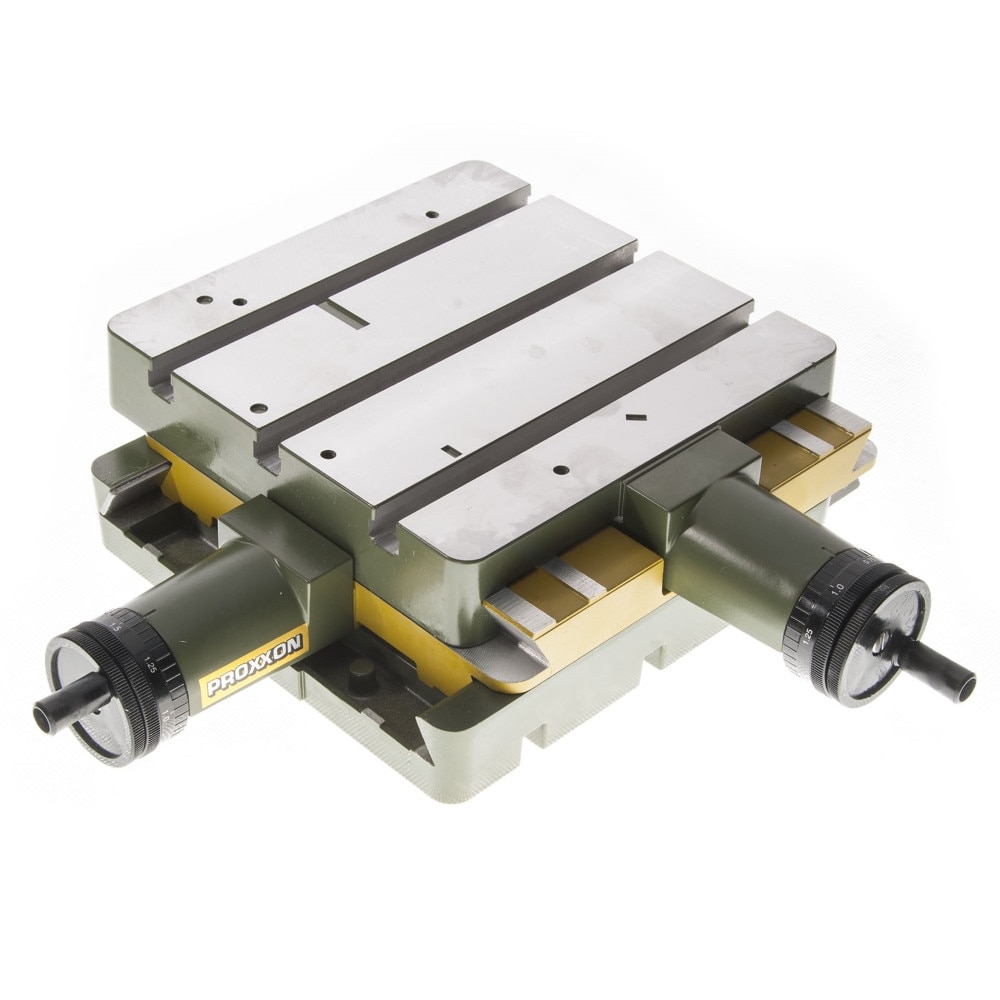 Для старых станков с ЧПУ также может потребоваться большая высота подачи, чтобы шпиндель мог достичь полной скорости, прежде чем погрузиться в материал.
Для старых станков с ЧПУ также может потребоваться большая высота подачи, чтобы шпиндель мог достичь полной скорости, прежде чем погрузиться в материал.
Знание того, как эффективно планировать проект 2D-обработки с ЧПУ, начинается с понимания типов ваших траекторий. Типичная работа с ЧПУ начинается с облицовки материала самой высокой плоской поверхностью детали. Оттуда вы можете очерчивать стороны и начинать работать над дополнительными функциями и мелкими деталями. Понимание тонкостей и ограничений каждой траектории придаст вам уверенности, необходимой для обработки любой детали. Вы ознакомились с основами. Теперь практикуйте процесс!
В Fusion 360 есть все инструменты CAM, необходимые для простой настройки вашей первой работы с ЧПУ. Попробуйте Fusion 360 бесплатно уже сегодня.
ВФ-2 | 40-конусная мельница | Вертикальные фрезерные станки – станки с ЧПУ Haas
ТОЛЬКО для юаней
В настоящее время недоступно в вашем регионе
Вертикально-фрезерный станок с ЧПУ с ходом 30″ x 16″ x 20″
Каждый вертикальный обрабатывающий центр серии VF обладает выдающимися характеристиками по отличной цене и имеет широкий спектр доступных опций чтобы настроить ваш станок в соответствии с вашими потребностями Все станки Haas спроектированы и изготовлены в Окснарде, Калифорния, США. 0016 VF-2 — наша самая популярная модель и рабочая лошадка любого магазина.
0016 VF-2 — наша самая популярная модель и рабочая лошадка любого магазина.
- Мощный шпиндель с прямым приводом
- Возможность настройки в соответствии с вашими потребностями
- Наша самая популярная модель
- Сделано в США
- 40 конусность
- 3 Ось
- 8.1к об/мин
- 20 Емкость инструмента
美元价格不包括关税、报关费用、保险费、增值税及运费。
USD Цены НЕ включают таможенные пошлины, таможенные сборы, страховку, НДС или фрахт.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY Цены включают таможенные пошлины, таможенные сборы, страховку и НДС. НЕ ВКЛЮЧАЕТ фрахт.
* Машины модели V доступны только в ценах в юанях
Сравнить машины
СБОРКА И ЦЕНА
Сравнить машины
СБОРКА И ЦЕНА
Связаться с дистрибьютором
- Информация о машине
- Автоматика
- Технические характеристики
- Поворотная диаграмма посадки
ДОСТУПНЫЕ ОПЦИИ
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ВИДЕО
ОТЗЫВЫ КЛИЕНТОВ
Super Speed в действии Super Скорость с 4-й осью Машины VF в действии Удаление стружки и смазка инструмента| РОТАЦИОННЫЙ СТАНОК HAAS | МАШИНА ХААС | РОТАЦИОННАЯ ПОДХОДКА ТИПА | ПРЕДУПРЕЖДЕНИЕ | |
|---|---|---|---|---|
| ХА2ТС | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХА5С | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| HA5C2 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| HA5C3 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| HA5C4 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХА5КС | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| HRC160 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRC210 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT160 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT160-2 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХРТ160СП | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT160SS | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT210 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT210-2 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХРТ210СП | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRTA5 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRTA6 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| Т5С | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| Т5С2 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| Т5С3 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| ТР160 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз.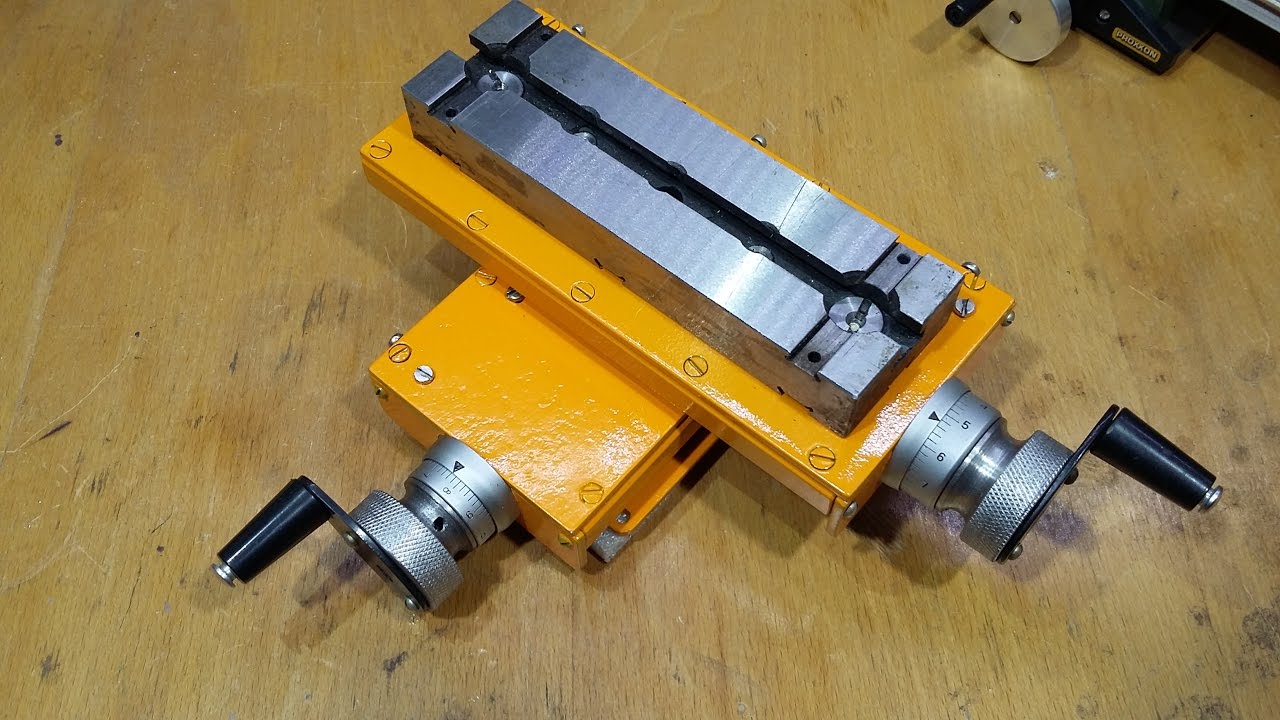 |
| ТР160-2 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ТР200И | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ТРТ100 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| ТРТ160 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| ТРТ70 | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| HRT210HT | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT100 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| Th340 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HRT210SS | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| ТРТ210 | ВФ-2 | ПОЛОЖИТЕЛЬНАЯ ПОДГОНКА | ||
| HA5C-T | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХА5К3-Т | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХА5К4-Т | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |
| ХА5К2-Т | ВФ-2 | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | АЛЬТЕРНАТИВНАЯ ПОДГОТОВКА: ОСТОРОЖНО | Этот поворотный механизм подходит для этой конкретной машины, но для правильного позиционирования может потребоваться альтернативное крепление, например, монтажная плита или альтернативный Т-образный паз. |