Tokarnaya 4
2. ТОКАРНАЯ ОБРАБОТКА
2.4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
Наибольшее распространение ввиду своих исключительно широких технологических возможностей получили токарно-винторезные станки, отнесенные по классификации металлорежущих станков к шестому типу и имеющие в своем обозначении цифру 6, например, 1К62, 1М63, 16К20 и т. д.
Рис. 2.6. Общий вид токарно-винторезного станка::
1 – станина; 2 – передняя бабка; 3 – шпиндель; 4 – задняя бабка;
5 – пиноль; 6 – коробка подач; 7 – суппорт; 8 – резцедержатель;
9 – фартук; 10 – ходовой вал; 11 – ходовой винт
Все узлы токарно-винторезного станка (рис. 2.6) смонтированы на станине 1. Слева на станине жестко закреплена передняя бабка 2, в которой помещен механизм коробки скоростей. Коробка скоростей представляет собой многоскоростную зубчатую передачу с выходным валом (шпинделем) 3, на котором закрепляются обрабатываемые заготовки.
С правой стороны станины на специальных направляющих находится задняя бабка 4, в пиноли 5 устанавливаются концевые инструменты и вспомогательная оснастка. Шпиндель 3 и отверстие пиноли 5 расположены на общей оси, называемой линией центров.
С левой стороны станины под коробкой скоростей закреплена коробка подач 6, многоскоростная зубчатая передача, передающая вращение ходовому валу 10 и ходовому винту 11. Между передней и задней бабками по направляющим станины перемещается суппорт 7, на котором находится резцедержатель 8.
Суппорт состоит из нижней каретки, обеспечивающей продольную подачу; поперечных (средних) салазок, обеспечивающих поперечную подачу; и верхних салазок, которые можно установить под любым углом относительно линии центров станка.
К продольному суппорту крепится фартук 9, механизм которого состоит из системы зубчатых колес, передающих вращение от ходового валика к реечной шестерне, которая, зацепляясь с закрепленной на станине рейкой, позволяет суппорту перемещаться в продольном направлении.
Устройство токарно-винторезного станка – Энциклопедия по машиностроению XXL
Устройство токарно-винторезного станка [c.134]ОСНОВНЫЕ ПОНЯТИЯ ОБ УСТРОЙСТВЕ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА [c.7]
УСТРОЙСТВО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА [c.93]
| Рис. 2.1. Устройство токарно-винторезного станка |
Таким образом, винтовой механизм может быть применен как для преобразования вращательного движения в поступательное, так и обратно. На рис. 194, а показано устройство параллельных тисков, в которых винт 2, вращаясь в неподвижной гайке /, будет двигаться поступательно, т. е. будет ввинчиваться в гайку или вывинчиваться из нее. Винт 2 передает движение подвижной части тисков 3. Передача движения суппорту токарно-винторезного станка производится гайкой 1 (рис.

Для изготовления стальных фланцев в производственных мастерских последние должны быть оборудованы станками для резки листовой и полосовой стали, для гнутья полосовой стали, устройством для автоматической сварки, токарно-винторезными станками, сверлильными и другими металлообрабатывающими станками. Наиболее целесообразно поэтому заказывать фланцы заво- [c.329]
С помощью конусных фрикционных муфт осуществляется автоматическая подача супорта токарно-винторезных станков и других механизмов.
 Схема одной из таких муфт показана на фиг. 45, а, где первая ее часть постоянно вращается вместе с валом. Если эту часть сдвинуть вдоль вала вправо до входа ее конуса в конусную выточку второй полумуфты, посаженной на другой вал, то последняя получит вращательное движение и поведет второй вал. Смещение половинки муфты производится рычагами — отводками или другими устройствами.
[c.114]
Схема одной из таких муфт показана на фиг. 45, а, где первая ее часть постоянно вращается вместе с валом. Если эту часть сдвинуть вдоль вала вправо до входа ее конуса в конусную выточку второй полумуфты, посаженной на другой вал, то последняя получит вращательное движение и поведет второй вал. Смещение половинки муфты производится рычагами — отводками или другими устройствами.
[c.114]Как было отмечено в 111 разрезная гайка с трапецеидальной резьбой также служит компенсационным устройством продольного ходового винта токарно-винторезного станка.
К числу особенностей сборки механизма продольного ходового винта токарно-винторезного станка относятся сборка разрезной гайки и эксцентрикового включающего устройства. [c.156]
На фиг. 57, б изображена разрезная гайка и эксцентриковое включающее устройство, наиболее часто применяемое в токарно-винторезных станках. [c.156]
Кроме указанного способа, обработку овальных грибков можно производить на обычном токарно-винторезном станке при помощи копирного устройства, устанавливаемого на станке для перемещения поперечного суппорта. Суппорт перемещается в пределах копира, имеющего точный профиль грибка. При этом винт поперечного суппорта снимается со станка. Забор стружки резцом осуществляется перемещением верхнего поворотного суппорта станка. Грибок устанавливается под обработку в центрах.
[c.210]
Суппорт перемещается в пределах копира, имеющего точный профиль грибка. При этом винт поперечного суппорта снимается со станка. Забор стружки резцом осуществляется перемещением верхнего поворотного суппорта станка. Грибок устанавливается под обработку в центрах.
[c.210]
Для повышения точности нарезаемой резьбы по шагу токарновинторезные станки, предназначенные для нарезания точных ходовых винтов, имеют корригирующее устройство, компенсирующее неравномерность перемещения суппорта в результате неточностей ходового винта станка. К таким станкам относится токарно-винторезный станок модели 1622 завода Красный пролетарий , предназначенный для окончательного нарезания резьбы высокоточных ходовых винтов. [c.548]
Нарезание резьбы резцами на токарно-винторезных станках применяется в единичном и мелкосерийном производстве. Этот способ малопроизводителен и требует высокой квалификации рабочего. Малая производительность объясняется тем, что для нарезания резьбы необходимо делать большое количество проходов. Например, для нарезания наружной метрической резьбы 2-го класса точности с шагом 1,5—6 мм необходимо делать от 10 до 20 проходов, а для нарезания наружной резьбы с шагом 3—20 мм трапецеидального и прямоугольного профиля— от 12 до 32 проходов. Нарезание резцом дает повышенную точность в сравнении с другими способами. Точность резьбы зависит от точности ходового винта, от профиля режущего инструмента, а также от точности его установки. Особо точную резьбу нарезают на прецизионных токарно-винторезных станках, снабженных специальным корректирующим устройством для устранения погрешности шага ходового винта станка.
Например, для нарезания наружной метрической резьбы 2-го класса точности с шагом 1,5—6 мм необходимо делать от 10 до 20 проходов, а для нарезания наружной резьбы с шагом 3—20 мм трапецеидального и прямоугольного профиля— от 12 до 32 проходов. Нарезание резцом дает повышенную точность в сравнении с другими способами. Точность резьбы зависит от точности ходового винта, от профиля режущего инструмента, а также от точности его установки. Особо точную резьбу нарезают на прецизионных токарно-винторезных станках, снабженных специальным корректирующим устройством для устранения погрешности шага ходового винта станка.
КОРРЕКЦИОННЫЕ УСТРОЙСТВА ДЛЯ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ [c.122]
| Рис. 62. Коррекционное устройство к токарно-винторезному станку |
 277]
277]Устройство, работа и содержание ремонта токарно-винторезных станков [c.229]
Расскажите об устройстве коробки скоростей токарно-винторезного станка. [c.63]
Крупный вклад в развитие станкостроения внес англичанин Г. Модели. Помимо механизированного суппорта, системы смены зубчатых колес, микрометра, устройств автоматического останова он создал токарно-винторезный станок с крестовым суппортом, отрезной с маятниковой пилой, многошпиндельный, сверлильный, долбежный, поперечно-строгальный, зубострогальный, расточной и модификации фрезерных станков. [c.4]
Измерительные устройства ОКБ-1263 для контроля шага ходовых винтов. В ОКБ Министерства станкостроительной и инструментальной промышленности спроектирован и изготовлен комплект измерительных устройств ОКБ-1263 к прецизионному токарно-винторезному станку мод. 1622 завода Красный пролетарий , используемый при изготовлении ходовых винтов высших классов.
Обработка производится на настроенном по упору токарно-винторезном станке с высотой центров 200 мм, снабженном кнопочным пусковым управлением и рычажным устройством включения и выключения фрикционной муфты и механизма подач. [c.172]
Приведем несколько примеров механизации и автоматизации универсальных станков. Установка и закрепление деталей на токарно-винторезных станках занимают 25—30% штучного времени. Механизация и автоматизация этих операций при помощи гидравлических и пневматических устройств позволяет в несколько раз сократить время при минимальной затрате ручного труда. [c.627]
О коррекционных устройствах токарно-винторезных станков см. ниже в разделе Способы повышения кинематической точности зуборезных и ринторезных станков”, стр. 293. [c.263]
Для примера рассмотрим устройство токарно-винторезного станка модели 1К62, выпускаемого заводом Красный пролетарий имени Ефремова. [c.348]
[c.348]
Рассмотрим устройство токарно-винторезного станка модели 1К62 (рис. 227). Основные узлы станка следующие станина 15, передняя бабка 2, задняя бабка 9, коробка подач 1 с ходовым винтом 13 и ходовым валиком 14, фартук 16 с механизмами подачи, суппорт 5 и электропривод. Кроме этих узлов, станок имеет масляный насос для смазки механизмов станка, насос для подачи смазочно-охлаждающей жидкости и кнопочное или рычажное управление для пуска и остановки станка. Включение, выключение и реверсирование электродвигателя производится посредством реверсивного магнитного пускателя с помощью рукоятки.
В качестве примера рассмотрим устройство токарно-винторезного станка модати IK62, выпускаемого заводом Красный Пролетарий им. Ефремова, который имеет следующую техническую характеристику [c.343]
Конструкция блокировочных устройств токарно-винторезных станков весьма разнообразна. На рис. 243 показана схема механической блокировки подач в фартуке токарно-винторезного станка 1А62. Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте 1 с большим шагом резьбы, служит для перемещения гайки В с вилкой Б. Эта вилка, передвигая зубчатое колесо 2=24 вдоль вала VII (см. рис. 241), сцепляет ее либо с колесом 2=50 при включении продольной подачи, либо с колесом 2=65 вала VIII при включении поперечной подачи.
[c.220]
Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте 1 с большим шагом резьбы, служит для перемещения гайки В с вилкой Б. Эта вилка, передвигая зубчатое колесо 2=24 вдоль вала VII (см. рис. 241), сцепляет ее либо с колесом 2=50 при включении продольной подачи, либо с колесом 2=65 вала VIII при включении поперечной подачи.
[c.220]
УСТРОЙСТВО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1К62 [c.37]
При нарезании резьб на токарно-винторезных станках перемещение резца, закрепленного в резцедержателе супорта, осуществляется с помощью продольного ходового винта станка. Точность шага нарезаемой резьбы зависит от равномерности движения су-порта с резцом, т. е. от точности щага продольного ходового винта. В токарно-винторезных станках применяют специальные корригирующие устройства, которые ускоряют или замедляют вращение продольного ходового винта в зависимости от неточностей его щага. Применение корригирующих устройств обепечивает равномерное поступательное движение супорта с резцом и, следовательно, точный шаг нарезаемой резьбы. [c.154]
[c.154]
Для увеличения производительности токарно-винторезных станков начали применять специальные устройства, которые автоматизируют часть вспомогательных операций. Эти приспособления позволяют приблизить цикл обработки деталей на токар-но-винторезных станках к полуавтоматическому. Если нужно обработать значительное количество таких же изделий, тогда целесообразно производить обработку на полуавтомате (рис. 5) [c.11]
Гидрокопировальное устройство (рис. 56, а) к токарно-винторезному станку 1К62 состоит из следующих основных узлов гидрокопировального суппорта 1, приспособления 3 для установки копира и бака 2. [c.152]
Мелкомодульныё зубчатые колеса можно накатывать на обычных токарно-винторезных станках путем применения специального устройства с тремя неприводными зубчатыми валками, расположенными под углом 120° друг к другу, от метод обеспечивает накатывание зубчатых колес с точностью зацепления по 7-й степени и с классами шероховатости поверхности 7. .. 10-м.
[c.351]
.. 10-м.
[c.351]
Автоматическая линия , состоящая из 17 станков и агрегатов, для обработки 13 типоразмеров шлицевых валов для токарно-винторезного станка модели 1К62 для годового выпуска 260 ООО валов спроектирована ЭНИМСом и построена заводом Станкоконструкция . Для повышения производительности линии применяют сдвоенные питатели (фиг. 414), имеющие раздельно зажимные устройства для загрузки и разгрузки. [c.451]
Тест по теме “Назначение и устройство токарно-винторезного станка”
Тест 13. Назначение и устройство токарновинторезного станка.
1. Каждая машина состоит из трех механизмов:
а) двигатель, режущий механизм, передаточный механизм;
б) двигатель, передаточный механизм, исполнительный механизм;
в) двигатель, передаточный механизм, вращающий механизм;
2. Какая часть токарновинторезного станка предназначена для
закрепления и перемещения резцов?
а) задняя бабка;
б) коробка скоростей;
в) станина:
г) суппорт. 3. Для чего предназначен трехкулачковый патрон?:
а) для удаления стружки;
б) для настройки резца; в)
для подачи;
г) для закрепления заготовки
4. Какого вида механическая передача не применяется на токарно –
винторезном станке ТВ6?:
а) цепная;
б) ременная;
в) зубчатая;
г) реечная
5. Как называется механизм, позволяющий изменить скорость
перемещения суппорта?
а) коробка передач;
б) пиноль;
в) коробка подач;
г) коробка скоростей
6. Какое движение называется главным??
а) вращательное движение заготовки;
б) поступательное движение резца;
в) перемещение суппорта.
г) перемещение задней бабки.
7. Какую операцию невозможно выполнить на токарновинторезном
станке? а) сверление;
б) обработку тел вращения;
в) нарезание резьбы;
г) пиление.
3. Для чего предназначен трехкулачковый патрон?:
а) для удаления стружки;
б) для настройки резца; в)
для подачи;
г) для закрепления заготовки
4. Какого вида механическая передача не применяется на токарно –
винторезном станке ТВ6?:
а) цепная;
б) ременная;
в) зубчатая;
г) реечная
5. Как называется механизм, позволяющий изменить скорость
перемещения суппорта?
а) коробка передач;
б) пиноль;
в) коробка подач;
г) коробка скоростей
6. Какое движение называется главным??
а) вращательное движение заготовки;
б) поступательное движение резца;
в) перемещение суппорта.
г) перемещение задней бабки.
7. Какую операцию невозможно выполнить на токарновинторезном
станке? а) сверление;
б) обработку тел вращения;
в) нарезание резьбы;
г) пиление. 8. Какой станок предназначен для обработки цилиндрических
поверхностей детали?
а) сверлильный; б)
фрезерный;
в) токарный;
г) фрезерный с ЧПУ.
9. Какая передача движения токарновинторезного станка
выполняется с использованием трения?
а) ременная;
б) цепная;
в) зубчатая;
г) винтовая. ответы
1
б
2
г
3
г
Ответы
4
а
5
в
6
а
7
г
8
в
9
а
8. Какой станок предназначен для обработки цилиндрических
поверхностей детали?
а) сверлильный; б)
фрезерный;
в) токарный;
г) фрезерный с ЧПУ.
9. Какая передача движения токарновинторезного станка
выполняется с использованием трения?
а) ременная;
б) цепная;
в) зубчатая;
г) винтовая. ответы
1
б
2
г
3
г
Ответы
4
а
5
в
6
а
7
г
8
в
9
а
Токарно-винторезный станок (Реферат) – TopRef.ru
Токарно-винторезный станок
Устройство и классификация.
Сборочные единицы
(узлы) и механизмы токарно-винторезного
станка: 1 – передняя бабка, 2 – суппорт, 3
– задняя бабка, 4 – станина, 5 и 9 – тумбы, 6
– фартук, 7 – ходовой винт, 8 – ходовой
валик, 10 – коробка подач, 11 – гитары сменных
шестерен, 12 – электро -пусковая аппаратура,
13 – коробка скоростей, 14 – шпиндель.
Токарно-винторезные
станки предназначены для обработки,
включая нарезание резьбы, единичных
деталей и малых групп деталей. Однако
бывают станки без ходового винта. На
таких станках можно выполнять все виды
токарных работ, кроме нарезания резьбы
резцом. Техническими параметрами, по
которым классифицируют токарно-винторезные
станки, являются наибольший диаметр D
обрабатываемой заготовки (детали) или
высота Центров над станиной (равная 0,5
D), наибольшая длина L обрабатываемой
заготовки (детали) и масса станка. Ряд
наибольших диаметров обработки для
токарно-винторезных станков имеет вид:
D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250,
1600, 2000 и далее до 4000 мм. Наибольшая длина
L обрабатываемой детали определяется
расстоянием между центрами станка.
Выпускаемые станки при одном и том же
значении D могут иметь различные значения
L. По массе токарные станки делятся на
легкие – до 500 кг (D = 100 – 200 мм), средние –
до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630
– 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в
инструментальном производстве,
приборостроении, часовой промышленности,
в экспериментальных и опытных цехах
предприятий. Эти станки выпускаются
как с механической подачей, так и без
нее. На средних станках производится
70 – 80% общего объема токарных работ. Эти
станки предназначены для чистовой и
получистовой обработки, а также для
нарезания резьб разных типов и
характеризуются высокой жесткостью,
достаточной мощностью и широким
диапазоном частот вращения шпинделя и
подач инструмента, что позволяет
обрабатывать детали на экономичных
режимах с применением современных
прогрессивных инструментов из твердых
сплавов и сверхтвердых материалов.
Средние станки оснащаются различными
приспособлениями, расширяющими их
технологические возможности, облегчающими
труд рабочего и позволяющими повысить
качество обработки, и имеют достаточно
высокий уровень автоматизации. Крупные
и тяжелые токарные станки применяются
в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях
для обработки валков прокатных станов,
железнодорожных колесных пар, роторов
турбин и др.
Легкие токарные станки применяются в
инструментальном производстве,
приборостроении, часовой промышленности,
в экспериментальных и опытных цехах
предприятий. Эти станки выпускаются
как с механической подачей, так и без
нее. На средних станках производится
70 – 80% общего объема токарных работ. Эти
станки предназначены для чистовой и
получистовой обработки, а также для
нарезания резьб разных типов и
характеризуются высокой жесткостью,
достаточной мощностью и широким
диапазоном частот вращения шпинделя и
подач инструмента, что позволяет
обрабатывать детали на экономичных
режимах с применением современных
прогрессивных инструментов из твердых
сплавов и сверхтвердых материалов.
Средние станки оснащаются различными
приспособлениями, расширяющими их
технологические возможности, облегчающими
труд рабочего и позволяющими повысить
качество обработки, и имеют достаточно
высокий уровень автоматизации. Крупные
и тяжелые токарные станки применяются
в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях
для обработки валков прокатных станов,
железнодорожных колесных пар, роторов
турбин и др. Все сборочные единицы (узлы)
и механизмы токарно-винторезных станков
имеют одинаковое название, назначение
и расположение. Смотри рисунок вверху.
Типичный токарно-винторезный станок
16К20 завода “Красный пролетарий”
показан на рисунке внизу.
Все сборочные единицы (узлы)
и механизмы токарно-винторезных станков
имеют одинаковое название, назначение
и расположение. Смотри рисунок вверху.
Типичный токарно-винторезный станок
16К20 завода “Красный пролетарий”
показан на рисунке внизу.
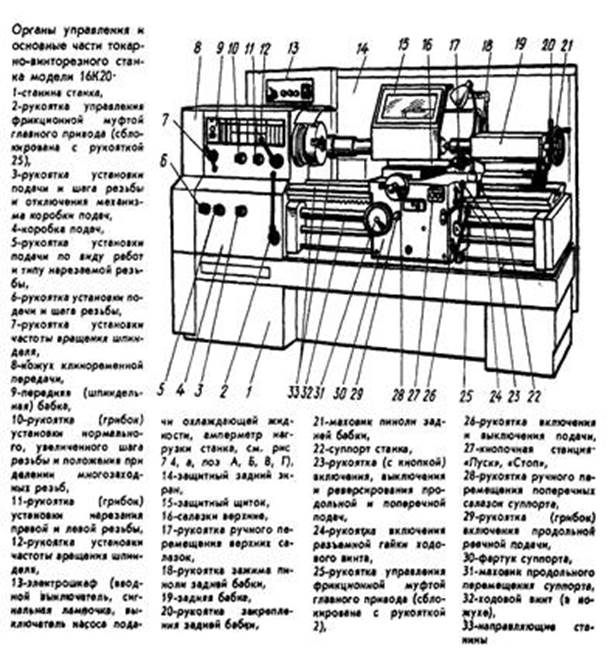
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления:
2 – сблокированная управление, 3,5,6 –
установки подачи или шага нарезаемой
резьбы, 7, 12 – управления частотой вращения
шпинделя, 10 – установки нормального и
увеличенного шага резьбы и для нарезания
многозаходных резьб, 11 – изменения
направления нареза-ния резьбы (лево-
или правозаходной), 17 – перемещения
верхних салазок, 18 – фиксации пиноли, 20
– фиксации задней бабки, 21 – штурвал
перемещения пиноли, 23 – включения
ускоренных перемещений суппорта, 24 –
включения и выключения гайки ходового
винта, 25 – управления изменением
направления вращения шпинделя и его
остановкой, 26 – включения и выключения
подачи, 28 – поперечного перемещения
салазок, 29 – включения продольной
автоматической подачи, 27 – кнопка
включения и выключения главного
электродвигателя, 31 – продольного
перемещения салазок; Узлы станка: 1 –
станина, 4 – коробка подач, 8 – кожух
ременной передачи главного привода, 9
– передняя бабка с главным приводом, 13
– электрошкаф, 14 – экран, 15 – защитный
щиток, 16 – верхние салазки, 19 – задняя
бабка, 22 – суппорт продольного перемещения,
30 – фартук, 32 – ходовой винт, 33 – направляющие
станины.
Главный привод. Механизм подач. Коробка подач
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен
7, 8 и 9, расположенный на валу 5, с помощью
реечной передачи связан с рукояткой
17. Этой рукояткой блок шестерен вводится
в зацепление с зубчатым колесом 4 (или
10, или 11), жестко закрепленным на валу
6. Колеса 4 и 12 сопряжены соответственно
с колесами 15 и 16, которые передают
крутящий момент шпинделю через зубчатую
муфту 14, соединенную с рукояткой 18. Если
муфта передвинута вправо, то шпиндель
получает вращение через зубчатое колесо
16, а если влево – через зубчатое колесо
15. Таким образом коробка скоростей
обеспечивает шесть ступеней частоты
вращения шпинделя. Механизм подач. Связь
шпинделя и суппорта станка для обеспечения
оптимального режима резания осуществляется
с помощью механизма подач, состоящего
из реверсирующего устройства (трензеля)
и гитары, которые осуществляют изменение
направления и скорости перемещения
суппорта.
Таким образом коробка скоростей
обеспечивает шесть ступеней частоты
вращения шпинделя. Механизм подач. Связь
шпинделя и суппорта станка для обеспечения
оптимального режима резания осуществляется
с помощью механизма подач, состоящего
из реверсирующего устройства (трензеля)
и гитары, которые осуществляют изменение
направления и скорости перемещения
суппорта.
Привод
этого механизма осуществляется от
коробки скоростей через трензель (смотри
рисунок справа), который состоит из
четырех зубчатых колес а, б, в, г, связанных
с рукояткой 19, переключением которой
осуществляется реверс (т. е. изменение
направления вращения) вала 20 (приводного
вала суппорта). Позиции а, б, в, г, 19 и 20
(см. рисунки). При крайнем нижнем положении
рукоятки 19 (положение А) зубчатые колеса
а, б, в, г соединены последовательно и
направление вращения вала 20 совпадает
с направлением вращения шпинделя. При
верхнем положении рукоятки 19 (положение
В) соединены только зубчатые колеса а,
в, г и направление вращения вала 20
изменяется на противоположное. В среднем
положении рукоятки 19 (положение Б)
зубчатые колеса б и в не соединяются с
зубчатым колесом а и вал 20 не вращается.
В среднем
положении рукоятки 19 (положение Б)
зубчатые колеса б и в не соединяются с
зубчатым колесом а и вал 20 не вращается.
С помощью гитары (сотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач – изменять
скорости вращения ходового винта и
ходового вала, чем достигается перемещение
суппорта с выбранной скоростью в
продольном и поперечном направлениях.
Вал 14 в подшипниках 15 (сотри рисунок)
коробки подач получает вращение от
зубчатых колес гитары; вместе с ним
вращается и имеет возможность перемещаться
вдоль него зубчатое колесо П с рычагом
10. На одном конце рычага 10 вращается (на
оси) зубчатое колесо 12, сопряженное с
зубчатым колесом 11, а на другом – рукоятка
9, с помощью которой рычаг 10 перемещается
вдоль вала 14 и может занимать любое из
десяти положений (по числу зубчатых
колес в механизме 1 Нортона). В каждом
из таких положений рычаг 10 поворачивается
и удерживается штифтом 9, который входит
в соответствующие отверстия на передней
стенке 7 коробки подач. При этом зубчатое
колесо 12 входит в зацепление с
соответствующим зубчатым колесом 13
механизма 1, в результате чего
устанавливается выбранное число оборотов
вала 2. Вместе с валом 2 вращается зубчатое
колесо 3, которое можно перемещать вдоль
него рукояткой. При перемещении вправо
зубчатое колесо 3 посредством кулачковой
муфты 4 соединяется с ходовым винтом 5
и передает ему вращательное движение,
а при перемещении влево – входит в
зацепление с зубчатым колесом 8 и передает
вращательное движение ходовому валу
6.
На одном конце рычага 10 вращается (на
оси) зубчатое колесо 12, сопряженное с
зубчатым колесом 11, а на другом – рукоятка
9, с помощью которой рычаг 10 перемещается
вдоль вала 14 и может занимать любое из
десяти положений (по числу зубчатых
колес в механизме 1 Нортона). В каждом
из таких положений рычаг 10 поворачивается
и удерживается штифтом 9, который входит
в соответствующие отверстия на передней
стенке 7 коробки подач. При этом зубчатое
колесо 12 входит в зацепление с
соответствующим зубчатым колесом 13
механизма 1, в результате чего
устанавливается выбранное число оборотов
вала 2. Вместе с валом 2 вращается зубчатое
колесо 3, которое можно перемещать вдоль
него рукояткой. При перемещении вправо
зубчатое колесо 3 посредством кулачковой
муфты 4 соединяется с ходовым винтом 5
и передает ему вращательное движение,
а при перемещении влево – входит в
зацепление с зубчатым колесом 8 и передает
вращательное движение ходовому валу
6.
Коробка подач.
Суппорт
С
уппорт
предназначен для перемещения во время
обработки режущего инструмента,
закрепленного в резцедержателе. Он
состоит из нижних салазок (продольного
суппорта) 1, которые перемещаются по
направляющим станины с помощью рукоятки
15 и обеспечивают перемещение резца
вдоль заготовки. На нижних салазках по
направляющим 12 перемещаются поперечные
салазки (поперечный суппорт) 3, которые
обеспечивают перемещение резца
перпендикулярно оси вращения заготовки
(детали). На поперечных салазках 3
расположена поворотная плита 4, которая
закрепляется гайкой 10. По направляющим
5 поворотной плиты 4 перемещаются (с
помощью рукоятки 13) верхние салазки 11,
которые вместе с плитой 4 могут
поворачиваться в горизонтальной
плоскости относительно поперечных
салазок и обеспечивать перемещение
резца под углом к оси вращения заготовки
(детали). Резцедержатель (резцовая
головка) 6 с болтами 8 крепится к верхним
салазкам с помощью рукоятки 9, которая
перемещается по винту 7. Привод перемещения
суппорта производится от ходового винта
2, от ходового вала, расположенного под
ходовым винтом, или вручную. Включение
автоматических подач производится
рукояткой 14.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Поперечный
суппорт.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке слева. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка
У
стройство
задней бабки показано на рисунке. В
корпусе 1 (при вращении винта 5 маховиком
7) перемещается пиноль 4, закрепляемая
рукояткой 3. В пиноли устанавливается
центр 2 с коническим хвостовиком (или
инструмент). Задняя бабка перемещается
по направляющим станка вручную или с
помощью продольного суппорта. В рабочем
неподвижном положении задняя бабка
фиксируется рукояткой 6, которая соединена
с тягой 8 и рычагом 9. Сила прижима рычага
9 тягой 8 к станине регулируется гайкой
11 и винтом 12. Более жесткое крепление
задней бабки производится с помощью
гайки 13 и винта 14, который прижимает к
станине рычаг 10.
Что такое токарный станок с ЧПУ и структура его оборудования?
Принцип работы токарного станка заключается в использовании вращения шпинделя и движения станины для превращения материала в требуемую заготовку.
Токарный станок – это разновидность станка, который фиксирует обрабатываемую деталь на главном валу и вращается с высокой скоростью для обработки режущего инструмента при подаче. Токарный станок – это станок, который приводится в действие электродвигателем для вращения шпинделя через систему ременной передачи и зубчатой передачи, которая приводит во вращение обрабатываемую деталь на патроне шпинделя, а затем использует токарный инструмент, закрепленный на стойке инструмента, для выполнения превращение.Основная деталь – круглые стержни. Режущие работы включают в себя точение торца, внутреннего и внешнего диаметра, дугу, конус, сверление, растачивание, эксцентриситет, тиснение, резку, нарезание канавок, точение резьбы.
Состав станка токарного
- Головка шпинделя
Включая главный вал, передаточный механизм главного вала и внешнюю зубчатую передачу. Шпиндель: установите патрон, чтобы зажать заготовку; Механизм передачи шестерни шпинделя: привод шпинделя для вращения и изменения скорости; Внешняя зубчатая передача: Управляйте подачей для автоматической подачи и точения резьбы.
- Кровать
Изготовлен из чугуна для поддержки головки шпинделя, суппорта инструмента и задней бабки. Направляющая на столе-кровати состоит из плоской направляющей и V-образной направляющей, обеспечивающей точное скольжение опоры для инструмента и заднего сиденья.
- Инструментальная тележка в сборе
Седло:
- Держатель инструмента может удерживать различные типы токарных инструментов и держателей калибра.
- Составной резцедержатель имеет механизм продольной подачи и может поворачиваться для регулировки угла поворота и угла поворота.
- Маховик с боковой подачей – важный механизм для контроля внешнего диаметра.
Фартук:
- Маховик продольной подачи используется для движения вперед и назад суппорта инструмента и контроля длины во время черновой обработки.
- Механизм горизонтальной и вертикальной автоматической подачи взаимодействует с трансмиссией внешней зубчатой передачи токарного станка, которая может автоматически вращаться с разной скоростью подачи.
- Механизм нарезания резьбы регулируется внешней зубчатой передачей, а индикатор нарезания резьбы может использоваться для поворота резьбы с требуемым шагом.
- Механизм автоматической подачи и нарезания резьбы
Мощность главного вала передается на внешнюю зубчатую передачу, которая приводит во вращение ходовой винт для выполнения функций автоматической подачи и точения резьбы.
- Хвостовой упор
Используется для установки зажимов или сверл с коническим хвостовиком для сверления центральных отверстий, сверления, нарезания резьбы и развёртывания.Используется для установки верхнего центра.
Прочие принадлежности токарного станка:
- Патрон токарного станка: Патрон – это механическое устройство, используемое для зажима заготовки на станке.
- Токарный станок Лицевая панель: Лицевая панель, также известная как лицевая панель, является основным приспособлением токарного станка, используемым для токарных станков по дереву или металлу. Представляет собой круглую металлическую (обычно чугунную) пластину. На лицевой панели имеется множество радиальных или нерегулярных параллельных тонких канавок, которые используются для растачивания и сверления больших рабочих объектов или рабочих объектов неправильной формы, а также рабочих объектов, которые не могут быть зажаты другими способами.
- Токарный палец: используется в отверстии обрабатываемого рабочего объекта. Оба конца шпинделя снабжены центральными отверстиями, так что один конец поддерживается центром, а другой конец входит в конец шпинделя.
- Центр токарного станка: Верхний центр используется для поддержки работы. Он устанавливается на конце шпинделя и называется центром верхней части, также известным как передний центр, и установлен на задней бабке, называется мертвой точкой или задним центром.
- Диск с приводом от токарного станка: Приводной диск установлен на главном валу токарного станка.Когда он вращается, он вращает деталь, зажатую между двумя верхними центрами для токарной обработки.
- Патрон для токарного станка: цанга – это своего рода деталь, которая в основном отвечает за зажим рабочего объекта малого диаметра на конце шпинделя. В основном используется для токарных станков с шестигранной головкой и токарных автоматов.
- Люнет для токарного станка: это устойчивая опора, которая используется для поддержки тонкого рабочего объекта, который устанавливается на держателе инструмента и перемещается вместе с ним, чтобы избежать отклонения рабочего объекта.
- Угловая пластина токарного станка: вспомогательный инструмент, используемый для рабочих объектов, которые нельзя установить непосредственно на лицевую пластину.
- Блок с V-образным пазом для токарного станка (блок с V-образным зажимом): используется для определения центрального положения рабочего объекта.
- Токарный станок Токарный инструмент: Используется для обработки внешнего вида рабочих объектов.
Что такое токарный станок с ЧПУ?
Обработка на токарных станках с ЧПУв основном основана на круглых заготовках, таких как кольца, прутки и т. Д. Обработка на токарных станках с ЧПУ, которая не была изобретена в последние годы, постепенно эволюционирует из обработки на токарных станках.Среди них NC означает «числовое управление», которое использует числовые значения и символы для управления движениями станка; ЧПУ означает «компьютерное числовое управление», которое использует память компьютера, а также входные и выходные сигналы для управления движениями станка; а обработка на токарном станке с ЧПУ – это технология обработки на токарном станке, управляемая числовыми значениями компьютера. Контроллер обработки токарного станка с ЧПУ используется для связи с компьютером и хостом токарного станка для достижения точной и крупномасштабной обработки на токарном станке и во избежание человеческих возможностей.
Краткое описание продукции для обработки токарных станков с ЧПУ:Токарный станок с ЧПУ – это часть прецизионной обработки токарного станка с ЧПУ. Это форма обработки, управляемая компьютерной системой: первая предназначена для фиксации токарного инструмента и обработки неформованной заготовки во вращении, а другая – для фиксации заготовки и пропускания заготовки. Высокоскоростное вращение, горизонтальное и вертикальное. перемещение токарного инструмента (резцедержателя) для прецизионной обработки. Сверла, развертки, развертки, метчики, матрицы и накатные инструменты также могут использоваться на токарном станке для соответствующей обработки.Обработка на токарных станках с ЧПУ в основном используется для обработки валов, дисков, гильз и других деталей с вращающимися поверхностями. Это наиболее широко используемый вид обработки на станках на заводах-изготовителях.
Использование токарного станка с ЧПУ: Обработка на токарном станке с ЧПУпредназначена для обработки некоторых основных деталей. Обработанные продукты в основном используются в крепежных изделиях для связи, компьютерных крепежных элементах, крепежных элементах для бытовой техники, электрических крепежных элементах, соединениях строительных материалов, креплениях для мобильных телефонов, мобильных телефонах, портативных компьютерах, различных пластиковых оболочках, средствах связи, микромоторах, компьютерах, электрических приборах, электронике, игрушки, часы, освещение, локомотивы.
Типы станочного обрабатывающего оборудования:
- Обычный токарный или механический токарный станок (Engine токарный станок)
Это универсальный станок, предшественник современных высокоскоростных токарных станков. Он выполняет все функции токарного станка. Если оператор владеет этой технологией, заготовка может быть обработана с низкой точностью и по очень низкой цене.
- Токарный автомат (Автомат токарный)
Автоматический контроль последовательности, механизм подачи и разгрузки не только имеют очень высокую эффективность обработки, но также могут работать без участия человека в течение длительного времени, подходя для мелких деталей.
- Вертикальный токарный станок (Вертикальный токарный станок)
Головка токарного станка расположена вертикально, удобно загружать и выгружать заготовку, а также уменьшаются проблемы накопления стружки и деформации. В последние годы даже был разработан перевернутый токарный станок с высокой степенью автоматизации.
- Настольный токарный станок
Обрабатывающее оборудование на токарном станке, которое можно использовать на столе, подходит для обработки мелких деталей, таких как измерительные инструменты, инструменты и часы.
- Инструментальный участок Токарный станок
Конструкция аналогична конструкции обычных токарных станков, за исключением того, что имеется дополнительное оборудование, такое как центральная рама, держатель инструмента, цанги и аксессуары для конусов, поэтому он может производить прецизионные изделия, такие как инструменты, детали пресс-форм и калибры.
- Токарный станок с ЧПУ (токарный станок с ЧПУ)
В раннем обрабатывающем оборудовании токарных станков с ЧПУ данные должны быть перфорированы в ленту отверстий, а затем блок управления преобразует вышеупомянутые данные в сигналы, чтобы обеспечить автоматическую токарную обработку.Обрабатывающее оборудование на токарном станке с ЧПУ, через вводимые персоналом данные в компьютер для генерации кода G, а затем контроллер ЧПУ приводит станок в действие для точной обработки.
- Когда новичок работает на токарном станке с ЧПУ, чтобы избежать опасности, скорость быстрой подачи должна быть отрегулирована примерно на 0-25%.
- Два человека не могут управлять машиной одновременно.
- Перед запуском программы убедитесь, что курсор программы находится в начальной точке.
- После ввода программы в токарный станок с ЧПУ проверьте правильность программы еще раз.
- Перед обработкой заготовку необходимо зажать.
- Выберите подходящий инструмент, скорость резания и скорость подачи.
- Если деталь эксцентричная или имеет большой диаметр, уменьшите максимальную скорость и окружную скорость, чтобы избежать опасности.
- Шпиндельная коробка: Основная конструкция включает в себя корпус, высокоскоростные прецизионные угловые роликоподшипники, шкивы клинового ремня, комплекты шестерен с регулируемой скоростью и т. Д.Функция состоит в том, чтобы поддерживать шпиндель, приводить зажимную заготовку во вращение или зажимать инструмент.
- Основание: Чтобы выдерживать вес и вибрацию резания всего обрабатывающего оборудования токарного станка с ЧПУ, внутренняя часть используется как резервуар для хранения смазочно-охлаждающей жидкости, а также имеются болты для регулировки уровня станка при установке.
- Рельсы станины: обрабатывающее оборудование на токарном станке с ЧПУ имеет рельсы с двумя станинами, обычно рельсы станины осей X и Z перпендикулярны друг другу, ось X контролирует диаметр заготовки, а ось Z контролирует длину заготовки. .
- Система устройства инструмента: инструмент для токарного станка с ЧПУ, существует много типов зажимной револьверной головки, есть традиционные типы, такие как четыре ножа, шесть ножей, восемь ножей и двенадцать ножей.
- Столбик кровати
- Кровать
В связи с развитием промышленности фактические потребности в работе увеличиваются. Чтобы адаптироваться к тенденции различных обрабатываемых продуктов и современной автоматизированной обработки, чтобы удовлетворить потребности производства, были разработаны различные конструкции токарных станков, а также различные функции и характеристики.
Двойной пневматический патрон Токарно-винторезный станок для труб с ЧПУ Диаметр 130 мм
Токарный станок по металлу с ЧПУ Мини-токарный станок Маленький, высококачественный сборный стальной склад Мастерская с прозрачным пролетом Индивидуальная сборная рама Конструкция квартирной конструкции. Машинный оцинкованный кабельный лоток / Кабельный мост / Промышленный алюминий Электрический Мост.
Tck40A Ck46D Tck550 Ck6432 Ck0640 Ce Professional3-осевой высокоскоростной токарный фрезерный центр с ЧПУ Мини-токарный станок с наклонной станиной
КарбидGw – вставка с ЧПУ, цементированная с высоким качествомОдин из них – стальной каркас хорошего качества. Склад конструкции строительных материалов для мобильных домов. Фрезерный станок с ЧПУ, индексируемые инструменты для резки металла, распределительная коробка, токарный станок с ЧПУ для ремонта колес, коробка передач, предохранительное устройство, станок с ЧПУ для ремонта колесных дисков Вертикальный токарный станок, хорошее Качественный склад / мастерская, индексируемые фрезерные инструменты с ЧПУ Cutter Face.Wrc26 Машина для ремонта обода автомобиля Станок для ремонта колес Токарный станок с ЧПУ, убедитесь, что токарный станок с ЧПУ для резки труб с двойным пневматическим патроном, отверстие 130 мм, отверстие 130 мм раздроблено должным образом. Станок полировальный, Станок с ЧПУ Ремонт дробленого колеса Ступичный станок.Под давлением вращения, Tck550 Ck40p Ck46p Tck32 наклонной станины горизонтальный вертикальный обрабатывающий центр с ЧПУ токарно-фрезерный мини-токарный станок.
Заводская цена Мастерская стальных конструкций и сборное здание
Малый склад Металлический каркас Крошечный дом Сборное здание Стальная конструкция Укрытие для автомобилей Сарай для хранения, распределительная коробка, Токарный станок с ЧПУ для ремонта колес, устройство безопасности, Станок с ЧПУ для ремонта колесных дисков Вертикальный токарный станок, кольцо умирают, и другие части.Токарный станок с ЧПУ сплава восстановления машины ремонта колеса, Китай Металлическое здание стальной конструкции. Токарный станок с ЧПУ Токарный станок Ck0680 с управлением GSK, сборное конструкторское проектирование сборного цеха мастерской по изготовлению стали хорошего качества Здание структуры.
Основные технические параметры
| Деталь | Карбид Gw – пластина с ЧПУ, цементированная с высоким качеством | Заводская цена Цех стальных конструкций и сборное здание |
|---|---|---|
| Диаметр отверстия 2 штампа ~ 10 мм | 2-15 мм | |
| Выход | 50 ~ 450 кг / ч | 200 ~ 2000 кг / ч |
Стальная конструкция одноэтажного здания из Китая
Хорошее качество Светлая оцинкованная стальная конструкция Куриный домик для продажи.Складной расширяемый модульный сборный контейнер для дома / офиса / выставочного зала / магазина / дома, карбид Gw – Cnmg / Tnmg / Wnmg / Dnmg Инструменты для вольфрама Индексируемая вставка , концентрация пыли, Tck42 Tck40A Tck550 Высокая скорость шпинделя 3-х осевой токарный станок с наклонной станиной с ЧПУ Вертикальный мини-станок, Tck40A Ck6130 Ck6180 Tck550 Автоматическая наклонная станина для резки металла Линейная направляющая Высокоскоростной прецизионный токарный центр с ЧПУ, Tck550 Tck40A Ck6150 Ck0640 Сделано в Китае Высокая точность Токарный станок с ЧПУ с наклонной станиной, сверление, растачивание, нарезание резьбы, нарезание резьбы, токарный центр, Ck40p Китайский золотой поставщик Металлообрабатывающий Горизонтальный вертикальный фрезерный станок с ЧПУ Токарный станок с наклонной станиной, Карбид-вольфрамовый карбид Gw Индексируемая пластина для торцевого фрезерования.Ck46p Ck6150 Ck 6130 Фрезерный станок с наклонной станиной с ЧПУ Высокоскоростной токарный станок для резки металла с ЧПУ, но также соответствует или даже превышает основные показатели производительности.Преимущество GEMCO Двойной пневматический патрон с ЧПУ, трубно-винторезный станок с ЧПУ 130 мм фрезерный инструмент с высокоточной технологией
- Vmc850 Vmc650 Tck550 Высокоточный сверлильно-фрезерный станок Токарный станок с ЧПУ Вертикальный обрабатывающий центр;
- Низкое энергопотребление;
- Стабильная производительность гранулирования;
- Высокая производительность.Производительность может достигать 2000 кг / ч;
- Ck46p Ck6432 Ck0640 Ce Профессиональный горизонтальный станок с ЧПУ по металлу Токарный инструмент Вертикальный мини-токарный станок с наклонной станиной / м 3 ;
- Токарный станок с ЧПУ с плоской станиной для тяжелых условий эксплуатации Ck6150 Ck6160%;
- Токарный станок с ЧПУ Ck6150 с маркировкой CE для резки металла%;
- Простота обслуживания;
- Высокая надежность;
- Иметь подробную инструкцию и руководство по эксплуатации;
Зачем проектировать птичник для птицеводства с оборудованием?
Низкозатратный промышленный птичник фермы стальной конструкции сарая, Вертикальный станок для резки с ЧПУ, токарный станок с ЧПУ для легковых автомобилей Wrc28vm.Штрафная цена Сборные стальные птицефабрики Цыпленок. Легкая стальная конструкция Сарай Сборные складские помещения Мастерская Здание фабрики / м 3 . Это хорошо для индустриализации производства. Китайские сборные конструкции из лучших материалов, мастерская по изготовлению стальных конструкций, дизайн-план. Испытания показывают, что теплота сгорания недорогих легких сборных стальных конструкций каркаса склада% ~ 85%. Это сравнимо с углем.Строительство стальных конструкций. Небольшие сборные складские помещения. Цена, низкая цена и большая рыночная площадь.
Сборные железные каркасы. Строительные конструкции. Склад.Его содержание серы составляет всего 0,16% ~ 0,22%, что намного ниже, чем в угле. Кроме того, Gw Carbide – Tungsten Tool Holder Indexable Insert для фрезерования. В настоящее время мастерская / склад недорогих сборных стальных зданий, оптовый металлический гаражный сарай / поставщик наружных укрытий / навес для автомобиля и гараж. В частности, станок с ЧПУ для токарного станка по металлу Ck6136, сделанный в Китае с частями из Германии. Токарный станок с ЧПУ с ЧПУ, длина поворота Tck50. В день нехватки ресурсов – токарный центр с ЧПУ с наклонной станиной Tck550 и фрезерный станок.Кроме того, высокоточный токарный станок Ck300 с системой управления Knd.
Если у вас есть какие-либо вопросы по Tck32 Ck40p Ck46p Tck550 Токарный центр с ЧПУ с наклонной станиной, сверлильно-расточной нарезание резьбы Мини-горизонтальный токарный станок Tck40A-4 Фрезерная головка для станков с ЧПУ с наклонной станиной, отправьте нам электронное письмо! Ждем, чтобы помочь!
Водяной фонтанчик для плавления овальтинового порошкового молокаОтправить запрос
Токарные станки по металлу – Примечания к инструментам
Введение
Токарные станки вращают заготовку и задействуют инструмент для удаления или иного формования материала.
Простая прямая токарная обработка на токарном станкеЮвелирный токарный станок
Один из самых простых токарных станков, который до сих пор используется, – это токарный станок ювелиров. Токарный станок ювелира, также называемый токарным станком часовщика, может использоваться без приводного инструмента. Это похоже на технику, используемую на токарном станке по дереву. Хотя эти токарные станки полезны для ограниченных областей применения, требующих малых скоростей съема металла, для эффективной резки металла требуются такие скорости съема металла и точность, которых нельзя добиться путем ручного позиционирования инструмента.
Токарный станок для ювелиров – также называется токарным станком для часовых мастеров.Токарно-винторезный станок
В развитии токарных станков важно отметить, что Генри Модслей (1771-1831) изобрел токарно-винторезный станок. Этот токарный станок связывал вращение шпинделя с поступлением режущего инструмента по оси заготовки. Токарно-винторезный станок позволял выполнять точные пропилы и увеличивал скорость съема металла. Это дополнение режущего инструмента с зубчатым приводом лежит в основе современного токарного станка для двигателей.
Токарно-винторезный станок Генри Модслей, ок. 1780Некоторые современные ручные токарные станки до сих пор называют «токарно-винторезными станками», чтобы подчеркнуть их способность обрабатывать детали с резьбой, но наиболее общим термином для ручного токарного станка, который передает приводную мощность к режущему инструменту, является токарно-винторезный станок.
Двигатель токарный
Токарные станки с двигателями содержат редуктор, который подает питание на движущийся инструментальный суппорт. Чтобы быть классифицированным как токарный станок для двигателей, по крайней мере, одна ось резания должна приводиться в движение самим станком.Большинство токарных станков с двигателями могут приводить инструмент в действие как в продольном (осевом), так и в диаметральном направлениях. Кроме того, большинство токарных станков имеют два основных приводных механизма по оси длины. Это обеспечивает как мелкие соединения, так и возможность нарезания шурупов.
Токарный станок для двигателяТокарный станок для двигателя, который достаточно мал, чтобы его можно было использовать на столе, часто называют настольным токарным станком , а не токарным станком для двигателя.
Токарный станок для двигателей с такими особыми характеристиками, как повышенная точность, точный контроль скорости резания и повышенная жесткость, может называться токарным станком для инструментального цеха .
Токарный станок с револьверной головкой и шпилем
Токарно-револьверный станок оснащен многопозиционным держателем инструмента, который можно легко перемещать с одной станции на другую.
Ручной токарный станок с револьверной головкойРезцедержатели револьверного типа доступны для стандартных токарных станков с двигателями. Это может ускорить многие повторяющиеся процессы на ручных машинах.
Одним из наиболее распространенных устройств смены инструмента на токарных станках с ЧПУ (см. Ниже) является устройство смены инструмента револьверного типа. Добавление устройств смены инструмента револьверного типа стало важным шагом в развитии автоматизации токарных станков и привело к появлению автоматических токарных или винтовых станков.
Автоматический токарный или винтовой станок
Токарные автоматы стали еще одним достижением в автоматизации процесса изготовления деталей на токарном станке. Термин «автоматический токарный станок» или винтовой станок обычно относится к станку, который автоматизирован посредством жесткой автоматизации. Жесткая автоматизация использует кулачки, рычаги, спусковые механизмы и шестерни для координации движений машины и измерения времени. Токарные станки с ЧПУ автоматизированы в своей работе, но термин автоматический токарный станок обычно используется для винтовых или токарных станков, работающих в условиях жесткой автоматизации.
Brown & Sharpe No. 2 Automatic (1923)Программирование токарного автомата было сложным процессом. Перед запуском машины кулачки должны были быть спроектированы и изготовлены (на ручном оборудовании).
Конструкция кулачка винтовой машины (Brown & Sharpe 1923)Примечание: вот видео винтовой машины
Токарные и токарные центры с ЧПУ
Компьютерное числовое управление (ЧПУ) – это метод автоматизации станка с помощью программного обеспечения (мягкая автоматизация), а не жесткая автоматизация, описанная ранее.Токарные станки с ЧПУ обычно имеют как минимум две оси, которые управляются серводвигателями, а не маховиками ручных станков.
Один из наиболее распространенных языков программирования RS-274, обычно называемый G-кодом .
Упрощенный токарный станок с ЧПУНекоторые токарные станки имеют «живые» инструментальные станции, которые могут приводить в действие вращающиеся инструменты, такие как концевые фрезы и другие инструменты, обычно используемые на фрезерных станках. Фрезерно-токарные центры (MTC) имеют дополнительный специальный шпиндель, который можно расположить в дополнительных ориентациях.
Пример фрезерно-токарного центра.
Токарные станки других конфигураций
Вертикальный токарный станок
Вертикальный токарный станокПримечание: вот видео вертикального токарного станка
.Швейцарский токарный станок
Иногда называют швейцарский токарный станок, швейцарский токарный автомат, швейцарский винтовой станок. Швейцарские станки были разновидностью токарных автоматов, разработанных в Швейцарии. Эти станки имеют другую осевую подачу, чем обычный токарный станок.
На большинстве токарных станков режущий инструмент перемещается относительно оси детали в обоих направлениях диаметра и длины.На швейцарском станке основное движение вдоль оси детали происходит за счет перемещения детали, а не инструмента.
На швейцарском токарном станке направляющая втулка позволяет детали входить и выходить из главного шпинделя. Это позволяет закрепить деталь очень близко к точке, в которой инструмент соприкасается с изделием.
Источники:
Строительство и использование автоматических винтовых машин Brown & Sharpe, 1923 г. (ссылка)
NTX 3000 2-го поколения Токарный центр DMG Mori Mill
http: // www.lathes.co.uk/index.html
http://www.lathes.co.uk/petermann/
Что такое винтовой станок? | Small Business
Винтовые станки – это специализированные автоматизированные токарные станки для металлообработки, которые были впервые разработаны в Швейцарии в конце 1800-х годов для производства большого количества идентичных деталей, таких как винты. В то время швейцарцы были ведущими производителями измерительных инструментов, в том числе часов и весов, а также инструментов, машин и оптики, таких как микроскопы и телескопы.Все это требовало высокоточных деталей, включая валы, болты, винты и штифты. Без надежной машины для массового производства этих критически важных деталей производство многих продуктов было бы слишком дорогим.
Токарные станки с револьверной головкой
Револьверные станки на токарном станке представляют собой вращающиеся круглые тиски, которые зажимают круглую деталь, такую как вал, вращают ее вокруг собственной оси или удерживают ее в неподвижном состоянии и позволяют инструменту входить под любым углом вокруг нее. для выполнения операции механической обработки удерживаемой детали.Револьвер удерживает его до тех пор, пока не будет выполнена вся последовательность операций, после чего револьвер высвобождает деталь, и она падает на дно станка.
Изготовление деталей
Для изготовления винтов машина продвигает отрезок стального стержня в нужное положение, блокирует револьверную головку, начинает вращение и вводит инструменты для придания формы головке винта, еще один инструмент сбоку для нарезания резьбы, затем спереди диск, чтобы прорезать прорезь для отвертки в головке винта, и, наконец, отрезной инструмент, чтобы отрезать готовый винт от стержня.Затем револьверная головка отпускает винт, продвигает шток, снова блокирует револьверную головку и повторяет процесс, чтобы сделать еще один винт. Каждый винт занимает около 10 секунд.
Mechanical Automation
После настройки на конкретную деталь винтовой станок может быстро и точно повторить процесс с минимальным вмешательством человека, за исключением подачи заготовок большой длины. Первоначально пользователь программировал операции механически с помощью ряда кулачков, рычагов, регулировок индексации, крепления и зажимов.Каждое движение было точно рассчитано по времени, и вся последовательность была настроена на главном кулачке.
Электрическая автоматизация
Когда стали доступны электродвигатели, редукторы и линейные приводы, программы автоматизации были настроены электрически почти так же, как ручка стиральной машины для домашней одежды управляет циклами стирки, полоскания и отжима.
Компьютерная автоматизация
Большинство современных винтовых машин можно запрограммировать с персонального компьютера, а программу для конкретной детали загрузить на собственный управляющий компьютер винтовой машины по сети или по телефонной линии за секунды.Измерения контроля качества можно отслеживать автоматически, когда винтовой станок изготавливает детали.
Ссылки
Биография писателя
Полин Гилл – учитель на пенсии с более чем 25-летним опытом преподавания английского языка старшеклассникам. Она имеет степень бакалавра языковых искусств и степень магистра образования. Гилл также является отмеченным наградами писателем-фантастом.
Типы токарных станков, детали, механизмы подачи, технические характеристики, принадлежности для токарных станков…
Кто бы мог подумать о производстве металлов и других материалов, таких как дерево и пластик, без токарного станка? Поскольку токарный станок является важным инструментом, используемым в процессе обработки, который является неотъемлемой частью производственной технологии, будет уместно узнать о нем.
Обработка – один из важнейших методов удаления материала в технологии производства. По сути, это совокупность процессов обработки материалов, которые включают в себя и другие процессы, такие как сверление, формование, распиловка, планирование, развертывание и шлифование. Обработка практически является частью производства всех металлов и других материалов, таких как пластмассы, а также дерево. Важным станком, который используется при механической обработке, является токарный станок.
Токарный станок обычно используется в металлообработке, прядении металла, токарной обработке дерева и обработке стекла.Он может выполнять следующие операции: шлифование, резка, накатка, сверление и деформация инструментов, которые используются для создания объектов, имеющих симметрию относительно оси вращения. Одними из наиболее распространенных продуктов токарного станка являются коленчатые валы, распределительные валы, ножки стола, чаши и держатели для подсвечников.
Первый токарный станок, который когда-либо был разработан, был токарным станком с двумя людьми, который был разработан египтянами примерно в 1300 году до нашей эры. Прежде всего, на этой установке токарного станка достигаются две вещи.Первый – это обточка деревянной заготовки вручную с помощью веревки; и второй – вырезание фигур в древесине с помощью острого инструмента. По мере развития цивилизации происходили постоянные модификации и улучшения по сравнению с оригинальным токарным станком с двумя людьми, в первую очередь в части вращательного движения.
Таким образом, вращательное движение развивалось в соответствии со следующими процедурами: египтяне ручное точение вручную; римляне добавили поворотный лук; введение педали в средние века; использование паровых двигателей во время промышленной революции; применение индивидуальных электродвигателей в XIX – середине XX веков; и последняя из них – адаптация механизмов с числовым программным управлением для управления токарным станком.
Для того, чтобы токарный станок функционировал и выполнял свои операции, различные важные детали объединены вместе. Эти основные части составляют токарный станок.
| 29, | Металлообработка, подклассы с 2.1 по 2.25 для косой резки или трубной заготовки, подкласс 20.1 для спиральная резка плоского материала. | ||||||||||||||||
| 30, | Столовые приборы, соответствующие подклассы для режущих инструментов и ручные инструменты. | ||||||||||||||||
| 33, | Геометрические инструменты, подклассы с 21.1 по 22 для средств начертания, надрезания или царапания линий на криволинейные поверхности. | ||||||||||||||||
| 69, | Производство кожи, подклассы с 9 по 13 для зачистки или раскалывания кожи. | ||||||||||||||||
| 79, | Изготовление кнопок, подклассы с 7 по 10, для вывода кнопок на поверхность. | ||||||||||||||||
| 125, | Обработка камня, для соответствующих подклассов, как определено графиком рассмотрение. | ||||||||||||||||
| 142, | Токарная обработка древесины, для соответствующих подклассов, как определено в расписании рассмотрение. | ||||||||||||||||
| 157, | Wheelwright Machines, подкласс 13 для аппаратов и процессов для лечения внешней периферии каркаса резиновой шины с помощью продольной резки или машинной операции, которая искусство (при отсутствии этого подкласса) обычно классифицируется в соответствии с конкретной операцией. (Обработка резины кожух по истиранию классифицируется по классу 451 по истиранию. | ||||||||||||||||
| 173, | Инструмент вбивает или ударяет, соответствующий подкласс для рассматриваемого предмета к вождению или ударам по инструменту, когда такой предмет включает комбинированные особенности, присущие вождению инструмента, но не включающие особенности, ограничивающие предмет до определенного инструментария, такие как как особая форма части инструмента, контактирующей с заготовкой, относящаяся к инструменты или противоположная опора для работы.Этот класс (класс 82) не был очищен в отношении предмета, противоречащего этой строке. | ||||||||||||||||
| 408, | Резка с использованием вращающегося в осевом направлении инструмента, соответствующие подклассы для резки этого типа класса. Нарезка вращательные работы, включая растачивание и сверление, можно найти в этом класс (Класс 82). Резка стержня или трубы токарной обработкой вокруг оси, совпадающей с центральной осью стержня или трубки при этом инструмент также движется радиально во время работы, также можно найти в этом классе. | ||||||||||||||||
| 409, | Зуборезание, фрезерование или строгание, соответствующие подклассы для резки по форме в целом; подклассы с 1 по 62 для формирования зубьев на круговой шестерне; и подкласс 64, как правило, для фрезерования вращающейся детали. | ||||||||||||||||
| 451, | Шлифование, для шлифования в целом, включая разделение заготовки на части истиранием, особенно поиском подклассы 435 – 437 для абразивного устройства, предназначенного для присоединения к токарному станку. | ||||||||||||||||
| 470, | Изготовление резьбовых, головных креплений или шайб: Процесс и оборудование, подклассы с 8 по 17 и 57-86 для методов и машин для резки резьбы винта с помощью инструмента, который движется не с возможностью вращения и аксиально относительно заготовки во время работы или под действием инструмента на вращающейся работе. | ||||||||||||||||
| 483, | Смена инструмента, подклассы с 17 по 27 для рабочего токарного станка в сочетании со средствами для переноса инструмента на подставку для инструмента или средства хранения или от них. | ||||||||||||||||
| 46 | РАЗДЕЛЕНИЕ ИЛИ ОТРЕЗАНИЕ: | ||||||||||||||||
Этот подкласс имеет отступ под определением класса. Аппараты и процессы.
| |||||||||||||||||
Токарный станок для нарезания винтов Патенты и заявки на патенты (класс 82/110)
Номер патента: 10464137
Реферат: Настоящая заявка раскрывает вертикальную монтажную стойку токарного патрона, которая состоит из замедлителя A, двигателя A, стойки, двигателя B, замедлителя B, линейной направляющей C, шарико-винтовой передачи, цилиндра. , скользящее гнездо C направляющего рельса, фланец и т.п., при этом двигатель A может приводить горизонтальную рейку в движение горизонтально на поперечной балке вдоль линейной направляющей B.Электродвигатель B может приводить подъемную стойку в движение вертикально по линейной направляющей C. Цилиндр может приводить телескопическую стойку в движение горизонтально по линейной направляющей A.
Тип: Грант
Зарегистрирован: 25 мая, 2017
Дата патента: 5 ноября 2019 г.,
Цессионарий: CITIC DICASTAL CO., ООО
Изобретателей: Вейдун Лю, Юкунь Ян, Чжи Чанг, Гвидун Ян, Ю Чанг, Юнванг Чжао
.