7307 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
Сведения о производителе поперечно-строгального станка 7307
Разработчиком и изготовителем поперечно-строгального станка 7307 является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
в 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7Е35, 7307 завод начал выпускать в 1976 году.
Станки, выпускаемые Оренбургским станкостроительным заводом
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
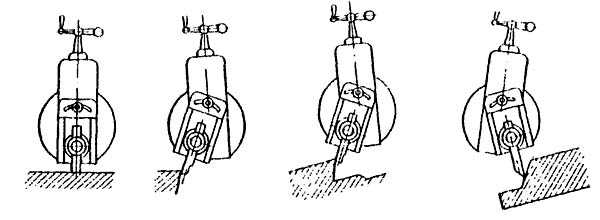
Положение суппорта и поворотной доски суппорта при строгании
Настройка и наладка станка на чистовое строгание плоскости выполняется в следующей последовательности.
1. Выбирается режим резания. В него входят глубина резания t, подача s, скорость резания v. С целью сокращения основного технологического времени Та черновое строгание следует выполнять с возможно большей глубиной резания и меньшим числом проходов i, стремясь по возможности произвести обработку за один проход.
2. Глубину резания t можно определить по формуле:
t = ∆/i,
где ∆— припуск; i — число проходов.
3. Проводится наладка станка в последовательности:
- закрепляется заготовка в тисках машинных на подкладках
- закрепляется проходной строгальный изогнутый резец в резцедержателе суппорта
- устанавливается и регулируется длина хода ползуна с учетом длины заготовки и перебега резца
- устанавливается резец на заданную глубину строгания лимбу винта вертикальной подачи
- проводится пробное включение станка и регулируется вылет ползуна относительно заготовки
- устанавливается стол с заготовкой справа от резца с тем, чтобы направление подачи стола было в сторону строгальщика
4. Проводится чистовое строгание плоскости. Шероховатость обработанной поверхности сравнивается с эталоном.
7307 станок поперечно-строгальный. Назначение и область применения
Поперечно-строгальный станок 7307 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода.
Коробка подач обеспечивает 20 подач стола.
Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Для сбора стружки имеется стружкосборник.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Класс точности станка Н по ГОСТ 9—82Е.
Точность обработанной детали до 0,03 мм на длине до 300 мм.
Чистота обработки — не менее V5.
Разработчик — Оренбургский станкостроительный завод.
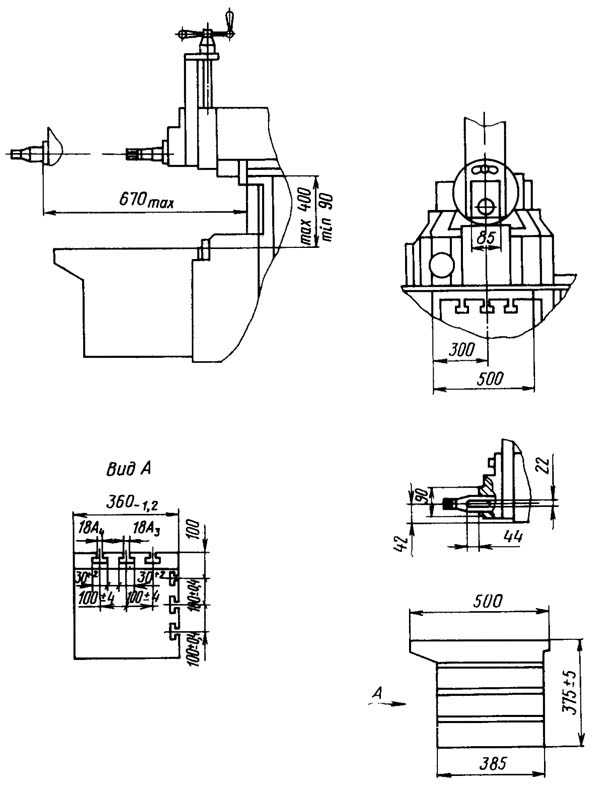
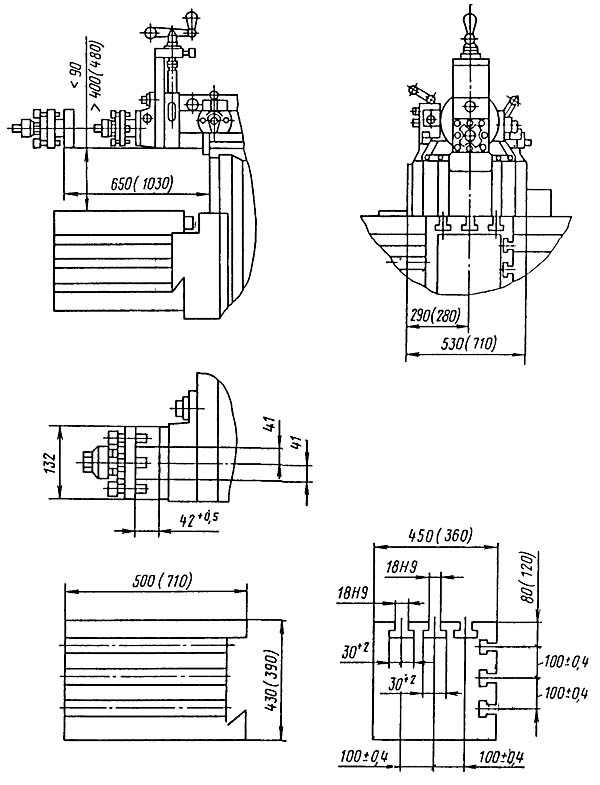
Габарит рабочего пространства. Посадочные и присоединительные базы поперечно-строгального станка 7307
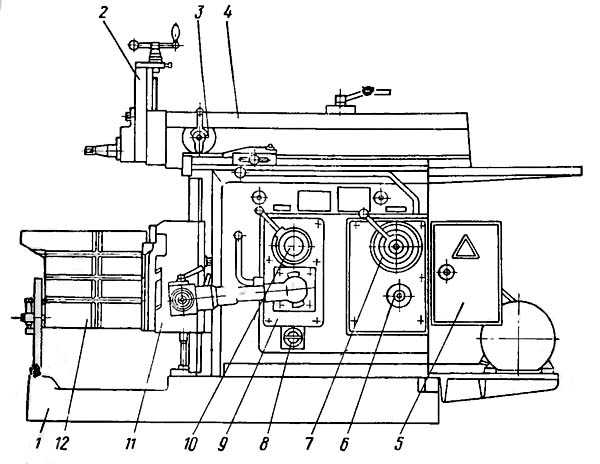
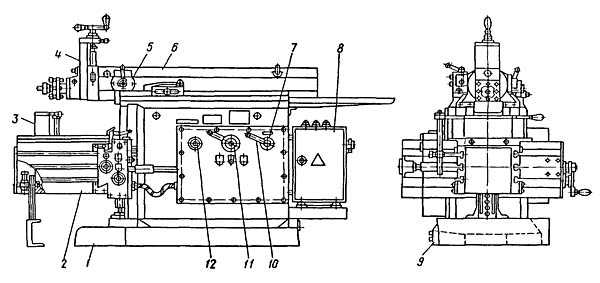
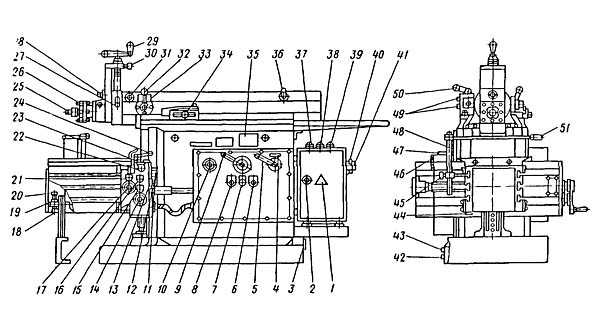
Общий вид поперечно-строгального станка 7307

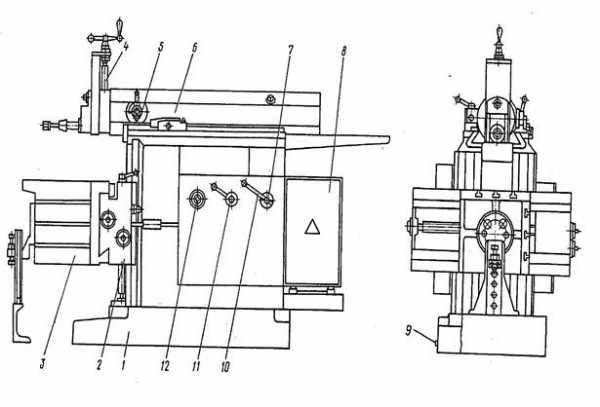
7307 Расположение составных частей поперечно-строгального станка 7307
Перечень составных частей поперечно-строгального станка 7307
- Станина – 730710000
- Суппорт – 730731000-03
- Механизм автоматической подачи суппорта* – 730733000
- Ползун – 730730000
- Электрооборудование – 730780000-03
- Коробка скоростей – 730720000-03
- Механизм переключения коробки скоростей – 730721000-03
- Централизованная смазка – 730770000
- Коробка подач – 30750000
- Кулисный механизм – 730740000
- Поперечина* – 730760000
- Универсальный стол** – 730761000
12. Стол*** – 730762000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Расположение органов управления строгальным станком 7307
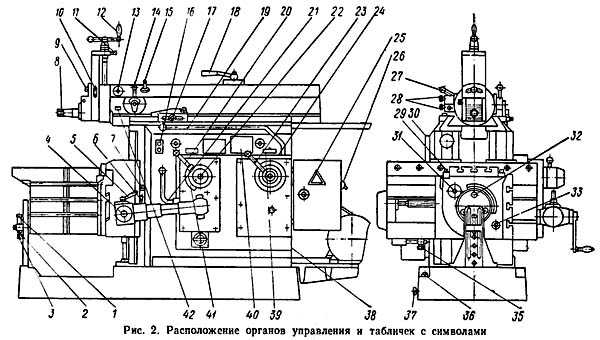
Спецификация органов управления поперечно-строгального станка 7307
- Винт точного подпора стола
- Гайка закрепления стойки стола
- Упор стойки стола
- Хвостовик вала для ручного перемещения стола
- Рукоятка включения и реверсирования механического перемещения стола
- Рукоятка управления перемещением стола
- Гайка закрепления поперечины на станине
- Винт закрепления резца
- Гайка закрепления поворотной доски суппорта
- Рукоятка зажима салазки суппорта
- Винт поджима ходового винта суппорта
- Рукоятка перемещения салазок суппорта
- Хвостовик вала закрепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Кнопочная станция включения и выключения электродвигателя главного привода
- Винт крепления упора механической подачи суппорта
- Рукоятка закрепления ползуна
- Рукоятка управления фрикционной муфты главного привода (пуск и останов ползуна)
- Рукоятка установки величины механической подачи стола
- Рукоятка включения ускоренного перемещения стола
- Хвостовик вала изменения длины хода ползуна
- Рукоятка установки ряда чисел двойных ходов ползуна
- Хвостовик вала замка электрошкафа
- Вводный автоматический выключатель
- Рукоятка включения и выключения механизма автоматической откидки резца при обратном ходе ползуна
- Гайка для регулирования силы поджатия штанги
- Гайка закрепления наклоняемого стола
- Хвостовик вала поворота наклоняемого стола в плоскости, параллельной ходу стола
- Гайка закрепления поворотного стола
- Хвостовик вала поворота стола в плоскости, перпендикулярной ходу
- Рукоятка очистки пластинчатого фильтра
- Упоры перемещения стола в горизонтальном направлении на заданный размер
Общая компоновка и особенности конструкции станка 7307
Поперечно-строгальный станок модели 7307 состоит из основных узлов. На правой стороне станка смонтирована чугунная коробка подач, в которой находится механизм горизонтальной подачи стола.
К передней части станка крепится узел стола, состоящий из поперечины, салазок и собственно стола.
На задней части станка на чугунном кронштейне установлен электродвигатель.
На верхних направляющих станины собран узел ползуна, в котором с правой стороны вмонтирован механизм вертикальной механической подачи суппорта, а в передней его части укреплен суппорт.
Кулисный механизм, коробка скоростей и узел смазки смонтированы внутри станины.
Кинематика ставка предусматривает:
- возвратно-поступательное движений ползуна, являющееся главным движением, которое имеет 8 различных скоростей (двойных ходов ползуна в минуту)
- вспомогательные движения стола в горизонтальной плоскости, осуществляющие подачу обрабатываемого изделия (движение подачи и ускоренное горизонтальное перемещение стола)
Движение вертикальной подачи суппорта резца
При настройке на станке перемещаются вручную:
- палец кулисы – при изменении длины хода ползуна
- гайка ползуна – при изменении вылета ползуна
- стол в вертикальной плоскости – при установке изделия на станке
- стол в горизонтальной плоскости
- суппорт для наклона резца по отношению к обрабатываемой поверхности
Кинематическая схема поперечно-строгального станка 7307
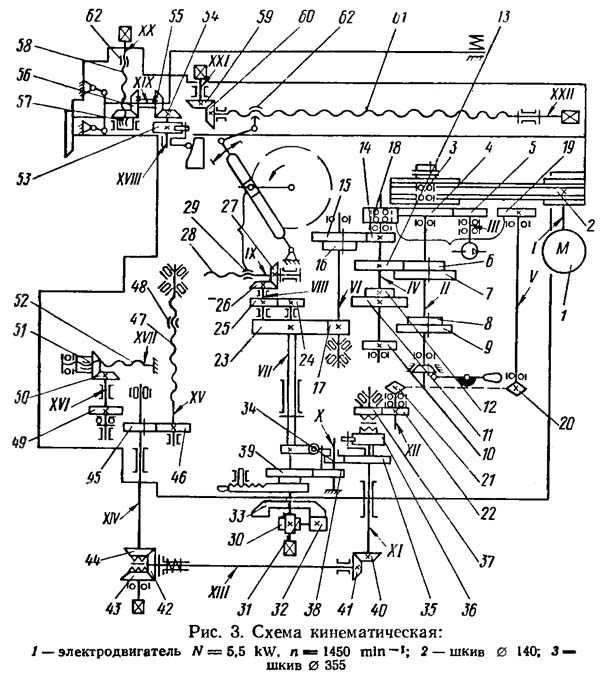
Схема 1 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
Схема 2 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
Схема 3 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
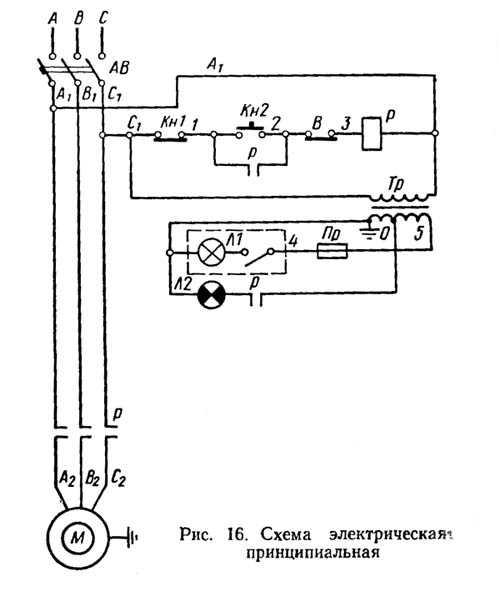
Схема электрическая принципиальная строгального станка 7307
Расположение электрооборудования на строгальном станке 7307

Расположение электрооборудования на строгальном станке 7307
Электрооборудование на строгальном станке 7307
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель 4А112М4А.
На станке применяются следующие величины напряжений переменного тока при частотах 50…60 Hz:
- силовая цепь трехфазная 220, 380, 400, 440 В
- цепь управления 220, 380, 400, 440 В
- цепь местного освещения 24 В
Выбор рабочего напряжения силовой цепи и местного освещения производит заказчик.
Для освещения рабочего места смонтирован на поперечине светильник СГС-1-1В с лампой. В нише поперечины с рабочей стороны установлены кнопки управления для пуска – «1» и остановки «0» главного привода и лампа, сигнализирующая о включении вводного автомата. Шкаф управления установлен на задней стенке станины. Ввод питающих проводов выполнен снизу через концевое соединение 1/2″ проводом ПГВ сечением не менее 1,5 mm2 черного цвета для линейных проводов и зелено-желтого цвета для заземления.
7307 Станок поперечно-строгальный. Видеоролик.
Технические характеристики поперечно-строгального станка 7307
| Наименование параметра | 7Б35 | 7Е35 | 7307 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Длина хода ползуна, мм | 20..500 | 20..520 | 20..720 |
| Наибольшее сечение резца, мм | 20 х 32 | 20 х 32 | 25 х 40 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 | 670 | 880 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 | 90..400 | 90..480 |
| Наибольшая перестановка ползуна, мм | 310 | 310 | 410 |
| Стол | |||
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 | 360 х 500 | 450 х 710 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 | ||
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 | ||
| Наибольшее перемещение стола – горизонтальное, мм | 500 | 530 | 710 |
| Наибольшее перемещение стола – вертикальное, мм | 310 | 310 | 390 |
| Число горизонтальных подач стола | 16 | 20 | 20 |
| Пределы горизонтальных подач стола, мм/дв.ход | 0,3..4,8 | 0,2..4,0 | 0,2..4,0 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 | 3,0 | 3,0 |
| Быстрое вертикальное перемещение стола, м/мин | – | 0,6 | 0,6 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 |
| Ползун. Суппорт | |||
| Наибольшее вертикальное перемещение салазок суппорта (головки резца) от руки, мм | 170 | 170 | 170 |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 | ±60 | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 | ±15 | ±15 |
| Наибольшее допустимое усилие резания, Н | 18000 | 18000 | 20000 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 | 8 | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 | 13,2; 19; 26,5; 37,5; 53; 75; 106; 150 | 10,6; 15; 21,2; 30; 42,5; 60; 85; 118 |
| Число подач суппорта | 6 | 6 | 6 |
| Подачи суппорта, мм/дв.ход | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода стола, кВт | 5,5 | 5,5 | 5,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 | 2350 х 1250 х 1550 | 2980 х 1400 х 1665 |
| Масса станка, кг | 1800 | 2100 | 2800 |
Связанные ссылки
Каталог справочника поперечно-строгальных станков
Паспорта к строгальным станкам и оборудованию
stanki-katalog.ru
7307Г Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
Сведения о производителе поперечно-строгального станка 7307Г
Разработчиком и изготовителем поперечно-строгального станка 7307Г является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
в 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7305, 7307Г завод начал выпускать в 1983 году.
В настоящее время пресс КД2130 производит, также, Орский Станкостроительный Завод, г. Орск. Адрес сайта: http://orskstanzavod.ru
Станки, выпускаемые Оренбургским станкостроительным заводом
7307Г станок поперечно-строгальный. Назначение и область применения
Строгальный станок 7307Г предназначен для обработки резцом вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей деталей, а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется на заводах индивидуального и мелкосерийного производства.
Станина жесткой формы со шлифованными направляющими установлена на фундаментной плите.
Ползун с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе).
Ползун с суппортом резцовой головки перемещается при помощи кулисного механизма. Суппорт имеет ручную и автоматическую подачи. При автоматической подаче, суппорт перемещается только вниз.
Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом. Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Суппорт имеет ручное и механическое (по заказу) перемещения. Имеется механизм подъема резца при обратном ходе ползуна. Стол имеет ручное, механическое и ускоренное перемещения.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода. Коробка подач обеспечивает 25 подач стола.
Принцип работы станка 7307Г
Основными частями станка являются:
- станина
- ползун
- стол
- суппорт
- коробка скоростей
- кулисный механизм
- коробка подач
Станина имеет коробчатую форму, является достаточно жесткой. На станине сверху имеются горизонтальные направляющие, по которым перемещаются ползун с прикрепленным к нему суппортом. В резцедержателе суппорта закреплен резец, совершающий прямолинейное (горизонтальное) возвратно-поступательное движение.
Внутри станины расположен кулисный механизм, преобразующий вращательное движение кулисного зубчатого колеса в поступательное движение ползуна. Электродвигатель главного привода сообщает вращательное движение коробке скоростей, а через нее — кулисному зубчатому колесу. За каждый оборот кулисного зубчатого колеса ползун совершает один двойной ход, состоящий из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение.
На станине имеются вертикальные направляющие, по которым перемещается поперечина. Стол перемещается по горизонтальным направляющим поперечины, что в итоге обеспечивает возможность столу перемещаться в вертикальном и горизонтальном направлениях. Заготовка крепится на столе. Продольную и поперечную подачи осуществляет автоматически коробка подач, вертикальную подачу — механизм автоматической подачи суппорта.
Категория качества высшая.
Класс точности станка Н по ГОСТ 9—82Е.
Шероховатость обработанной поверхности Rz = 20 мкм.
Разработчик — Оренбургский станкостроительный завод.
Габарит рабочего пространства. Посадочные и присоединительные базы поперечно-строгального станка 7307Г. (Значения в скобках)
Общий вид поперечно-строгального станка 7307Г

7307Г Расположение составных частей поперечно-строгального станка 7307Г
Перечень составных частей поперечно-строгального станка 7307Г
- Станина – 7307Г.10.000
- Поперечина – 7307Г.60.000
- Стружкосборник – 7307Г.90.000
- Суппорт – 7307Г.31.000
- Механизм вертикальной подачи суппорта – 7Е35.33.000
- Ползун – 7307Г.30.000
- Коробка скоростей – 7307Г.20.000
- Электрооборудование – 7307Г.80.000
- Смазка централизованная – 7307Г.70.000
- Механизм переключения скоростей – 7307Г.21.000
- Коробка подач – 7307Г.50.000
- Механизм кулисный – 7307Г.40.000
- Принадлежности – 7307Г.91.000
Расположение органов управления строгальным станком 7307Г
Спецификация органов управления поперечно-строгального станка 7307Г
- Хвостовик замка электрошкафа
- Рукоятка установки ряда чисел двойных ходов ползуна в минуту
- Кнопка включения станка
- Кнопка „Общий стоп”
- Кнопка „Толчковая”
- Рукоятка установки величины механической подачи стола
- Хвостовик вала изменения длины хода ползуна
- Гайка крепления поперечины на станине
- Рукоятка включения и реверсирования механического перемещения стола в вертикальном направлении
- Хвостовик вала ручного перемещения стола в вертикальном направлении
- Кнопка „Ускоренное перемещение”
- Кнопка „Пуск ползуна”
- Хвостовик вала ручного перемещения стола в горизонтальном направлении
- Упор стойки стола
- Гайка крепления стойки стола
- Винт точного подпора стола
- Кнопка „Стоп ползуна”
- Рукоятка включения и реверсирования механического перемещения стола в горизонтальном направлении
- Хвостовик втулки зажима резцедержателя и поворота резцов
- Винты крепления резцов
- Рукоятка зажима салазок суппорта
- Гайка крепления поворотной доски суппорта>
- Рукоятка перемещения салазок суппорта
- Винт поджима ходового винта суппорта
- Хвостовик вала крепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Винт крепления упора механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Вводный автоматический выключатель
- Хвостовик замка устройства для запирания вводного автоматического выключателя в отключенном состоянии
- Упор перемещения стола в горизонтальном направлении на заданный размер
- Винт зажима стойки экрана стружкосборника
- Гайки регулирования усилия зажатия штанги
- Рукоятка включения и выключения механизма автоматического откидывания резца при обратном ходе ползуна
- Рукоятка установки экрана стружкосборника
Кинематическая схема поперечно-строгального станка 7307Г
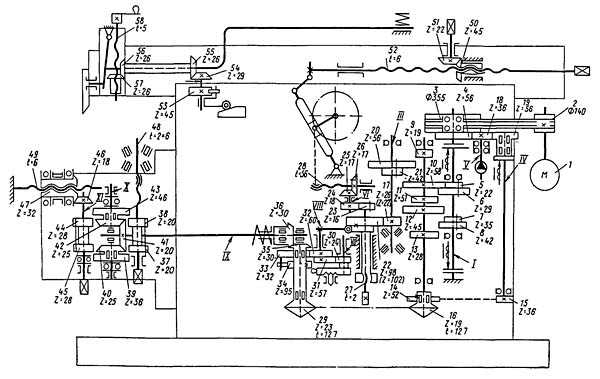
Схема кинематическая строгального станка 7307Г. Смотреть в увеличенном масштабе
Схема электрическая принципиальная строгального станка 7307Г
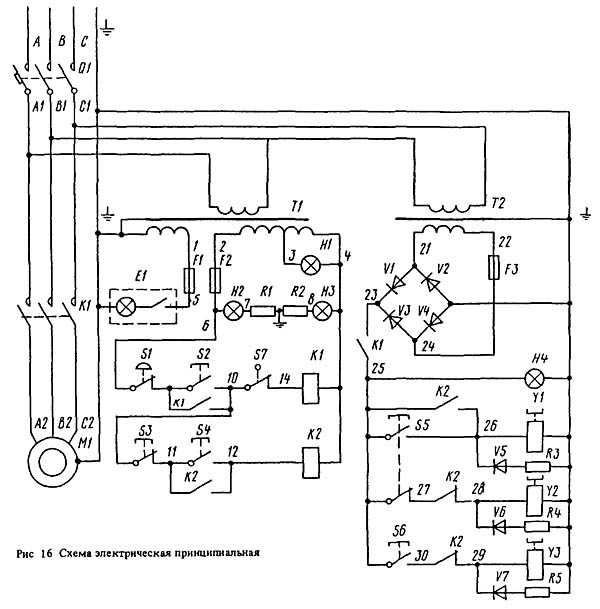
Рис. 15. Схема электрическая принципиальная строгального станка 7307Г
Электрооборудование строгального станка 7307Г
На станке установлено следующее электрооборудование:
- электродвигатель 4A132S6У3
- электромагнитные муфты:
- муфта пусковая ЭТМ094-1Н8
- муфта тормозная ЭТМ066-1А8
- муфта ускоренного перемещения стола ЭТМ074-1Н8
- светильник местного освещения HKC0lxl00/П00-03У4 с лампой М024-40
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленном на задней стенке станины.
На станке применяются следующие величины напряжений:
- силовая цепь ~380 В переменного тока частотой 50 Гц
- цепь управления ~110 В переменного тока частотой 50 Гц
- цепь местного освещения ~24 В
- постоянного тока — цепь питания и управления электромагнитными муфтами =24 В
По особому заказу за отдельную плату электрооборудование может поставляться с напряжением силовой цепи 220, 400, 440 В и частотой 60 Гц, напряжением цепи управления 220 В.
Защита электрооборудования от токов короткого замыкания осуществляется:
- на вводе, ответвлениях к электродвигателю M1 (см. рис. 15.. .17) и трансформаторам управления Т1 и Т2 — вводным автоматическим выключателем Q1
- цепи местного освещения — предохранителем F1
- цепи управления 110 В — предохранителем F2
- цепи управления 24 В — предохранителем F3
Защита от перегрузки электродвигателя Ml осуществляется вводным автоматическим выключателем Q1.
Минимальная защита, исключающая самовключение электродвигателя и электромагнитных муфт, осуществляется магнитными пускателями.
Станок оснащен следующей световой сигнализацией:
- „Электросеть подключена” — сигнальная лампа белого цвета, расположенная на электрошкафу
- „Напряжение на электродвигателе” — сигнальная лампа зеленого цвета, расположенная на поперечине
- „Замыкание цепи управления на землю” — две сигнальные лампы желтого цвета, расположенные на электрошкафу
При замыкании на землю какой-либо точки цепи управления 110 В слева по схеме (см. рис. 15) от катушек магнитных пускателей загорается левая лампа, справа — загорается правая лампа. При замыкании цепи управления на землю в двух точках (слева и справа) перегорает предохранитель F2.
Все органы управления расположены на станке слева. Кнопка „Аварийное отключение станка”, „Включение станка”, „Установочное перемещение ползуна” находятся на съемной боковой крышке станины. Кнопки „Включение хода ползуна”, „Выключение хода ползуна”, „Ускоренное перемещение стола” расположены на поперечине.
Ввод питающих проводов предусмотрен снизу электрошкафа. Здесь же на задней стенке станины расположен винт заземления.
Расположение электрооборудования на строгальном станке 7307Г
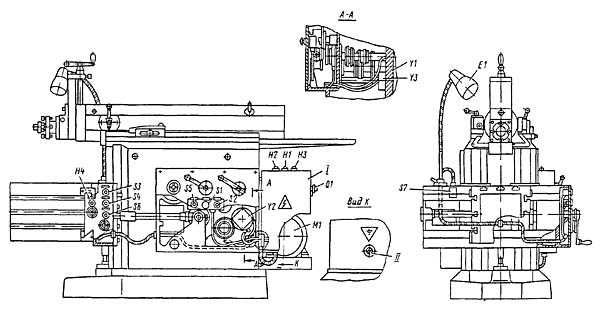
Рис. 17. Расположение электрооборудования на строгальном станке 7307Г
Описание работы электрической схемы строгального станка 7307Г
Схема электрическая принципиальная представлена на рис. 15, схема электрическая соединений — на рис. 16, схема расположения электрооборудования — на рис. 17.
При включении вводного автоматического выключателя Q1 получают питание трансформаторы управления Т1 и Т2, загорается сигнальная лампа белого цвета h2 „Электросеть подключена”.
При нажатии на кнопку S2 „Включение станка” срабатывает магнитный пускатель К1, который, замыкая свои контакты, встает на самоподпитку, запускает электродвигатель Ml, включает питание цепей управления электромагнитными муфтами; включается тормозная электромагнитная муфта 12.
При постоянном нажатии на кнопку S6 „Ускоренное перемещение стола” включается муфта Y3, стол перемещается на ускоренном ходу в направлении, определяемом положением рукояток переключения и реверсирования перемещения стола. При отжатии кнопки S6 электромагнитная муфта Y3 выключается, стол останавливается.
При постоянном нажатии на кнопку S5 „Установочные перемещения ползуна” включается пусковая муфта Y1, и отключается тормозная муфта Y2, ползун приводится в движение. При отжатии кнопки S5 муфта Y1 отключается, муфта Y2 включается, ползун останавливается. Этой же кнопкой рекомендуется пользоваться (при кратковременном нажатии) для облегчения переключения скоростей.
При нажатии на кнопку S4 „Включение хода ползуна” срабатывает магнитный пускатель К2, который, замыкая свои контакты, встает на самоподпитку и включает пусковую муфту Y1, размыкая свой нормально-замкнутый контакт, отключает тормозную муфту Y2, а также разрывает цепь питания муфты Y3 ускоренного перемещения стола. Ползун приводится в движение, при этом включение ускоренного перемещения стола невозможно, так как нормально-замкнутый контакт магнитного пускателя К2 разомкнут.
Для остановки ползуна нажмите на кнопку S3 „Выключение хода ползуна”. Для отключения электродвигателя станка нажмите на кнопку S1 с грибовидным толкателем красного цвета. Эта же кнопка служит для аварийного отключения станка.
По особому заказу за отдельную плату на станке предусмотрена возможность установки микропереключателя S7, который используется при строгании „По упору”.
7307г Станок поперечно-строгальный. Видеоролик.
Технические характеристики поперечно-строгального станка 7307Г
| Наименование параметра | 7Б35 | 7305 | 7307Г |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Длина хода ползуна, мм | 20..500 | 20..510 | 20..720 |
| Наибольшее сечение резца, мм | 20 х 32 | 20 х 32 | 40 х 25 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 | 510 | 720 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 | 90..400 | 90..480 |
| Стол | |||
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 | 360 х 500 | 450 х 710 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 | ||
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 | ||
| Наибольшее перемещение стола от руки – горизонтальное, мм | 500 | 580 | 710 |
| Наибольшее перемещение стола от руки – вертикальное, мм | 310 | 310 | 380 |
| Наибольшее перемещение стола механическое – горизонтальное, мм | 500 | ||
| Наибольшее перемещение стола механическое – вертикальное, мм | – | – | – |
| Число горизонтальных подач стола | 16 | 25 | 25 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 | 4,0 | 4,0 |
| Горизонтальные подачи стола, мм/дв.ход | 0,3..4,8 | 0,2..5,0 | 0,2..5,0 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 |
| Суппорт | |||
| Наибольшее вертикальное перемещение головки резца от руки, мм | 170 | 170 | 170 |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 | ±60 | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 | ±15 | ±15 |
| Наибольшая перестановка ползуна, мм | 310 | 310 | 410 |
| Наибольшее допустимое усилие резания, Н | 18000 | 17650 | 19600 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 | 8 | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 | 13,2..150 | 10,6..118 |
| Число подач суппорта | 6 | 6 | 6 |
| Подачи суппорта, мм/дв.ход | 0,16..1 | 0,166..1 | 0,166..1 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода стола, кВт | 5,5 | 5,5 | 5,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 | 2310 х 1055 х 1550 | 2790 х 1235 х 1665 |
| Масса станка, кг | 1800 | 1930 | 2700 |
Связанные ссылки
Каталог справочника поперечно-строгальных станков
Паспорта к строгальным станкам и оборудованию
stanki-katalog.ru
Поперечно-строгальный станок 7307ТД Станок 7307ТД
СОСТАВ И КОМПЛЕКТ ПОСТАВКИ СТАНКА ПОПЕРЕЧНО-СТРОГАЛЬНОГО 7307ТД
1. Станина
2. Поперечина
3. Стол
4. Суппорт
5. Механизм вертикальной подачи суппорта
6. Ползун
7. Коробка скоростей
8. Электрооборудование
9. Смазка централизованная
10. Механизм переключения скоростей станка 7307ТД
11. Коробка подач
12. Механизм кулисный
Комплект инструмента и принадлежностей
Комплект поставки станка поперечно-строгального 7307ТД
Обозначения |
Наименование |
Количество |
| Станок 7307ТД в сборе | 1 |
| 1.Входит в комплект и стоимость станка |
|
|
Инструмент и принадлежности
Рукоятка кривошипная Рукоятка с выталкивателем
Болт 7002-2550 ГОСТ 13152-67 Гайка М16-6Н.6.05 ГОСТ 5927-70 Шайба 2.16.05.05 ГОСТ 11371-78 Ремень В(Б) -1400 ГОСТ 1284.1-80 Лампа М024-40 |
1 1
3 3 3 3 1 |
7305ТД/ 7307ТД.00.000РЭ
| Документы Станки поперечно-строгальные 7307ТД. Руководство эксплуатации станка 7307ТД
|
1
|
| 2. Поставляется по особому заказу за отдельную плату |
|
|
Запасные части Комплект запасных частей, обеспечивающей работу станка в течение 5 лет. |
1 |
УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ ПОПЕРЕЧНО-СТРОГАЛЬНОГО СТАНКА 7307ТД
Станина станка поперечно-строгального 7307ТД
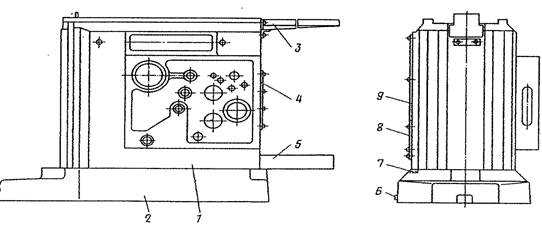
Станина 1 представляет собой литой корпус коробчатой формы, укрепленной на фундаментальной плите 2, служащей резервуаром для масла.
К верхней станине прикреплены направляющие планки в форме «хвоста ласточки», обеспечивающие движение ползуна.
На передней стенке станины расположены направляющие (плоские) вертикальные перемещения поперечины. На боковых и задней стенках станины расположены окна, закрытые крышками 4,8,9, служащие для монтажа и осмотра механизмов, размещенных в станине.
Для отвода масла, стекающего с направляющих ползуна, на задней стенке установлен лоток 3.
Кронштейн 5 предназначен для крепления электродвигателя и установлен сзади на фундаментной плите.
Поперечина поперечно-строгального станка 7307ТД
Поперечина смонтирована на прямоугольных вертикальных направляющих передней стенки станины и состоит из собственно поперечины 1, перемещающейся по вертикальным направляющим станины.
Для перемещения стола движения от коробки подач сообщает валу 6, на котором закреплено коническое зубчатое колесо 5, находящиеся в постоянном зацеплении с коническими зубчатыми венцами блоков зубчатых колес 14 и 16.
С цилиндрическими венцами блоков зубчатых колес 17, сидящий на валу вертикальной подачи 9, или блок зубчатых колес 15, сидящий на валу горизонтальной подачи 12.
Реверсирование движения производится рукоятками 3 и 4 через систему рычагов и блоков зубчатых колес 15 и 17. Стол получает горизонтальное перемещение через винт 12 и гайки 13, а вертикальное перемещение через вал 10, зубчатого колеса 8 и 11, гайку 7 и вал 9.
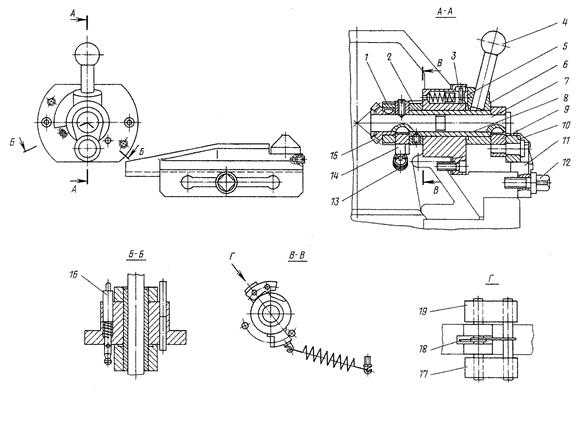
Суппорт станка 7307ТД
Суппорт станка поперечно-строгального 7307ТД (резцовая головка) поворотным кругом 20 центрируются по ползуну и прикрепляется к нему хомутом 15, обжимающим конусное кольцо 16. Хомут затягивается валиком 14 с резьбой при помощи рукоятки, надеваемой на выступающий квадратный конец валика.
На поворотном корпусе станка 7307ТД закреплена шкала с делениями от 90о до 30о с рабочей стороны. Спереди поворотный круг имеет направляющие в форме «ласточкина хвоста», по которым перемещаются салазки 7 суппорта.
Суппорт имеет ручную подачу и при установке механизма автоматической подачи суппорта – автоматическую подачу.
Ручная подача осуществляется рукояткой 26 при помощи винта 10 и 12, неподвижно связанной с поворотным кругом. Для отсчета величины перемещения суппорта винт его снабжен лимбом 8.
К салазкам суппорта прикреплена доска 5. К поворотной доске шарнирно на оси 3 крепится откидная доска 2 с резцедержателем 1, служащая для откидывания резца или свободного скольжения резца по обрабатываемой заготовке при обратном ходе ползуна и включенном механизме автоматического откидывания резца. Резец, поставленный в паз резцедержателя 1, закрепляется винтом 25.
В нижней части поворотной доски 5 укреплена плоская пружина 24, препятствующая чрезмерному отбрасыванию доски 2 при больших числах двойных ходов ползуна в минуту. Пружина 24 также поддерживает откидную доску при выходе резца из соприкосновения с обрабатываемой поверхностью во время работы станка.
С внутренней стороны к салазкам суппорта шарнирно прикреплена планка 6, через которую толкатель 22 воздействует толкатель 17, жестко связанной с вилкой, в результате чего в начале обратного хода ползуна происходит подъем откидной доски.
Механизм вертикальной подачи суппорта станка поперечно-строгального 7307ТД
Механизм вертикальной подачи суппорта расположен на боковой стороне ползуна.
Движение механической подачи осуществляется при обратном (холостом) ходе ползуна, когда рычаг 9 роликом 10 набегает на кулачок 11, При этом рычаг 9, жестко связанный с валиком 7, поворачивает валик, а вместе с тем и рычаг 14.
Собачка 19 и планка 17 связаны между собой двумя крайними штифтами неподвижно, а третьим (средним штифтом) связаны с двух сторон рычагом 14. Третий штифт служит осью вращения для собачки 19 и планки 17, собачка 19 зацепляется с храповым колесом 1, установленным на ступице конического зубчатого колеса 15. Планка 17 опирается на кольцо 2. Зацепление собачки 19 с храповым колесом 1 обеспечивается пружиной 18, сидящей в гнезде рычага 14 и постоянно действующей на собачку 19 и планку 17. Кольцо 2 на втулке 8 поворачивается при повороте на втулки 8 рукояткой 4. На наружной поверхности кольца 2 имеется фрезерованный скос.
Зацепление собачки 19 с храповым колесом 1 происходит в момент, когда планка 17 опорным зубом сходит с поверхности кольца и попадает на срезанный его участок. Движение передается суппортом через зубчатое колеса 13, 18 и 19. При рабочем ходе ползуна под действием пружины 13 происходит поворачивание рычага 14 и валика 7 против часовой стрелки.
Рычаг 9 возвращается в исходное положение.
Вместе с рычагом 14 собачка 19 проскальзывает по трапповым зубьям, и планка 17 своим опорным зубом заходит на наружную поверхность кольца 2, вследствие чего автоматической подачи суппорта не происходит.
Изменение величины подачи осуществляется соответствующим поворотом сектора 6, а вместе с ним захватываемых собачкой за один двойной ход ползуна. Фиксируется положение выбранной подачи защелкой 5, заходящей под действием пружины в торцевые канавки сектора 6.
Выключается механизм вертикальной подачей суппорта поворотом сектора 6 в положение «О». При этом кольцо 2 поворачивается в положение, при котором зуб планки 17 не заходит в срезанный участок кольца 2 и собачка 19 не зацепляется с храповым колесом 1. Механическая подача прекращается, что позволяет осуществлять подачу суппорта от руки.
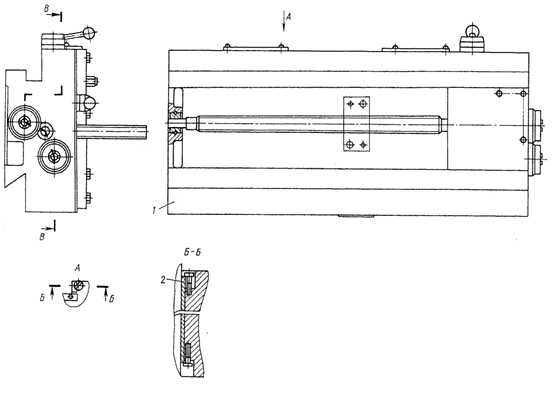
Ползун станка 7307ТД

Ползун – э то пустотелая чугунная отливка с внутри ребрами жесткости внутри.
Снизу он снабжен наклонные направляющие, благодаря которым скользит по направляющим, образованным станиной и клиньями.
Прямолинейное возвратно-поступательное движение ползуна осуществляется кулисой, соединенной с ползуном посредством серьги 1, пальца 2, кулака 3 и винта 7.
К передней части ползуна крепится суппорт (резцовая головка).
При вращении валика 11 приводятся в движение конические зубчатые колеса 12 и 4, последние через гайки 5 и 6 приводят во вращение винт 7, который перемещаясь при помощи кулака 3, устанавливает ползун в нужное положение относительно обрабатываемого изделия.
С левой стороны рассматриваемого узла смонтирована часть механизма автоматического откидывания резца при обратном ходе ползуна, состоящая из вилки 9, штанги 8 и фрикционного тормоза, прикрепленного к клиновой планке 16. Штанга перемещается вдоль оси относительно ползуна в длину 7 мм. Один конец штанги находится в опоре 10, а другой во вкладыше фрикционной коробки 15. Вкладыш из тормозной фрикционной ленты поджимается к штанге винтами с усилением, необходимым для откидывания резца при обратном ходе ползуна. В начале обратного хода ползуна штанга 8 остается неподвижной на длине 7 мм, так как тормозится тормозными вкладышами, находящимся во фрикционной коробке 15, и резец поднимается над деталью. Как только опора 10 доходит до вилки 9, штанга начинается двигаться вместе с ползуном, преодолевая силу трения во вкладышах фрикционной коробки, и на всей длине хода ползуна резец находится в приподнятом положении.
В начале перемещения ползуна с суппорта в направлении рабочего хода штанга остается неподвижной.
Пружина 21 возвращает планку в исходное рабочее положение.
Ползун, пройдя 7 мм свободного хода относительно штанги 8 в направлении рабочего хода, движется вместе с ней, преодолевая силу трения во вкладышах фрикционной коробки 15.
Для включения и выключения механизма автоматического откидывания резца служит рукоятка 13.
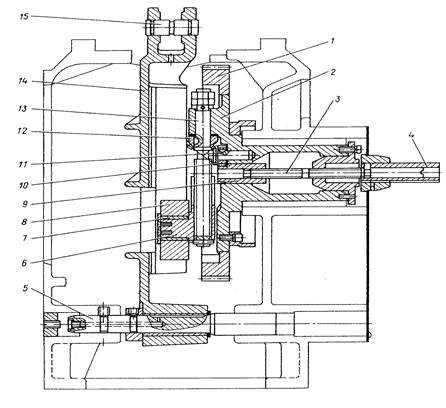
Коробка скоростей станка поперечно-строгального 7307ТД

Коробка скоростей станка 7307ТД имеет три вала, смонтированных в корпусе станины.
От электродвигателя, через шкив 9 и клиновые ремни 1 вращение сообщается приводному шкиву 3, который смонтирован на двух шариковых подшипниках. Подшипники напрессованы на втулку, закрепленную на приводном валу.
С помощью двух электромагнитных муфт 4 и 15осуществляеся передача крутящегося момента от приводного шкива на валы коробки скоростей, а также включение и отключение механизма коробки скоростей.
На электромагнитной муфте 4 подвижные диски связаны с зубчатым колесом 2, закрепленном на приводном шкиве винтами. Неподвижные диски жестко связаны со шлицами приводного вала 5. При нажатии кнопки «пуск ползуна» подвижные диски входят в контакт с неподвижными и вращение передается приводному валу. В это же время отключается тормозная электромагнитная муфта 15, закрепленная валу 5. При нажатии кнопки «стоп ползуна» электромагнитная муфта 4 отключается и включается тормозная электромагнитная муфта 15.
Приводной вал 5 несет на себе 2 подвижных блока зубчатых колес 13 и 14, соединенных с валом шлицами. Второй вал 19 коробки скоростей несет на себе 5 неподвижных зубчатых колес 16,17, 25, 26 и 27, соединенных с валом шлицами. Третий вал 23 несет на себе один подвижный блок зубчатых колес 24 и неподвижное зубчатое колесо 22, которое входит в зацепление с зубчатым колесом кулисного механизма. Зубчатые колеса соединены с валом шлицами. За счет переключения блоков зубчатых колес кулисному механизму сообщается восемь скоростей.
Приводной шкив 3, с укрепленным на нем зубчатым колесом 2, приводит в действие через зубчатое колесо 7 шестеренчатый насос централизованной смазки и далее через зубчатое колесо 8, закрепленное на втулке – поводке, жестко соединенной с подвижными дисками электромагнитной муфты 10, приводит во вращение вал 11.
При нажатии кнопки «ускоренное перемещение» электромагнитная муфта 10 срабатывает и приводит во вращение вал 11. От вала 11 через зубчатое колеса 12 и 21, звездочку 18 и цепь 20 движение передается на механизм коробки подач, который сообщает ускоренное движение поперечине станка.
Монтаж коробки скоростей станка 7307ТД осуществляется с осевой фиксацией наружных колец подшипников в правой стенке станины с помощью пружинных колец, досаженных во втулке или в корпусе станины.
Механизм переключения скоростей поперечно-строгального станка 7307ТД
Механизм переключения скоростей селективного действия выполнен в виде самостоятельной сборочной единицы и смонтирован внутри станины. При повороте рукоятки II на себя до упора валик-шестерня 15 рейками 3 и 4 перемещает селективные диски 2 и 6 до касания друг с другом, а диски через тяги 12, 13,14 и вилки 7,8,9 перемещают подвижные блоки коробки скоростей в нейтральное положение.
Механизм кулисный поперечно-строгального станка 7307ТД
Механизм кулисный преобразует вращательное движение движения кулисного зубчатого колеса в возвратно-поступательное прямолинейное движение ползуна. Кулисный механизм смонтирован внутри станины и получает движение от коробки скоростей при зацеплении зубчатого колеса 1 с зубчатым колесом коробки скоростей 22. Зубчатое колесо 1 привернуто к корпусу барабана и передает ему движение с 8 ступенями частоты вращения.
На торце корпуса кулисного барабана в призматических направляющих установлен палец 6, на котором насажен камень 8, входящий в направляющие прорези, расположенные вдоль кулисы 14.
При вращении барабана 2 палец 6 увлекает за собой камень 8 кулисы, который перемещается в направлении кулисы и заставляет ее качаться вокруг своей нижней оси 5.
Верхний конец кулисы станка 7307ТД связан с ползуном. Кулиса, совершая качательное движение, сообщает ползуну возвратно- поступательное движение.
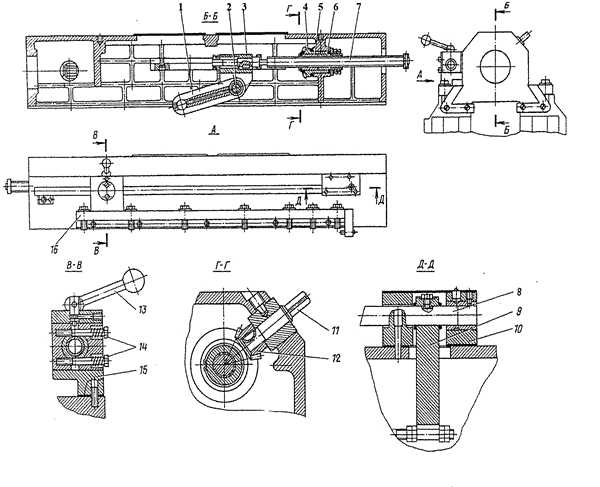
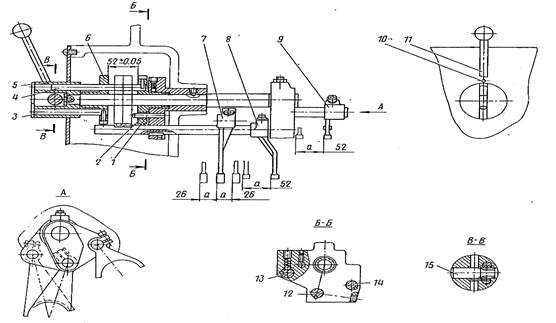
Коробка подач станка поперечно-строгального 7307ТД
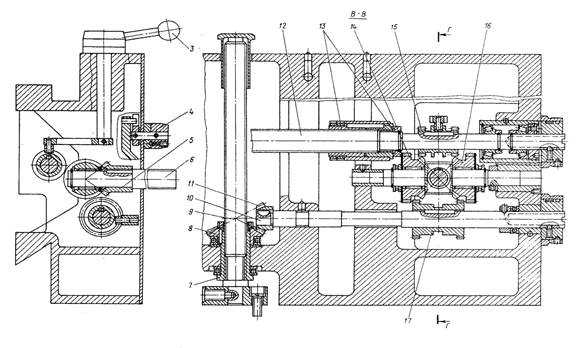
Коробка подач осуществляет горизонтальные подачи стола и ускоренное перемещение в горизонтальном и вертикальном направлениях и смонтирована в боковой нише станины.
Движение механизму подач станка 7307ТД передается от эксцентрика на барабан 2 и вращается вместе с ним. Вращаясь, эксцентрик кулисного барабана своей поверхностью соприкасается с роликом 9, сообщающим качательное движение рычагу 8. Рычаг 8 через валик 7 передает свое движение зубчатому сектору 14, который поворачивает свободно сидящий на ступице конического зубчатого колеса 15 зубчатый сектор с поводком 1. Поводок имеет ось 3, на которую установлена собачка 2, упирающаяся в зубья храпового колеса 4. Храповое колесо насажено на ступицу конического зубчатого колеса 15, свободно сидящего на валу 6. Колесо 15 находится в зацеплении с коническим зубчатым колесом 16, которое свободно сидит на валу подачи 19 и имеет на торце кулачки, входящие в зацеплении с кулачками полумуфты 17.
Кулачковая полумуфта 17, сидящая на шлицевом валу подачи, пружиной 18 прижата к кулачкам конического зубчатого колеса 16. Кулачки конического зубчатого колеса 16 и кулачковой полумуфты 17 находятся постоянно в зацеплении, выполняя роль предохранительной муфты.
Обратный отвод зубчатого сектора 14 производится пружиной 20, при этом собачка 2 проскальзывает по скосам зубьев храпового колеса, и движение подачи не производится.
Подача стола происходит только при холостом (обратном) движении ползуна.
Величина подачи устанавливается поворотом корпуса 12 с помощью рукоятки 21.
Положение выбранной подачи указывается на шкале корпуса 12.
Изменение величины подачи осуществляется удалением или приближением плеча с роликом рычага 8 к эксцентрику кулисного механизма, в результате чего меняется угол поворота зубчатого сектора 14.
При полном отводе рычага с роликом подача прекращается.
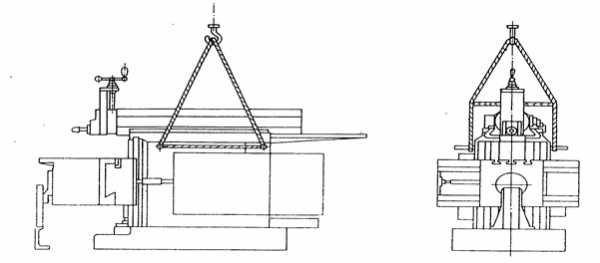
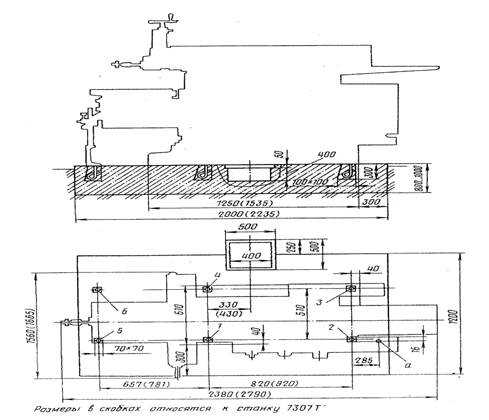
МОНТАЖ И УСТАНОВКА СТАНКА ПОПЕРЕЧНО-СТРОГАЛЬНОГО 7307ТД
Транспортировать станок 7307ТД следует распакованным согласно схеме, предварительно открыв в станине грузовые отверстия и вставив в них штанги для подъема станка. Во избежание повреждений перемещать агрегат плавно, предварительно установив под тросом деревянные подкладки.
Непосредственно перед установкой станок 7307ТД следует подвергнуть расконсервации: очистить от антикоррозионных покрытий, нанесенных на открытые, а так же закрытые кожухами обработанные поверхности станка сначала деревянной лопаточкой, а затем салфетками, смоченными в органическом растворителе, после – покрыть тонким слоем масла индустриальное И-20А.
Станок 7307ТД установить на прочном фундаменте.
Глубина залегания фундамента зависит от грунта, но не должна быть менее 500 мм. Станок крепится к фундаменту 4 фундаментальными болтами.
Установку на фундамент станка 7307ТД производить по уровню, установленному на столе (отклонение от горизонтальной плоскости не должно превышать 0.025/1000 мм в поперечном и 0,04/1000 мм в продольном направлениях).
После затвердевании раствора станок 7307ТД закрепить на фундаменте болтами, следя за уровнем в поперечном и продольном направлениях.
Установку основания поперечины производить с помощью регулируемых установочных клиньев, которые следует подкладывать в основании фундаментальных болтов.
При установке основания поперечины выверить опорную поверхность основания на параллельность ходу стола (допускаемые отклонения не более 0,04 мм на всей длине перемещения стола).
Установку основания произвести так, чтобы нижняя поверхность стойки стола располагалась симметрично относительно платика основания в поперечном и продольном направлениях.
ПЕРВОНАЧАЛЬНЫЙ ПУСК ПОПЕРЕЧНО-СТРОГАЛЬНОГО СТАНКА 7307ТД
- Заземлить станок 7307ТД к общей цеховой системе заземления.
- Проверить соответствие напряжения сети и электрооборудования станка.
- Подключить станок 7307ТД к электросети.
- Ознакомится с назначением рукояток управления станка 7307ТД и проверить вручную работу всех механизмов станка.
- Опробовать электродвигатель без включения рабочих органов (обратить особое внимание на работу системы смазки по контрольным отверстиям на прижимных планках ползуна и по манометру).
- Опробовать работу всех механизмов станка поперечно-строгального 7307ТД на первой скорости.
- Убедившись в нормальной работе всех механизмов, приступить к настройке станка.
ЗАПРЕЩАЕТСЯ:
- приступать к работе без предварительного тщательного изучения руководства по эксплуатации станка;
- работать на станке 7307ТД при отсутствии давления в системе смазки и отсутствии масла в контрольных отверстиях;
- пользоваться рукоятками переключения на ходу станка 7307ТД
- производить на ходу станка 7307ТД перестановку ползуна и изменять длину его хода;
- откидывать резец руками во время обратного хода ползуна, включать на ходу станка механическую подачу суппорта;
- работать на станке без кожуха ременной передачи и заднего лотка;
- оставлять инструмент и посторонние предметы на поверхности станка поперечно-строгальног 7307ТД;
- открывать и снимать ограждения и предохранительные устройства во время работы.
www.stanki-zavod.ru
Поперечно-строгальный станок 7307Д – Строгальные и долбежные станки
Друзья, всех приветствую. Операция по транспортировке долбаносика 🙂 прошла с успехом, хоть и не без приключений. Прыткий оказался, пытался убежать, но мы его вовремя захомутали.
И для особо впечатлительных, грузили как положено, как в паспорте, аркан накинули, чтобы окончательно не убег, а т.к дорога узкая не могли осуществить строповку, доехали до ближайшего пятачка и привязали. Понятно, что водитель тут совершил ошибку, думали быстро за 5 минут перевезем, а кузов металлический и на дне лед, он уже через 1 минуту пятками начал сверкать.
Кстати, в нем еще куча масла. Есть большая надежда, что насос в порядке.
www.chipmaker.ru
Поперечно-строгальный станок 7307ГТ.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОПЕРЕЧНО-СТРОГАЛЬНОГО СТАНКА 7307ГТ:
| 7307 ГТ | |
| Класс точности станка | |
| Длина хода ползуна, мм | 20 … 710 |
| Наибольшее сечение резца, мм | 40 х 25 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 800 |
| Высота ползуна над рабочей поверхностью стола, мм | 90 … 400 |
| Стол | |
| Размеры рабочей поверхности стола – верхней, мм | 710х450 |
| Наибольшее перемещение стола от руки – горизонтальное, мм | 710 |
| Наибольшее перемещение стола от руки – вертикальное, мм | 390 |
| Число горизонтальных подач стола | 25 |
| Быстрое, горизонтальное перемещение стола, м/мин. | 4,0 |
| Горизонтальные подачи стола, мм/дв.ход | 0,2 … 5,0 |
| Цена деления лимба, мм | 0,1 |
| Суппорт | |
| Наибольшее вертикальное перемещение головки резца от руки, мм | 170 |
| Цена деления лимба, мм | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град. | ±116 |
| Наибольший угол поворота доски резцедержателя, град | ±25 |
| Наибольшая перестановка ползуна, мм | 310 |
| Число ступеней скоростей перемещения ползуна (привода) | 8 |
| Числа двойных ходов ползуна в минуту | 10,6 … 118 |
| Число подач суппорта | 6 |
| Подачи суппорта, мм/двойной ход | 0,16 … 1 |
| Наибольшее допустимое усилие резания, Н | 19600 |
| Электрооборудование | |
| Электродвигатель привода стола, кВт | 5,5 |
| Габариты и масса станка | |
| Габариты станка (длина х ширина х высота), мм | 2500 х 1250 х 1600 |
| Масса станка, кг | 2770 |
ОСОБЕННОСТИ КОНСТРУКЦИИ СТАНКА СТРОГАЛЬНОГО 7307 ГТ.
Поперечно-строгальный станок 7307ГТ – это модернизированная версия станка 7305, предназначенного для обработки до 710 мм. Станок такого рода компактен и надежен в эксплуатации. Он применяется на заводах индивидуального и мелкосерийного производства.
Конструктивной особенностью станка поперечно-строгального 7307ГТ является жесткая станина коробчатой формы, установленная на фундаментную плиту. Что придает станку необходимую точность обработки.
На станине сверху имеются горизонтальные направляющие, по которым перемещаются ползун с прикрепленным к нему суппортом. Направляющие имеют регулировочный клин для регулировки зазоров в процесс эксплуатации, что повышает надёжность оборудования и его бесперебойную работу.
Ползун с суппортом резцовой головки перемешается по направляющим при помощи кулисного механизма. Суппорт оснащается ручным и автоматическим (по заказу) приводом перемещения. При автоматической подаче, суппорт перемещается только вниз.
На станке 7307ГТ предусмотрен подъем резца при обратном ходе ползуна, что позволяет повысить стойкость режущего инструмента, и повышает чистоту обрабатываемой поверхности.
Стол имеет ручное, механические и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную.
Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восемью скоростями и различной длиной хода. Коробка передач обеспечивает 25 подач стола.
Механизмы, размещенные в станине станка, имеют централизованную смазку. Привод станка осуществляется от отдельного электродвигателя, включаемого с кнопочной станции.
Поперечно-строгальный станок 7307ГТ в основном исполнении изготавливается с прямоугольным неповоротным столом. По желанию Заказчика станок может комплектоваться долбежной головкой, круглым столом на станке, что позволит производить обработку поверхностей методом долбления.
kpsk.ru
Станок поперечно-строгальный с гидравлическим приводом 7307Д
Если Вам необходимо купить Станок поперечно-строгальный с гидравлическим приводом 7307Д звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок поперечно-строгальный с гидравлическим приводом 7307Д звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
7307ГТ Поперечно-строгальный станок
Поперечно-строгальный станок 7307ГТ, это модернизированная версией станка 7305, предназначенного для обработки резцом вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей деталей, а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 710 мм. Станок такого рода компактен и надёжен в эксплуатации. Он применяется на заводах индивидуального и мелкосерийного производства.
Конструкционной особенностью станка поперечно-строгального 7307ГТ, является жёсткая станина коробчатой формы, установленная на фундаментную плиту. Что придаёт станку необходимую точность обработки.
На станине сверху имеются горизонтальные направляющие, по которым перемещаются ползун с прикрепленным к нему суппортом. Направляющие имеют регулировочный клин для регулировки зазоров в процессе эксплуатации, что повышает надёжность оборудования и его бесперебойную работу.
Ползун с суппортом резцовой головки перемещается по направляющим при помощи кулисного механизма. Суппорт оснащается ручным и по заказу автоматическим приводом перемещения. При автоматической подаче, суппорт перемещается только вниз.
На станке 7307ГТ предусмотрен механизм подъема резца при обратном ходе ползуна, что позволяет повысить стойкость режущего инструмента, и повышает частоту обрабатываемой поверхности.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода. Коробка подач обеспечивает 25 подач стола. Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка осуществляется от отдельного электродвигателя, включаемого с кнопочной станции.
Поперечно-строгальный станок 7307ГТ в основном исполнении изготавливается с прямоугольным неповоротным столом. Так же по желанию клиента станок может комплектоваться долбежной головкой, круглым столом на станке 7307ГТ, что позволит производить обработку поверхностей методом долбления.
www.stanki-zavod.ru