Строжка
X8 MIG Welder Руководство 1902370, ред. 2020
Строжка
Строжка угольной дугой представляет собой метод, при котором металл, расплавленный сварочной дугой, выдувается струей сжатого воздуха. Строжка угольной дугой используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий. Оборудование, используемое при строжке угольной дугой, включает источник питания, держатель угольных электродов и его кабели, а также угольные электроды. Кроме того, необходимо устройство для подачи сжатого воздуха.
Функция строжки (дуговой строжки угольным электродом) доступна в моделях 500A и 600A.
Для использования строжки на Control Pad выберите Настройки > Режим > Строжка.
Система X8 MIG Welder включает встроенное устройство снижения напряжения (VRD). |
Для регулировки сварочного тока во время сварки в представлении Сварка Control Pad поверните левый регулятор.
Для регулировки динамики во время сварки в представлении Сварка Control Pad поверните правый регулятор.
Рисунок: Представление Строжка
В Настройки > Параметры можно регулировать следующие параметры:
| • | Программа строжки: выбор программы строжки |
| • | Ток: регулировка тока строжки |
| • | Динамика: регулировка поведения в период короткого замыкания. |
Воздушно-дуговая строжка и резка угольным электродом
Каталог оборудования/Воздушно-дуговая строжка и резка угольным электродом
Цены и остатки не указаны по техническим причинам.
Просим уточнить стоимость и наличие продукции у наших сотрудников.
Приносим извинение за неудобство.
Строжка угольной дугой представляет собой метод, при котором металл, расплавленный электрической дугой, выдувается струей сжатого воздуха.
Строжка угольной дугой используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий.
Оборудование, используемое при строжке угольной дугой, включает источник питания, держатель угольных электродов и его кабели, а также угольные электроды, которые могут быть круглыми или плоскими.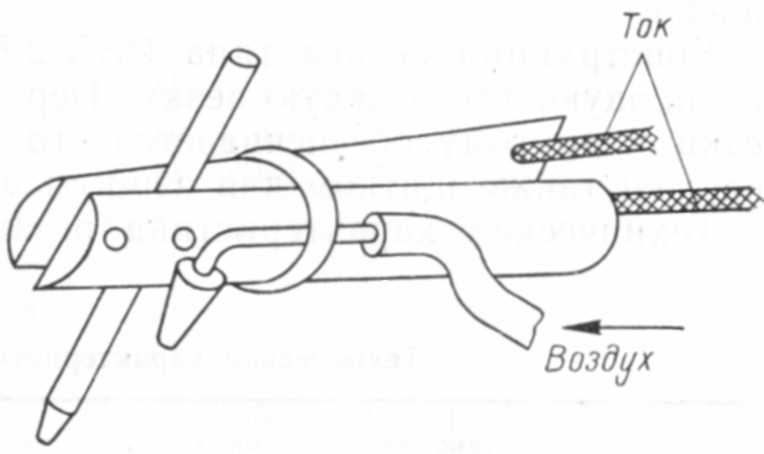 Кроме того также необходимо устройство для подачи сжатого воздуха.
Кроме того также необходимо устройство для подачи сжатого воздуха.
Положительный постоянный ток, как правило, используется для литой стали и стальных сплавов.
Отрицательный постоянный ток используется для цветных металлов, марганцевой стали, чугуна.
Переменный ток используется для чугуна, алюминия и никелевых сплавов.
Круглый угольный электрод используется для:
- Выплавки корневых швов
- Выплавки дефектов и трещин в сварных швах
- Разделки кромок под сварку
- Резки метала
- Пробития отверстий
Плоский угольный электрод используется для:
- Выравнивания дефектов поверхности слабой дугой
- Очистки стального литья
- Выплавки дефектов в пороках литья
- Выравнивания верхнего слоя сварных швов дугой
Техника выполнения воздушно-дуговой строжки угольным электродом
При выполнении строжки угольной дугой примите к сведению следующее:
Перед началом работы убедитесь, что оборудование готово к использованию, а сила тока строжки и угольный электрод соответствуют заготовке
При строжке угольной дугой требуемое давление сжатого воздуха составляет 500–700кПа (5-7бар)
Вставьте угольный электрод в держатель таким образом, чтобы выступающая часть угольного электрода составляла 100-150мм (максимальный ø13мм)
Откройте клапан сжатого воздуха и поднесите наконечник угольного электрода к заготовке
Зажгите дугу, проведя угольным электродом по заготовке
Переместите угольный электрод в такое положение, при котором поток сжатого воздуха будет попадать на расплавляемый материал между электродом и создавшейся канавкой
Допустимый угол для строжки угольной дугой составляет 20° – 45°
Если угол больше, сжатый воздух не может выдувать расплавленный металл
Помните, что обрабатываемая поверхность не сразу готова к сварке
Пред сваркой поверхность необходимо очистить, например, отшлифовать
ВНИМАНИЕ! Не допускается превышение максимальной силы тока, указанной для угольного электрода, так как это ускорит износ угольного электрода.
 Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
 Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышенаВоздушно-угольная дуговая строжка. Что это такое, как это работает и в чем преимущества?
Опубликовано в 16:03 в Без рубрики, Сварка Каймор
Что такое дуговая строжка угольным электродом, как она работает и в чем ее преимущества? Давай выясним.
Что такое дуговая строжка угольным электродом?
Воздушно-дуговая строжка угольной дугой представляет собой процесс удаления металла с помощью тепла, выделяемого угольной дугой. В процессе используется угольно-графитовый электрод, сжатый воздух и стандартный источник питания. Интенсивная электрическая дуга, используемая между кончиком угольного электрода и металлической заготовкой, разрезает и плавит заготовку. Дуга инициируется ударом кончика электрода по поверхности заготовки. Затем сжатым воздухом тщательно сдувают расплавленный металл с поверхности металла. Металл режется или выдалбливается только в направлении воздушного потока.
Как это работает?
Требуется источник питания с высоким напряжением. Постоянный ток (постоянный ток) наиболее подходит и предпочтителен для стали и нержавеющей стали. Переменный ток (переменный ток) также можно использовать, однако он лучше подходит для корпусов из железа, меди и никелевых сплавов. Источник питания должен иметь постоянную выходную характеристику тока, в противном случае ток высокого напряжения может привести к «взрыву» кончика электрода при прикосновении к обрабатываемой детали.
Используется линия сжатого воздуха до 100 фунтов на квадратный дюйм или отдельная подача баллонного газа около 35 фунтов на квадратный дюйм. Нет никаких преимуществ в использовании более высоких давлений, поскольку они могут не удалять расплавленные металлы должным образом.
Нет никаких преимуществ в использовании более высоких давлений, поскольку они могут не удалять расплавленные металлы должным образом.
Электрод представляет собой графито-угольный стержень с медным покрытием. Медное покрытие снижает эрозию электрода. При использовании правильного диаметра электрода, необходимого для ширины и глубины канавки, резка может точно контролироваться, а отходы материала сведены к минимуму.
Каковы преимущества?
1-Процесс воздушно-дуговой резки можно выполнять на заготовке во всех направлениях.
2-Температура окружающей области разрезаемого материала не достигает максимума, так как металл быстро удаляется после плавления.
3-Процесс позволяет выдалбливать или резать почти все распространенные металлы.
4-Поскольку большая часть обуглероженных материалов на поверхности вблизи разреза удаляется в процессе очистки, обрезки можно переплавить.
Итак, воздушная угольная дуговая резка — это высокоэффективный процесс удаления металлов с заготовки с использованием тепла угольной дуги, сжатого воздуха и источника питания, при котором отходы сводятся к минимуму.
Если вам требуется какой-либо ремонт, требующий резки воздушно-угольной дугой, позвоните Кеймору по телефону 780-538-2623 и попросите Дэйва.
Углеродный электрод для строжки – Magmaweld
Добро пожаловать
Сварочное оборудование
Индустрия 4.0
Вспомогательные продукты
- Магмавелд
- Вспомогательные продукты
- Углеродные электроды для строжки
- Угольный электрод для строжки
Спецификация
Стандарты
| ТС 9469 | CuC-A |
Характеристики и преимущества продукта
Углеродные электроды для резки и строжки могут работать с высокими значениями тока и легко используются для резки металлов с высокой толщиной.