Программирование, настройка » Портал инженера
Управляющая программа для ЧПУ станка состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от ЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G – подготовительная функция.
M – вспомогательная функция.
S – функция главного движения.
F – функция подачи.
T, D, H – функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 – быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 – линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 – круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 – круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 – пауза.
Функция G04 – команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 – пауза 2.5 секунды, G04 Р1000 – пауза 1 секунда.
G17 – выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 – выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 – выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей.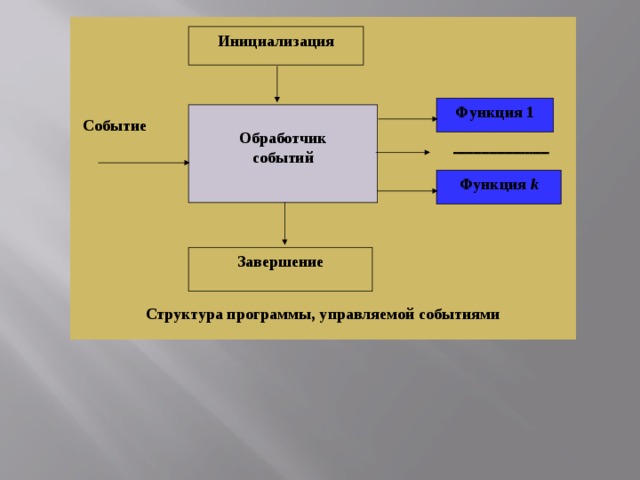 Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 – ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 – ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 – отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 – левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 – правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G43 – коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 – локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 – G59 – заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 – вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 – G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 – G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 – отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 – высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
G74 – цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 – отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 – стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 – сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 – цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 – цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 – стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 – цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 – цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 – режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 – режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 – скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
Код G94 отменяется кодом G95.
G95 – скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 – возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 – возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98.
G-код (УП) можно создать вручную или автоматизировано в таких программах, например, как ArtCam.
На исполнение G-код запускается в программах управления станком Mach4и KCam.
Источник: https://cncmodelist.ru/
Структура управляющей программы.
При построении УП в коде ИСО – 7 бит в последовательности кадров программы записывается только та геометрическая, технологическая и вспомогательная информация, которая изменяется по отношению к предыдущему кадру. Другими словами для большинства команд, представляемых на перфоленте, действительно правило, согласно которому записанная в данном кадре команда не повторяется в последующих кадрах и отменяется лишь другой командой из этой группы или специальной командой отмены, отменяющей все команды данной группы.
Каждая УП должна
начинаться символом % –”начало
программы“,после которого
должен следовать символПС–“конец
кадра“.Кадр с символом%не
нумеруется. Нумерация кадров программы
начинается с последующего кадра.
Любая группа символов, не подлежащая отработке на станке, должна быть заключена в круглые скобки. Внутри скобок не должны применяться символы
Если необходимо обозначить УП, это обозначение должно находиться непосредственно за символом % перед символом ПС, например% 012 ПС, т.е. программа с условным номером12.
Местоположение информации, заключенной в скобки в кадре УП, а также возможность записи этой информации в памяти УЧПУ должны быть указаны в технических условиях на УЧПУ конкретного типа.
УП должна заканчиваться символом “конец программы“или “конец информации”. Информация, помещенная после этого символа не должна восприниматься УЧПУ.
Перед символом “начало программы“и после символа “конец программы“ или“конец информации“на перфоленте рекомендуется оставлять участки с символом
ПУС “пусто“.
К структуре кадра предъявляют следующие требования.
1. Каждый кадр должен содержать слово “номер кадра“.
Формат лишь для некоторых УЧПУ позволяет это слово не использовать. Далее в кадре приводятся информационные слова или слово. Завершается кадр символом ПС (конец кадра). Использование этого символа, как правило, обязательно. При необходимости в кадре указывают символы табуляцииГТ. Их проставляют перед любым словом в кадре, кроме слова“номер кадра“.
2. Информационные слова в кадре рекомендуется записывать в определенной последовательности:
– слово (или слова) “подготовительная функция“;
– слово “параметр интерполяции или шаг резьбы“: I, J, K;
–
слово (или слова) “функция
подачи“, которое относится только к определенной
оси и должно следовать непосредственно
за словом “размерное
перемещение“ по этой оси. Слово “функция
подачи“, относящееся к двум и более осям, должно
следовать за последним словом “размерное
перемещение“, к которому оно относится;
Слово “функция
подачи“, относящееся к двум и более осям, должно
следовать за последним словом “размерное
перемещение“, к которому оно относится;
– слово “функция главного движения“;
– слово (или слова) “вспомогательная функция“.
3. Порядок записи слов с адресами
U, V, W, P, Q, R, используемых в значениях, отличных от рассмотренных, и слов с адресами Д, Е, Н должен быть указан в формате конкретного УЧПУ. Значение этих слов и кратность использования их в кадре должны быть указаны в технических условиях на УЧПУ конкретного типа.4. В пределах одного кадра не должны повторяться слова “размерные перемещения“ и “параметр интерполяции или шаг резьбы“.
5. В
пределах одного кадра не должны
использоваться слова “подготовительная
функция“, входящая в состав одной группы.
6. После символа “главный кадр“ в кадре должна быть записана вся информация, необходимая для начала или возобновления обработки. В этом случае символ “главный кадр“ должен записываться вместо символа
7. При реализации режима “пропуск кадра“ (например для осуществления наладочных режимов при наладке станка и исключения этих переходов после окончания наладки) перед символом “номер кадра“ и символом “главный кадр“ должен записываться символ / (пропуск кадра).
Управляющие структуры — Викиверситет
Взято из Викиверситета
Перейти к навигацииПерейти к поиску
| << Предыдущая - Операторы и выражения | Далее – Процедуры и функции >> |
|---|
Структура управления похожа на блок программирования, который анализирует переменные и выбирает направление движения на основе заданных параметров. Основные термины[править | править источник]Эти начальные условия и параметры называются предварительными условиями . Предварительные условия — это состояние переменных перед входом в управляющую структуру. Основываясь на этих предварительных условиях, компьютер запускает алгоритм (структура управления), чтобы определить, что делать. Результат называется пост состояние. Постусловия — это состояние переменных после запуска алгоритма. Пример[править | править источник] Давайте проанализируем управление потоком, используя поток трафика в качестве модели. Автомобиль подъезжает к перекрестку. Таким образом, условием является движение транспортного средства. Предположим, что на перекрестке горит красный сигнал светофора.
Таким образом, при выходе из контрольной конструкции автомобиль останавливается. |

также может быть сформирован как структура Оператор IF-THEN представляет собой простой элемент управления, проверяющий, является ли условие истинным или ложным.
Если переменная действительно имеет значение, совместимое с истинностью, то предпринимаются действия. Если переменная неверна, то никаких действий не предпринимается. Операторы IF-THEN проверяют только одно действие. С оператором IF-THEN-ELSE
В этом случае, если переменная истинна, она предпринимает определенные действия и полностью пропускает предложение ELSE. Обратите внимание, что вы можете комбинировать ELSE с другими IF, что позволяет провести несколько тестов. В структуре IF-THEN-ELSEIF-THEN-ELSEIF-THEN-ELSEIF-THEN тесты останавливаются, как только условие становится истинным. Вот почему вы, вероятно, захотите сначала поставить наиболее «вероятный» тест для эффективности (помните, что ELSE пропускаются, если первое условие истинно, а это означает, что оставшиеся части IF-THEN-ELSEIF… не будут обработанный). например:
Вы можете иметь столько ELSE IF, сколько захотите. |
 Условие может включать переменную или быть переменной. Если переменная представляет собой целое число 2, оно будет истинным, потому что любое число, отличное от нуля, будет истинным. Если условие истинно, то происходит действие. Если условие ложно, ничего не делается. Проиллюстрировать:
Условие может включать переменную или быть переменной. Если переменная представляет собой целое число 2, оно будет истинным, потому что любое число, отличное от нуля, будет истинным. Если условие истинно, то происходит действие. Если условие ложно, ничего не делается. Проиллюстрировать: Если переменная ложна, управляющая структура вызывает подпрограмму и полностью пропускает предложение THEN.
Если переменная ложна, управляющая структура вызывает подпрограмму и полностью пропускает предложение THEN.
Цикл WHILE — это процесс, в котором цикл инициируется до тех пор, пока не будет выполнено условие. Эта структура полезна при выполнении итерационных инструкций для удовлетворения определенного параметра. Проиллюстрировать:
Эта процедура будет добавлять 1 к X, пока X не станет равным 9, после чего управляющая структура завершит работу и перейдет к следующей инструкции. Обратите внимание, что когда структура завершается, она не выполняет функцию добавления: когда X равно 9, она пропускает предложение, прикрепленное к WHILE. Эта инструкция полезна, если параметр необходимо повторно проверить перед приемкой. Циклы DO-WHILE[edit | править источник] Цикл DO-WHILE почти полностью противоположен циклу WHILE.
Как видите, пример отличается от первого рисунка, где действие DO выполняется перед WHILE. WHILE включает в себя DO. Таким образом, если WHILE приводит к ложному результату (X равно 9), управляющая структура сломается и не будет выполнять другой DO. Обратите внимание, что если X больше или равно 9 до входа в цикл DO-WHILE, то цикл никогда не завершится. |
 Цикл WHILE сначала проверяет соответствие параметрам перед выполнением инструкции. Цикл DO-WHILE выполняет инструкцию перед проверкой параметров. Проиллюстрировать:
Цикл WHILE сначала проверяет соответствие параметрам перед выполнением инструкции. Цикл DO-WHILE выполняет инструкцию перед проверкой параметров. Проиллюстрировать: Цикл FOR является расширением цикла while. Цикл for обычно состоит из трех команд. Первый используется для установки начальной точки (например, x = 0). Второе — конечное условие (такое же, как в цикле while) и выполняется каждый раунд.
Этот цикл будет выполняться 10 раз (x от 0 до 9), поэтому вам не придется думать о переменной X в цикле, вы можете просто поместить туда код. Вот цикл while, который делает то же самое:
Некоторые языки программирования также имеют цикл for each, который будет полезен при работе с массивами (и коллекциями). Цикл for each представляет собой еще более автоматизированный цикл while, который циклически перебирает массивы и т.п. Пример :
|
 Третий также запускается каждый раунд и обычно используется для изменения значения, используемого в блоке условия.
Третий также запускается каждый раунд и обычно используется для изменения значения, используемого в блоке условия.
|
Язык программирования | Типы и примеры
- Ключевые люди:
- Стивен Вольфрам Никлаус Эмиль Вирт Кристен Нигаард Джон Уорнер Бэкус Алан Кей
- Похожие темы:
- язык программирования искусственного интеллекта Веб-скрипт Перл Ява С
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
язык программирования , любой из различных языков для выражения набора подробных инструкций для цифрового компьютера. Такие инструкции могут быть выполнены непосредственно, когда они находятся в числовой форме, характерной для производителя компьютера, известной как машинный язык, после простого процесса замены, когда они выражены на соответствующем языке ассемблера, или после перевода с какого-либо языка «более высокого уровня». Хотя существует много компьютерных языков, относительно немногие из них широко используются.
Такие инструкции могут быть выполнены непосредственно, когда они находятся в числовой форме, характерной для производителя компьютера, известной как машинный язык, после простого процесса замены, когда они выражены на соответствующем языке ассемблера, или после перевода с какого-либо языка «более высокого уровня». Хотя существует много компьютерных языков, относительно немногие из них широко используются.
Машинные языки и языки ассемблера являются «низкоуровневыми», требуя от программиста явного управления всеми специфическими функциями компьютера по хранению данных и работе. Напротив, языки высокого уровня ограждают программиста от беспокойства по поводу таких соображений и предоставляют нотацию, которую программистам легче писать и читать.
Типы языков
Машинные языки и языки ассемблера
Машинный язык состоит из числовых кодов операций, которые конкретный компьютер может выполнять напрямую. Коды представляют собой строки из нулей и единиц или двоичные цифры («биты»), которые часто преобразуются как из шестнадцатеричной системы счисления, так и в шестнадцатеричную (с основанием 16) для просмотра и модификации человеком. Инструкции машинного языка обычно используют некоторые биты для представления операций, таких как сложение, и некоторые для представления операндов или, возможно, местоположения следующей инструкции. Машинный язык трудно читать и писать, поскольку он не похож на обычную математическую запись или человеческий язык, а его коды варьируются от компьютера к компьютеру.
Инструкции машинного языка обычно используют некоторые биты для представления операций, таких как сложение, и некоторые для представления операндов или, возможно, местоположения следующей инструкции. Машинный язык трудно читать и писать, поскольку он не похож на обычную математическую запись или человеческий язык, а его коды варьируются от компьютера к компьютеру.
Язык ассемблера на один уровень выше машинного. Он использует короткие мнемонические коды для инструкций и позволяет программисту вводить имена для блоков памяти, которые содержат данные. Таким образом, можно написать «добавить оплату, всего» вместо «0110101100101000» для инструкции, которая складывает два числа.
Викторина «Британника»
Викторина «Компьютеры и технологии»
Компьютеры размещают веб-сайты, состоящие из HTML, и отправляют текстовые сообщения, такие простые, как… LOL. Взломайте эту викторину, и пусть какая-то технология подсчитает ваш результат и раскроет вам ее содержание.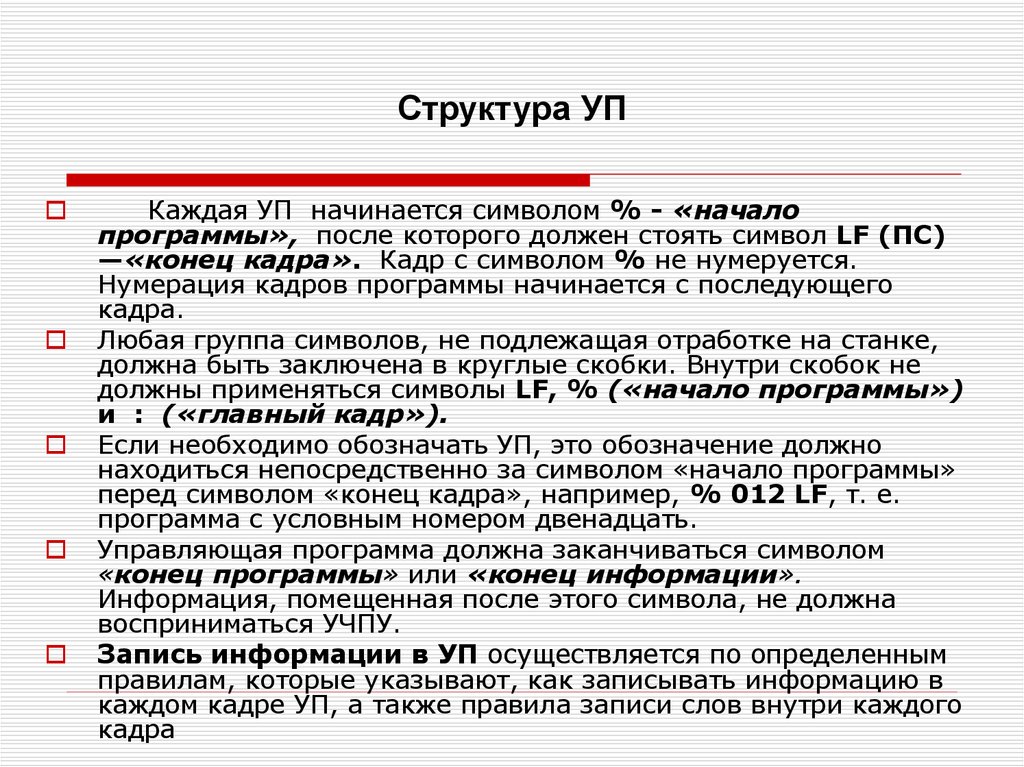
спроектирован так, чтобы его можно было легко перевести на машинный язык. Хотя к блокам данных можно обращаться по имени, а не по их машинному адресу, язык ассемблера не предоставляет более сложных средств организации сложной информации. Как и машинный язык, язык ассемблера требует детального знания внутренней архитектуры компьютера. Это полезно, когда такие детали важны, например, при программировании компьютера для взаимодействия с периферийными устройствами (принтерами, сканерами, запоминающими устройствами и т. д.).
Алгоритмические языки
Алгоритмические языки предназначены для выражения математических или символьных вычислений. Они могут выражать алгебраические операции в обозначениях, аналогичных математическим, и позволяют использовать подпрограммы, которые упаковывают часто используемые операции для повторного использования. Это были первые языки высокого уровня.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Подпишитесь сейчас
Первым важным алгоритмическим языком был ФОРТРАН ( for mula tran slation), разработанный в 1957 году командой IBM под руководством Джона Бэкуса. Он был предназначен для научных вычислений с вещественными числами и их коллекциями, организованными в виде одномерных или многомерных массивов. Его управляющие структуры включали условные операторы IF, повторяющиеся циклы (так называемые циклы DO) и оператор GOTO, который допускал непоследовательное выполнение программного кода. FORTRAN упростил наличие подпрограмм для общих математических операций и создал их библиотеки.
FORTRAN также был разработан для перевода на эффективный машинный язык. Он сразу же стал успешным и продолжает развиваться.
АЛГОЛ ( алгоритм рифмический l язык) был разработан комитетом американских и европейских ученых-компьютерщиков в 1958–1960 годах для публикации алгоритмов, а также для выполнения вычислений. Подобно LISP (описанному в следующем разделе), ALGOL имел рекурсивные подпрограммы — процедуры, которые могли вызывать сами себя для решения проблемы, сводя ее к меньшей задаче того же типа. Алгол представил блочную структуру, в которой программа состоит из блоков, которые могут содержать как данные, так и инструкции и иметь ту же структуру, что и вся программа. Блочная структура стала мощным инструментом для создания больших программ из небольших компонентов.
Алгол представил блочную структуру, в которой программа состоит из блоков, которые могут содержать как данные, так и инструкции и иметь ту же структуру, что и вся программа. Блочная структура стала мощным инструментом для создания больших программ из небольших компонентов.
Алгол предоставил нотацию для описания структуры языка программирования, форму Бэкуса-Наура, которая в некоторых вариациях стала стандартным инструментом для определения синтаксиса (грамматики) языков программирования. Алгол широко использовался в Европе и в течение многих лет оставался языком, на котором публиковались компьютерные алгоритмы. Многие важные языки, такие как Паскаль и Ада (оба описаны ниже), являются его потомками.
Язык программирования C был разработан в 1972 Денниса Ритчи и Брайана Кернигана из корпорации AT&T для программирования компьютерных операционных систем. Его способность структурировать данные и программы посредством составления более мелких единиц сравнима с возможностями Алгола. Он использует компактную запись и предоставляет программисту возможность оперировать как с адресами данных, так и с их значениями. Эта способность важна в системном программировании, и язык C разделяет с языком ассемблера способность использовать все возможности внутренней архитектуры компьютера. C, наряду с его потомком C++, остается одним из самых распространенных языков.
Он использует компактную запись и предоставляет программисту возможность оперировать как с адресами данных, так и с их значениями. Эта способность важна в системном программировании, и язык C разделяет с языком ассемблера способность использовать все возможности внутренней архитектуры компьютера. C, наряду с его потомком C++, остается одним из самых распространенных языков.
Бизнес-ориентированные языки
COBOL ( co mmon b Business o ориентированный l язык) активно используется предприятиями с момента его создания в 1959 году. Комитет производителей и пользователей компьютеров и правительственные организации США установил CODASYL ( Co mmittee на Da ta Sy основ и L языков) для разработки и контроля языкового стандарта, чтобы обеспечить его переносимость между различными системами.
COBOL использует нотацию, подобную английской, при введении новая. Бизнес-вычисления организуют и обрабатывают большие объемы данных, и COBOL представил структуру данных записи для таких задач.