Слесарные тиски
ДОМАШНИЙ СЛЕСАРЬ
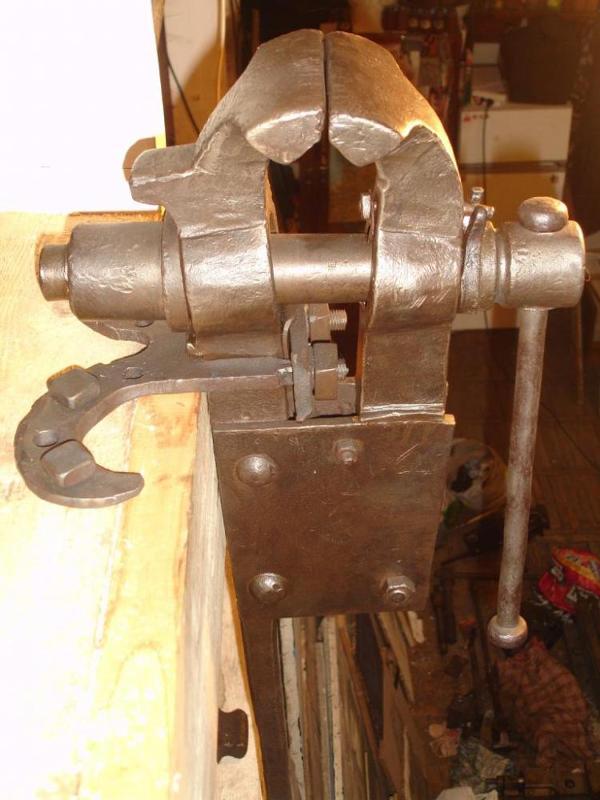
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке.
Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, — при рубке, клепке, гибке и пр.
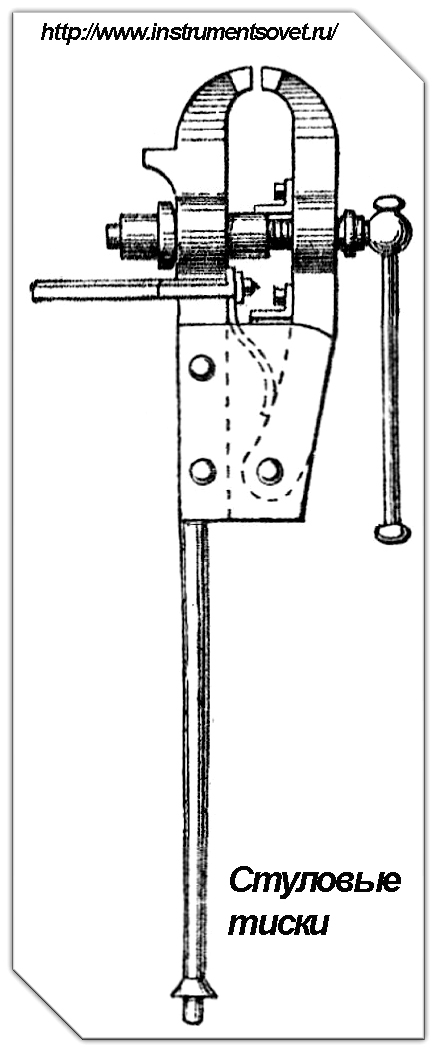
Они состоят из неподвижной 3 и подвижной 4 губок (рис. 2, а). При вращении зажимного винта 5
Рис. 2. Стуловые тиски: а — общий вид; б — схемы закрепления заготовок |
Подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок — 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки, рис. 2, б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие — только нижними (рис.
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис. 3) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Рис. 3. Поворотные параллельные тиски:
1 — болт; 2 — рукоятка; 3 — основание; 4 — поворотная часть;
5 — рычаг; 6 — стопорная планка; 7 — подвижная губка;
8 — пластинки; 9 — неподвижная губка; 10 — гайка;
II — винт
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин

Рис. 4. Неповоротные параллельные тиски: 1 — рычаг; 2 — подвижная губка; 3 — пластинки; 4 — неподвижная губка; 5 — винт; |
Размеры слесарных тисков определяются шириной их губок, которая
6 — основание; 7 — гайка; 8 — составляет ДЛЯ поворот – стопорная планка ных тисков 80, 100, 120
И 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8.
Несмотря на достоинство параллельных тисков, заключающееся в прочном креплении к верстаку, они имеют недостаток: малая прочность губок. Поэтому для тяжелых работ эти тиски непригодны.
Слесарные тиски со свободным ходом. Особенность таких тисков (рис. 5) — удобство и быстрота установки деталей. Тиски к верстаку прижимает плита 7. Под внутренней неподвижной губкой 2 — подвижная 3. А между ней и плитой две пиловидные рейки 4. С ними в зацеплении — зубчатая гайка 6, зафиксированная на винте 5.
Рис. 4. Слесарные тиски со свободным ходом: 1 — сменные щечки; 2 — неподвижная губка; 3 — подвижная губка; 4 — пиловидная рейка; 5 — винт; 6 — зубчатая гайка; 7 — плита |
Слесарь, поворачивая рукоятку влево, выводит гайку из зацепления с рейками, а потянув рычаг на себя, освобождает подвижную губку. Так легко и просто устанавливается необходимый зазор между сменными щечками 1.
Так легко и просто устанавливается необходимый зазор между сменными щечками 1.
Чтобы зажать деталь, нужно проделать эту несложную операцию в обратном порядке.
Ручные тиски (их часто называют тисочки) применяются для крепления мелких деталей, требующих частого поворачивания и процессе опиливания (рис. 5), или при сверлении, когда размер детали очень мал и ее неудобно держать в руке.
По своему устройству они напоминают стуловые тиски, только без приспособления для крепления к верстаку.
Ручные тиски бывают трех типов: 1 — шарнирные, 2 — с коническим креплением, 3 — пружинные.
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б)
Рис. 5. Закрепление деталей в ручных тисках и струбцинах: а, б — ручные слесарные тиски; в — использование косогубых тисков; г — применение струбцины |
С шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм.
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45—50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60-70.
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы. Время зажима — 2—3 с, усилие зажима — 3000 кГ
Пневматические тиски с диафрагменным зажимом (рис. 6) состоят из основания 1, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью.
7 с подвижной губкой 4. Ходовой винт позволяет менять расстояние между обеими губками тисков. В
Рис. 6. Пневматические тиски: 1 — основание; 2 — поворотная часть; 3 — болт; 4 — подвижная губка; 5 — неподвижная губка; 6 — каретка; 7 — винт; 8 — пружина; 9 — шток; 10 — рычаг; 11 — толкатель; 12 — резиновая диафрагма; 13 — кольцо |
Том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины 8. Когда же сжатый воздух под давлением 5—6 атмосфер поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 11 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12.
На рис. 7 приведена другая конструкция пневматических тисков с клиновым зажимом. Эти тиски установлены на корпусе 10 пневматической подставки, в ней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закрепляющие тиски в нужном положении.
Тиски состоят из подвижной 1 и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего штока 8 и клиновой передачи, в которую входит клин 3 и фигурная гайка 4.
Губки тисков раздвигаются вручную винтом 11 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ноги; пневматический привод раздвигает губки на 6 мм.
При зажиме детали винтом 11 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимной диск 7 с подающим штоком 8 и клином 3 своим скосом клин перемещает фигурную гайку 4 и зажимный винт 77 с подвиж
ной губкой 7 на 6 мм и закрепляет деталь. . Давление в пневматической сети 14 ат, зажимное усилие достигает 2000 кГ.
. Давление в пневматической сети 14 ат, зажимное усилие достигает 2000 кГ.
0-120 мм 9 8 7 Рис. 7. Пневматические тиски с клиновым зажимом: 1 — подвижная губка; 2 — неподвижная губка; 3 — клин; 4 — фигурная гайка; 5 — пружина; 6 — Т-образный паз; 7 — нажимной диск; 8 — подающий шток; 9 — резиновая мембрана; 10 — корпус; 11 — толкатель; 12 — резиновая диафрагма; 13 — винт |
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 77, переместив подвижную губку 7, освобождает деталь.
При работе на тисках следует соблюдать следующие правила:
Перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
Не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
При креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
По окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
После окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
А – параллельные; б – стуловые — Студопедия
Поделись
К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек.
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг.
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
Рис. 7. Ключи гаечные
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
Рис. 8. Слесарные щипцы
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Тиски мастера по изготовлению стульев | Деревообрабатывающий форум LumberJocks
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Привет всем,
Я сделал эти тиски для изготовления стульев с небольшой модификацией, я использовал стальные рельсы вместо дерева для большей устойчивости и долговечности, это небольшой проект, но было очень весело делать.
Вот ссылка для более подробной информации на моем канале YouTube:
2309388.jpg
61 КБ Просмотров: 36
2309389.jpg
52,8 КБ Просмотров: 7
2309390.jpg
113 КБ Просмотров: 6
2309391.
 jpg
jpg101,4 КБ Просмотров: 8
2309392.jpg
109 КБ Просмотров: 5
 jpg
jpgДелиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Связь
гдавег
· ЗарегистрированоОчень чистая сборка и очень полезная.
Дэйв, Ванкувер, Вашингтон и Тусон, Аризона
помешанный на контроле
· Премиум членМного новых техник для изучения. Спасибо за публикацию!
старые реки
· Зарегистрировано Красиво и аккуратно. Хорошая работа!
Хорошая работа!
Соли Део слава! (Единому Богу слава)
опилки1шепот
· ЗарегистрированоОтличная сборка. Мне нравятся твои ласточкины хвосты. Они более прочные, чем те, что с тонкими штифтами.
Посмотрел ваше видео, оно было хорошо снято, мне понравилось и я научился новым техникам.
Надеюсь, вы сделаете с ним проект стула, чтобы показать его в действии.
Вы также хороший слесарь. Может быть, вам стоит изменить свой никнейм на The Wood/Metal Crafter.
Мне интересно, можно ли сделать версию, которую можно зажать в передние тиски?
Джеймс Макинтайр
Джим Якош
· Зарегистрировано Отличные тиски, Расим. У вас есть некоторые из самых гладких инструментов, которые я когда-либо видел. Отличные схемы!!!!!!!!!!!!!!!
Отличные схемы!!!!!!!!!!!!!!!
Ура, Джим
Jim Jakosh…..Практические изделия из дерева………Узнавайте что-то новое каждый день!! Разнообразие – приправа жизни!!
ДжулианЛех
· ЗарегистрированоКрасиво выглядящие и полезные тиски.
Джулиан
свист
· ЗарегистрированоОтлично сделано и очень полезно.
Блог журнала Galootish, http://www.timberframe-tools.com
ВудES
· ЗарегистрированоОтличный инструмент и еще один голос за то, что увидели его в действии.
вахо6о9
· ЗарегистрированоОтличное видео и тиски для изготовления стульев, спасибо, что поделились.
Авантюрист
· ЗарегистрированоСпасибо, сэр
Супер чистая сборка и полезная тоже.
– гдавег
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· ЗарегистрированоДобро пожаловать
Много новых техник для изучения. Спасибо за публикацию!
– контролфрик
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· ЗарегистрированоСпасибо, сэр
Красиво и аккуратно. Хорошая работа!
– старые реки
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· Зарегистрировано Спасибо, на самом деле, есть и другие версии, которые делают то же самое, используя тиски для верстака, чтобы удерживать тиски для изготовления стульев.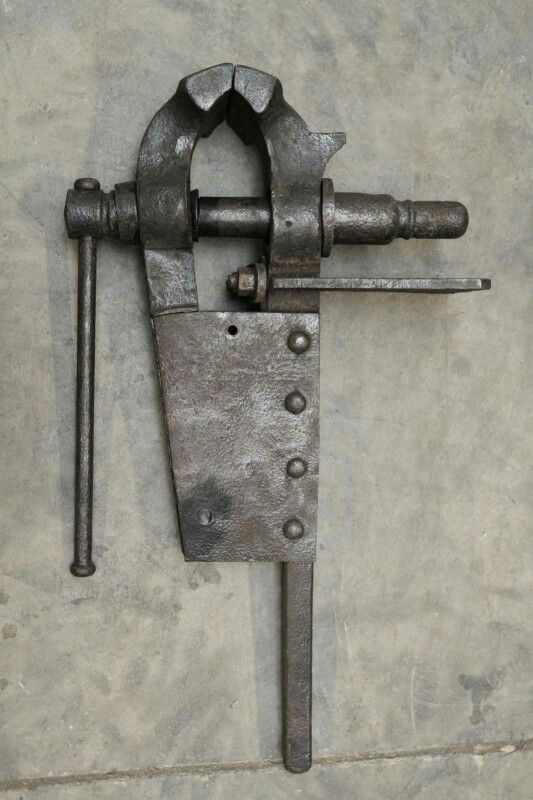 Если вы используете конструкцию, аналогичную той, что показана в этом видео, вы можете отсоединить и прикрепить любое заднее крепление по вашему выбору. используя винты, чтобы закрепить тиски на верстаке.
Если вы используете конструкцию, аналогичную той, что показана в этом видео, вы можете отсоединить и прикрепить любое заднее крепление по вашему выбору. используя винты, чтобы закрепить тиски на верстаке.
Удачи
Отличная сборка. Мне нравятся твои ласточкины хвосты. Они более прочные, чем те, что с тонкими штифтами.
Смотрел ваше видео, оно было хорошо снято, мне понравилось и я научился новым техникам.
Надеюсь, вы сделаете с ним проект стула, чтобы показать его в действии.
Вы также хороший слесарь. Может быть, вам стоит изменить свой никнейм на The Wood/Metal Crafter.
Мне интересно, можно ли сделать версию, которую можно зажать в передние тиски?
– Джеймс Э. Макинтайр
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· ЗарегистрированоИногда мне кажется, что я стал скорее коллекционером инструментов, чем плотником? не знаю, как мне перестать это делать
Thx Jim
Отличные тиски, Расим.
Ура, Джим
– Джим Якош
Нажмите, чтобы развернуть…
 У вас есть некоторые из самых гладких инструментов, которые я когда-либо видел. Отличные схемы!!!!!!!!!!!!!!!
У вас есть некоторые из самых гладких инструментов, которые я когда-либо видел. Отличные схемы!!!!!!!!!!!!!!!
WoodCrafter
Авантюрист
· ЗарегистрированоСпасибо, мужчина
Великолепно выглядящие и полезные тиски.
– Джулиан
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· ЗарегистрированоСпасибо, сэр
Молодец и очень полезен.
– рубашка
Нажмите, чтобы развернуть…
WoodCrafter
Авантюрист
· ЗарегистрированоКонечно
Отлично выглядящий инструмент и еще один голос за то, чтобы увидеть его в действии.
– ВудЭС
Нажмите, чтобы развернуть…

WoodCrafter
Авантюрист
· ЗарегистрированоСпасибо, сэр
Отличное видео и изготовление стульев, спасибо, что поделились.
– waho6o9
Нажмите, чтобы развернуть…
WoodCrafter
Сильвен
· Зарегистрированоочень аккуратная конструкция.
польза именно от этих тисков:
https://www.furnituremaking.com/chairs-and-more/difficult-tenon-shoulders-made-easier
интересный/полезный пост по теме:
https://www. lumberjocks.com/projects/407811
1912 пленка:
смотреть около 5’30”
Sylvain, Брюссель, Бельгия, Европа – Чем больше я узнаю, тем большему предстоит научиться (и это приятно)
Авантюрист
· Зарегистрировано Спасибо и спасибо, что поделились советами.
очень аккуратная конструкция.
как это предполагается использовать:
https://www.furnituremaking.com/chairs-and-more/difficult-tenon-shoulders-made-easierинтересный/полезный пост по теме:
https://www .lumberjocks.com/projects/407811– Сильвен
Нажмите, чтобы развернуть…
WoodCrafter
Присоединяйтесь к обсуждению
Продолжить с Facebook
Продолжить через Google
или зарегистрироваться с электронной почтой
Председатель и вице-председатели Определение
означает лицо, которое время от времени занимало должность контролера и генерального аудитора в Национальном контрольно-ревизионном управлении (государственном ведомстве Великобритании) или его законном правопреемнике;
означает Заместитель Председателя Правления.
означает избираемого время от времени заместителя Председателя Руководящего совета.
означает председателя правления;
означает Председателя Правления;
означает члена, не являющегося должностным лицом, назначенного Советом для выполнения обязанностей Председателя, если Председатель отсутствует по какой-либо причине.
означает Председателя, председательствующего на любом собрании членов или Правления;
означает временного заместителя председателя Траста, если он назначается в соответствии с правилом 4 Третьего приложения;
означает Председателя Лицензионного комитета.
означает директора, не являющегося сотрудником, если таковой имеется, который был назначен Советом в качестве ведущего директора в соответствии с Руководящими принципами корпоративного управления Совета. На Ведущего директора возлагаются такие обязанности, которые возлагаются на него или на нее Советом директоров в таких Руководящих принципах корпоративного управления.
означает Постоянный директор и Управляющий директор Компании;
означает Председателя Правления;
означает Генерального директора Департамента;
означает столичный транспорт-
означает исполнительный председатель правления.
означает физическое лицо, нанятое новым дилером автотранспортных средств на руководящую должность и имеющее письменное трудовое соглашение с дилером, включающее право исполнительного менеджера на покупку контрольного пакета акций дилерского предприятия в будущем или на смерти или недееспособности дилера.
означает члена совета, избранного исполнительным мэром муниципалитета в соответствии со статьей 55 Закона о муниципальных структурах;
означает генерального директора и финансового директора для целей администрирования настоящего Плана.
означает неисполнительного директора, назначенного Советом управляющих для выполнения обязанностей Председателя, если Председатель отсутствует по какой-либо причине.
означает г-жу Марию Хр. ван дер Слуйс-Планц, г-жа Тереза Ф.К. Вейнен и г-н Хубертус П.К. Mourits или такое другое лицо (лица), которое может время от времени назначаться управляющим директором (ами) Эмитента.