Как просушить электроды — Сварочные электроды
Как просушить электроды
Повышенная влажность способна значительно навредить работоспособности электродов и сделать невозможным создание герметичных соединений при ручной сварке. Выходом является прокалка электродов, которая позволит созданным соединениям работать даже под давлением.
Вопрос – как просушить электроды решается различными путями. На сегодняшнее время существуют специальные приспособления для этих целей, например термопенал ТП 10/150 и ТП-5/150. Преимущества применения термопеналов очевидны, поскольку сушка электродов в них происходит равномерно и быстро, что значительно влияет на качество сварки.
Как просушить электроды
Следует иметь в виду, что если электрод уже слишком сильно пострадал от влаги, то резко сушить его с помощью высоких температур запрещено: вода даст налёт известняка и пузыри от закипания. Рекомендуется выдержать электрод не менее двух часов в температуре меньше 100 градусов, после чего можно повысить её.
Важно, чтобы размещение в более низкую температуру, осуществлялось вместе с сушильной печью. Вред может принести и слишком резкое вынимание высушенных электродов на воздух.
Сушку электродов в домашних условиях можно осуществить на обычном радиаторе отопления: горячая батарея может всего за двое суток сделать электроды пригодными для сварки. Простым способом является и сушка электродов в домашнем духовом шкафу.
Однако если предполагаемая сварка не является бытовой и требует особо серьёзного подхода, то необходимо воспользоваться специальной сушащей электропечью. Рабочий диапазон таких печей позволяет производить сушку и прокаливание электродов для сварки до 400 градусов. Ознакомиться с подобным оборудованием, можно перейдя по ссылке http://m-stroykomplekt. ru/ .
При этом важно знать то, что прокаливание может принести пользу только без злоупотреблений: его нельзя производить более двух раз.
Как хранить электроды
Для правильного хранения электродов, запрещено выбирать места с повышенной влажностью, а также использовать негерметичные упаковки. Следует знать, что если вследствие нарушения правил хранения, из электрода выделяется вода, то даже их прокалка может не помочь в достижении качественных результатов при ручной сварке.
Следует знать, что если вследствие нарушения правил хранения, из электрода выделяется вода, то даже их прокалка может не помочь в достижении качественных результатов при ручной сварке.
Как видно, сушка и прокалка электродов могут осуществляться различными способами, но самым универсальным и экономичным вариантом будет приобретение термопенала. Такое устройство достаточно компактно и без труда перемещается при необходимости. Пенал хранит электроды в условиях до 150 градусов и защищает их от возможных вредных воздействий окружающей среды.
Процедура просушивания (дегидратации) электродов — как и зачем выполняется
Главная / Электроды
Назад
Время на чтение: 2 мин
0
55
Электрод – это металлический стержень, покрытый специальной пористой смесью. Которая при взаимодействии с внешней средой напитывается водой делая электроды не пригодными для работы.
Для сбережения функций стержни пакуют в вакуумные упаковки. Однако, после вскрытия вода проникает в напыление и через некоторое время становиться понятным, что электроды отсырели.
Начинаем интересоваться, можно ли просушить стержни своими руками, чтобы вновь ими воспользоваться. Предварительно нужно пополнить знания о правильности высушивания электродов.
Ниже мы распишем, что собой представляет прокалка (просушка) сварочных стержней и какие виды дегидратации следует применять.
- Прокалка сварочных стержней
- Агрегаты для прокаливания
- Принцип дегидратации
- Просушка своими руками
- Просушка УОНИ13/55
- Подытожим
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.

- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий.
 Повреждение или скол покрытия ухудшают сварочные свойства.
Повреждение или скол покрытия ухудшают сварочные свойства.Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.
- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.
Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Прокалить или просушить — в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Таким образом, в некоторых случаях можно применять «народные» средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.

Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Фото из
Сооружение металлического каркаса теплицы
Сборка арматурной сетки для фундамента
Изготовление больших и малых ограждений
Устройство лестниц и входных групп
Термопенал для электродов: как просушить в домашних условиях?
Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг,
- дуга постоянно тухнет,
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
- легко переносится и всегда под рукой,
- при транспортировке на любые расстояния электроды остаются сухими,
- подогрев от сети и сварочника до 110⁰C и выше,
- исключает повторную прокалку не израсходованных материалов.

Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Конструкция и функционал
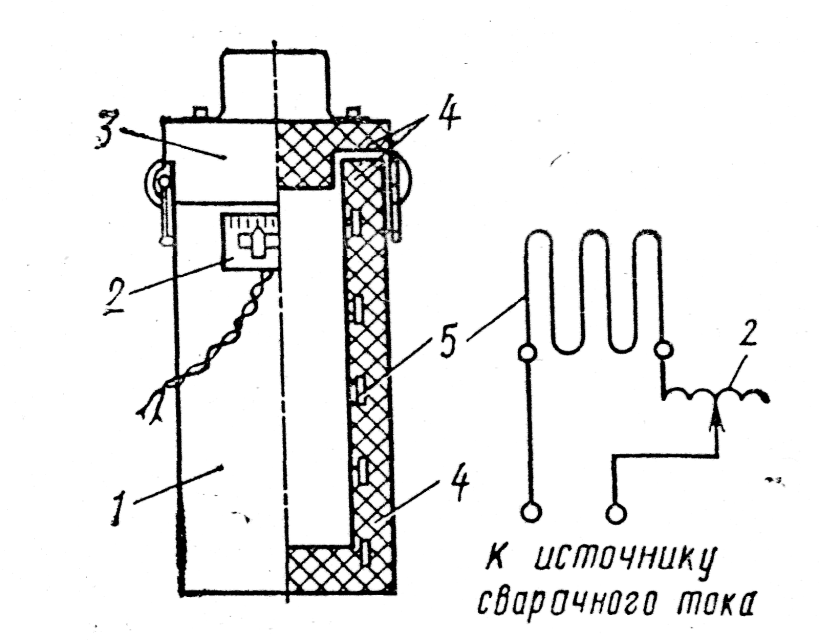
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов,
- размеры устройства,
- мощность,
- температура нагрева и наличие терморегулятора,
- вес при полной загрузке,
- источники питания,
- наличие удобной ручки для транспортировки.
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В,
- промышленный трехфазный 380В,
- постоянный от сварочного аппарата,
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.

Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов. Подключается к сети 220В и сварочному аппарату.
Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ПЭ6-/150
Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
ТП10/150
Профессиональное оборудование с приспособлениями для автоматического поддержания и регулировки температуры. Используется в основном на производстве со стационарными сварочными постами. При весе Термопенала 9 кг, в него можно загрузить электродов до 10 кг.
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
Лайфхак для сварщика: как просушить электроды в домашних условиях | ЮНИФОРМ МЕТАЛЛ
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Сушка электродов: что собой представляет
Чтобы понять, как прокалить электроды, нужно понимать суть самой технологии. Она представляет собой обработку проводников при воздействии высоких температур – до 400 градусов. Влага не просто присутствует на поверхности, но и разрушает покрытие электрода. Следовательно, расходник тяжело поджечь, сварщик повторяет поджоги, что приводит к созданию многослойного непрочного шва. Удержать сварочную дугу становится практически невозможно. Все это отражается на качестве работы и результате сварки электродами.
Именно поэтому, если вы затеяли сварку в домашних условиях, нужно правильно подготовить расходные материалы к применению. Просушка необходима в ряде случаев:
- если нарушена герметичность упаковки при хранении и транспортировке электрода;
- длительное хранение расходников;
- хранение в условиях повышенной влажности;
- визуальное скопление влаги на поверхности электрода.
Просушивать электроды в домашних условиях можно не более трех раз. После этого они становятся непригодными, и даже после термической обработки вы столкнетесь с проблемами в процесс сварки.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
- Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
- Электропечь с функцией сушки. Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
- Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Особенности просушки электродов в домашних условиях
Если вы решили сушить электроды, вероятнее всего, вы подозреваете попадание влаги. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Если у вас нет специального термопенала, предназначенного для сушки электрода, воспользуйтесь нагревательным предметом, который есть у вас дома. Например, подойдет электрическая духовка. Она обязательно должна быть закрытого типа. Сушка электрода на открытом огне запрещена правилами безопасности.
Если вы игнорируете прокаливание в тех случаях, когда оно крайне необходимо, это может привести к низкому качеству работы, созданию неправильного шва, увеличенному расходу проводника, неудовлетворительному результату.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Спасибо, что дочитали до конца)
Если вам необходима дальнейшая консультация при выборе электродов обращайтесь, просто отправив вопрос на нашу электронную почту: [email protected]
Термопеналы для просушки и хранения электродов
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг;
- дуга постоянно тухнет;
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
- легко переносится и всегда под рукой;
- при транспортировке на любые расстояния электроды остаются сухими;
- подогрев от сети и сварочника до 110⁰C и выше;
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Инструкция прокалки
Чтобы результат был качественным, требуется знать как прокалить электроды. В первую очередь специалисты отмечают, что сам процесс не должен занимать более двух часов. Для этого процесса нужно использовать только сухие электроды, так что их предварительно помещают в пенал, поддерживающий заданную температуру.
Для каждого типа электродов требуется свой режим, поэтому, желательно иметь универсальное оборудование с плавной настройкой температуры. Несмотря на то, что в данных зачастую дается запас времени на прокаливание, превышать заданные лимиты не стоит. Нельзя производить эту операцию для одних и тех же электродов более двух раз.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.

- ток бытовой 220В;
- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Конструкция и функционал
- корпус;
- камера;
- нагревательный элемент;
- электроизоляция;
- теплоизоляция;
- передняя крышка для загрузки камеры;
- задняя крышка и блок управления нагревом;
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Как использовать
Использование печи зависит от модели и производителя. Ведь каждый бренд старается внедрить новые функции в свои сушильные машины, которых нет у конкурентов. Поэтому прочтите инструкцию по эксплуатации перед тем, как приступить к сушке электродов.
Время и температура сушки зависят от электродов. Поэтому такую информацию тоже нужно уточнять отдельно для каждой используемой вами марки. Посмотрите ниже обзор на печь для просушки электродов ПСПЭ модель 10 400. Она работает от обычной сети 220в. В обзоре показаны основные регуляторы и функции печи
Обратите внимание на модели 20 400 и 40 400. Также внимания заслуживает печь для сушки электродов ЭПСЭ
Принцип их работы схож.
Как выбрать
Существует два типа печей для сушки: стационарные и переносные. Стационарные печи зачастую представляют собой большой сушильный шкаф для прокалки электродов. Их устанавливают в цеху или на крупном заводе. Нет необходимости покупать такой аппарат для гаража, поскольку он предназначен для сушки большого количества стержней при высоких температурах. А его габариты неудобны для домашнего сварщика.
Мобильные печи также называют просто термопенал для электродов, поскольку они имеют небольшой размер и удобную ручку для переноски. Такие печи часто используются не только для сушки, но и для хранения. Это хороший выбор для домашней сварки.
Такие печи часто используются не только для сушки, но и для хранения. Это хороший выбор для домашней сварки.
Также производители выпускают печи с различным функционалом. В моделях попроще может быть только функция сушки. Тогда как в более дорогих аппаратах могут быть комбинированные режимы сушки и прокалки. Выбирайте исходя из своих потребностей.
При этом внутреннее наполнение и внешний вид плюс-минус схожи. Вне зависимости от модели и производителя. В большинстве случаев печь для электродов — это шкаф или маленький ящик, у которого есть выдвигающиеся лотки или полки. На них необходимо класть электроды для прокалки.
Но на этом сходства заканчиваются
И начинаются различия, на которые вам и стоит обратить внимание при покупке
Обратите внимание на вместимость камеры. Обычно у нее есть предельное значение, оно измеряется в килограммах
Если вы покупаете печь для дома, то можно выбрать модель с минимальным объемом сушильной камеры.
Также обратите внимание на мощность печи. Чем мощность больше, чем больший диапазон температур вам доступен
Чем мощность больше, чем больший диапазон температур вам доступен
Для домашнего использования хватит маломощной печки.
Если вы выбрали переносную модель, то учитывайте, что в ней вряд ли будет функция прокалки. Только сушка. Все из-за ограниченного размера корпуса.
Как сушить электроды в домашних условиях
Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов, структура при этом никоим образом не меняется. Чтобы высушить электроды не нужно владеть особыми навыками или знаниями. Достаточно посмотреть на упаковке температуру и время проведения процесса. В среднем советуется проводить процедуру при температуре 220 – 250 градусов в течение 1,5 – 2 часов.
Для этого можно воспользоваться любым нагревательным прибором, который у вас есть дома. Отлично подойдет электродуховка или газовая духовка. Электродуховка более пригодна для сушки, чем газовая, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить прогрев на открытом огне. Качество такого способа ни сравнится с результатом, используя профессиональный шкаф или пенал.
В данной ситуации самым неправильным решением будет совсем не прокаливать электроды. Это приведет к увеличенному расходу материалов, некачественному шву, и потери времени, а в худшем варианте переделке всей работы.
Виды оборудования
Сушка и прокалка сварочных электродов может производиться несколькими способами, в зависимости от требуемого режима и имеющегося оборудования. Для промышленной сферы используются специализированные виды техники, такие как:
- Электропечь, которая оснащается термометром. Средний рабочий диапазон такого оборудования составляет 100-400 градусов Цельсия. Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
- Электропечи для прокалки, которые имеют дополнительные функции сушки. Современные модели имеют микропроцессорный регулятор, который помогает программировать весь процесс. Техника обладает высокой теплоизоляцией и работает в стационарном режиме. В пределах рабочего объема электроды прогреваются равномерно за счет наличия тепловых экранов. Максимальная температура достигает 400 градусов Цельсия, с учетом плавной регулировки, загруженность идет до 160 кг, а максимальная мощность составляет 8,5 кВт, хотя на некоторых моделях этот показатель равен 3 кВт. Здесь уже потребуется для подключения трехфазная сеть на 380 В.
- Термопеналы – данное оборудование используется для сушки. Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
- Пеналы-термосы – во многом напоминают термопеналы, но они могут сохранять температуру внутри и без подогрева. Для них характерно длительное остывание, так что температура со 150 градусов Цельсия до 80 будет опускаться в течение 4 часов, а до 18 градусов – 10-ти часов.

 Максимальна загрузка термопеналов составляет 10 кг.
Максимальна загрузка термопеналов составляет 10 кг.Электропечь для прокалки сварочных электродов
Термопеналы для электродов ТП.
Для защиты используемых при ручной электродуговой сварке прокаленных электродов от влияния окружающей среды применяются термопеналы ТП. Изделие позволяет хранить и подогревать сварочные электроды, при этом заданный уровень температуры поддерживается автоматически. Термопенал предназначен для эксплуатации в умеренных и холодных климатических условиях, категория размещения оборудования – 3 в соответствии с ГОСТ 15150-69. Подключение термопеналов к сварочному агрегату осуществляется посредством вторичной цепи, оборудование работает от сети с напряжением тока 36-60 В. Рабочая камера, которая находится внутри корпуса термопенала, оснащена предохранительным термоограничителем и нагревательным элементом. Между корпусом и камерой проложена теплоизоляция. С обеих сторон пенала имеются крышки: одна надежно зафиксирована, другая является поворотной. |

Технические характеристики и размеры термопеналов для электродов ТП:
| ТП – 5/150 | ТП – 10/150 | |
| Номинальное напряжение сети, B | 36…60 (на 220 по заявке) | |
| Номинальная потребляемая мощность , кВт | 0,3 | 0,6 |
| Номинальная температура в рабочем пространстве, °С | 150 | |
| Масса загружаемых в пенал электродов, кг | 5 | 10 |
| Габаритные размеры, мм | 120х590х110 | 190х615х230 |
| Масса изделия, кг, не более | 3,2 | 9 |
| Установленный срок службы, лет, не менее | 10 | |
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку. Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
- печь;
- шкаф;
- пенал.
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Конструкция термопенала
Конструкция термопеналов выполнена в виде небольшого ящика с дверцей. Внутри данного корпуса, имеется специальное термоустройство, которое и выполняет процесс поддержания температуры. Вообще работа термопенала основана на принципе работы термоса, то есть на сохранении нужного уровня температуры, за счет термостата.
Камера с размешены внутри термостатом непременно отделывается слоем термоизоляции. Для достижения наибольшего эффекта. Сам термопенал имеет два вида крышек, одна из которых имеет поворотную систему, другая является прочно прикрепленной к корпусу. Конструкция подразумевает разделение на отделы, в которых можно хранить различные виды электродов.
Термопенал является чрезвычайно удобным и необходимым элементом оснащения при любом виде сварочных работ. Поскольку при сварочной работе возникает необходимость передвижения с одного рабочего места на другое, есть вероятность попадания электродов под дождь или снег, таким образом, существует опасность намокания электродов. В данном же случае при использовании термопенала такая вероятность исключается, к тому же при нечаянном намокании электроды могут быть высушены посредством термопенала.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время.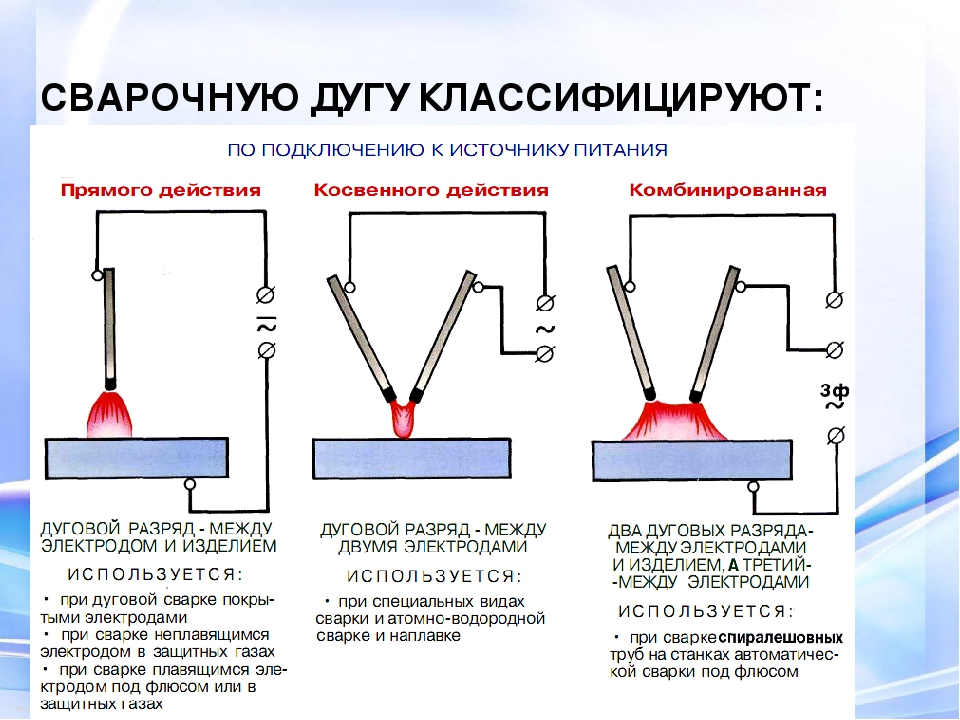 В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Характеристики термопенала
Их вес не обладает большими размерами, и в зависимости от модели и модификации термопенала, может варьироваться в разных пределах. Однако средний вес термопенала равен порядка трем килограммам
А вот количество вмещаемых электродов является уже важной характеристикой термопенала, которую необходимо рассматривать при выборе данного оборудования. средним весом электродов, которые могут быть загружены в термопенал, является вес в три килограмма
Однако, опять же от модельного вида термопенала, данные характеристики могут быть другими, и в большую и в меньшую сторону.
Температура, которую способен выдавать термопенал может иметь различия и варьируется в диапазоне от нуля градусов до ста двадцати градусов. То есть является достаточно большой, для поддержания нужного состояния электродов. Термопеналы могут функционировать от самого сварочного аппарата, а так же от сети, однако потребление ими мощности, является достаточно экономичным. Рабочей мощностью термопеналов может быть мощность, не выходящая за пределы ста Ватт.
Рабочей мощностью термопеналов может быть мощность, не выходящая за пределы ста Ватт.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами. Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса. В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
После этого электроды уже готовы к использованию.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов. Подключается к сети 220В и сварочному аппарату.
Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
ТП10/150
Профессиональное оборудование с приспособлениями для автоматического поддержания и регулировки температуры. Используется в основном на производстве со стационарными сварочными постами. При весе Термопенала 9 кг, в него можно загрузить электродов до 10 кг.
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
технология, оборудование, как и зачем выполняется
Электрод – это металлический стержень, покрытый специальной пористой смесью. Которая при взаимодействии с внешней средой напитывается водой делая электроды не пригодными для работы.
Для сбережения функций стержни пакуют в вакуумные упаковки. Однако, после вскрытия вода проникает в напыление и через некоторое время становиться понятным, что электроды отсырели.
Начинаем интересоваться, можно ли просушить стержни своими руками, чтобы вновь ими воспользоваться. Предварительно нужно пополнить знания о правильности высушивания электродов.
Ниже мы распишем, что собой представляет прокалка (просушка) сварочных стержней и какие виды дегидратации следует применять.
Содержание статьиПоказать
Прокалка сварочных стержней
Процесс просушки (прокаливания) – это обработка температурами, при которых влага удаляется с поверхностей. Избыточное наличие воды в напылении электродов приводить к осыпанию последнего со стержня.
Таким электродом невозможно работать, он тяжело поддается поджиганию, качество работы не удовлетворительно.
Приходится покупать новую пачку, что не экономично. Рекомендуем перед сварочными работами проверить электроды, в случае необходимости провести их подготовку. Начинающие сварщики интересуются: зачем применять просушку и прокалку при подготовке?
Существует несколько ситуация при которых необходимо применить просушивание:
- Стержни долго хранились не в вакуумной упаковке.
- Место хранение, характеризуется повышенной влажностью.
- Электроды намокли.
Запомните! Просушка сварочных стержней перед сварочными работами – важный процесс, не выполнение которого повлияет на результат вашей работы.
При этом помните, такую работу нельзя выполнять более двух раз иначе напыление стержня полностью отслоится.
Интересный факт, прокалка сварочных стержней повышает терморежим затрат материалов перед работой. Некоторое сырье из-за больших перепадов температур искажает сварочную ванну, что делает сварочный шов непрочным.
Для избежание дефектов прибегают к предварительной просушке.
Агрегаты для прокаливания
Просушка сварочных стержней в домашней среде возможно при наличии специальных приспособлений.
Рекомендуем применять:
- Электрическую печь с регулятором температур. Агрегату характерны небольшие размеры, его можно легко перемещать с одного места в другое. В основе работы лежат ТЭНы управляемые автоматически с помощью регуляторов. Работает такая печь в обычной сети дести двадцать вольт. Мощность такого вида механизма лежит в пределах от одного до трех киловатт. Максимальная нагрузка составляет пятьдесят килограммов.
- Электрическую печь с функцией осушения. В современных моделях встроен микропроцессор, с помощью которого возможно осуществлять регулировку всей работы. Характерным свойством для данного агрегата является теплоизоляция. Равномерное прогревание сварочных стержней достигается с помощью встроенных теплоэкранах. Обычная сеть не подходит, для такой аппаратуры необходимо иметь три фазы на 380 Вт. Максимальные мощность 8,5 кВт и нагрузка до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Герметичная теплоизолированная конструкция, которую можно использовать как тару для сохранения. Устройство оптимальных габаритов, что позволяет хранить на рабочем месте сварщиков. Основной способностью данной техники – возможность прогреть сварочные стержни от трансформатора или обычной сети 220. Вместимость таких пеналов 10 кг стержней.
Принцип дегидратации
Для разных видов электродов необходимо правильно определить температуру и время просушки. Для этого, перед началом прокаливания изучите инструкцию в/на упаковке для правильно определения параметров сушки.
Обратите внимание, иностранные производители часто не указывают нужную информацию. Поэтому рекомендуем, посетить их сайт, там вы обязательно найдете интересующие параметры.
Запомните! Сварочные стержни из целлюлозы не подлежат прокаливанию. При этом они должны иметь минимум воды в напылении, для этого их продают в стальных банках.
Основываясь на опыте, прокалить такие электроды можно при этом температура не должна превышать 70 градусов, в противном случае вы повредите покрытие.
Просушка своими руками
Как упоминалось, основной целью прокаливания — является уменьшение объёма влаги, приникшая в напыление металлического стержня. Процесс прост и не трудоёмок.
Главное ознакомиться с инструкцией на упаковке, найти температуру и время, для конкретного вида электродов эти параметры разные.
Зачастую, просушка занимает 1,5-2 часа при температуре в пределах двухста-двухста пятидесяти градусов Цельсия. Применять вы можете любой нагревающийся прибор в наличии в хозяйстве.
Рекомендуем использовать духовой шкаф. При такой процедуре немного теряется качество чем при прокалке в печи или пенале. В целях экономии семейного бюджета это лучший вариант.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Подытожим
Прокалка (просушка или дегидратация) металлических стержней – процедура необходимая, даже обязательная.
Применять рекомендуем специальные печи для прокалки металлических стержней.
Просушив электроды перед началом сварочных работ вы значительно упростите работу с ними и повысите шанс на получение качественного результата.
Основные неисправности инверторов и методы их устранения
Сварочный аппарат часто встречается в домашних мастерских — для личного использования его приобретают даже новички: этот вид техники удобнее, чем трансформатор или выпрямитель.
Пользователи сварочного оборудования отмечают следующие преимущества:
- доступность — приобрести инвертор можно в каждом магазине строительной техники;
- мобильность — самый тяжелый агрегат весит не более 10 килограммов, что упрощает транспортировку инвертора;
- универсальность — подходит для обработки любых металлов;
- малотребовательность — для сварки электродом 3 мм достаточно напряжения 170 В;
- простота эксплуатации — новички предпочитают работать с инвертором благодаря устойчивой рабочей дуге: сварочный шов получается ровным и аккуратным.
Причины поломок
Инверторы, как и любое оборудование, могут выйти из строя. Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Зная типовые поломки, вы легко определите и устраните неисправность — чаще всего диагностика и домашний ремонт сварочного оборудования не вызывают трудностей.
Основные неисправности и пути их решения:
- Дуга горит нестабильно, материал электрода неконтролируемо разбрызгивается. Скорее всего вы выбрали неподходящую силу тока: на каждый миллиметр электрода должно приходиться от 20 до 40 ампер.
- Сварка прилипает к металлу — недостаточно напряжения. Замерьте напряжение в сети и не забудьте очистить клеммы инвертора.
- Нет дуги при включенной аппаратуре — силовые кабели повреждены или перегреты.
- Аварийное отключение — скорее всего сработала защита от короткого замыкания. Проверьте элементы силовой цепи сварочного оборудования — скорее всего, какой-то из них вышел из строя и требует замены.
- Большое энергопотребление при холостом ходе — возникает из-за замыкания витков на токопроводящих катушках. Проблема устраняется полной перемоткой катушек и наложением дополнительных слоев изоляции.
- Отключение аппарата через одинаковые промежутки времени характерно для чрезмерно перегревающихся моделей. Если инвертор внезапно выключился, дайте ему остыть в течение 30–40 минут, прежде чем продолжать работу.
- Блок питания при работе издает посторонние звуки. Необходимо проверить и затянуть в случае ослабления болты, которые стягивают элементы магнитопровода. Если проблема заключается не в этом — проверьте крепеж сердечника или замыкание между кабелями.
Важно! Если из корпуса инвертора идет густой белый дым — не пытайтесь выполнить самостоятельный ремонт, сразу несите оборудование в сервисный центр.
Ремонт в домашних условиях
Чтобы установить причину поломки, проведите визуальный осмотр всех узлов сварочного аппарата, тщательно зачистите окислившиеся контакты с помощью щетки и растворителя. Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
В первую очередь, выходят из строя:
- транзисторы;
- диодный мост;
- система охлаждения.
Их неисправность устанавливается по существенному изменению геометрии.
В таком случае весь ремонт сводится к замене элементов с помощью паяльника. В работе вам также пригодится дополнительное оборудование — мультиметр, вольтметр и осциллограф.
Если по окончании первичных ремонтных работ сварочный инвертор не включается, переходите к более глубокой диагностике — проверьте блоки питания, управления а также силовой блок.
- При возникновении неисправности необходимо немедленно отключить прибор от электросети, дать ему остыть и только после этого снимать кожух.
- Диагностику начинайте с малого — нередки случаи, когда ремонт инвертора заключается в простейшей замене деталей или пропайке контактов.
- Для проверки транзисторов используйте мультиметры, вольтметры и осциллографы.
- Заменив электротехнические элементы, проверьте печатные проводники.
- Не забудьте об обслуживании разъемов после работы с дорожками.
- Проверяйте диодные мосты: они нечасто выходят из строя, но это лишним не будет.
- Если в процессе поиска неисправностей вы дошли до проверки плат и пультов управления, обязательно используйте высокоразрешающий осциллограф.
Если вы провели все диагностики и проверки, но обнаружить поломку так и не удалось — рекомендуем прекратить поиски проблемы и обратиться специализированные мастерские по ремонту сварочного оборудования.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов создавать качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электродам класса прочности E8018 и более высоких следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки – стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze – на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри покрытия во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill – чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze – Избыточная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите необычно влажные электроды в течение 30 – 45 минут при температуре 90 – 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
4 способа эффективного хранения сварочных стержней и защиты от влаги – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте.Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка – увлекательное хобби, а также впечатляющая профессия для тех, кто стремится к творчеству. Но после того, как искры исчезнут и сварка будет завершена, сварочные стержни, также известные как электроды, необходимо правильно сложить и убрать. Но что нужно для хранения этих теплосодержащих металлов?
Как вы храните сварочные стержни? Сварочные стержни следует хранить в сухом месте с постоянно высокой температурой.Тип хранимого вами электрода и его производитель определяют, насколько высокой должна быть температура в хранилище, а также сколько влажности он может выдержать, прежде чем станет непригодным для использования.
Сварочные прутки имеют очень специфические потребности, когда дело доходит до хранения, и их структура во многом с этим связана. В этой статье мы обсудим, как факторы температуры и влажности вступают в игру при хранении стержней, а также о неправильных способах хранения этих чувствительных элементов оборудования.
Варианты храненияДля правильного хранения сварочных стержней потребуется контейнер, который управляет теплом, поступающим на электроды, и количеством влаги, которое может контактировать со сварочными стержнями. Тепло должно удерживать электроды от поглощения слишком большого количества влаги из воздуха.
* Если сварочные стержни еще не открыты, их не нужно хранить, потому что они уже защищены от влаги.
Мы провели обширные исследования и испытания, чтобы найти наилучшие варианты хранения самых разных удилищ.Ознакомьтесь с нашими рекомендуемыми вариантами хранения здесь.
Стержневые печиСтержневые печи идеальны для хранения большого количества сварочных стержней. Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи духовки влияет на температуру внутри духовки. Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, которое стоит от 100 до 10 000 долларов.
Существует множество различных видов стержневых печей, которые могут удовлетворить все потребности ваших электродов и условия хранения:
- Портативные печи для сварки электродов – относятся к более дешевому сегменту, по цене от 100 до 2000 долларов.Их размер идеально подходит для тех, кто часто путешествует и хочет брать с собой сварочные инструменты. Он также идеально подходит для тех, кому нужно профессиональное хранилище, но при этом не нужно слишком много места.
- Настольные электродные печи – намного больше, чем портативные электродные печи, но они не огромны. Они размером с мини-холодильник и стоят около 1000 долларов. Их пространство предназначено для среднего инвентаря, и они являются более постоянным элементом мастерской.
- Сварочные печи для флюса – самые большие и самые большие из сварочных печей. Они созданы по последнему слову техники и, несомненно, сохранят ваши сварочные стержни в идеальном состоянии. Их цена может варьироваться от 1000 до 10000 долларов. Это довольно удобный вариант, идеально подходящий для крупных предприятий и мастерских, и они могут вместить невероятное количество сварочных стержней.
При хранении сварочных стержней в стержневой печи важно как можно быстрее вставлять и выгружать сварочные стержни. Чем дольше открыты дверцы, тем больше вероятность повреждения сварочных стержней из-за влаги.Горячий воздух выйдет наружу, а влажность ворвется внутрь, поэтому каждое взаимодействие со стержневой печью должно происходить быстро.
Стержневые печи созданы для тех, кто придерживается определенных правил, например, в профессиональных отраслях и на предприятиях. Они подходят не всем и, конечно же, не требуются для продолжения сварки; они просто способствуют длительному хранению и обеспечивают высокое качество сварных швов. Духовки помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травмы вас или окружающих) (что, в свою очередь, может помочь предотвратить травмы вам или другим людям).
Закрытые герметичные контейнеры LincolnЭти контейнеры подходят для хранения небольшого количества сварочных стержней. Они защищают от влаги и немного лучше по цене, но после открытия их необходимо хранить в шкафу с температурой 250–300 ° F.
Сухие боксы для
нечувствительных сварочных стержнейСварочные стержни могут быть весьма чувствительными, когда речь идет о влажности воздуха и воде в целом; однако есть несколько сварочных стержней, которые можно хранить в герметичных сухих контейнерах при комнатной температуре из-за их нечувствительности к влаге.Они не прослужат так долго, как в духовке, но прослужат недолго.
Нечувствительные сварочные стержни можно хранить практически во всем герметичном и сухом месте. Например, закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не сломается. Не рекомендую, но в крайнем случае сработает.
E-XX10, E-XX11, E-XX12 и E-XX13 можно хранить в сухих ящиках, но подробнее об этом ниже.
Рекламные объявления
Меры предосторожности при храненииЧтобы сварочные стержни не повреждались во время хранения, старайтесь размещать их в вертикальном положении или в один ряд, чтобы стержни не ударялись друг о друга. и вызывая трещины, ссадины, изгибы, разрывы и другие возможные контактные повреждения.(Это особенно важно для печей с выдвижным стержнем и методов хранения в плотно закрытых контейнерах).
Факторы при храненииПри хранении сварочных стержней действуют различные факторы, которые могут повлиять на эффективность и срок службы сварочного стержня. Когда элементы выходят из равновесия, а сварочный стержень остается незащищенным, от повреждения может не вернуться.
Сварочные стержни и влажностьРеклама Сварочные стержни не выдерживают влажности.Как правило, они не будут хорошо работать, если будут мокрыми. Влажные сварочные стержни могут вызвать растрескивание на поверхности сварочного стержня и привести к образованию большого количества текучести шлака в самом сварном шве, которое сложно устранить. Часто продукт мокрого сварочного прутка представляет собой шероховатую поверхность шва или поверхность с трещинами.
Влажные стержни больше не могут эффективно сваривать, потому что они вызывают водородное охрупчивание сварного шва. Водородное охрупчивание вызовет растрескивание сварного шва, особенно если давление составляет 80 000 фунтов на квадратный дюйм или выше.Более твердые металлы в целом более хрупкие, и когда влажный сварочный пруток соприкасается с этим металлом, он становится еще более хрупким, вызывая легкое растрескивание.
В более тщательных сценариях сварки, в которых используются сварочные стержни с низким содержанием водорода, мастерские предоставят только то количество сварочного стержня, которое необходимо для завершения сварки, чтобы предотвратить отходы. Идея заключается в том, что если стержень должен впитывать влагу и в конечном итоге становится неэффективным, то после завершения процесса сварки должно оставаться как можно меньше.
Сварочные прутки с низким содержанием водорода, в частности, должны храниться сухими и вдали от влажного воздуха. Сварочный пруток 7018 является одним из прутков с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень, чтобы предотвратить попадание воды во время его изготовления, является причиной того, что он принимает так много воды, когда вынимается из упаковки.
Сварочные прутки с низким содержанием водорода идеально подходят для технических и структурных сварочных работ и содержат наименьшее количество водорода в покрытии, что позволяет выполнять плавные и долговечные сварные швы.Есть способ подготовить их перед использованием, чтобы свести к минимуму количество водорода, поглощаемого сварочным стержнем, путем покрытия его слоем диоксида титана.
Сварочные стержни и температураТемпература области вокруг сварочного стержня может сильно повлиять на его полезность. Окружение сварочных стержней должно быть горячим, чтобы влага из воздуха испарялась. Более низкие температуры в воздухе могут вызвать сырость, а это увеличивает вероятность повреждения сварочных стержней водой.
Каждому типу сварочного прутка требуется поддерживать собственную температуру, которая определяется его структурой и влагопоглощением. Обычно стержни, которые наиболее подвержены водопоглощению, хранятся при самых высоких температурах, чтобы влага в воздухе более агрессивно удерживалась в страхе.
Типы сварочных стержнейТипы сварочных стержней зависят от кода, иначе известного как код классификации AWS (Американского общества сварки). На самом фундаментальном уровне это 4-значный код на каждом сварочном стержне, указывающий на его покрытие, структуру и угол, под которым он лучше всего сваривается.
Обычно перед цифрами стоит буква «E», что просто означает, что сварочный стержень является «электродом, на котором в данный момент находится электрод».
Первые две цифры кода обозначают предел прочности на разрыв. Например, если код E-6010, соответствующая прочность на разрыв будет минимум 60 000 фунтов на квадратный дюйм.
Третья цифра показывает, в каком положении вы можете сваривать с данным сварочным стержнем:
- Стенды для всех углов и положений подходят для сварки с
- Стенды только для плоских и горизонтальных положений будут работать при сварке
- Стойки всего за плоские положения будут работать при сварке
Четвертая цифра может иметь много разных значений.Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
- Означает, что покрытие и ток обозначаются третьей цифрой
- Обозначает целлюлозно-калиевое покрытие и сварочный ток AC, DCRP и DCSP
- Представляет покрытие из двуокиси титана и сварочный ток AC и DCSP
- Представляет покрытие двуокиси титана и калия и сварочный ток AC, DCRP и DCSP
- Представляет собой покрытие из железного порошка диоксида титана и сварочный ток AC, DCRP и DCSP
- Представляет покрытие с низким содержанием водорода и натрия и сварочный ток только DCRP
- Представляет покрытие с низким содержанием водорода и калия и сварочный ток переменного и DCRP
- Представляет собой покрытие из железного порошка из диоксида железа и сварочный ток AC и DCSP
- Представляет собой покрытие из железного порошка с низким содержанием водорода и сварочный ток AC, DC RP и DCSP
* Сварочные прутки с двумя последними цифрами 10, 11, 12 и 13 могут выдерживать хранение в герметичном сухом контейнере при комнатной температуре.
Поскольку вода является проблемой для сварочных стержней, существует несколько типов стержней, которые имеют классификационный код AWS, оканчивающийся на суффикс «R». Буква «R» указывает на то, что на электроде есть покрытие, которое снижает количество воды, поглощаемой сварочным стержнем. Сварочные стержни с водостойким покрытием можно не хранить на срок до девяти часов.
* Если на сварочном стержне с низким содержанием водорода стоит суффикс «R», вам все равно следует поместить его на хранение сразу после использования, поскольку он все еще очень подвержен повреждению из-за влажности независимо от покрытия.Они не могут пролежать девять часов, как сварочные прутки без содержания водорода; в противном случае они пострадают.
Важно обращать внимание на классификационный код AWS, потому что он может определять, насколько строго вы храните свои стержни и как долго они могут прослужить вне хранилища. Код указывает на чувствительность стержня.
Расходные материалы и неплавящиеся сварочные стержниЕще одна категория, на которую можно разделить сварочные стержни, – это расходные и неплавящиеся сварочные стержни.
Расходные сварочные стержни плавятся в процессе сварки или просто ломаются, в результате чего сам стержень съедается до тех пор, пока не кончается стержень для сварки. Эти сварочные стержни требуют более частой замены, так как стержень обычно сам используется в качестве связующего или сгорает.
Нерасходуемые сварочные стержни не сгорают и не соединяются со сварным швом; вместо этого они нагревают два соединяемых материала до тех пор, пока материалы не начнут плавиться и смешиваться друг с другом, что в конечном итоге приводит к их соединению.Пруток остается полностью неповрежденным после процесса сварки и может быть сохранен и использован для другого сварного шва в будущем.
Признаки влаги и поврежденийПри контакте сварочных стержней с водой они могут стать пористыми как внутри, так и снаружи. Невозможно обнаружить пористость сварочного прутка без помощи рентгеновского снимка, но признаки повреждения проявятся в сварке.
Сварка, которую вы выполняете, часто дает трещины в результате повреждения сварочного стержня, и сварной шов будет выглядеть хаотично, непоследовательно или неправильно.
Пористость на электроде будет видна невооруженным глазом только тогда, когда она будет внешней. Внешняя пористость также указывает на внутреннюю пористость, а внешняя пористость появляется только тогда, когда сварочный пруток (обычно с низким содержанием водорода) подвергался воздействию большого количества воды.
Влага – не единственная угроза для сварочных стержней. Тепло также может возникать из-за перегрева и постоянного повторного нагрева. Не рекомендуется повторно сушить сварочный стержень более трех раз, поскольку слишком сильное тепловое воздействие может вызвать «выгорание» покрытия, которое проявится в виде сколов, трещин и хрупкости сварочного стержня.
Повторная сушка сварочных стержнейИногда воздействие влаги на сварочные стержни неизбежно, но есть способ спасти свое оборудование. Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водянистых могил. Это процесс, при котором для удаления воды со сварочного стержня используется тепло до того, как произойдет какое-либо повреждение клемм.
ОбогревЛучший способ удалить воду из сварочного прутка – испарить ее. Тем не менее, есть два разных метода сделать это: один предназначен для контакта с большим количеством воды, а другой – для менее серьезного воздействия воды (например, оставить ее в воздухе на некоторое время).Электроды с низким и не с низким содержанием водорода также сохнут при разных температурах и в течение разных периодов времени:
Для сварочных стержней с низким содержанием водорода, если они вступили в прямой контакт с водой или подверглись воздействию воздуха с высокой влажностью, применяется метод, называемый предварительная сушка в порядке. Стержни следует поместить в печь для стержней при температуре 180–220 градусов по Фаренгейту на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.
Для сварочных стержней с низким содержанием водорода, которые просто слишком долго оставались на воздухе, вы можете просто пропустить метод предварительной сушки и нагреть стержни в течение одного часа при температуре, указанной производителем.
Для сварочных стержней, не относящихся к группе с низким содержанием водорода, предварительная сушка сварочных стержней должна быть установлена при температуре 200-230 (по Фаренгейту) градусов в течение 30-45 минут, если они соприкасались с большое количество воды. Затем вы можете сушить их в течение часа при обычной температуре.
Если сварочные стержни не с низким содержанием водорода использовались слишком долго, их можно сушить при их обычной температуре.
- Предварительная сушка – это метод, который может предотвратить растрескивание или отслаивание покрытия в результате окисления сплавов.Слишком долгая предварительная сушка также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
- Сушка сварочного стержня при температуре, превышающей его предполагаемую, может привести к поломке сварочных стержней во время сварки, а также к разрушению покрытия и образованию остатков.
- При предварительной сушке и повторной сушке лучше всего укладывать сварочные стержни в один слой. Убедившись, что ни один из сварочных стержней не покрыт другими сварочными стержнями, вы обеспечите тщательное высыхание и тем самым полное восстановление стержня и его будущих сварных швов.
Рассматривая повторную сушку сварочных стержней, у вас может возникнуть желание воткнуть их в кухонную духовку и «испечь» из них воду. Сопротивляйтесь желанию. Температура, которая должна быть достигнута для правильного испарения всей воды из сварочных стержней, будет слишком высокой для вашей духовки. Ваша кухня наверняка загорится.
Слишком далеко зашелИногда нет ничего, что можно сделать, чтобы вернуть сварочному стержню его былую славу.Когда стержни израсходованы, их невозможно вернуть, и лучше всего их просто заменить. Некоторые индикаторы могут сказать вам, пришло ли время безопасно утилизировать сварочный стержень:
- Если сварочный стержень треснул, это явный признак того, что сварочный стержень не работает должным образом, и повреждение невозможно устранить. .
- Если флюс крошится или отслаивается от сварочного стержня, сварочные возможности стержня будут серьезно нарушены и даже могут полностью выйти из строя.
- Если процесс сварки особенно шумный и имеется большое количество брызг, то повторная сушка сварочного стержня не требуется (обычно это происходит с электродами с низким содержанием водорода).
- Если на сварочном стержне есть ржавчина, лучше всего заменить стержень, потому что маловероятно, что он вообще будет работать.
- Если на покрытии есть пузыри или заметные дефекты, сварочный стержень не будет правильно свариваться, и эту проблему нельзя исправить.
Сварные швы часто имеют большое значение, но если вы хотите, чтобы сварной шов получился особенно безупречным, лучше начать с чистого, свежего стержня, а не со старого стержня, который потенциально получил некоторый косвенный ущерб.
Если вы определили, что сварочный стержень прошел точку невозврата, и вы хотите его выбросить, вы можете выбросить его в красный контейнер, чтобы предотвратить случайные травмы, и выбросить использованные сварочные стержни в металлолом. металлический двор и / или переработать его за быстрые деньги.
Неправильные методы храненияЧтобы сократить расходы, до вас могут доходить слухи о взломах холодильника и духовки, но эти методы хранения не являются устойчивыми и могут иметь опасные последствия.
Лампочка и холодильникЭтот широко распространенный метод хранения сварочных стержней на первый взгляд может показаться удобным, но профессионалы в области сварки от него предостерегают. Идея состоит в том, что можно взять старый холодильник (изолированный контейнер) и установить в него лампочку мощностью 100-150 ватт. Благодаря изоляции и теплу лампочки он звучит как идеальный контейнер для сварочных стержней.
Как оказалось, 100-ваттная лампочка не может генерировать достаточно тепла, чтобы поддерживать достаточно горячую среду для ваших сварочных стержней.Кроме того, нагрев в холодильнике может быть неравномерным во всем помещении, что приведет к повреждению нескольких сварочных стержней из-за влажности.
(Также есть вероятность, что кому-то, в основном ребенку, удастся застрять в холодильнике, если он заползет внутрь, поэтому держать в нейтральном пространстве может быть опасно).
Бытовые печиНа первый взгляд печь может показаться идеальным местом для хранения сварочных стержней. Он может удерживать тепло при постоянной температуре, он хорошо изолирован и может с уверенностью достигать более высоких температур.Но это небезопасно.
Если бы кухонная печь работала как стержневая печь, она, как правило, должна была бы работать при температуре около 400 градусов (для некоторых сварочных стержней даже требуется температура выдержки 750 градусов) и в течение длительных периодов времени. Это катастрофа, которая может произойти, поскольку может произойти взрыв или пожар, потому что печи не были построены для выдерживания чрезвычайно высоких температур в течение нескольких часов подряд.
МорозильникСчитается, что сварочные стержни можно защитить от влаги, если завернуть их в полиэтиленовый пакет и хранить в морозильной камере.Сумка не пропускает воду, в то время как холодный воздух предотвращает попадание влаги. Но происходит обратное.
Когда пакет помещается в морозильную камеру, холодный воздух, достигающий более высокой температуры пакета, вызывает конденсацию внутри пакета. AKA, на ваши сварочные стержни будет дождь. Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, ржавыми, в зависимости от того, как долго вы оставите их в морозильной камере.
Самостоятельные методы хранения, которые работают, могут сработатьЕсли вы занимаетесь сваркой для себя и не особо озабочены тем, чтобы «соответствовать коду», то, скорее всего, вы не будете беспокоиться о мелочах.
Стержневые печи и герметичные контейнеры Lincoln подходят для профессиональных малых и крупных предприятий, так как стоимость хранения соответствует требованиям места, необходимого для всех электродов, и ожиданиям от идеально сваренных материалов.
Чтобы создать контейнер для хранения, обеспечивающий надлежащую опору для сварочных стержней, вам необходимо убедиться, что он обладает всеми необходимыми качествами, такими как:
- Постоянная и регулируемая температура, которая может безопасно достигать 800 градусов
- Хорошая изоляция
- Способность поддерживать постоянную температуру по всему компоненту
- Вентиляция – для выхода влаги
Хотя нет гарантии, что проект сохранит ваши сварочные стержни на 100% сухими, как в печи для стержней как можно точнее, может в конечном итоге сработать в ваших интересах, но с меньшими затратами.Все, что вам нужно сделать, это убедиться, что все пункты выше продуманы.
Также может помочь испытание вашего творения перед тем, как поместить все сварочные стержни в недавно изобретенную печь. Посмотрите, как стержни отреагируют в течение нескольких дней, и, основываясь на этих результатах, примите меры.
Хранение 7018 стержней для предотвращения дефектов
I только что ответил на вопрос для Практическая сварка сегодня о правильной сварке хранение электродов.В нем я упомянул, что сварка стержнями 7018, имеющими влажность В них вы познакомитесь с одним из распространенных дефектов сварных швов… пористостью.
7018 сварочные стержни пропускают очень мало водорода в сварочную ванну, если в них нет влаги в них от неправильного хранения. Влага пропускает водород в флюс, который затем попадает в сварочную ванну отрицательно . Что происходит влага перегревается, а затем пузырится на поверхности, оставляя открытый карман в готовом сварном шве.Таким образом, в этом месте сварной шов слабее, потому что он не сплошная бусина.
Нажмите здесь, чтобы просмотреть наши сварочные печи и узнать
о преимуществах правильного хранения!
Многие просто оставляют 7018 сварочных электродов в ящиках. они приходят, в то время как другие думают, что используют правильные методы хранения, когда на самом деле нет. Есть три распространенных мифа, которые действительно широко распространены в магазин и поле.
Заворачивают сварочные стержни в пластик и хранят их в морозилке.Помимо того, что ваша жена чертовски разозлится, это на самом деле ввести влагу во флюс. Как только пакет вынесен в атмосфере, он будет подвергаться воздействию влаги от холодных стержней, пропитанных теплый наружный воздух.
Я ношу очки, а в холодный зимний день мои очки сразу же затуманивается, когда я вхожу в теплую комнату. Это тот же эффект, что и ты собираюсь получить с морозильными стержнями.
Другой и, наверное, самый распространенный Распространенный и широко распространенный миф заключается в том, что сварочные электроды кладут в старый холодильник. с постоянно горящей лампочкой внутри.(Помните старый вопрос: если дерево падает в лесу, и никто не будет издавать звук? Или свет лампочка ДЕЙСТВИТЕЛЬНО гаснет при закрытии дверцы морозильной камеры? В этом случае ты ХОЧЕШЬ лампочка все время горит.)
Предположительно, лампочка достаточно нагреет в холодильнике, чтобы сварочные стержни оставались при рекомендованной температуре. Только Проблема в том, что там нет лампочки, которая будет гореть постоянно От 250 до 450 градусов, что является правильной спецификацией для открытого сварочного электрода. коробки! Это что-то вроде использования садового шланга для тушения лесного пожара, просто не сработает.
А теперь не расстраивайся, если ты сделал это, потому что сделал я это тоже, и я видел, как крупные магазины и строительные корпорации тоже делали это! я работал в огромном цехе «черного железа», где изготовили на миллионы долларов производство балок, балок, колонн и т. п. для строительной индустрии. Наши складские помещения представляли собой пыльную комнатку с захламленным холодильником с лампочка на 150 ватт.
Я помню, как зашел главный инженер. работа, которую мы выполняли для «защиты от землетрясений» (да, я верю, что когда я это увижу!) в Калифорнии.Он пришел, чтобы убедиться, что мы, сварщики, были должным образом сертифицированы. Когда он увидел этот жалкий маленький склад сварочных электродов область он почти закрыл всю работу! Потребовалось много убеждений, и заказ НАСТОЯЩЕЙ печи для сварочного прутка, чтобы снова его порадовать!
Продолжить
к Части 2
Испорчены ли сварочные стержни? (Что вам нужно знать)
Если вам нравится сварка, вы цените стабильный и надежный сварочный стержень. В таком случае часто приходится делать выбор.Доступны несколько вариантов сварочных стержней. У вас есть 7018 сварочных стержней , 6013 и 6010 .
Кроме того, каждый из этих сварочных стержней уникален в нескольких отношениях. Часто возникает вопрос о хранении, сроке годности и передовых методах использования этих сварочных стержней. Сварочные стержни выходят из строя? После некоторого исследования по этой теме я могу вам сказать вот что.
Итак, сварочные стержни выходят из строя? Да, сварочный стержень может выйти из строя.Известно, что сварочные стержни 7018 выходят из строя быстрее всех. Это связано с его высокой чувствительностью к влаге. Сварочные стержни 7018 необходимо хранить при высоких температурах. Без надлежащего хранения сварочных стержней 7018 они могут со временем потрескаться или прийти в негодность. Кроме того, сварочные стержни 6013 со временем могут выйти из строя из-за возраста.
В зависимости от типа сварки, которую вы выполняете (кодовая работа или нет) и того, какую пользу вам нужно получить от сварочных стержней, могут быть представлены различные варианты и передовые методы.Ниже я хочу рассказать о некоторых распространенных практиках, которые люди используют для продления срока службы сварочных стержней .
Кроме того, я хочу затронуть некоторые часто задаваемые вопросы о правильных температурах сварочных стержней и о том, какие другие методы вы можете использовать, чтобы ваши сварочные стержни работали с максимальной производительностью и функциональностью.
Подробнее о хранении сварочных стержней? Есть ли у них срок годности?
Выше мы коснулись нескольких важных моментов, которые необходимо знать о сварочных стержнях и сроках их хранения.Как указывалось ранее, срок годности и возможности использования сварочных стержней будут сильно зависеть от , какой сварочный стержень вы используете.
7018-Сварочный стержень и проблемы, связанные с влажностью
Сварочный пруток 7018 – это пруток, с которым чаще всего возникают проблемы. Это происходит из-за его чувствительности к влаге, как мы заявляли ранее. Обычная практика или средство, которое используют люди, – это запекать их, чтобы избавиться от влаги. Многим людям удается использовать этот подход.
Запекание удилищ или поддержание их в тепле позволит им функционировать правильно и удалить влагу. Некоторые люди предпочитают использовать печи для сварки прутков, а некоторые предпочитают нагревать перед использованием. Другие используют полностью нестандартные методы для достижения той же цели в зависимости от того, какой вид сварки выполняется.
Сварочный стержень 6013 может стареть лучше, чем другие варианты
У сварочного прутка 6013 нет тех же проблем, с которыми вы сталкиваетесь со сварочным прутом 7018.Фактически, большинство согласится с тем, что сварочные прутки 6013 очень хорошо стареют. Некоторые люди заявляют, что воздействие влаги на сварочный стержень 6013 улучшает характеристики и позволяет стержню «работать лучше».
Признаки того, что сварочный стержень нельзя спасти
Хотя сварочный стержень часто можно вернуть в рабочее состояние после воздействия влаги, также возможно, что сварочный стержень больше не подлежит утилизации. Если на вашем сварочном стержне есть признаки того, что флюс размягчился или на нем видны порошкообразные остатки , , сварочный стержень следует выбросить.
На этом этапе нагревание сварочного стержня для удаления влаги не приведет к восстановлению рабочего состояния сварочного стержня. Если, однако, влага кажется единственной проблемой для сварочного стержня, метод запекания все еще может работать нормально, чтобы вернуть сварочный стержень в рабочее состояние.
Когда сварочные стержни выйдут из строя или больше не будут использоваться?
Это полностью зависит от сварочного прутка и условий хранения. Некоторые сварочные стержни могут выйти из строя в течение 6 месяцев, а другие могут прослужить несколько лет.Если ваш сварочный пруток хранится в сухих условиях и вдали от влаги, срок его хранения значительно увеличится.
Однако, если ваш сварочный стержень хранится неправильно, у вас могут возникнуть проблемы гораздо раньше, чем у других людей. Это также зависит от сварочного прутка, о котором мы говорим. Если вы используете сварочный стержень 7018 , срок хранения может быть короче из-за его чувствительности к влаге, о которой говорилось ранее.
7018- Сварочные стержни имеют покрытие, которое разработано и составлено специально, чтобы позволить фабрике выпечь всю влагу перед упаковкой . Вот кикер . Такое же покрытие позволяет сварочному стержню легко впитывать влагу после открытия упаковки.
Другие Сварочные прутки, такого же catch-22 вы не встретите.
Какая печь для сварочной проволоки лучше всего подходит для вас?
Если вас интересует печь для сварочного прутка, у меня есть для вас рекомендация. За прошедшие годы я использовал несколько печей, но лучшей из них на данный момент была SÜA – Portable Electrode Drying Oven. Что мне больше всего нравится в нем, так это то, что он такой портативный. Кроме того, по сравнению с другими сушильными шкафами для сварочного прутка, эта очень доступна. Очень рекомендую!
Нужна ли мне печь для сварочных прутков или нагреватель для сварочных прутков?
Сварочный стержень 7018 предпринимал много разных попыток, чтобы спасти стержень или продолжить длительное использование стержня, который, возможно, находится на последней стадии эксплуатации. Мы уже знаем, что из-за стержня с низким содержанием водорода он не переносит влагу.
Обжиг сварочного прутка – это обычная практика, помогающая удалить влагу и вернуть пруток в пригодное для использования состояние. Сварочные прутки обычно работают при температуре 250 градусов по Фаренгейту. Это считается вашей «температурой хранения». Другие люди запекают свои сварочные прутки при более высоких температурах для более короткого взрыва, например, 4 часа при температурах около 700-800 градусов по Фаренгейту.
Это называется повторной подготовкой удилища перед использованием. Часто с кодом работает , это требуется и имеет строгие временные рамки, которых необходимо придерживаться.Некоторые методы даже включают печи с несколькими стержнями, где партия 1 будет использоваться до обеденного перерыва многими сварщиками, а после обеда сварочные стержни будут переключаться и вращаться.
Ранее использованные стержни (помещенные в печь), новые стержни извлечены для использования.
Как долго сварочный стержень 7018- может находиться вне печи?
Сварочный стержень 7018 , который в настоящее время хранится по назначению 250 F в стержневой печи, следует использовать в течение 4 часов после извлечения из печи при этих температурах.
Если стержень не используется в это время или вы опасаетесь, что ваша духовка может быть отключена от сети или не нагревается дольше этого времени, стержень необходимо нагреть до этой температуры и снова поместить в духовку перед использованием.
Если ваш стержень также подвергается слишком долгому воздействию без использования за пределами этих температур, вы также можете использовать метод более высоких температур для восстановления сварочного стержня. Это будет при вашей 700-800 градусов в течение минимум 3 часов и максимум 4 часов.
Должен ли я держать стержни в горячем состоянии, если я не выполняю кодовую работу?
Не обязательно. Если вы не выполняете работу с кодами и не используете их для сварки в «декоративном стиле» , вы можете попытаться сохранить стержни как можно более сухими и не слишком увлекаться деталями.
При таком подходе срок годности сварочных стержней не такой же, но отпадает необходимость их запекания. Другие люди, не выполняющие кодовую работу, также заявили, что использование чего-то вроде резинового контейнера для горничных и керамического нагревателя оказалось достаточным для сохранения пригодности сварочных стержней.
Опять же, он не использовался для выполнения какой-либо работы с кодом, но он действительно выполнял свою работу и оказался успешным. В конце концов, это зависит от того, какой срок годности вам нужен, от того, какую работу вы выполняете, а также от того, какой бюджет и необходимые инструменты у вас есть.
Как долго можно хранить сварочные стержни?
Это полностью зависит от ваших методов хранения. Для правильной работы стержневые электроды не должны содержать влаги. Сохранение прутка сухим сохраняет возможность наплавки качественных сварных швов.При неправильном хранении вы столкнетесь с такими проблемами, как трещин на стержне и пористости.
Еще один совет: никогда не меняйте температуру для достижения более быстрых результатов. Быстрая сушка удилищ, подвергшихся воздействию влаги, не поможет. Например, вы всегда можете хранить свою удочку в шкафах с температурой 250 градусов или в «стержневых печах», или вы можете сделать 3-4 часа сушки при температуре от 700 F до 800 F.
Не пытайтесь сушить в течение более короткого периода, чем 3 часа выше указанных температур.Это может увеличить вероятность окисления некоторых сплавов и повредить другие важные свойства стержня, что сделает его бесполезным.
Давайте вспомним еще раз. Вот вам два варианта.
• 250 F – Хранение в шкафу / стержневой печи, когда не используется
• Время высыхания 180-240 минут (3-4 часа) при температуре от 700 F до 800 F.
Последнее слово, сварочные стержни, несомненно, могут выйти из строя, но правильное хранение может продлить их жизнь
Итак, подведем итоги.Сварочные стержни выходят из строя? Да, 100% . Сварочные стержни не вечны. В зависимости от того, какой сварочный пруток вы используете, и от ваших методов хранения, в конечном итоге будет зависеть, сколько пользы вы можете получить от сварочного прутка.
Уловки, такие как нагрев сварочных стержней для удаления влаги, могут помочь восстановить работоспособность сварочного стержня, но во многих случаях сварочный стержень не подлежит ремонту.
Всегда стремитесь к сухому хранению вдали от влаги, чтобы обеспечить оптимальное использование и долговечность ваших сварочных стержней, и если вы решите нагревать стержни для удаления влаги, обязательно соблюдайте надлежащую температуру, чтобы не повредить стержень. или электроды.
Каковы ваши лучшие практики для более длительного использования сварочных стержней? Обязательно оставьте комментарий ниже.
Сварка– Что означают цифры на стержневых электродах?
Это классификационные коды, наиболее распространенной в США системой нумерации Американского общества сварки (AWS). Вы можете увидеть такие ярлыки, как AWSE6011 , E6011 или просто 6011 . Все эти значения означают одно и то же, некоторые просто предоставляют дополнительную информацию.
{AWS} E6011
Первая часть просто сообщает вам, какой стандарт используется. в этом примере это система нумерации Американского общества сварки. Это значение может отображаться на расходном материале, а может и не отображаться.
AWS {E} 6011
E в этом примере обозначает тип расходных материалов. E представляет собой электрод, что означает, что электрический ток вызывает осаждение присадочного материала. Это значение может отображаться на расходном материале, а может и не отображаться.
Типы расходных материалов
E – Электрод.
R – Шток.
ER – Электрод или стержень.
EC – Композитный электрод.
B – Пайка.
РБ – электрод, стержень или оба.
RG – Кислород.
IN – Вставка.
EW – Вольфрамовый электрод.
F – Флюс.
AWSE {60} 11
Первые две (или 3) числовые цифры обозначают предел прочности материала наполнителя на разрыв, измеряемый в тысячах фунтов на квадратный дюйм.В этом примере это будет 60 000 фунтов на квадратный дюйм.
AWSE60 {1} 1
Следующая цифра представляет положение, в котором могут использоваться расходные материалы.
1 – Все позиции (плоское, горизонтальное скругление, вертикальное вверх, вертикальное вниз, сверху).
2 – Только плоское и горизонтальное скругление.
3 – Только квартира (устарело).
4 – Плоский, горизонтальный скругленный, вертикальный вниз, над головой.
AWSE601 {1}
Последняя цифра указывает, какой материал покрытия и какие типы тока можно использовать.
0 – Натрий с высоким содержанием целлюлозы – (DC +)
1 – Калий с высоким содержанием целлюлозы – (AC, DC +, DC-)
2 – Натрий с высоким содержанием диоксида титана – (AC, DC-)
3 – Высокий Титания Калий – (AC, DC +, DC-)
4 – Железный порошок, диоксид титана – (AC, DC +, DC-)
5 – Натрий с низким содержанием водорода – (DC +)
6 – Калий с низким содержанием водорода – (AC, DC +)
7 – Железный порошок с высоким содержанием оксида железа – (AC, DC +, DC-)
8 – Калий с низким содержанием водорода, железный порошок – (AC, DC +, DC-)
{E} 308L-17
E здесь такой же, как и для углеродистой стали, см. Выше.
E {308} L-17
Числовое значение здесь представляет присадочный металл, из которого изготовлены расходные детали, и будет представлять собой нержавеющую сталь определенного сорта. Обратите внимание, что присадочный материал не обязательно должен соответствовать свариваемому материалу.
E308 {L} -17
Этот символ может присутствовать или отсутствовать и указывает процентное содержание углерода в материале наполнителя. Если символ присутствует, это может быть L для низкого углерода или H для высокого углерода.
E308L- {17}
Цифры после тире обозначают материал покрытия и допустимый тип тока.
15 – Покрытие на основе извести – (DC +)
16 – Титан или рутил – (AC, DC +, DC-)
17 – Кремнезем, титан – (AC, DC-, DC +)
Хранение и повторная сушка электрода
Электроды влагомера могут быть важным инструментом для получения максимальной отдачи от ваших влагомеров. Эти специализированные зонды можно невероятно разнообразить в зависимости от их конкретного применения, принимая различные формы и размеры, адаптированные к конкретным условиям использования.
Учитывая, насколько полезными могут быть электроды для проверки содержания влаги в различных ситуациях и материалах, важно правильно за ними ухаживать. Например, когда используются контактные штыри и датчики влагомера, как вы их храните? Вы очищаете их после каждого использования, чтобы не допустить попадания влаги и остатков материала?
Правильный уход поможет продлить срок службы электродов влагомера, и вам не придется их часто менять. Имея это в виду, вот несколько советов по хранению, очистке и правильному использованию контактных штырей и электродов влагомера.
Совет по уходу за электродом №1: не прилагайте чрезмерных усилий для проникновения в материалыОдна из наиболее частых причин поломки электрода влагомера заключается в том, что он слишком сильно вдавлен в прочный материал. Чем длиннее электрод, тем выше вероятность его поломки при прохождении через твердые материалы. Например, попытка протолкнуть длинный зонд серии 835 в бетон, как правило, не работает.
Если вам нужно проверить влажность более твердых материалов с помощью штифтового измерителя, может быть лучше забить набор пластичных гвоздей в материал и прикоснуться штифтами измерителя к гвоздям.Это позволяет вам проверять влажность более твердых материалов без чрезмерного износа электродов или контактов измерителя.
Совет по уходу за электродами № 2: сушка измерителя влажности ЗондЗонды влагомера, которые используются для проверки влажности различных материалов, не следует оставлять на слишком долгое время для замачивания в воде. Когда вы закончите пользоваться электродом в течение некоторого времени, попробуйте удалить излишки воды и мусор чистой сухой тканью.
Салфетки из микрофибры особенно полезны для удаления воды и грязи, но достаточно даже простого полотенца для рук. Если на датчике имеется особенно стойкая грязь или мусор, для очистки поверхности можно использовать влажное бумажное полотенце или биоразлагаемый очиститель. Затем вытрите всю воду сухой тканью.
Совет по уходу за электродами № 3: Хранение измерителя влажности ЭлектродыКогда электроды влагомера не используются, их следует по возможности хранить в футляре влагомера.Это может помочь защитить электроды от чрезмерного количества воды, пыли и других загрязнений в перерывах между использованием. Это также помогает защитить электроды от ударов во время транспортировки.
Однако некоторые датчики влагомера слишком велики для стандартного футляра влагомера. Для этих электродов большого размера может потребоваться отвести место в ящике для инструментов большого размера или разместить их на специальной стойке. Если вы не можете хранить электрод в футляре, обычно рекомендуется периодически проверять его и протирать сухой тканью.
Совет по уходу за электродами № 4: Не оставляйте электроды, вкрапленные в материалы, слишком долгоВ некоторых ситуациях может оказаться удобным оставить электрод измерителя влажности на некоторое время погруженным в какой-либо материал. Некоторые электроды, такие как электрод из бумажной массы 12-E или датчик прессовальной камеры 1986 года, отличаются тем, что их оставляют на месте, чтобы с течением времени снимать несколько показаний влажности. Однако пользователям не следует просто оставлять эти электроды на месте на весь день, каждый день.
Время от времени важно снимать электрод с исследуемого материала и хорошо его очищать.Это помогает предотвратить преждевременное ржавление электрода, продлевая срок его службы и сохраняя точность измерителя.
Нужны дополнительные советы по уходу за электродами влагомера? Обратитесь к команде Delmhorst за дополнительной помощью и советом!
Испорчены ли сварочные стержни?
Сварочные проекты не могут быть выполнены без сварочных электродов, и для получения качественных сварных швов ваши стержни должны быть в хорошем состоянии.
Электроды могут выйти из строя относительно легко, поэтому важно знать, как ухаживать за электродом, чтобы не только продлить срок хранения, но и избежать дефектов сварки из-за использования поврежденного стержня.
Независимо от того, вынимали ли вы сварочный стержень из упаковки несколько месяцев назад или тридцать лет назад, он может выйти из строя. Это не зависит от возраста удилища, а зависит от количества влаги, которой он подвергался. Очень важно, чтобы удилище оставалось сухим.
В этой статье я объясню все, что вам нужно знать о том, почему сварочные электроды выходят из строя, как выходят из строя сварочные стержни, как влияет на сварку использование плохого стержня, как предотвратить его выход из строя и что можно сделать, чтобы восстановить плохую штангу.
Что заставляет их портиться?
Для правильной работы электрод должен быть сухим. Когда электроды подвергаются воздействию влаги в воздухе, стержни впитывают влагу, в результате чего они становятся влажными и растворяются. Некоторые электроды более чувствительны к влаге, чем другие, и количество влаги, которое может выдержать электрод, зависит от типа стержня.
Электроды с низким содержанием водорода, такие как E7108, разработаны для получения отличных сварных швов рентгеновского качества со звукоизоляционными свойствами и высокой пластичностью.Эти электроды должны быть очень сухими, потому что водородное растрескивание может легко произойти. Приемлемое содержание влаги для стержней с низким содержанием водорода составляет 0,0-0,5%.
Электродам с не низким содержанием водорода, таким как E6010 и E7014, для правильного функционирования требуется некоторое количество влаги в покрытии. Если электроды недостаточно влажные и слишком сухие, они могут работать некорректно. С другой стороны, чрезмерная влажность может иметь аналогичные последствия. Допустимое содержание влаги для электродов с не низким содержанием водорода составляет около 1.0%.
Как они портятся?
«Когда электроды влажные, газообразный водород, выходящий из разложения h30, увеличивает его долю в наплавленном металле, в итоге он в основном вызывает трещины». Когда электроды смачиваются от влаги, дуга становится нестабильной, увеличивается количество брызг, становится труднее удалить шлак, внешний вид валика становится шероховатым, образуются дыры и поднутрения.
На что это влияет?
В конечном итоге сварка влажным флюсом вызывает образование раковин, свиных следов и ямок, что приводит к таким дефектам, как трудности с удалением шлака и шероховатость внешнего вида валика.Однако повреждения электрода в результате контакта с влагой зависят от количества влаги, которой он подвергается, и типа электрода.
Под воздействием влаги флюс намокнет и испортится. Если на стержне есть ржавчина, если флюс образовал сухое порошкообразное покрытие или если флюс размягчился, стержень плохой, и его не следует использовать ни для чего, кроме некритической сварки низкоуглеродистой стали. Если сварочные электроды впитывают влагу на флюсе, это может вызвать образование пузырьков в сварном шве.Эти пузыри сделают сварной шов пористым и слабым, что может привести к растрескиванию, что в конечном итоге приведет к низкому качеству сварного шва.
Влияние влаги на электроды с низким содержанием водорода
- Низкое количество влаги может вызвать пористость и может способствовать растрескиванию под шва или сварного шва.
- Относительно высокое количество влаги может вызвать внутреннюю пористость, а также видимую внешнюю пористость. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, трудности с удалением шлака и растрескивание сварного шва.
- Сильное воздействие влаги может вызвать растрескивание под валиком, сильную пористость, непривлекательный внешний вид, проблемы со шлаком и трещины сварных швов.
Влияние влаги на электроды с низким содержанием водорода
- При длительном воздействии влаги электроды с низким содержанием водорода могут работать плохо и давать низкокачественные сварные швы.
Стержни, которые находились в контакте с воздухом и потенциально могут быть повреждены от влаги, следует использовать только в течение короткого времени.Если нет ржавчины и флюс твердый без порошкообразных остатков, стержень в порядке, независимо от его возраста.
Как предотвратить повреждение стержней
Хранение стержней в теплом и сухом месте гарантирует, что электроды сохранят свою прочность соединения и будут иметь более длительный срок хранения.
При первом открытии запечатанной банки вынимайте только те стержни, которые вы будете использовать. Остальное оставьте в упаковке и сразу запечатайте. Сразу после открытия оригинальной упаковки храните неиспользованные электроды в стержневой печи, закрытой вакуумной банке или любом другом закрытом контейнере.
Пределы хранения и воздействия для электродов с низким содержанием водорода
- Приобретайте электроды с низким содержанием водорода в герметичных контейнерах. Эти контейнеры обеспечивают отличную защиту от влаги.
- Не открывайте контейнер, пока вам не понадобятся электроды.
- Сразу после открытия контейнера поместите электроды, которые вы не используете, в нагретый шкаф при температуре от 250 до 300 ℉ (120–150 ℃).
- Длины экспонирования для электродов различаются. Электроды E1708 можно подвергать воздействию воздуха в течение примерно четырех часов, прежде чем они будут повреждены, тогда как электроды E11018 можно подвергнуть воздействию воздуха только примерно в течение получаса.
Хранение электродов с низким содержанием водорода
- После открытия электродов с низким содержанием водорода из герметичных контейнеров немедленно поместите их в обогреваемые шкафы при температуре от 100 до 200 ℉ (40-50 ℃).
- Не храните их при более высоких температурах, особенно те, которые относятся к группе «быстрого замораживания».
Что делать с плохими стержнями
Если ваши электроды были повреждены из-за воздействия влаги, есть способы вернуть их в исходное состояние. оригинальная производительность.Поврежденные влагой стержни можно повторно высушить, восстановив способность электродов создавать качественные сварные швы.
Температура и время повторной сушки неодинаковы для всех электродов. Они зависят от типа повторно высушиваемого электрода и состояния, в котором он находится. Температуры, при которых повторно сушатся электроды, обычно выше, чем температуры, при которых следует хранить их, чтобы помочь устранить избыток влаги. Обратитесь к техническим характеристикам производителя, чтобы узнать правильную температуру повторной сушки и хранения.
Для всех электродов, независимо от типа и состояния, в котором они находятся, каждый отдельный электрод, подлежащий повторной сушке, следует вынуть из банки и разложить в духовке, чтобы гарантировать, что каждый стержень достиг нужной температуры сушки. Если они не растянуты, эффекты повторной сушки не будут одинаковыми, так как каждый электрод не сможет достичь необходимой температуры. Перед повторной сушкой стержней в тепле просушите их в закрытом контейнере в течение одного-двух часов. Это снизит вероятность появления трещин в покрытии или окисления сплавов в покрытии.
Повторная сушка электродов с низким содержанием водорода:
- Электроды с низким содержанием водорода следует утилизировать, если из-за чрезмерной сушки покрытие отслаивается, становится хрупким и ломается во время сварки. Если электрод показывает заметные различия в обращении или характеристиках дуги, его также следует утилизировать.
- Повторно высушите электрод в нагретом шкафу в течение одного часа при температуре от 250 до 300 ℉ (120–150 ℃).
- Не сушите их при более высоких температурах, это может повредить электроды.Влага химически связывается с покрытием электрода. Эти связи необходимо разорвать при надлежащей температуре в течение надлежащего периода времени, иначе электрод может быть поврежден.
- Несколько часов при более низких температурах не эквивалентны одному часу при 250–300 ℉ (120–150 ℃).
- Не кладите баллончик с электродами в духовку. Картонные вкладыши могут гореть, и тепло не будет равномерно распределяться между электродами.
- Для электродов, которые находились на воздухе менее недели и не имели прямого контакта с водой, их не нужно предварительно сушить.
- Конечная температура повторной сушки должна зависеть от типа электрода.
- Для E7018 и E7028 сушите их при температуре от 650 до 750 ℉ (340-400 ℃).
- Для E8018, E9018, E10018, E11018 сушите их при температуре от 700 до 800 ℉ (370-430 ℃).
Повторная сушка электродов с низким содержанием водорода:
- Электроды из открытых контейнеров следует хранить в обогреваемых шкафах при температуре от 100 до 200 (40-50 ℃).
- Не кладите баллончик с электродами в печь.
- Не храните их при более высоких температурах, особенно электроды из группы «быстрого замораживания».
- Для электродов категории «быстрое заполнение» предварительно просушите их в течение 30–45 минут при температуре 200–230 ℉ (90–110 ℃) перед окончательной сушкой, чтобы избежать растрескивания покрытия. .
- Конечная температура повторной сушки должна составлять от 400 до 500 ℉ в течение 30-45 минут.
- Для электродов, относящихся к категории «замораживание с наполнением», предварительно просушите их в течение 30–45 минут при температуре от 200 до 230 ℉ (90–110 ℃) перед окончательной сушкой, чтобы избежать растрескивания покрытия.
- Конечная температура повторной сушки должна составлять от 300 до 350 ℉ в течение 20–30 минут.
- Повторная сушка электродов категории «быстрое замораживание» не рекомендуется.
Может ли сварочная проволока испортиться?
Да, к сожалению, сварочная проволока тоже может выйти из строя. Точно так же, как электроды могут быть повреждены от влаги, сварочная проволока также может быть повреждена от влаги. Проволока, поврежденная влагой, может вызвать пористость сварного шва. Ржавчина и другие загрязнения также могут ухудшить качество сварного шва.
Хотя влага сама по себе не повреждает проволоку, это происходит тогда, когда тепло и дуга расщепляют влагу на водород и кислород, а водород в расплавленном сварном шве или рядом с ним может значительно снизить качество сварки.
Хранение сварочной проволоки
Чтобы защитить сварочную проволоку от влаги, храните ее в печи при определенной температуре, когда она не используется. Для бухт, бобин из масонита или проволочных корзин температура хранения не должна превышать 300 ℉ (150 ℃). Для пластиковых катушек температура хранения не должна превышать 150 ℉ (65 ℃), так как пластик не выдерживает высоких температур. Точные значения температуры и времени следует узнать из рекомендаций производителя.
Еще один хороший способ хранения сварочной проволоки – это герметичные контейнеры.Выньте только то количество проволоки, которое вам понадобится для сварки, а оставшуюся часть немедленно поместите в герметично закрытый контейнер для защиты от влаги.
Сварочная проволока для повторной сушки
Как и электроды, сварочную проволоку можно повторно высушить для восстановления их надлежащая функция. Точная температура и время повторной сушки зависит от материала проволоки и катушки. Катушки с проволокой, бобины из масонита или проволочные корзины следует повторно сушить при температуре от 230 до 300 ℉ (110-150 ℃) в течение более длительного времени. более шести часов, но менее 12 часов.Пластиковые катушки, с другой стороны руки, нельзя повторно сушить, потому что пластик не выдерживает таких высокие температуры.