Свариваемые и несвариваемые алюминиевые сплавы
Алюминиевые сплавы сваривают в основном дуговой сваркой в среде инертных газов, неплавящимся или плавящимся электродом, обычно – аргонно-дуговой сваркой. Большинство алюминиевых сплавов легко подвергаются сварке. Однако для некоторых алюминиевых сплавов дуговую сварку не применяют никогда. Почему? Рассмотрим кратко различные серии деформируемых алюминиевых сплавов с точки зрения их свариваемости.
Свариваемые алюминиевые сплавы
Серия 1ХХХ. Технически чистый алюминий (не менее 99 %). Применяется, в основном, в качестве проводника электрического тока или для изделий с высокой коррозионной стойкостью. Все эти сплавы (марки алюминия) легко свариваются. В качестве сварочного сплава чаще всего применяют сплав 1100 (алюминий марки АД по ГОСТ 4784 на деформируемые алюминиевые сплавы).
Серия 3ХХХ. Эта серия включает среднепрочные алюминиевые сплавы, которые легко поддаются формовке. Часто применяют для теплообменников и кондиционеров. Все эти сплавы легко свариваются сварочными алюминиевыми сплавами 4043 или 5356 (аналоги по ГОСТ 4784 – сварочные сплавы СвАК5 и СвАМг5).
Часто применяют для теплообменников и кондиционеров. Все эти сплавы легко свариваются сварочными алюминиевыми сплавами 4043 или 5356 (аналоги по ГОСТ 4784 – сварочные сплавы СвАК5 и СвАМг5).
Серия 4ХХХ. Эти алюминиевые сплавы обычно применяют в качестве сплавов для сварки или пайки. Однако иногда они могут использоваться и как свариваемые материалы. В этом случае их сваривают сплавом 4043 (СвАК5).
Серия 5ХХХ. Это серия алюминиевых сплавов в основном для высокопрочных листов и плит. Все они легко свариваются с применением сварочного сплава 5356 (СвАМг5). Для наиболее прочных сплавов, таких как 5083 (АМг4,5), применяют сплавы 5183 или 5556.
Серия 6ХХХ. Это – алюминиевые сплавы, главным образом, для прессованных профилей, хотя их также применяют и для листов и плит. Они являются склонными к горячему растрескиванию при сварке. Однако при должной технологии они все довольно хорошо свариваются со сварочными сплавами 4043 и 5356.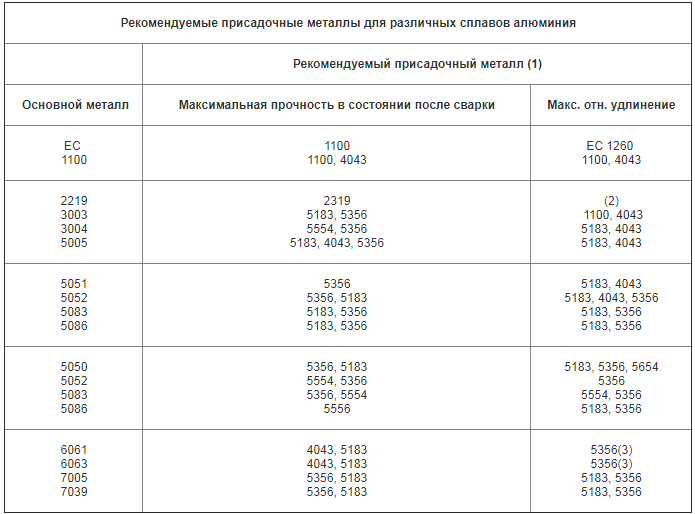
См. Алюминиевые сплавы: классификация
Несвариваемые алюминиевые сплавы
А где же знаменитые высокопрочные алюминиевые сплавы серий 2ХХХ и 7ХХХ? Почему не в первых рядах по сварке? А вот почему!
Серия 2ХХХ. Эти высокопрочные аэрокосмические алюминиевые сплавы («дюрали») применяют в основном в виде листов и плит. Их химический состав делает большинство из них не свариваемыми методами дуговой сварки из-за их большой склонности к горячему растрескиванию. Исключение составляют сплавы 2219 и 2519, которые хорошо свариваются с применением сварочных сплавов 2319 или 4043. Свариваемость этим сплавам дает почти полное отсутствие в них магния. Аналогом этих двух сплавов является отечественный алюминиевый сплав Д20, из которого делают высокопрочные свариваемые плиты. Популярный за свою высокую прочность сплав 2024 (Д16 по ГОСТ 4784) никогда не сваривают дуговой сваркой, так как он чрезвычайно подвержен горячему растрескиванию при сварке.
Серия 7ХХХ. Это тоже серия высокопрочных аэрокосмических алюминиевых сплавов. Подобно сплавам серии 2ХХХ большинство из них не свариваются методами дуговой сварки из-за горячего растрескивания и склонности к коррозии под напряжением. Исключениями являются сплавы с минимальным содержанием меди – менее 0,1 %. Это сплавы 7003 и 7005 (наш 1915) для прессованных профилей и сплав 7039 для листов. Все трое сплавов хорошо свариваются с применением сварочного сплава 5356.
Это тоже серия высокопрочных аэрокосмических алюминиевых сплавов. Подобно сплавам серии 2ХХХ большинство из них не свариваются методами дуговой сварки из-за горячего растрескивания и склонности к коррозии под напряжением. Исключениями являются сплавы с минимальным содержанием меди – менее 0,1 %. Это сплавы 7003 и 7005 (наш 1915) для прессованных профилей и сплав 7039 для листов. Все трое сплавов хорошо свариваются с применением сварочного сплава 5356.
Почему не сваривают дюрали?
Основная причина горячего растрескивания при сварке «несвариваемых» алюминиевых сплавов серий 2ХХХ и 7ХХХ заключается в следующем. В ходе сварки в зоне шва – зоне термического влияния – по границам зерен выделяются компоненты сплава – эвтектики и интерметаллиды – с температурой плавления ниже, чем у основного сплава. Это понижает и расширяет температурный интервал затвердевания границ зерен. Поэтому, при дуговой сварке этих типов сплавов границы зерен затвердевают последними и, вследствие этого, легко растрескиваются под воздействием усадочных напряжений. Мало того, это приводит к увеличению разности гальванических потенциалов между границами зерен и остальной зеренной структурой, что делает границы зерен более подверженными коррозии под напряжением.
Мало того, это приводит к увеличению разности гальванических потенциалов между границами зерен и остальной зеренной структурой, что делает границы зерен более подверженными коррозии под напряжением.
Когда заклепки лучше сварки
По всем этим причинам алюминиевые сплавы серий 2ХХХ и 7ХХХ чаще соединяют механически, чем сваривают. Иногда применяют контактную сварку, а также сварку трением. Сварка трением «работает» при значительно более низких температурах, чем дуговая, не расплавляет основной металл и поэтому исключает проблемы, связанные с затвердеванием.
Источники:
Aluminum and Aluminum Alloys, J.R. Davis, Ed., 1996.
G. Mathers, The Welding Aluminium and its Alloys, Woodenhead Publishing Ltd, 2002.
Свариваемость алюминиевых и магниевых сплавов
Свариваемость – совокупность определенных свойств материала, позволяющих при рациональном технологическом процессе получать качественные сварные соединения. Часто свариваемость оценивается сопоставлением свойств сварных соединений с аналогичными свойствами основного металла. Принято рассматривать склонность материала к образованию дефектов при сварке (трещин, пор, оксидных плен и другие дефекты), свойства при статических, повторно статических, высокочастотных и ударных нагрузках, коррозионную стойкость с учетом условий эксплуатации изделий. Выбор марки сварочной проволоки при сварке, прихватке и подварке сплавов осуществляется в соответствии c рекомендациями, представленными в табл. 1.
Принято рассматривать склонность материала к образованию дефектов при сварке (трещин, пор, оксидных плен и другие дефекты), свойства при статических, повторно статических, высокочастотных и ударных нагрузках, коррозионную стойкость с учетом условий эксплуатации изделий. Выбор марки сварочной проволоки при сварке, прихватке и подварке сплавов осуществляется в соответствии c рекомендациями, представленными в табл. 1.
Таблица 1. Марки, химический состав и свариваемость алюминиевых и магниевых деформируемых сплавов •
Система | Марка сплава | Химический состав % (по массе) | Свариваемость (сварка плавлением) | Рекомендуемые марки сварочной проволоки | Горячеломкость | |||
без присадки | С присадкой, гр. | С присадкой гр. Б | Крестовая проба К, % | Проба МВТУ А, мм/мин | ||||
Алюминиевые сплавы. | ||||||||
А. Термические неупрочняемые | ||||||||
Аl | АД1 | 99,3 Аl | св | св | св | св. А97; св. А85 | 5,0 | 9,0 |
Аl-Мn | АМц | 1,3 Мn | св | св | – | св. АМц | 0,7 | 7,0 |
Аl-Mg | AMгl | 1,1 Mg | св | св | – | св. АМн | 12,0 | 6,0 |
АМг2 | 2,2 Mg; 0,4 Мn | нс | нс | св | св. | 12 | 6,0 | |
АМг3 | 3,6 Mg; 0,6 Si; 0,5 Мn | св | св | – | св. АМгЗ | 8,0 | 8,0 | |
АМг4 | 4,3 Mg; 0,6 Мn; 0,06 Ti | св | св | св | св. АМг4 | 10 | 7,0 | |
АМг5 | 5,3 Mg; 0,6 Мn; 0,06 Ti | св | св | св | св. АМг5 | 10 | 7,0 | |
АМг6 | 6,3 Mg; 0,6 Мn; 0,06 Ti | св | св | св | св. АМг6 | 8,0 | 8,0 | |
Б. Термически упрочняемые | ||||||||
Аl-Сu | Д20 | 6,5 Сu; 0,6 Мn; 0,15 Ti | св | св | – | Д20 | 15 | 6,0 |
1201 | 6,3 Сu; 0,3 Мn; 0,06 Ti; 0,17 Zr; 0,1 V | св | св | – | св. | 5,0 | 10 | |
1205 | 6,3 Сu; 0,6 Мn; 0,06 Ti; 0,11 Zr; 0,15 Cd | нс | нс | св | св. 1201 | 12 | 6,0 | |
Al-Mg-Si | АД31 | 0,6 Mg; 0,5 Si | нс | нс | св | св. АК5 | 15 | 6,0 |
АД33 | 1,1 Mg; 0,25 Сu; 0,6 Si; 0,25 Сг | нс | нс | св | св. АК5 | 12 | 6,0 | |
АД35 | 1,1 Mg; 1,0 Si; 0,7 Мn; 0,25 Сг | нс | нс | св | св. АК5 | 12 | 6,0 | |
АВ | 0,7 Mg; 0,3 Си; 0,85 Si; 0,25 Мn | нс | нс | св | св. | 10 | 7,0 | |
Al-Zn-Mg | В92ц | 4,4 Mg; 3,2 Zn; 0,8 Мn; 0,13 Zr; 0,14 Cr | св | св | нс | св. В92ц | 12 | 6,0 |
1915 | 1,1 Mg; 3,7 Zn; 0,4 Mn 0,18 Zr | нс | нс | св | св. 1557 | 10 | 7,0 | |
Al-Mg-Cu | ВАД1 | 2,5 Mg; 4,1 Cu; 0,6 Mn; 0,06 Ti; 0,15 Zr | св | св | нс | ВАД1 | 10 | 7,0 |
Д1 | 0,6 Mg; 4,3 Cu; 0,6 Mn | нс | нс | нс | D1 | 40 | 2,0 | |
Д16 | 1,5 Mg; 4,3 Cu; 0,6 Mn | нс | нс | нс | D16 | 50 | 1,0 | |
Д19 | 2,0 Mg; 4,0 Cu; 0,75 Mn | нс | нс | нс | Д19 | 45 | 2,0 | |
Al-Mg-Cu-Zn | В95 | 2,3 Mg; 1,7 Cu; 6,0 Zn; 0,4 Mn; 0,18 Cr | нс | нс | нс | В95 | 50 | 1,0 |
В96 | 2,6 Mg; 2,3 Cu; 8,5 Zn | нс | нс | нс | В96 | 60 | 1,0 | |
Al-Mg-Si-Cu | АК6 | 0,6 Mg; 2,2 Cu; 0,9 Si;0,6 Mn | нс | нс | нс | АК6 | 45 | – |
АК8 | 0,6 Mg; 4,3 Cu; 0,9 Si; 0,7 Mn | нс | нс | нс | АК8 | 50 | – | |
Al-Mg-Cu-Fe-Si | АК4 | 1,6 Mg; 2,2 Cu; 1,2 e; 1,3 Ni | нс | нс | нс | АК4 | 60 | – |
АК4-1 | 1,6 Mg; 2,2 Cu; 1,2 e; 1,2 Ni | нс | нс | нс | АК4 | 65 | – | |
Магниевые сплавы | ||||||||
А. | ||||||||
M-Мn | MA1 | 1,9 Мn | св | св | нс | MA1 | 10 | – |
MA8 | 1,9 Мn; 0,25 Се | нс | нс | св | MA2-1 | 20 | – | |
Mg-Zn | MA20 (ВМД8) | 1,25 Zn; 0,2 Се; 0,09 Zr | нс | нс | св | MA20-1 | 10 | – |
Mg-Al-Zn | MA2 | 3,5 Al; 0,5 Zn; 0,3 Мn | нс | нс | св | MA2-1 | 15 | – |
MA2-1 | 4,4 Al; 1,1 Zn; 0,4 Мn | св | св | нс | MA2-1 | 20 | – | |
Mg-Zn-Cd-La | MA15 (ВМД3) | 1,6 Cd; 3,0 Zn; 0,9 La; 0,7 Zr | нс | нс | нс | MA15 | 30 | – |
Mg-Zn-Cd-Nd | MA19 (ВМД6) | 0,6 Cd; 6,2 Zn; 1,7 Nd; 0,7 Zr | нс | нс | нс | MA19 | >30 | – |
Б. | ||||||||
Mg-Zn | MA14 (BM65-1) | 5,5 Zn; 0,6 Zr | нс | нс | нс | MA14 | >40 | – |
Mg-Nd | MA12 | 3,0 Nd; 0,6 Zr | св | св | нс | MA12 | 15 | – |
Mg-Al-Zn | MA5 | 8,5 Al; 0,5 Zn; 0,3 Mn | св | св | нс | MA5 | 20 | – |
Mg-Mn-Nd | МА11 | 3,0 Nd; 2,0 Mn: 0,2 Ni | нс | нс | нс | МА11 | >40 | – |
 А.
А. АМгЗ
АМгЗ 1201
1201 АК5
АК5 Термические неупрочняемые
Термические неупрочняемые Термические упрочняемые
Термические упрочняемыеПримечания: 1. св – сплав свариваемый; нс – сплав трудно свариваемый: 2. «Гр. А» – проволока химического состава основного металла; «гр. Б» – проволока химического состава не идентична с основным металлом. 3. при контактной сварке (точечной, роликовой) все сплавы относятся к сплавам свариваемым (св.).
«Гр. А» – проволока химического состава основного металла; «гр. Б» – проволока химического состава не идентична с основным металлом. 3. при контактной сварке (точечной, роликовой) все сплавы относятся к сплавам свариваемым (св.).
ЛИТЕРАТУРА
Сварка и свариваемые материалы в трех томах под общей редакцией докт. техн. наук В. Н. Волченко том 1 Свариваемость материалов Под редакцией проф. докт. техн. наук Э. Л. Макарова
Справочник по сварке цветных металлов / Гуревич С. М.; Отв. ред. Замков В. Н.- 2-е изд., перераб. и доп.- Киев; Наук, думка, 1990.- 512 с.
Технология и оборудование сварки плавлением. Под редакцией Г. Д. Никифорова. Учебник для студентов вузов. М., «Машиностроение», 1978. 327 с. с ил.
Технология электрической сварки металлов и сплавов плавлением. Под ред. акад. Б. Е. Патона. М., «Машиностроение», 1974. 768 с.
Свариваемые и несвариваемые алюминиевые сплавы
Наши сайты
- FMA
- The FABRICATOR
- Гайки, болты и ThingamajigsFoundation
- FABTECH 609067 Metalworking 90
Наши публикации
- ИЗГОТОВИТЕЛЬ
- СВАРЩИК
- Подписка
- E-newsletter
- Digital Edition
- Реклама
- Архив
- The Tube & Pipe Journal
- Журнал штамповки
- Аддитивный отчет
- .

- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- От ПРОИЗВОДИТЕЛЯ
Сталелитейные заводы чувствуют себя уверенно благодаря экономическому ралли в начале 2023 года
Как приложения с низким кодом могут оптимизировать производственный цех
Мощь семейной металлообрабатывающей компании, насчитывающей несколько поколений
- Из журнала STAMPING
Прототип оказался недостающим звеном для производителя оснастки
Техническое обслуживание штампов «молочный прогон» для больших тиражей в цехах штамповки металлов
Обучение персонала штамповки металла работе с сервопрессами
Обнаружение начала истирания при штамповке из алюминиевого сплава, Часть III
- От сварщика
- 67 На что предприятиям, производящим металлообработку, следует обращать внимание при выборе системы удаления сварочного дыма
Последний проход: новое приключение для опытного сварщика
Металлургический цех в Вашингтоне расширяет свои горизонты благодаря алюминиевым конструкциям
Учебный лагерь MEC смотрит внутрь себя, чтобы найти сварщиков и сборщиков нового поколения
- Из The Tube & Pipe Journal
Что могут сделать производители металла, когда ломается трубогиб данные
Планирование перехода для всего предприятия
Экономически эффективная автоматизация процесса гибки труб в цеху
- от производителя en español
Aprovechando al máxix el manejo de material
encontrando el punto óptimo para la roladora de placa de dos rodillos
factores la seguridada de soldara and in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in in soldara and en in in soldara de rodillos
.
materiales no ferrosos - Из The Additive Report
3D-печать слепков, используемых для фиксации сломанных костей, улучшает результаты лечения пациентов
3D-печать помогает производителю ракет достичь целей вертикальной интеграции
Компания по 3D-печати из Огайо растет, сосредоточившись на более широкой картине
Шесть тенденций, которые следует учитывать при аддитивном производстве Артикул
- Сварка алюминия
- Присоединиться к обсуждению
В: Я хочу приварить алюминий 7075, но не могу найти для него рекомендуемый присадочный металл. Не подскажете, какой присадочный металл использовать?
Одним словом, нет. Причина, по которой вы не можете найти рекомендуемый присадочный металл для 7075, заключается в том, что он обычно считается непригодным для дуговой сварки. Никто, включая меня, не собирается давать вам рекомендации о том, как делать то, что вам не следует делать в первую очередь.
A: Большинство алюминиевых сплавов легко свариваются с использованием GTAW или GMAW. Однако некоторые нет. Давайте кратко рассмотрим распространенные семейства алюминиевых сплавов и их характеристики свариваемости:
- 1XXX сплавы. Практически чистый алюминий (чистота 99%), используемый для передачи электрического тока или для обеспечения коррозионной стойкости в определенных условиях, все эти сплавы легко свариваются. Самый распространенный присадочный металл – 1100. .
- сплавы 3XXX. Это семейство включает сплавы средней прочности, которые хорошо поддаются формованию. Они часто используются для теплообменников и кондиционеров. Все они легко свариваются с использованием присадочного металла 4043 или 5356.
- сплавы 4XXX. Они обычно используются в качестве присадочных сплавов для сварки или пайки. Тем не менее, они иногда используются в качестве основных материалов. В этом случае они легко свариваются с присадочным металлом 4043.
- сплавы 5XXX. Это семейство высокопрочных листовых и толстолистовых сплавов. Все они легко свариваются с использованием присадочного металла 5356, хотя для более прочных сплавов, таких как 5083, следует использовать 5183 или 5556.
- сплавы 6XXX. В основном это сплавы для экструзии, хотя они также доступны в виде листов и пластин. Они склонны быть чувствительными к трещинам. Однако при использовании надлежащих технологий все они могут быть легко сварены с использованием стали 4043 или 5356.
Так почему же я еще не упомянул сплавы 2XXX и 7XXX?
- сплавы 2XXX. Это высокопрочные аэрокосмические сплавы в виде листов или плит. Их химический состав делает большинство из них непригодными для сварки с использованием GTAW или GMAW из-за горячего растрескивания. Исключения составляют 2219и 2519, которые легко свариваются с использованием присадочного металла 2319 или 4043. В любом случае, вы никогда не должны сваривать 2024. Он очень распространен и очень силен, но он чрезвычайно
чувствительны к трещинам.
- сплавы 7XXX. Это тоже семейство высокопрочных аэрокосмических сплавов. Как и сплавы 2XXX, большинство из них нельзя сваривать с помощью GTAW или GMAW из-за проблем с горячим растрескиванием и коррозией под напряжением. Исключение составляют прессованные сплавы 7003 и 7005 и листовой сплав 7039. Все три из них легко свариваются с использованием наполнителя 5356. Никогда не сваривайте 7075.
Об авторе
Франк Армао
Президент
Aluminium Consulting Inc.
440-479-0239
Эл. , председатель AWS D1 Aluminium Подкомитет и член комитета Алюминиевой ассоциации по сварке и соединению. Он также был автором колонки The WELDER «Алюминиевая мастерская» с 2001 по 2020 год.0004
о публикации
Подробнее из этого выпуска
Посмотреть цифровое издание
Подписаться на сварщики
, связанные с компанией
Подписаться сейчас
.
это витрина реальных людей, которые производят продукты, которые мы используем и с которыми работаем каждый день. Этот журнал хорошо служит сварщикам в Северной Америке уже более 20 лет.начните бесплатную подписку
- Оставайтесь на связи из любого места
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The FABRICATOR .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНЫЙ МАШИНОСТРОИТЕЛЬ .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The Tube & Pipe Journal .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и новостями отрасли.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
- Подкастинг
Тиффани Орф присоединяется к подкасту The Fabricator, чтобы рассказать о Welding Women Syndicate, Исследовательской академии и ее усилиях по…
- Трендовые статьи
1
Последний пропуск: новое приключение для давнего сварщика
2
Приглашенные на сварные стаи через AWS Foundation
3
Miller Collaborates с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave с Dave. Дизайн сварочного шлема Kindig on Digital Infinity
4
Xiris Audio AI посылает сигнал тревоги при обнаружении дефектов сварки
5
На что металлообрабатывающие предприятия должны обращать внимание в системе удаления сварочного дыма
- Отраслевые соревнования
2023 Ежегодное собрание FMA
- 28 – 2 марта 2023
- Las Vegas, NV
.
- Elgin, IL

 materiales no ferrosos
materiales no ferrosos 
 Он очень распространен и очень силен, но он чрезвычайно
чувствительны к трещинам.
Он очень распространен и очень силен, но он чрезвычайно
чувствительны к трещинам. это витрина реальных людей, которые производят продукты, которые мы используем и с которыми работаем каждый день. Этот журнал хорошо служит сварщикам в Северной Америке уже более 20 лет.
это витрина реальных людей, которые производят продукты, которые мы используем и с которыми работаем каждый день. Этот журнал хорошо служит сварщикам в Северной Америке уже более 20 лет.

STAMPING Journal Stamping in an EV World Conference 2023
- 13 июня 2023 г.
- Novi, MI
All Industry Events0001
Профессиональные знания 21
Алюминий и его сплавы используются в производстве благодаря их малому весу, хорошей коррозионной стойкости и свариваемости. Несмотря на обычно низкую прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные стали. Определены различные типы алюминиевых сплавов и даны рекомендации по изготовлению компонентов без ухудшения коррозионных и механических свойств материала или внесения дефектов в сварной шов.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Типы материалов
Поскольку чистый алюминий является относительно мягким, в него добавляют небольшое количество легирующих элементов для придания ему ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам, отдельные товарные сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями для деформируемых сплавов или буквенно-цифровой системой ISO.
Сплавы сгруппированы по основным легирующим элементам, отдельные товарные сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями для деформируемых сплавов или буквенно-цифровой системой ISO.
Сплавы могут быть далее классифицированы в соответствии со средствами, с помощью которых легирующие элементы приобретают механические свойства, не подвергаемые термообработке или термообрабатываемые сплавы.
Нетермообрабатываемые сплавы
Прочность материала зависит от эффекта наклепа и упрочнения на твердый раствор легирующих элементов, таких как магний и марганец; легирующие элементы в основном встречаются в сплавах серий 1ххх, 3ххх и 5ххх. При сварке эти сплавы могут терять эффект деформационного упрочнения, что приводит к разупрочнению ЗТВ, прилегающей к сварному шву.
Термически обрабатываемые сплавы
Твердость и прочность материала зависят от состава сплава и термической обработки (термическая обработка на твердый раствор и закалка с последующим естественным или искусственным старением приводит к тонкой дисперсии легирующих компонентов). Основные легирующие элементы определены в сериях 2ххх, 6ххх и 7ххх. Сварка плавлением перераспределяет упрочняющие компоненты в ЗТВ, что локально снижает прочность материала.
Основные легирующие элементы определены в сериях 2ххх, 6ххх и 7ххх. Сварка плавлением перераспределяет упрочняющие компоненты в ЗТВ, что локально снижает прочность материала.
Процессы
Большинство деформируемых марок серий 1xxx, 3xxx, 5xxx, 6xxx и средней прочности 7xxx (например, 7020) можно сваривать плавлением с использованием процессов TIG, MIG и кислородного топлива. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большинство сплавов серии 2ххх не рекомендуются для сварки плавлением, поскольку они склонны к ликвации и растрескиванию при затвердевании.
Техника сварки трением с перемешиванием особенно подходит для алюминиевых сплавов. Он способен обеспечить прочные сварные швы многих сплавов, в том числе термообрабатываемых сплавов, которые склонны к горячему растрескиванию при сварке плавлением.
Присадочные сплавы
Состав присадочного металла определяется:
- свариваемостью основного металла
- минимальные механические свойства металла шва
- коррозионная стойкость Требования к анодному покрытию
Номинально соответствующие присадочные металлы часто используются для нетермообрабатываемых сплавов. Однако для материалов с низким содержанием сплава и термообрабатываемых сплавов используются неподходящие наполнители для предотвращения растрескивания при затвердевании.
Однако для материалов с низким содержанием сплава и термообрабатываемых сплавов используются неподходящие наполнители для предотвращения растрескивания при затвердевании.
Выбор состава присадочного металла для различных свариваемых сплавов указан в BS EN 1011 Pt 4:2000 для сварки TIG и MIG; рекомендуемые составы присадочного металла для наиболее часто используемых сплавов приведены в таблице .
| Alloy Designation | Chemical Designation | Classification | Filler | Application |
|---|---|---|---|---|
| EN AW-1080A | EN AW-Al 99.8(A) | НХТ | Р-1080А | Химический завод |
| ENAW-3103 | EN AW-Al Mn1 | НХТ | Р-3103 | Здания, теплообменники |
| EN AW-4043A | EN AW-Al Si5(A) | – | – | Присадочная проволока/пруток |
| ENAW-5083 | EN AW-Al Mg4. 5Mn0.7 5Mn0.7 | НХТ | Р-5556А | Суда, железнодорожные вагоны, мосты |
| EN AW-5251 | EN AW-Al Mg2Mn0.3 | НХТ | Р-5356 | Транспорт дорожный, морской |
| EN AW-5356 | EN AW-Al Mg5Cr(A) | – | – | Присадочная проволока/пруток |
| EN AW-5556A | EN AW-Al Mg5Mn | – | – | Проволока/стержень для напильника |
| ENAW-6061 | EN AW-Al Mg1SiCu | НТ | Р-4043А Р-5356 | Конструкционные, трубы |
| ENAW-7020 | EN AW-Al Zn4.5Mg1 | НТ | Р-5556А | Строительные, транспортные |
| HT = термообрабатываемый, NHT = нетермообрабатываемый | ||||
Дефекты сварных швов
Алюминий и его сплавы легко поддаются сварке при соблюдении соответствующих мер предосторожности. Наиболее вероятные дефекты сварных швов плавлением:
Наиболее вероятные дефекты сварных швов плавлением:
- пористость
- растрескивание
- плохой профиль сварного шва
Пористость
Пористость часто рассматривается как неотъемлемая характеристика сварных швов MIG; типичный вид мелкораспределенной пористости в сварном шве TIG показан на фотографии. Основной причиной пористости является поглощение водорода в сварочной ванне, который образует дискретные поры в затвердевающем металле сварного шва. Наиболее распространенными источниками водорода являются углеводороды и влага от загрязнений на поверхности основного материала и присадочной проволоки, а также водяной пар из атмосферы защитного газа. Даже следовые количества водорода могут превышать пороговую концентрацию, необходимую для образования пузырьков в сварочной ванне, поскольку алюминий является одним из металлов, наиболее подверженных пористости.
Чтобы свести к минимуму риск, необходимо провести тщательную очистку поверхности материала и присадочной проволоки. Подходят три метода очистки; механическая очистка, обезжиривание растворителем и очистка химическим травлением.
Подходят три метода очистки; механическая очистка, обезжиривание растворителем и очистка химическим травлением.
При сварке в среде защитного газа следует избегать вовлечения воздуха, обеспечив наличие эффективной газовой защиты и защиту дуги от сквозняков. Следует также принимать меры предосторожности, чтобы избежать захвата водяного пара из газопроводов и сварочного оборудования; рекомендуется продуть сварочную систему примерно за час до использования.
Механическая очистка
Для удаления оксидов и загрязнений с поверхности можно использовать проволочную щетку (щетина из нержавеющей стали), соскабливание или напильник. Обезжиривание следует проводить перед механической очисткой.
Растворители
Погружение, распыление или протирание органическими растворителями можно использовать для удаления жира, масла, грязи и незакрепленных частиц.
Химическое травление
Для периодической очистки можно использовать раствор 5% гидроксида натрия, но после этого необходимо промыть в HNO 3 и водой для удаления продуктов реакции с поверхности.
Трещины затвердевания
Растрескивание происходит в алюминиевых сплавах из-за высоких напряжений, возникающих поперек сварного шва из-за высокого теплового расширения (вдвое больше, чем у стали) и значительного сжатия при затвердевании – обычно на 5 % больше, чем в эквивалентных стальных сварных швах.
Трещины затвердевания образуются в центре сварного шва, обычно идущие вдоль центральной линии во время затвердевания. Трещины затвердевания также возникают в кратере сварного шва в конце операции сварки. Основные причины образования трещин затвердевания следующие:
- неправильное сочетание присадочной проволоки/основного металла
- неправильная геометрия шва
- сварка в условиях высоких ограничений
Риск растрескивания можно уменьшить, используя неподходящий, стойкий к растрескиванию наполнитель (обычно из сплавов серий 4ххх и 5ххх). Недостатком является то, что полученный металл шва может иметь меньшую прочность, чем основной металл, и не поддаваться последующей термообработке. Наплавленный валик должен быть достаточно толстым, чтобы выдерживать усадочные напряжения. Кроме того, степень ограничения сварного шва может быть сведена к минимуму за счет правильной подготовки кромок, точной настройки соединения и правильной последовательности сварки.
Наплавленный валик должен быть достаточно толстым, чтобы выдерживать усадочные напряжения. Кроме того, степень ограничения сварного шва может быть сведена к минимуму за счет правильной подготовки кромок, точной настройки соединения и правильной последовательности сварки.
Ликвационное растрескивание
Ликвационное растрескивание происходит в ЗТВ, когда на границах зерен образуются легкоплавкие пленки. Они не могут противостоять сжимающим напряжениям, возникающим при затвердевании и охлаждении металла сварного шва. Термически обрабатываемые сплавы, особенно сплавы серий 6ххх и 7ххх, более подвержены этому типу растрескивания.
Риск можно снизить, используя присадочный металл с более низкой температурой плавления, чем основной металл, например, сплавы серии 6xxx свариваются с присадочным металлом 4xxx. Однако присадочный металл 4ххх не следует использовать для сварки сплавов с высоким содержанием магния (таких как 5083), поскольку на границе сплавления может образоваться избыточное количество силицида магния, что снижает пластичность и повышает чувствительность к растрескиванию.