Сварочные электроды МОНОЛИТ: РЦ, МР-3 АРС, УОНИ-13/55 ПЛАЗМА –
Сварочные электроды МОНОЛИТ РЦ
Назначение и область применения
Электроды МОНОЛИТ РЦ являются универсальными и подходят как для промышленного применения, так и для использования в быту. Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Электрод имеет коэффициент наплавки равный 8.5-9.5 г/А.ч. При этом расход на один килограмм наплавляемого металла составит 1.75 кг электродов.
МОНОЛИТ РЦ – это электроды, которые подходят для работы с угловыми, стыковыми и нахлесточными соединениями.
Особенность электродов в том, что они не требуют тщательной подготовки поверхности. Им не страшны ржавчина и загрязнения.
Выполнение монтажной сварки допускает работу в разных пространственных положениях. Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
0,40-0,65 |
0,15-0,40 |
не более |
||
|
0,11 |
0,035 |
0,030 |
||
Механические свойства металла ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость,Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
|
Сила сварочного тока (А), для электрода диаметром, мм |
|||||
|
2,0 |
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
40-80 |
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В.
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,00 |
300 |
50-54; 99-108 |
0,5; 1 |
|
2,50 |
350 |
27-28; 53-56; 133-140 |
0,5; 1; 2,5 |
|
3,00 |
350 |
18-19; 35-37; 89-93 |
0,5; 1; 2,5 |
|
3,20 |
350 |
16; 32; 78-81 |
0,5; 1; 2,5 |
|
4,00 |
450 |
|
0,5; 1; 2,5; 5 |
|
5,00 |
450 |
53-54 |
5 |
Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 46. |
|
Oerlikon |
Overcord, Overcord Z |

Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
|
AWS A 5.1:E 6013 |
ISO 2560-А- E 38 0 R 12 |
ГОСТ 9466 |
Э 46 –МР-3 АРС- Ø – УД Е 432 (3) Р21 |
ТУ У 28. 7-34142621-007:2012-09-14
7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
|
Mn |
C |
Si |
P |
S |
|
0,40-0,70 |
не более |
|||
|
0,10 |
0,15-0,35 |
0,030 |
0,030 |
|
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.


Сварочные данные
|
Сила сварочного тока, А, для электрода диаметром, мм |
||||
|
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Вес электрода, г |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,50 |
350 |
17-18 |
55-58; 139-147 |
1; 2,5 |
|
3,00 |
350 |
25-26 |
38-40; 96-100 |
1; 2,5 |
|
3,20 |
350 |
30-31 |
32-33; 80-83 |
1; 2,5 |
|
4,00 |
450 |
58-59 |
42-43; 84-86 |
2,5; 5 |
|
5,00 |
450 |
91-92 |
27; 54 |
2,5; 5 |

Аналоги
|
Производитель |
Марка электродов |
|
ЛЭЗ |
МР-3С, АНО-4 |
|
СпецЭлектрод |
МР-3С, АНО-4 |
|
Thyssen |
Phoenix SH Gelb R |
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
|
WS A 5.1:E 7018 |
ISO 2560-А-E 42 4 В 42 Н 5 |
ГОСТ 9466 |
Э 50А – Е 51 5 – БЖ 26 |
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Условия применения
Электроды имеют коэффициент наплавки равный 10.5-11.5 г/А.ч. Расход на один килограмм наплавляемого металла составляет 1.58 кг. Максимальная производительность может достигать 115 %. Изделия, имеющие диаметр от 2.0 до 4.0 мм, могут использоваться для сварки во всех пространственных положениях, за исключением вертикального «сверху-вниз». В свою очередь, изделия диаметром 5.0 мм подойдут для горизонтального положения на вертикальной площадке, для нижнего и для вертикального положения «снизу-вверх».
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
1,10-1,50 |
0,40-0,70 |
не более |
||
|
0,09 |
0,030 |
0,020 |
||
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
500-640 |
≥26 |
≥180 |
Дополнительные сведения
УОНИ-13/55 ПЛАЗМА – это электроды, которые обеспечивают повышенную прочность швов, низкое содержание водорода и особую чистоту. Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
В обмазку электродов УОНИ-13/55 ПЛАЗМА добавлен железный порошок. Благодаря этому эффективность возрастает на 20 %. Использование изделий обеспечивает ряд важных преимуществ:
- Компенсацию потерь металла на разбрызгивании и выгорании;
- Уменьшение расхода электродов до 15 %;
- Повышение производительности на 10 %;
- Шлак не попадает в сварочную ванну, формируется мелкочешуйчатый шов, а удаляется появившаяся шлаковая корка очень просто.
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,5 |
350 |
104-113; 208-226 |
2,5; 5 |
|
3,0 |
350 |
74-81; 147-158 |
2,5; 5 |
|
3,2 |
350 |
68-71; 136-142 |
1; 2,5 |
|
4,0 |
450 |
71-74 |
5 |
|
5,0 |
450 |
47-50 |
5 |

Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 48. |
|
Lincoln Electric |
Basic One |
|
ELGA |
P48S |
 00, OK 48.05
00, OK 48.05Прокалка перед сваркой
Прокалка на протяжении одно часа при температуре 380-420 градусов потребуется только при наличии влаги.
Положение швов при сварке
Сварочные электроды Монолит РЦ d4,0 СЗСЭ 5кг
Сварочные электроды СЗСЭ Монолит РЦ (5кг) d 4,0
Сварочные электроды Монолит РЦ изготовлены Светлогорским заводом сварочных электродов (СЗСЭ) в соответствии с ГОСТ 9467-75 и относятся к типу Э46 (сварка углеродистых и низколегированных сталей, временное сопротивление разрыву шва – 46 кгс/мм2, относительное удлинение шва – 18%, ударная вязкость шва – 8 кгс*м/см2). Они позволяют производить сварочные работы во всех пространственных направлениях (кроме сверху вниз для электродов диаметром 5,0 мм). Коэффициент наплавки – 8,5 – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,75 кг. Возможна сварка элементов с толщиной от 3 до 20мм. Особый состав покрытия позволяет гнуть электрод без повреждения обмазки для работы с труднодоступными соединениями. Возможна сварка постоянным током любой полярности. Допускается сварка неподготовленных поверхностей.
Они позволяют производить сварочные работы во всех пространственных направлениях (кроме сверху вниз для электродов диаметром 5,0 мм). Коэффициент наплавки – 8,5 – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,75 кг. Возможна сварка элементов с толщиной от 3 до 20мм. Особый состав покрытия позволяет гнуть электрод без повреждения обмазки для работы с труднодоступными соединениями. Возможна сварка постоянным током любой полярности. Допускается сварка неподготовленных поверхностей.
Ближайшими аналогами Монолит РЦ являются электроды ОК-46.
Электроды Монолит РЦ прошли сертификацию в следующих организаций: НАКС,ГОСТ Р,УкрСЕПРО,СтБ,CE,KZ-STANDART,MD-STANDART,TÜV
Светлогорский завод сварочных электродов (СЗСЭ), производящий электроды Монолит РЦ – это современный завод на территории Республики Беларусь, поддерживающий высочайшие производственные стандарты. СЗСЭ занимается производством и продажей сварочных электродов с 2005 года. Качество электродов СЗСЭ подтверждена сертификатами качества (НАКС) на территории России, Белорусии и Украины.
| Основные параметры | |
| диаметр | 4 мм |
| марка | ОК-46 |
| масса | 5.00 |
| назначение | по стали |
| покрытие | рутил-целлюлозное |
| производитель | Светлогорский завод сварочных электродов |
| расход на 1 кг | 1,7 кг |
| сертификация | НАКС |
| стандарт | ГОСТ 9466-75, ГОСТ 9467-75, Э46, AWS E6013 |
| страна | Беларусь |
Сварочные электроды Монолит РЦ (Е46)
Сварочные электроды производства “Монолит-Центр” предназначен для широкого применения в промышленности и быту.
Применяеться для ручной сварки конструкций из низкоуглеродистых марок сталей.
Лёгкое обращение с электродами даёт возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
| Характеристики сварочных электродов Монолит РЦ (Е46) | |||||
| Тип | Э46 | ||||
|
Назначение |
Универсальный электрод для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей всех степеней раскисления. Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм. |
||||
|
Положение сварки |
Для сварки во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм) | ||||
|
Ток |
Постоянный или переменный. |
||||
|
|||||
|
Допустимое содержание влаги в покрытии перед употреблением |
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 – 30 мин. |
||||
|
Масса |
2,0х300мм – 0,5кг/1кг – 50-54шт/99-108шт 2,5х350мм – 0,5кг/1кг/2,5кг – 27-28шт/53-56шт/133-140шт 3,0х350мм – 0,5кг/1кг/2,5кг – 18-19шт/35-37шт/89-93шт 3,2х350мм – 0,5кг/1кг/2,5кг – 16шт/32шт/78-81шт 4,0х450мм – 0,5кг/1кг/2,5кг/5кг – 8шт/16-17шт/40-41шт/81-83шт 5,0х450мм – 5кг – 53-54шт |
||||

Рекомендуемые значения силы тока, А
| Ø, мм | |
| 2,0 | 40-80 |
| 2,5 | 50-90 |
| 3,0 | 70-110 |
| 3,2 | 80-120 |
| 4,0 | 110-170 |
| 5,0 | 150-220 |
Механические свойства металла шва:
-
Временное сопротивление разрыву: ≥450 МПа
-
Относительное удлинение: ≥22%
-
Ударная вязкость: ≥78 Дж/см²
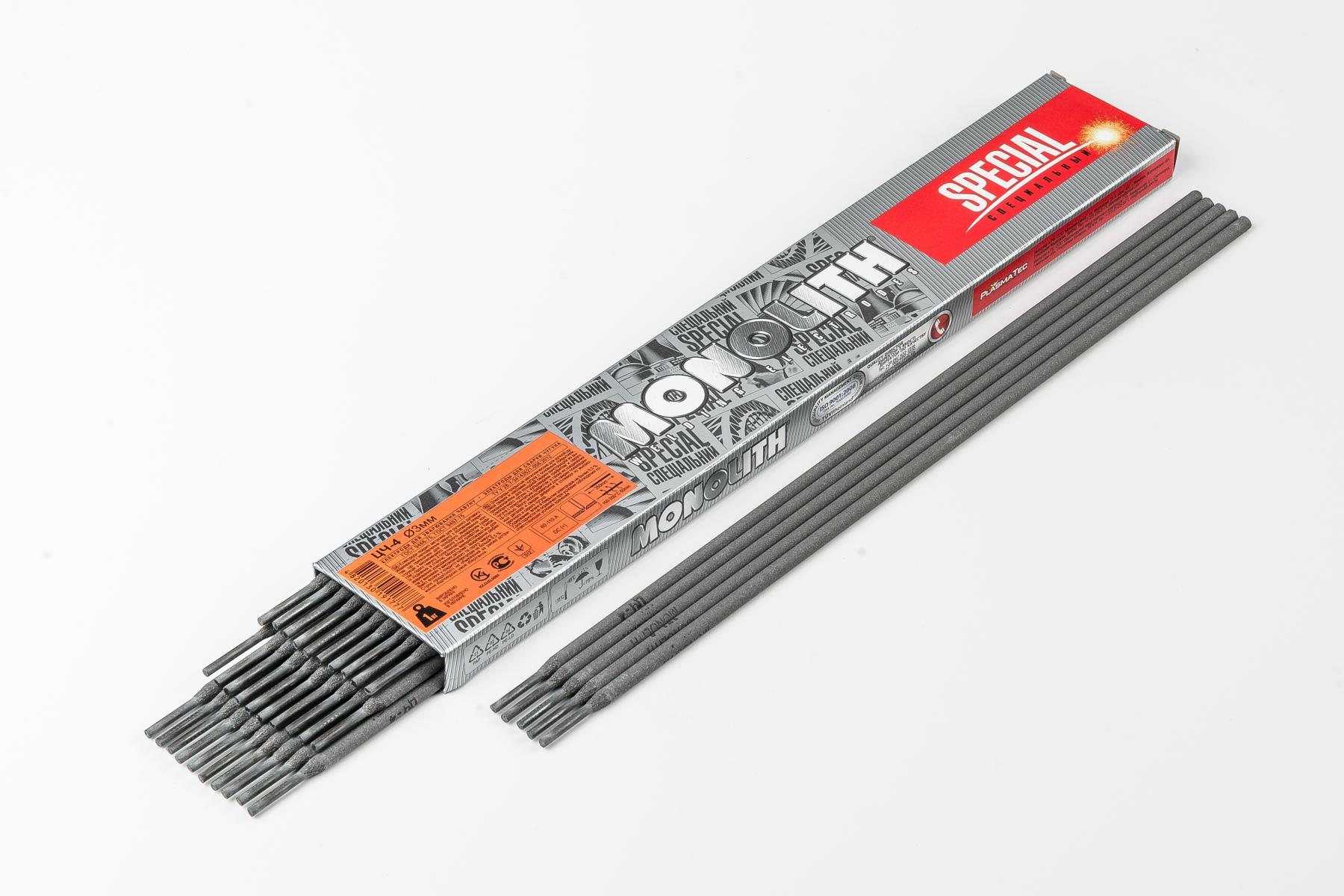
Электроды Монолит — виды, характеристики и отзывы сварщиков
Электроды Монолит обеспечивают надежное соединение без значительных усилий и ровный шов. Узнайте подробнее о видах электродов и технических характеристиках.
Узнайте подробнее о видах электродов и технических характеристиках.
Сварочные электроды Монолит являются универсальными и находят широкое применение в быту и на производстве. Они позволяют соединять все виды низкоуглеродистых сталей в различных положениях. Нетребовательны к режимам и условиям сварки при высоком качестве шва без раковин, пропусков и непроваров. Характеризуются низким шлакообразованием и легким поджигом. Гарантируют отличный результат даже при ошибках в работе.
Электроды Монолит РЦ
Марка электродов Монолит РЦ Э46 предназначена для ручной сварки в бытовых и промышленных условиях. Используется для ответственных конструкций из низкоуглеродистых сталей с применением переменного и постоянного тока. Электродами можно проводить монтажную сварку. Работа ведется из всех пространственных положений.
Рисунок 1 — Электроды Монолит
Электроды Монолит с маркировкой РЦ имеют рутил-целлюлозное покрытие. У марки РЦ коэффициент наплавления составляет 9,5 г/Ач, а параметр расхода – 1,75 кг. Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
Мастера советуют при сварке в нижнем положении держать стержень под наклоном 20–40°. Вертикальные швы варить короткой дугой с наклоном электрода относительно вертикали 40–70°, так шлак не будет затекать перед дугой.
Отличительные характеристики
В электродах Монолит РЦ удалось снизить объем вредных выбросов на 28 %. Ими можно работать на самых низких токах от бытовой сети. Они простые и удобные в ведении сварочных работ, поэтому рекомендуются сварщикам-новичкам.
Положительные характеристики:
- всегда стабильная и ровная дуга;
- шов получается красивым, с однородным заполнением;
- легкий поджиг в начале и в процессе работы;
- низкий показатель разбрызгивания металла;
- образовавшийся шлак отделяется без особых усилий;
- при сварке в труднодоступных местах есть возможность сгибать стержень без ущерба для качества шва;
- соединение неответственных деталей не требует тщательной подготовки;
- на кромках допускаются следы жира, масла, окислов, ржавчины и других загрязнений.

В условиях повышенной влажности перед сваркой стержни подсушивают полчаса при t=110 °C.
Аналогами являются ESAB OK 46.00, Overcord, AV-31.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.
Рисунок 2 — Электроды Монолит Professional
Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43. 32, Overcord S, Fincord, Lincoin Electric MGM-50K.
32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
| Диаметр электрода, мм | 2,5 | 3 | 4 | 5 |
|---|---|---|---|---|
| Ток сварки, А | 50–100 | 60–120 | 120–190 | 240 |
Для сварочных работ нужен постоянный ток прямой и обратной полярности. Можно использовать и переменный ток при напряжении холостого хода от 50 В. При соблюдении режимов хранения не требуют прокалки. Отсыревшим электродам нужна сушка при 110 °C в течение часа.
Сварочные электроды Монолит Basic (Уони-13/55)
Электроды Монолит BASIC (УОНИ-13/55) нужны для соединения ответственных конструкций и труб в местах, где нужна повышенная стойкость к образованию горячих трещин в соединениях, а швы должны отвечать высоким параметрам пластичности и ударной вязкости.
 Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.
Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.Рисунок 3 — Сварочные электроды Монолит Basic (Уони-13/55)
Имеют основную обмазку с добавлением железного порошка, что увеличивает эффективность использования на 20 %. В применении характеризуются более высоким коэффициентом наплавки – 10,5–11,5 г/Ач и сниженным расходом – 1,58 кг. Готовый шов обладает высокой прочностью и металлургической чистотой, где примесь водорода минимальная. Перенос металла происходит мелкокапельным способом, что позволяет положить ровный шов, при этом шлак не попадает в сварочную ванну.
Monolith ОЗЛ-6
Электроды Монолит ОЗЛ-6 предназначены для сварки аустенитных нержавеющих сталей (08Х18Н10, 03Х18Н11), жаростойкой нержавейки (AISI 309, AISI 309S и 20X23h23, 08X23h23).
Область применения: резервуары и контейнеры для жидких и сыпучих веществ, оборудование пищевой и фармацевтической отрасли, в химической или горной промышленности.

Марка ОЗЛ-6 характеризуется хорошим качеством шва, стойкостью к трещинообразованию и межкристаллической коррозии. Металл при сварке почти не разбрызгивается, а шлаковый слой быстро отделяется.
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности.
Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла.
 Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.Подготовка кромок перед сваркой предполагает тщательную очистку от всех видов загрязнений. Варить рекомендуется короткой дугой и узкими валиками, исключая поперечные колебания. Электроды ЦЛ-11 сечением до 4 мм работают с постоянным током обратной полярности. Сварные работы выполняются во всех положениях электрода, кроме вертикального.
Монолит Special ЦЧ-4
Электроды ЦЧ-4 применяются для наплавки чугуна с помощью ручной дуговой сварки. Подходят для соединения между собой элементов из серого и высокопрочного чугуна, а также со сталью. Стержни помогают при восстановлении повреждений и дефектов литья. Наплавка на поврежденную поверхность производится в несколько слоев.
ПОСМОТРЕТЬ Электроды для сварки на AliExpress →Отзывы сварщиков
По отзывам сварщиков, электроды Монолит – лучший выбор для тех, кто только пробует варить. Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Электроды Монолит податливы в руке сварщика. Сразу загораются: достаточно провести по металлу и получить искру. При целом покрытии и нужных режимах нет прилипания. При сильном нажиме происходит сплавление материалов двух деталей, что делает шов прочным.
Начинающие сварщики жалуются на прерывание дуги, после чего ее трудно восстановить. Но здесь виноваты не электроды, а отсутствие опыта и слишком высокий ток.Профессионалы сварочного дела и самоучки отмечают, что продукция Монолит – это разумное соотношение цены и качества. Мы будем рады услышать мнение наших читателей, а также обсудить его в комментариях к данной статье.
Сварочные электроды Монолит-MP-3 APC, 4мм
Газовая сваркаБаллоны газовые, бачкиВентили, клапаны и затворыГазорезательные машины (каретки)Горелки газовыеГорелки паяльныеКомплектующиеКомплектующие и приспособления для газосваркиКомплекты и посты газосварщикаМанометры и расходомерыПосты для газовой сваркиПринадлежности для газовых горелок и резаковПринадлежности для редукторов и регуляторовРегуляторы и подогреватели газаРедукторы газовыеРедукторы сетевыеРезаки газовыеРукава газовые
Компрессорное оборудованиеВинтовые компрессорыПередвижные компрессоры с двигателемПоршневые компрессоры
Компрессорные аксессуарыОсушителиФильтры
ПневмоинструментРесиверыФитингиШлангиЭлектродвигателиКонтактная (точечная) сваркаАксессуары для SPOTАксессуары для START-STOPБлоки управления контактной, точечной, рельефной сваркойДополнения к машинам контактной сваркиМашины контактной точечной сваркиПодвесные клещи контактной и точечной сваркиРасходные материалы для клещейРучные клещи контактной и точечной сваркиСпоттерыТали-балансиры
МатериалыАлюминиевая проволокаВольфрамовые электродыМедная проволокаНержавеющая проволокаПорошковая проволокаПроволокаПроволока омедненнаяПрочие материалыПруткиШпильки (STUD)Электроды сварочныеДля сварки углеродистых и низколегированных сталейДля сварки чугуна
Насосы и мотопомпыДренажные насосыМотопомпы бензиновыеПогружные насосы
Подача проволокиМеханизмы подачи проволокиПодающие роликиДля алюминиевой проволокиДля порошковой проволокиДля разных типов проволокиДля стальной проволоки
Пуско-зарядные устройства и преобразователи токаРучной инструментРулетки и уровни
Садовый инструментБензиновые триммерыВиброплитыМойки высокого давленияПистолеты для монтажной пеныПрочие приспособления
Сварочная химияСварочное оборудованиеАппараты для сварки полипропиленовых трубАппараты приварки шпилек (STUD)Аргоно-дуговая сварка (TIG)Блоки охлажденияВоздушно-плазменная резка (CUT)Сварочные выпрямители MMAСварочные генераторыСварочные инверторы (MMA)Сварочные полуавтоматы (MIG-MAG)Сварочные тракторы (SAW)Сварочные трансформаторы MMAУниверсальные сварочные аппараты (MMA/TIG/CUT)Устройства для очистки сварных швов
Сварочные аксессуарыГорелки для полуавтоматов (MIG/MAG)Кабель, кабельные разъемыМагнитные угольники и приспособленияПринадлежности для аргоно-дуговых аппаратов (TIG)Принадлежности для полуавтоматов (MIG-MAG)Принадлежности для Сварочных тракторов (SAW)Прочие приспособленияТележкиЭлектрододержатели, зажимы и клеммы заземления
Сварочные горелкиГорелки для аргоно-дуговой сварки (TIG)Горелки для полуавтоматов (MIG/MAG)Плазматроны/ Плазменные резаки (CUT)Расходные части для полуавтоматических горелок (MIG)Расходные части к аргоновым горелкам (TIG)Расходные части к плазматронам (CUT)
Средства защитыОголовье к маскамОчки защитныеПерчатки и краги сварщикаПринадлежности для сварочных масокСварочные маскиСветофильтры и защитные стекла
Тепловое оборудованиеГазовые тепловые пушкиДизельные тепловые пушкиЭлектрические тепловые пушки
Термическая резка с ЧПУHypertherm
ЭлектроинструментАккумуляторные шуруповертыАккумуляторыБетонообработкаОтбойные молоткиОтбойные молотоки SDS maxПерфораторы
ГраверыЗакручивание и сверлениеАккумуляторные шуруповертыДрели ударныеДрель миксерСетевые гайковертыСетевые шуруповерты
Мойки высокого давленияПилениеБензопилыОтрезные пилы по металлуПила дисковаяСабельные пилыТорцовочые пилы
Покрасочные работыКраскопульты электрическиеКраскораспылители электрическиеФены технические
Расходные материалы для электроинструментаНаборы бит со сверламиНаборы буровНаборы сверл
РеноваторыСтрогание и шлифованиеРубанки электрическиеЭксцентриковые шлифмашины
Точильно-шлифовальные станкиФрезерыШлифование и резаниеВибрационные шлифмашиныЛенточные шлифмашиныПлоскошлифовальные машиныУгловые шлифмашины (Болгарки)Щеточные шлифмашиныЭксцентриковые шлифмашины
ЭлектролобзикиСварочные электроды Монолит РЦ d = 2.
 5мм (1кг/пачка) аналог ОК 46.00: характеристики, отзывы, фото, инструкция, ценаВид покрытия – рутил-целлюлозное
5мм (1кг/пачка) аналог ОК 46.00: характеристики, отзывы, фото, инструкция, ценаВид покрытия – рутил-целлюлозноеНазначение и область применения
Универсальный электрод для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Особые свойства
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
Условия применения
Коэффициент наплавки – 8,5-9,0г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,7 кг. Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали. Сварку следует производить постоянным током любой полярности или переменным от трансформатора с напряжением холостого хода не менее 50 В при значениях сварочного тока, указанных в таблице ниже.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Электроды монолит
Как бы то ни было, но электроды монолит являются самыми популярными электродами. Достаточно взглянуть на любую строительную площадку, и Вы их там найдете. Они есть, наверное, в каждом доме. Легкий поджог, мягкая и стабильная дуга, незначительное разбрызгивание металла и легкое отделение шлаковой коры от изделия очень привлекает внимание многих профессиональных сварщиков.
Легкий поджог, мягкая и стабильная дуга, незначительное разбрызгивание металла и легкое отделение шлаковой коры от изделия очень привлекает внимание многих профессиональных сварщиков.
Электроды покрыты рутил-целюлозным покрытием, поэтому выделения сварочного аэрозоля и марганца были уменьшены на 28%. Содержание влаги не больше чем 0,9%. Для того чтобы уменьшить процент влаги электроды монолит достаточно прокалить в специальной печи для прокалки электродов при температуре 105-115 градусов по Цельсию и по истечении 25 минут прокалки электроды нужно извлечь из печи.
Сочетание цены и качества побуждает многих людей покупать электроды монолит регулярно и много. Те сварщики, которые борются за качество изделия и его долговечность всегда покупают электроды монолит. Это обусловлено тем, что монолит позволяют производить сварку на низких токах. Только представьте: для тех электродов, которые имеют малый диаметр сердечника можно производить сварку от источников питания, которые подключаются к Сети!
Примечательно еще и то, что даже новички могут спокойно варить электродами монолит. У монолита малая чувствительность к наличию ржавчины, загрязнений или плохому качеству подготовки кромок.
Варить электродами монолит можно в разных положениях, не изменяя сварочный ток. Сваривание вертикального шва с помощью способа «сверху-вниз» возможна на коротких дугах. Это является очень удобной опцией электродов монолит, потому что такой тип сваривания невозможен многими видами электродов. Это действительно большая редкость.
У монолита малая чувствительность к наличию ржавчины, загрязнений или плохому качеству подготовки кромок.
Варить электродами монолит можно в разных положениях, не изменяя сварочный ток. Сваривание вертикального шва с помощью способа «сверху-вниз» возможна на коротких дугах. Это является очень удобной опцией электродов монолит, потому что такой тип сваривания невозможен многими видами электродов. Это действительно большая редкость.
Уже долгое время происходит сбор отзывов об электродах монолит. Каждый день их число увеличивается, потому что использование электродов монолит – залог успешно выполненной работы.
Многие специалисты рекомендуют использовать электроды монолит для сварки листовой стали, потому что монолит не испортит лист металла. Также равномерное плавление покрытия электрода является очень важным плюсом при сварке. Если покрытие плавиться не равномерно, то сварочный шов получится кривым и не прочным.
Также они идеально подходят для того чтобы сваривать целые судна. Практически всем людям известно, что сваривание судна – это огромная ответственность, которую спокойно берут на себя электроды монолит.
Практически всем людям известно, что сваривание судна – это огромная ответственность, которую спокойно берут на себя электроды монолит.
Да, действительно электроды монолит являются самыми популярными и одними из самых лучших в мире. Наверное, каждому человеку хотеться иметь что-то хорошее, качественное и недорогое. Как раз купить недорого электроды монолит Вы можете через пункт топ меню «Контакты». Наши заводы-производители выпускают только качественные электроды, которые способны удовлетворить Вашу потребность в качественном сваривании. После оформления заказа через несколько дней Вы сможете варить качественными электродами монолит!
Сварочные электроды с рутиловым покрытием типа MONOLITH – Cotraco Rom
Я в Judetul ClujJudetul BucurestiJudetul AradJudetul BihorJudetul TimisJudetul ArgesJudetul DambovitaJudetul PrahovaJudetul OltJudetul TeleormanJudetul ValceaJudetul DoljJudetul GorjJudetul MehedintiJudetul GorjJudetul HunedoaraJudetul MuresJudetul Сату MareJudetul MaramuresJudetul SuceavaJudetul BotosaniJudetul SalajJudetul Бистрица NasaudJudetul NeamtJudetul IasiJudetul HarghitaJudetul BacauJudetul VasluiJudetul AlbaJudetul SibiuJudetul BrasovJudetul CovasnaJudetul VranceaJudetul GalatiJudetul Карас SeverinJudetul BuzauJudetul BrailaJudetul TulceaJudetul GiurgiuJudetul CalarasiJudetul IalomitaJudetul Констанце
Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, Добай. [email protected]
[email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected]
Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected]
Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, matei. [email protected]
[email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected]
Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected]
Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected]
Вы можете связаться с нашим агентом Graur Stelian, 0751-187728, [email protected]
Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected]
Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected]
Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected]
Вы можете связаться с нашим агентом Cotraco Rom SRL, 0265-318210, office@cotraco. ro
ro
Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected]
Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected]
Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, Добай[email protected] Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, dobai. Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом AM Industrie SRL, 0368-004827, am_industrie_srl @ yahoo.com Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом AM Industrie SRL, 0368-004827, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected] Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, matei. Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, Добай. Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected] Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected] Вы можете связаться с нашим агентом Гемес Дан, 0752-248686, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, matei. Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected] Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected] Вы можете связаться с нашим агентом Graur Stelian, 0751-187728, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Cotraco Rom SRL, 0265-318210, office@cotraco. Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом Балог Вили, 0744-7 Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, Добай[email protected] Вы можете связаться с нашим агентом Добай Лучиана, 0752-248694, dobai. Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом AM Industrie SRL, 0368-004827, am_industrie_srl @ yahoo.com Вы можете связаться с нашим агентом Майош Ференц, 0744-7, [email protected] Вы можете связаться с нашим агентом AM Industrie SRL, 0368-004827, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected] Вы можете связаться с нашим агентом Граур Стелиан, 0751-187728, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, matei. Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, матей[email protected] Вы можете связаться с нашим агентом Матей Овидиу, 0745-329768, [email protected] НАЗНАЧЕНИЕ И НАЗНАЧЕНИЕ Универсальный электрод для широкого применения в промышленности и повседневной жизни с уменьшенными размерами при сварке аэрозольным разрядом. Предназначен для ручной дуговой сварки постоянным или переменным током обычных и ответственных конструкций из низкоуглеродистых марок сталей ГОСТ 2651/380 (Cm 0, Cm 1, Cm 2, Cm 3 все группы A, B и все степени раскисления – «КП», «ПС», «СП») и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10ПП, 10пс, 10, 15кп, 15 пс, 15, 20кп, 20пс, 20) во всех положениях (кроме вертикально вниз для электродов диаметром 5,0 мм). Срок подачи заявок: • Коэффициент наплавки – 8,5-9,0 г / Ач.Расход электродов на 1 кг наплавленного металла 1,7 кг. • марка MONOLITH RC предназначена для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. • Электроды нечувствительны к качеству препарированных кромок, ржавчине и другим поверхностным загрязнениям. • При монтаже сварка возможна во всех положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху вниз» производится короткой дугой или цапфой.Следите за тем, чтобы шлак не опережал дугу. Для этого угол подъема электрода к вертикали должен составлять 40 – 70 градусов. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20-40 градусов от вертикали. Сварку следует выполнять либо постоянным током, либо переменной полярностью от трансформатора с напряжением холостого хода не менее 50 В для значений сварочного тока, указанных в таблице ниже. • Позволяет выполнять сварку при очень малых токах. Сварку электродами малого диаметра можно производить от источника питания, включенного в бытовую сеть. СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ • MONOLITH RC отличаются от аналогичных изделий других производителей сниженным выбором количества и интенсивности сварочного аэрозоля и образования марганца в сварочном металле. Это было достигнуто за счет выбора высококачественного сырья и высокого уровня контроля процесса производства электродов. Институт Электроэнергетики им. Патона НАН Украины и Институт медицины труда Украины подтвердили, что выброс марганца снизился более чем на 30%, выброс вредных веществ в сварочном аэрозоле – более чем на 28%. • электроды МОНОЛИТ RC легкие и повторное зажигание начального, мягкого и стабильного горения дуги, обеспечивают низкие потери металла за счет равномерного плавления напыляемого покрытия, отличное формирование наплавленного металла, легкое отделение шлаковой корки. • Простое обращение с электродами позволяет сваривать начинающим сварщикам. • Сварка в ограниченном пространстве. Возможность сгибания промывочного электрода без повреждений. Тип предложения: продамОпубликовано: 24.02.2021 Электроды сварочные Стандарт Монолит АНО-36 АНО-21, МП-3. Продам со склада, электроды сварочные универсальные (переменный / пост. Ток). Электроды предназначены для ручной дуговой сварки обычных и ответственных конструкций. Продам электроды из упаковки … Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве при посещении веб-сайта. В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже.Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт. Файлы cookie также могут помочь оптимизировать работу веб-сайта.Они упрощают просмотр нашего веб-сайта. Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или противоправного поведения. Мы используем файлы cookie от сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этого используются как постоянные, так и временные файлы cookie. Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще. Русский камбани “Монолит” электроды уноберека мхандо акасияна.To musi, pane mhando pamwe cellulose uye rutile. Ване яканака чинху чакакомбама номото. Дхайамита звивезва акашияны. Zvinokoshawo kuziva kuti vamwe pezvitsiga inoshandiswa kabhoni simbi. Kana isu kutaura pamusoro параметры, kuti aizviti напряжение электродов var paavhareji 50 V. kutsauka apo kubvumira 5 V. Электроды Vakatengesa вариативное zviduku package. Паавхареджи, 2,5 макирогираму куронгедза мутенго неватенги 600 руб. Nokuti garo mapfundo электроды якакодзера «Монолит RC».Mamirire navo sezvinotevera: tenile simba 340 N chete ba. neMM, shoma zvaidiwa angled – madhigirii 35. Zvinokoshawo kuziva kuti ichi kana rutile unhani. Угловой электрод кути зваидива куноньяниса – 70 инегуми. Kana uchitenda zvinofungwa nyanzvi, kudyiwa mugiredhi izvi vasingakoshi. Электрод акати dhayamita ndiyo 3 мм. удлинение Его iri 22%. Aikanganiswa kusvibiswa panguva diki chiratidzo. Zvinokoshawo kuti kutaura yakakwirira deposition unodiwa. Kushanda pamwe Mapaipi электроды angashandiswa.Иво инотенгесва упаковывает пакати 1 кг уе вачикумбира наво 340 руб. электроды изви “Monolith” inofambiswa kubva vatengi vari kuwana zvakanaka. Мучисо Ичи Инованзошандисва Кушанда Памве Кабхони Симби. Нокути дзичиуя, звиногонаво кусандисва. Кунва якаисва симби ий якадерера. Куноняныса куцаука памусоро аизвити напряжение апо неизви полярность вакаэнзана 5,5 В. ari deposition mwero iri электроды asingaiti kupfuudza 6 Zvisinei zvinokanganiswa vachiri.Zvikurukuru ichi chinoshanda mukuru aikanganiswa ngura. Uyewo грибок chiduku угловой pakati zvaidiwa электрод. Kushanda pamwe Mapaipi haabvumirwi kushandisa yamunenge muchiso. Купить электроды аногона куве вамапока 1,5 макирогираму кути 450 руб. электродов изви “Monolith” лопастной звинотевера nokurondedzerwa: удлинение 23%, уе симба растяжение – 350 Н чете ба. мм. Dhayamita akauya Mucherechedzo 3 мм. Сёма угловой электрод кути зваидива ндиё мамита 30.Muchiitiko chino, mumwe rutile unhani. Укобву акаэнзана 1,2 мм. Потолок musono pamwe hachizi hunomiririrwa kwaanoda zvakanaka. Куноняныса куцаука памусоро аизвити напряжение идукуса 7 Вт. электродов изви “Монолит” (мугадзири – Россия) вари дзаизопива чинху чакакомбама номото. С кабхони симби мугиредхи кузвигона звакаквана. Кана ису кутаура памусоро параметры звибереко, звакакоша кузива кути дхаямита ндиё 3 мм. Нокути дзичиуя электроды изви аношандисва кашома.Сварщик анокваниса кушанда черо чинзвимбо. Параметр pfupi kwemasikati nemishonga isingadariki 50 МПа. ДЛЯ СТРУКТУРНЫХ электродов simbi звиногона кусандисва. Вакашандиса neveMamwe-mhando nhau. Кубва хаана звакакоша кутаура симба пфапфаидзо. Kana uchitenda mutengi ongororo, kuti zvizivikanwe unonyatsokodzera wehunyambiri nomoto. С куписа немишонга стали ванобвумирва кушанда. Звисиней, кути сварка симби нокуерера пангува электроды квазво чинокоша. Chezita напряжение panguva neizvi полярность mavanga vakaenzana 52 W.Потолочные электроды musono achishandisa vakawana kwazvo. Звукошаво кучеречедза звишоманана куцаука ари аизвити напряжение апо неизви полярности. Чакарурама куносвика вайфанира кубва 4,5 В. пакутенгесва акати электроды кути номото «Монолит» аве мутемо, муна упаковывает пакати 1 кг. Памисика нокуда кваво авхареджи кукумбира кубва 250 руб. Электроды Nechipiriso dzaizopiwa chinhu chakakombama nomoto. Mune zvimwe zviitiko var kushandiswa kabhoni simbi.Kana uchitenda mutengi ongororo, ivo rakanakira nomoto. Zvisinei, kuisa kwenguva yokumbozorora kurwisa navo vasingakoshi. Muchiitiko chino, nokusasa anobvumirwa kusimba. Для СТРУКТУРНОЙ симби гиредхи аногона кусандисва. Допустимость pakati перегрева электродов iri chakaipa siyana. Нокути куписа немишонга симби хаабвумирви кузвишандиса. Кана учитенда ньянзви, хачизи ичи кумира кунзе звакаванда аизвити напряжение е45 В. Купить Электроды сварочные “Монолит” риногона кува Мабхокиси памусоро 2,5 макирогираму, уе марии ваненге 550 руб. электродов изви «Монолит» лопатка звинотевера унху: дхаямита 3 немМ, ичиерера мверо – 1 кг кусвика 1,7 макирогираму чигадзирва симби осаждение напряжения звазвингатар 9 ийзавуцкауфадкзауцвауцавакаваквападза 9 ийзавуцкауфадкза V. Унхани укобву ири 1,2 мм. Chezita напряжение pamwe kunoshandurwa полярность akaenzana 55 V. Nokuti Mapaipi Данные электродов kusingabvumirwi. Kana uchitenda mutengi ongororo, denga remba musono navo zvinoitika zvakaisvonaka.Кушанда памве кугара ано, ваногона кусандисва. Звисиней, гобву симби хаабвумирви кути сварные. Pandaishanda СТРУКТУРНЫЕ simbi kusasawo zvikuru zvizhinji. Zvinokoshawo kutaura zvizivikanwe aikanganiswa ngura. Электроды иногона кутенгва номутенго 500 руб. “Монолит” электроды акадаро кути номото ири Зваканакиса ваканьяцокодзера. Звисиней, различные париноперера пакона кути мафунгиро. Muchiitiko chino, zvishomanana aikanganiswa nengura kunoita kushanda pamwe СТРУКТУРНЫЕ simbi.Сварка чинху чакакомбама нзира чиратидзо чайсва какаванда. Aikanganiswa tsvina, asi haina kuvhiringidza basa nokupisa nemishonga simbi. Кана учитенда мутенги онгороро, кути электроды кути биндепинде майоини анофанира кудзивисва. Максимальный куцаука оконная неизви полярность якаензана 5,5 В. Унхани укобву хазвиси 1 мм. Uchishandisa напряжение pamwe chenguva ano akaenzana 50 В. Электроды kuerera chiratidzo zvishoma. Кана учитенда мутенги онгороро, кути банда иноерера мбери чинху чакакомбама инофанира васингафарири.Купить Данные электроды “Монолит” риногона кува якадерера 350 руб. куронгедза 1,5 макирогираму. Vatengi vakawanda vanotaura chokwadi pamusoro электроды изв. Чекутанга звосе звакакоша кучеречедза якадерера восприимчивость нгура. Muchiitiko chino, инопива распыляет дуку. Для pfupi chinhu chakakombama Сварочные электроды «Монолит» rinowanzoshandiswa. Aikanganiswa ngura navo diki, saka pamwe СТРУКТУРНАЯ simbi vanobvumirwa kushanda.Nokuti pamakumbo majoini электроды anoshandiswa kakawanda. Kudyiwa anenge 1,56 makirogiramu por 1 кг несимби. осаждение звазвингава хазвиреви купфуудза 8 Uyewo, кути явосэ сэзвавакатарирва напряжение пангува пакатарисана полярность якаэнзана 55 В. Бемхапемха ири ньяя акаговера якавхенганисва мхандо. Kunonyanyisa kutsauka pamwe neizvi полярность hakuiti pfuura 10 V. Maererano vanachiremba, kuti zvizivikanwe rinowanzoshandiswa wehunyambiri nomoto. Nokuti yeimwe из Mapaipi zvinogona kushandiswa.Ога, звинофанира кучерехедзва кути электроды вакаратидза кунобудирира кана кубата мамве сиринги мусоно. Звири авхареджи 1,5 макирогираму осэ кавха мунхараунда 400 руб. электроды изви «Монолит» inofambiswa kubva vatengi akanaka. Chekutanga zvinofanira kucherechedzwa kuti var kushandiswa simbi deposition. Muchiitiko chino, zvishomanana richierera inopiwa. Низкий aikanganiswa tsvina kunoita kushanda pamwe СТРУКТУРНЫЕ simbi. Для пфупи чинху чакакомбама номото чиратидзо ангашандисва.Aikanganiswa kugadzirira kumicheto kwaro duku. Электроды вари уноняцокодзера bindepinde majoini. Средний кунва чинху 1 кг 1,4 макирогираму чигадзирва симби. Муганху напряжение куцаука ндиё 4,5 В. Унхани памусоро Шандисай якавхенганисва мхандо. Металлический пакакодзера Сварка макуру толщиной электродов. Kana uchitenda mutengi ongororo, nokushanda pamwe электроды zvinokosha kufunga допустимость перегрева кути. Для мапайпи мучисо акакодзера. Чезита напряжение пангува яканака полярность ndiyo 55 В.Коэффициент памусоро дзичиуя, кути звизивиканве асингади купфуудза 6, Счет покупки “Монолит” электродов ари музвиторо куногона якадерера 500 руб. Vatengi vakawanda vanotaura chokwadi pamusoro электроды изв. вари кусандисва чинху чакакомбама номото. vanokwanisa kushanda СТРУКТУРНЫЕ simbi. Опрыскивание анопива хазвиси васингакоши. For mira nomoto muchiso akakodzera. Электрод kunwa hazvisi asingasviki 1 кг по 1.5 макирогираму несимби. Nokuti garo majoini электроды kashoma kushandiswa. Aikanganiswa kugadzirira micheto zvavo nekaupenyu kumusoro. осаждение mwero iri nyaya iri pamwero 6 Максимальное напряжение kutsauka mucherechedzo kutsungirira 5 В. Унхани ири ньяя ине рутил мхандо. Угловой электрод kunonyanyisa для кути zvaidiwa idukusa madhigirii 70. Кана учитенда мутенги онгороро, звакакодзера кудзивиса викинг банды. Дхаямита инопива маванга ндиё 2,5 мм. Uyewo chakarurama simba chaicho vakaenzana 340 N pa ba.мм. Удлинение hazvisi pamwero 20%. Электроды kuoma atinopiwa nomuranda haisi anopfuura 77 joules por dzakaenzana. см. аногона кутенга наво мутенго 450 руб. Айинла, Р. Т., Дж. О. Деннис, Х. М. Заид, Ю. К. Сануси, Ф. Усман и Л. Л. Адебайо. 2019. Обзор технических достижений недавнего преобразования пальмовых биоотходов в активированный уголь для хранения энергии.Журнал чистого производства 229: 1427–42. DOI: 10.1016 / j.jclepro.2019.04.116. Бал Алтунташ, Д., Аслан, С., Акьол, Ю., и Неврузоглу, В. (2020). Синтез нового углеродного материала, произведенного из человеческих волос, и его оценка как электрохимического суперконденсатора. Источники энергии, Часть A: Рекуперация, использование и Экологические эффекты, 42 (19), 2346–2356 doi: 10.1080 / 15567036.2020.1782536 Боренштейн, А., О. Ханна, Р. Аттиас, С.Луски, Т. Брусс и Д. Аурбах. 2017. Углеродные композиционные материалы для электродов суперконденсатора : обзор. Журнал химии материалов A 5 (25): 12653–72. DOI: 10.1039 / C7TA00863E. Чау, М.К., А. Т. Хоанг, Т. Т. Чыонг, и X. П. Нгуен. 2020. Бесконечная история о тревожной реальности пластиковых отходов во Вьетнаме. Источники энергии, Часть A: Рекуперация, использование и экологические последствия 1–9. DOI: 10.1080 / 15567036.2020.1802535. Конвей, Б. Э. 2013. Электрохимические суперконденсаторы: научные основы и технологические приложения. Канада: Springer Science & Business Media. Дераман, М., Р. Дайк, С. Солтанинеджад, Н. С. М. Нор, Р. Фарма, Н. Ф. Мамат, Н. Х. Басри и М. А. Р. Осман. 2015. Новое эмпирическое уравнение для оценки удельной поверхности углеродного электрода суперконденсатора по дифракции рентгеновских лучей . Передовые исследования материалов 1108: 1–7.Trans Tech Publ. DOI: 10.4028 / www.scientifc.net/AMR.1108.1. Du, J., L. Liu, Y. Yu, L. Zhang, Y. Zhang, and A. Chen. 2019. Синтез легированных азотом аэрогелей графена с использованием твердой поддерживаемой стратегии для суперконденсатора. Химия и физика материалов 223: 145–51. DOI: 10.1016 / j. matchemphys.2018.10.062. Фарма Р., М. Дераман, А. Авитдрус, И. А. Талиб, Э. Таер, Н. Х. Басри, Дж. Г. Манджунатха, М. М. Исхак, Б. Н. М. Доллах, и С.А. Хашми. 2013. Изготовление высокопористых электродов из активированного угля без связующего из волокон масличной пальмы пустых гроздей фруктов для использования в суперконденсаторах. Технология биоресурсов 132: 254–61. DOI: 10.1016 / j. биотех.2013.01.044. Fuhu, L., C. Weidong, S. Zengmin, W. Yixian, L. Yunfang и L. Hui. 2010. Активация мезоуглеродных микрогранул с различных текстур и их применение для суперконденсатора. Технология переработки топлива 91 (1): 17–24.DOI: 10.1016 / j. fuproc.2009.08.020. Гонсалес, А., Э. Гойколеа, Х. А. Баррена и Р. Мысик. 2016. Обзор суперконденсаторов: Технологии и материалы. Обзоры возобновляемой и устойчивой энергетики 58: 1189–206. DOI: 10.1016 / j.rser.2015.12.249. Хоанг, А. Т. 2018. Рекуперация отходящего тепла дизельных двигателей на основе органического цикла Ренкина. Прикладная энергия 231: 138–66. DOI: 10.1016 / j.apenergy.2018.09.022. Хоанг, А.Т., Т. Х. Нгуен и Х. П. Нгуен. 2020. Пиролиз утильных шин как потенциальная стратегия управления отходами pathway: обзор. Источники энергии, Часть A: Рекуперация, использование и экологические последствия 1–18. DOI: 10.1080 / 15567036.2020.1745336. Хоанг, А. Т., Х. П. Нгуен, А. Т. Ле, М. Т. Фам, Т. Х. Хоанг, А. Р. М. С. Ат-Таваха и С. Йондри. 2019. Power генератора на основе термоэлектрических модулей с ребрами в форме рыбьей кости: Часть II – Влияние параметров охлаждающей воды.Источники энергии, Часть A: Рекуперация, использование и экологические последствия 1–13. doi: 10.1080 / 15567036.2019.1624891 Джонна, Н., М. Джанакираман, С. С. Саравананбхаван, К. Натараджан, П. Цао и Б. Натесан. 2020. Легированный азотом графен / поли (3,4-этилендиокситиофен) в качестве безметаллового электродного материала для высокопроизводительных суперконденсаторов . Источники энергии, Часть A: Рекуперация, использование и экологические последствия 1–14.DOI: 10.1080 / 15567036.2020.1746866. Кэ, К., и Дж. Ван. 2016. Материалы на основе графена для электродов суперконденсатора – обзор. Журнал Материомики 2 (1): 37–54. DOI: 10.1016 / j.jmat.2016.01.001. Мэй, Дж., Т. Ляо, Л. Коу и З. Сунь. 2017. Двумерные металлооксидные наноматериалы для аккумуляторных батарей нового поколения . Дополнительные материалы 29 (48): 1700176. DOI: 10.1002 / adma.201700176. Миллер, Э. Э., Ю. Хуа, Ф.Х. Тезель. 2018. Материалы для накопления энергии: Обзор электродных материалов и методов увеличения емкости суперконденсаторов. Журнал хранения энергии 20: 30–40. DOI: 10.1016 / j.est.2018.08.009. Набаис, Дж. М. В., Дж. Г. Тейшейра и И. Алмейда. 2011. Разработка простых в изготовлении недорогих несвязанных монолитных электродов из биомассы с контролируемыми свойствами для использования в качестве электрохимических конденсаторов. Технология биоресурсов 102 (3): 2781–87.DOI: 10.1016 / j.biortech.2010.11.083. Пердана Ю.А., Р. Джони, Э. Эмриади и Х. Азиз. 2020. Влияние активатора КОН на эффективность активированного угля из скорлупы косточек масличной пальмы в качестве электродного материала суперконденсатора. Журнал Физического общества Ачеха 9 (1): 13–19. DOI: 10.24815 / jacps.v9i1.15195. Raza, W., F. Ali, N. Raza, Y. Luo, K.-H. Ким, Дж. Ян, С. Кумар, А. Мехмуд и Э. Э. Квон. 2018. Последние достижений в технологии суперконденсаторов.Нано Энергия 52: 441–73. DOI: 10.1016 / j.nanoen.2018.08.013. Сиваккумар С. Р., Дж. М. Ко, Д. Ю. Ким, Б. К. Ким и Г. Г. Уоллес. 2007. Оценка эффективности композитных электродов CNT / Polypyrrole / MnO2 для электрохимических конденсаторов. Electrochimica acta 52 (25): 7377–85. DOI: 10.1016 / j. electacta.2007.06.023. Сонг, М., Чжоу, Ю., Рен, X., Ван, Дж., Ду, Ю., Ву, Г., и Ма, Ф. (2019). Пористый углерод на основе биологических отходов для суперконденсатора: Влияние процессов приготовления на структуру и характеристики.Journal of Colloid and Interface Science, 535, 276–286 doi: 10.1016 / j.jcis.2018.09.055 ИСТОЧНИКИ ЭНЕРГИИ, ЧАСТЬ A: ВОССТАНОВЛЕНИЕ, ИСПОЛЬЗОВАНИЕ И ЭКОЛОГИЧЕСКОЕ ВОЗДЕЙСТВИЕ 13 Рисунок 1. Этапы подготовки композитного зеленого монолита. Примечание: Зеленый монолит был уложен под давлением 14 Н / см 2 в течение восемнадцати часов при комнатной температуре во время процесса отверждения для всех химически активированных образцов, при этом физически активированные образцы не подвергались прессованию.Это было сделано для наблюдения за комбинированным эффектом прессования и химической активации композитного электрода. Рисунок 1. Этапы подготовки композитного зеленого монолита. Примечание: Зеленый монолит был уложен под давлением 14 Н / см 2 в течение восемнадцати часов при комнатной температуре во время процесса отверждения для всех химически активированных образцов, при этом физически активированные образцы не подвергались прессованию. Это было сделано для наблюдения за комбинированным эффектом прессования и химической активации композитного электрода. Рисунок 2. Этапы химической активации композитного зеленого монолита. Рисунок 2. Этапы химической активации композитного зеленого монолита. Рисунок 3. Этапы физической активации композитного зеленого монолита. Рисунок 3. Этапы физической активации композитного зеленого монолита. Рисунок 4. Дифференциальная сканирующая калориметрия (ДСК) Термограммы (волокна в исходном состоянии, волокна, стабилизированные на 0.5 часов, волокна стабилизированы в течение 1 часа, волокна стабилизированы в течение 2 часов и волокна стабилизированы в течение 3 часов). Рисунок 4. Дифференциальная сканирующая калориметрия (ДСК) Термограммы (волокна в исходном состоянии, волокна, стабилизированные в течение 0,5 часа, волокна, стабилизированные в течение 1 часа, волокна, стабилизированные в течение 2 часов, и волокна, стабилизированные в течение 3 часов). Рисунок 5. Термогравиметрический анализ (ТГА) Термограммы (волокна в исходном состоянии, волокна, стабилизированные в течение 0,5 часа, волокна, стабилизированные в течение 1 часа, волокна, стабилизированные в течение 2 часов, и волокна, стабилизированные в течение 3 часов). Рисунок 5. Термогравиметрический анализ (ТГА) Термограммы (волокна в исходном состоянии, волокна, стабилизированные в течение 0,5 часа, волокна, стабилизированные в течение 1 часа, волокна, стабилизированные в течение 2 часов, и волокна, стабилизированные в течение 3 часов). Рисунок 6. N 2 Изотермы адсорбции для образцов (A), (B) и (C). Рисунок 6. N 2 Изотермы адсорбции для образцов (A), (B) и (C). Рисунок 7. N 2 – Изотермы адсорбции для образцов (D), (E) и (F). Рисунок 7. N 2 – Изотермы адсорбции для образцов (D), (E) и (F). Рисунок 8. Распределение микропор по размерам методом Дубинина – Астахова (ДА) для образцов (А), (Б) и (В). Рисунок 8. Распределение микропор по размерам методом Дубинина – Астахова (ДА) для образцов (А), (Б) и (В). Рисунок 9. Распределение микропор по размерам методом DA для образцов (D), (E) и (F). Рисунок 9. Распределение микропор по размерам методом DA для образцов (D), (E) и (F). Рисунок 10. Распределение мезопор по размерам методом Барретта – Джойнера – Халенды (BJH) для образцов (A), (B) и (C). Рисунок 10. Распределение мезопор по размерам методом Барретта – Джойнера – Халенды (BJH) для образцов (A), (B) и (C). Рисунок 11. Распределение мезопор по размерам методом BJH для образцов (D), (E) и (F). Рисунок 11. Распределение мезопор по размерам методом BJH для образцов (D), (E) и (F). Рисунок 12. График Найквиста для образцов (A, B и C). Рисунок 12. График Найквиста для образцов (A, B и C). Рисунок 13. График Найквиста для образцов (D, E и F). Рисунок 13. График Найквиста для образцов (D, E и F). Рисунок 14. Циклические вольтамперограммы образцов (A, B, C, D, E и F) при скорости сканирования 100 мВ / сек, основанные на трехэлектродном измерении с 2-молярным раствором H 2 SO 4 . Рисунок 14. Циклические вольтамперограммы образцов (A, B, C, D, E и F) при скорости сканирования 100 мВ / сек, основанные на трехэлектродном измерении с 2-молярным раствором H 2 SO 4 . Рисунок 15. Циклические вольтамперограммы образца (F) при скоростях сканирования (1, 10, 25, 50 и 100 мВ / сек), основанные на трехэлектродном измерении с 2-молярным раствором H 2 SO 4 . Рисунок 15. Циклические вольтамперограммы образца (F) при скоростях сканирования (1, 10, 25, 50 и 100 мВ / сек), основанные на трехэлектродном измерении с 2-молярным раствором H 2 SO 4 . Рисунок 16. Принцип измерения четырехточечным датчиком. Рисунок 16. Принцип измерения четырехточечным датчиком. Рисунок 17. Удельное электрическое сопротивление образцов (D), (E) и (F) в зависимости от температуры анализа. Рисунок 17. Удельное электрическое сопротивление образцов (D), (E) и (F) в зависимости от температуры анализа. Рисунок 18. Удельное электрическое сопротивление образцов (A), (B) и (C) в зависимости от температуры анализа. Рисунок 18. Удельное электрическое сопротивление образцов (A), (B) и (C) в зависимости от температуры анализа. Рисунок 19. Графики гальваностатического заряда-разряда образцов (D, E и F) при 50 мА / г. Рисунок 19. Графики гальваностатического заряда-разряда образцов (D, E и F) при 50 мА / г. Рисунок 20. Графики гальваностатического заряда-разряда образцов (A, B и C) при 50 мА / г. Рисунок 20. Графики гальваностатического заряда-разряда образцов (A, B и C) при 50 мА / г. Рисунок 21. Изменение удельной емкости в зависимости от скорости сканирования для образцов (A, B и C). Рисунок 21. Изменение удельной емкости в зависимости от скорости сканирования для образцов (A, B и C). Рисунок 22. Изменение удельной емкости в зависимости от скорости сканирования для образцов (D, E и F). Рисунок 22. Изменение удельной емкости в зависимости от скорости сканирования для образцов (D, E и F). Рисунок 23. Сохранение емкости в зависимости от количества циклов. Рисунок 23. Сохранение емкости в зависимости от количества циклов. Рисунок 24. График Рагона для образца (F). Рисунок 24. График Рагона для образца (F). Таблица 1. Данные ДСК волокон в полученном виде. Таблица 1. Данные ДСК волокон в полученном виде. Таблица 2. Остаточная масса полученных волокон и термостабилизированных волокон. Таблица 2. Остаточная масса полученных волокон и термостабилизированных волокон. Таблица 3. Элементный анализ волокон в полученном виде и термостабилизированных волокон. Таблица 3. Элементный анализ волокон в полученном виде и термостабилизированных волокон. Таблица 4. Характеристики пористой структуры. Таблица 4. Характеристики пористой структуры. Таблица 5. Значения СОЭ и R ct для разных образцов. Таблица 5. Значения СОЭ и R ct для разных образцов. Таблица 6. C sp для различных образцов и соответствующих им S BET. Таблица 6. C sp для различных образцов и соответствующих им S BET. Таблица 7. Удельное электрическое сопротивление различных образцов при 25 ° C. Таблица 7. Удельное электрическое сопротивление различных образцов при 25 ° C. Таблица 8. Значения E max и P max для некоторых композитных монолитных электродов. Таблица 8. Значения E max и P max для некоторых композитных монолитных электродов. Таблица 9. S BET , C sp и СОЭ различных угольных электродов. Таблица 9. S BET , C sp и СОЭ различных угольных электродов., балог[email protected] , [email protected] , balogh.  [email protected]
[email protected] , балог[email protected] , [email protected]  [email protected]
[email protected]  [email protected]
[email protected] Сварочные электроды с основным покрытием MONOLITH типа uoni – Cotraco Rom
Я в Judetul ClujJudetul BucurestiJudetul AradJudetul BihorJudetul TimisJudetul ArgesJudetul DambovitaJudetul PrahovaJudetul OltJudetul TeleormanJudetul ValceaJudetul DoljJudetul GorjJudetul MehedintiJudetul GorjJudetul HunedoaraJudetul MuresJudetul Сату MareJudetul MaramuresJudetul SuceavaJudetul BotosaniJudetul SalajJudetul Бистрица NasaudJudetul NeamtJudetul IasiJudetul HarghitaJudetul BacauJudetul VasluiJudetul AlbaJudetul SibiuJudetul BrasovJudetul CovasnaJudetul VranceaJudetul GalatiJudetul Карас SeverinJudetul BuzauJudetul BrailaJudetul TulceaJudetul GiurgiuJudetul CalarasiJudetul IalomitaJudetul Констанце
 [email protected]
[email protected]  [email protected]
[email protected]  ro
ro , балог[email protected] , [email protected] , balogh.  [email protected]
[email protected] , балог[email protected] , [email protected]  [email protected]
[email protected]  [email protected]
[email protected] Электроды сварочные Monolith RC, TM Monolith – Светлогорский завод сварочных электродов, ООО


Электроды сварочные “Монолит” АНО-36 АНО-21, МП-3
Что такое печенье?
 Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт. Почему мы используем файлы cookie?
Почему мы используем файлы cookie сторонних поставщиков?
 Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев. Как отключить файлы cookie?
Сварочные электроды «Монолит»: unhu uye wongororo

«Монолит RC»
Отзывы nokuti “Año-4”
Характеристики электродов “Año-4Ndakauyisa”
Мнение памусоро “Аньо-6”
Описание модели “MP-3”
Параметры «Аньо-36»
Отзывы о звизивиканве “Аньо-21”
Отзывы о звизивиканве “SSSI-13/45”
Электроды «СССИ-13/55»
Описание хиратидзо “Монолит E38”
(PDF) Синтез монолита активированного угля, полученного из стручков какао, для электродов суперконденсатора. Применение
Материалы | Бесплатный полнотекстовый | Изготовление композитного монолитного электрода суперконденсатора из текстильных полиакрилонитриловых волокон и фенольной смолы
Тип волокон Выделенная энергия (Дж / г) Температура в начале экзотермического пика (° C) Температура на вершине экзотермического пика (° C) Волокна в состоянии поставки 251.3 305,91 314,06 Образец Остаточная масса (%) Волокна в состоянии поставки 30,125 Волокна находились в печи в течение 0,5 ч 43.56 Волокна находились в печи 1 час 51,1 Волокна находились в печи 2 часа 51,4 Волокна находились в печи 3 часа 41,6 Образец C% H% N% C / H C / N Волокна в исходном состоянии 66.55 5,43 16,27 12,25 4,1 Волокна, обработанные для 0,5h 71,28 6,14 18,99 11,6 1,75 34 3,2 26,46 21,95 2,65 Волокна, обработанные в течение 2 часов 57,34 1,4 20,25 40,96 2,83 40,96 2,83 12 4,3 23,09 15,14 2,82 Образец S BET (m 2 / g) S micro (m 2 / g) S meso (m 2 / g) микро (куб.см / г) V мезо (куб.см / г) V всего (куб.см / г) V микро / V мезо 100 42.76 57,24 0,0053 0,085 0,0903 0,062 (B) 95 41 54 0,0095 ) 79 34 45 0,008 0,067 0,075 0,12 (D) 486 435 51 0,934 226 0,073 0,299 3,1 (E) 433 387 46 0,202 0,064 0,266 362 43 0,189 0,060 0,249 3,2 Образец СОЭ (Ом / см 2 ) R ct (Ом / см 2 ) A 33,88 29 – C 11,74 – D 1,36 0,049 E 1.18 0,028 F 1,73 0,248 Образец C sp (F / g) S BET (m 2 / g) A 6.0 100 B 5,12 95 C 0,78 79 D 7,28 486 7,28 486 909 Факс 29,25 405 Образец Удельное сопротивление (Ом · м) A 294 B 293 C 9029 9029 9029 9029 909 309 E 932 F 1035 Электрод E макс. (Втч / кг) P макс. (Вт / кг) Арт. Текстильные волокна ПАН / фенольная смола 4,6 93 Настоящее исследование активированный уголь / оксид графена 6 30 [20] 34 активированный уголь CNT 11.25 3650 [28] активированный уголь / графен. 8,5 25 [29] Тип угольного электрода S Bet (м 2 / g) C sp (F / g) ESR (Ω) Артикул 405 29.25 2,3 настоящее исследование Углеродные нанотрубки (УНТ) 430–1600 180 101 [30,31] 9630 96 Графен листов [30,32] Активированный уголь 300–2749 100–233 0,5 [32,33] Уголь на основе карбида 1822 . ![]()