Сварочная проволока для полуавтомата – виды и маркировка
Сварочная проволока – это изделие определённого химического состава, диаметра, формы, вида производства. Проволока сплошного сечения изготавливается из сталей и сплавов, порошковая проволока изготавливается из стального штрипса, свернутого в трубчатый электрод, наполненный шихтой – порошком. Проволоки применяются для механизированной сварки для значительного увеличения производительности проведения сварочных работ.
1 / 1
Подробное описание
Сварочная проволока выполняет роль присадочного материала. Используется для сварки деталей из: алюминия и его сплавов, меди и медных сплавов, сталей и других сплавов.
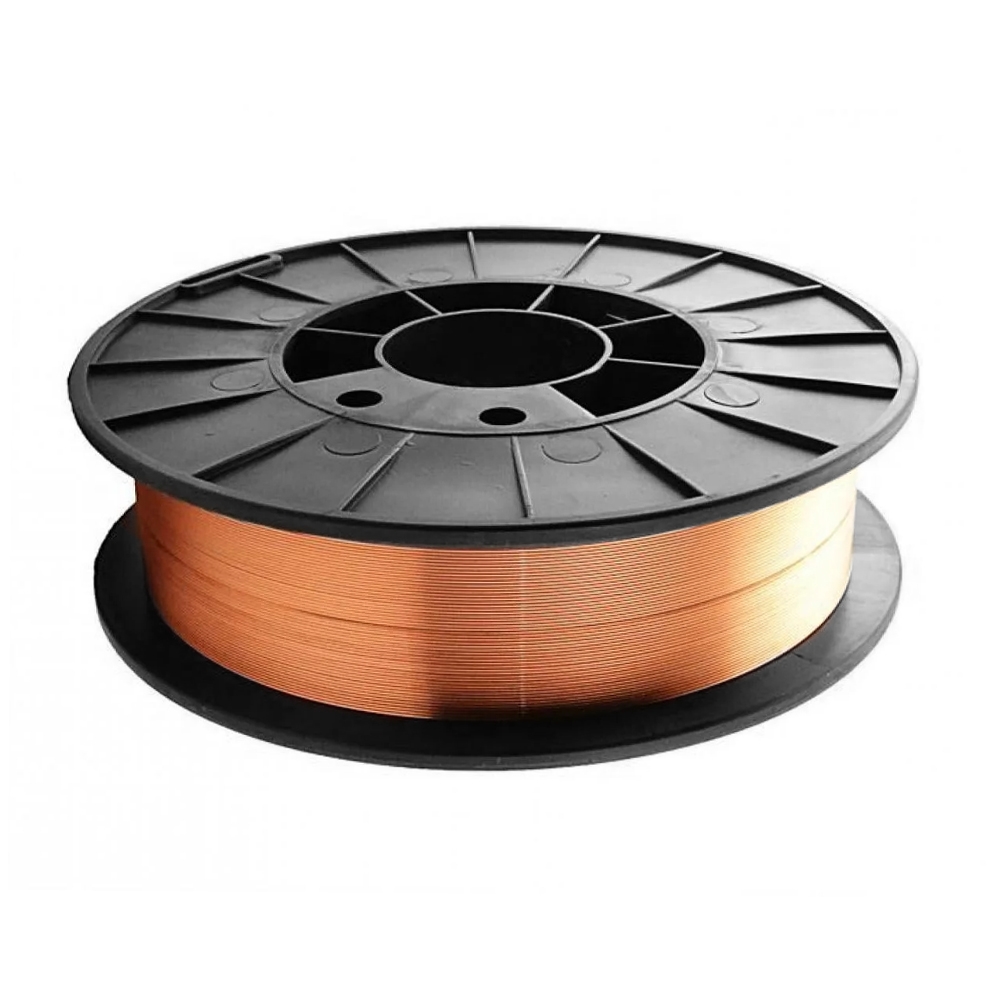
Проволока поставляется в катушках, массой, как правило, 1/5/15/18 кг.
Наиболее распространенные диаметры сварочной проволоки сплошного сечения:
-
0,6 мм;
-
0,8 мм;
-
1,0 мм;
-
1,2 мм;
-
1,6 мм.
Наиболее распространенные диаметры сварочных порошковых проволок:
-
1,0 мм;
-
1,2 мм;
-
1,6 мм.
Этих размерных показателей вполне достаточно для удовлетворения потребностей большинства сварочных производств РФ. Диаметр сварочной проволоки, как правило, подбирается под решение конкретной задачи, зависит от величины сварочного тока, пространственного положения, иных факторов.
Об особенностях
Сварочная проволока сплошного сечения «КЕДР» обладает высокими сварочно-технологическими свойствами, присущими европейским аналогам. Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Разновидности
Омеднённая сплошного сечения
Омеднённая проволока КЕДР используется для сварки изделий из углеродистой и низколегированной стали. Медное покрытие, нанесённое на проволоку, позволяет добиться качественного токопереноса на проволоку в контактном наконечники, также это снижает коэффициент трения и, как следствие, износ расходных частей горелки. Наплавленный металл шва имеет высокое сопротивление ударным нагрузкам и разрыву. За счёт идеально подобранного химического состава проволоки, существенно уменьшается разбрызгивание электронного металла в процессе сварки.
Порошковая проволока газозащитная
По сути порошковая проволока – это металлическая трубка, полость которого заполнена флюсом (шихтой), который применяется для поддержания стабильного горения дуги, образования шлака, формирующего форму шва, защитных функций и др. Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Порошковая проволока самозащитная
Ключевым преимуществом использования данного типа проволоки является отсутствие необходимости в защитном газе с сохранением всех преимуществ использования порошковой газозащитной проволоки.
Проволока сплошного сечения из нержавеющей стали
Проволока из нержавеющей стали применяется для сварки высоколегированных сталей.
Проволока сплошного сечения из цветных металлов и сплавов
Для сварки алюминия и его сплавов применяется либо чистая алюминиевая проволока, либо алюминиевая проволока, легированная магнием, кремнием, марганцем и др. химическими элементами.
Медная проволока используется для сварки деталей из медных сплавов, наплавки на стальные изделия.
Ассортимент проволоки ГК КЕДР
В каталоге представлены десятки вариантов проволоки порошковой, стальной омедненной, а также из нержавеющей стали и алюминия. Все расходные материалы для полуавтомата изготовлены из высококачественного сырья. На каждой стадии осуществляется производственный контроль, что позволяет минимизировать отклонения, что позволяет добиться стабильно высокого качества готовой продукции.
Заказать проволоку для сварки в ГК «Кедр» можно в любом количестве по доступной цене и с доставкой по всей России.
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.
Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата.

- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.

Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.

Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.
Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.
Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.
Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
Обзор 3 видов лучшией сварочной проволоки для полуавтомата: плюсы и минусы, характеристики
Полуавтоматическая сварка является неотъемлемой частью обработки металла. Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Полуавтоматическая сварка является универсальной и может справиться с металлом разной толщины. Возможна обработка цветных и черных металлов с помощью данного вида сварки.
Способ соединения металлической конструкции с помощью сварки был разработан в 1881 году Н. Г. Славяновым и Н. Н. Бенардосом.
Описание и принцип действия полуавтоматической сварки
Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Подача защитного газа происходит через газовый редуктор из баллона. Помимо этого, сварка полуавтоматом обеспечивает качественный шов, облегчая поджиг дуги.
Благодаря тому что сварщик не должен менять электроды и зачищать швы от шлака, увеличивается скорость и повышается качество проделанной работы.
Рабочий агрегат состоит из:
- Основного блока, состоящего, в свою очередь, из трансформатора, подающего питание, и механизма, который подает электрод.
- Шланга или сварочного рукава для полуавтомата.
- Горелки, которая внутри оснащена электродом.
- Токопроводящего наконечника, имеющего название сопло.
- Системы, которая подает инертный газ.
Для качественной работы, перед началом сварки проволокой, необходимо выбрать нужную полярность тока для сварки. Если работа осуществляется с помощью флюсового электрода, то необходимо установить прямую полярность, а если используется газовая среда, то полярность должна быть обратной.
Классификация в зависимости от компонентов
В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
- активированная;
- сплошного сечения;
- порошковая.

Как выбрать проволоку для полуавтомата
Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Для цветных и тугоплавких металлов используется сварочная проволока, имеющая большое разнообразие видов, которые выбираются конкретно под каждый случай.
Главным критерием выбора является химический состав. В обозначении используются цифры и буквы, которые легко можно расшифровать, зная, что они означают.
Например, СВ-08Г2С расшифровывается как сварная проволока, которая имеет массовую долю легированных элементов – 0,8% углерода; Г означает, что в составе имеется 2% марганца; С означает, что в составе не более 1% кремния.
На что нужно обращать внимание:
Выбирая данный товар, нужно обращать внимание на такие моменты:
- для чего планируется применять;
- подбор химического состава таким образом, чтобы он максимально совпадал с составом планируемого обрабатываемого участка;
- температура плавления должна быть такой же или чуть-чуть ниже температуры свариваемого металла;
- внешний вид должен быть без ржавчины, чистый, без следов загрязнения маслом или краской;
- качество. Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
- упаковка товара. Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.
 Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;Желательно покупать проволоку сварочную, которая была изготовлена по ГОСТу. В таком случае можно быть уверенным, что технология и качество материалов не нарушены.
На что можно не обращать внимание:
Не являются главными показателями:
- Можно не обращать внимание на страну производства, так как это не главный фактор качества.
- Не всегда цена является показателем качества.
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.
СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы:
Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Минусы:
Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.
За 25 лет в ХХ веке был сделан прорыв в улучшении электрода для сваривания. Разработка содержания, покрытия и методы их изготовления для дуговой сварки дали огромный толчок для дальнейшего усовершенствования данного приспособления.
Лучшая порошковая сварочная проволока
Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Осуществление непрерывного процесса плавления возможно благодаря металлической оболочке, которая удерживает сердечник и по поверхности которой проходит сварочный ток.
Расплавление высокой производительности, которое свойственно порошковой проволоке, осуществляется сварочным током большой плотности.
ПЛ-АН101
- выпускается в форме мотков по 75-175 кг;
- химический состав: С — до 2,71%; Mn — до 1,31%; Si –— до 3,3%; S — до 0,071%; P — до 0,081%; Cr — до 25%; Ni — до 4,01%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — 16,5 мм*3,8 мм;
- применение — сварка конструкций высокой прочности.
СВ-07Х25Н13
- выпускается в форме катушек по 1-15 кг;
- химический состав: С — до 0,09%; Mn — от 1,1% до 2,01%; Si — от 0,5% до 1,01%; S — до 0,018%; P — до 0,026%; Cr — от 23% до 26%; Ni — от 12% до 14%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 0,8 мм до 1,6 мм;
- применение — сварка конструкций из нержавеющей стали.
Плюсы:
Преимуществами порошкового вида являются:
- благодаря тому что сварка происходит током высокой плотности, металлической оболочке обеспечивается дополнительный подогрев, что увеличивает объем поверхности, которая обрабатывается;
- данный вид расплавляется с высокой производительностью до 11 кг/ч;
- шихта может состоять из различного порошкообразного материала, благодаря чему существует возможность создания смесей, получение которых невозможно другим способом.

Минусы:
Недостатками данного вида являются:
- имеет удовлетворительное ударное сопротивление;
- трубчатая конструкция электрода имеет малую жесткость, что приводит к необходимости использования механизма с ограниченностью усилий сжатия в подающих роликах;
- для работы требуются повышенные сварочные токи, что затрудняет работу в вертикальном положении.
Лучшая сварочная проволока сплошного сечения
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.
НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.

СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.
СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.
Плюсы:
Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.
Минусы:
Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
Советы по выбору проволоки для (MIG) сварки
Советы по выбору проволоки для MIG сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания. Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Процесс
Контроль пористостиЧтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак. Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки). Для проволоки Spoolarc доступны различные варианты сплавов, диаметров и упаковок, которые способны удовлетворить самые сложные требования заказчиков.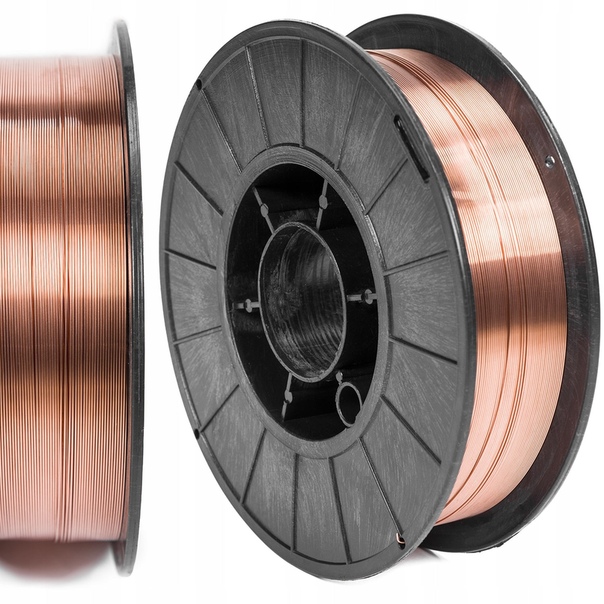
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.
- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.
- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.

- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки. Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.

Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Статьи – компания СПАРК
Дата публикации: 17.02.2020 15:46
Для повышения эффективности и облегчения сварочного процесса при обработке различных металлов широко применяется специальная проволока для сварки. Она позволяет обойтись без хрупких жестких электродов и автоматизировать подачу материала, необходимого для поддержания электрического разряда и образования сварного шва. Проволока представляет собой металлическую нить, изготовленную из очищенного от примесей металла или сплава. Также в ее состав входят различные легирующие компоненты. Она используется при сварке большинства марок стали, включая нержавеющие, чугуна, алюминия, меди и других материалов. Ее применяют при автоматической или полуавтоматической технологии сваривания.
Существует несколько разновидностей проволоки для сварки металлов:
- стальная,
- нержавеющая,
- алюминиевая,
- омедненная,
- порошковая.
Стальная проволока для сварки
Она изготавливается из углеродистых или низколегированных сталей и отличается универсальностью применения. Ее используют для сварки различных металлоконструкций, металлических деталей и изделий. Такая проволока отлично подходит для создания неразъемных соединений при проведении строительных, монтажных, производственных работ. Сварка выполняется под флюсом без применения защитного или инертного газа. В качестве оборудования могут использоваться автоматические или полуавтоматические аппараты. Сварочная проволока общего назначения, применяемая для сварки стали, обычно содержит в себе определенное количество легирующих элементов. Они улучшают процесс сваривания, обеспечивают защиту шва от коррозии, позволяют стабилизировать дугу, а также решить другие технологические задачи. В качестве легирующих элементов обычно добавляются марганец, хром, кремний и никель.
Ее используют для сварки различных металлоконструкций, металлических деталей и изделий. Такая проволока отлично подходит для создания неразъемных соединений при проведении строительных, монтажных, производственных работ. Сварка выполняется под флюсом без применения защитного или инертного газа. В качестве оборудования могут использоваться автоматические или полуавтоматические аппараты. Сварочная проволока общего назначения, применяемая для сварки стали, обычно содержит в себе определенное количество легирующих элементов. Они улучшают процесс сваривания, обеспечивают защиту шва от коррозии, позволяют стабилизировать дугу, а также решить другие технологические задачи. В качестве легирующих элементов обычно добавляются марганец, хром, кремний и никель.
Нержавеющая проволока
Для ее изготовления используются высоколегированные коррозионностойкие стали. Она применяется в сварке нержавеющих сплавов в среде защитных газов. Обычная стальная проволока не подходит для подобных ситуаций. Это связано с тем, что сварные швы будут неустойчивыми к коррозии, что снизит общую коррозионную стойкость готового изделия. Нержавеющая проволока изготавливается в соответствии с ГОСТ 18143-72. Для ее производства могут применяться разные марки сталей, наиболее популярной из которых считается 12Х18Н10Т. Она отличается высоким содержанием хрома и никеля, а также наличием титана и других легирующих элементов. Различается по чистоте химического состава. Изделия с маркировкой А обладают стандартным содержанием загрязняющих примесей серы и фосфора. В проволоке, обозначенной АА, количество примесей минимально.
Алюминиевая проволока для сварки
Она применяется для сварки деталей, изготовленных из алюминия и алюминиевых сплавов. Сваривание выполняется в среде защитного газа, в качестве которого обычно используется аргон. Высококачественная проволока способна обеспечить создание надежных и долговечных соединений. Полученный сварочный шов обладает аналогичными или более высокими прочностными и другими физико-механическими характеристиками, чем у основного материала. Он отличается устойчивостью к образованию горячих трещин, пластичностью соединения, способностью противостоять коррозионным процессам. Химический состав может различаться в зависимости от разновидности изделия. Помимо алюминия она может содержать марганец, кремний и другие легирующие добавки.
Он отличается устойчивостью к образованию горячих трещин, пластичностью соединения, способностью противостоять коррозионным процессам. Химический состав может различаться в зависимости от разновидности изделия. Помимо алюминия она может содержать марганец, кремний и другие легирующие добавки.
Омедненная проволока для сварки металла
В отличие от обычной стальной проволоки, омедненная обладает специальным покрытием из медного сплава. Его толщина составляет несколько микрометров, а основной задачей является гарантия надежного контакта со свариваемой деталью. Омедненная проволока упрощает рабочий процесс, а также придает шву дополнительные прочностные характеристики. Готовое соединение способно переносить механические нагрузки, удары, резкие перепады температуры, разрывающие усилия, высокотемпературные воздействия. Еще одним преимуществом является малое количество брызг, что позволяет сократить затраты на расходные материалы. Также она обеспечивает более высокую скорость сварочного процесса.
Порошковая проволока
Она представляет собой трубчатую конструкцию, заполненную металлическим порошком и специальным флюсом. Ее применяют не только для сварки, но и для наплавки материалов. Она позволяет решить многие проблемы, связанные с механизацией сварочных и наплавочных работ на открытых площадках или в полевых условиях. Благодаря порошковой проволоке можно в 2–5 раз повысить производительность технологических процессов, обойтись без трудоемких процедур удаления металлических брызг, обеспечить безупречное качество швов. Эти электроды отлично подходят для стыковых, нахлесточных, угловых соединений. Они применяются при автоматической и полуавтоматической сварки углеродистых и низколегированных сталей в среде аргона или углекислого газа.
Маркировка сварочной проволоки для сварки стали
Правила обозначения регламентируются ГОСТ 2246-70. Маркировка состоит из набора цифр и букв, которые содержат в себе следующую информацию:
- диаметр;
- назначение;
- процентное содержание углерода и наличие различных легирующих элементов;
- соответствие повышенным требованиям к чистоте;
- способ выплавки;
- нормативный документ.

Марка свариваемой стали | Условия и требования эксплуатации изделий | Марка сварочной проволоки |
03Х18Н11 03Х18Н12 03Х18Н10АГ3 04Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 08Х22Н6Т 08Х18Н12Б 08Х18Н12Т 10Х18Н9ТЛ 10Х17Н12М2Т 0Х17Н13М3Т 08Х21М2Т | Работа изделий в агрессивных средах типа азотной кислоты | св-01Х19Н9 |
Требования к металлу шва по стойкости к МКК, как в исходном состоянии, так и после кратковременной выдержки в интервале критических температур | ||
Сварка разнородных сталей | св-07Х25Н13, св-07Х19Н10Б | |
Сварка деталей емкостного и реакторного оборудования. Требования по стойкости металла шва к МКК не предъявляются. | св-04Х19Н9, св-06Х19Н9Т св-04Х19Н9С2 | |
Температура рабочей среды не выше 450оС. | св-08Х20Н9Г2Б | |
Температура рабочей среды выше 350оС. Требования по стойкости металла шва к МКК. | св-07Х19Н10Б св-05Х20Н9ФБС | |
Работа изделий в агрессивных средах с температурой до 350оС. Требования к металлу шва по стойкости к МКК. | св-04Х18Н11М3 | |
06ХН28МДТ 03ХН28МДТ 03Х21Н21М4ГБ 03Х23Н25М3Д3Т | Сварка ответственных деталей оборудования, преимущественно толщиной до 12мм, работающих в средах серной и фосфорной кислот, с примесями фосфорных соединений. | св-01Х23Н28М3Д3Т |
03Х16Н15М3 | Сварка ответственных деталей оборудования, работающих в средах высокой агрессивности. | св-01Х19Н18Г10АМ4 |
03Х17Н14М2 | ||
08Х17Н13М2Т | ||
08Х17Н15М3Т | ||
09Х16Н15М3Б | ||
20Х23Н13 20Х23Н18 25Х25Н20С2 | Работа в окислительной средах при температуре до 1000оС | св-07Х25Н13 |
св-07Х25Н12Г2Т, св-06Х25Н12ТЮ, св-08Х25Н13БТЮ | ||
20Х20Н14С2 20Х25Н20С2 45Х45Н20С2 | Тонкостенная конструкция. | св-08Х21Н10Г6 |
30ХГСА 30ХГСНА | Сварка отвественных конструкций из низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетание с низколегированными и легированными сталями. | св-10Х16Н25АМ6 |
12Х18Н9Б 08Х18Н12Т 08Х18Н12Б | Сварка с гарантированным аустенитно-ферритным швом | св-08Х19Н10Г2Б |
 Требования по стойкости металла шва к МКК не предъявляются.
Требования по стойкости металла шва к МКК не предъявляются. Науглероженная рабочая среда с температурой не выше 1000оС. Требования по стойкости металла шва к МКК.
Науглероженная рабочая среда с температурой не выше 1000оС. Требования по стойкости металла шва к МКК.Рассмотрим особенности маркировки на конкретном примере. Например, обозначение Св-08Г2С-0 ГОСТ 2246-70 расшифровывается так:
- Св – проволока предназначена для сварочных работ;
- 08 – сплав содержит не более 0,08 % углерода;
- Г2 – до 2 % марганца;
- С – содержание кремния менее 1 %;
- О – изделие имеет омедненную поверхность;
- ГОСТ 2246-70 – отвечает требованиям данного стандарта.

Также из этой маркировки можно сделать вывод, что массовая доля легирующих элементов превышает 2,5 % (2 % марганца и 1 % кремния), а значит, данная сварочная проволока относится к легированным изделиям, которые подходят для сварки углеродистых и низколегированных сталей.
Виды, характеристики и применение сварочной проволоки
Сварочная проволока – материал незаменимый при проведении сварочных работ любого характера. Она используется при любой сварке. Применяется она при дуговой сварке.
Сварочное производствоШвы при этом получаются тонкие и отличаются крепким характером. Они образуются такого характера, что способны выдержать нагрузку любого давления. Расходование материала отличается экономичностью, а сама работа непрерывностью и ровностью. Дуга горит постоянно и устойчиво. Это является ее преимуществом.
Проволока обладает определенными свойствами. Гибкость и пластичность определяется количеством углерода, которое содержит ее химический ассортимент. Зависимость обратно пропорциональная. При малом его содержании более выражены эти свойства.
Зависимость обратно пропорциональная. При малом его содержании более выражены эти свойства.
Ингредиенты, обеспечивающие легирование в материале представлены различными химическими элементами. Может иметь место содержание различных примесей. Это могут быть сера и фосфор. Чем меньше этих примесей, тем проволока более высокого качества. Если проводится сварка черного металла, то обычно применяется проволока из углеродистой стали. Если свариваются цветные металлы, то подбирается проволока для конкретного материала.
Подобный материал может быть в виде порошка, носить активированный характер и быть смешанным.
Сплошной вид используется при различных видах сварочных работ. Из нее также изготавливаются электроды.
Порошковый вариант имеет вид полой трубки. В ней находится флюсовый порошок. В состав порошка входят химикаты и сплавы. Флюс предотвращает действие воздуха на металл. При этом сварные швы не окисляются. Под его действием формируется сам шов. Под его влиянием сварка обладает высокими техническими параметрами. При сварке газ не нужен. Это позволяет вести работы даже в условиях ветра.
Под его влиянием сварка обладает высокими техническими параметрами. При сварке газ не нужен. Это позволяет вести работы даже в условиях ветра.
Плазменная резкаПосредством этой проволоки наплавляют различные детали, которые работают в условиях высокого давления и под действием сильных нагрузок.
В активированную проволоку входят порошкообразные добавки. Они способны зажечь сварочную дугу. Шов ровного характера, а разбрызгивание металла самое минимальное.
На такую проволоку может наноситься слой меди. Это повышает устойчивость к коррозии.
Проволока для сварки выступает в роли присадочного материала. Во время процесса она плавится и заполняет шов. Металл при сварке разбрызгивается, а проволока восполняет его потери. Может иметь место использование прутков и лент.
Проволоку для присадки необходимо правильно выбрать. Главное требование состоит в сходстве ее химического состава с материалом для сварки. Чем больше будет углерода, тем более пластичным будет шов.
Вторым требованием является то обстоятельство, при котором температура плавления проволоки, должна быть ниже, чем у свариваемого металла. При большей температуре большая вероятность того, что металл будет прожигаться. Плавление у нее должно быть равномерным. В этом случае шов не будет содержать дефекты и отличается ровностью. При неправильной подборке температуры плавления на шве будут образовываться трещины. Шов будет зашлакованным. Но самым неприятным моментом является возможное образование скрытых полостей. Они могут находиться внутри самого шва.
Требования к проволоке общего характера:
- Толщина присадочного материала должна быть такой же, что и у свариваемых элементов.
- Она не должна содержать окалину. Поверхность ее должна быть чистая.
- Плавление должно быть равномерным, без брызг.
- Шов должен образовываться ровный.

При сварке часто пользуются флюсом. Это позволяет получить идеальный шов. Поверхность получается ровная и гладкая, что обеспечит надежность и долговечность. Использование присадочного материала в виде проволоки позволяет провести сварочные работы с получением качественного результата.
Проволока для газовой сварки
Проволока для газовой сварки
Когда используется проволока для газовой сварки? Как проволока включена в процесс газосварки? Как известно, если это газосварка, то газосварщик работает, используя два газа: горючий газ вместе с кислородом. Они могут поступать в горелку из различных источников: баллоны, газогенератор ацетилена. Когда газы смешиваются – возникает газовое пламя. Температура пламени настолько велика, что позволяет плавить металл. Проволока подается с целью создания надежного шва при сварке.
Из чего состоит сварочная проволока, каков ее состав? Из ее функции вытекает то, что согласно составу она обязана быть близка к металлу, с которым сварщик работает. Исходя из того, что варят различный металл, проволоку производят различных марок, отличия между которым в химсоставе.
Исходя из того, что варят различный металл, проволоку производят различных марок, отличия между которым в химсоставе.
РАЗНЫЕ МАРКИ
Официальный, действующий ГОСТ 2246-70 устанавливает параметры для рассматриваемой продукции. Озвучиваются требования к присутствию химэлементов в проволоке, изготовленной из разной стали. В ГОСТе рассматриваются три вида стали (из стали малым низким содержанием углерода, а также два типа с различной ступенью легирования). Данный Госстандарт создан для рассматриваемой продукции, которая является холоднотянутой.
Сварочные проволоки разных марок отличаются тем, сколько в них содержится добавленных химэлементов. Четко прописанные нормы определяют их процентные доли, которые расписаны подробно.
В стали с высокой степенью легирования, в отличие от остальных указанных двух видов, доля внедренных элементов – выше. Зачем это делается? Чем больше нужных химэлементов, тем выше требуемые от сварного шва свойства.
СОДЕРЖАНИЕ ЭЛЕМЕНТОВ
Химэлементы, находящиеся в составе рассматриваемой здесь продукции, такие. От вида стали, из которой делается сварочная проволока, зависит – тот или иной химэлемент может присутствовать или нет, это указывается в нормах ГОСТа.
Какие элементы в любом случае есть во всех трех указанных типах стали? Это – во-первых, кремний, марганец, углерод, затем никель и хром, а также еще сера и фосфор. Есть ли элементы, которые содержатся не во всех? Да, это титан и молибден, их вовсе нет в сталях с низким уровнем углерода, а в остальных двух отмеченных видах стали они есть также не всюду.
Как понять по маркировке, что в проволоке той или иной марки содержится какой-либо из названных элемент? «.Г». или «.С». в маркировке означает, что добавлены марганец и кремний. Если за буквой идет цифра, она указывает, сколько процентов данного элемента добавлено. Если для примера взять марку СВ08Г2С, то расшифровка такая: здесь есть 2% марганца («. Г2».), а также кремний («.С».).
Г2».), а также кремний («.С».).
Буква «.А». может указывать на разные данные, что зависит от того – это марка стали с низким углеродом или иная. Для первой «.А». значит, что металл имеет повышенной чистоту в плане того, сколько в нем содержится таких элементов, как S (сера) и Ph (фосфор) – например, СВ08А/strong>.
РАСКИСЛЕНИЕ
Зачем в сварочную проволоку добавляются элементы? Какая цель легирования? В чем потребность присутствия добавляющихся химэлементов? На каких процессах это основывается?
Обмолвимся о сварных химпроцессах. Что совершается с металлом, над которым идет работа? Окисление. Почему? Потому как кислород воздействует на элементы металла. Содержащиеся в металле элементы соединяются с кислородом, что ухудшает характеристики металла. Что в данном случае имеем? Шов менее прочный, хуже характеристики, ниже стойкость к коррозии, металл раньше и быстрее стареет.
В противовес окислению вызывается процесс раскисления. Какие химэлементы имеют соответствующую функцию при их участии в легировании? Такие, как, например, марганец и кремний, они называются раскислителями. Как происходит химический процесс с их участием? Они сами связываются с кислородом, в результате с их участием возникают соответствующие окислы, на шов окисление отрицательно не влияет. Результат – шов надежный и удовлетворительной прочности.
КАК ПОДОБРАТЬ?
Упомянутый ГОСТ выдвигает условия для того, как следует внешне выглядеть сварочной проволоке, чтобы быть надлежащего качества. Условия по внешнему виду не зависят от марки, требования определены как общие.
Это нормы по внешней поверхности, она необходима чистой/гладкой, без трещин, без раковин. Насторожить также должно присутствие масла или ржавчины.
Основополагающий параметр, как известно, – диаметр. ГОСТ устанавливает: данный параметр сварочной проволоки выпускается в следующем диапазоне: 0,3-12 (в миллиметрах). Как подбирают данный важный параметр? Сварщик обращает внимание на толщину детали и на то, каким видом сварки он пользуется.
Как подбирают данный важный параметр? Сварщик обращает внимание на толщину детали и на то, каким видом сварки он пользуется.
Что такое сварочная проволока и как выбрать то, что вам нужно
Для соединения металлических деталей (сварка) требуется сварочная проволока. Его нужно поджечь, чтобы соединить металлические детали. При сварке проволока становится мягкой из-за ударов молотком или сжатия под воздействием тепла.
Сварочная проволока бывает разных видов. Какой тип провода вам нужен, зависит от типа работы, которую вы должны выполнять. Кроме того, для каждого вида сварочных работ требуется сварочная проволока определенного типа. Сварочная проволока бывает трех видов.Это:
- Металлопорошковая проволока для композитных материалов GMAW
- Порошковая проволока для дуговой сварки в среде защитного газа (FCAW)
- Проволока для дуговой сварки металлов в твердом газе (GMAW)
Еще одним важным элементом сварочной проволоки при выборе является диаметр и химический состав.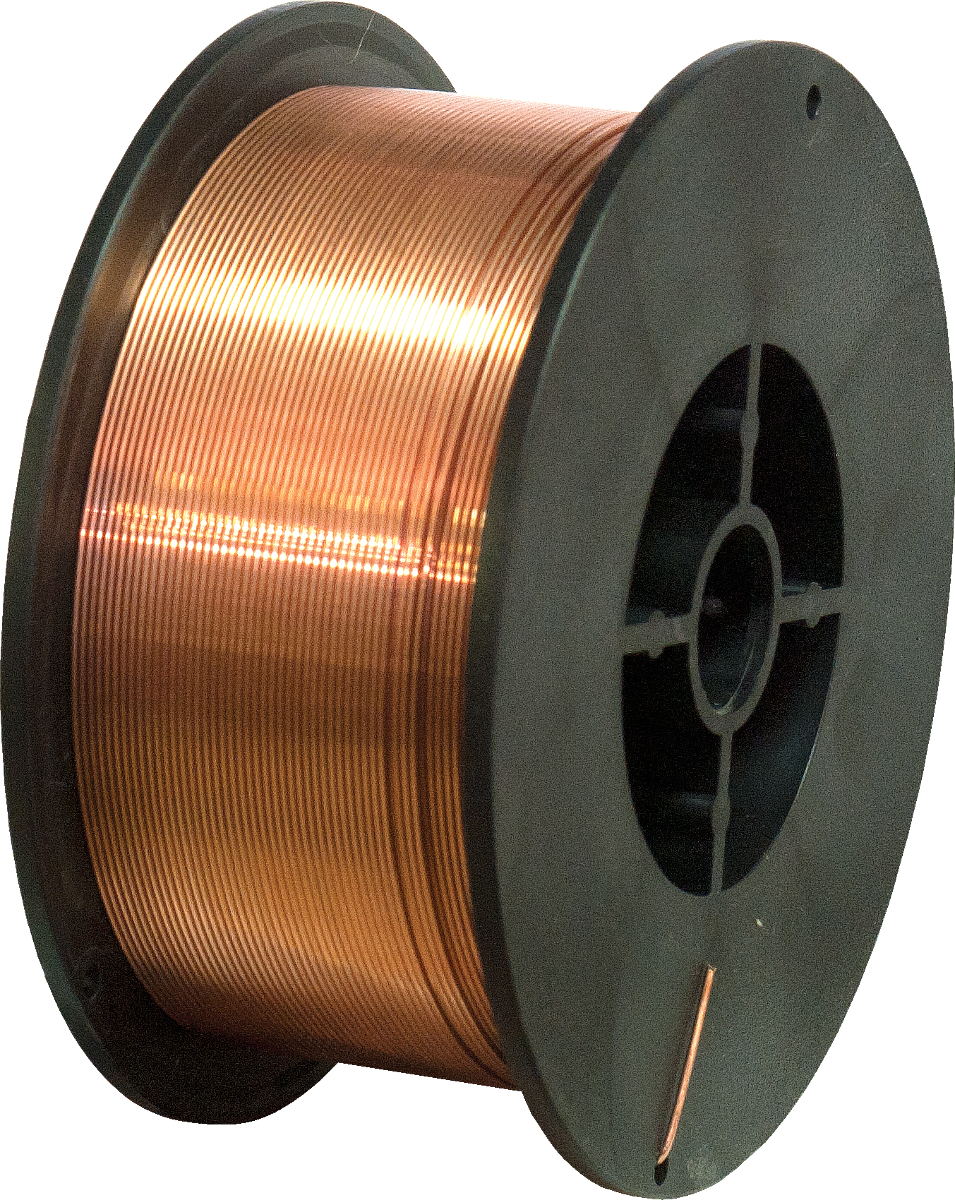 Выбор правильной сварочной проволоки очень важен, потому что использование неправильной проволоки приведет к ее возгоранию. Возгорание проволоки означает, что проволока «выгорает» до контактных концов ваших деталей. Помимо этого, вам также следует выбирать правильных поставщиков сварочной проволоки, чтобы иметь гарантию того, что покупаемый вами продукт является законным и качественным.
Выбор правильной сварочной проволоки очень важен, потому что использование неправильной проволоки приведет к ее возгоранию. Возгорание проволоки означает, что проволока «выгорает» до контактных концов ваших деталей. Помимо этого, вам также следует выбирать правильных поставщиков сварочной проволоки, чтобы иметь гарантию того, что покупаемый вами продукт является законным и качественным.
Сплошной провод GMAW
Этот тип проволоки предназначен для сварки металлов в среде защитного газа. Это лучшая проволока для работы с металлическими листами, поскольку с ее помощью можно получить гладкие и чистые сварные швы. Однако следует предостеречь: защитный газ нельзя подвергать воздействию ветра, поскольку это может привести к тому, что конечный продукт окажется нежелательным. Результат сварки зависит от химического состава этой проволоки и от того, какой защитный газ вы собираетесь использовать.
Сплошная проволока для GMAW также может использоваться для «струйной обработки листа», сварки в нестабильном положении и других функций после сварки.
Металлопорошковая проволока
Эта проволока, как и сплошная сварка GMAW, дает чистые сварные швы или требует минимальной очистки или вообще не требует ее. Он имеет почти такую же производительность, что и сплошной провод GMAW. Раньше это называлось порошковой проволокой, и это композитный электрод GMAW.
Порошковая проволока может использоваться для высокопрочных и низколегированных материалов. При использовании низколегированных материалов его металлические компоненты могут смешиваться с основным компонентом для достижения желаемых результатов. Как было сказано выше, перед покраской основного металла может потребоваться небольшая очистка.
Провод FCAW (газовый)
Эта проволока состоит из флюсов и раскислителей. Этими ингредиентами можно управлять, чтобы механические свойства наплавленного металла были хорошего качества. Он доступен для сварки в нерабочем и неуправляемом положении.
Из трех типов проволоки проволока FCAW может выдерживать более жесткие условия благодаря своему флюсу, который обеспечивает дополнительную защиту от атмосферных воздействий. Он также может «осаждать больше фунтов» по сравнению с твердосплавной проволокой GMAW или порошковой проволокой, за исключением тандемной GMAW (использует две цельные проволоки в сварочной ванне).Он используется в высокопрочных и низколегированных изделиях. Обратной стороной этой проволоки является очистка от шлака, оставшегося на сварном шве. Вы должны удалить это перед покраской.
Он также может «осаждать больше фунтов» по сравнению с твердосплавной проволокой GMAW или порошковой проволокой, за исключением тандемной GMAW (использует две цельные проволоки в сварочной ванне).Он используется в высокопрочных и низколегированных изделиях. Обратной стороной этой проволоки является очистка от шлака, оставшегося на сварном шве. Вы должны удалить это перед покраской.
Выбрать нужный тип сварочной проволоки легко, если вы знаете основы и свои требования. Также легко узнать, каких поставщиков сварочной проволоки искать, если вы сузили круг своих задач. Не забывайте следить за стабильностью, производительностью, производительностью и результатами при выборе сварочной проволоки, подходящей для ваших нужд.
Лучшая сварочная проволока MIG 2021
Сварочная проволока MIG играет огромную роль как в качестве, так и в простоте сварки.
Неправильная проволока вызывает проблемы с подачей, заклинивает пистолет и наносит ущерб вашим настройкам.
Если не удается сделать хорошие швы, 10 фунтов проволоки низкого качества – пустая трата денег. Не позволяйте этому случиться с вами. В конечном итоге плохой провод стоит больше, чем хороший провод.
Мы отсортировали рынок и нашли лучшие провода MIG, чтобы избавить вас от горя.
Чтобы сохранить равенство, мы рассмотрели проволоку из мягкой стали ER70S-6, которая на сегодняшний день является наиболее распространенной в отрасли.
Это все 10-фунтовые роллы. Доступны 2-фунтовые пушки. Все эти провода имеют размер 0,030. Цены аналогичны для проволоки размером 0,035.
Быстрое сравнение
| Товар | |||
|---|---|---|---|
| Изображение | Товар | Подробности | |
INEFIL ER70S-6 | Медное покрытие. Сделано в Италии с использованием новейших технологий Низкое разбрызгивание | ||
Линкольн SuperArc L-56 | Медное покрытие. Высшее качество Проволока подает надежно и горит постоянно | ||
YESWELDER ER70S-6 | Проволока из углеродистой стали калибра. Отлично подходит для строительных работ Хорошие отзывы пользователей | ||
Хобарт ER5356 | Алюминиевый провод калибра. Для сварки недрагоценных металлов серии 5000 Отличная производительность | ||
Харрис E70S6E5 | Медное покрытие. Проволока сварочная общего назначения для низкоуглеродистой стали. Подает плавно |
 030 провод
030 провод 030 провод
030 провод 030 “& .035”
030 “& .035” 030 и 0,035 ”
030 и 0,035 ” 030 провод
030 проводЛучшая сварочная проволока MIG с отзывами
Вот список некоторых из лучших проводов MIG, которые мы нашли:
 030 MIG Wire”> 1.INEFIL ER70S-6 .030 Провод MIG
030 MIG Wire”> 1.INEFIL ER70S-6 .030 Провод MIG- Медное покрытие для облегчения подачи
- Проволока премиум-класса из высококачественной стали
- Управление процессами высоких технологий
- Раскислители марганца и кремния для грязной стали
- Сделано в Италии с 1950
Плюсы
- Известен низким уровнем разбрызгивания
- Отлично подходит для одно- или многопроходной сварки
- Проволока хорошо разматывается, не перекрещиваясь
- Постоянный диаметр
- Пользователи любят его бус и проникновение
Минусы
- Иногда сложно найти на складе
- Не соответствует стандартам US MilSpec
Обзор
Пользователи могут сказать много хорошего об INEFIL ER70S-6. Профессиональные сварщики хвалят отличную подачу, хорошее смачивание и превосходный внешний вид валика, что значительно сокращает трудозатраты на получение красивого изображения после завершения сварки. Сварщики хвалили эту проволоку за ее легкое покрытие из меди, которое защищает проволоку от ржавчины, смазывает подачу и не отслаивается, как более толстое покрытие.
Профессиональные сварщики хвалят отличную подачу, хорошее смачивание и превосходный внешний вид валика, что значительно сокращает трудозатраты на получение красивого изображения после завершения сварки. Сварщики хвалили эту проволоку за ее легкое покрытие из меди, которое защищает проволоку от ржавчины, смазывает подачу и не отслаивается, как более толстое покрытие.
Единственный недостаток провода Lincoln заключается в том, что провод Inefil производится в Европе по стандартам ЕС, а это означает, что если вы выполняете работу по государственному контракту, он не будет соответствовать стандартам Buy America.Тем не менее, это очень качественный провод, и если вам не нужно демонстрировать военный или другой сертификат безопасности или доказывать, что он произведен в Северной Америке, он, вероятно, будет работать так же, как любой другой провод на рынке, возможно, лучше.
Inefil оценивает этот провод как смесь 80 процентов аргона и 20 процентов CO2, но американский представитель Inefil говорит, что он также отлично работает с 75 процентами AR / 25 процентами CO2, что позволяет немного сэкономить на газовых баллонах.
2.Lincoln SuperArc L-56 .030 Сварочная проволока MIG
- Медное покрытие для лучшего качества корма
- Постоянный диаметр по всей катушке
- Высокое содержание марганца и кремния
- Работает с прокатной окалиной от средней до тяжелой
- Соответствует военным стандартам и стандартам судостроения
Плюсы
- Проволока премиум-класса Lincoln
- Химический контроль качества, без термических проб
- Соответствует стандартам США, превосходит классы ЕС
- Работы по методам короткого замыкания и распыления
- Превосходная смачиваемость
Минусы
- Дороже конкурентов
Обзор
Мы выбрали Lincoln SuperArc в качестве профессионального выбора, потому что это наиболее часто используемая проволока в сварочной промышленности для критически важных приложений. Когда работа должна соответствовать военным стандартам или требованиям судостроительного реестра Ллойда, Lincoln SuperArc – лучший выбор. Гоночные команды NASCAR, Formula 1 и NHRA используют проволоку Lincoln для изготовления каркасов безопасности, а также производители американских горок и аттракционов.
Когда работа должна соответствовать военным стандартам или требованиям судостроительного реестра Ллойда, Lincoln SuperArc – лучший выбор. Гоночные команды NASCAR, Formula 1 и NHRA используют проволоку Lincoln для изготовления каркасов безопасности, а также производители американских горок и аттракционов.
Чем отличается этот провод? Дело не в том, что оно действительно лучшего качества. Разница заключается в уровне мониторинга процесса, обеспечивающем соответствие чрезвычайно строгим стандартам, подобным этим.
Для таких задач, как установка стиральных машин или петель для ворот, нет ничего страшного, если ваш провод не соответствует стандартам Buy America или не соответствует стандартам Lloyd’s Registry по прочности на разрыв.
Однако, если вы выполняете сварку дышла прицепа, компонентов подвески или строите каркас безопасности, вам может быть полезно знать, что этот провод сертифицирован и проверен для приложений, в которых безопасность является главным приоритетом.
Многие профессионалы также считают, что эта проволока обеспечивает лучшую подачу проволоки и позволяет им максимально использовать свои с трудом заработанные навыки.
3.YESWELDER ER70S-6 .035 Сварочная проволока MIG для низкоуглеродистой стали
- Медное покрытие хорошо питается
- Высокое содержание марганца и кремния
- Создан для работы на 100% CO2
- Хорошо подходит для стали со слабой ржавчиной или окалиной.
- Доступен в формате.030 “и .035”

Плюсы
- Пользователи хвалят качество кормов
- Хороший контроль брызг
- Сварка хорошо с хорошим проваром
- Стабильное качество благодаря катушке
Минусы
- Источники происхождения из Гонконга не соответствуют требованиям правительства ЕС / США
Обзор
Боулдер, штат Колорадо, YesWelder завоевывает популярность среди американских сварщиков благодаря сварочным аппаратам и оборудованию из Гонконга. Первоначально являясь поставщиком продукции сторонних производителей, в 2018 году она была продана и начала напрямую закупать свои шлемы и сварочные аппараты из Гонконга. Недавно компания YesWelder начала предлагать расходные материалы и получила хорошие отзывы от сварщиков из США за качество своей сварочной проволоки MIG.
Первоначально являясь поставщиком продукции сторонних производителей, в 2018 году она была продана и начала напрямую закупать свои шлемы и сварочные аппараты из Гонконга. Недавно компания YesWelder начала предлагать расходные материалы и получила хорошие отзывы от сварщиков из США за качество своей сварочной проволоки MIG.
Эта проволока имеет репутацию хорошо подающей. Тонкое медное покрытие защищает проволоку от ржавчины и способствует плавной подаче через футеровку горелки. Пользователи часто отмечают стабильное качество всей катушки, сварку, а также более дорогие американские бренды.
Если вам не нужно соответствовать военным, правительственным, гоночным или морским требованиям для сертифицированных процессов, проволока YesWelder, вероятно, подойдет для всего, что вам нужно сделать со сварочным аппаратом MIG.
Мы не обнаружили сообщений о проблемах с разбрызгиванием, раздавливании проволоки или несоответствии диаметра по длине катушки. Пользователи сообщают о большом проваре и хорошей прочности сварных швов, а также о хорошем качестве материала. Yeswelder имеет хорошие оценки покупателей за обслуживание клиентов.
Yeswelder имеет хорошие оценки покупателей за обслуживание клиентов.
4. Hobart ER5356 .030 Алюминиевый провод MIG
- Отличная коррозионная стойкость для соленой воды
- 30-дневная гарантия
- Высокая прочность на сдвиг
- 5356 сплав для алюминия серии 5000
- Использует 100-процентный аргон в качестве защитного газа
Плюсы
- Пользователи сообщают, что хорошо кормит
- Чистая и прочная сварка
- Хорошее смачивание
- Меньшая склонность к растрескиванию сварных швов
- Блестящая поверхность требует меньшего количества очистки
Минусы
- Алюминий принимает тефлоновую футеровку и газ аргон
Обзор
Мы решили, что было бы целесообразно включить по крайней мере один вариант алюминиевой проволоки для тех, кто хочет сваривать алюминий, но находит недостаточную информацию.
Это едва ли не лучший алюминиевый провод. Когда дело доходит до сварки алюминия, большинство профессионалов предпочитают проволоку Хобарта. Алюминиевая проволока Hobart широко используется при сварке на море, поскольку она очень устойчива к коррозии в соленой воде.
Данная проволока изготовлена из сплава 5356, наиболее универсального для сварки алюминия серии 5000. Что-то с меньшим содержанием кремния может обеспечить лучшее смачивание для более красивых бусинок, но 5356 имеет отличную прочность на сдвиг для таких предметов, как бамперы грузовиков и ящики для инструментов.
Если вы используете 6015, используйте проволоку 4043 для получения отличных результатов на высокопрочных элементах, таких как рули мотоциклов, вышки для лыжных лодок и другие подобные приложения.
Вы не хотите химически загрязнять алюминиевое оборудование медным покрытием из стальной проволоки, поэтому вам нужно заменить гильзу в проводе резака и использовать пистолет для катушки, чтобы сократить расстояние между электродами. Замените наконечник резака и экран, чтобы очистить предметы. Используйте отдельные зажимы, щетки и другие инструменты.
Замените наконечник резака и экран, чтобы очистить предметы. Используйте отдельные зажимы, щетки и другие инструменты.
5.Harris E70S6E5 .030 Сварочная проволока MIG
- Медное покрытие для хорошего питания
- Разработан для работы на 100% CO2
- Марганец и кремний облегчают загрязнение стали
- 11 фунтов по цене 10 фунтов
- Предназначен для уменьшения разбрызгивания
Плюсы
- Пользователи говорят, что он сваривает, как известные
- Harris принадлежит Lincoln Electric
- Покупатели сообщают, что подает плавно
- Дополнительный фунт по отличной цене
Минусы
- Сделано в Китае, не соответствует стандартам правительства США или ЕС
Обзор
Harris – это бренд Lincoln Electric, предполагающий, что качество должно быть хорошим, потому что Lincoln имеет репутацию лидера в отрасли, о которой следует беспокоиться.
Однако, если вам нужно соответствовать правительственным или военным стандартам США или Европы, он не подходит, потому что произведен в Китае. То же самое справедливо и при сварке на морских судах, инспектируемых Регистром Ллойда.
Нельзя сказать, что сама проволока низкого качества, просто она не сертифицирована на соответствие определенным законодательно установленным стандартам контроля. Это одна из причин, по которой он дешевле, чем тщательно проверенные провода в дорогих ценах.
Пользователи сообщают о хороших результатах как при сварке, так и при подаче этой проволоки.Многие сварщики очень довольны его низким уровнем разбрызгивания, особенно при более низких настройках тока со 100% CO2 по сравнению со смесью 75% аргона / 25% CO2.
Этот провод действительно соответствует стандартам AWS для количества раскисляющих соединений кремния и марганца ER70S-6. Пользователи сообщают об отличных результатах при таких загрязнениях, как легкая ржавчина или средняя прокатная окалина.
Это хорошая недорогая альтернатива для ремонта таких вещей, как заборы, кронштейны двигателя и механизмы.
Сварочные электроды, сварочная проволока – EWM AG
Типы проволочных электродов
Проволочные электроды для сварки MIG / MAG нелегированных сталей и мелкозернистых сталей стандартизированы в стандарте DIN EN 440.Стандарт классифицирует 11 типов сварочной проволоки согласно их химическому анализу. Однако он также содержит типы сварочной проволоки, которые распространены только в других европейских странах. Для нелегированных сталей в Германии в сколько-нибудь значительной степени используются только марки G2Si1, G3Si1 и G4Si1. Они содержат возрастающие количества кремния и марганца в указанном выше порядке, в среднем от 0,65 до 0,9% кремния и от 1,10 до 1,75% марганца. Для мелкозернистых сталей также используются марки G4Mo, G3Ni1 и G3Ni2.Электроды с порошковой проволокой для сварки этих сталей содержатся в стандарте DIN EN 758. В зависимости от состава присадки различают типы рутила, основные типы и типы металлического порошка. В дополнение к порошковой проволоке для сварки MIG / MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без дополнительного добавления защитного газа. Их часто используют для наплавки швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12071.Проволочные электроды варьируются от единственной версии из молибденового сплава до проволоки с 1, 2,5, 5 и 9% хрома до проволочного электрода с 12% хрома. Молибден, ванадий и вольфрам входят в состав других элементов сплава. Электроды из порошковой проволоки с содержанием хрома до 5%. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы DIN EN 12072; Электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12073.
Для мелкозернистых сталей также используются марки G4Mo, G3Ni1 и G3Ni2.Электроды с порошковой проволокой для сварки этих сталей содержатся в стандарте DIN EN 758. В зависимости от состава присадки различают типы рутила, основные типы и типы металлического порошка. В дополнение к порошковой проволоке для сварки MIG / MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без дополнительного добавления защитного газа. Их часто используют для наплавки швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12071.Проволочные электроды варьируются от единственной версии из молибденового сплава до проволоки с 1, 2,5, 5 и 9% хрома до проволочного электрода с 12% хрома. Молибден, ванадий и вольфрам входят в состав других элементов сплава. Электроды из порошковой проволоки с содержанием хрома до 5%. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы DIN EN 12072; Электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12073. Стандарты классифицируют добавки для мартенситных / ферритно-хромистых сталей, ферритных / аустенитных сталей и полностью аустенитных высококоррозийных сталей, а также специальных типов и жаростойких типов.
Стандарты классифицируют добавки для мартенситных / ферритно-хромистых сталей, ферритных / аустенитных сталей и полностью аустенитных высококоррозийных сталей, а также специальных типов и жаростойких типов.
Материалы для сварки MIG / MAG
Стали нелегированные и низколегированные
Нелегированные и низколегированные стали сваривают с использованием смеси газов M1, M2, M3 или с использованием чистого диоксида углерода. Однако из-за меньшего образования брызг, особенно в верхнем диапазоне мощности, в Германии преобладают смешанные газы. Эти стали обычно легко сваривать с использованием процесса MAG. Высокоуглеродистые марки, такие как E 360, с прим. 0,45% C являются исключением из этого правила. Из-за высокой проникающей способности процесса плавления металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это можно исправить всеми мерами, которые уменьшают проникновение плавления и, следовательно, разбавление. Это включает в себя низкую силу тока и сварку металлов шва, движущихся вперед – Осторожно: риск дефектов плавления. В нелегированных и низколегированных сталях поры образуются в первую очередь за счет азота. Это может быть связано с разбавлением при сварке сталей с высоким содержанием азота, например азотирование стали. Однако азот обычно абсорбируется из воздуха в результате неполного колпака защитного газа. Надежная защита от этого гарантируется, если задано правильное количество защитного газа и турбулентность в потоке защитного газа, e.грамм. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Диоксид углерода как защитный газ менее чувствителен к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Это включает в себя низкую силу тока и сварку металлов шва, движущихся вперед – Осторожно: риск дефектов плавления. В нелегированных и низколегированных сталях поры образуются в первую очередь за счет азота. Это может быть связано с разбавлением при сварке сталей с высоким содержанием азота, например азотирование стали. Однако азот обычно абсорбируется из воздуха в результате неполного колпака защитного газа. Надежная защита от этого гарантируется, если задано правильное количество защитного газа и турбулентность в потоке защитного газа, e.грамм. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Диоксид углерода как защитный газ менее чувствителен к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Стали высоколегированные и сплавы на основе никеля
В принципе, эта группа материалов также хорошо сваривается с использованием процесса MIG / MAG. В качестве защитных газов для высоколегированных сталей используются смеси аргона и кислорода с содержанием кислорода 1-5% (M1. 1) или аргона с содержанием CO2 до 2,5% (M1.2). Существенным недостатком при сварке коррозионно-стойких сталей являются оксидные пленки, которые остаются на шве и рядом с ним после сварки. Эти корки необходимо удалить щеткой, травлением или струйной очисткой перед использованием компонента в работе, поскольку они снижают коррозионную стойкость металла. Объем работ по очистке сварных швов MAG больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах.Таким образом, часть экономических преимуществ частично механизированной сварки может быть потеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие CO2, в этом отношении более предпочтительны, чем газы, содержащие O2. В результате они все чаще используются. Однако содержание диоксида углерода в защитном газе не должно быть слишком высоким, так как газ, разлагающийся в дуге, вызывает карбонизацию металла шва, что, в свою очередь, снижает коррозионную стойкость.
1) или аргона с содержанием CO2 до 2,5% (M1.2). Существенным недостатком при сварке коррозионно-стойких сталей являются оксидные пленки, которые остаются на шве и рядом с ним после сварки. Эти корки необходимо удалить щеткой, травлением или струйной очисткой перед использованием компонента в работе, поскольку они снижают коррозионную стойкость металла. Объем работ по очистке сварных швов MAG больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах.Таким образом, часть экономических преимуществ частично механизированной сварки может быть потеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие CO2, в этом отношении более предпочтительны, чем газы, содержащие O2. В результате они все чаще используются. Однако содержание диоксида углерода в защитном газе не должно быть слишком высоким, так как газ, разлагающийся в дуге, вызывает карбонизацию металла шва, что, в свою очередь, снижает коррозионную стойкость. Таким образом, допустимое содержание CO2 ограничено макс.5%. При сварке коррозионно-стойких сталей необходимо избегать перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Поэтому необходимо проверить подвод тепла, и может потребоваться дать заготовке остыть, включая перерывы на охлаждение во время работы. Для материалов из всех групп аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, несколько процентов водорода также можно добавить в аргон для повышения производительности (увеличения скорости сварки).Однако содержание h3 не должно превышать 7% из-за риска образования пор. Однако дуплексные стали с двухфазной структурой аустенита и феррита более склонны к образованию водородных трещин. Сплавы на основе никеля обычно сваривают методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов низкие уровни добавок водорода могут снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Таким образом, допустимое содержание CO2 ограничено макс.5%. При сварке коррозионно-стойких сталей необходимо избегать перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Поэтому необходимо проверить подвод тепла, и может потребоваться дать заготовке остыть, включая перерывы на охлаждение во время работы. Для материалов из всех групп аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, несколько процентов водорода также можно добавить в аргон для повышения производительности (увеличения скорости сварки).Однако содержание h3 не должно превышать 7% из-за риска образования пор. Однако дуплексные стали с двухфазной структурой аустенита и феррита более склонны к образованию водородных трещин. Сплавы на основе никеля обычно сваривают методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов низкие уровни добавок водорода могут снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Алюминий и алюминиевые сплавы
Алюминиевые материалы обычно свариваются методом MIG.В качестве защитного газа обычно используется аргон. Поскольку алюминий имеет высокий уровень теплопроводности, добавление гелия здесь особенно полезно. Как упоминалось ранее, гелий улучшает теплопроводность и удержание тепла в атмосфере защитного газа. Это дает более глубокое и широкое проплавление. Если это более глубокое проплавление не требуется, например при сварке более тонких листов сварка может выполняться быстрее с той же формой проплавления. Более толстые секции алюминия необходимо предварительно нагревать из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но также снижает склонность к образованию пор, поскольку у металла шва больше времени для выхода газа во время процесса охрупчивания. При использовании защитных газов, содержащих гелий – стандартные уровни содержания составляют 25 или 50% – предварительный нагрев может быть уменьшен или может не потребоваться вообще в случае меньшей толщины стенки. Это частично компенсирует более высокую стоимость газов, содержащих гелий. При сварке MIG нет проблем с удалением тугоплавкого оксида на ванне, поскольку положительный полюс находится на электроде (катодная очистка).Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой с помощью соскабливания или чистки щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород – единственная причина образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости для водорода, однако в твердом состоянии этот газ плохо растворяется в металле. Если поры не должны образовываться, то водород, абсорбированный во время сварки, должен покинуть металл шва до того, как начнется процесс охрупчивания.Это не всегда возможно, особенно при более толстом сечении. В случае большей толщины стенок полностью беспористые швы не могут быть получены с использованием алюминиевых материалов. О положительном эффекте предварительного подогрева упоминалось ранее.
Это частично компенсирует более высокую стоимость газов, содержащих гелий. При сварке MIG нет проблем с удалением тугоплавкого оксида на ванне, поскольку положительный полюс находится на электроде (катодная очистка).Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой с помощью соскабливания или чистки щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород – единственная причина образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости для водорода, однако в твердом состоянии этот газ плохо растворяется в металле. Если поры не должны образовываться, то водород, абсорбированный во время сварки, должен покинуть металл шва до того, как начнется процесс охрупчивания.Это не всегда возможно, особенно при более толстом сечении. В случае большей толщины стенок полностью беспористые швы не могут быть получены с использованием алюминиевых материалов. О положительном эффекте предварительного подогрева упоминалось ранее. При содержании Si около 1% или Mg около 2% сплавы AlMg и AlSi имеют тенденцию к образованию тепловых трещин во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды того же типа.
При содержании Si около 1% или Mg около 2% сплавы AlMg и AlSi имеют тенденцию к образованию тепловых трещин во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды того же типа.
Прочие материалы
Помимо ранее упомянутых материалов, только медь и медные сплавы в значительной степени свариваются методом MIG. Из-за своей высокой теплопроводности чистая медь требует относительно высокого уровня предварительного нагрева, чтобы избежать отсутствия плавления. Металл шва для бронзовой проволоки, например изготовленные из алюминиевой бронзы или оловянной бронзы, обладают хорошими скользящими свойствами. Поэтому он используется для наплавки поверхностей скольжения. В таких сварных швах на черных металлах глубина проплавления должна быть низкой за счет принятия соответствующих мер, поскольку железо имеет низкий уровень растворимости в меди.Он входит в металл шва в виде маленьких шариков и снижает эксплуатационные свойства. Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении. В качестве расходных материалов используются проволочные электроды из кремния или оловянной бронзы. Уровень испарения цинка снижается из-за низкой температуры плавления этих бронз. Создается меньше пор, а защита, обеспечиваемая цинковым покрытием, сохраняется вплоть до шва и на обратной стороне панелей.Здесь также по возможности не должно происходить проникновения плавления в стальной материал, но соединение должно выполняться исключительно за счет сил диффузии и адгезии, как при пайке. Это достигается за счет регулировки параметров сварки и использования специального положения горелки, чтобы дуга горела только в расплавленной сварочной ванне.
Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении. В качестве расходных материалов используются проволочные электроды из кремния или оловянной бронзы. Уровень испарения цинка снижается из-за низкой температуры плавления этих бронз. Создается меньше пор, а защита, обеспечиваемая цинковым покрытием, сохраняется вплоть до шва и на обратной стороне панелей.Здесь также по возможности не должно происходить проникновения плавления в стальной материал, но соединение должно выполняться исключительно за счет сил диффузии и адгезии, как при пайке. Это достигается за счет регулировки параметров сварки и использования специального положения горелки, чтобы дуга горела только в расплавленной сварочной ванне.
Цех проволочных электродов МИГ / МАГ
Скачать справочник по сварочным материалам
Как выполнять сварку с подачей проволоки
Сварщики используют разные методы сварки для разных типов сварных швов. У каждого сварщика свои предпочтения и разные методы. Для новичков в сварке сварка с подачей проволоки – самый простой в использовании и, следовательно, лучший метод. Продолжайте читать, чтобы узнать , как подавать проволоку на сварной шов .
У каждого сварщика свои предпочтения и разные методы. Для новичков в сварке сварка с подачей проволоки – самый простой в использовании и, следовательно, лучший метод. Продолжайте читать, чтобы узнать , как подавать проволоку на сварной шов .
Сварка с подачей проволоки аналогична сварке в среде инертного газа (MIG) и газовой мета-дуговой сварке (GMAW). MIG, GMAW или сварка с подачей проволоки соединяет металл за счет нагрева заготовки и непрерывно подаваемого присадочного металлического электрода с помощью электрической дуги.В этом процессе используется защитный газ для защиты металла шва от внешнего загрязнения окружающей среды.
Сварочная проволока с подачей проволоки Аппараты специально разработаны для мягкой сварки. В них используется полностью расходный электрод и они идеально подходят для соединения относительно мягких цветных металлов.
Сварка MIG может быть самой простой в использовании из всех, но она связана со сложными техническими аспектами, обеспечивающими продуктивность процесса. Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, устройство подачи проволоки и скорость.Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, устройство подачи проволоки и скорость.Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Как работает сварка с подачей проволоки?
Сварка с подачей проволоки В модели для создания сварных соединений используется проволока с непрерывной подачей. Вы вставляете проволочный электрод в машину с электрододержателем в форме пистолета. Как только вы нажмете на спусковой крючок, несколько вещей начнут происходить одновременно.
- Блок питания срабатывает, и ролики запускаются
- Дуга оживает
- Начинается подача защитного газа
- Ролики подачи проволоки
Непрерывно горящая дуга нагревает основной металл и одновременно плавит проволочный электрод.Два металла плавятся вместе, образуя сварное соединение. На протяжении всего процесса защитный газ защищает металлы от загрязнения окружающей среды.
Повышает производительность, поскольку устраняет необходимость останавливать процесс и заменять перегоревший электрод. Однако сварка с подачей проволоки требует навыков и техники, которыми вам необходимо овладеть, чтобы обеспечить идеальный сварной шов.
Основные правила при сварке с подачей проволоки
Любая сварка требует определенного уровня знаний и глубокого понимания технических аспектов процесса.Вот несколько важных правил, которые необходимо соблюдать при сварке с подачей проволоки:
Направление
При сварке вы либо толкаете, либо тянете. Стандартная практика использования маршрута проста. Если при сварке образуется шлак, нужно тащить или тянуть. Проще говоря, при ручной сварке или сварке порошковой проволокой вы направляете проволоку на себя. При сварке с подачей проволоки или сварке MIG вы проталкиваете проволоку.
В технике толчка вы отталкиваете пистолет от сварочной ванны.Поскольку сила дуги направлена от сварочной ванны, направление проталкивания обеспечивает меньшее проплавление и плоский широкий валик. Это также называется техникой форхенда. Он обеспечивает лучший обзор соединения и позволяет лучше направлять проволоку в соединение.
Это также называется техникой форхенда. Он обеспечивает лучший обзор соединения и позволяет лучше направлять проволоку в соединение.
В технике вытягивания или перетаскивания / наотмашь пистолет направляют назад в сварочную ванну, а затем оттягивают от наплавленного металла. Он обеспечивает более глубокое проникновение и узкий валик, что приводит к более высокому уровню отложений или отложений металла.
При сварке MIG можно использовать как выталкивающую, так и вытягивающую технику.
Рабочий угол
Рабочий угол зависит от металла и соединения. Это зависит от металла, толщины металла и типа соединения. Есть четыре важных положения сварного шва:
- Квартира
- Вертикальный
- горизонтальный
- Накладные расходы
Плоское положение: В горизонтальном положении вид соединения играет жизненно важную роль в определении рабочего угла.
Для стыковых соединений идеальный угол между пистолетом и заготовкой составляет 90 градусов. Направьте присадочный металл прямо в шов. Отрегулируйте угол хода от 5 до 15 градусов и поддерживайте его на протяжении всей процедуры. Чтобы избежать поднутрения и полностью заполнить широкий зазор, можно перемещаться по стыку вперед и назад.
Направьте присадочный металл прямо в шов. Отрегулируйте угол хода от 5 до 15 градусов и поддерживайте его на протяжении всей процедуры. Чтобы избежать поднутрения и полностью заполнить широкий зазор, можно перемещаться по стыку вперед и назад.
При сварке тройника сохраняйте угол 45 градусов между проволокой и заготовкой. Для Т-образного соединения сварщику необходимо использовать свой опыт и при необходимости изменять угол, особенно при выполнении нескольких проходов. Изменение угла помогает избежать неравномерного образования сварных швов, а также позволяет избежать подрезов.
Для соединения внахлесткутребуется рабочий угол от 60 до 70 градусов. Вам нужно отрегулировать угол в соответствии с толщиной металла – чем толще металл, тем больше угол.
Горизонтальное положение: При сварке в горизонтальном положении необходимо учитывать влияние силы тяжести. При необходимости рабочий угол регулируется от 0 до 15 градусов. Сварщик настраивается так, чтобы присадочный металл не провисал или не скатывался к дну сварного шва.
Сварщик также должен использовать комбинацию выталкивания и вытягивания, чтобы обеспечить ровный и гладкий шов.Угол перемещения остается неизменным, несмотря на изменение направления и рабочего угла.
Вертикальное положение : Для сварки в вертикальном положении предварительная настройка имеет большое значение. Рабочий угол будет зависеть от множества факторов. Однако угол перемещения для вертикально расположенных сварных швов должен составлять от 5 до 15 градусов от перпендикулярного положения. Что касается угла, сварщику необходимо использовать технику плетения, чтобы контролировать размер и форму сварного шва.Он также контролирует охлаждающий эффект сварочной ванны.
Положение над головой: Сварные швы над головой обрабатывать сложнее. Для таких сварных швов нет определенного рабочего угла. Насколько хорошо сварщик справится с такой работой, зависит от его опыта. Не все начинают как профессионалы, но всегда есть место для проб и ошибок. Вы можете потренироваться на практических листах, прежде чем приступить к работе со сварным швом.
Вы можете потренироваться на практических листах, прежде чем приступить к работе со сварным швом.
Угол хода
Угол перемещения – это угол между пистолетом и сварным швом в плоскости, когда он размещен параллельно направлению движения.В нормальных условиях сварки сварщики поддерживают угол хода от 5 до 15 градусов. Они производят наименьшее количество брызг, обладают повышенной стабильностью дуги и более высоким уровнем проплавления. Углы от 20 до 25 градусов снижают производительность, так как они создают больше брызг и меньше провара сварного шва.
Выбор провода
Выбрать тип провода относительно просто. При сварке с подачей проволоки чаще всего используются две проволоки.
- ER70S-3
- ER70S-6
Первая – это хорошая универсальная проволока для универсальной сварки, а вторая идеально подходит для обработки грязной или ржавой стали.ER70S-6 подходит для ремонтных или ремонтных сварных швов, так как он лучше всего работает в ситуациях, когда для работы требуется больше раскислителей.
При сварке толстых металлов при более высоких температурах используйте проволоку 0,035 дюйма или 0,045 дюйма в зависимости от использования и диапазона мощности сварщика.
Провод 0,030 дюйма – отличный универсальный выбор. Однако мы рекомендуем вам использовать проволоку 0,035 дюйма для листов средней толщины, а также в домашних условиях и в автоспорте.
На более тонких листах 0.023-дюймовый провод работает лучше всего. Это помогает контролировать поступление тепла и снижает вероятность ожога.
Выбор газа
Выбор защитного газа играет решающую роль в производстве высококачественных сварных швов. Использование неправильного газа может не только создать пористый сварной шов, но также может привести к образованию вредных паров, которые могут быть токсичными.
Комбинация 75% аргона и 25% двуокиси углерода – лучший универсальный защитный газ для всех углеродистых сталей. Он образует минимальное количество брызг, исключает вероятность прожога на более тонких металлических листах и обеспечивает наилучший внешний вид борта.
Вы также можете использовать 100% CO2, и хотя это работает замечательно, при этом образуется значительное количество брызг, а также образуются более грубые шарики.
Длина провода
Длина проволоки, выходящей из горелки, играет решающую роль в поддержании стабильности дуги. Сварщики обычно оставляют 3/8 и дюйма на выходе из сварочного аппарата. Если больше этого времени, дуга будет издавать шипящие звуки, как при жарке бекона.
Советы и хитрости
Сварка – относительно сложная техника для освоения.Знание некоторых конкретных техник может помочь вам изучить искусство.
При сварке листового металла лучше всего использовать проволоку диаметром 0,9 мм. Вы также можете приобрести проволоку диаметром от 0,7 мм до 4 мм, в зависимости от толщины и сварного шва. Поскольку диаметр и выбор проволоки напрямую влияют на качество сварного шва, вы должны выбрать правильную проволоку.
Выбор идеального материала проволоки не менее важен. Большинство электродов имеют раскисляющие слои, которые защищают основной металл от загрязнения и помогают улучшить качество сварки.
Большинство электродов имеют раскисляющие слои, которые защищают основной металл от загрязнения и помогают улучшить качество сварки.
Используйте аргон с высоким содержанием аргона при выборе защитного газа. Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной окружающей среды. Правильный выбор защитного газа также важен, поскольку он напрямую влияет на уровень производительности процесса.
Сварщикииспользуют постоянный ток для создания идеального сочетания проволоки и напряжения. Постоянный ток повышает производительность.
Практикуйте процедуру заранее, чтобы знать, как отрегулировать настройку температуры к концу процедуры.Своевременное снижение температуры имеет решающее значение для обеспечения полного и своевременного охлаждения металла шва для образования идеально гладкого сварного шва.
Используйте соответствующее защитное оборудование.
Защитное оборудование
При сварке с подачей проволоки убедитесь, что на вас надеты соответствующие средства защиты. Сварка MIG – это деликатный процесс, поскольку в некоторых случаях он приводит к образованию вредного дыма. Также повышается вероятность радиационных ожогов и поражения электрическим током. Для защиты вам понадобится:
Сварка MIG – это деликатный процесс, поскольку в некоторых случаях он приводит к образованию вредного дыма. Также повышается вероятность радиационных ожогов и поражения электрическим током. Для защиты вам понадобится:
- Комбинезон огнестойкий
- Сапоги защитные
- Кожаные рукавицы
- Сварочная маска с подачей воздуха
Вы должны быть защищены от возможных возгораний огнестойкой спецодеждой.Электрическая дуга при сварке с подачей проволоки не всегда стабильна. Первоначально, когда вы пытаетесь проверить настройки напряжения и силы тока, дуга может раскачиваться и навредить сварщику. В такой ситуации, если одежда сварщиков негорючая, они могут загореться.
СваркаMIG также выделяет много тепла, что может привести к сильным ожогам. Огнестойкая одежда пригодится для защиты от тепла, выделяемого во время процесса. Для дополнительной безопасности сварщик также должен носить кожаные рукавицы.
Кожаные рукавицы обеспечивают лучшую защиту по сравнению с перчатками. Они закрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и потенциально могут вызвать серьезные ожоги сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Они закрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и потенциально могут вызвать серьезные ожоги сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Защитная обувь – еще одно важное средство защиты. При сварке в вертикальном или верхнем положении небольшая или две капли металла шва могут упасть на землю под действием силы тяжести.В таких ситуациях возможность падения расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить утвержденную защитную обувь.
Наконец, но самое главное, вам необходимо надеть соответствующий сварочный шлем. Сварочная маска выполняет две основные функции.
- Защищает глаза
- Обеспечивает безопасную дыхательную систему
Все виды дуговой сварки производят невероятно яркий свет. Близость дуги и сварщика создает реальную угрозу безопасности. Глядя на дугу невооруженным глазом, вы можете нанести непоправимый урон сетчатке. Каска с автоматическим затемнением не только защищает глаза, но и облегчает сварщику процесс.
Глядя на дугу невооруженным глазом, вы можете нанести непоправимый урон сетчатке. Каска с автоматическим затемнением не только защищает глаза, но и облегчает сварщику процесс.
Помимо линз с автоматическим затемнением, каска также должна иметь систему вентиляции с подачей воздуха, чтобы сварщик не мог вдыхать токсичные пары. Сварщик также должен учитывать зону своего дыхания и сохранять разумное расстояние от заготовки.
При использовании вытяжного устройства убедитесь, что вы устанавливаете сопло в правильном направлении, чтобы пары не выдувались вам в лицо.Вместо этого направьте экстрактор как можно дальше от зоны дыхания.
Перед началом процедуры сварки:
- Убедитесь, что вы знаете обо всех опасностях, связанных с процессом
- Всегда проверяйте свой шлем и другие средства индивидуальной защиты, чтобы убедиться, что они соответствуют требованиям процедуры сварки.
- Изучите оборудование и убедитесь, что вы знаете, как оно работает
- Перед началом сварки установите местное оборудование для вытяжной вентиляции и дыхания.
- Не забудьте передать информацию своим коллегам.

Связанные вопросы
В чем разница между сварочным аппаратом MIG и аппаратом для подачи проволоки?
Сварщик MIG – это прежде всего то же самое, что и сварка с подачей проволоки.При сварке MIG в горелку вставляется присадочная металлическая проволока. Металлическая проволока катится вперед через ролики, установленные в оборудовании, и нагревается до плавления и образования сварного шва.
В чем разница между сварщиком TIG и сварщиком MIG?
При сварке MIG и TIG используется дуга. Единственная разница между ними – в способе использования дуги. Сварщик MIG использует подающую проволоку, которая проходит через горелку и создает искру. Он нагревается и плавится, образуя сварной шов.
При сваркеTIG вместо металлической проволоки используются длинные металлические стержни.
Что такое сварка MIG?
MIG – это сварка металла в инертном газе. В нем используется электрическая дуга в сочетании со сплошным проволочным электродом. Дуга нагревает проволоку, которая плавится, заполняя сварные швы. Дуга также нагревает основной металл, чтобы обеспечить прочное соединение присадочного металла и заготовки. Полное название GMAW – это газовая дуговая сварка металлическим электродом, также известная как сварка с подачей проволоки.
Дуга нагревает проволоку, которая плавится, заполняя сварные швы. Дуга также нагревает основной металл, чтобы обеспечить прочное соединение присадочного металла и заготовки. Полное название GMAW – это газовая дуговая сварка металлическим электродом, также известная как сварка с подачей проволоки.
В этом процессе также используется защитный газ, чтобы гарантировать, что металл не вступает в реакцию с газами в атмосфере, особенно с кислородом и азотом.
Для чего используется сварка MIG или сварка с подачей проволоки?
Любители, фермеры, владельцы ранчо и сварщики-любители используют сварку MIG, поскольку она относительно удобна в использовании. Некоторые даже говорят, что это похоже на использование клеевого пистолета. Хотя это не совсем так, этот процесс сравнительно проще, чем другие виды сварки.
Сварка с подачей проволоки подходит практически для всех ремонтных швов на материалах размером от 24 до 0,5 дюйма. Однако он не очень хорошо борется с ржавчиной, маслом и грязью, поэтому обязательно очистите и подготовьте рабочую поверхность заранее, чтобы обеспечить наилучшее качество сварки.
Как подавать проволоку в переносном MIG-аппарате?
Переносное оборудование для сварки MIG значительно упрощает сварочные работы. Компактный механизм перемещается к месту работы, значительно сокращая транспортные расходы и время. Однако использование портативного устройства может быть непростым. Вот короткое видео о том, как подавать проволоку в портативном сварочном аппарате с подачей проволоки .
Подобные сообщения:
Рыноксварочной проволоки вырастет в среднем на 5,4%; Сегмент инертного газа для металла будет способствовать процессу роста, говорится в сообщении Fortune Business Insights
Пуна, 4 июня 2020 г. (GLOBE NEWSWIRE) – Увеличение инвестиций в НИОКР для разработки передовых технологий сварки является ключевым фактором, определяющим мировой рынок сварочной проволоки, говорится в сообщении. Fortune Business Insights в отчете под названием « Рынок сварочной проволоки Размер, доля и отраслевой анализ, по типу (проволока с металлическим инертным газом (MIG), проволока с вольфрамовым инертным газом (TIG) и другие), по отраслям (Автомобилестроение, строительство, нефть и газ и другие) и региональный прогноз на 2019-2026 годы. Объем мирового рынка сварочной проволоки был оценен в 9 678,4 миллиона долларов США в 2018 году ожидается, что к 2026 году он достигнет 14 636,7 миллиона долларов США , при этом среднегодовой темп роста составит 5,4%.
Объем мирового рынка сварочной проволоки был оценен в 9 678,4 миллиона долларов США в 2018 году ожидается, что к 2026 году он достигнет 14 636,7 миллиона долларов США , при этом среднегодовой темп роста составит 5,4%.
Согласно отчету, рынок сварочной проволоки по отраслям промышленности сегментирован на автомобильную, строительную, нефтегазовую и другие отрасли. Ожидается, что в ближайшем будущем строительный сегмент продемонстрирует высокий рост на 85% до 8 триллионов долларов США благодаря инновационным продуктам и технологическим возможностям в строительном секторе.Тенденции на рынке сварочной проволоки включают появление дронов, 3D-сканирование и печать, дополненную реальность, информационное моделирование зданий (BIM). Кроме того, строительная отрасль растет быстрыми темпами: 6% мирового ВВП и почти 8% ВВП приходится на развивающиеся страны, такие как Индия, что ведет к росту судостроения, трубостроения и других.
Получить образец брошюры в формате PDF: https://www.fortunebusinessinsights.com/enquiry/sample/welding-wires-market-101597
Появление COVID-19 остановило мир.Мы понимаем, что кризис в области здравоохранения оказал беспрецедентное влияние на предприятия во всех отраслях. Однако это тоже пройдет. Растущая поддержка со стороны правительств и нескольких компаний может помочь в борьбе с этой очень заразной болезнью. Есть отрасли, которые борются, а некоторые процветают. В целом ожидается, что пандемия затронет почти каждый сектор.
Мы прилагаем постоянные усилия, чтобы помочь вашему бизнесу поддерживать и развиваться во время пандемии COVID-19.Основываясь на нашем опыте и знаниях, мы предложим вам анализ воздействия вспышки коронавируса в различных отраслях, чтобы помочь вам подготовиться к будущему.
Нажмите здесь, чтобы узнать о краткосрочном и долгосрочном влиянии COVID-19 на этот рынок.
Посетите: https://www. fortunebusinessinsights.com/industry-reports/welding-wires-market-101597
В отчете дается исчерпывающий обзор различных аспектов рынка сварочной проволоки, а именно , факторы роста, препятствия, известные участники рынка и ключевые события в отрасли.Кроме того, он представляет точные рыночные цифры, размер и объем. Наряду с этим, он предоставляет обширные данные, относящиеся к ведущим сегментам рынка.
Рост инвестиций в электроэнергетику будет способствовать росту
Ожидается, что развитие новых источников энергии, таких как интеллектуальные сети, цифровая трансформация, распределенная генерация и широкий спектр технологий взаимодействия с клиентами, поможет сектору коммунальных услуг. Это, в свою очередь, увеличит долю рынка сварочной проволоки.Растущее улучшение показателей ветряных, солнечных источников энергии и сетевых технологий создаст возможности для прибыльного роста доходов рынка сварочной проволоки. По данным Управления международной торговли, Саудовской Аравии необходимо увеличить свои генерирующие мощности с 82 ГВт в 2017 году до 160 ГВт в 2040 году. Ожидается, что государственные компании Саудовской Аравии будут вкладывать значительные средства в развитие новых проектов наряду с заменой традиционных электростанций. . Например, правительство будет ежегодно инвестировать около 5 миллионов долларов США в производство электроэнергии и 4 миллиона долларов США в инфраструктуру T&D.
По данным Управления международной торговли, Саудовской Аравии необходимо увеличить свои генерирующие мощности с 82 ГВт в 2017 году до 160 ГВт в 2040 году. Ожидается, что государственные компании Саудовской Аравии будут вкладывать значительные средства в развитие новых проектов наряду с заменой традиционных электростанций. . Например, правительство будет ежегодно инвестировать около 5 миллионов долларов США в производство электроэнергии и 4 миллиона долларов США в инфраструктуру T&D.
Обратитесь к аналитику: https://www.fortunebusinessinsights.com/enquiry/speak-to-analyst/welding-wires-market-101597
Металлический инертный газ (MIG) Wire для удержания акций Lion’s
Рынок сварочной проволоки по типу делится на металлическую проволоку в среде инертного газа (MIG), проволоку в среде инертного газа из вольфрама (TIG) и другие. Ожидается, что сегмент проволоки MIG будет иметь высокий спрос в течение прогнозируемого периода в связи с увеличением спроса на него в процессе дуговой сварки. Проволока MIG производится с использованием различного сырья, а именно нержавеющей стали, никелевого сплава, алюминия, кобальта и других материалов, что обеспечивает высокую прочность на разрыв для сварочного процесса. MIG-проволока служит одновременно источником тепла и присадочным металлом при сварке тонколистовых и толстостенных деталей. На MIG приходится более 50% его использования в большинстве промышленных секторов, поскольку он предлагает гибкость и подходит для механизации. Кроме того, ожидается, что в течение прогнозируемого периода значительный рост в сегменте проволоки для инертного газа вольфрама (TIG) и других продуктов.
Проволока MIG производится с использованием различного сырья, а именно нержавеющей стали, никелевого сплава, алюминия, кобальта и других материалов, что обеспечивает высокую прочность на разрыв для сварочного процесса. MIG-проволока служит одновременно источником тепла и присадочным металлом при сварке тонколистовых и толстостенных деталей. На MIG приходится более 50% его использования в большинстве промышленных секторов, поскольку он предлагает гибкость и подходит для механизации. Кроме того, ожидается, что в течение прогнозируемого периода значительный рост в сегменте проволоки для инертного газа вольфрама (TIG) и других продуктов.
Список известных компаний, работающих на мировом рынке сварочной проволоки, включает:
- The Lincoln Electric Company
- KOBE STEEL, LTD
- ESAB
- Ador Welding Ltd.
- ZULFI WELDING ELECTRODES FACTORY CO.
- Kiswel Ltd.
- Chosun Welding Co., Ltd.
- Gedik Welding
- Tianjin Golden Bridge Welding Materials Group International Trading Co. , Ltd.
- Capilla Welding Materials GmbH
- FSH WELDING GROUP
- RME MIDDLE EAST FZCO
 , Ltd.
, Ltd. Быстрая покупка – Рынок сварочной проволоки Отчет об исследовании: https: // www.fortunebusinessinsights.com/checkout-page/101597
Подробное оглавление
- Введение
- Определение, по сегментам
- Исследовательский подход
- Источники
0 Динамика
1 Краткое изложение рынка 1 - Драйверы, ограничения и возможности
- Новые тенденции
- Ключевые выводы
- Макро- и микроэкономические показатели
- Консолидированный SWOT-анализ ключевых игроков
- Ключевые технологические разработки
- Анализ
- Porter’s Five Forces Анализ, аналитика и прогноз мирового рынка сварочной проволоки, 2015-2026 гг.
- Основные выводы / сводка
- Оценки и прогнозы размера рынка
- По типу (стоимости)
- Металлическая проволока для инертного газа (MIG)
- Вольфрамовый инертный газ (TIG ) Провод
- Прочие (проволока SAW и т. Д.)
- По отраслям (стоимость)
- Автомобильная промышленность
- Строительство и строительство
- Нефть и газ
- Прочие (аэрокосмическая и оборонная промышленность и т. Д.)
- По географии (стоимости)
- Северная Америка
- Европа
- Азиатско-Тихоокеанский регион
- Ближний Восток и Африка
- Латинская Америка
- По типу (стоимости)
TOC Продолжение … !!!
Получите индивидуальный отчет об исследовании: https: // www.fortunebusinessinsights.com/enquiry/customization/welding-wires-market-101597
Ознакомьтесь с результатами исследований по теме:
Рынок сварочных материалов Анализ размеров, доли и отрасли, по типу (электроды, сплошные провода , Порошковая проволока, проволока и флюсы под флюсами), по областям применения (тяжелое машиностроение, автомобилестроение, железные дороги, строительство, судостроение и другие) и региональный прогноз, 2019-2026 гг.
Рынок сварочных аппаратов с приводом от двигателя Анализ размеров, доли и отрасли по Сварочный ток (менее 300 А, 300-500 А, 500 А и выше), по марке двигателя (Kubota, Kohler, Perkins и другие), по конечному применению (горнодобывающая промышленность, трубопроводы, строительство и др.) И региональному Прогноз, 2019-2026
Рынок услуг по изготовлению металлов Размер, доля и анализ отрасли, по типу услуг (штамповка, штамповка, формовка, сварка, резка, полировка, другие), по материалам (сталь, алюминий, другое), B y Отрасль конечных пользователей (нефтегазовая, строительная, аэрокосмическая, морская, автомобильная, военная и др.) и региональный прогноз, 2019-2026 гг.
Рынок промышленных роботов Анализ размеров, доли и отрасли по типам роботов (шарнирные, SCARA, Цилиндрический, декартово / линейный, параллельный, другие), по применению (выбор и размещение, сварка и пайка, погрузочно-разгрузочные работы, сборка, резка и обработка, прочее), по отраслям конечного использования (автомобилестроение, электротехника и электроника, здравоохранение и фармацевтика, пищевая промышленность И напитки, резина и пластик, металлы и оборудование, прочее) и региональный прогноз, 2019–2026 гг.
О нас:Fortune Business Insights ™ предлагает экспертный корпоративный анализ и точные данные, помогая организациям любого размера делать своевременные решения.Мы разрабатываем инновационные решения для наших клиентов, помогая им решать задачи, характерные для их бизнеса. Наша цель – предоставить нашим клиентам целостную информацию о рынке, предоставляя детальный обзор рынка, на котором они работают.
Наши отчеты содержат уникальное сочетание осязаемых идей и качественного анализа, которые помогают компаниям достичь устойчивого роста. Наша команда опытных аналитиков и консультантов использует ведущие в отрасли инструменты и методы исследования для составления всесторонних исследований рынка, дополненных соответствующими данными.
В Fortune Business Insights ™ мы стремимся выявить наиболее прибыльные возможности роста для наших клиентов. Поэтому мы предлагаем рекомендации, облегчающие им ориентирование в технологических и рыночных изменениях.
Наши консультационные услуги призваны помочь организациям выявить скрытые возможности и понять преобладающие проблемы конкуренции.
Свяжитесь с нами:Fortune Business Insights ™ Pvt. Ltd.
308, Главное управление,
Survey No.36, Банер,
Пуна-Бангалор шоссе,
Пуна – 411045, Махараштра, Индия.
Телефон:
США: + 1-424-253-0390
Великобритания: + 44-2071-939123
APAC: + 91-744-740-1245
Электронная почта: [email protected]
Fortune Business Insights ™
LinkedIn | Twitter | БлогиПрочтите пресс-релиз https://www.fortunebusinessinsights.com/press-release/welding-wires-market-9337
Объем рынка сварочных проводов, доля
Объем мирового рынка сварочной проволоки составил 9 678 долларов США.Прогнозируется, что к 2026 году 4 миллиона в 2018 году достигнут 14 636,7 миллиона долларов США, что означает среднегодовой темп роста 5,4% в течение прогнозируемого периода.
Мы находимся в процессе обновления рынка сварочной проволоки с учетом воздействия COVID-19.
Запросить образец Сварочная проволокаиспользуется в качестве присадочного металла и сварочного материала для токопроводящей проволоки в широком спектре промышленных применений, таких как угледобыча, строительная техника, автомобилестроение, нефтяная промышленность, судостроение и коммунальное хозяйство, благодаря своей высокой эффективности производства.Материалы рынка сварочной проволоки в основном используются в производственных цехах, строительстве, автомобильной и нефтегазовой промышленности для сварки двух основных металлических материалов.
Рыночные производители и контакторы постоянно сталкиваются с проблемами, связанными со сваркой, такими как необходимость снижения затрат на сварку, необученный персонал, упрощенный процесс сварки и доступное оборудование. Эти проблемы могут быть решены за счет сокращения времени цикла сварки, увеличения скорости наплавки, повышения эксплуатационного коэффициента и внедрения новых и экономичных производственных технологий.
Современные технологические внедрения в сварочной отрасли – это гибридная технология сварки MIG и технология сварки TIG, что свидетельствует о прибыльном росте рынка. Гибридная технология сварки представляет собой сочетание процесса дуговой и лазерной сварки, для которого требуется поглощение в зависимости от температуры из-за потери энергии.
В гибридном процессе сварки MIG присадочная проволока и поверхность заготовки устраняют пары, облегчая попадание лазерного излучения и предотвращая процесс выпадения. Гибридная сварка MIG обеспечивает более глубокое проплавление при более высоких скоростях сварки, высокую прочность на растяжение, более низкую тепловую нагрузку и узкие сварные швы, что обеспечивает меньшее искажение сварного соединения при послесварочных работах.Кроме того, гибридная сварка MIG полезна для применения в металлообработке, производстве, строительстве, автомобилестроении и нефтегазовой промышленности.
Растущие инвестиции в исследования и разработки ведут к развитию передовых технологий сварки.
Например, Miller Electric Mfg. LLC разработала технологию сварки TIG на переменном токе Dynasty, которая помогает повысить производительность производства алюминиевых лестниц примерно на 18 процентов.Запросите бесплатный образец , чтобы узнать больше об этом отчете.
При использовании традиционных сварочных технологий операторы сталкиваются с рядом проблем, таких как плохой контроль направления дуги, плохой запуск дуги и непостоянная дуга в режиме переменного тока и т. Д. Однако новая технология сварки TIG с микроконтроллерами и передовыми инверторными источниками питания, помощь для устранения распространенных гремлинов продуктивности.
Последние тенденции мирового рынка сварочной проволоки включают метод контактной точечной сварки (RSW), который применим в большинстве отраслей, рассматриваемых в рамках исследования.Метод контактной точечной сварки (RSW) используется в автомобильной промышленности для сварки деталей в токе и приложении давления.
RSW – это автоматизированная сварочная техника, используемая в качестве роботизированной точечной сварки в автомобильной промышленности для сварки листового металла и управления производственной линией.
RSW – это экономичный процесс, направленный на улучшение мониторинга и контроля автомобильных компонентов. Импульсивное использование этой техники снижает ручной контроль качества и высокую стоимость брака, что увеличивает спрос на новые инновационные методы сварки.ДРАЙВЕРЫ РЫНКА
«Быстрый рост строительной индустрии во всем мире благодаря развитию в развивающихся странах»
Строительная отрасль и инфраструктура во всем мире быстро растут, из-за растущей урбанизации. Правительства, а также частные строительные подрядчики осуществляют крупные строительные проекты, чтобы удовлетворить спрос.
Страны Ближнего Востока развиваются более быстрыми темпами благодаря привлекательным прямым иностранным инвестициям (ПИИ) из развитых стран.Согласно циркуляру Исполнительного совета Абу-Даби от марта 2019 года, правительство Абу-Даби внесло поправки в контракт о выплатах субподрядчикам в течение 30 дней с момента государственных платежей, улучшив строительные объекты без ущерба для общего роста строительной отрасли.
Например, согласно данным, предоставленным Управлением по международной торговле (ITA), более 15000 проектов на сумму около 791 миллиона долларов США находятся на различных стадиях завершения по всей стране, что обеспечивает прибыльные возможности для производителей рынка сварочной проволоки наряду с ростом отрасли. .В предстоящие строительные и строительные проекты правительство инвестирует 306 миллионов долларов США; При этом городские проекты составляют 42%, инфраструктура – 38%, нефть и газ – 20%.
Китай является крупнейшим в мире строительным рынком, на который приходится большая часть импорта из Соединенных Штатов, с долей рынка импорта 13%. Согласно прогнозам, в ближайшем будущем строительная промышленность Китая будет расти в среднем на 5%. Таким образом, спрос на строительство и строительство растет в связи с изменениями в инвестиционной политике развивающихся стран.Рост инвестиций в этот сектор приведет к увеличению использования сварочных материалов в качестве присадочного материала для сварочного процесса, что будет способствовать росту производства сварочной проволоки во всем мире.
«Увеличение инвестиций в электроэнергетику во всем мире»
Эра новых источников энергии, интеллектуальных сетей, цифровой трансформации, распределенной генерации и расширенных возможностей потребителей имеет тенденцию к преобразованию энергии в будущем. Широкий спектр технологий взаимодействия с клиентами, вероятно, улучшит коммунальный сектор.Улучшение за счет высокой стоимости производительности и масштабируемости в источниках энергии ветра и солнца, наряду с технологиями интеллектуальных сетей, которые предоставляют информацию о распределенных или локализованных источниках энергии в реальном времени, приводит к интересным изменениям в коммунальной отрасли.
По данным Управления международной торговли, Саудовской Аравии необходимо увеличить свои мощности по выработке электроэнергии с 82 ГВт в 2017 году до 160 ГВт в 2040 году. Это вызовет потребность в установке мощностей SGW и инфраструктуры T&D.Для достижения цели в области производства электроэнергии правительство должно ежегодно инвестировать примерно 5 миллионов долларов США в производство электроэнергии и 4 миллиона долларов США в инфраструктуру T&D.
Ожидается, что государственные компании Саудовской Аравии вложат значительные средства в разработку новых проектов наряду с заменой стареющих электростанций.СЕГМЕНТАЦИЯ
Анализ по типу
«Металлическая проволока с инертным газом (МИГ), согласно прогнозам, продемонстрирует темпы продуктивного роста рынка в прогнозируемый период.”
В зависимости от типа, объем отчета разделен на проволоку для металлического инертного газа (MIG), проволоку для инертного газа вольфрама (TIG) и другие.
ПроволокаMIG используется в процессе дуговой сварки, когда непрерывный сплошной проволочный электрод MIG пропускается через сварочную горелку для соединения двух основных металлов. Проволока MIG изготавливается с использованием различного сырья, а именно нержавеющей стали, никелевого сплава, алюминия, кобальта и т. Д., Что обеспечивает высокую прочность на разрыв для сварочного процесса. MIG-проволока служит одновременно источником тепла и присадочным металлом при сварке тонколистовых и толстостенных деталей.
На MIG приходится более 50% его использования в большинстве промышленных секторов, поскольку он предлагает гибкость и подходит для механизации.Процедура сварки требует приблизительного процентного содержания в газовой смеси почти 75% аргона и оставшихся 25% смеси диоксида углерода. Эта газовая смесь действует как лучший защитный газ, обеспечивая наименьшее количество разбрызгивания и лучший внешний вид валика, в то время как в некоторых случаях полезен 100% углекислый газ из-за глубокого проникновения, но приводящего к большому количеству брызг.Сварка MIG проволокой в основном используется в производственном отделении для производства и обработки листового металла. Газовая дуговая сварка металлическим электродом – это техническое название, используемое инженерами и имеющее сертификаты сварки.
При сварке TIG используется электрод TIG и чистый газ аргон для нагрева и сварки основных материалов путем нанесения присадочной проволоки TIG на сварочную лопатку. Сварка TIG проволокой – это более универсальный сварочный процесс, так как легче заменить присадочную проволоку.
Проволока TIG в основном используется в лампах, нагревательных элементах и ракетных двигателях, поскольку это твердый по своей природе, хрупкий и слаборадиоактивный металл.Горелка TIG с воздушным охлаждением и горелка TIG с водяным охлаждением используются в аэрокосмической промышленности, обычно для сварки тонкостенных труб малого диаметра в трубной, нефтяной и газовой промышленности.Прочие сварочные проволоки представляют собой проволоку для дуговой сварки под флюсом (SAW) и флюсовую проволоку, которые обычно используются в тяжелой строительной отрасли и судостроении, на химических предприятиях и в нефтегазовом секторе. Проволока SAW стабилизирует дугу во время сварки, предотвращая разлет брызг и искр. Проволока SAW прочные, излучает меньше дугового света, подходит для сварочных работ на открытом воздухе и в помещении за счет меньшего количества деформаций и глубокого проплавления шва.
По отраслевому анализу
«Ожидается, что в ближайшем будущем в сегменте строительства и строительства будет наблюдаться значительный рост».
Отрасли, рассматриваемые в сфере охвата, включают автомобилестроение, строительство, нефть и газ и другие. Согласно вторичному исследованию, мировая строительная промышленность, вероятно, вырастет на 85% до 8 триллионов долларов США в ближайшем будущем, что увеличит рыночный спрос на сварочную проволоку. Большинство отраслей претерпевают огромные изменения за последние несколько десятилетий из-за инновационных продуктов и технологических возможностей в строительном секторе.
Быстрое появление дронов, 3D-сканирования и печати, дополненная реальность, информационное моделирование зданий (BIM), увеличивают производительность всего рынка сварочной проволоки. Эта отрасль растет более быстрыми темпами, составляя 6% мирового ВВП, и почти 8% ВВП приходится на развивающиеся страны, такие как Индия, что ведет к росту судостроения, трубостроения и т. Д.
Автомобильная промышленность является важным сектором, способствующим развитию 3 – 3,5 процента от общего ВВП в мире.
Автомобильный сектор требует проектирования, разработки и производства компонентов, требующих сварочной проволоки для сварки автомобильных компонентов.Согласно предварительным исследованиям, автомобильная промышленность ежегодно тратит от 16 до 18 миллионов долларов США на исследования и разработки, разработку новых и важных продуктов, что, как ожидается, будет способствовать развитию потенциала рынка сварочной проволоки.Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, поговорите с аналитиком
Нефтегазовый сектор имеет постоянный спрос на сварочную проволоку, так как он необходим для управления жидкостью и газом по большим трубам, с базовой необходимостью сварка труб.Как заявило Международное энергетическое агентство, из глобальных инвестиций в энергетику в 2017 году на поставки нефти и газа пришлось 716 миллионов долларов США, что повысило глобальную концентрацию рынка сварочной проволоки.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
Географически объем исследования сегментирован по пяти основным регионам, таким как Северная Америка, Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка, а также Латинская Америка, которые далее разбиты на страны.
Прогнозируется, что в Азиатско-Тихоокеанском регионе будет наблюдаться самый высокий рост рыночной стоимости сварочной проволоки в мире.Ожидается, что устойчивый рост строительного и автомобильного секторов в развивающихся странах, таких как Китай и Индия, увеличит зависимость рынка от отраслей конечного потребления. Китай является ключевым региональным рынком развития автомобильной и строительной отрасли с растущими прямыми иностранными инвестициями.
В Северной Америке ожидается заметный рост мирового рынка сварочной проволоки в течение прогнозируемого периода. Сварочные материалы, включая сварочную проволоку и электроды, сертифицированы по классификации AWS Американского общества сварщиков.Эта классификация символизирует стандарт качества сварочной проволоки, что делает ее важной сертификацией и потребностью на рынке сварочных материалов. По оценкам, рост в аэрокосмической, оборонной, строительной и автомобильной отраслях приведет к росту рынка проводов в регионе.
Объем рынка сварочной проволоки в Азиатско-Тихоокеанском регионе, 2018 г.
Чтобы получить более подробную информацию о региональном анализе этого рынка, запросите бесплатный образец
Ожидается, что в Европе, на Ближнем Востоке, в Африке и Латинской Америке будет наблюдаться стабильный рост рынка, связанный со спросом на сварочную проволоку в этих регионах.Автомобильная промышленность Ближнего Востока демонстрирует высокие темпы роста из-за неуклонного роста располагаемых доходов населения в регионе.
По данным Автомобильной ассоциации Ближнего Востока и Северной Африки (AMENA), в период с 2014 по 2018 год Toyota продала примерно 2 896 848 автомобилей в странах Персидского залива. Правительства стран Персидского залива поощряют электромобили с широким спектром альтернатив, предлагая такие продукты Uber и DTC (Dubai Taxi Corporation).
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
«Игроки на рынке, такие как Lincoln Electric Company, ESAB, KOBE STEEL LTD. И Ador Welding Ltd., являются основными игроками, укрепляющими позиции на рынке»
Lincoln Electric представила новую GTAW ( TIG) отрезать отрезки с высоким содержанием кремния из сплавов нержавеющей стали для чистого и высококачественного процесса сварки.
Модернизированные производственные процессы для новых продуктов повышают качество продукции за счет уменьшения сложности процесса сварки.Компания объявила о покупке контрольного пакета акций Kaynak Teknigi Sanayi ve Ticaret A.S. («Аскайнак»), ведущего производителя сварочных электродов для продвижения своего регионального роста в Европе, на Ближнем Востоке и в Африке.ЭСАБ выпустил новую серию Cut Master Black с улучшенной функцией плазменной резки расходных материалов. Эта функция продлевает срок службы сварной проволоки и электродов на 60%, что обеспечивается ручной системой воздушно-плазменной резки Cutmaster 60i. Это удовлетворяет рыночный спрос через дистрибьюторов и поставщиков по всему миру.
СПИСОК КЛЮЧЕВЫХ КОМПАНИЙ:
- Линкольн Электрик Компани
- KOBE STEEL, LTD
- ESAB
- Ador Welding Ltd. Ltd.
- Chosun Welding Co., Ltd.
- Gedik Welding
- Tianjin Golden Bridge Welding Materials Group International Trading Co. , Ltd.
- Capilla Welding Materials GmbH
- FSH WELDING GROUP
- БЛИЖНИЙ ВОСТОК FZCO
ОХВАТ ОТЧЕТА
Наблюдается растущая тенденция проникновения на рынок сварочной проволоки в различных отраслях промышленности.
Чтобы получить полное представление о рынке, запрос на настройку
Этот отчет о глобальном исследовании рынка содержит различные ключевые идеи, такие как анализ тенденций внедрения, последние отраслевые разработки, включая слияния и поглощения, анализ экосистемы, макро- и микроэкономические факторы, консолидированный SWOT-анализ анализ, ключевые отраслевые тенденции, конкурентная среда и профили компаний.
Объем отчета и сегментация
АТРИБУТ
ДЕТАЛИ
-2026
Базовый год
2018
Период прогноза
75
75 9069Исторический период
2015-2017
Ед.
Сегментация
По типу
- Металлический провод для инертного газа (MIG)
- Провода для инертного газа вольфрама (TIG)
- Прочие (SAW) Провода и т. Д.)
По отраслям
- Автомобильная промышленность
- Строительство и строительство
- Нефть и газ
- 978
По географии
- Северная Америка (США и Канада)
- Европа (Великобритания, Германия, Франция, Италия и остальные страны Европы)
- Азиатско-Тихоокеанский регион (Япония, Китай, Индия и остальная часть Азиатско-Тихоокеанского региона)
- Ближний Восток и Африка (Южная Африка, GCC и остальные страны Ближнего Востока и Африки)
- Латинская Америка (Бразилия, Мексика и остальная часть Латинской Америки)
РАЗВИТИЕ ОТРАСЛИ:
Май 2019 г .
: Lincoln Electric сотрудничает с Tooling U-SME создать платформу учебной программы по сварке U / LINC, чтобы она была более удобной и доступной для решений по обучению с целью обслуживания инструкторов по сварке и учебных заведений.Октябрь 2018 г .: ESAB представила свой Quick Weld Productivity Analyzer (QWPA), калькулятор для анализа общей стоимости сварных швов во Всемирном конгресс-центре Джорджии в Атланте. Этот онлайн-инструмент помогает производителям управлять влиянием на стоимость различных производственных аспектов
Сварочные электроды MIG Выбор проволоки, настройки диаграмм и классификация
Руководство по выбору проволоки для сварочных электродов MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в этой области:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Наиболее широко используемые электроды для сварки MIG Размеры
Типичные электроды для сварки MIG представляют собой сплошную проволоку от толщиной.
023 до .045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:. Для большинства производственных цехов наиболее распространенным является 0,035 с. Если вы сварщик дома, по возможности используйте электрод малого диаметра. Чем меньше размер электрода, тем меньше энергии вам потребуется для работы машины. Просто помните, что когда дело доходит до сварки MIG, электроды одного размера позволяют сваривать металл различной толщины, потому что толщина металла, который будет свариваться, определяется настройкой машины.
Таблица выбора проволоки для сварочного электрода MIG
Таблица выбора сварочного электрода для сварки MIG Настройки таблицы выбора сварочного электрода и газа Lincoln Сварка углеродистых сталей и мягких сталей- Классификация электродов AWS: ER70s-6
- Shield : C25 (25% диоксида углерода и 75% аргона) или 100% Co2
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSi
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Марки нержавеющей стали : нержавеющая 309 и
для сварки углеродистой стали с нержавеющей сталью или с низким содержанием Легированные стали- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2% диоксида углерода и 98% аргона
Марки нержавеющей стали : 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSi
- Защитный газ: C2 или 2% двуокиси углерода и 98% аргона
Сварочный алюминий
Сорта алюминия: 2014, 3003, 3004, 4043, 5052 , 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
- Классификация электродов AWS: ER4043
- Защитный газ: 100% аргон
Алюминий Сорта: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Классификация электродов AWS: ER5356
- Защитный газ: 100% аргон
Выбор и выбор электрода из углеродистой стали
MIG Сварка углеродистой стали или мягкой стали обычно сваривается электродом ER70s-6 ” 100% газообразный диоксид углерода или газ C25, состоящий из 25% диоксида углерода и 75% аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальная прочность на растяжение. Например, если вы свариваете высокопрочную сталь, то ” ER70S-6 »будет вместо этого« ER90S-6 ».Изменение прочности стали – вот что было бы иначе.
Сварка мягкой стали, выполненная электродом ER70S-6 и газом C25.Углеродистая сталь ER70S-6 Обозначение электрода
Этикетка ER70S-6 представляет следующее: - ER – Электрод или присадочный стержень, который используется либо в системе подачи проволоки MIG, либо в Сварка TIG.
- 70 – Минимальный предел прочности на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде, тоже бывает разных типов.
Выбор и выбор сварочного электрода MIG для нержавеющей стали
Сварка MIG-сваркой нержавеющей стали имеет множество электродов, поскольку она используется в широком спектре проектов, требующих различных типов нержавеющей стали оценки.Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, удерживающая трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается с помощью электродов следующих классов:
ER308L и ER308LSi Сварочные электроды MIG и их применение
Эти электроды из нержавеющей стали в основном используются для низкокачественных нержавеющих сталей 301, 302, 304, 305 и 308. .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее:- ER – Электрод или присадочный пруток, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si – (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
ER309L и ER309Si Сварочные электроды MIG и их применение (сварка разнородных металлов)
Серия 309 имеет обозначение многоцелевого назначения, поскольку используется для сварки нержавеющей стали с низкоуглеродистой, углеродистой или низколегированной сталью.
При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:- ER – Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкое содержание углерода.
- Si – (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
Сварочные электроды MIG ER3016L и ER316LSi и их использование
Эти электроды из нержавеющей стали в основном используются для высококачественной нержавеющей стали, в основном в пищевой промышленности и на море.Основными металлами сварных швов ER316 являются нержавеющие марки 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, наиболее широко используется C2 (2% углекислого газа и 98% аргона). Есть много других смесей на выбор, и все зависит от вашего поставщика сварочных материалов. Обозначения проволоки для ER316L и ER316LSI следующие:
- ER – Электрод или присадочный пруток, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 316 – Марка электрода из нержавеющей стали.Это пищевой и настоящий морской сорт. Но лучшего сорта нержавейки нигде нет.
- L – Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si – (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
Выбор алюминиевых электродов для сварки MIG и проволока
Выбор алюминиевых электродов для сварки MIG довольно прост.Есть два типичных варианта, а именно:
Сейчас есть и другие варианты, но другие электроды требуются редко. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толщиной более 1/2 дюйма, вы можете попробовать смесь аргона с гелием. В большинстве случаев 100% аргон – это то, что используют большинство верфей, электростанций и промышленных предприятий, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Сварочный электрод MIG и его применение
ER4043 – это наиболее часто используемая присадочная проволока для сварки MIG.
Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминиевая.Этот электрод изготовлен из алюминия серии 4000.
- 043 – Это число указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Назначение и применение сварочного электрода MIG
ER4043 – это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев в качестве газа всегда используется 100% аргон, а в редких случаях смесь гелия / аргона может использоваться для основных металлов толщиной более ½ дюйма.



 Наши консультационные услуги призваны помочь организациям выявить скрытые возможности и понять преобладающие проблемы конкуренции.
Наши консультационные услуги призваны помочь организациям выявить скрытые возможности и понять преобладающие проблемы конкуренции.

 Например, Miller Electric Mfg. LLC разработала технологию сварки TIG на переменном токе Dynasty, которая помогает повысить производительность производства алюминиевых лестниц примерно на 18 процентов.
Например, Miller Electric Mfg. LLC разработала технологию сварки TIG на переменном токе Dynasty, которая помогает повысить производительность производства алюминиевых лестниц примерно на 18 процентов. RSW – это экономичный процесс, направленный на улучшение мониторинга и контроля автомобильных компонентов. Импульсивное использование этой техники снижает ручной контроль качества и высокую стоимость брака, что увеличивает спрос на новые инновационные методы сварки.
RSW – это экономичный процесс, направленный на улучшение мониторинга и контроля автомобильных компонентов. Импульсивное использование этой техники снижает ручной контроль качества и высокую стоимость брака, что увеличивает спрос на новые инновационные методы сварки.

 Ожидается, что государственные компании Саудовской Аравии вложат значительные средства в разработку новых проектов наряду с заменой стареющих электростанций.
Ожидается, что государственные компании Саудовской Аравии вложат значительные средства в разработку новых проектов наряду с заменой стареющих электростанций. На MIG приходится более 50% его использования в большинстве промышленных секторов, поскольку он предлагает гибкость и подходит для механизации.
На MIG приходится более 50% его использования в большинстве промышленных секторов, поскольку он предлагает гибкость и подходит для механизации. Проволока TIG в основном используется в лампах, нагревательных элементах и ракетных двигателях, поскольку это твердый по своей природе, хрупкий и слаборадиоактивный металл.Горелка TIG с воздушным охлаждением и горелка TIG с водяным охлаждением используются в аэрокосмической промышленности, обычно для сварки тонкостенных труб малого диаметра в трубной, нефтяной и газовой промышленности.
Проволока TIG в основном используется в лампах, нагревательных элементах и ракетных двигателях, поскольку это твердый по своей природе, хрупкий и слаборадиоактивный металл.Горелка TIG с воздушным охлаждением и горелка TIG с водяным охлаждением используются в аэрокосмической промышленности, обычно для сварки тонкостенных труб малого диаметра в трубной, нефтяной и газовой промышленности.
 Автомобильный сектор требует проектирования, разработки и производства компонентов, требующих сварочной проволоки для сварки автомобильных компонентов.Согласно предварительным исследованиям, автомобильная промышленность ежегодно тратит от 16 до 18 миллионов долларов США на исследования и разработки, разработку новых и важных продуктов, что, как ожидается, будет способствовать развитию потенциала рынка сварочной проволоки.
Автомобильный сектор требует проектирования, разработки и производства компонентов, требующих сварочной проволоки для сварки автомобильных компонентов.Согласно предварительным исследованиям, автомобильная промышленность ежегодно тратит от 16 до 18 миллионов долларов США на исследования и разработки, разработку новых и важных продуктов, что, как ожидается, будет способствовать развитию потенциала рынка сварочной проволоки.

 Модернизированные производственные процессы для новых продуктов повышают качество продукции за счет уменьшения сложности процесса сварки.Компания объявила о покупке контрольного пакета акций Kaynak Teknigi Sanayi ve Ticaret A.S. («Аскайнак»), ведущего производителя сварочных электродов для продвижения своего регионального роста в Европе, на Ближнем Востоке и в Африке.
Модернизированные производственные процессы для новых продуктов повышают качество продукции за счет уменьшения сложности процесса сварки.Компания объявила о покупке контрольного пакета акций Kaynak Teknigi Sanayi ve Ticaret A.S. («Аскайнак»), ведущего производителя сварочных электродов для продвижения своего регионального роста в Европе, на Ближнем Востоке и в Африке. , Ltd.
, Ltd.
 : Lincoln Electric сотрудничает с Tooling U-SME создать платформу учебной программы по сварке U / LINC, чтобы она была более удобной и доступной для решений по обучению с целью обслуживания инструкторов по сварке и учебных заведений.
: Lincoln Electric сотрудничает с Tooling U-SME создать платформу учебной программы по сварке U / LINC, чтобы она была более удобной и доступной для решений по обучению с целью обслуживания инструкторов по сварке и учебных заведений. 023 до .045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:
023 до .045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:


 .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее:
.Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода: В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны.
В основном это помогает сварному шву лучше впитаться в металл. Вроде как усилить огонь и подольше удерживать стороны. Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов: