Сварочные швы. Ошибки начинающих электросварщиков
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
Конечно, если бы я мог увидеть эти швы с разных сторон, я смог бы дать более точную оценку. А ещё было бы лучше увидеть сам процесс сварки — тогда бы я точно сказал, что не так. Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки.
Сварочные швы с неравномерной шириной
Фото 1. Неравномерное движение электрода
На 1-й фотографии явно видны уширения и заужения шва — результат неравномерного движения электрода. При слишком быстром движении электрода, с него поступает меньше металла, поэтому образуются заужения, которые я показал красными стрелками.
В местах замедления движения электрода, образуются уширения сварочного шва, которые я указал синей стрелкой на фото 2. Очевидно, что в момент замедления движения электрода, частицы металла с него продолжают поступать, в результате чего образуется такая «плюшка».
Кроме того, в зависимости от величины сварочного тока возможно также увеличение высоты шва. Таким образом, шов становится неравномерный не только по ширине, но и по высоте. Все параметры сварного шва и режимы сварки я разбираю в своих видеокурсах и сейчас их разбирать я не буду.
Фото 2. Уширение шва вследствие замедления перемещения электрода.
Конечно, я не отмечал все заужения и уширения — я думаю, это понятно.
Неправильный наклон электрода
Фото 3. Острые вершины шва в результате слишком большого наклона электрода.
На 3-ей фотографии я обвёл штрихи (чешуйки) шва, чтобы было лучше видно их форму. Если штрихи на вершине шва выгладят похоже на острый угол, то это часто бывает из-за того, что электрод слишком наклонён по отношению к горизонтали.
Как я сказал в начале статьи, на основе одной фотографии можно сделать не совсем точный вывод об ошибках при процессе выполнения швов, и я допускаю, что где-то я не совсем угадал причины этих ошибок. Тем не менее, я думаю, такой данный анализ был вам полезен.
Разбор ошибок,
допущенных при выполнении сварных швов
У меня есть ещё фотографии и я мог бы прокомментировать другие швы. Напишите, пожалуйста, в комментариях, будет ли вам полезен разбор других швов? Мне продолжать?
Ещё по теме:
Ошибки при выполнении углового шва
Распространенная ошибка начинающих сварщиков
Тонкий металл, вертикальный сварочный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как делать сварные швы.
 Практические приёмы
Практические приёмы09 Март
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,угловые швы
Сварка тонкого металла сама по себе часто вызывает затруднения у начинающих сварщиков. Но ещё сложнее варить 2 детали разной толщины, когда одна из деталей совсем тонкая (1-2 мм) и прожигается насквозь, а вторая значительно толще. В этой статье я дам рекомендацию, которая поможет сваривать под углом детали разной толщины. Читать полностью…
28 Февраль
Автор: Михаил Щербаков. Рубрика: сварные швы
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах».
04 Октябрь
Автор: Михаил Щербаков. Рубрика: вертикальный шов,сварка тонкого металла,сварные швы,угловые швы
При выполнении сварных соединений из тонкого металла основная сложность для новичков заключается в подборе сварочного тока, особенно, когда требуется выполнить вертикальный шов. При некоторых значениях тока тонкая стенка детали расплавляется насквозь, и получаются дыры. Если ток уменьшить, то электрод прилипает к свариваемой детали и дуга не горит. И трудно найти такой ток, при котором не получались бы дыры, но при этом устойчиво горела дуга и не прилипал электрод.
(Для таких ситуаций в инверторах есть импульсный режим, но данная статья о том, что делать, когда такого режима нет.)
Читать полностью…
24 Сентябрь
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Читать полностью…
14 Май
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
Конечно, если бы я мог увидеть эти швы с разных сторон, я смог бы дать более точную оценку. А ещё было бы лучше увидеть сам процесс сварки — тогда бы я точно сказал, что не так. Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
16 Декабрь
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Как обещал, продолжаю отвечать на вопросы подписчиков. Как и прошлом аналогичном посте, орфографию и пунктуацию сохраняю авторскую.
Вопрос:
Можно ли дефекты шва исправлять путём повторного провара?
Ответ:
Да, можно и нужно!
Читать полностью…
05 Декабрь
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,сварочный ток,электроды
Подписчики часто задают мне такие вопросы, ответы на которые будет полезно узнать многим. Поэтому, в этом посте я отвечу на такие вопросы, а также потом я периодически буду делать такие посты с ответами. Орфографию и пунктуацию авторов буду сохранять.
Итак, поехали.
Читать полностью…
20 Ноябрь
Комментарии к записи Распространённые ошибки начинающего сварщика отключены
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Рубрика: сварные швы,сварочный ток
Как следует из названия статьи, в ней я расскажу про некоторые грубые ошибки сварщика, которые особенно часто допускают начинающие сварщики. Мне часто приходят письма от читателей, которые недоумевают, почему у них не получается сваривать тонкий металл 1-2 мм электродом 3-4 мм. Ну, давайте вспомним физику. Точнее, даже не вспомним, просто представим сварочный процесс.
Сварщик подносит электрод к детали, зажигает дугу, она греет металл и … сразу же получается дыра. Почему?
Читать полностью…
Что такое шов в сварке?
При сварке очень важно знать все типы сварных швов. Один сварной шов, с которым я был совершенно незнаком, но понял, насколько он важен, — это шов.
Так что же такое сварной шов? Шовная сварка — это процесс контактной сварки, при котором медные электроды соответствующей формы прикладывают давление для создания области высокого сопротивления между металлическими листами. Ток, проходящий через эту область, выделяет тепло из-за высокого электрического сопротивления. Сварной шов создается путем плавления.
Ток, проходящий через эту область, выделяет тепло из-за высокого электрического сопротивления. Сварной шов создается путем плавления.
Читайте дальше, чтобы узнать больше о шовной сварке и различных процессах, с помощью которых она может выполняться.
Для чего используется шовная сварка?
Шовная сварка является одним из наиболее широко используемых сварочных процессов. Узнайте об основах шовной сварки, ее применениях и методах получения высококачественных швов.
Качество готовых металлических изделий зависит от качества процесса сварки, используемого для соединения узла. Инженеры должны знать, какие методы сварки подходят для различных ситуаций, а также методы сварки, которые дадут наилучшие результаты.
Сварщики и инженеры могут выбирать из двух разных стилей сварки. Этими методами являются стежковая сварка и шовная сварка. Основное различие между ними заключается в том, что шовная сварка является прерывистой, а шовная – непрерывной.
Оба метода основаны на подводе тепла для расплавления и плавления металла для соединения металлических деталей. Это может привести к изменению свойств металла, в частности, в околошовной зоне.
Следует иметь в виду, что методы шовной сварки и шовной сварки имеют разные свойства. Следовательно, они используются для разных целей. Правильный выбор сварки может быть разницей между надежным сварным швом и слабым.
Конструктор должен определить, следует ли использовать шовную или стежковую сварку. Необходимо учитывать различные факторы, такие как требуемая прочность соединения, применение готового изделия, а также другие конструктивные факторы.
Таким образом, на производственном чертеже будет указан метод сварки, который должен быть реализован, а также перечислены другие инструкции. Это дает сварщику много полезной информации, например, о том, следует ли использовать шовную или стежковую сварку.
Что такое шовная сварка и ее виды?
При шовной сварке сплошной шов создается вдоль сварного соединения. Эту процедуру можно выполнять как для плоских, так и для угловых швов.
Эту процедуру можно выполнять как для плоских, так и для угловых швов.
Сварка швов почти всегда выполняется при соединении труб и труб. Шовные сварные швы более долговечны и прочны, чем шовные швы, поскольку они охватывают всю длину сварного соединения.
Равномерно сваренная область создается шовной сваркой, так как поверхности соединяются сваркой. На самом деле, во многих случаях сварной шов, выполненный контактной сваркой, может быть прочнее, чем соединяемый основной металл.
Благодаря этим неоспоримым преимуществам шовная сварка является предпочтительным выбором для сварочных операций, где прочность готового сварного соединения является первостепенным фактором. Однако шовная сварка может сэкономить время и деньги при сварке, где требования к прочности могут быть снижены. Он также лучше подходит для более тонких профилей, так как вызывает меньшую деформацию в результате меньшего подвода тепла.
Шовная сварка также известна как контактная сварка. В этой процедуре сварки вместо сварочного электрода используется ролик.
Шовную сварку можно разделить на 2 типа сварочных процессов: шовная сварка трением и шовная сварка сопротивлением. Имейте в виду, что оба метода сварки могут использоваться для соединения разнородных металлов в дополнение к аналогичным металлам.
Сварка контактным швом
Сварка контактным швом имеет некоторое сходство с точечной сваркой. Ключевым отличием является то, что при контактной шовной сварке сварочные электроды состоят из колес с приводом от двигателя, тогда как при контактной точечной сварке используются стационарные стержни.
Из-за используемой технологии сварки контактная шовная сварка является идеальным методом соединения металлических листов. Таким образом, он является основным в производстве изделий из листового металла.
Вот как это делается. При контактной шовной сварке свариваемые кромки плотно удерживаются сильным механическим усилием, пока через эту область проходит ток. Конфигурация внахлест выполняется между контурными медными электродами. Поскольку используется сварка сопротивлением, сплавление происходит там, где листы удерживаются вместе под действием большой силы, поскольку это область наибольшего электрического сопротивления.
Поскольку используется сварка сопротивлением, сплавление происходит там, где листы удерживаются вместе под действием большой силы, поскольку это область наибольшего электрического сопротивления.
Колеса электродов в форме дисков выделяют тепло в результате прохождения тока через точку контакта. Так как это место наибольшего электрического сопротивления, тепловыделение здесь максимальное. Металлические листы подаются между этими электродными колесами. Таким образом, получается сплошной контактный сварной шов. Это также известно как негерметичный сварной шов.
Проволока медная плавящаяся
Сварка сопротивлением также осуществляется с помощью плавящейся проволоки. Этот альтернативный метод имеет определенное сходство с обычной шовной сваркой. Ключевое отличие состоит в том, что в электродном колесе есть канавка, так что между соединяемым основным металлом и электродным колесом можно вставить расходуемую медную проволоку. Катушка подает медную проволоку, которая в конечном итоге сбрасывается в виде металлолома.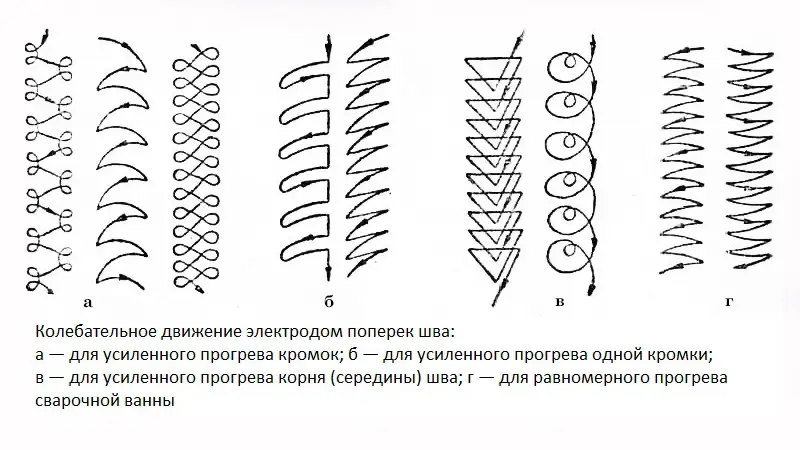 В результате такого расположения для сварки доступна чистая поверхность.
В результате такого расположения для сварки доступна чистая поверхность.
Этот метод сварки подходит для сплавления нержавеющей стали и металлов с покрытием. Этот процесс способен давать стабильные результаты, а также позволяет достигать высоких скоростей сварки, превышающих 70 метров в минуту.
Расходуемый провод определенно увеличивает стоимость. Однако эти дополнительные расходы компенсируются стоимостью медного лома, а также высоким качеством сварки. У шовной сварки есть и другие преимущества, такие как отсутствие сварочного дыма и стабильное качество благодаря автоматизации. Помимо стабильного качества, производительность также высока благодаря сварке швов.
Что такое шовная сварка и чем она отличается?
Стыковая сварка легко распознается, поскольку она не является непрерывной. Скорее, он прерывистый. Это отличает ее от шовной сварки, которая является непрерывной. Он включает в себя повторение одного и того же набора процедур по всей длине сварочного зазора. Сварщик должен инициировать сварку, продолжать сварку на определенном расстоянии вдоль сварного шва, а затем сделать паузу.
Сварщик должен инициировать сварку, продолжать сварку на определенном расстоянии вдоль сварного шва, а затем сделать паузу.
Затем он должен повторить эту процедуру на небольшом расстоянии от точки, где заканчивался предыдущий сварной шов. Сварщик будет повторять этот процесс до тех пор, пока не будет достигнута конечная точка сварочного зазора.
Стыковая сварка подходит как для плоских швов, так и для угловых швов.
Сварка стежком используется в ситуациях, когда необходимо ограничить подвод тепла, чтобы уменьшить искажение формы в результате сильного нагрева. Большое количество тепла может привести к деформации материала, что приведет к искажению размеров.
Помимо нежелательных изменений размеров, высокие уровни подвода тепла могут также изменить механические и химические свойства свариваемого основного материала.
Термические эффекты сварки являются одной из самых больших проблем, с которыми приходится сталкиваться сварщикам. Поскольку соединяемые компоненты нагреваются при сварке, детали могут расширяться. Однако при соединении деталей в результате сплавления они начнут сжиматься из-за охлаждения. Это сужение при охлаждении может привести к высокому уровню напряжения в сварном соединении и даже вызвать растрескивание. Это серьезный дефект сварки, который со временем может превратиться в трещину.
Однако при соединении деталей в результате сплавления они начнут сжиматься из-за охлаждения. Это сужение при охлаждении может привести к высокому уровню напряжения в сварном соединении и даже вызвать растрескивание. Это серьезный дефект сварки, который со временем может превратиться в трещину.
Подвод тепла также создает зону термического влияния, где металлургические свойства основного металла будут отличаться от остального материала. Это может привести к ряду неблагоприятных изменений свойств материала, которые могут ухудшить качество соединения.
Например, в алюминии тепло сварки может аннулировать отпуск, так что материал возвращается к своим первоначальным свойствам. Аналогично, при сварке стали существует опасность образования хрупкой околошовной зоны, которая более подвержена растрескиванию, чем остальной основной металл.
Большое тепловложение является серьезной проблемой для тонких металлических листов и деталей. При избыточном нагреве существует опасность прожога, т.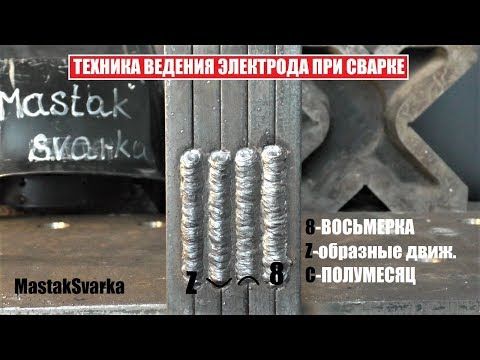 е. образуется отверстие там, где основной металл прогорел или расплавился под действием высокого уровня нагрева.
е. образуется отверстие там, где основной металл прогорел или расплавился под действием высокого уровня нагрева.
Сварка стыковым швом является практичным способом смягчения этих нежелательных эффектов высокой температуры. У этой техники есть и другие преимущества. Шовная сварка означает, что расходуется меньше присадочного материала. Это приводит к экономии и снижению затрат.
Операция выполняется за меньшее время, так как требуется меньше сварки по сравнению со сваркой непрерывным швом. Это сокращение времени сварки повысило производительность и ускорило процедуру сварки.
Однако есть и существенные недостатки, на которые следует обратить внимание. Поскольку общая длина сварного шва короче, прочность сварного соединения значительно ниже. Это существенный недостаток, особенно в отношении критических применений, где прочность сварного шва имеет первостепенное значение.
Еще одним большим недостатком является то, что несваренные детали могут превратиться в щели, через которые может попасть грязь и другие посторонние материалы. В результате нежелательный материал будет скапливаться в сварном шве, что также может привести к коррозии.
В результате нежелательный материал будет скапливаться в сварном шве, что также может привести к коррозии.
Руководство для начинающих по сварке тройникового соединения (с наконечниками) Red-D-Arc Welderentals
03 ноября, 22 14:26 · Оставить комментарий · Peter Germanese
Сварка может варьироваться от простых соединений и первичных соединений до фантастически сложного искусства, но все это сводится к небольшой горстке техник, применяемых с мастерством. Даже мастерам-сварщикам нужно было с чего-то начинать, и это где-то — изучение различных видов соединений. Из пяти типов соединений тройник является одним из самых простых для понимания.
Сварка может варьироваться от простых соединений и первичных соединений до фантастически сложных художественных работ, но все они сводятся к небольшому количеству техник, применяемых с мастерством. Даже мастерам-сварщикам нужно было с чего-то начинать, и это где-то — изучение различных видов соединений. Из пяти типов соединений тройник является одним из самых простых для понимания.
Различные сварочные соединения относятся к различным положениям и углам сварки двух кусков материала. Тройниковые соединения представляют собой один из нескольких видов соединений, включая соединения встык, соединения внахлестку и другие.
Т-образные соединения, также известные как Т-образные соединения, относятся к форме материалов, образующих перпендикулярное соединение, например Т-образное. Оно не обязательно должно быть точно под углом 90 градусов, но соединение под прямым углом является наиболее распространенным. . Несмотря на обманчивую простоту формы, тройники можно выполнять с различными типами сварки.
Тройники чаще всего используются, когда требования просты: два материала должны быть соединены перпендикулярно и не имеют необычной формы. Они также распространены в машинных применениях и сварке конструкций. Подумайте о ножках стола, прикрепленных к столу, или трубах к поперечине для перил.
Тройник может быть приварен к одной стороне материала или может быть приварен к обеим сторонам. Например, при соединении двух плоских металлических частей обе стороны вертикального элемента легко доступны и могут быть сварены. При присоединении трубы к плоской поверхности внешняя сторона доступна, а внутренняя — нет. Кроме того, для дополнительного проплавления и прочности в сварном шве могут использоваться заглушки с обратной стороны поперечины.
Например, при соединении двух плоских металлических частей обе стороны вертикального элемента легко доступны и могут быть сварены. При присоединении трубы к плоской поверхности внешняя сторона доступна, а внутренняя — нет. Кроме того, для дополнительного проплавления и прочности в сварном шве могут использоваться заглушки с обратной стороны поперечины.
При сварке важно различать сварной шов и соединение. Оба необходимы для любого соединения, и знание того, что использовать в какой ситуации, является частью обучения и освоения сварки.
Сварка – это метод соединения двух материалов, при котором для подготовки материалов требуется шлифовка или сверление. Различные виды сварных швов придают полученному соединению разную прочность. Наиболее поверхностные тройниковые соединения свариваются первичным угловым швом; материалы помещаются друг против друга, и сварка склеивает их вместе. Более сложные варианты включают сварку со скошенной кромкой, J-образную сварку, сварку пробкой, сварку в пазах или сварку проплавлением.
Итак: стык — это положение материалов, а сварной шов — то, как они соединяются.
Требования к готовому изделию во многом определяют выбор сварного шва. Например, простой угловой шов обычно подходит, если соединение в основном косметическое и не требует высокой степени прочности. И наоборот, если ожидается, что соединение будет нести значительные нагрузки или выдерживать разрывы пластин, потребуется более тщательная подготовка.
Плюсы и минусы тройникового соединенияТ-образные соединения представляют собой простые соединения, которые можно сделать более сложными и прочными.
Как правило, Т-образное соединение является простым и относительно легким/быстрым в изготовлении. При правильном выполнении тройниковые соединения могут быть довольно прочными. Однако делать их нужно правильно; если материалы толстые, необходимо подготовить края, и может потребоваться дополнительная поддержка.
Наиболее значительный риск представляет собой разрыв пластин, когда основной материал растрескивается из-за включений и дефектов металла, а усадка вызвана теплом сварки. Пластинчатый разрыв происходит из-за напряжения растяжения, которое может ограничить полезность тройникового соединения.
Пластинчатый разрыв происходит из-за напряжения растяжения, которое может ограничить полезность тройникового соединения.
Тройники также могут быть обманчивы. При базовой угловой сварке соединение может выглядеть и ощущаться как прочное, но приклеено только на уровне поверхности, что означает, что соединение будет подвержено разрушению. При работе с более толстыми материалами или материалами, которые должны выдерживать нагрузку, вы должны убедиться, что надлежащее проникновение в металл полностью прилегает к деталям.
Как приварить тройник
Приварить тройник очень просто, и часто это отличный способ освоить сварку. Вот как это сделать. В этой статье мы предполагаем, что вы используете подходящий вид сварки (между дугой, TIG и MIG) и что у вас есть необходимое оборудование. Если вы все еще учитесь, ваш наставник должен быть в состоянии предоставить вам то, что вам нужно.
В качестве быстрого грунтовки:
- Сварка электродами — самый старый процесс, в котором используются расходуемые стержни электродов.
 Это дешево, универсально и просто, но также склонно к брызгам расплава и шлаку, что требует дополнительной отделки. Сварка стержнем также лучше всего подходит для использования на открытом воздухе и требует минимальной очистки.
Это дешево, универсально и просто, но также склонно к брызгам расплава и шлаку, что требует дополнительной отделки. Сварка стержнем также лучше всего подходит для использования на открытом воздухе и требует минимальной очистки. - Сварка MIG (металл в инертном газе) использует процесс автоматической подачи электрода и защитного газа для защиты сварного шва от атмосферного загрязнения. Его легко освоить, но он дороже и часто требует достаточного количества оборудования, поэтому есть лучший выбор, если вам нужно портативное решение. Это также требует дополнительной очистки перед сваркой.
- Сварка ВИГ (вольфрам в среде инертного газа) — это наиболее сложный и требующий высокой квалификации вариант сварки, чаще всего используемый художниками и ремесленниками. Он обеспечивает самые чистые и прочные сварные швы, но при этом обеспечивает наибольшую координацию, заботу и наибольшую подготовку.
 Это дешево, универсально и просто, но также склонно к брызгам расплава и шлаку, что требует дополнительной отделки. Сварка стержнем также лучше всего подходит для использования на открытом воздухе и требует минимальной очистки.
Это дешево, универсально и просто, но также склонно к брызгам расплава и шлаку, что требует дополнительной отделки. Сварка стержнем также лучше всего подходит для использования на открытом воздухе и требует минимальной очистки. Очень важно выбрать правильный вид сварки. Однако, как новичок, вы, вероятно, начнете со сварки электродом или MIG и изучите все тонкости процесса, прежде чем углубляться в наиболее подходящий вид сварки для каждой работы.
Однако, как новичок, вы, вероятно, начнете со сварки электродом или MIG и изучите все тонкости процесса, прежде чем углубляться в наиболее подходящий вид сварки для каждой работы.
Шаг 1: Безопасность
Сварка, если она выполняется правильно, является безопасным процессом как для любителей, так и для профессиональных практиков. Тем не менее, у него есть много разных способов пойти не так, поэтому безопасность имеет первостепенное значение.
Перед началом любой сварки убедитесь, что у вас есть соответствующий контрольный список безопасности.
- Убедитесь, что у вас есть соответствующее защитное оборудование, включая сварочные перчатки, каску или маску, куртку или фартук и рабочие ботинки. Вы также можете подумать о респираторе, в зависимости от типа сварки и места, где вы работаете.
- Работайте в подходящем месте, на открытом воздухе, в сварочном цеху или в другом безопасном месте. Будьте осторожны с легковоспламеняющимися предметами поблизости и убедитесь, что у вас есть средства безопасности, такие как огнетушитель, противопожарное одеяло и бутылка для промывания глаз.
- Обеспечьте надлежащую вентиляцию при сварке.
- Позаботьтесь об электробезопасности и убедитесь, что ваше оборудование находится в хорошем рабочем состоянии.

Безопасность сварки имеет решающее значение, поэтому сделайте этот шаг, независимо от того, насколько глубоко вы погружаетесь в сварку.
Загрязнения — враг сплошных сварных швов. Перед сваркой металла необходимо подготовить этот металл. Есть два вида подготовки; вы должны сделать первое для каждого соединения, а второе зависит от типа сварного шва.
Для подготовки материалов вам понадобится угловая шлифовальная машина для удаления поверхностных материалов, прокатной окалины, грязи, краски и любых других загрязнений, которые могут попасть между двумя кусками металла и вашим наполнителем. Помните ламеллярный разрыв? Ламеллярный разрыв можно свести к минимуму или избежать различными способами, включая очистку.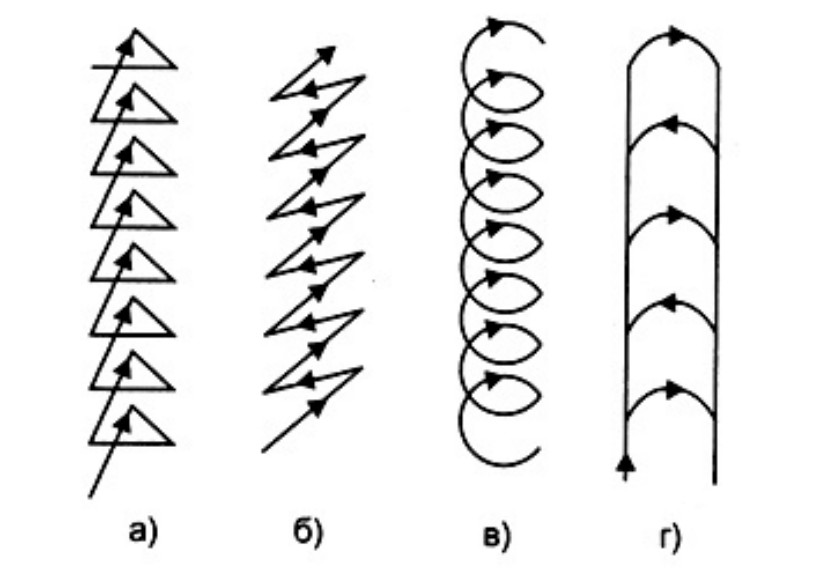 Сварка двух деталей без их надлежащей очистки приведет к тому, что эти примеси прилипнут к сварному шву, что ослабит его и приведет к неизбежному выходу из строя.
Сварка двух деталей без их надлежащей очистки приведет к тому, что эти примеси прилипнут к сварному шву, что ослабит его и приведет к неизбежному выходу из строя.
Также рекомендуется очистить место для зажима заземления, чтобы обеспечить надежное соединение и снизить риск случайных ударов.
В этот момент вы, как правило, думаете о том, какой тип соединения использовать, но поскольку мы обсуждаем тройники, этот выбор сделан за нас. Итак, теперь вы должны подумать, какой тип сварки использовать.
- Угловые сварные швы не требуют дополнительной подготовки материалов и лучше всего используются, когда прочность не требуется или когда материалы тонкие.
- Скошенные сварные швы обтачивают прямое диагональное поперечное сечение от вертикального элемента Т-образной формы, создавая больше места для присадочного металла и обеспечивая более глубокое проплавление. Они обычно используются, когда требуется более прочный сварной шов и для сварки труб.
- J-образные сварные швы аналогичны сварным швам со скошенной кромкой, за исключением того, что они оставляют больше материала на изгибе J. Этот метод придает сварному шву большую прочность, аналогичную сварному шву со скошенной кромкой, но оставляет больше материала на контактной поверхности, поэтому существует более значительная допустимая погрешность.
- Сварные швы с пробкой или прорезью включают сверление или шлифовку отверстий в плоском элементе Т-образной формы для создания пробок или прорезей из присадочного материала для придания дополнительной прочности соединению. Они требуют дополнительной подготовки, но образуют более прочный сустав.

Обратите внимание, что выбор между J-образной или V-образной фаской в первую очередь зависит от имеющихся у вас инструментов. J обычно лучше, если у вас есть инструмент для создания фаски. Сварные швы J немного более надежны и их легче выполнять, но их сложнее срезать вручную.
Базовая угловая сварка подходит для тренировочных сварных швов или простых скосов, чтобы попрактиковаться в чем-то более сложном.
Шаг 3: Займите положение и прихватите сварной шовДля качественной сварки требуется ровное, тщательное и устойчивое обращение со сварочным пистолетом. Чтобы облегчить это, вы хотите, чтобы вы и ваши материалы были расположены так, чтобы вам нужно было как можно меньше двигаться для выполнения сварки. Попрактикуйтесь в перемещении пистолета по сварному шву, сохраняя твердость руки. Измените положение, если вы столкнетесь с чем-то на своем пути или вам потребуется изменить положение в середине сварного шва.
Далее вам нужно соединить две детали прихваточным швом. Прихваточная сварка выполняется путем создания небольших точек сварного шва, чтобы удерживать материалы на месте для окончательного сварного шва. Этот шаг также является вашей последней возможностью проверить точное позиционирование, углы и прямоугольность материалов. Никто не хочет сваривать букву Т только для того, чтобы обнаружить, что она больше похожа на семерку!
Никто не хочет сваривать букву Т только для того, чтобы обнаружить, что она больше похожа на семерку!
После того, как вы прикрепите вертикальный элемент на место, вы готовы начать финальную сварку.
Шаг 4: Уложите первую бусинуВы перемещаете сварочный пистолет над стыком и наносите присадочный материал при сварке стыка. Узор, по которому вы это делаете, называется бисером. Самый простой валик – это стрингер, одиночный прямой валик поперек свариваемого соединения.
Различные виды валиков позволяют создавать более сложные сварные швы и лучше контролировать тепло в сварном шве. Например, на этом изображении показано несколько движений, таких как волны, треугольники и лестницы:
(Источник изображения: WeldGuru.com)
Другие типы бисера включают в себя различные виды плетения. Подробнее об этих видах бисера можно узнать здесь.
Простой стрингерный валик — это все, что вам нужно для практической сварки и начинающего сварщика.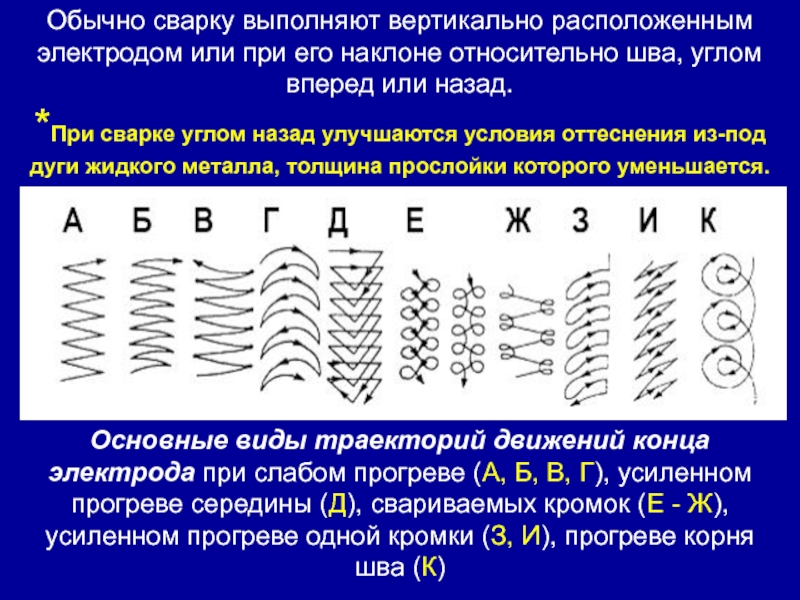 Позже вы можете попрактиковаться с другими видами валиков, разными положениями для сварки и другими обстоятельствами, при которых сварка может пойти не так. В конце концов, так же важно знать, как что-то терпит неудачу, как и понимать, как все идет правильно, чтобы вы могли распознать это и научиться приспосабливаться.
Позже вы можете попрактиковаться с другими видами валиков, разными положениями для сварки и другими обстоятельствами, при которых сварка может пойти не так. В конце концов, так же важно знать, как что-то терпит неудачу, как и понимать, как все идет правильно, чтобы вы могли распознать это и научиться приспосабливаться.
Если ваши материалы очень толстые, вам может понадобиться уложить более одного валика. Вам также может понадобиться вернуться к шагу 2, чтобы повторно очистить сварной шов для второго прохода, чтобы предотвратить загрязнение шлаком и ослабление соединения.
Шаг 5: шлифовка и финишная обработкаПосле того, как сварка завершена, пора ее закончить.
Если ваш сварной шов не будет виден или общий вид сварного шва не имеет значения, то все готово. Незавершенные сварные швы могут выглядеть красиво в руках профессионала, но они также могут быть подвержены ржавчине под воздействием погодных условий. Сварные швы часто являются первым местом в конструкции, которое ржавеет.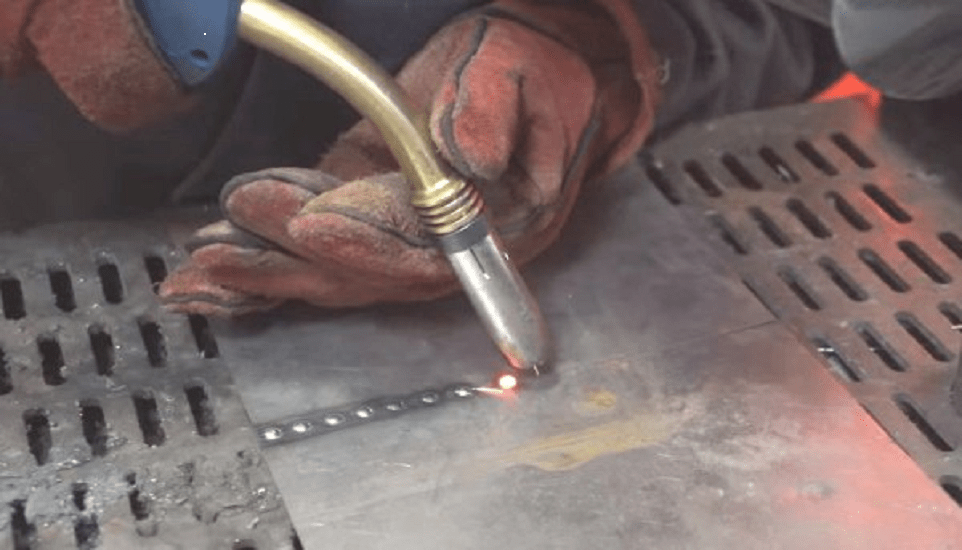
Итак, вам может понадобиться закончить сварку. Завершение сварки может включать:
- Шлифование сварного шва для удаления шлака, оставшегося в процессе сварки (особенно при сварке электродом).
- Шлифовка для сглаживания неровностей в самом сварном шве (это знакомо новичкам и тем, у кого проблемы с устойчивостью рук).
- Окраска и другие виды обработки готового изделия.
Если вы планируете шлифовать сустав, соблюдайте осторожность. Легко перешлифовать и ослабить (или даже полностью удалить) ваш сварной шов, отделив ваши части и оставив вас на месте. Хотя это может дать вам хороший источник еще одного раунда практики, это не та привычка, к которой вы стремитесь.
Заключение Сварка является важным навыком для любого мастера и в то же время одним из самых приятных навыков. Существует множество различных типов сварных швов, но тройниковое соединение является одним из наиболее распространенных, поэтому, если вы искали хорошее руководство для начинающих, оно должно вам помочь.