Сварочные стекла выбираются в зависимости от
Содержание
- Виды светофильтров для сварки
- С постоянным затемнением
- Для маски Хамелеон
- Диоптрические
- Выбор светофильтров
- Вместо заключения
- Виды светофильтров по назначению
- Зачем использовать светофильтры
- Виды светофильтров для электросварки
- С постоянным затемнением
- Со сменным затемнением
- Диоптрические линзы
- Как выбрать светофильтры
- Виды стекол
- Маркировка светофильтров
- Таблица соответствия российской и иностранной маркировки светофильтров
- Выбор светофильтра
- Возможные неисправности и способы их устранения
Время чтения: ≈4 минуты
Сварочная маска — обязательный атрибут защиты сварщика. Вы можете нарушить технику безопасности и не использовать защитную робу или специальные ботинки. Но без маски не обойтись. Она защищает глаза от потери зрения и воспалений, а также препятствует образованию ожогов и повреждений на коже.
Вы наверняка знаете, что в масках есть сменные светофильтры, которые можно приобрести под свой бюджет и требования. В этой статье мы подробно расскажем, какие светофильтры бывают и как выбрать светофильтр для сварочной маски.
Виды светофильтров для сварки
Существуют защитные стекла для сварочных масок трех типов: фильтр для сварочных работ с постоянным затемнением, фильтр для маски Хамелеон и диоптрический фильтр. Это основная классификация. Чтобы знать, как подобрать стекло для сварочной маски, необходимо ознакомиться с каждым из типов световых фильтров.
С постоянным затемнениемСварочные стекла с постоянным затемнением — это классические светофильтры. Они изготавливаются из обычного стекла, но в состав добавляются дополнительные материалы. У фильтра постоянное затемнение, оно никак не адаптируется под ваш тип сварочных работ. Поэтому для разных сварок нужны разные фильтры, в которых степень затемнения будет соответствовать вашей работе.
Данные фильтры недорогие и долговечные, но с ними не всегда удобно работать. При прекращении сварки необходимо поднимать маску, иначе вы просто ничего не увидите. А во время сварочного процесса приходится часто поднимать маску, чтобы проверить шов, удалить шлак или зачистить металл.
Для маски ХамелеонФильтры типа «Хамелеон» лишены всех недостатков обычных стекол с постоянным затемнением. Эти маски сами определяют, когда нужно затемнить стекло, а когда осветлить. Такой фильтр сделан на основе жидкокристаллического экрана, поэтому нуждается в дополнительном источнике питания. Некоторые фильтры оснащены солнечными батареями для дополнительной подзарядки.
Фильтры хамелеон для сварочных работ очень удобны и функциональны, но стоят недешево и нуждаются в трепетном обращении. Зато вы можете вообще не снимать маску во время сварки, достаточно просто погасить дугу и фильтр за долю секунды осветлится.
ДиоптрическиеДиоптрические линзы для сварочной маски — это очень узкая линейка товаров, но без таких линз не обойтись, если у вас плохое зрение. В большинстве случаев вы не сможете надеть свои очки под маску, зато можете использовать специальные линзы. Принцип их действия похож на увеличительное стекло. Такие линзы подойдут не только для мастеров с плохим зрением, но и для тех, кто варит очень мелкие детали.
В большинстве случаев вы не сможете надеть свои очки под маску, зато можете использовать специальные линзы. Принцип их действия похож на увеличительное стекло. Такие линзы подойдут не только для мастеров с плохим зрением, но и для тех, кто варит очень мелкие детали.
Линзы такого типа изготавливаются из специального пластика и имеют универсальный размер, подходящий для большинства масок. Такие линзы можно комбинировать с другими фильтрами. Степень увеличения подбирается индивидуально, как и в случае с очками в аптеке.
Выбор светофильтров
Чтобы выбрать защитное стекло для сварочной маскинеобходимо определиться, какое сварочное оборудование и комплектующие будут использоваться в работе. Если у вас ограниченный бюджет, то купите обычный светофильтр с постоянным затемнением. Фильтр на сварочную маску Хамелеон будет стоить значительно дороже, хоть в магазине и можно найти дешевые модели. Но они обычно работают плохо и не стоят потраченных денег.
Чтобы выбрать фильтр с постоянным затемнением ориентируйтесь на силу тока и диаметр электрода. Универсальные светофильтры для сварочных масок имеют маркировку 9-10 DIN и выше или С4 и выше. Но если вы будете варить тонкими электродами, то затемнение может быть слишком сильным, и вы просто не увидите сварочный процесс. Словом, чем тоньше ваши электроды, тем меньше должна быть степень затемнения фильтра.
Универсальные светофильтры для сварочных масок имеют маркировку 9-10 DIN и выше или С4 и выше. Но если вы будете варить тонкими электродами, то затемнение может быть слишком сильным, и вы просто не увидите сварочный процесс. Словом, чем тоньше ваши электроды, тем меньше должна быть степень затемнения фильтра.
Если вы все же решили купить фильтр для маски Хамелеон, то обратите внимание на активное затемнение (мы рекомендуем не менее 9) и на скорость этого затемнения (чем меньше, тем лучше). Также важна скорость осветления светофильтра. Здесь тоже действует правило «чем быстрее, тем лучше».
С диоптрическими линзами важно знать параметры своего зрения. Не подбирайте их наугад. Проконсультируйтесь с врачом и получите рецепт.
Также при выборе фильтра обращайте внимание, какие у него крепления, соответствуют ли они креплениям на вашей маске. У некоторых производителей свои уникальные крепления, которые не подходят под большинство фильтров.
Вместо заключения
Теперь вы знаете, как выбрать стекло для сварочной маски.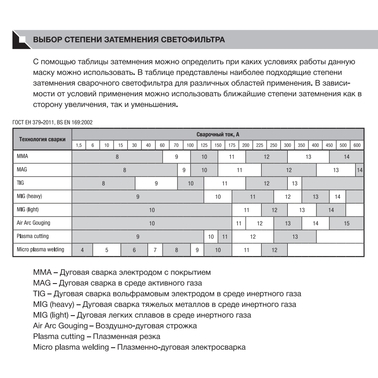 Конечно, мы не затронули прочие характеристики масок, например, оптический класс или маркировка сварочных стекол. Поскольку эта тема очень обширная и заслуживает отдельной статьи.
Конечно, мы не затронули прочие характеристики масок, например, оптический класс или маркировка сварочных стекол. Поскольку эта тема очень обширная и заслуживает отдельной статьи.
А какие светофильтры используете вы? Что, на ваш взгляд, важнее: цена или качество фильтра, при условии, что его все-равно приходится менять? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Работа сварщика травмоопасна и для защиты используется специальное снаряжение, огнеупорные одежда, обувь и перчатки. Но, главное — это защита зрения. Для этого используют маски со специальными затемненными стеклами — светофильтрами.
В этой статье мы рассмотрим основной элемент сварочной маски. Какие бывают виды защиты зрения. И как выбрать светофильтры для сварочных масок при покупке.
Виды светофильтров по назначению
В зависимости от работ используются различные виды светофильтров. Стекло для маски сварщика по своему назначению бывает нескольких видов.
- Светофильтры для подсобных работников при электросварке.

- Для работы с газосварочным и резочным оборудованием.
- Светофильтры для электросварщиков.

Для подсобников защита зрения обеспечивается стеклами с различным затемнением, вставленные в очки.
При работе с газосварочным оборудованием также используют светофильтры, изготовленные из затемненного желто-зеленого стекла с затемнением от С6. Вправляют их в защитные очки.
Светофильтры для работы с электросваркой имеют многие степени защиты, как от яркого излучения дуги, так и от ультрафиолетового и инфракрасного спектров.
Важным свойством любых защитных стекол сварщика является стойкость к механическому и термическому воздействию (осколки шлака, брызги расплавленного металла).
Зачем использовать светофильтры
При работе сварки электрическая дуга дает очень яркое свечение, которое просто ослепляет человека. Вспышка света такой силы способна нанести ожоги поверхности глаза (как говорят сварщики — поймать «зайчика»), продолжительное или частое повторение таких бликов приводят к очень болезненному раздражению («песок в глазах»). Если свет такой силы будет воздействовать на роговицу постоянно, то это приведет к полной потере зрения. Это первая причина, по которой используют защиту при сварочных работах.
Если свет такой силы будет воздействовать на роговицу постоянно, то это приведет к полной потере зрения. Это первая причина, по которой используют защиту при сварочных работах.
Также без использования светофильтров невозможно просто контролировать сварочный процесс, а при достаточном затемнении прекрасно видно, что происходит в сварочной ванной.
Во время сваривания деталей электросваркой выделяется и другое излучение в ультрафиолетовом и инфракрасном спектрах. Они, также как и яркий свет, «сажают» зрение, хоть и не так интенсивно.
И напоследок, брызги расплавленного металла и раскаленного шлака тоже представляют опасность для глаз.
Стекло защитное для масок отличается в основном по степени затемнения.
Виды светофильтров для электросварки
Сегодня используют два основных вида фильтров для работы с электросварочным оборудованием и один специальный.
- Светофильтры с постоянным затемнением.
- Фильтры со сменным затемнением (хамелеон).
- Диоптрическая линза для сварочных масок.

С постоянным затемнением
Еще 10 лет назад такая защита была единственной в арсенале сварщиков. Светофильтры с постоянным затемнением изготавливаются из стекол с добавлением в них меди или никеля. Это делается для снижения пропускной способности света. Также внешняя поверхность может быть зеркальная, для отражения лучей.
Степень затемнения — главный показатель светофильтра. Существует две их классификации: западная (DIN) и отечественная (С). Степени определяют по маркировкам, указанным непосредственно на светофильтре.
Фильтры подбирают в зависимости от силы тока, с которым придется работать. Чем больше ампер, тем более затемненным должен быть светофильтр на маске.
Положительными качествами светофильтров с постоянным затемнением являются их дешевизна и прочность.
Со сменным затемнением
Главное неудобство работы со светофильтрами с фиксированным затемнением — это то, что через них ничего не видно. А кроме самого процесса варки металла, сварщику нужно постоянно осматривать шов, удалять шлак и зачищать соединение. Для этого постоянно нужно маску снимать.
Для этого постоянно нужно маску снимать.
Чтобы избежать таких неудобств, используют автоматические светофильтры для сварочной маски — хамелеоны.
Их принцип работы построен на автоматическом затемнении стекол за несколько тысячных долей секунды до зажигания дуги.
Хамелеон — сложная система, в основе которой лежит жидкокристаллический экран. Кристаллы при изменении яркости (светонапряжения) меняют последовательность расположения, что снижает светопропускную способность.
Защитное стекло хамелеон может состоять из 1-3 таких экранов, плюс обязательно защитный экран, не пропускающий УФ и ИФ типы излучения. И, конечно же, слой полимера, защищающий систему от брызг расплавленного металла.
Функциональность обеспечивается индивидуальным источником питания, работающего от солнечных панелей.
Маска с такими фильтрами позволяет, не снимая ее, проводить различные манипуляции, кроме самого сварочного процесса. Стоят они дороже, по сравнению с защитными стеклами с фиксированным затемнением.
Диоптрические линзы
Такие линзы используют для работников с проблемным зрением, либо при сварке очень мелких деталей или тонколистового металла.
Они позволяют увеличить изображение для удобного контроля сварочного процесса.
Как правило, диоптрические линзы производят в универсальном размере, чтобы их можно было установить на большинство защитных масок.
Материалом для такого вида стекол является специальный оптический пластик, который безвреден для зрения.
Линзы подбирают индивидуально, в зависимости от своего зрения. Максимальный их показатель 3 диоптрии. Устанавливаются они в средину защитной маски.
Как выбрать светофильтры
Маски со светофильтрами подбирают зависимо от того, с каким оборудованием придется работать.
Главное, это не покупать дешевые светофильтры или маски без маркировок. Если недостаточно денег, то лучше приобрести фильтры с постоянным затемнением, чем хамелеон сомнительного производства и качества.
Светофильтры с фиксированным затемнением выбирают в зависимости от силы тока, с которой работают, и номера электрода.
Чтобы фильтры были более универсальны, лучше всего приобрести их с затемнением не ниже чем 9-10 DIN (от С4 и выше). Но учитывайте следующее — если придется работать с электродом двойкой, то слишком большое затемнение будет мешать контролировать сварочный процесс.
Для выбора хамелеона нужно руководствоваться несколькими факторами:
- Активная степень затемнения (лучше не ниже 9).
- Скорость затемнения (обычно около 0,10000 секунды).
- Скорость просветления фильтра.
Выбор различных стекол для защитных масок сегодня просто обширный. Но обязательно светофильтр для маски сварщика должен быть промаркирован, должны быть указаны его параметры.
Приобретая диоптрические линзы, руководствуются параметрами своего зрения и самой сварочной маски (могут быть незначительные отклонения в размерах). Главное — наличие у сварочных щитков крепления соответствующего такой оптике, иначе будет невозможно установить такое оборудование.
А что Вы думаете по поводу прочитанного материала? Какие фильтры лучше и удобней: постоянные или хамелеоны? Если у Вас есть опыт в выборе различных светофильтров для сварочных масок, поделитесь им в блоке комментариев к этой статье.
Работа сварщика сопряжена с риском для здоровья. В момент возникновения сварочной дуги кожа и глаза мастера подвергаются влиянию инфракрасного и ультрафиолетового излучения, воздействию тепла, а также могут пострадать от попадания крапа расплавленного металла. Шлем для защиты укрывает лицо работника от механического воздействия, а светофильтры на сварочную маску сводят к нулю воздействие излучения на глаза.
Производители выпускают разные сварочные стекла, чья классификация обуславливается многими факторами, например, оборудованием, которое используется для работы. Одно можно сказать с уверенностью, выбор светофильтра для сварочной маски напрямую зависит от степени затемненности стекол.
Виды стекол
На рынке сварочного оборудования существует три основных вида стекол для сварочных масок:
- С неизменной или постоянной затемненностью.
- С переменным затемнением (их называют хамелеонами).
- Увеличивающие стекла с диоптриями.
Стекла с неизменной затемненностью
Затемнение постоянных светофильтров создается за счет добавления в изделие металлов меди и никеля. Чаще всего их используют в аппаратах газовой и электродуговой сварок. При частой смене силы тока во время работы сварщику необходимо быстро подобрать нужный фильтр. Это неудобно, поскольку занимает время и расходует силы мастера. Кроме того, через такой светофильтр ничего не видно до начала сварки. В этом заключаются минусы такого стекла. Зато они отличаются прочностью и демократичной ценой.
Чаще всего их используют в аппаратах газовой и электродуговой сварок. При частой смене силы тока во время работы сварщику необходимо быстро подобрать нужный фильтр. Это неудобно, поскольку занимает время и расходует силы мастера. Кроме того, через такой светофильтр ничего не видно до начала сварки. В этом заключаются минусы такого стекла. Зато они отличаются прочностью и демократичной ценой.
Фильтры с переменным затемнением
Гораздо большим удобством и функциональностью обладают светофильтры хамелеоны для сварочных масок. Представляя собой жидкокристаллический экран, они способны снижать пропускную способность света за счет того, что частицы чередуют последовательность своего расположения. Кроме нескольких ЖК экранов в комплект стекла входит экран защиты от инфракрасного и ультрафиолетового воздействия и полимер, предназначенный уберечь от капель металла.
Во время сварки маска хамелеон позволяет видеть окружающее пространство, что значительно упрощает процесс работы. В отличие от стекол с постоянным затемнением, хамелеоны стоят дороже, поскольку представляют собой сложный аппарат.
В отличие от стекол с постоянным затемнением, хамелеоны стоят дороже, поскольку представляют собой сложный аппарат.
Увеличивающие стекла
На самом деле диоптрические линзы являются дополнительным оборудованием. Служат для увеличения изображения и устанавливаются между затемняющими фильтрами. Удобны для мастеров со слабым зрением или при работах с листами тонкого металла.
Маркировка светофильтров
Маркировка светофильтров указывает на следующие характеристики:
- Степень затемненности.
- Оптический тип стекла.
- Показатель рассеивания света.
- Однородность затемнения.
- Угловая зависимость.
Степень затемненности
Основной параметр, по которому выбирают стекло для определенных работ. На современных фильтрах может использоваться российская или иностранная маркировки, в зависимости от производителя. Отечественные обозначения бывают от С1 до С13, однако чаще всего для масок сварщиков применяют стекла с маркерами от С4 до С8.
| Класс стекла | Показатель погрешности |
|---|---|
| 1 | 0,1 DIN |
| 2 | 0,2 DIN |
| 3 | 0,3 DIN |
Европейские образцы помечают от 7 до 16 DIN, хотя вероятнее использование фильтров с показателем от 8 до 14 DIN. Степень затемнения лучше у стекол с большей цифрой в маркировке.
Таблица соответствия российской и иностранной маркировки светофильтров
| Российская классификация | Иностранная классификация |
|---|---|
| С4 | 9 DIN |
| С4 – С5 | 10 DIN |
| С5 | 11 DIN |
| С6 – С7 | 12 DIN |
| С8 | 13 DIN |
Оптический тип стекла
После маркера затемненности на стеклах указываются 4 цифры через косую черту. Первая цифра относится к классификации фильтра по оптической характеристике. Она указывает насколько четко видны объекты: 1 – отсутствие искажения, 2 – среднее искажение, 3 – периодическое искажение видимости.
Степень искривления зависит от материалов, которые используют для изготовления изделия.
Показатель рассеивания света
Зависит от качества жидких кристаллов, которые используются для автоматического затемнения. Чем быстрее они реагируют на изменение силы тока при сварке и меняют вое положение, тем отчетливей будет изображение. Также как при оптической характеристике четкость имеет 3 степени, первая из которых указывает на максимально четкое изображение, вторая – на небольшую размытость, а третья – на периодическое возникновение размытых областей.
Однородность затемнения
Поскольку классические светофильтры включают в себя смеси металлов, во время их изготовления соединение может быть неравномерным. За счет этого в некоторых областях затемнение будет меньше, а в других – больше. Цифровое обозначение этой классификации указывает на максимальный показатель погрешности.
Угловая зависимость
Сварочная вспышка попадает на фильтр под определенным углом. Этот параметр указывает степень затемнения в зависимости от угла отражения. Чем больше цифра, тем слабее срабатывает защита. Этот параметр имеет три обозначения от 1 до 3.
Этот параметр указывает степень затемнения в зависимости от угла отражения. Чем больше цифра, тем слабее срабатывает защита. Этот параметр имеет три обозначения от 1 до 3.
Дополнительная маркировка
Следует знать, что некоторые производители указывают дополнительные параметры в маркировке светофильтров.
Г – обозначение для газовой сварки: 1 – низкая мощность; 2 – средняя; 3 – высокая.
Д – работы у доменных печей.
П – промышленные производства у прокатных станов.
В – для работ на открытых пространствах.
У – повышенная прочность.
Выбор светофильтра
Перед покупкой защитного оборудования для сварки нужно точно определить от чего зависит выбор светофильтра. Перечисленные выше характеристики могут помочь приобрести хорошее и качественное изделие, которое обеспечит защиту зрения и лица мастера, а также облегчит его работу.
При выборе сварочного стекла нужно обратить внимание на следующие вопросы:
- Размеры светофильтра. Важно подбирать изделие, которое подойдет по размерам к щитку или маске сварщика, в противном случае есть риск столкнуться с проблемами еще до начала работы.
- Тип фильтра: с постоянным или автоматическим затемнением. Может зависеть от целей, которые преследует мастер, например, использовать оборудование для одинаковых работ. В этом случае достаточно приобрести стекло с постоянным затемнением одного показания. Если же предполагаются частые сварки и изменения силы тока, лучше остановить выбор на автоматических масках хамелеонах. Они позволяют регулировать степень и скорость затемненности, а также через них отлично видно окружающее пространство.
- Скорость срабатывания затемнения. Важный параметр, который позволяет сохранить здоровье глаз. Если скорость по каким-либо причинам не устраивает, скорее всего дело в неисправности маски или ее неправильной эксплуатации. Следует прочитать инструкцию или заменить фильтр на исправный.
- Наличие или отсутствие дополнительной защиты. Дополнительную защиту на светофильтрах представляет полимерная пленка, улучшающая визуальные характеристики и защищающая маску от ударов небольших твердых частиц.
 Важно подбирать изделие, которое подойдет по размерам к щитку или маске сварщика, в противном случае есть риск столкнуться с проблемами еще до начала работы.
Важно подбирать изделие, которое подойдет по размерам к щитку или маске сварщика, в противном случае есть риск столкнуться с проблемами еще до начала работы. Дополнительную защиту на светофильтрах представляет полимерная пленка, улучшающая визуальные характеристики и защищающая маску от ударов небольших твердых частиц.
Дополнительную защиту на светофильтрах представляет полимерная пленка, улучшающая визуальные характеристики и защищающая маску от ударов небольших твердых частиц.Возможные неисправности и способы их устранения
Автоматический светофильтр для сварочной маски представляет собой сложное изобретение, иногда в его работе могут возникать неисправности. Некоторые устраняются посредством профессионального ремонта, а другие можно исправить самостоятельно.
| Неисправность | Как устранить |
|---|---|
| Затемнение происходит неравномерно | Поправить расстояние между стеклом и глазами |
| Мерцание, плохое затемнение | Почистить фильтр или сменить его на новый |
| Запаздывает срабатывание | Перенести работы в помещение, где температура выше -5 ° |
| Размытость | Очистить фильтр, настроить освещение, правильно отрегулировать настройки |
Обладая знаниями о выборе хорошего и качественного светофильтра, можно смело отправляться в магазин и покупать товар, соответствующий вашим запросам.
Тест – Ручная дуговая, полуавтомат | Тест:
1-Вариант
1.Для ручной дуговой сварки выпускают стальную сварочную проволоку диаметром.
А) 1.2-2м
В) 1.5-5мм
С) 1.3-3мм
D) 1.4-4мм
Е) 1.6-6мм
2. Для полуавтоматической сварки выпускают стальную сварочную проволоку диаметром.
А) До 2 мм
В) До 3 мм
С) До1.5мм
D) До 4мм
Е) До 5мм
3. Как обозначается сварочная проволока.
А) Дв
В) Вв
С) Бв
D) Св
Е) Ав
4) Какие защитные газы можно применять при дуговой сварки?
А) Аргон, гелий, азот, СО2
В) Водород
С) Водород, кислород
D) Кислород
Е) Углекислый газ, водород
5.Какой защитный газ может применятся при сварке стали?
А) Фреон
В) Аммиак
С) Кислород
D) Углекислый газ
Е) Азот
6.Какой защитный газ применяется при сварке алюминия?
А) Фреон
В) Азот
С) Аргон
D) Углекислый газ
Е) Хлороводород
7. Какие марки электродов применяются для сварки меди?
Какие марки электродов применяются для сварки меди?
А) ОЗН
В) ОЗЛ
С) МР З
D) Комсомолец 100
Е) ГоНи 13/45
8.Системы организационных и технических мероприятий и средств предотвращающих воздействие на работающих производственных факторов.
А) Льготы по пенсионному обеспечению
В) Техника безопасности
С) Производственная санитария
D) Охрана труда
Е) Оформление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
А) Не менее 0,5м
В) Не менее 1м
С) Не мение1,5м
D) Не мение2,0м
Е) Не менее 2,5м
10.Работы, связанные со сварочным оборудованием разрешается производить сварщикам.
А) Подключать провода к клеммам малого напряжения
В) Производить чистку сварочных агрегатов во время роботы
С) Подключать к сети сварочные агрегаты
D) Ремонтировать агрегаты
Е) Ремонтировать силовые линии
11. Сварочные стекла выбираются в зависимости от
Сварочные стекла выбираются в зависимости от
А) Вида работ
В) Частоты тока
С) Напряжения дуги
D) Силы сварочного тока
Е) Вида источника
12.При обратном ударе пламени необходимо
А) Отсоединить оба шланга от горелки
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
13. Согласно оптимальным нормам в холодные периоды года температура воздуха рабочей зоны при средней тяжести робот принимается.
А) 25-30 с
В) 23-25 с
С) 17-20 с
D) 17-20 с
Е) 16-18 с
14.Вентиляционная система, осуществляющая смену воздуха во всем объеме помещения, называется
А) Смешанная
В) Принудительная
С) Местная
D) Естественная
Е) Общеобъёмная приточно-вытяжная
15.При ожоге тела следует.
А) Ожог надо помыть водой
В) Наложить стерильную повязку
С) Смазать зеленкой
D) Смазать йодом
Е) Отделить прилипшую одежду от тела
16. Сварка- это процесс получения
Сварка- это процесс получения
А) Клеёных соединений
В) Клепанных соединений
С) Болтовых соединений
D) Разъёмных соединений
Е) Неразъемных соединений
17.Способы возбуждающие сварочную дугу
А) Чирканьем
В) При помощи сварочной цепи
С) Подачей тока
D) Касанием и черканьем
Е) Касанием
18.Качество наплавленного металла зависит.
А) От низкого напряжения и маленького диаметра
В) От повышения напряжения и диаметра электрода
С) От низкого напряжения и диаметра электрода
D) От повышения силы тока и напряжения
Е) От повышения силы тока
19.Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
А) 4ммдиаметрпроволоки,0,08%Х.20%Н,9%Г,7%Т
В) 4мм, сварочнаяпроволока,8%С,20%Х,9%Н,7%Г,1%Т.
С) 0,4мм диаметр проволоки,8%С,20%,9%Н,7%Г, 1%Т.
D) 4мм, проволока сварочная.0,08углерода,20%хрома,9%никеля,7%марганца,1%титана.
Е) 4мм диаметр проволоки 0,8С,20%Х,9%Н,7%Г,1%Т
20. Сварку швов на поворотах следуют заваривать.
Сварку швов на поворотах следуют заваривать.
А) Электродом с тонким покрытием
В) Ниточным швом
С) С отрывом дуги
D) Электродом с толстым покрытием
Е) Без отрыва дуги
21.Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
А) Сварочного тока
В) Марки стали
С) Напряжения холостого хода
D) Толщины свариваемой детали
Е) Разделки кромок детали
22. При зажигании горелки в начале открывается вентиль.
А) Через камеру смешивания пропускают газ через мундштук
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
23. Сварочное соединение –
А) Это соединение на резьбе и заклепках
В) Это соединение на заклепках
С) Сварочное соединение –часть сварочной конструкции, в которой с помощью сварки получили несколько разъемных детали
D) Это соединение, полученное при помощи резьбы
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений минимальный расход металла, надежность, удобство и контроль
24. Приимущества сварного соединения.
Приимущества сварного соединения.
А) Сложность обработки кромок под сварку правильного проката, необходимость точной сварки элементов соединение под сварку.
В) Кромки соединения хорошо провариваются при V-образной разделке
С) Соединение легко поддается термической обработке.
D) Х-образной обработке кромок требуются мало металла
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений
25.Глубина проплавления (провар)
А) Глубина провара 24мм
В) Глубина провара2-6мм
С) Глубина провара равная диаметру электрода.
D) Глубина провара4-6мм
Е) Это наибольшая глубина расплавленного основного металла в сечения шва.
2-Вариант
1.Прочнось сварных соединений зависит:
А) От режима сварки и вида сварного соединения.
В) От режима сварки.
С) От прочности сварочной проволоки и флюсов.
D) От сварного соединения и его размеров.
Е) От прочности материалов, свариваемости, режима сварки.
2.Положение электрода при сварке характеризуется:
А) Зазором между свариваемыми деталями.
В) Силой тока и напряжением.
С) Направлением сварки.
D) Углом наклона к свариваемой детали.
Е) Углом его наклона к оси сварного шва.
3.Электрошлаковая сварка прозводится:
А) В вертикальных швах большой толщины
В) В потолочном положении
С) В горизонтальном положении
D) В вертикальном и нижнем положениях
Е) В нижнем положении
4.Определить область применения(ацетилена) С2Н2:
А) Сварка легкоплавких металлов.
В) Сварка цветных металлов
С) Сварка чугуна
D) Кислородная резка стали.
Е) Для всех случаев резки и сварки.
5.Определить значения химического соединения СаС2:
А) Оксид кальция.
В) Гашеная известь.
С) Карбид кальция
D) Вода.
Е) Ацетилен.
6. Раположение ацетильного генератора от места работы:
Раположение ацетильного генератора от места работы:
А) Не менее 20м
В) Не менее18м
С) Не менее 5м
D) Не менее 10м
Е) Не менее15м
7.Пламя, где подается одинаковый объем газов О2 и Н20:
А) Кислородное
В) Окислительное
С) Ацетиленовое
D) Науглероживающее
Е) Нормальное пламя
8.Самая высокая температура ацетиленокислородного пламени:
А) 4000 С
В) 4200 С
С) 3150 С
D) 5000 С
Е) 1500 С
9.Способы сварки, применяемые при газовой сварке:
А) Левый способ.
В) Левый и правый способы.
С) На себя.
D) Правый способ.
Е) От себя.
10.Расстояние металла от ядра в восстановительной зоне:
А) 4-6 мм.
В) 2-4 мм.
С) 1-2 мм.
D) 1-3 мм.
Е) 2-6 мм.
11.Вертикальный шов при газовой сварке сваривают:
А) Сверху вниз спиралеобразными движениями.
В) Снизу вверх левым способом.
С) Сверху вниз правым способом.
D) Снизу вверх правым способом.
Е) Сверху вниз левым способом.
12.Отличие резака от сварочной горелки:
А) Отсутствием камеры смешения газов.
В) Двойного мундштука.
С) Отдельной трубки для режущего кислорода и третьим вентилем.
D) Отсутствуем кислородной трубки.
Е) Отдельной трубки с вентилем для режущего кислорода и двойным мундштуком
13.Шлаки при резки должны быть:
А) Нерастворимыми.
В) Жидкотекучими.
С) Вязкими
D) Жаростойкими.
Е) Тугоплавкими.
14.Защищать сварной шов от шлаков следует:
А) До сварки.
В) Сразу после сварки.
С) После полного остывания металла.
D) Во время сварки.
Е) Через 15 минут после сварки.
15.Контроль, при котором получают негатив изображения участка сварного шва:
А) Рентгеновский.
В) Ультразвуковой.
С) Магнитопорошковый.
D) Люминесцентный.
Е) Магнитографический
16. Сварщики допускают к работе при условиях:
Сварщики допускают к работе при условиях:
А) После прохождения курсов сварщика.
В) После соответствующего обучения, пройдя инструктаж по технике безопасности.
С) Получившим удостоверение сварщика.
D) После знакомства с производством и работодателем .
Е) После соответствующего обучения, имеющего удостоверение на сварочные работы, прошедшего инструктаж и проверку знаний техники безопасности.
17.При оказании помощи пораженному электрическим током в первую очередь необходима:
А) Освободить от действия тока
В) Заземлить высоковольтные провода
С) Дать нашатырный спирт
D) Сделать искусственное дыхание
Е) Заземлить провода электроустановок
18.Запрещается совместная транспортировка баллонов:
А) Нескольких баллонов с водородом.
В) Нескольких баллонов с ацетиленом.
С) Нескольких баллонов с пропаном.
D) Нескольких баллонов с ацетиленом и кислородом.
Е) Нескольких кислородных баллонов.
19) Сварщик о средствах огнетушения должен знать:
А) Где находится писок и багор.
В) Нахождение место роботы.
С) Умение пользоваться первичными средствами огнетушения.
D) Знать местонахождения легковоспламеняющихся материалов.
Е) Расположение пожарного крана огнетушителей и комплект противопожарного инвентаря.
20.Назвать природные минералы, входящие в обмотку электрода:
А) Слюда, тальк.
В) Тальк, лимонит.
С) Барит, магнетит.
D) Мрамор, мел, известняк.
Е) Шпат, кварц.
21.Марка электрода характеризуется:
А) Химическими свойствами электрода.
В) Физическими свойствами электрода.
С) Толщиной электрода.
D) Составом электродного покрытия
Е) Длиной электрода.
22.Электроды с тонким покрытием применяют для сварки неответственных конструкций из:
А) Легированной стали.
В) Углеродистых сталей.
С) Среднеуглеродистых сталей.
D) Высокоуглеродистых сталей.
Е) Низкоуглеродистых сталей.
23.Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется:
А) Горячетекучесть.
В) Хладноломкость.
С) Жаростойкость.
D) Тепловое растрескивание.
Е) Красноломкость.
24.При сварке в замкнутых пространствах напряжение освещения должно быть:
А) 220В.
В) 127В.
С) 24В.
D) 12В.
Е) 36В.
25.Высота стенок сварочной кабины должна быть не менее:
А) 2,75м.
В) 1,75.
С) 2м.
D) 1,5м.
Е) 2,5м.
3-Вариант
1.Для ручной дуговой сварки выпускают стальную сварочную проволоку диаметром.
А) 1.2-2м
В) 1.5-5мм
С) 1.3-3мм
D) 1.4-4мм
Е) 1.6-6мм
2.Для полуавтоматической сварки выпускают стальную сварочную проволоку диаметром.
А) До 2 мм
В) До 3 мм
С) До1.5мм
D) До 4мм
Е) До 5мм
3. Как обозначается сварочная проволока.
А) Дв
В) Вв
С) Бв
D) Св
Е) Ав
4. Какие защитные газы можно применять при дуговой сварки?
Какие защитные газы можно применять при дуговой сварки?
А) Аргон, гелий, азот, СО2
В) Водород
С) Водород, кислород
D) Кислород
Е) Углекислый газ, водород
5. Какой защитный газ может применятся при сварке стали?
А) Фреон
В) Аммиак
С) Кислород
D) Углекислый газ
Е) Азот
6.Какой защитный газ применяется при сварке алюминия?
А) Фреон
В) Азот
С) Аргон
D) Углекислый газ
Е) Хлороводород
7.Какие марки электродов применяются для сварки меди?
А) ОЗН
В) ОЗЛ
С) МР З
D) Комсомолец 100
Е) ГоНи 13/45
8.Системы организационных, технических мероприятий и средств предотвращающих воздействие на работающих производственных факторов.
А) Льготы по пенсионному обеспечению
В) Техника безопасности
С) Производственная санитария
D) Охрана труда
Е) Оформление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
А) Не менее 0,5м
В) Не менее 1м
С) Не менее1,5м
D) Не менее2,0м
Е) Не менее 2,5м
10.Работы, связанные со сварочным оборудованием разрешается производить сварщикам.
А) Подключать провода к клеммам малого напряжения
В) Производить чистку сварочных агрегатов во время роботы
С) Подключать к сети сварочные агрегаты
D) Ремонтировать агрегаты
Е) Ремонтировать силовые линии
11.Сварочные стекла выбираются в зависимости от.
А) Вида работ
В) Частоты тока
С) Напряжения дуги
D) Силы сварочного тока
Е) Вида источника
12.При обратном ударе пламени необходимо
А) Отсоединить оба шланга от горелки
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиль открывают
Е) Ацетиленовый
13) Согласно оптимальным нормам в холодные периоды года температура воздуха рабочей зоны при средней тяжести робот принимается
А) 25-30 с
В) 23-25 с
С) 17-20 с
D) 17-20 с
Е) 16-18 с
14. Вентиляционная система, осуществляющая смену воздуха во всем объеме помещения, называются
Вентиляционная система, осуществляющая смену воздуха во всем объеме помещения, называются
А) Смешанная
В) Принудительная
С) Местная
D) Естественная
Е) Обще объёмная приточно-вытяжная
15. При ожога тела следует
А) Ожог надо помыть водой
В) Наложить стерильную повязку
С) Смазать зеленкой
D) Смазать йодом
Е) Отделить прилипшую одежду от тела
16.Сварка- это процесс получение
А) Клеёных соединений
В) Клепанных соединений
С) Болтовых соединений
D) Разъёмных соединений
Е) Неразъемных соединений
17.Способы возбуждающие сварочную дугу
А) Чирканьем
В) При помощи сварочной цепи
С) Подачей тока
D) Касанием и чирканьем
Е) Касанием
18.Качество наплавленного металла зависит.
А) От низкого напряжения и маленького диаметра
В) От повышения напряжения и диаметра электрода
С) От низкого напряжения и диаметра электрода
D) От повышения силы тока и напряжения
Е) От повышения силы тока
19. Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
А) 4ммдиаметрпроволоки,0,08%Х.20%Н,9%Г,7%Т
В) 4мм,сварочнаяпроволока,8%С,20%Х,9%Н,7%Г,1%Т.
С) 0,4мм диаметр проволоки,8%С,20%,9%Н,7%Г, 1%Т.
D) 4мм,проволока сварочная.0,08углерода,20%хрома,9%никеля,7%марганца,
1%титана.
Е)4мм диаметр проволоки 0,8С,20%Х,9%Н,7%Г,1%Т
20.Сварку швов на поворотах следуют заваривать.
А) Электродом с тонким покрытием
В) Ниточным швом
С) С отрывом дуги
D) Электродом с толстым покрытием
Е) Без отрыва дуги
21.Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
А) Сварочного тока
В) Марки стали
С) Напряжения холостого хода
D) Толщины свариваемой детали
Е) Разделки кромок детали
22) При зажигании горелки в начале открывается вентиль.
А) Через камеру смешивания пропускают газ через мундштук
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
23. Сварочное соединения –
Сварочное соединения –
А) Это соединение на резьбе и заклепках
В) Это соединение на заклепках
С) Сварочное соединение –часть сварочной конструкции, в которой с помощью сварки получили несколько разъемных детали
D) Это соединение, полученное при помощи резьбы
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений минимальный расход металла, надежность удобство и контроль
24.Преимущества сварного соединения.
А) Сложность обработки кромок под сварку правильного проката, необходимость точной сварки элементов соединение под сварку.
В) Кромки соединения хорошо провариваются при V-образной разделке
С) Соединение легко поддается термической обработке.
D) Х-образной обработке кромок требуются мало металла
Е) Сварка элементов неограниченной толшинны, равномерное распределение напряжений, высокая прочность сварных соединений
25.Глубина проплавления(провар)
А) Глубина провара 24мм
В) Глубина провара2-6мм
С) Глубина провара равная диаметру электрода.
D) Глубина провара4-6мм
Е) Это наибольшая глубина расплавленного основного металла в сечения шва.
4-Вариант
1.Прочность сварных соединений зависит:
А) От режима сварки и вида сварного соединения.
В) От режима сварки.
С) От прочности сварочной проволоки и флюсов.
D) От сварного соединения и его размеров.
Е) От прочности материалов, свариваемости, режима сварки.
2.Положение электрода при сварке характеризуется:
А) Зазором между свариваемыми деталями.
В) Силой тока и напряжением.
С) Направлением сварки.
D) Углом наклона к свариваемой детали.
Е) Углом его наклона к оси сварного шва.
3.Электрошлаковая сварка производится:
А) В вертикальных швах большой толщины
В) В потолочном положении
С) В горизонтальном положении
D) В вертикальном и нижнем положениях
Е) В нижнем положении
4.Определить область применения(ацетилена) С2Н2:
А) Сварка легкоплавких металлов.
В) Сварка цветных металлов
С) Сварка чугуна
D) Кислородная резка стали.
Е) Для всех случаев резки и сварки.
5.Оредилить значения химического соединения СаС2:
А) Оксид кальция.
В) Гашеная известь.
С) Карбид кальция.
D) Вода.
Е) Ацетилен.
6.Раположение ацетильного генератора от места работы:
А) Не менее 20м
В) Не менее18м
С) Не менее 5м
D) Не менее 10м
Е) Не менее15м
7.Пламя, где подается одинаковый объем газов О2 и Н20:
А) Кислородное
В) Окислительное
С) Ацетиленовое
D) Науглероживающее
Е) Нормальное пламя
8.Самая высокая температура ацетиленокислородного пламени:
А)4000 С
В) 4200 С
С) 3150 С
D)5000 С
Е)1500 С
9.Способы сварки, применяемые при газовой сварке:
А) Левый способ.
В) Левый и правый способы.
С) На себя.
D) Правый способ.
Е) От себя.
10.Расстояние металла от ядра в восстановительной зоне:
А) 4-6 мм.
В) 2-4 мм.
С) 1-2 мм.
D) 1-3 мм.
Е) 2-6 мм.
11.Вертикальный шов при газовой сварке сваривают:
А) Сверху вниз спиралеобразными движениями.
В) Снизу вверх левым способом.
С) Сверху вниз правым способом.
D) Снизу вверх правым способом.
Е) Сверху вниз левым способом.
12.Отличие резака от сварочной горелки:
А) Отсутствие камеры смешения газов.
В) Двойного мундштука.
С) Отдельной трубки для режущего кислорода и третьим вентилем.
D) Отсутствие кислородной трубки.
Е) Отдельной трубки с вентилем для режущего кислорода и двойным мундштуком
13.Шлаки при резки должны быть:
А) Нерастворимыми.
В) Жидкотекучими.
С) Вязкими
D) Жаростойкими.
Е) Тугоплавкими.
14.Защищать сварной шов от шлаков следует:
А) До сварки.
В) Сразу после сварки.
С) После полного остывания металла.
D) Во время сварки.
Е) Через 15 минут после сварки.
15.Контроль, при котором получают негатив изображения участка сварного шва:
А) Рентгеновский.
В) Ультразвуковой.
С) Магнитопорошковый.
D) Люминесцентный.
Е) Магнитографический
16.Сварщики допускают к работе при условиях:
А) После прохождения курсов сварщика.
В) После соответствующего обучения, пройдя инструктаж по технике безопасности.
С) Получившим удостоверение сварщика.
D) После знакомства с производством и работодателем.
Е) После соответствующего обучения, имеющего удостоверение на сварочные работы, прошедшего инструктаж и проверку знаний техники безопасности.
17.При оказании помощи пораженному электрическим током в первую очередь необходима:
А) Освободить от действия тока
В) Заземлить высоковольтные провода
С) Дать нашатырный спирт
D) Сделать искусственное дыхание
Е) Заземлить провода электроустановок
18.Запрещается совместная транспортировка баллонов:
А) Нескольких баллонов с водородом.
В) Нескольких баллонов с ацетиленом.
С) Нескольких баллонов с пропаном.
D) Нескольких баллонов с ацетиленом и кислородом.
Е) Нескольких кислородных баллонов.
19.Сварщик о средствах огнетушения должен знать:
А) Где находится песок и багор.
В) Уметь пользоваться первичными средствами огнетушения.
С) Знать местонахождения легковоспламеняющихся материалов.
В) Расположение пожарного крана огнетушителей и комплект противопожарного инвентаря.
20.Назвать природные минералы, входящие в обмотку электрода:
А) Слюда, тальк.
В) Тальк, лимонит.
С) Барит, магнетит.
D) Мрамор, мел, известняк.
Е) Шпат, кварц.
21.Марка электрода характеризуется:
А) Химическими свойствами электрода.
В) Физическими свойствами электрода.
С) Толщиной электрода.
D) Составом электродного покрытия
Е) Длиной электрода.
22.Электроды с тонким покрытием применяют для сварки неответственных конструкций из:
А) Легированной стали.
В) Углеродистых сталей.
С) Среднеуглеродистых сталей.
D) Высокоуглеродистых сталей.
Е) Низкоуглеродистых сталей.
23.Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется:
А) Горячетекучесть.
В) Хладноломкость.
С) Жаростойкость.
D) Тепловое растрескивание.
Е) Красноломкость.
24.При сварке в замкнутых пространствах напряжение освещения должно быть:
А)220в.
В)127в.
С)24в.
D)12в.
Е)36в.
25.Высота стенок сварочной кабины должна быть не менее:
А) 2,75м.
В) 1,75.
С) 2м.
D) 1,5м.
Е) 2,5м.
1-вариант 2-вариант
1 .Е 1.А
2 В 2 .Е
3 Д 3.С
4А 4.Д
5Д 5.Е
6С 6. В
7 Д 7.Е
8 д 8.В
9 А 9.Е
10 А 10.В
11 Д 11.Е
12 Е 12.А
13 С 13.Е
14 Е 14.Д
15 Е 15.Е
16 В 16.Д
17 Е 17.Д
18 Д 18.Е
19 Д 19.Е
20 Е 20.Д
21 А 21.С
22 Е 22. С
С
23 Е 23.Е
24 Е 24.А
25 Е 25.Е
3-вариант 4-вариант
1 .Е 1.А
2 В 2 .Е
3 Д 3.С
4А 4.Д
5Д 5.Е
6С 6.В
7 Д 7.Е
8 д 8.В
9 А 9.Е
10 А 10.В
11 Д 11.Е
12 Е 12.А
13 С 13.Е
14 Е 14.Д
15 Е 15.Е
16 В 16.Д
17 Е 17.Д
18 Д 18.Е
19 Д 19.Е
20 Е 20.Д
21 А 21.С
22 Е 22.С
23 Е 23.Е
24 Е 24.А
25 Е 25. Е
Е
Как правильно выбрать сварочную маску
Как выбрать правильную сварочную маску
By cosmick
Независимо от того, являетесь ли вы сварщиком-новичком или уже давно работаете сварщиком, крайне важно защитить себя, выбрав правильную сварочную маску. когда вы работаете. Есть несколько опасностей, связанных со сваркой, но некоторые из наиболее заметных связаны с воздействием на вас паров металла и ультрафиолетового («УФ»), инфракрасного («ИК») и интенсивного видимого света. Травмы, которые могут возникнуть в результате этого воздействия, включают повреждение глаз, ожоги, травмы пальцев ног и многое другое. И что самое худшее в некоторых из этих травм (например, связанных со светом)?
Поскольку вы не можете видеть ультрафиолетовое или инфракрасное излучение невооруженным глазом, вы можете даже не осознавать, что ваши глаза страдают от временного или даже постоянного повреждения. По этой причине вы должны принять все необходимые меры предосторожности, чтобы обеспечить максимальную безопасность при выполнении сварочных работ. Не делая этого, вы подвергаете себя чрезвычайному риску получения травм, перечисленных выше. Несмотря на то, что существует несколько различных мер предосторожности, которые вы можете (и должны) принять, одна из лучших — это приобрести и использовать сварочный абажур.
Не делая этого, вы подвергаете себя чрезвычайному риску получения травм, перечисленных выше. Несмотря на то, что существует несколько различных мер предосторожности, которые вы можете (и должны) принять, одна из лучших — это приобрести и использовать сварочный абажур.
Сварочные шторы помогут защитить ваши глаза даже в самых сложных условиях. Это ясно. Но в этот момент вы можете спросить себя: « Как мне узнать, какой сварочный оттенок мне подходит лучше всего? ”Мы здесь, чтобы помочь. В этой статье вы лучше поймете, как выбрать правильный сварочный оттенок. В конце концов, у вас будет вся уверенность, необходимая для окончательной покупки.
Основные сведения о сварочных шторах
Если вы новичок в сварке или покупаете свои первые сварочные шторы, важно понимать некоторые основы их эффективности. Сварочные шторы — это очень темные фильтры, которые позволяют безопасно смотреть на сварочную дугу. Благодаря этому вы можете произвести качественный сварной шов для своей компании. Сварочные шторы являются чрезвычайно важной частью вашей работы, так как свет, излучаемый во время большинства сварочных процессов, такой же яркий, как солнце.
Сварочные шторы являются чрезвычайно важной частью вашей работы, так как свет, излучаемый во время большинства сварочных процессов, такой же яркий, как солнце.
Ниже мы обсудим особенности самих оттенков, но важно отметить, что оттенки сварки можно найти в разных типах очков. По данным Управления по охране труда и здоровья (OSHA), вы можете найти сварочные шторы в таких вещах, как защитные очки, защитные очки, сварочные шлемы или защитные маски для лица. По всей вероятности, вы воспользуетесь одним из двух последних вариантов. С этим пониманием давайте вернемся к самим сварочным шторам.
При выборе конкретного сварочного оттенка для вашей работы важно учитывать тип сварки. Это главный фактор в определении того, какой сварочный оттенок вам понадобится. В конечном счете, чтобы найти лучший сварочный оттенок, вам нужно будет ознакомиться с рекомендациями OSHA. Нажав здесь, вы найдете двухстраничный документ, распространяемый OSHA, в котором есть все, что вам нужно.
Однако перед изучением самого документа важно отметить, что OSHA рекомендует сварщикам начинать с затемнения, слишком темного для того, чтобы видеть зону сварки. Оттуда сварщики должны перейти к более светлому оттенку, обеспечивающему достаточный обзор зоны сварки и одновременно , не опускаясь ниже минимального рекомендуемого защитного оттенка в документе, указанном выше. По существу, OSHA пытается быть консервативной здесь. Он хочет, чтобы вы нашли слишком темный сварочный оттенок и медленно продвигались вверх, пока не сможете достаточно хорошо видеть зону сварки. Просто помните об этом совете, когда будете думать о конкретном сварочном оттенке для ваших целей.
Руководство OSHA
Изучив руководство OSHA (которое, опять же, вы можете найти, нажав здесь), вы увидите, что номер оттенка указывает на интенсивность светового излучения, которое может проходить через фильтр к вашим глазам. Согласно OSHA, чем выше число затемнения, тем темнее фильтр и тем меньше светового излучения проходит через линзу. Важно отметить, что таблицы в этом информационном бюллетене OSHA содержат минимум номер защитной шторки линзы, так что имейте это в виду. Таблица 1 руководства OSHA включает фильтрующие линзы для защиты во время дуговой сварки в среде защитного газа.
Таблица 1 руководства OSHA включает фильтрующие линзы для защиты во время дуговой сварки в среде защитного газа.
Таблица 2 включает фильтрующие линзы для газовой сварки и кислородной резки. В третьей таблице указаны фильтрующие линзы для защиты во время других операций сварки и резки. Вы захотите внимательно просмотреть эти таблицы, чтобы определить, какая операция наиболее применима для вас. Оттуда вы увидите некоторую актуальную информацию в зависимости от вашей должностной обязанности. Но во всех трех таблицах есть столбец с надписью «Минимальный защитный номер оттенка OSHA» и еще один столбец с надписью «Рекомендации по номерам оттенка ANSI и AWS».
Столбцы ANSI и AWS дают дополнительную информацию о номере затемнения сварки, который лучше всего подходит для вашей работы, но, по крайней мере, вы захотите найти оттенок сварки, который не меньше, чем номер в столбце OSHA. Этот один лист является отличной отправной точкой при покупке правильного оттенка для сварки.
На самом деле, если вы не являетесь лицом, покупающим сварочную шторку, вы должны убедиться, что предоставленное вам оборудование содержит шторку, номер которой не ниже указанного в столбце «Минимальный номер защитной шторки OSHA». Это гарантирует, что ваши глаза не будут повреждены, когда вы и ваши коллеги завершаете свою работу.
Это гарантирует, что ваши глаза не будут повреждены, когда вы и ваши коллеги завершаете свою работу.
Дополнительное оборудование
Как указано выше, сам сварочный козырек используется в сочетании с таким оборудованием, как сварочные маски, сварочные маски или сварочные очки. Здесь важно действовать по своему усмотрению. Некоторые лицевые щитки содержат съемные фильтрующие пластины, так что вы сможете вставить соответствующую сварочную шторку, чтобы защитить себя. Вы также можете воспользоваться сварочными масками с автозатемняющимися линзами.
Это может быть особенно привлекательным вариантом, если вы выполняете широкий спектр сварочных операций, требующих различных сварочных оттенков. При использовании этого оборудования (или любого другого типа оборудования) вы должны быть абсолютно уверены, что выбранные вами сварочные оттенки соответствуют рекомендациям OSHA. Это не тот тип задач, когда вы хотите рискнуть или выбрать сварочные оттенки, которые просто «достаточно хороши».
Поскольку свет от сварки может быть невидимым, но чрезвычайно интенсивным, вам следует принять все необходимые меры предосторожности для защиты зрения. Хотя в то время это может показаться излишним, принятие надлежащих мер предосторожности сейчас может спасти вас от серьезных медицинских травм.
Действуйте осторожно
Для большинства стать сварщиком — отличное карьерное решение. Вы можете видеть свою завершенную работу перед собой, и вы действительно меняете жизнь людей. Чтобы делать свою работу как можно лучше (и защищать себя), вам необходимо сделать определенные инвестиции. Хотя эти инвестиции сразу же ударят по вашему кошельку, они, несомненно, окупятся в будущем. И мы обсуждаем это не только в финансовом смысле.
Вкладывая средства в сварочные очки, вы будете уверены, что ваши глаза достаточно защищены, что дает вам душевное спокойствие для выполнения вашей работы. Мы в компании Phillips Safety Products любим работать со сварщиками, чтобы обеспечить достаточную защиту их глаз. Чтобы узнать больше о том, как мы можем вам помочь, посетите наш веб-сайт.
Чтобы узнать больше о том, как мы можем вам помочь, посетите наш веб-сайт.
Выбор лучших очков для защиты глаз сварщиков
Опасность ультрафиолетового и инфракрасного света
Воздействие лучистой энергии, также называемой оптическим излучением, возникает при работе с интенсивными концентрациями ультрафиолетового (УФ), инфракрасного (ИК) и интенсивного видимого света. Дуговая сварка и резка, а также лазерная сварка, резка и пайка могут подвергать рабочих воздействию этого типа излучения. 1
Воздействие ультрафиолетовых и инфракрасных лучей может повредить глаза и кожу. Иногда повреждение происходит без ведома работника, потому что УФ- и ИК-излучения не видны. Воздействие УФ-излучения может привести к фотокератиту, болезненному состоянию, более известному как снежная слепота или вспышка сварщика. ИК-излучение принципиально менее разрушительно, но рабочие, работающие в доменных печах, должны быть защищены от воздействия, связанного с хроническим повреждением хрусталика человека.
Рабочие подвержены риску получения огнеопасной травмы сварщика, даже если они не участвуют непосредственно в процессе сварки. В то время как зрачковый рефлекс и затенение глаз являются естественными рефлексами для защиты глаз от воздействия, защита глаз по-прежнему необходима для защиты тех, кто может случайно подвергнуться воздействию сварочной дуги.
Хотя тип защиты, который вы выбираете, в конечном итоге зависит от рабочих задач ваших сотрудников, ниже приводится общее руководство по типам линз и оборудования, доступных для защиты сварщиков от воздействия оптического излучения.
Прозрачные линзы для защиты от ударов
Прозрачные линзы из поликарбоната соответствуют стандарту Американского национального института стандартов (ANSI) Z87.1-1989 по промышленной ударопрочности и лучше всего подходят для использования внутри помещений, где необходима защита от брызг, искр или летящих частиц. . На рынке представлено множество стилей прозрачных защитных очков, от боковых щитков до закругленных линз и защиты бровей.
Выбор правильного стиля зависит от опасностей рабочей среды. В некоторых случаях необходимы защитные очки с боковыми щитками для защиты от летящих частиц. Для других работ очки могут быть более практичными, потому что они обеспечивают изоляцию вокруг глаз. Очки также бывают разных стилей для защиты от брызг (очки без вентиляционных отверстий или с непрямыми вентиляционными отверстиями) и защиты от частиц (очки с боковыми вентиляционными отверстиями для потока воздуха).
Прозрачные защитные очки из поликарбоната, помимо защиты от частиц или брызг, также могут блокировать УФ-излучение до 385 нанометров. По словам доктора Феликса Баркера, директора по исследованиям Пенсильванского колледжа оптометрии, эта блокирующая способность делает прозрачные защитные очки полезными для защиты тех, кто не занимается сваркой, от непрямого воздействия УФ-лучей, образующихся при сварке. Боковые экраны также важны, если возможно непрямое воздействие.
«Не требуется много времени, чтобы подвергнуться воздействию ультрафиолетовых лучей. Незащищенный рабочий может стоять в стороне, пока другие сваривают, и через несколько часов у него начинают болеть глаза», — сказал Баркер.
Незащищенный рабочий может стоять в стороне, пока другие сваривают, и через несколько часов у него начинают болеть глаза», — сказал Баркер.
Сварочные шторы
Свет, испускаемый во время большинства сварочных процессов, такой же яркий, как солнце, что делает повреждение сетчатки реальной проблемой для сварщиков, по словам Баркера. Сварщики защищены от этого света очень темным фильтром, который позволяет им безопасно смотреть на сварочную дугу, что позволяет им производить качественный сварной шов.
Тип сварки определяет правильный оттенок для защиты глаз. Правило 19 Управления по охране труда и гигиене труда (OSHA).10.133 содержит руководство по выбору подходящих фильтрующих линз на основе различных операций (см. , рис. 1 внизу страницы). OSHA рекомендует сварщикам начинать с затемнения, которое слишком темное, чтобы видеть зону сварки, а затем переходить к более светлому затемнению, которое обеспечивает достаточный обзор зоны сварки, не опускаясь ниже минимально рекомендуемого защитного затемнения.
Сварочные маски и очки
Маски также важны, поскольку они могут защитить сварщика от искр, шлака и дыма.
Некоторые лицевые щитки поставляются со съемными фильтрующими пластинами, которые можно заменить на более светлые или более темные оттенки в зависимости от типа выполняемой сварки. Съемные пластины также удобны, когда пластина царапается или иным образом повреждается.
Важно помнить, что большинство лицевых щитков не соответствуют стандартам ANSI Z87.1-1989 по защите от ударов. Если возникает опасность удара, под лицевой щиток также необходимо надеть защитные очки, чтобы защититься от искр, которые могут попасть под щиток. Ношение защитных очков под лицевым щитком всегда является хорошей практикой, потому что сварщики часто поднимают свои щитки, непреднамеренно подвергая глаза риску, создаваемому другими сварщиками.
Шлемы с удлиненными шейными дужками — еще один вариант защиты глаз и лица от летящих искр.
Сварочные маски с автозатемняющимися линзами хорошо подходят для тех, кто выполняет различные сварочные операции, требующие различных оттенков защиты. Они позволяют сварщикам постоянно держать свои шлемы опущенными, предотвращая напряжение шеи, которое может возникнуть при попытке опустить лицевой щиток при поджигании дуги. Шлемы также могут снизить потребность в ношении вторичных защитных линз под щитком.
Они позволяют сварщикам постоянно держать свои шлемы опущенными, предотвращая напряжение шеи, которое может возникнуть при попытке опустить лицевой щиток при поджигании дуги. Шлемы также могут снизить потребность в ношении вторичных защитных линз под щитком.
Хотя линзы с автоматическим затемнением не затемняются до тех пор, пока не загорится дуга, если шлем соответствует стандарту ANSI, он уже будет блокировать УФ- и ИК-лучи независимо от того, надет шлем или нет. Рекомендуются шлемы, для смены оттенка которых требуется миллисекунда или меньше. 2
Линзы с автозатемнением могут работать от батарей или солнечных батарей. Шлемы с батарейным питанием имеют очень маленькие компьютеры, подключенные к фотодатчикам снаружи шлема, которые определяют, когда линза должна затемняться. С другой стороны, шлемы на солнечных батареях питаются от света сварочной дуги через солнечный элемент. Преимущество солнечной батареи заключается в том, что сварщику не нужно помнить о необходимости выключить шлем после использования.
Для менее опасных видов сварки, таких как пайка горелкой, легкая электрическая и точечная сварка, могут быть удобны защитные очки с затемнением 5,0. Защитные очки с линзами от 1,7 до 3,0 также могут быть полезны в ситуациях, когда искры и брызги не представляют опасности.
Обоснованный выбор
Для обеспечения безопасности ваших сотрудников доступны различные средства защиты глаз. Прежде чем выбрать защитные очки, сначала найдите время, чтобы оценить опасности, существующие на вашем рабочем месте. Оценка существующих опасностей поможет вам сделать правильный выбор защитных очков и позволит вашим сотрудникам не отвлекаться от своей работы.
Джули Коупленд — вице-президент по продажам Arbill Industries, в которую входят Arbill Industrial Laundry и Arbill Safety Products, 10450 Drummond Road, Philadelphia, PA 19154, 800-523-5367, факс 800-426-5808, order@arbill. ком, www.arbill.com.
Примечания
1. Американское общество сварщиков, «Информационный бюллетень по безопасности и охране здоровья № 2» (Майами: AWS, 1998).