Станки для сварки ленточных пил
| Товар | Цена | |||
|---|---|---|---|---|
|
Аппарат для сварки ленточных пил BAS 100,120 IDEAL WERK
Ideal (Германия) |
Цена по запросу |
В корзину |
||
|
Аппарат для сварки ленточных пил BAS 050,060 IDEAL WERK
Ideal (Германия) |
Цена по запросу |
В корзину |
Сравнить товары | |
|
Аппарат для сварки пил BSS-060 IDEAL WERK
Ideal (Германия) толщина свариваемых пил 0,4 – 1,5 мм, ширина пил по металлу 6-34 мм, по дереву 6-60 мм |
Цена по запросу |
В корзину |
Сравнить товары | |
|
Аппарат для сварки ленточных пил BSS-025 IDEAL WERK
Ideal (Германия) |
149 354 р. |
В корзину |
Сравнить товары | |
|
Сварочный аппарат Fahringer FW-200
T.L. Fahringer (США) |
Цена по запросу |
В корзину |
Сравнить товары | |
|
Пост сварки пил ленточных ПСПЛ-160
Профиль (Россия) ширина пил до 160мм, толщина до 2мм |
Цена по запросу |
В корзину |
Сравнить товары | |
|
Пост сварки пил ленточных ПСПЛ-140
толщиной 0,8 – 1,5 мм, шириной до 140 мм, с газовым отпуском |
132 000 р. |
В корзину |
Сравнить товары | |
| Зубцы бьют по краям распила при резе по старому распилу; Зубцы бьют или задевают за какую-либо часть станка; Скорость слишком велика; Обрабатываемый материал твердый или сильно изнашивает пилу (н-р стекловолокно). | Уменьшить подачу полотна при проходе по старому резу, закончить распил старым полотном; Проверить исправность станка, установить пилу соответствующего размера; Уменьшить скорость пилы; Подобрать тип полотна соответствующее обрабатываемому материалу |
| Неверно проведена обкатка полотна; Скорость пилы слишком велика для материала; Подача слишком маленькая; Неподходящий тип СОЖ, поток СОЖ низкий; Обрабатываемый материал твердый или сильно изнашивает пилу . | Провести правильную обкатку полотна; Уменьшить скорость пилы; Увеличить подачу полотна; Заменить СОЖ, увеличить поток СОЖ; Подобрать тип полотна соответствующее обрабатываемому материалу |
 Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.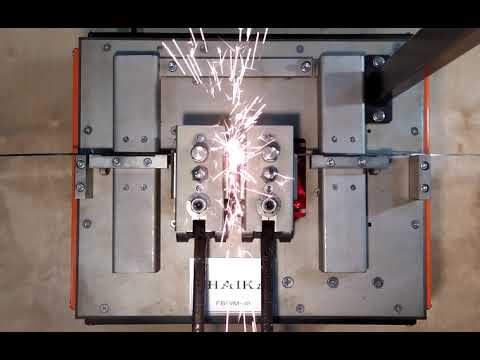 В таком случае требуется ремонт;
В таком случае требуется ремонт;
 Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.



 Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
 А это напрямую влияет на качество сварного шва.
А это напрямую влияет на качество сварного шва. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации. Шов готов!
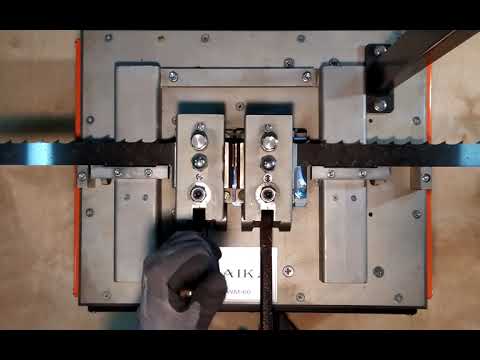
Шов готов! И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут. Обработайте металл так, чтобы соединения практически не было видно.
Обработайте металл так, чтобы соединения практически не было видно.

 Но, как правило, в обязательном порядке для сооружения станка требуются:
Но, как правило, в обязательном порядке для сооружения станка требуются:
 Для этого к подошве лобзика при помощи винтов прикрепляют столешницу компактных размеров. Предварительно в ней нужно прорезать узкое отверстие, через которое будет выступать ленточное полотно инструмента. Для столешницы подойдет любой твердый материал — сталь, текстолит, эбонит
Для этого к подошве лобзика при помощи винтов прикрепляют столешницу компактных размеров. Предварительно в ней нужно прорезать узкое отверстие, через которое будет выступать ленточное полотно инструмента. Для столешницы подойдет любой твердый материал — сталь, текстолит, эбонитАппарат для стыковой сварки с ленточной пилой Electroweld – Electroweld Industries
Сортировать по ПопулярныеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
–Выберите модель машины для стыковой сварки ленточных пил для электросварки –BBW-325: ленточные пилы из углеродистой стали| 3 – ширина 25 мм| Ширина от 0,1181 до 0,9842 дюйма | Толщина 0,6 – 1,2 мм | 0,0236″ – 0,0472″ толщинаBBW-535: полотна ленточной пилы из углеродистой стали | 5 – ширина 37 мм| 0,19Ширина 68 – 1,4567 дюйма | Толщина 0,6 – 1,2 мм | 0,0236″ – 0,0472″ толщинаBBW-631: биметаллические ленточные пилы | 12 – ширина 31 мм| Ширина от 0,4724 до 1,2205 дюйма | Толщина 0,8 – 1,4 мм | 0,0314″ – 0,0551″ толщинаBBW-640: биметаллические ленточные пилы | 12 – ширина 41 мм| Ширина от 0,4724 до 1,2205 дюйма | Толщина 0,8 – 1,4 мм | 0,0314″ – 0,0551″ толщинаBBW-2745PN: биметаллические ленточные пилы | 27 – ширина 54 мм| Ширина от 1,0629 до 2,1259 дюймов | Толщина 0,9 – 1,6 мм | 0,0354″ – 0,1811″ толщинаBBW-4165PN: биметаллические ленточные пилы | 41 – ширина 65 мм| 1,06141″ – 2,559Ширина 0 дюймов| Толщина 0,8–1,4 мм| Толщина 0,0314–0,0551 дюймаBBW-1241PN: полотна ленточной пилы из углеродистой стали, биметаллические полотна ленточной пилы| Ширина 12–41 мм| Ширина 0,4724–1,2205 дюйма| Толщина 0,8–1,4 мм| 0,0314 ” – 0,0551″ толщинаBBW-2765PN: ленточные пилы из углеродистой стали, биметаллические ленточные пилы | 27 – ширина 65 мм | 1,0630″ – 2,5590″ ширина | 0,8 – 1,4 мм толщина | 0,0314″ – 0,0551″ толщина UBW-415B: ленточная пила из углеродистой стали полотна| ширина 30–50 мм| ширина 1,1811–1,9685 дюйма, биметаллические полотна ленточной пилы| ширина 20–37 мм| ширина 0,7874–1,4566 дюймаUBW-516B: полотна ленточной пилы из углеродистой стали| ширина 30–60 мм| 1,1811 дюйма – Ширина 2,3622″, биметаллические ленточные пилы | Ширина 25–41 мм | 0,9842″ – 1,6141″ ширинаUBW-617B: полотна ленточной пилы из углеродистой стали| 35 – ширина 75 мм| Биметаллические ленточные пилы шириной 1,3779–2,9527 дюйма | Ширина 30 – 45 мм | 1,1811″ – 1,7716″ ширинаUBW-818B: биметаллические ленточные пилы | 35 – ширина 50 мм| 1,3779–1,9685 дюйма, ширина UBW-1020B: биметаллические ленточные пилы | 35 – ширина 60 мм| 1,3779–2,3622 дюйма, ширина UBW-1622B: биметаллические ленточные пилы | Ширина 40–65 мм| 1,5748″ – 2,5590″ ширина
Электросварочный аппарат для стыковой сварки ленточной пилы из углеродистой стали 3 кВА (BBW-325)
Обычная цена
$660. 00
00
Обычная цена $732,00
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 12 кВА (модель: BBW-631)
Обычная цена 1200,00 долларов США
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 15 кВА (модель: BBW-640)
Обычная цена 1620,00 долларов США
Электросварочный пневматический биметаллический ленточнопильный станок для стыковой сварки 30 кВА
Обычная цена 3000,00 долларов США
Электросварочный пневматический биметаллический ленточнопильный станок для стыковой сварки 40 кВА
Обычная цена 3600,00 долларов США
Electroweld Биметаллическая ленточная пила Сварочный аппарат для стыковой сварки лезвий 75-125 мм 50KVA
Обычная цена 5 400,00 долларов США
Электросварочный ленточнопильный станок для стыковой сварки с пневматическим приводом 15 кВА (BBW-1241PN)
Обычная цена 2 340,00 долларов США
Аппарат для стыковой сварки ленточной пилы с электросваркой 12 кВА (BBW-1231PN)
Обычная цена $2 010,00
Электросварочный аппарат для стыковой сварки биметаллической ленточной пилы 18 кВА (модель: BBW-645)
Обычная цена $2 052,00
Сварочные решения для ленточных пил, ленточных ножей и стальной полосы
Перейти к содержимомуЛенточные пилы
Запросить об этих станках теперь !
Преимущества
Машины
Оборудование
Контактный человек
Butt and Flash Butt Sward Machines
Тип BS и BAS Ideal Butt Machines и флэш -машины предназначены для эффективного соединения SAW SWADS SAW LADS SAW SWAD , ленточные ножи и стальная полоса. Их сильные стороны заключаются в точности, сверхпрочная стыковая сварка , которую можно воспроизвести в высоком качестве. При проектировании машины особое внимание уделялось оператору с учетом простой и эргономичной работы.
Их сильные стороны заключаются в точности, сверхпрочная стыковая сварка , которую можно воспроизвести в высоком качестве. При проектировании машины особое внимание уделялось оператору с учетом простой и эргономичной работы.
Компактная и прочная конструкция станка с интуитивно понятным управлением ориентирована не только на промышленное использование в деревообрабатывающих и металлообрабатывающих операциях, но и на мобильный ремонт. Используемые по всему миру машины для стыковой сварки IDEAL BSS и BAS ежедневно доказывают свое качество и надежность… и делают это десятилетиями.
Преимущества наших сварочных аппаратов для ленточных пил, ленточных ножей и стальной полосы
- Без добавления припоя, флюса или других дополнительных материалов
- Корпуса машин прочной конструкции для долговечности в сложных производственных условиях
- Идеально выровненные сварные швы без смещения благодаря использованию высокоточных износостойких направляющих
- Равномерное, высокая степень распределения давления без проскальзывания детали в процессе сварки с помощью регулируемых ручных, пневматических или гидравлических зажимных устройств (зависит от типа машины)
- Быстросменные электродные вставки и фитинги для быстрого монтажа
- Электронные компоненты расположены либо в корпусе машины, либо в отдельном шкафу для оптимальной защиты от грязи и повреждений
- Сварка внахлест с помощью пружинной системы с механическим или пневматическим предварительным натяжением для точно таких же результатов сварки
- Чувствительная или, в зависимости от обстоятельств, непрерывная регулировка силы осадки и пути для оптимальных результатов сварки
- Автоматическое управление процессом сварки для точного воспроизведения результатов сварки
- Точная многоступенчатая регулировка сварочного напряжения для оптимальных параметров процесса
Наши машины для стыковой сварки BSS для работы с полосами шириной до 50 мм
Сварка встык — это самый доступный и экономичный способ соединения полос.![]() При стыковой сварке грязь выталкивается из сварного шва во время процесса. В результате получается сварной шов для тяжелых условий эксплуатации .
При стыковой сварке грязь выталкивается из сварного шва во время процесса. В результате получается сварной шов для тяжелых условий эксплуатации .
- Встроенная установка для отжига для наилучших результатов сварки
- Регулировка двухступенчатого отжига (кроме BSS 016)
- Регулируемое расстояние между губками для процесса отжига для оптимального отжига по всей свариваемой полосе
- Автоматический сброс давления сварного шва на время процесса отжига для достижения наилучших результатов (BSS 040 + 050)
- Электронная функция отжига IDEAL EG для непрерывной регулировки напряжения отжига для удобной обработки сварного шва
- Приставные ножницы IDEAL AHM для лучшей подготовки концов полосы (для BSS 016 + 025)
- Встроенный шлифовальный двигатель IDEAL ESM для чистовой обработки сварного шва (кроме BSS 050)
Технические детали для полосовых пил до 50 мм
Типы BAS 040-065 Флэш-прикладная машина для обработки полосок до 60 мм
- .
 , образование защитной атмосферы и предотвращение загрязнения сварного шва, что гарантирует высокое качество сварного соединения.
, образование защитной атмосферы и предотвращение загрязнения сварного шва, что гарантирует высокое качество сварного соединения. - Машины серии BAS 040 – 065 оснащены боковыми электродами для водяного охлаждения. Таким образом, можно обеспечить очень высокую производительность.
- Все машины типа BAS 040–065 уже оснащены функцией электронного отжига IDEAL (EG) в стандартной комплектации.
- Электронная функция отжига EG позволяет плавно регулировать напряжение и время отжига (кроме типа 040) для удобной обработки сварного шва и повышения безопасности процесса.
- Регулируемый зазор между губками и автоматический сброс давления сварного шва во время процесса отжига гарантируют оптимальный результат отжига
 , образование защитной атмосферы и предотвращение загрязнения сварного шва, что гарантирует высокое качество сварного соединения.
, образование защитной атмосферы и предотвращение загрязнения сварного шва, что гарантирует высокое качество сварного соединения.Опциональный электронный контроль температуры отжига GTR для оптимальной прочности сварного шва на изгиб:
- Автоматический контроль температуры отжига GTR с инфракрасным спектральным пирометром для бесконтактного измерения температуры, включая устройство наведения луча, светодиодное освещение и автоматическая защита объектива
- Установка целевых значений для трех различных стадий температуры, времени нагрева, отжига и охлаждения, а также графическая визуализация процесса отжига
Технические данные
Серия BAS 300: Машина для стыковой сварки оплавлением полос шириной до 215 мм Часы.
 В базовую комплектацию уже включен широкий спектр функций, например, контроль температуры отжига IDEAL GTR с пирометром. Простота эксплуатации также имеет первостепенное значение: полный процесс сварки и отжига запускается полностью автоматически с помощью всего лишь одного действия. Это позволяет достигать неизменно высокого качества:
В базовую комплектацию уже включен широкий спектр функций, например, контроль температуры отжига IDEAL GTR с пирометром. Простота эксплуатации также имеет первостепенное значение: полный процесс сварки и отжига запускается полностью автоматически с помощью всего лишь одного действия. Это позволяет достигать неизменно высокого качества:- Централизованное управление всеми настройками продукта на цветном сенсорном экране
- Хранение до 99 наборов программных данных
- USB-интерфейс для передачи и защиты программ
- Управление процессом сварки с помощью необслуживаемых серводвигателей
- Автоматическое позиционирование начального межчелюстного промежутка путем выбора программы без дополнительных дополнительных настроек
- Идеальный сварной шов с центральным расположением благодаря автоматическому расчету наилучшего результата отжига
- Высокая точность отключения благодаря отключению мощности с электронным управлением для неизменно точных результатов сварки
- Машина автоматически останавливается в случае отклонения между заданным и фактическим значением, при этом параметр отклонения задается посредством управления параметрами и отображается на центральном дисплее
- Стопорные планки с быстрой регулировкой для быстрого монтажа
- Простая калибровка упоров с помощью калибровочного шаблона
- Оптимизированный процесс очистки благодаря воздушным форсункам
- Электронный счетчик штук
- Непрерывная и индивидуальная настройка скорости вспышки и пути вспышки
Узнайте об этих машинах прямо сейчас!
Технические данные
Брошюра серии BAS
Дополнительные опции- Автоматический контроль температуры линз GTR с инфракрасным спектральным пирометром для бесконтактного измерения температуры светодиодов, включая устройство для измерения освещения и направления луча
- Установка целевых значений для трех различных стадий температуры, времени нагрева, отжига и охлаждения, а также графическая визуализация процесса отжига
- Центрирующее устройство IDEAL ESW (не для BAS 360): Для точного позиционирования концов ленты на плоскости сварки
- Гидравлическое устройство для снятия заусенцев IDEAL EV (для BAS 330 и BAS 340): Для автоматического удаления заусенцев с верхней и нижней сторон ленты во время отжига
- Пневматическое устройство для введения IDEAL ELV (для BAS 310 и BAS 320): Для быстрого и простого введения узких лент шириной до 25 мм
- Дополнительное зажимное устройство IDEAL ZSPN: для стабилизации очень длинных лент
- Специальное зажимное устройство для фиксации и выравнивания ленточных ножей (для BAS 330 и BAS 340)
Принадлежности для предварительной и последующей обработки полос для всех типов станков
Вы можете дополнить и расширить свой станок для шлифования полос различными компонентами в соответствии с вашими потребностями.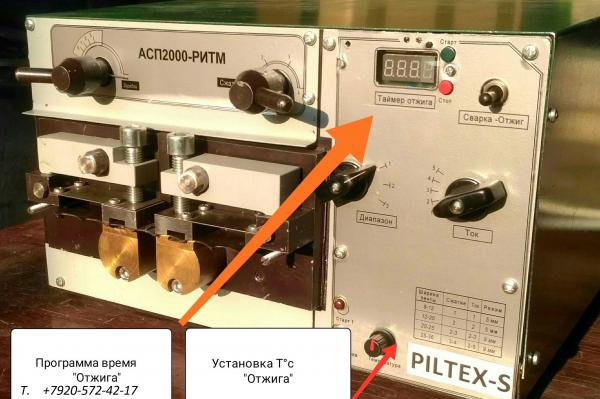 К ним относятся различные конструкции ножниц для полос и шлифовальных станков, которые могут быть добавлены непосредственно к станкам для дальнейшей обработки сварных полос и ленточных пил.
К ним относятся различные конструкции ножниц для полос и шлифовальных станков, которые могут быть добавлены непосредственно к станкам для дальнейшей обработки сварных полос и ленточных пил.
ножниц
Идеальные ножницы для полосок обезьяны для резки полосок без зарыва и правого углу
AHE 420 / AHE 450
AHE 250
AHE 080
AHE 060
AHE 050
98899004AHE 050
98899004AHE 050
988990049659 9000 9000 9000 9000 3
965 9000 9000 9000 9000 9003
6565965 9000 9000 9000 9003
9
.0003 IDEAL-SMH или, в зависимости от обстоятельств, SMP шлифовальные станки для обработки сварного шва полос шириной до 320 мм
Ссылка для загрузки страницыНастройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все Сохранять Используйте только необходимые файлы cookie
Настройки конфиденциальностиОсновные (3)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Владелец этого веб-сайта, Выходные данные |
| Цвек | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 Яр |
| Имя | Куформ |
|---|---|
| Анбитер | Куформ |
| Цвек | Сохранить информацию, введенную в формы, предоставленные плагином Quform для сеанса. Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина |
| Печенье Laufzeit | quform_session |
| Имя | WPML |
|---|---|
| Анбитер | Владелец этого веб-сайта |
| Цвек | Сохраняет язык последней просматриваемой пользователем страницы. |
| Датеншуцерклерунг | Privacy Policy and GDPR Compliance |
| Имя файла cookie | WP-WPML_Current_Language |
| Печенье Laufzeit | 1 год |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | google.com |
| Имя файла cookie | _ga,_gat,_gid |
| Печенье Laufzeit | 2 года |
Внешние носители (2)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Карты Гугл |
|---|---|
| Имя | Карты Гугл |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки контента Google Maps. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | .google.com |
| Имя файла cookie | НИД |
| Печенье Laufzeit | 6 Монате |
| Акзептирен | YouTube |
|---|---|
| Имя | YouTube |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки контента YouTube. |