Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.

- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты.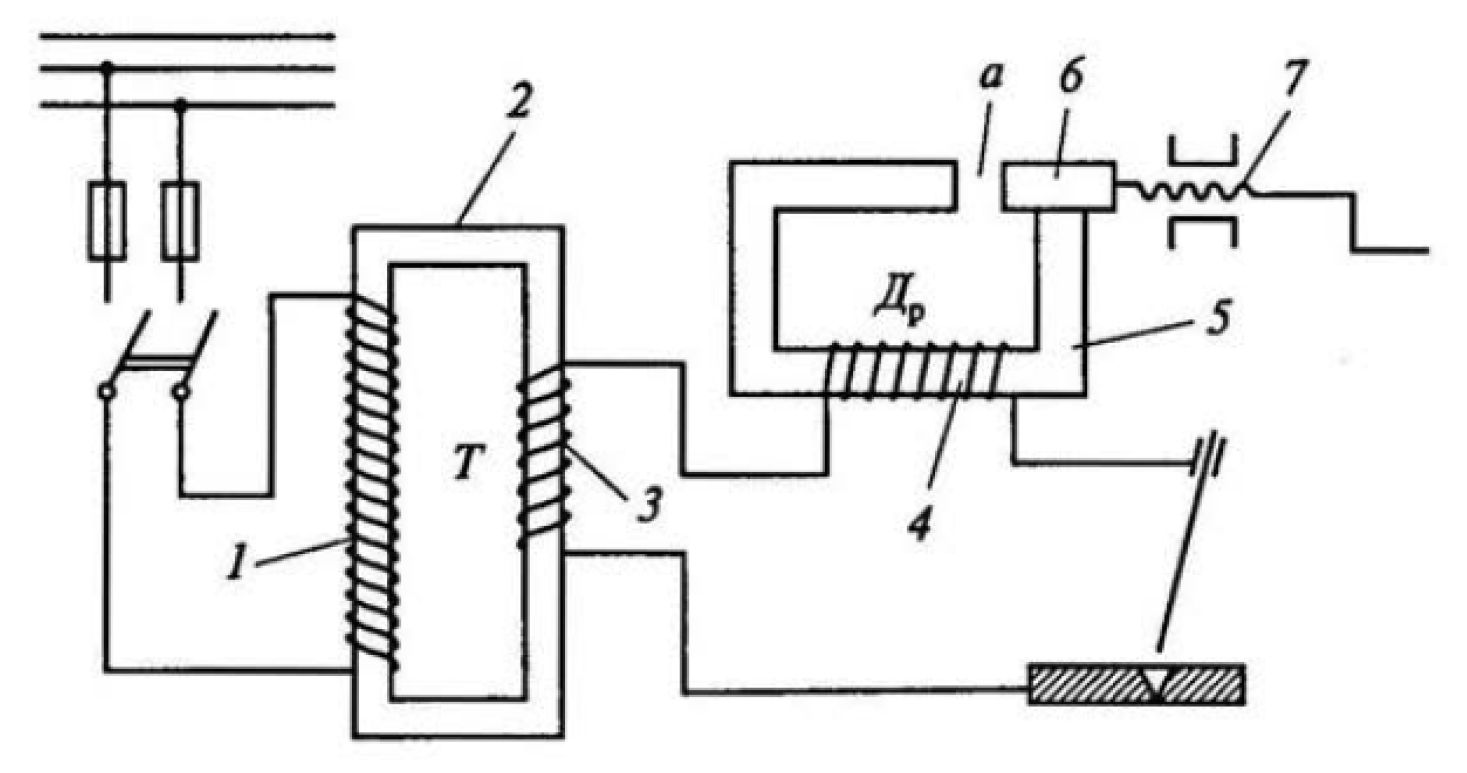
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
 Он представлен сочетанием датчика тока нагрузки и трансформатора.
Он представлен сочетанием датчика тока нагрузки и трансформатора.Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
- Сварочный аппарат Сварис
- Принципиальная схема сварочного инвертора Сварис
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
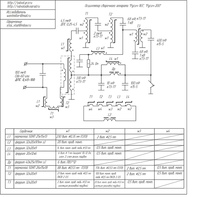
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж.
 Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
- Инвертор САИ 200
- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Схемы сварочных аппаратов и инверторов, самодельные полуавтоматы и выпрямители для сварки
Устройство для сваривания двух жил в неисправном кабеле
В предлагаемой статье читателям, среди которых есть электрики, рассмотрено устройство, которое поможет в ремонте электрического кабеля. При не соблюдении правил технической эксплуатации электрических кабелей, особенно с бумажной изоляцией типа ААБ-1 3*35, ААБ 3*120, при продолжительной …
1 1403 0
Простой и надежный регулятор постоянного тока для сварки и зарядкиПредлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения – от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а…
1 8082 0
Сварка с водородно-кислородной горючей смесью из электролиза водыАппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает.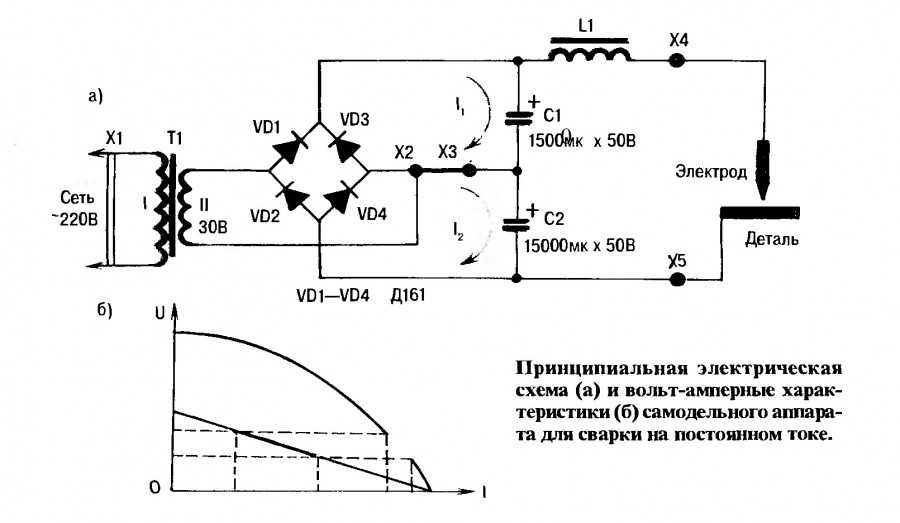 Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации -…
Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации -…
2 5357 0
Электросварочный аппарат из доступных деталей и материаловПровести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл…
0 3667 0
Простой сварочный аппарат- малыш из ЛАТРа Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125х150 мм. Это достигнуто использованием ленточного трансформаторного железа, свёрнутого в…0 4102 2
Электронный блок для сварочного аппарата Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской – не на последнем месте. И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…
И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…0 5293 0
Схема сварочного трансформатора с электронной регулировкой тока Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе…0 5113 0
Тороидальный сварочный аппарат (бублик) Многие сварщики-любители мечтают о тороидальном трансформаторе. Ведь давно известно, что массогабаритные характеристики у тороидов намного лучше чем у “Ш” и “П”-образных трансформаторов. Так, при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие не…1 4596 0
Самодельный аппарат для сварки на постоянном токеПреимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны.
0 4249 0
Три в одном – сварка, зарядное и пусковое устройство Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щёлочных и кислотных аккумуляторов, обеспечении запуска и…3 6937 0
Радиодетали, электронные блоки и игрушки из китая:
Радиосхемы. – Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.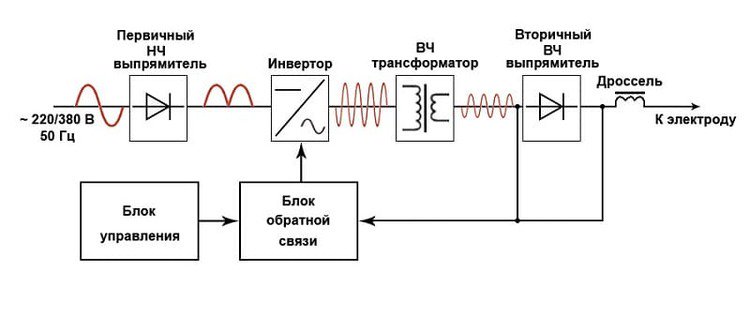
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160.
 …TIG400
…TIG400Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.
 обслуживанию
обслуживаниюСварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа.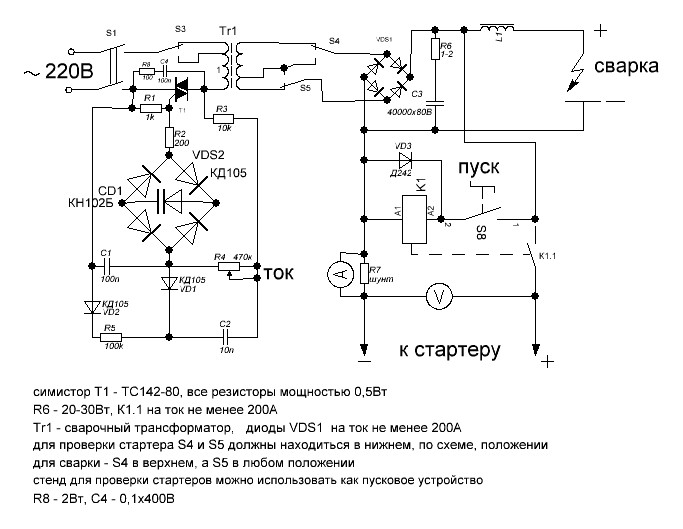 Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе.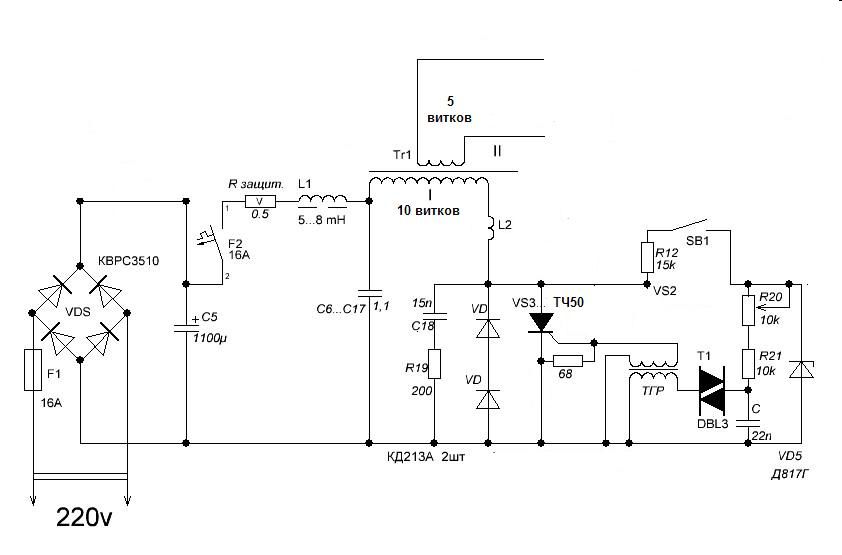 Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.

Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
принципиальная электрическая схема для управления или ремонта неисправностей аппарата своими руками
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью.
Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
 При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.

В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
 Они могут работать в среде инертных газов.
Они могут работать в среде инертных газов.Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
 Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.Принципиальная схема сварочного инвертора САИ 200
За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт.
Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Источник: https://stankiexpert.ru/spravochnik/svarka/principialnaya-shema-svarochnogo-invertora.html
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей. Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
 К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
К таким опциям можно отнести антизалипание и быстрый розжиг дуги.У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
 Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Источник: https://tutsvarka.ru/oborudovanie/shema-svarochnogo-invertora
Принципиальная электрическая схема сварочного инвертора
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
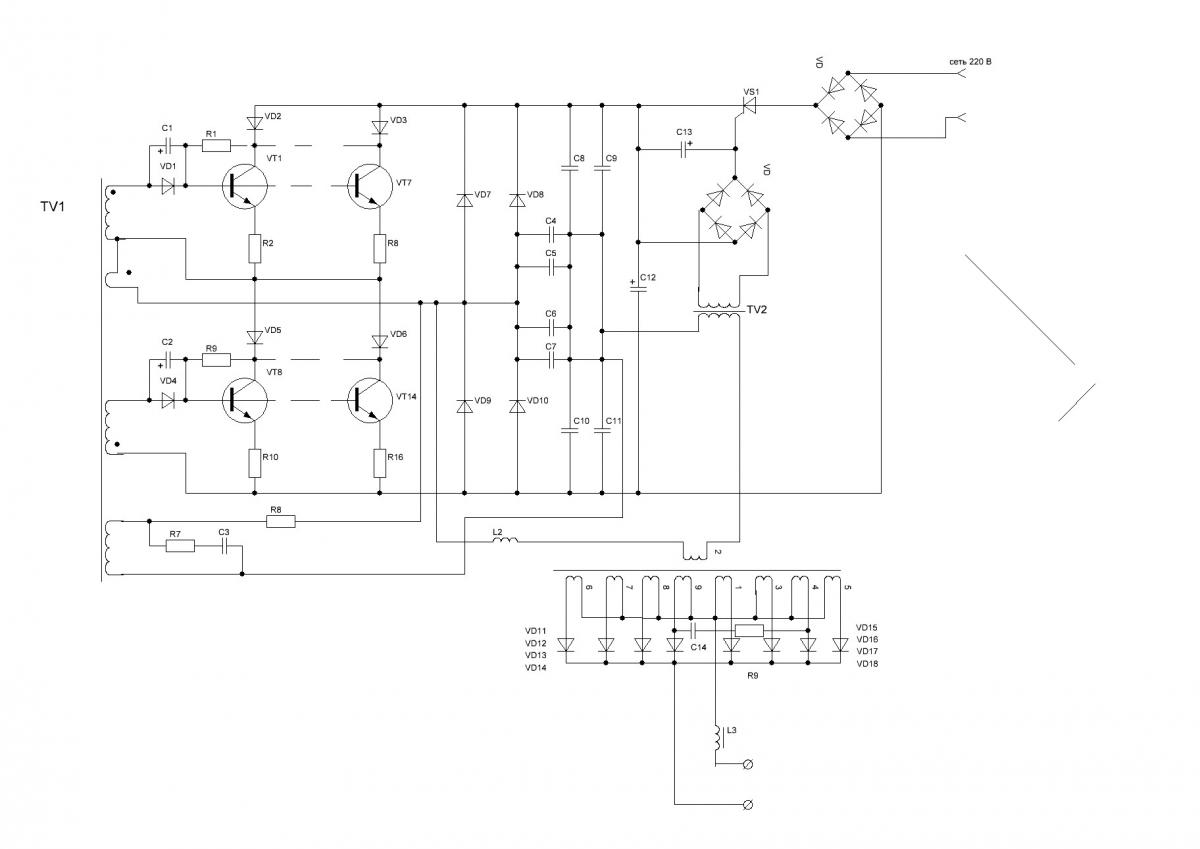
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.

Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
сварочного аппарата, схема сварочного аппарата Поставщики и производители на Alibaba.com
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Схема сварочного аппарата для всех видов сварки. Эти. Схема сварочного аппарата широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти товары в проверенных и надежных магазинах. Схема сварочного аппарата продавцов и поставщиков на сайте. Блестящий и качественный. Схема сварочного аппарата , доступная на сайте, изготовлена из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Схема сварочного аппарата доступна как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт – эти. Схема сварочного аппарата предлагает более высокую степень автоматизации.
Эти. Схема сварочного аппарата доступна как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт – эти. Схема сварочного аппарата предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Схема сварочного аппарата доступна в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели. Эти выдающиеся. Схема сварочного аппарата Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это.Схема сварочного аппарата превосходна для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Схема сварочного аппарата вариантов, которые могут вписаться в ваши требования и бюджет, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
ММФ-06D24DS Резюме: ebm w2s107-aa01-16 CT3D55F 4124X “japan servo” ebm w2s107-ab05-40 NMB 3110nl-05w-b50 ebm w2s107-aa01-40 CT3B60D3 4124-GX | Оригинал | 012P535P-24V 012P540 012P545 024P540 024P545 0410N-12 0410N-12H 0410Н-12Л 0410N-5 109-033UL MMF-06D24DS ebm w2s107-aa01-16 CT3D55F 4124X “сервопривод японии” ebm w2s107-ab05-40 НМБ 3110nl-05w-b50 ebm w2s107-aa01-40 CT3B60D3 4124-GX | |
nais AQZ202 Аннотация: E43149 MOSFET 400V MOSFET 400V 16A NAIS AQZ102 AQV252G 400VDC 18a60v E191218 aqy211 | Оригинал | AQZ202 AQZ205 AQZ207 AQZ204 E43149 UL508) APV2111V E191218 UL1577) APV2121S nais AQZ202 E43149 МОП-транзистор 400 В МОП-транзистор 400 В, 16 А NAIS AQZ102 AQV252G 400 В постоянного тока 18a60v E191218 aqy211 | |
1995 – SCR s99 Резюме: d4184 t3d 9d S99 scr SCR s92 t2d 9d T2D 81 T2D 1D C3678 DC-01-B | Оригинал | C945E0 CC210D CF043B D7D947 E0E607 E3F47E E70748 ED37F0 F054D9 F3742D SCR s99 d4184 t3d 9d S99 scr SCR s92 t2d 9d T2D 81 T2D 1D C3678 DC-01-B | |
EB 202 D Резюме: C0805 C1206 C1210 F4002 HMP Pb94 BME MLCC 52629-001 + dc dc / ecycle + dmc + motor | Оригинал | F4002 F3102.F3102 EB 202 D C0805 C1206 C1210 HMP Pb94 BME MLCC 52629-001 + постоянного тока dc / ecycle + dmc + мотор | |
2004 – Нет в наличии Резюме: нет текста аннотации | Оригинал | EIA481-1. IEC60286-6 IEC60286-6 | |
1992 – AL205 Резюме: al237 al229 AL233 AL241 AL20-5 l22c AL254 AL207 7940bc | Оригинал | 7102AD 719FC5 723DB6 72DC83 737C2D 741CB5 74BE1C 76038C 76A798 774C88 AL205 al237 al229 AL233 AL241 AL20-5 l22c AL254 AL207 7940bc | |
2003 – EB 202 D Резюме: EB 1300 | Оригинал | EIA481-1.IEC60286-6 4564 / А EB 202 D EB 1300 | |
1995 – s46 зал Реферат: AL233 s05 зал AL205 зал s41 AL207 s41 зал XCB56007 MA17 DC-932 | Оригинал | XCB56007FJ50 80-контактный DSP56004ROM DSP56004FJ50 DSP56004 XCB56007FJ66 DSP56004 / 007 s46 зал AL233 s05 зал AL205 зал s41 AL207 s41 зал XCB56007 MA17 DC-932 | |
2010 – EB 202 D Аннотация: 1608 B 100NF Kemet 100nF 25V транзистор CB 180 конденсатор 0402 X7R 100NF 50V 10 EB 500 маркировка диод EB 500 JC EB диод JIS-C-6429 EB 24 | Оригинал | F4002 F3102.F3102 EB 202 D 1608 B 100NF Кемет 100 нФ 25 В транзистор cb 180 конденсатор 0402 X7R 100NF 50V 10 EB 500 маркировка диода eB JC EB JIS-C-6429 диод EB 24 | |
2004 – BB 229 Резюме: нет текста аннотации | Оригинал | EIA481-1. IEC60286-6 BB 229 | |
2006 – EIA-469 Резюме: 9038b L 146 CB EB 202 D eb 102 CAP керамика 0402 C0402 F3102 kemet COTS | Оригинал | ||
2004 – конденсатор С0402 Резюме: нет текста аннотации | Оригинал | ||
2005 – C0805C103K5RAC Аннотация: C1206 EIA481-1 IEC60286-6 390D 470D C0402 C0805 | Оригинал | EIA481-1.IEC60286-6 EIA-198 C0805C103K5RAC C1206 EIA481-1 390D 470D C0402 C0805 | |
2004 – BB 229 Резюме: нет текста аннотации | Оригинал | EIA481-1. IEC60286-6 BB 229 | |
2008 – C0805 Резюме: C1206 C1210 F3102 472 EM | Оригинал | F3102. AEC-Q200
F3102
C0805
C1206
C1210
472 EM AEC-Q200
F3102
C0805
C1206
C1210
472 EM | |
2005 – BB 139 переменная крышка Резюме: нет текста аннотации | Оригинал | EIA481-1. IEC60286-6 EIA-198 BB 139 переменная крышка | |
2005 – маркировка EB диода Резюме: BB 36 C0805 C0402 IEC60286-6 EIA481-1 Код маркировки транзисторов CB Маркировка EB 202 диод диод EB FBFG | Оригинал | EIA481-1.IEC60286-6 EIA-198 маркировка EB диода BB 36 C0805 C0402 EIA481-1 Код маркировки транзистора CB маркировка диода EB 202 диод EB FBFG | |
2005 – M3329 Аннотация: M 272 IEC60286-6 EIA481-1 C1825 C1812 C1210 C1206 C0805C103K5RAC C0805 | Оригинал | EIA481-1. IEC60286-6
EIA-198
M3329
M 272
EIA481-1
C1825
C1812
C1210
C1206
C0805C103K5RAC
C0805 IEC60286-6
EIA-198
M3329
M 272
EIA481-1
C1825
C1812
C1210
C1206
C0805C103K5RAC
C0805 | |
2005 – M3329 Резюме: нет текста аннотации | Оригинал | EIA481-1.IEC60286-6 EIA-198 M3329 | |
2004 – Нет в наличии Резюме: нет текста аннотации | Оригинал | ||
cp678 Аннотация: DGP20S218 DGP12U5D15 DFA20 DGP12U5D12 DGP12U5D5 DGP12U5S15 DGP12U5S5 DGP20 E131905 | Оригинал | E131905 DFA20, DGP12, DGP20 DGP12U5S5 DGP12U5S12 DGP12U5S15 DGP12U5D5 DGP12U5D12 DGP12U5D15 cp678 DGP20S218 DGP12U5D15 DFA20 DGP12U5D12 DGP12U5D5 DGP12U5S15 DGP12U5S5 E131905 | |
2005 – Нет в наличии Резюме: нет текста аннотации | Оригинал | EIA481-1.IEC60286-6 EIA-198 | |
2005 – C0402 Аннотация: C0805 C0805C103K5RAC C1206 C1210 C1812 C1825 EIA481-1 IEC60286-6 | Оригинал | EIA481-1. IEC60286-6 EIA-198 C0402 C0805 C0805C103K5RAC C1206 C1210 C1812 C1825 EIA481-1 | |
2005 – Нет в наличии Резюме: нет текста аннотации | Оригинал | EIA481-1.IEC60286-6 EIA-198 | |
2005 – 390Д Аннотация: C0402 C0805 C0805C103K5RAC C1206 C1210 EIA481-1 IEC60286-6 | Оригинал | EIA481-1. IEC60286-6
EIA-198
390D
C0402
C0805
C0805C103K5RAC
C1206
C1210
EIA481-1 IEC60286-6
EIA-198
390D
C0402
C0805
C0805C103K5RAC
C1206
C1210
EIA481-1 | |
 org/Product”>
org/Product”>.jpg) org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
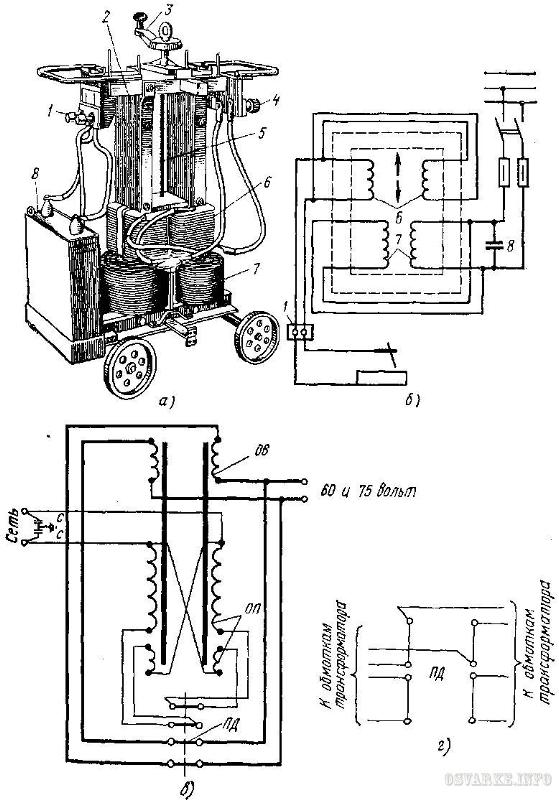
org/Product”>Конструкция сварочного трансформатора (со схемой) | Оборудование
В этой статье мы обсудим устройство сварочного трансформатора с помощью схемы.
Сварочный трансформатор имеет две цепи: одна первичная, а другая – вторичная. Эти две обмотки не имеют электрических соединений, но магнитно связаны друг с другом. Основная функция трансформатора состоит в том, чтобы изменять мощность переменного тока высокого напряжения при низкой силе тока для сварки. Входное напряжение трансформатора может составлять 440 В или 220 В. Напряжение холостого хода на выходной стороне аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение.Установки с высоким током охлаждаются маслом.
Для небольших работ по изготовлению или ремонту используется однофазный входной трансформаторный комплект 220 В, но для более высоких рабочих нагрузок используется трехфазный (входной 440) трансформаторный сварочный комплект. Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора. Сторона сварки обеспечивает диапазон настройки тока.
Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора. Сторона сварки обеспечивает диапазон настройки тока.
Величину тока можно отрегулировать, вставив в цепь катушку реактивного сопротивления.Реактор обычно устанавливается на электродной стороне вторичной обмотки.
Сварочная установка обеспечивает диапазон настройки тока, выходной ток для сварки в аппарате зависит от размера электрода или толщины работы.
Наличие колес, транспортировочных ручек и стропов позволяет легко транспортировать трансформатор.
При напряжении 70 В трансформатор является идеальным устройством для сварки металлов малой толщины. Более того, при таком напряжении обеспечивается стабильное зажигание и горение дуги даже на сильно загрязненных продуктах, затронутых коррозией.Надежная изоляция и относительно небольшой вес делают его непревзойденным в эксплуатации как в заводских условиях, так и в полевых условиях под навесом.
Топ-5 типов аппаратов для точечной сварки (со схемой)
Эта статья проливает свет на пять основных типов аппаратов для точечной сварки. Существуют следующие типы: 1. Станок «постаментного типа» 2. Контактная стыковая сварка или сварка с высадкой 3. Контактная стыковая сварка оплавлением 4. Шовная сварка 5. Проекционная сварка.
Аппарат для точечной сварки: Тип №
1. Аппарат «Пьедестального типа»:В этом типе есть стационарная вертикальная опорная рама и встроенный трансформатор и шкаф управления.Нижний рычаг закреплен на раме и во время сварки неподвижен, принимает на себя вес заготовки. Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности, или он может двигаться вниз по прямой линии.
При точечной сварке давление между электродами сохраняется на короткое время. Затем электроды автоматически разъединяются. На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500 ° C.
При точечной сварке температура может достигать 500 ° C.
Прочность точечной сварки зависит от размера диаметра электрода или контактной поверхности, «рабочей» толщины, давления электрода, сварочного тока и времени протекания тока. При низком сварочном токе и коротком времени сварки пятно будет очень слабым.
Итак, следует принять во внимание некоторые соображения – время сварки будет составлять от 0,25 до 1,5 секунд. Это зависит от толщины металла. Во-вторых, низкоуглеродистую сталь толщиной до 5 мм можно сваривать точечной сваркой как с коротким, так и с большим временем сварки из-за хорошей прочности шва.В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
Слегка взяв заготовку, через область металла, локализованную электродами, пропускают сильный ток низкого напряжения. Напряжение может составлять 2-4 вольта, а температура – от 3000 до 5000 ° C и более в зависимости от класса работы.
Аппарат для точечной сварки: Тип №
2. Контактная стыковая сварка или сварка с осадкой :
Контактная стыковая сварка или сварка с осадкой : Аппарат для контактной стыковой сварки состоит, в основном, из станины, столешницы и направляющих; подвижная и неподвижная плита; струбцина или струбцины; механизм подачи и опрокидывания; трансформатор; переключающий переключатель и другие переключатели и т. д.Этот метод похож на точечную сварку. В этом процессе два конца подготавливаются лицом к лицу в челюстях машины, так что они стыкуются друг с другом с хорошим контактом.
Два электрода прижимают их вплотную друг к другу, и, таким образом, они механически соединяются после того, как в точке контакта выделяется максимальное количество тепла. Два конца нагреваются до состояния пластичности.
При контактной стыковой сварке металлические поверхности достаточно плоские и параллельны в зажатом состоянии.Этот процесс применим для соединения круглых прутков и прутков диаметром до 25 мм. Зажимные матрицы из медного сплава, которые проводят ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Аппарат для точечной сварки: Тип №
3. Стыковая сварка оплавлением :При стыковой сварке оплавлением детали слегка сводятся вместе, протекает ток, а затем слегка разделяются, чтобы создать «мигание» в точке соединения.По мере продолжения оплавления металл в месте соединения достигает очень высокой температуры до тех пор, пока он не станет плавленым, а прилегающий металл не достигнет соответствующей температуры пластичности.
Стыковая сварка оплавлением может быть непрерывной или прерывистой. Чтобы добиться прерывистого мигания, соединяемые концы на короткое время сводят вместе, а затем разделяют на небольшое расстояние. При использовании непрерывного оплавления свариваемые детали медленно сводятся вместе. Сначала они касаются лишь нескольких выступов концов, где сила тока быстро нарастает.
Стыковая сварка оплавлением очень широко используется для сварки железнодорожных путей на непрерывные отрезки. Рельс зажимается двумя цилиндрами, действующими вертикально и горизонтально, которые выравнивают каждый рельс относительно общей базы; устройство предотвращения скручивания устраняет осевое скручивание. Таким образом, на этой машине можно сваривать длинные рельсы. Аппараты для стыковой сварки оплавлением должны быть прочными и прочными, так как при сварке тяжелых профилей оказывается значительное давление.
Таким образом, на этой машине можно сваривать длинные рельсы. Аппараты для стыковой сварки оплавлением должны быть прочными и прочными, так как при сварке тяжелых профилей оказывается значительное давление.
Машина для точечной сварки: Тип #
4.Сварка швов :Аппараты для шовной сварки такие же, как и для точечной сварки, и принцип этой сварки аналогичен. Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с переключателем с блокировкой. Кроме того, машина для шовной сварки оснащена системой привода роликового электрода.
В этом процессе соединяемые детали зажимаются между двумя системами привода медных роликов или колесных электродов, которые давят на свариваемую «деталь».Либо один, либо оба приводятся в движение, и ток передается к колесам через подшипники вращения.
Более привычный карданный вал позволяет легко устанавливать различные типы колес. За счет использования более сложных электромеханических подшипниковых узлов можно выполнять продольные и кольцевые сварные швы. Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов баков, выхлопных систем, бочек, капельниц на листах кузова автомобилей и т. Д.
Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов баков, выхлопных систем, бочек, капельниц на листах кузова автомобилей и т. Д.
У них есть электродвигатель, который автоматически перемещает пистолет по шву, так что ему требуется только направление – они работают так же, как пистолеты для точечной сварки.Для материалов толщиной менее 0,8 мм или при высоких скоростях сварки импульсный режим не требуется. При толщине более 3 x 0,8 мм рекомендуется пульсация из-за хорошего сварного шва.
Аппарат для точечной сварки: Тип #
5. Проекционная сварка :Проекционные машины в основном представляют собой прессы, электроды сварочного аппарата с наконечниками заменены плоскими пластинами с Т-образными пазами для крепления специальных инструментов. Выпуклая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки и желоба баков из жести и т. Д.
Заготовки загружают в пресс для выпуклой сварки, в котором электродом является прочная плита.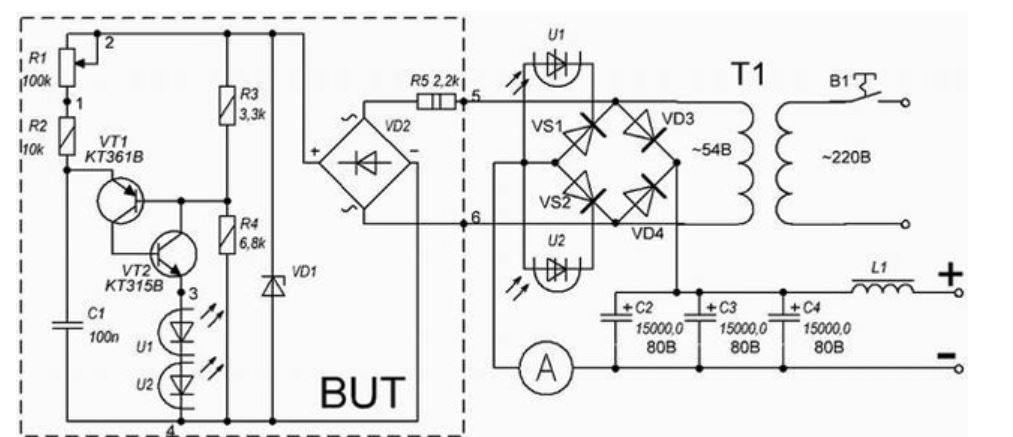 Когда включается ток, на каждом выступе создается сильно локализованное тепло, и металл у выступов быстро нагревается до пластической температуры.
Когда включается ток, на каждом выступе создается сильно локализованное тепло, и металл у выступов быстро нагревается до пластической температуры.
Выпуклая сварка особенно применима при массовом производстве. Низкоуглеродистая низкоуглеродистая сталь, низкоуглеродистая сталь с медным покрытием, латунь, нержавеющая сталь, низкоуглеродистая сталь и оцинкованная стальная проволока – все это можно сваривать с помощью этого процесса.Как правило, низкоуглеродистая сталь, нержавеющая сталь и низкоуглеродистая сталь с медным покрытием, которая используется для изготовления контейнеров для бутылок с молоком, клеток, плит, решеток холодильников и нескольких стыков, свариваются одновременно (рис. 24.9).
Что такое дуговая сварка? Как работает дуговая сварка? – Мастер сварки
Из этой статьи вы узнаете, что такое дуговая сварка и как работает дуговая сварка. Здесь вы также узнаете о различных типах дуговой сварки, сварочном оборудовании, преимуществах и недостатках и применении.
Процесс соединения металла с металлом с помощью электрической дуги называется дуговой сваркой. В этом процессе сварки дуга используется для создания сильного тепла, и это тепло используется для соединения металлов вместе. Дуга возникает между двумя металлическими частями, и из-за выделяемого тепла металлы плавятся, и когда он остывает, образуется прочное сварное соединение.
- Источником питания при дуговой сварке является электричество (электрический ток).Используемый электрический ток может быть постоянным (DC) или переменным (AC).
- Область сварки защищена защитным газом, парами или шлаком. Защитный газ защищает зону сварки от атмосферного загрязнения.
- Может быть ручным, полуавтоматическим или полностью автоматизированным.
- Для сварки используются плавящиеся или неплавящиеся электроды.
- Этот вид сварки изобретен в конце 19 века. Во время Второй мировой войны он становится коммерчески важным в судостроении. В настоящее время он используется при изготовлении стальных конструкций и транспортных средств.
 В настоящее время он используется при изготовлении стальных конструкций и транспортных средств.
В настоящее время он используется при изготовлении стальных конструкций и транспортных средств. 1. Дуговая сварка защищенным металлом (SMAW)
2. Дуговая сварка металлическим электродом (GMAW) или (MIG)
3. Дуговая сварка порошковой проволокой (FCAW)
4. Дуговая сварка под флюсом (SAW)
5. Газовая дуговая сварка вольфрамовым электродом Сварка (GTAW) или (TIG)
6. Плазменно-дуговая сварка (PAW)
7. Атомарно-водородная сварка (AHW)
8. Углеродно-дуговая сварка (CAW)
9. Электрошлаковая сварка (ESW)
10.Электрогазовая сварка (EGW)
11. Дуговая сварка шпилек
Принципиальная электрическая схема дуговой сварки приведена ниже:
Оборудование
Используемое различное оборудование:
1. Машина переменного или постоянного тока
2. Электрод
3. Держатель электрода
4.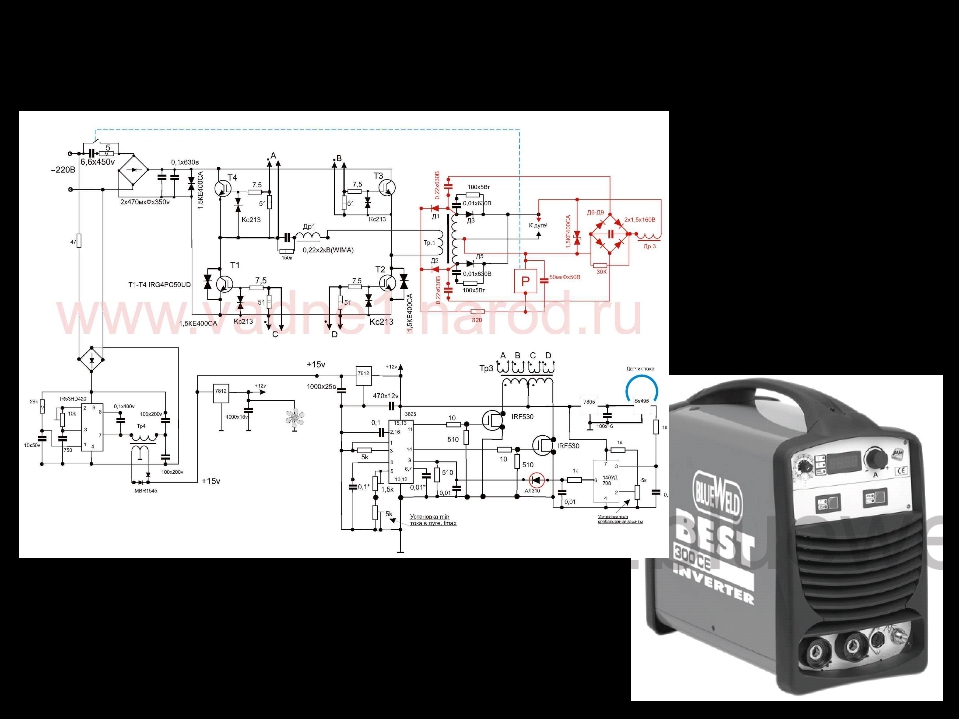 Кабели, кабельные разъемы
Кабели, кабельные разъемы
5. Отбойный молоток
6. Заземляющие зажимы
7. Проволочная щетка
8. Шлем
9. Защитные очки
10. Ручные перчатки
11.Фартуки, рукава и др.
- Первое включение источника электроэнергии (переменного или постоянного тока).
- Когда электрод приближается к основному металлу (на расстоянии 2-4 мм друг от друга), где должна выполняться сварка, между основным металлом и электродом возникает искра или дуга.
- Из-за дуги вырабатывается сильное тепло. Выделяемое тепло плавит основной металл, сердечник электрода (или в некоторых случаях присадочный материал) и покрытие из флюса. Покрытие из флюса на электроде обеспечивает защитную среду (защитный газ) сварному шву от атмосферного загрязнения.Расплавленный металл или шлак осаждается между двумя соединяемыми металлическими частями и затвердевает. После затвердевания он образует прочную связь между двумя металлическими частями.
- Защитный газ используется для защиты расплава или сварного шва от атмосферного загрязнения.
- После завершения процесса сварки изделие (металлические детали) охлаждают, погружая его в соответствующую охлаждающую жидкость. Также его можно оставить для воздушного охлаждения.

Для лучшего объяснения посмотрите видео, представленное ниже:
Преимущества
- Обладает высокой эффективностью и скоростью сварки.
- Обеспечивает лучшую сварочную среду.
- Обеспечивает стабильное качество сварного шва
- Образует прочную связь между соединенными металлами.
- Имеет простое сварочное оборудование.
- Источник питания не такой уж и дорогой.
- Это быстрый и надежный процесс.
- Оборудование можно использовать для выполнения нескольких функций.
- Легко переносится.
- Сварщики могут использовать стандартный внутренний ток.

- Требуется высококвалифицированный оператор.
Это универсальный сварочный процесс. Это наиболее широко используемый сварочный процесс в мире из-за его простоты и высокой эффективности сварки. Практически во всех отраслях обрабатывающей промышленности дуговая сварка используется для получения прочных соединений. Сегодня это остается важным процессом в производстве стальных конструкций и транспортных средств. Он наиболее широко используется в автомобильной промышленности, строительстве, строительстве зданий, судостроении, авиакосмической промышленности, для технического обслуживания или ремонта.
Это все о дуговой сварке. Если вы обнаружите что-то неправильное, сообщите нам в комментариях. И если вы найдете эту статью информативной, не забудьте поставить лайк и поделиться ею.
Экранированные детали аппарата для дуговой сварки металла и процесс
SMAW (дуговая сварка в среде защитного металла) – это сварочный процесс, в котором источником тепла является электрический ток. Это тепло является результатом преобразования электроэнергии, которая преобразуется в тепло, когда электрод прикреплен к основному металлу.При встрече между электродом и основным металлом произойдет ионный обмен.
Дуговая сварка экранированного металла SMAW (tes.com)Процесс дуговой сварки экранированного металла имеет три типа полярности: первый – переменный ток (AC), постоянный ток с обратной полярностью (DCRP) и постоянный ток с прямой полярностью (DCSP) . Для типа машины SMAW имеет три вида тока: машина постоянного тока (DC), машина с переменным током (AC), машины с комбинацией постоянного тока (DC) и переменного тока (AC).Посмотреть процесс плавления электрода можно на этой картинке.
Процесс дуговой сварки экранированного металла (Википедия)Детали и процедура аппарата для дуговой сварки экранированного металла:
Детали машин SMAW:
- Аппарат
Аппарат для дуговой сварки экранированного металла является основной частью этого процесса, потому что без аппарата мы, конечно, не сможем выполнять сварочный процесс. - Кабель электрода
Функция Кабель электрода подключает ток от сварочного аппарата к электроду, который мы используем для сварки основного металла. - Massa Cable
Massa Cable имеет функцию подключения тока от станка к основному металлу, после чего основной металл и электрод соприкасаются, после чего начинается процесс сварки. - Источник сварочного тока
Должен работать для подачи тока от источника к сварочному аппарату. - Управление током
Для управляющего токового выхода, который использует для процесса сварки, большой или маленький, зависящий от тока тип формы или толщины материала (основного металла). - Держатель электрода
Для удержания электрода, чтобы облегчить процесс сварки.Другая сторона держателя также имеет функцию подачи электрического тока на электроды. - Заземляющая скоба
Для соединения машины с основным металлом. - Переключатель
Для включения и выключения сварочного аппарата. - Электрод
В качестве присадочного металла после завершения процесса сварки электрод заменяется металлом сварного шва. Электрод имеет флюс, функция которого заключается в защите плавления стали во время процесса сварки.
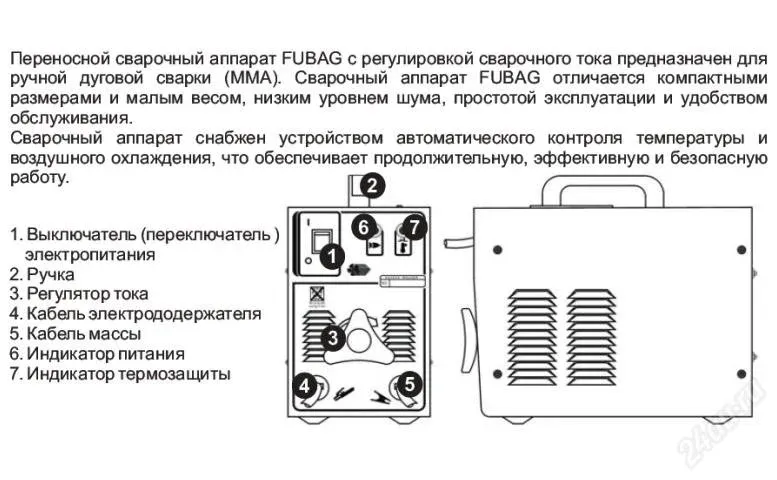
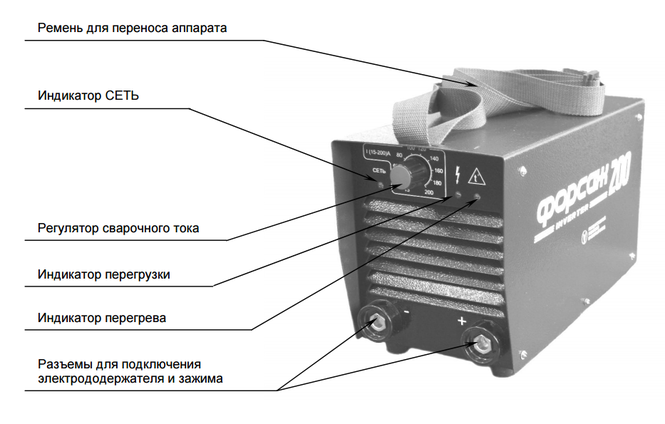
SMAW Welding можно использовать для любого сварного соединения или положения сварки. С другой стороны, мы используем этот процесс для подводной сварки, но инструменты должны быть снова в комплекте, подходящими для процедуры подводной сварки. Если мы не будем следовать процедуре, это может привести к несчастному случаю, например, поражению электрическим током или другим видам несчастных случаев.
См .: Аппарат для сварки TIG
Преимущества и недостатки Сварка SMAW:
Преимущества дуговой сварки экранированного металла:
- Может использоваться для сварки всех типов соединений.
- SMAW может использовать все положения сварки.
- Нам не нужен газ для защиты расплавленного металла шва.
- Не требует особой подготовки перед сваркой.

Недостатки Дуговая сварка экранированного металла:
- Мы должны очистить шлак после завершения процесса сварки.
- Есть брызги.
- Один электрод может произвести сварку металла толщиной от десяти до пятнадцати сантиметров.
- Скорость не может быть высокой, потому что мы должны заменить электрод.
Объяснение того, что такое дуговая сварка экранированного металла и обработка вышеуказанного, мы можем получить из различных источников. Если вы хотите добавить подписи, пожалуйста, предоставьте в поле для комментариев или существующие контакты на этой странице.
Принцип работы, типы и применение
Первый метод дуговой сварки был разработан в 19 веке, и он стал коммерчески значимым в судостроении во время Второй мировой войны. В настоящее время это остается важным процессом как для автомобилей, так и для изготовления стальных конструкций.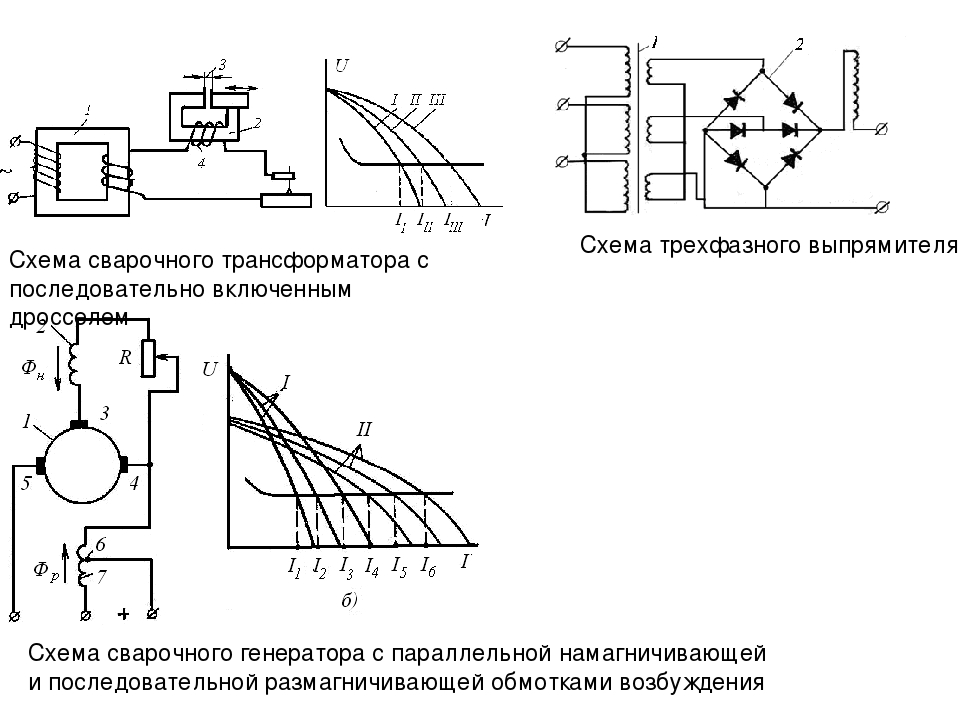 Это один из самых известных методов сварки, которые используются для соединения металлов в промышленности. В этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества. По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки легко развить высокую температуру. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию. В этой статье обсуждается обзор электродуговой сварки.
Это один из самых известных методов сварки, которые используются для соединения металлов в промышленности. В этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества. По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки легко развить высокую температуру. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию. В этой статье обсуждается обзор электродуговой сварки.
Что такое электродуговая сварка?
Определение дуговой сварки – это процесс сварки, который используется для сварки металлов с помощью электричества для выработки тепла, достаточного для размягчения металла, а также, когда размягченный металл охлаждается, тогда металлы будут свариваться.Этот вид сварки использует источник питания для создания дуги между металлическим стержнем и основным материалом для смягчения металлов в конце контакта.
Электродуговая сварка
Эти сварочные аппараты могут использовать либо постоянный ток, либо переменный ток, а также электроды, такие как расходные материалы, в противном случае не расходные материалы.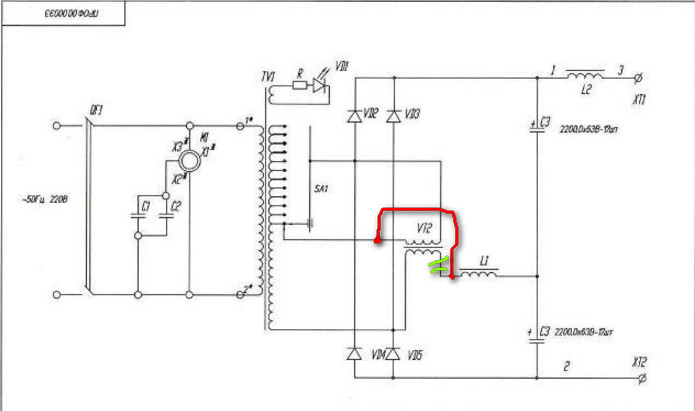 Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Принципиальная схема
В процессе дуговой сварки тепло может генерироваться за счет электрической дуги, возникающей между электродом и заготовкой.Электрическая дуга – это светящийся электрический разряд между двумя электродами с использованием ионизированного газа.
Любой тип техники дуговой сварки зависит от электрической цепи, которая в основном включает в себя различные части, такие как источник питания, деталь, сварочный электрод и электрические кабели для подключения электрода, а также заготовки к источнику питания. Цепь дуговой сварки
Цепь обмотки электрической дуги может быть образована электрической дугой между электродом, а также заготовкой. Температура дуги может достигать 5500 ° C (10000 ° F), чего достаточно, чтобы соединить края заготовки.
Если требуется длинное соединение, дугу можно перемещать по линии соединения.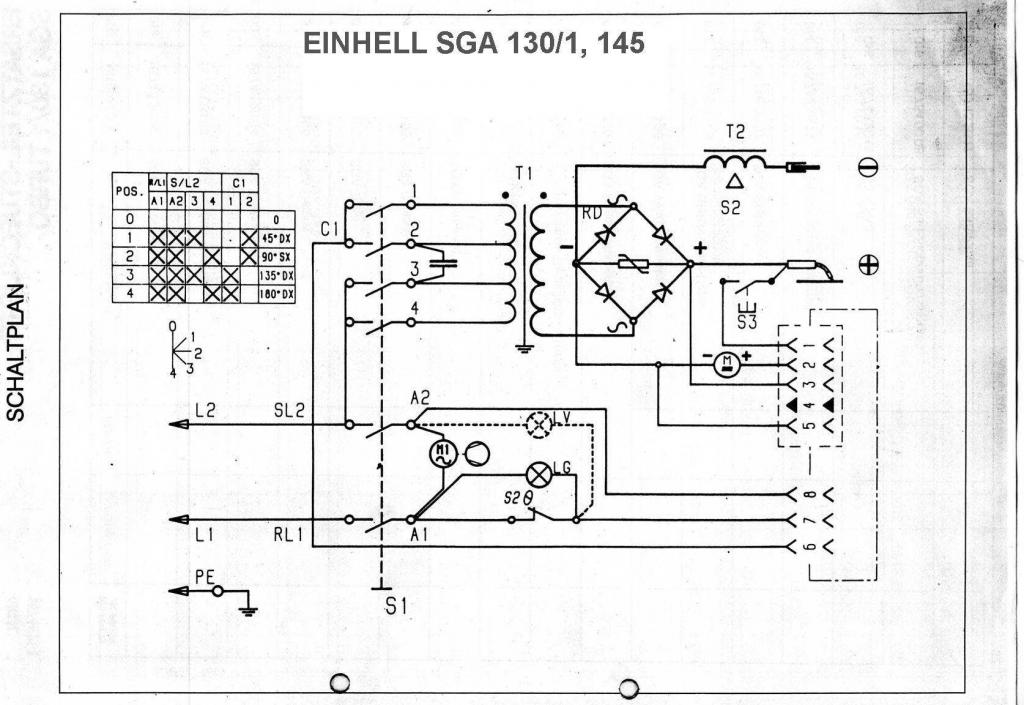 Сварочная ванна передней кромки растворяет свариваемую поверхность, как только задний край ванны затвердевает, образуя соединение.
Сварочная ванна передней кромки растворяет свариваемую поверхность, как только задний край ванны затвердевает, образуя соединение.
Если для улучшения сцепления необходим присадочный металл, проволоку можно использовать вне материала, который подается в область дуги, которая растворяет и нагружает сварочную ванну. Химический состав присадочного металла зависит от химического состава заготовки.
Расплавленный металл в сварочной ванне может проявлять химическую активность и реагировать через окружающую атмосферу.Следовательно, сварной шов может быть заражен оксидом, а также включением нитрида, что ослабит его механические свойства. Таким образом, сварочную ванну можно защитить с помощью нейтральных защитных газов, таких как гелий, аргон и защитных флюсов от загрязнения. Экраны поставляются для зоны сварного шва в виде флюсового покрытия для электрода, в противном случае – в других формах.
Принцип работы
Принцип работы дуговой обмотки заключается в том, что в процессе сварки тепло может генерироваться за счет зажигания электрической дуги между заготовкой, а также электродом.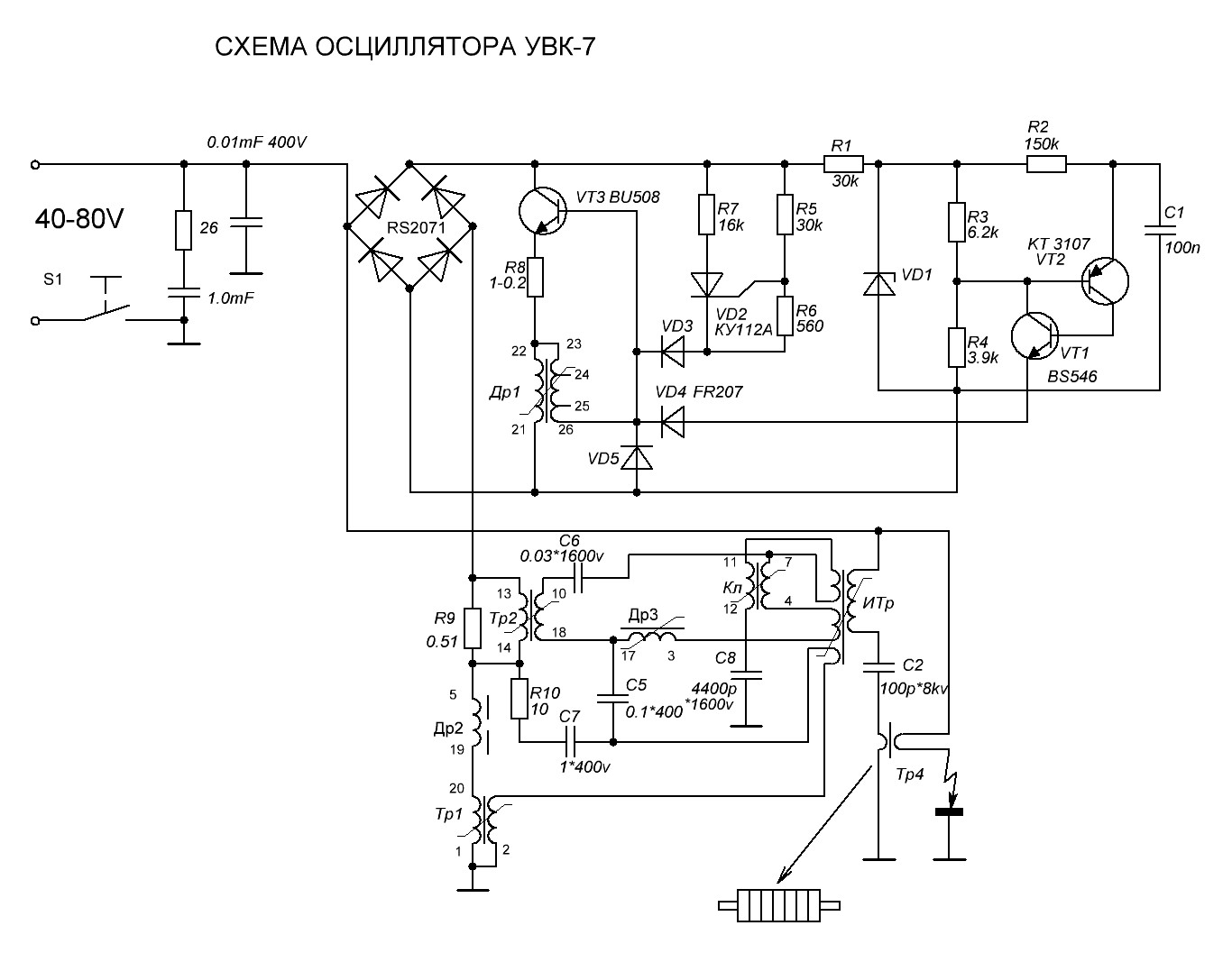 Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Оборудование для дуговой сварки в основном включает в себя установку переменного тока, в противном случае – машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, зажимы заземления, отбойный молоток, шлем, проволочную щетку, перчатки, защитные очки, рукава, фартуки. и т. д.
Типы дуговой сварки
Дуговая сварка подразделяется на различные типы, в том числе следующие.
- Плазменная дуговая сварка
- Дуговая сварка металла
- Дуговая сварка углем
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка в газовой среде
- Дуговая сварка под флюсом
- SMAW – Дуговая сварка под флюсом
- SMAW – Дуговая сварка защищенного металла Fluid
- FC
- ESW (Электрошлаковая сварка)
- Дуговая сварка шпилек
Плазменно-дуговая сварка
Плазменно-дуговая сварка (PAW) аналогична GTAW или газовой вольфрамовой сварке. В этом способе сварки дуга будет возникать между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменно-дуговой сваркой и газовой сваркой вольфрамом состоит в том, что электрод расположен внутри горелки для плазменно-дуговой сварки. Он может нагревать газ с до температуры или 30000oF и превращать его в плазму для воздействия на область сварки.
В этом способе сварки дуга будет возникать между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменно-дуговой сваркой и газовой сваркой вольфрамом состоит в том, что электрод расположен внутри горелки для плазменно-дуговой сварки. Он может нагревать газ с до температуры или 30000oF и превращать его в плазму для воздействия на область сварки.
Дуговая сварка металла
В процессе дуговой сварки металлическим электродом (MAW) в основном используется металлический электрод.Этот металлический электрод может быть либо расходным, либо неплавящимся в зависимости от требований. Большинство используемых расходуемых электродов можно покрыть флюсом, и главное преимущество этого типа сварочного процесса заключается в том, что он требует более низкой температуры по сравнению с другими.
Сварка угольной дугой
В процессе дуговой сварки углем (CAW) в основном используется угольный стержень в качестве электрода для сварки металлического соединения.![]() Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может возникать между двумя угольными электродами, которые называются двойной угольной дугой.
Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может возникать между двумя угольными электродами, которые называются двойной угольной дугой.
Дуговая сварка вольфрамом вольфрамовым электродом
Дуговая сварка вольфрамовым электродом (GTAW) также называется сваркой вольфрамовым электродом в среде инертного газа (TIGW). В этом типе процесса сварки для сварки материала можно использовать неплавящийся вольфрамовый электрод. Электрод, который используется при этой сварке, может быть окружен газами, такими как аргон, гелий и т. Д. Эти газы будут защищать область сварного шва от окисления.Этот вид сварки можно использовать для сварки тонких листов.
Дуговая сварка металла в газе
Дуговая сварка металла в газе (GMAW) также называется сваркой металла в инертном газе (MIGW). В нем используется свежий металлический электрод, защищенный газом, таким как гелий, аргон и т. Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки присадочную проволоку можно постоянно подавать с помощью неплавящегося металлического электрода для сварки металла.
Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки присадочную проволоку можно постоянно подавать с помощью неплавящегося металлического электрода для сварки металла.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) может широко использоваться в автоматических методах сварки. В этом виде процесса сварки электрод полностью погружен в гранулированное покрытие из флюса, и этот флюс может быть электрическим проводником, который не будет препятствовать подаче электроэнергии. Твердое покрытие из флюса защищает расплавленный металл от ультравысокого излучения и атмосферы.
SMAW – дуговая сварка экранированного металла
Термин SMAW означает «дуговая сварка экранированного металла», которую также называют дуговой сваркой; Дуговая сварка под защитным флюсом или ручная дуговая сварка металлическим электродом (MMA / MMAW).Этот вид сварки используется, когда дуга возникает между заготовкой и металлическим стержнем.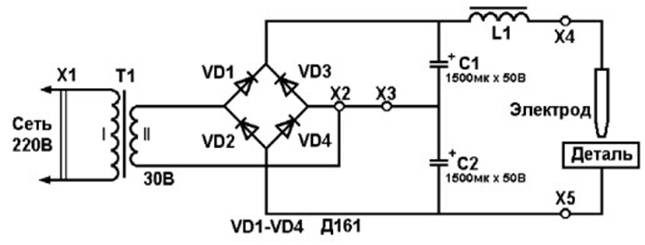 Таким образом, поверхность обоих из них может раствориться, образуя сварочную ванну.
Таким образом, поверхность обоих из них может раствориться, образуя сварочную ванну.
Когда флюсовое покрытие сразу плавится на стержне, образуется шлак и газ, защищающие сварочную ванну от окружающей среды. Это гибкий метод, который подходит для соединения таких материалов, как черные и цветные, через толстый материал во всех местах.
FCAW (Сварка порошковой проволокой)
Этот вид сварки является альтернативой дуговой сварке металлическим экраном.Эта дуговая сварка порошковой проволокой работает как с электродом, так и со стабильным источником питания, что обеспечивает стабильную длину дуги. Этот метод работает с использованием защитного газа или газа, который образуется через флюс, чтобы обеспечить защиту от заражения.
ESW (Электрошлаковая сварка)
При этом виде сварки тепло вырабатывается током и проходит между присадочным металлом, а также заготовкой с использованием расплавленного шлака на поверхности сварного шва. Здесь сварочный флюс используется для заполнения промежутка между двумя деталями.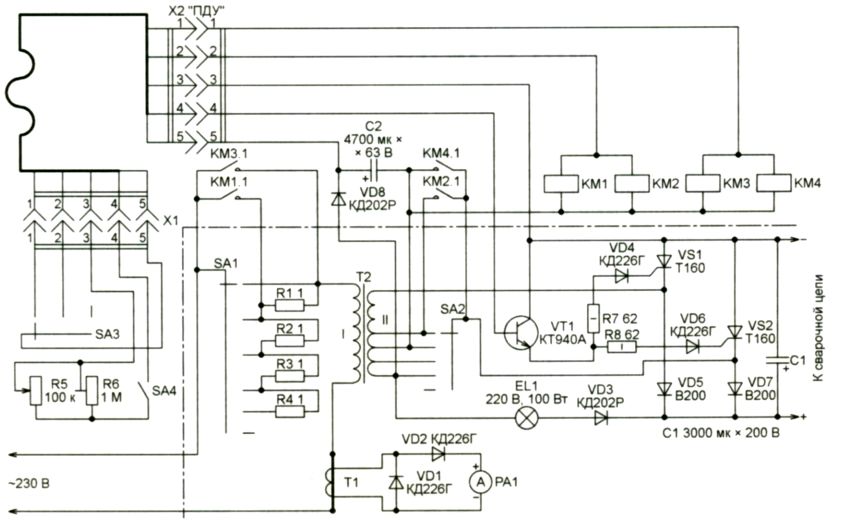 Этот вид сварки может быть начат через дугу между электродом или заготовкой.
Этот вид сварки может быть начат через дугу между электродом или заготовкой.
Дуга генерирует тепло для плавления флюсового порошка и образования расплавленного шлака. Здесь шлак имеет меньшую электропроводность, которая может поддерживаться в жидком состоянии из-за тепла, выделяемого электрическим током. Шлак нагревается до 3500 ° F, и его достаточно для плавления краев заготовки и расходуемого электрода. Капли металла будут падать в сторону сварочной ванны и соединять детали.Этот вид сварки применяется в основном к стали.
Дуговая приварка шпилек
Этот вид сварки чрезвычайно надежен и используется в самых разных областях. Этот метод используется для сварки металла любого размера с деталью с максимальной глубиной проплавления.
Этот тип сварки позволяет создавать жесткие односторонние сварные швы на основных металлах толщиной 0,048 дюйма. Эта дуга может быть сформирована при использовании источника постоянного тока; металлические застежки; наконечники и пистолет для приварки шпилек.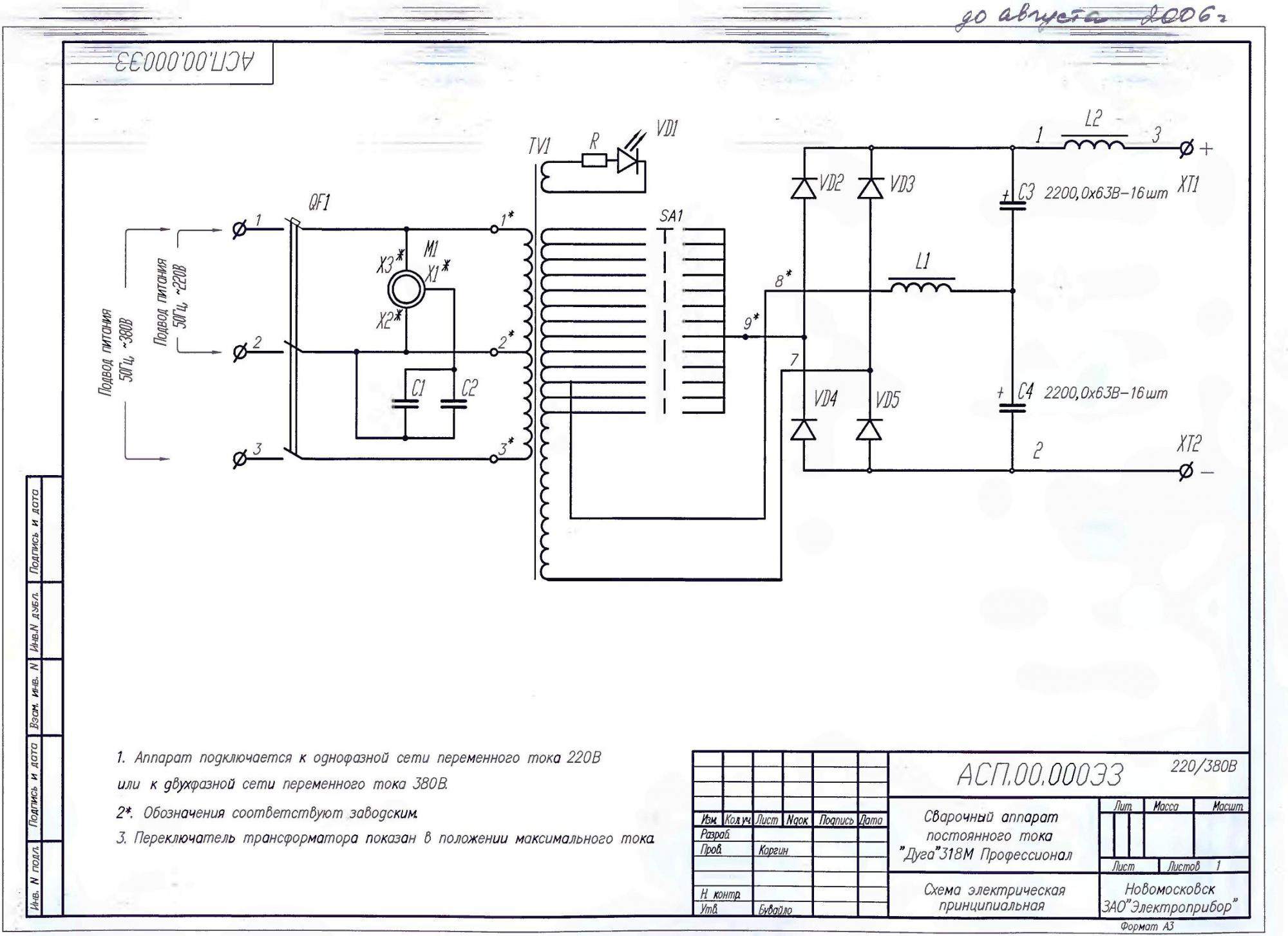 В этой сварке используются три распространенных метода, например, дуговая сварка, сварка шпилек короткой дугой и сварка шпилек газовой дугой.
В этой сварке используются три распространенных метода, например, дуговая сварка, сварка шпилек короткой дугой и сварка шпилек газовой дугой.
Метод протянутой дуги работает с флюсом, закрепленным внутри шпильки, для очистки поверхности металла на протяжении всей сварки. Во время дуги флюс может испаряться и реагировать через загрязняющие элементы в окружающей среде, поддерживая чистоту области сварного шва.
Метод короткой дуги похож на метод вытянутой дуги, за исключением того, что он не использует флюсовую нагрузку, иначе наконечник.Таким образом, этот метод обеспечивает самое короткое время сварки по сравнению с методами дуговой приварки шпилек. Метод газовой дуги работает через статический защитный газ без наконечника или флюса, что упрощает автоматизацию.
Другие виды дуговой сварки
Мы знаем, что в большинстве отраслей промышленности используются конструкции из металла, и выше описаны наиболее часто используемые виды сварки. Но несколько других методов также позволяют сваривать два или более металлов вместе, как показано ниже.
Электронно-лучевая сварка
EBM или электронно-лучевая сварка используется для соединения металлов везде, где с высокой скоростью возникают электронные волны, для сварки одной металлической поверхности с другой.Как только электронная волна ударяет в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить прилегающую часть на месте.
Этот вид сварки очень популярен в промышленной сфере. Этот метод особенно полезен для производителей аэрокосмической и автомобильной промышленности, которые используют эту сварку для соединения нескольких металлических деталей в грузовиках, автомобилях, самолетах и космических кораблях. Из-за природы электронно-лучевой сварки, основанной на вакууме, метод безопасен для работы в кризисных условиях в пустующих домах и зданиях.
Сварка атомарным водородом
Сварка AHW или атомарным водородом – это старый метод соединения металлов, которые часто выходят за край, для более эффективных методов, таких как газовая дуговая сварка. Одна из областей, где автоматическая водородная сварка все еще известна, – это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреву, эта сварка безопасна для этого метода.
Электрошлаковая сварка
Это быстрая сварка, изобретенная в 1950-х годах. Этот вид сварки соединяет тяжелые металлы для использования в оборудовании и машинах в промышленности.Как следует из названия, он взят из медных держателей воды, заключенных в инструменте, который используется для электрошлаковой сварки. Вода препятствует просачиванию жидкого шлака в другие области на протяжении всего сеанса сварки.
Углеродная сварка
CAW или угольная дуговая сварка – это метод сварки, используемый для соединения металлов при температурах выше 300 градусов Цельсия. При этом типе сварки дуга может образовываться между электродами, а также на поверхностях металла. Когда-то этот метод был популярен, но теперь он стал устаревшим благодаря двойной угольной дуге.
Кислородно-топливная сварка
Этот вид сварки представляет собой метод, при котором для плавления металла в форму используется кислород и жидкое топливо. Французские инженеры Шарль Пикар и Эдмон Фуше изобрели в 20 веке. В этом процессе температура, генерируемая кислородом, используется на участках поверхности металла. Эта сварка проводится в помещении.
Контактная точечная сварка
Контактная точечная сварка используется там, где тепло соединяет поверхности металла. Тепло может вырабатываться за счет сопротивления электрических токов.Этот вид сварки относится к группе методов сварки, называемых контактной сваркой сопротивлением.
Сварка контактным швом
Сварка контактным швом – это метод, при котором выделяется тепло между металлическими прилегающими поверхностями за счет связанных свойств. Этот вид сварки начинается с одной стороны соединения и работает в своем режиме с другой стороны. Таким образом, этот метод в основном зависит от двойных электродов, которые обычно изготавливаются из медного материала.
Проекционная сварка
Проекционная сварка – это метод, ограничивающий нагрев в определенной области для размещения.Этот метод очень распространен в проектах, в которых используются шпильки, гайки и другие металлические крепежные детали с резьбой, проволока и перекрещенные стержни.
Холодная сварка
Альтернативное название этой сварки – контактная сварка. Этот вид сварки используется для соединения поверхностей металлов без плавления под действием тепла.
Преимущества дуговой сварки
Преимущества дуговой сварки в основном заключаются в следующем.
- Дуговая сварка отличается высокой скоростью и эффективностью.
- Она включает в себя простой сварочный аппарат.
- Его просто передвигать.
- Дуговая сварка создает физически прочную связь между свариваемыми металлами.
- Обеспечивает надежное качество сварки
- Дуговая сварка обеспечивает превосходную сварочную атмосферу.
- Источник питания для этой сварки не требует больших затрат.
- Эта сварка – быстрый и последовательный процесс.
- Сварщик может использовать обычный бытовой ток.
Недостатки дуговой сварки
К недостаткам дуговой сварки можно отнести следующее.
- Для выполнения дуговой сварки необходим высококвалифицированный оператор.
- Скорость осаждения может быть неполной, так как покрытие электрода имеет тенденцию к горению и уменьшению.
- Длина электрода составляет 35 мм и требует замены электродов на протяжении всей производительности.
- Они не являются чистыми для химически активных металлов, таких как титан и алюминий.
Области применения
Области применения дуговой сварки включают следующее.
- Используется для сварки листового металла
- Для сварки тонких, черных и цветных металлов
- Используется для проектирования сосудов под давлением
- Разработка трубопроводов в промышленности
- Используется в автомобильной и домашней отделке
- Отрасли судостроения
- Используется в производстве самолетов и космонавтики
- Реставрация кузовов автомобилей
- Железные дороги
- Отрасли, такие как строительство, автомобилестроение, механика и т. Д. листовые металлы
- Эти сварочные работы используются для ремонта штампов, инструментов и в основном на металлах, изготовленных из магния и алюминия.
- Большинство обрабатывающих производств используют GTAW для сварки тонких деталей, особенно цветных металлов.
- Сварка GTAW используется там, где требуется высокая устойчивость к коррозии, а также к растрескиванию в течение длительного периода времени.
- Используется в производстве космических аппаратов.
- Используется для сварки деталей малого диаметра, тонкостенных труб, что делает его применимым в велосипедной промышленности.
Таким образом, речь идет об электродуговой сварке, и это гибкий метод сварки.Электродуговая сварка используется в обрабатывающей промышленности для создания прочных соединений по всему миру благодаря таким характеристикам, как простота и превосходная эффективность сварки. Он наиболее широко используется в различных отраслях промышленности для защиты других ремонтных работ, таких как автомобилестроение, строительство, судостроение и авиакосмическая промышленность.