Сварочный аппарат – выпрямитель, трансформатор, инвертор, точечный, плазменный, лазерный и другие модели
С добычей металлов и началом их обработки появились и первые способы сварки. Изначально ее осуществляли ковкой, а с развитием новых технологий и появлением более совершенных источников энергии стали использовать и другие методы. Во всех случаях применяется сварочный аппарат, который представлен в ассортименте.
Что такое сварочный аппарат?
Речь идет об источнике питания сварочной дуги, посредством которой и осуществляется процесс получения неразъемных соединений. Существуют самые разные виды таких агрегатов – сварочный аппарат для дома имеет небольшие размеры и может использоваться в частном порядке. На промышленных предприятиях применяют оборудование громадных размеров, которое стыкует газопроводы, элементы автомобилей и тому подобное.
Сварка применяется в самых разных областях, начиная с микроэлектроники и заканчивая многотонными конструкциями. За последние годы аппарат значительно усовершенствовали, что существенно расширило область его применения. Стало возможным сваривать отдельные элементы не только на предприятиях, но и в полевых и монтажных условиях, под водой и даже в космосе.
Стало возможным сваривать отдельные элементы не только на предприятиях, но и в полевых и монтажных условиях, под водой и даже в космосе.
Устройство сварочного аппарата
Данный агрегат состоит из следующих базовых элементов:
- Выпрямителя переменного тока, подаваемого из электрической сети.
- Инверторного блока. Его выполняют на основе высокочастотных транзисторов.
- Радиатора, активно отводящего тепло от выпрямителя и инверторного блока.
- Трансформатора. Его функция – понижать высокочастотное напряжение и повышать ток высокой частоты.
- Выпрямителя переменного тока высокой частоты.
- Рабочего шунта.
- Электронного блока. Мини сварочный аппарат использует этот элемент для управления инвертором.
- Термодатчика, отключающего питание при превышении температуры.
Принцип работы сварочного аппарата
При включении аппарата в сеть поступающий на выходной выпрямитель инвертора высокочастотный ток преобразовывается в постоянный с помощью мощных диодов, которые открываются и закрываются с высокой скоростью.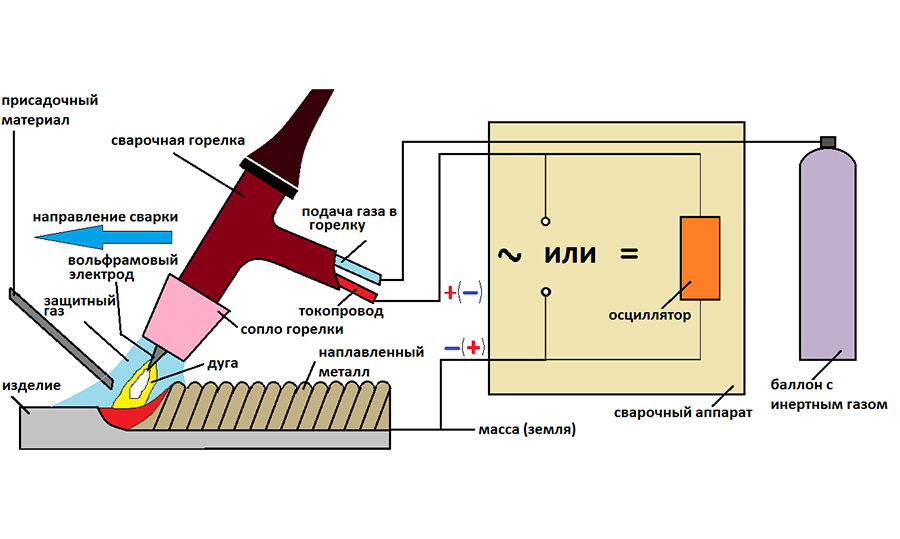 Радиатор играет роль охладителя, ответственного за то, чтобы диоды не перегревались. Сварочный аппарат для пластиковых труб обладает резистором высокой мощности, наделяющим устройство мягким пуском. Он выполняет и другую важнейшую задачу – предупреждает выход из строя диодов, подвергающихся влиянию мощного электрического импульса.
Радиатор играет роль охладителя, ответственного за то, чтобы диоды не перегревались. Сварочный аппарат для пластиковых труб обладает резистором высокой мощности, наделяющим устройство мягким пуском. Он выполняет и другую важнейшую задачу – предупреждает выход из строя диодов, подвергающихся влиянию мощного электрического импульса.
Подаваемый через резистор на электролитические конденсаторы ток активирует их заряд. Полный заряд обеспечивает переход агрегата в штатный режим работы, при котором контакты электромагнитного реле замыкаются, и ток поступает на диоды выпрямителя. Контроль за током и напряжением позволяет регулировать работу сварочного аппарата и выполнять широкий диапазон различных работ для соединения деталей из самых разных материалов и сплавов.
Виды сварочных аппаратов
Существуют самые разные виды таких агрегатов, отличающихся по форме и виду вырабатываемой энергии. Форма определяет класс сварки, а режим – вид. Сварочный аппарат для алюминия использует тепловую энергию – газовую, дуговую, лазерную, электронно-лучевую и другие. Однако, существуют агрегаты, которые соединяют детали трением, ультразвуком и даже взрывом. Наибольшую популярность получил термический класс сварочных аппаратов, которые осуществляют соединение элементов методом плавления.
Однако, существуют агрегаты, которые соединяют детали трением, ультразвуком и даже взрывом. Наибольшую популярность получил термический класс сварочных аппаратов, которые осуществляют соединение элементов методом плавления.
Сварочный выпрямитель
Этот агрегат преобразовывает переменный ток в постоянный и состоит из силовой части, функцию которой выполняет трансформатор, выпрямительного блока и дополнительных компонентов, которые защищают, запускают и регулируют аппарат. Интересующимся, какой сварочный аппарат выбрать для дома, стоит обратить на это устройство свое внимание. Оно используется для сварки не один десяток лет и зарекомендовало себя как надежное и долговечное оборудование. Может работать в условиях грязи и пыли, сваривая нержавеющую сталь, цветной металл с получением стабильного и аккуратного шва.
Сварочный трансформатор
Эта разновидность применяется на производстве уже около 100 лет и не теряет своей популярности и сегодня. Сварочный трансформатор преобразует стандартное напряжение сети в более низкое, а вот с током он поступает наоборот, повышая его. Вот какие бывают сварочные аппараты, регулирующие ток благодаря секционированию количества витков первичной или вторичной обмотки. Любой трансформатор, будь он однофазным или трехфазным осуществляет ручную дуговую сварку с применением покрытых электродов.
Вот какие бывают сварочные аппараты, регулирующие ток благодаря секционированию количества витков первичной или вторичной обмотки. Любой трансформатор, будь он однофазным или трехфазным осуществляет ручную дуговую сварку с применением покрытых электродов.
Такой сварочный аппарат можно использовать как в быту, так и в промышленном производстве, хотя их все больше вытесняют инверторы нового поколения. Однако, они по-прежнему в цене, а все благодаря низкой стоимости самого агрегата и его обслуживания, неприхотливости к хранению и эксплуатации, большой мощности. Из недостатков можно выделить большой вес и габариты, нестабильное горение дуги.
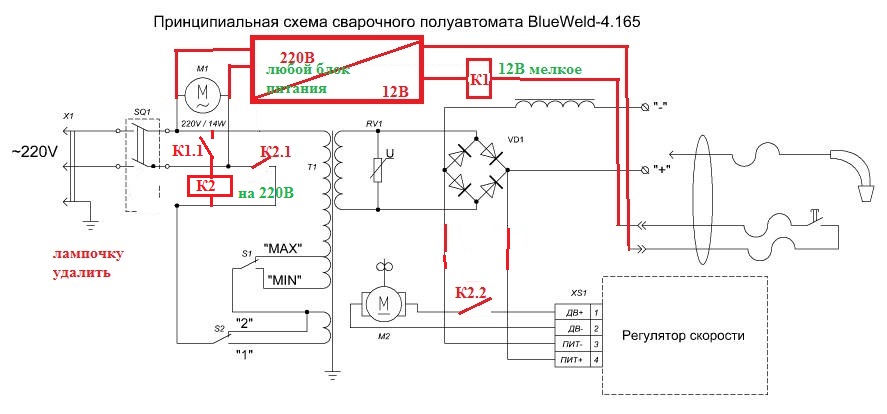
Сварочный полуавтомат
Появление на рынке такого сварочного аппарата вызвало настоящий фурор. Его габариты намного меньше размеров трансформатора, а производительность такая же, но при этом полуавтоматы оборудованы современной электроникой, существенно расширяющей имеющийся функционал. Такой агрегат осуществляет сварку с применением газа и присадочной, либо порошковой проволоки. Ее подает в сварочную ванну специальный механизм, работающий в полуавтоматическом режиме. Благодаря ему сварочный аппарат полуавтомат и получил свое название.
Ее подает в сварочную ванну специальный механизм, работающий в полуавтоматическом режиме. Благодаря ему сварочный аппарат полуавтомат и получил свое название.
Это современное технологическое оборудование – простое и удобное, позволяющее сваривать различные металлы и получать соединение любого уровня сложности. Продвинутая электронная «начинка» предоставляет возможность потреблять меньше энергии по сравнению с тем же трансформатором. При определенных условиях сварочный аппарат проволочный способен работать даже без газа.
Сварочный инвертор
Этот источник сварочного тока появился в XX веке, а уже в начале XXI века стал самым популярным сварочным аппаратом, используемым для всех видов дуговой сварки. Главные преимущества этого агрегата – уменьшение параметров силового трансформатора и улучшение динамической характеристики дуги. Инверторные технологии существенно снизили массу и размеры сварочного оборудования, при этом улучшив качество сварочной дуги, повысив КПД и уменьшив разбрызгивание при сварке.
Поначалу инверторный сварочный аппарат стоил намного дороже трансформатора и был менее надежным. В последствии все изменилось, но агрегат по-прежнему чувствителен к влажности воздуха, ограничен по коэффициенту загрузки из-за нагрева элементов схемы и отличается высоким уровнем генерируемых высокочастотных электромагнитных помех. Его универсальность предоставляет возможность выполнять сварку по самым разным технологиям.
Сварочный агрегат
Речь идет о целой передвижной электростанции, которая призвана вырабатывать электрический ток для электродуговой сварки или резки. Вот такие разные типы сварочных аппаратов существуют, но этот предоставляет возможность работать в полевых условиях, где нет промышленных электросетей. Установленный двигатель внутреннего сгорания активизирует вращение электрического генератора, начинающего вырабатывать электрический ток. Он подается на сварочный электрод, с помощью которого работник и осуществляет сварку или резку металлов.
Аргонодуговой сварочный аппарат
Для каждого типа металла применяется своя сварка. Алюминий, медь, титан и некоторые другие материалы не поддаются обычному соединению. Для этого используется сварочный аппарат аргонодуговой сварки, который работает в среде инертного газа аргона. Он защищает соединение от окисления, которое может произойти из-за соприкосновения с кислородом в воздухе. Аргон изолирует зону сварки и препятствует проникновению кислорода в область сопрягаемых поверхностей. Такие работы может производить любой сварочный аппарат для дуговой сварки с напряжением холостого хода 60-70 В.
Алюминий, медь, титан и некоторые другие материалы не поддаются обычному соединению. Для этого используется сварочный аппарат аргонодуговой сварки, который работает в среде инертного газа аргона. Он защищает соединение от окисления, которое может произойти из-за соприкосновения с кислородом в воздухе. Аргон изолирует зону сварки и препятствует проникновению кислорода в область сопрягаемых поверхностей. Такие работы может производить любой сварочный аппарат для дуговой сварки с напряжением холостого хода 60-70 В.
Точечный сварочный аппарат
Речь идет об устройстве, принцип действия которого основан на применении тока высокой частоты. Сварочный аппарат для точечной сварки формирует шов, представляющий собой множество так называемых «сварных точек». Каждая из них производится в тот момент, когда детали закрепляются между двумя электродами. Они сжимают металл сверху и снизу, одновременно пропуская через них сварочный ток. Он плавит детали, а электроды действуют наподобие пресса, формируя сварную точку.
Такой сварочный аппарат автомат может быть компактным или стационарным, применяемым в промышленном производстве. Последние модели очень большие и громоздкие. Главное достоинство такого агрегата – высокая скорость формирования шва, да и сам сварочный процесс дешевый и доступный для многих. Из минусов можно отметить неспособность сваривать толстые металлы.
Плазменный сварочный аппарат
Изначально такое устройство применялось лишь в космонавтике, но с развитием технического прогресса оно стало доступным и простым обывателям. Агрегат входит в лучшие сварочные аппараты, позволяющие получить соединение высокого качества и прочности. Работа плазмотрона основана на действии плазмы – ионизированного газа, нагреваемого до 5-10 тыс.°С. Создаваемая дуга способна соединить любые металлические элементы независимо от их толщины и состава. Есть микроплазменные аппараты с большим функционалом, а есть сильноточные, применяемые в промышленности.
Лазерный сварочный аппарат
Оптический квантовый генератор применяют в самых разных сферах человеческой деятельности, начиная с медицины и заканчивая развлечениями. Нет ничего удивительного в том, что лазер стали использовать и в промышленности для соединения металлов. Он играет роль источника энергии, нагревая и плавя используемые детали. Такой сварочный аппарат для дома и дачи способен соединять даже разнородные материалы, что находит широкое применение в радиоэлектронике и других областях. Он отличается высокой точностью и может работать даже с самыми деликатными заготовками.
Нет ничего удивительного в том, что лазер стали использовать и в промышленности для соединения металлов. Он играет роль источника энергии, нагревая и плавя используемые детали. Такой сварочный аппарат для дома и дачи способен соединять даже разнородные материалы, что находит широкое применение в радиоэлектронике и других областях. Он отличается высокой точностью и может работать даже с самыми деликатными заготовками.
Как выбрать сварочный аппарат?
При выборе необходимо опираться на следующие критерии:
- Напряжение питания. Большинство агрегатов рассчитано на обычную электрическую сеть в 220 В, но более мощному оборудованию может потребоваться подключение к трехфазной сети.
- Диапазон сварочного тока. Выбор сварочного аппарата очень сильно зависит от этого параметра, напрямую влияющего на эксплуатационные характеристики. Чем выше мощность выделяемой энергии, тем большую толщину могут иметь свариваемые заготовки.
- Продолжительность нагрузки. Сварочный аппарат для полипропиленовых труб как и любое другое оборудование такого типа требует остановок в работе.
 Чем выше класс агрегата, тем короче паузы между включениями.
Чем выше класс агрегата, тем короче паузы между включениями. - Наличие системы охлаждения от перегрева и короткого замыкания.
- Именитость бренда.
- Дополнительные функции.
 Чем выше класс агрегата, тем короче паузы между включениями.
Чем выше класс агрегата, тем короче паузы между включениями.Рейтинг сварочный аппаратов
Среди популярных моделей стоит выделить:
- Сварочный аппарат Ресанта. Недорогой инвертор со скромными характеристиками, приемлемой ценой и небольшими габаритами. Отличный вариант для начинающего сварщика или дачника, выполняющего работы по дому своими руками.
- Сварочный аппарат Aurora. Функциональный прибор, который по достоинству оценят профессиональные сварщики. Работает в среде защитного газа как на переменном, так и постоянном токе, предоставляет возможность настраивать частоту, баланс, нижний уровень тока пульсаций.
- Сварочный аппарат Форсаж. Надежное изделие отечественного производителя, работающее при максимальном сварочном токе в 160А. Используется для работы с тонкими металлами, не требующими глубокого провара.
 Используется для работы с тонкими металлами, не требующими глубокого провара.
Используется для работы с тонкими металлами, не требующими глубокого провара.Как пользоваться сварочным аппаратом?
Перед тем, как запустить агрегат в работу необходимо провести определенные подготовительные мероприятия. Очень важно установить заземление для свариваемых деталей, подобрать сварной ток, соответствующий диаметру электрода. Полуавтоматический сварочный аппарат должен находиться на расстоянии не менее двух метров от стен и других предметов. Электроды подбираются в зависимости от толщины свариваемого материала. Наибольшей популярностью пользуются стержни диаметром 2-5 мм. Вот основные этапы проведения сварки:
- Вставить электрод в держатель.
- Закрепить зажим на детали.
- Включить устройство в сеть и добиться образования дуги, коснувшись металла.
- Медленно и плавно осуществлять движение зажженной дугой, соблюдая дуговой промежуток, то есть расстояние между поверхностью деталей и рабочим электродом.
- Как только шов будет выполнен, отключить прибор от сети и дождаться остывания деталей. После при помощи молотка убрать лишнее и зачистить щеткой.
 После при помощи молотка убрать лишнее и зачистить щеткой.
После при помощи молотка убрать лишнее и зачистить щеткой.
где применяется, принцип работы, как использовать
Сила сварочного тока должна регулироваться, чтобы сварщик мог подбирать оптимальный параметр для конкретных задач. От правильности выбора количества ампер зависит глубина проплавления металла, скорость работы, возможность сварки в определенном пространственном положении. Если у сварочного аппарата нет собственных средств для регулировки силы тока или их недостаточно, задействуют реостат. Рассмотрим, что это такое, где применяется оборудование, как устроено и работает. Обзор в конце статьи покажет проверенные временем сварочные реостаты, которые активно используются на производстве и в частных мастерских.
- Что такое сварочный реостат
- Где применяется балластник
- Устройство и принцип работы
- Как настроить реостат для сварки
- Правила эксплуатации
- Примеры надежных заводских реостатов
- Как сделать реостат своими руками
Сварочный реостат или балластник – это устройство, которое создает сопротивление на пути сварочного тока, за счет чего снижается сила последнего.
Например, сварочный аппарат имеет минимальный ток 70 А, а нужно проварить листовую сталь сечением 0,8 мм. Если работать с силой 70 А, будут прожоги, а сам процесс наложения шва замедлится, поскольку придется варить, разрывая дугу и давая жидкому металлу остыть.
Реостат решает эту проблему. Он создает дополнительное сопротивление, за счет чего рабочий ток можно снизить до 30-40 А и варить, не прерывая дугу. Это повышает производительность, сокращает количество брака, упрощает последующую обработку изделия после сварки.
Где применяется балластник
Все современные сварочные инверторы способны понижать ток до 10-30 А, чего достаточно для большинства кропотливых задач по сварке. Такой низкий порог возможен благодаря использованию тиристорной и симисторной схемы, где на контакты регулятора поступает сигнал разной длительности.
В трансформаторах и сварочных выпрямителях сила тока изменяется другим путем. Например, в трансформаторах количество ампер на выходе зависит от расстояния между первичной и вторичной обмотками, между которыми образуется электромагнитная индукция. Закреплены они на платформах, одна из которых движется при помощи оси с резьбой. На корпусе предусмотрена рукоятка и сварщик крутит ее, чтобы сблизить или развести обмотки. Не всегда конструктивные особенности оборудования позволяют опустить силу тока до нужного значения, вот здесь и используется сварочный реостат.
Еще, когда требуется перейти от сварки пластин толщиной 10 мм к сварке листового металла сечением 1 мм, понадобится уменьшить силу с 300 А до 40-50 А. Для этого придется сделать рукояткой трансформатора 20-30 оборотов на 360⁰.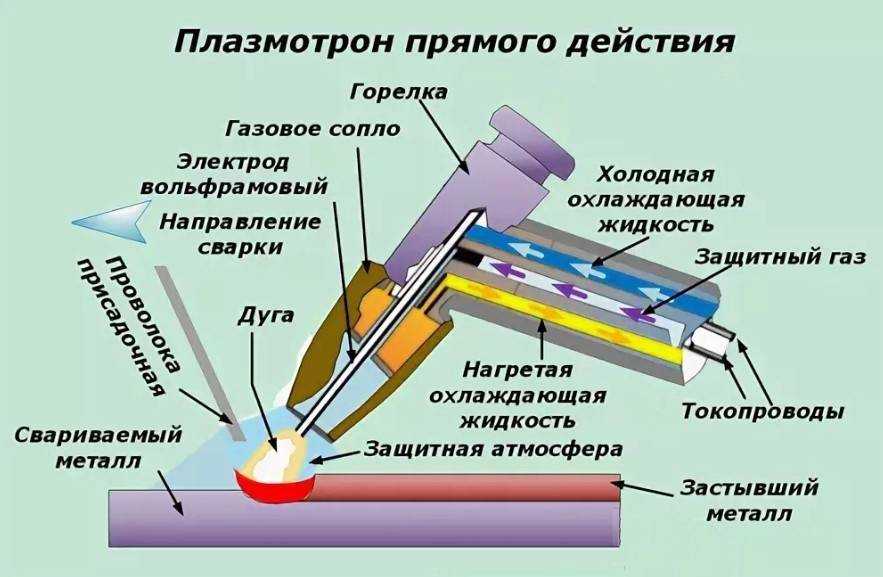 Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника.
Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника.
Активно задействуются реостаты в многопостовой сварке на производствах, где от одного мощного источника тока варят сразу несколько сварщиков. К выходам аппарата подключаются держатели электродов, но поскольку у каждого сварщика свои процессы (толщина металла заготовок, пространственное положение изделия и пр.), им нужно настраивать сварочный ток по-отдельности. Для этого каждому в цепь устанавливается реостат.
Устройство и принцип работы
Заводской сварочный реостат состоит из плат, собранных на нихромовых или константных лентах. Это полупроводники, обеспечивающие прохождение тока с одновременным снижением ампер за счет дополнительного сопротивления. Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь.
Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь.
От длины ленты зависит количество ампер, на которые уменьшится ток, если включить эту плату в цепь. Большинство устройств оснащены панелями для регулировки силы тока с шагом 10-20-40-80 А. Иногда может быть отдельная плата на 5 А, чтобы точнее ступенчато понизить или повысить ток. Регуляторы выполнены в виде рычагов на передней панели. Их может быть от 5 до 10, в зависимости от модели. Вся конструкция заключена в корпус с перфорацией для вентиляции. В современных версиях может быть вентилятор для ускоренного охлаждения.
Сбоку или снизу реостата есть две клеммы с диэлектрическими ручками-закрутками для последовательного подключения устройства к источнику. Обычно балластник устанавливают в цепь между сварочным аппаратом и зажимом массы. Размещать оборудование можно на полу или на столе, так, чтобы сварщику было удобно доставать до органов управления.
Как настроить реостат для сварки
Чтобы настроить сварочный реостат:
- Подключите его к источнику тока по последовательной схеме. Убедитесь, что клеммы надежно зафиксированы, иначе это создаст дополнительное сопротивление и скажется на характеристиках тока.
- Включите сварочный аппарат и балластник.
- Вставьте электрод в держатель и подсоедините зажим массы к черновой заготовке.
- Установите на сварочном аппарате максимальную силу тока.
- Над каждым рычагом реостата подписано, сколько ампер будет на выходе, если включить этот элемент. Исходя из толщины металла и диаметра электрода, определите оптимальную силу, суммируя значения на рычагах. Например, для стали сечением 3 мм понадобится сила 150-200 А. Это можно сделать несколькими комбинациями: 80+80, 80+20+40+10, 80+80+10, 80+80+20 и т. д.
- Выключите нужные рычаги из цепи, чтобы ток шел через другие платы (сопротивление) и имел на выходе установленную силу.
- Наденьте маску и попробуйте поварить короткий шов. Если сила недостаточная, подберите другую комбинацию, чтобы общая сумма ампер была больше на 10-20 А. Когда сварочный ток высокий, измените комбинацию, уменьшив сумму ампер на 10-20 А.

Сварочные устройства подбираются по характеристикам источников тока. Например, для трансформатора на 500 А нужен балластник на 500 А. Если максимальная сила сварочного аппарата 300 А, то и реостат нужно покупать на 300 А. Это позволит выставить на трансформаторе максимальный показатель, а убавлять силу путем включения в цепь плат сопротивления. Если к сварочному аппарату на 500 А подключить балластник на 300 А, тогда обозначения над рубильниками не будут совпадать с фактическими показателями, и правильно регулировать силу тока не получится.
Правила эксплуатации
Чтобы сварочный реостат служил исправно и долго, необходимо предотвращать его перегрев. У каждого устройства есть своя продолжительность нагрузки, т. е. максимальное время непрерывной работы, когда через балластник проходит сварочный ток. Если эта характеристика 60% (обозначается как ПВ 60), варить можно 6 минут из 10. Превышение ПВ ведет к перегреву плат сопротивления и их возможному оплавлению, что выведет аппарат из строя.
е. максимальное время непрерывной работы, когда через балластник проходит сварочный ток. Если эта характеристика 60% (обозначается как ПВ 60), варить можно 6 минут из 10. Превышение ПВ ведет к перегреву плат сопротивления и их возможному оплавлению, что выведет аппарат из строя.
Если вы заметили, что устройство регулярно перегревается, используйте дополнительное принудительное воздушное охлаждение или включите в цепь два реостата. Второй прием пригодится, когда один балластник не справляется или выходная мощность сварочного аппарата явно превышает возможности реостата.
Важно периодически продувать корпус прибора от пыли, что облегчает отдачу тепла. Устройство нельзя использовать в помещениях со скоплением водяного пара или воспламеняющегося газа.
Лучше покупать заводские устройства известных производителей, поскольку они качественно собраны, на них распространяется гарантия и есть много отзывов сварщиков. Заявленные характеристики в таких моделях соответствуют фактическим.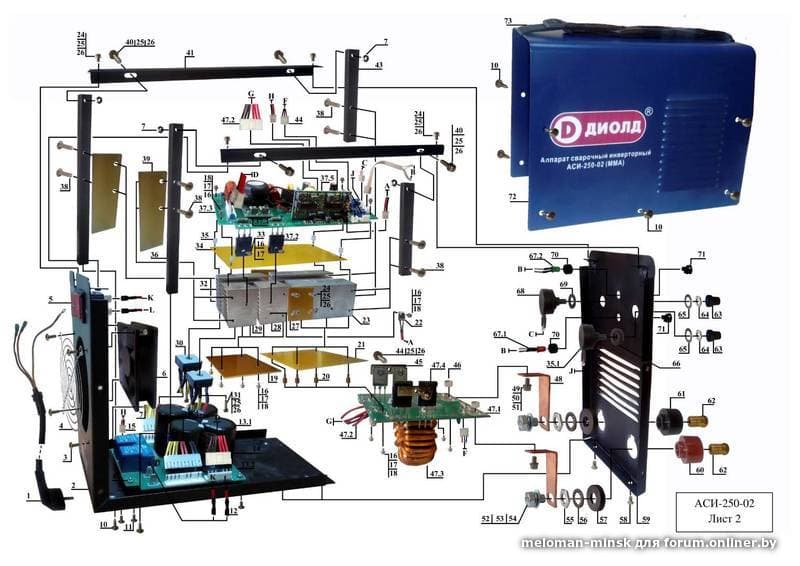 Вот несколько хороших балластников для сварки от надежных производителей, проверенных временем.
Вот несколько хороших балластников для сварки от надежных производителей, проверенных временем.
РБ-302
ЭСВА РБ-306
РБ-503
Конечно, лучше использовать надежные заводские версии, но если нужно срочно что-то приварить, а сила тока аппарата высокая, можно сделать сварочный реостат своими руками. Для этого понадобится сталистая пружина из ленты или толстая шина из меди. Подойдет сечение медного проводника 8-12 мм. Намотайте медь на цилиндр витками с расстоянием 1 см друг от друга.
На одном конце предусмотрите отверстие для болтового соединения с кабелем, идущим от сварочного аппарата. На проводе от электрододержателя сделайте зажим, которым будете цепляться за витки пружины. Перестановкой зажима регулируется величина сопротивления. Чем дальше зажим от конца с кабелем, подключенным к сварочному аппарату, тем меньше сила тока.
Для одного-двух швов пружину сопротивления можно положить на землю или бетонный пол. Но для более продолжительного использования лучше сделать диэлектрическое основание, защищающее от передачи тока или нагрева. Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Ответы на вопросы: реостат для сварочного аппарата
Какие бывают сварочные реостаты по диапазону сварочного тока?
СкрытьПодробнее
Чаще всего в продаже можно встретить устройства с диапазоном 5-315 А. Для производств, где ведется сварка толстых металлов, выпускают балластники с возможностью регулировки до 515 А.
Какие приборы российских производителей самые надежные и не дорогие?
СкрытьПодробнее
В России хорошие сварочные реостаты по соотношению цены к качеству выпускаются под брендом ЭСВА. Это завод, расположенный в Калининграде. Предлагаются две модели – РБ и одноименная ЭСВА с различными параметрами.
Сильно дребезжит корпус реостата, что делать?
СкрытьПодробнее
Зачастую посторонние звуки издаются из-за разболтанного крепления кожуха. Затяните все винтовые соединения. Чтобы снизить шум, установите прибор на резиновую подложку.
Где взять сталистую пружину для самодельного сопротивления?
СкрытьПодробнее
Есть готовые версии от старых трансформаторных установок. Они могут оснащаться диэлектрическим сердечником и пластинами для прикручивания к основанию. Но фиксировать на таких витках зажим неудобно, поскольку он сразу прикасается к соседним виткам и контакт может идти через них.
Они могут оснащаться диэлектрическим сердечником и пластинами для прикручивания к основанию. Но фиксировать на таких витках зажим неудобно, поскольку он сразу прикасается к соседним виткам и контакт может идти через них.
Как правильно подключить сварочный реостат в цепь?
СкрытьПодробнее
Устройство подключается последовательно между сварочным аппаратом и зажимом массы.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрРеостат балластный РБ-303 (380 В), СИМЗ
22 430 руб
Купить
Быстрый просмотрРеостат балластный РБ-303 М (380 В), СИМЗ
20 310 руб
Купить
Быстрый просмотрРеостат балластный РБ-302 (380 В), СИМЗ
10 380 руб
Купить
Быстрый просмотрРеостат балластный РБ-306 (380 В), СИМЗ
16 630 руб
Купить
Быстрый просмотрРеостат балластный ЭСВА РБ-306
20 120 руб
Купить
Быстрый просмотрРеостат балластный ЭСВА РБ-302
11 700 руб
Купить
Оборудование для сварки ВИГ (GTAW) и сварочные материалы
На фото: Everlast PowerTIG 325EXT Сварка ВИГ (GTAW) — это процесс, в котором используется неплавящийся вольфрамовый электрод для получения сварного шва с присадочным материалом или без него.
Оборудование значительно отличается от оборудования MIG и несколько отличается от того, что используется для сварки электродом. Тем не менее, сварочный аппарат с подходящими принадлежностями может быть приспособлен для сварки TIG.
Основные компоненты оборудования TIG включают:
- Вольфрамовый электрод
- Сварочный аппарат (постоянный ток-CC, AC, DC+, DC- или AC/DC). Есть преимущества в том, чтобы получить машину, предназначенную для сварки TIG, чтобы оставаться сбалансированной во время сварки (см. объяснение ниже). Вне зависимости от типа ВЧ блок должен быть встроенным или приставным.
- Горелка или электрододержатель
- Подача защитного газа (гелий, аргон или смесь): аргон лучше подходит для тонких металлов из-за меньшей потребности в тепле
- Присадочный металлический стержень
- Средства индивидуальной защиты, включая перчатки для сварки TIG
В большинстве случаев сварка выполняется постоянным или переменным током. Хотя оборудование стоит дороже, у процесса TIG есть много преимуществ.
Хотя оборудование стоит дороже, у процесса TIG есть много преимуществ.
Важным недостатком является то, что GTAW менее экономична, чем процессы с плавящимся электродом для секций толщиной более 3/8 дюйма.
Обзор
Основные характеристики оборудования TIG показаны на рис. 10-33. Основные компоненты, необходимые для сварки TIG:
- Сварочный аппарат TIG (см. рекомендуемые сварочные аппараты TIG здесь)
- Держатель сварочного электрода и вольфрамовый электрод
- Подача и управление защитным газом
- Доступно несколько дополнительных принадлежностей, в том числе ножной реостат для контроля тока во время сварки, системы циркуляции воды для охлаждения электрододержателей и дуговые таймеры.
Схема оборудования для сварки ВИГ
Рисунок 10-32: Расположение оборудования для сварки ВИГ газом вольфрама (GTAW) Имеются блоки питания переменного и постоянного тока со встроенными высокочастотными генераторами, разработанные специально для сварки TIG.
Автоматически регулируют подачу газа и воды в начале и в конце сварки.
Если электрододержатель (горелка) охлаждается водой, необходима подача охлаждающей воды.
Держатели электродов сделаны так, чтобы можно было легко заменить электроды и газовые сопла.
Механизированное оборудование для сварки TIG может включать устройства для проверки и регулировки уровня сварочной горелки, оборудование для погрузочно-разгрузочных работ, приспособления для зажигания дуги и управления потоком газа и воды, а также механизмы подачи присадочного металла.
Сварочный аппарат GTAW
Сварочное оборудование должно быть изготовлено для поддержки TIG или иметь необходимые аксессуары сила тока Полярность описывает направление тока при сварке постоянным током.Сварочный ток может протекать двумя способами: DCSP и DCRP.
DCSP Сварка
Постоянный ток, протекающий от электрода (–) к изделию (+), имеет прямую полярность или DCSP. В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
DCRP Welding
Ток, протекающий от заготовки (–) к электроду (+), представляет собой постоянный ток обратной полярности или DCRP.
Балансная и несбалансированная сварка
Сварочные аппараты переменного тока будут либо несбалансированными, либо сбалансированными.
В машинах переменного тока теоретически ток в половине случаев течет по DCRP, а по DCSP — в половине случаев.
Когда ток протекает в половине цикла DCRP, ток течет от заготовки к электроду, вызывая высокое сопротивление протеканию тока. Это сопротивление, вызванное током, протекающим от основного металла (большого проводника), перемещается к сосредоточенной точке вольфрамового электрода, что приводит к его нагреву.
В половине цикла DCSP ток течет от кончика электрода, маленького проводника, к заготовке, большого проводника.
Такое направление тока оказывает охлаждающее действие на вольфрам и увеличивает его токонесущую способность.
Синусоида становится «несбалансированной», когда машина переменного тока не компенсирует более высокое сопротивление в части цикла DCRP.
В половине случаев напряжение выше ожидаемого (DCSP) и в половине случаев напряжение ниже ожидаемого (DCRP).
В машинах переменного тока без необходимой схемы для обеспечения баланса синусоидального сигнала сила тока не должна быть установлена выше 50% от номинальной мощности. Если он установлен выше, то машина может быть повреждена.
Преимущество приобретения оборудования для сварки TIG на переменном токе, предназначенного для сварки TIG, заключается в том, что синусоида сбалансирована. При разработке для сварки TIG имеется встроенная схема, которая компенсирует часть цикла DCRP, поддерживая равные или сбалансированные синусоиды.
ВЧ-сварочные аппараты (высокочастотные) TIG необходимы всегда
Независимо от того, используется ли для сварки TIG переменный или постоянный ток, высокочастотный (ВЧ) аппарат должен быть встроен в аппарат или к нему должен быть прикреплен переносной аппарат. .
.
Высокочастотный блок вырабатывает высокочастотное напряжение (несколько тысяч вольт) с частотой несколько миллионов циклов в секунду.
Ток в высокочастотной цепи составляет доли ампера.
Из-за высокого напряжения и частоты ток распространяется по поверхности проводника, а не по всему проводнику.
При сварке ВИГ на постоянном токе высокочастотный блок должен быть включен, чтобы дуга зажглась. Как только дуга стабилизируется, высокочастотный блок отключается.
На машинах постоянного тока, использующих дополнительный переносной высокочастотный блок, высокочастотный контур необходимо отключить вручную.
На машинах переменного тока Сварочные аппараты ВИГ с высокочастотными агрегатами используются для стабилизации дуги и ионизации газов в зоне дуги.
Ионизированные газы облегчают поддержание дуги при изменении направления тока.
Узнайте больше о преимуществах и недостатках сварки на переменном и постоянном токе.
Сварочные горелки для сварки TIG
Схема горелки для сварки TIG
Оборудование для сварки TIG либо должно быть изготовлено для сварки GTAW, либо иметь необходимые принадлежности Горелки для сварки TIG имеют рейтинг рабочего цикла как электрические устройства.
Рабочий цикл относится к макс. ток, который фонарь может выдержать за 10 минут.
Горелки состоят из нескольких компонентов:
- Электрические провода: , которые начинаются от сварочного аппарата и соединяются с горелкой
- Цанга : часть горелки, удерживающая вольфрамовый электрод
- Колпачок электрода
- Форсунка защитного газа : для управления потоком газа. Размер сопла определяется шириной валика и объемом газа. Форма сопла предназначена для снижения турбулентности. В некоторых конструкциях форсунок электрод выступает на 1 дюйм без потери газа или увеличения турбулентности. Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Форсунки с металлическим покрытием или металлические сопла предназначены для работы с током более 300 ампер. Пластмасса (высокотемпературный пластик) и пирекс — это прозрачные насадки, которые необходимы для некоторых специальных сварочных работ.
- Шланг: для подачи защитного газа
- Шланг водяного охлаждения (кроме горелки меньшего размера, охлаждаемой воздухом) : сварочные аппараты TIG с водяным охлаждением имеют 3 шланга, которые подходят к горелке.
- Один снабжен защитным газом и сделан из пластика для предотвращения химических реакций, которые могут вызвать загрязнение.
- Один несет комбинацию охлаждающей жидкости и провода электрода. Провод представляет собой плетеную металлическую трубку с хорошей токопроводящей способностью.
Трубка покрыта резиновым или пластиковым изоляционным материалом. Ток проходит через плетеную металлическую трубку, а охлаждающая жидкость проходит через середину трубки. - Третий шланг ведет возврат охлаждающей жидкости в накопительный бачок или в слив.

Горелки для сварки TIG других типов, такие как маломощные горелки меньшего размера, имеют воздушное охлаждение и обычно имеют только один шланг, соединенный с ними, который представляет собой комбинированный провод электрода и шланг для защитного газа.
Провод электрода может быть тканой трубкой или гибким кабелем, а защитный газ охлаждает провод электрода по мере его поступления к горелке.
Электроды для ВИГ
Электроды для сварки TIG бывают следующих видов:
- Чистый вольфрам : наименее дорогой, но имеет меньшую способность проводить ток и легко загрязняется. Не используется по этой причине для ответственных сварных швов. Добавление тория или диоксида циркония улучшает проводимость вольфрама…
- Чистый вольфрам с сердечником из 1-2% тория : хорошая токонесущая способность, дольше сохраняет форму, хорошая стойкость к загрязнению, дуга легче зажигается
- Вольфрам с 1 или 2% тория : предпочтителен для сварки общего назначения. Используется при сварке ответственных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты
- Вольфрам с содержанием циркония от 0,15 до 0,40% : промежуточный вариант с качеством между чистым вольфрамом и вольфрамом с вариантами тория.

Подробнее : Описание вольфрамовых электродов для сварки ВИГ
Вольфрамовые электроды для сварки ВИГ также различаются по отделке:
- Чистая отделка : гладкая поверхность без дефектов, подходит для большинства видов сварки TIG (GTAW)
- Бесцентровое шлифование : зеркальное покрытие для работ, требующих высококачественной сварки.
Критерии выбора электрода для другого оборудования TIG:
- Диаметр электрода
- Сила тока
- Тип тока
- Тип защитного газа
- Является ли высокочастотная волна сбалансированной или несбалансированной.
Перед использованием для сварки TIG электроды должны иметь размер и форму.
Для некоторых работ по сварке TIG требуются электроды определенной формы, которые используются для ответственных сварных швов.
Электроды, которые загрязнены или слишком длинные, чтобы поместиться в колпачок электрода, должны быть укорочены.
Желаемая форма электрода после того, как он правильно сломан, представляет собой квадрат с тупым краем. Электроды можно сломать плоскогубцами, кусачками или молотком. Конец электрода должен иметь правильную форму после того, как он был сломан.
Для большинства сварных швов TIG требуется электрод с острым концом и ток DCSP. Для переменного тока (переменного тока) требуется закругленный конец электрода.
Для контроля любого защитного газа используется расходомер, калиброванный в литрах в минуту (л/мин) или куб. футов в час (cfh) или и то, и другое. Для точных показаний расходомер должен быть установлен в вертикальном положении.
Схема выбора вольфрамовых электродов
Руководство по выбору вольфрамовых электродов для оборудования TIG в зависимости от диапазона силы токаЗащитные газы для сварки TIG
Существуют различия между аргоном и гелием для защиты сварки TIG.
Другой подход заключается в использовании комбинации этих двух способов. Все описано ниже.
Все описано ниже.
Газ аргон
Газ аргон обеспечивает больший контроль и работает при более низком уровне нагрева, что делает его более подходящим для сварки более тонких металлов.
- Дешевле гелия
- В 1,4 раза тяжелее воздуха и в 10 раз тяжелее воздуха, что обеспечивает лучший контроль дуговой сварки. Тяжелый газ может быть недостатком при сварке над головой.
- Более низкое напряжение дуги (по сравнению с гелием) при любой длине дуги и силе тока. При более низком напряжении выделяется меньше тепла, что снижает риск прожога и деформации металла, поэтому аргон лучше подходит для более тонких металлов.
- Хорошая стабильность дуги
- дуговой конус сфокусирован
- Хорошее чистящее действие
- Более низкие напряжения дуги
- 10-30 CFH расход
- Хороший запуск дуги
См. также : Таблица размеров газового баллона с аргоном
Газообразный гелий
Используется при сварке более толстого металла, требующего более высокого напряжения дуги.
- Меньшая стабильность при малом токе
- Повышенное проникновение
- Меньше очищающего действия
- Конус с расширяющейся дугой
- Более высокое напряжение дуги
- Более высокие скорости потока (2x)
- Затрудненный запуск дуги
- Более высокая стоимость, чем у аргона
- Более высокая скорость движения
Газовая смесь аргона и гелия
- Преимущества перед чистым аргоном
- Более высокая стоимость, чем при использовании 100% аргона
- Повышенная скорость передвижения
- Улучшенное проникновение
- Чистящие свойства ближе к чистому аргону
- Более высокие скорости потока, чем у чистого аргона
- Преимущества перед чистым гелием
- Улучшенный запуск дуги
- Повышенная стабильность дуги
- Дугообразная форма конуса более сфокусирована
- Производит дуговые напряжения между чистым аргоном и чистым гелием
Сварочные машины и сварочное оборудование Fronius
Мир сварки
Процессы Электродная сварка Сварка МИГ/МАГ TIG-сварка Мультипроцесс Сварочные процессы Fronius
Материалы Стали Алюминий Нержавеющая сталь
Секрет производства Безопасность сварки Автоматизированная сварка Сбор сварочных данных Виртуальная сварка Мобильные приложения Сварка вики
Отрасли Автоматизированная индустрия Еда и напитки Желтые товары Электростанции, нефть и газ
Откройте для себя мир TPS/i
Продукция и Услуги
Продукция и Услуги
Ручная сварка
МИГ/МАГ Сварочные горелки MIG/MAG ТИГ Сварочные горелки TIG ММА TPS/i Стальная версия
903:30 Роботизированная сваркаMIG/MAG одинарная проволока MIG/MAG высокая производительность Роботизированные горелки MIG/MAG ТИГ Плазменная сварка Периферийные устройства робота Системы помощи роботам
Автоматизация
Приложения
Системы
СпидКлад 2. 0
0
Аксессуары
Средства индивидуальной защиты Обучение сварке Изнашиваемые детали Удаление сварочного дыма
Услуги
Консультация Покупка Поддерживать WPS
Продукция и Услуги
Инновационные решения
Управление сварочными данными
WeldCube API сварного куба Центральное управление пользователями Приложение WeldConnect
обучение
Обучение сварке Симуляторы сварки Учебные материалы Базовое приложение Welducation
Центр прототипирования
Асерио
Продукция и Услуги
Внутри Фрониуса
Об идеальной сварке
903:30 Партнерская программа ФрониусЦентр новостей Блог Новости Нажимать События Журнал Новостная рассылка
Наши клиенты Магна Пресстек ГмбХ Гунтаматик ГмбХ Ауди АГ ПроТех Все ссылки
903:30 myFronius — платформа для клиентов и партнеровПродукция и Услуги
Контакт
Товары и услуги
Загрузки
{{#каждая категория:i}} {{>категория}} {{/каждый}} {{#частичная категория}}
{{{description.
 subline}}}
subline}}}{{{description.text}}}
{{#каждый продукт:i}} {{>продукт}} {{/каждый}} {{#частичный продукт}}
{{#if !detailProductsOverlay}} {{>продуктПартиал}} {{еще}} {{>продуктПартиал}} {{/если}} {{#partial productPartial}}{{{имя}}}
{{/частично}}{{#if ~/activeProduct == идентификатор}}
{{#каждый продуктDetailOverlay:i}}
{{{имя}}}
{{/каждый}}
{{/если}}
{{/частично}}
{{/частично}}
В настоящее время выбрана страна Fronius International.