Немного о том, как пользоваться сварочным инвертором
Главная » Немного о том, как пользоваться сварочным инвертором
Рекомендуем
В былые времена работа со сваркой была проблематична для большинства людей. Для того, чтобы произвести сварочные работы нужна была сеть 380 Вольт и огромного размера сварочный аппарат. К тому же нужно было бы долго учиться управляться с такого рода техникой. Сейчас же, имея небольшой сварочный инвертор и розетку в 220 вольт, можно легко и быстро научиться сварочному ремеслу и без проблем выполнить поставленные задачи по сварке.
Неоспоримым преимуществом сварочного инверторного аппарата является его небольшой вес (к примеру, сварочный инвертор Атом I-180M, рассчитанный на сварочный ток 180 ампер, – весит всего 4,9 кг). Инвертор можно легко повесить на плечо, без проблем поднять на высоту и переносить с места на место без лишних усилий. Вес 4,9 кг поднять под силу даже ребенку. Еще одним важным преимуществом сварочного инвертора является система преобразования сварочного тока, в результате чего получается стабильная сварочная дуга, хороший провар металла и красивый равномерный сварочный шов. Для сварки в бытовых условия обычно используют электроды диаметром от двух до четырех миллиметров. Инверторный сварочный аппарат может работать с электродами для переменного и постоянного тока, т.е. практически со всеми типами электродов (включая УОНИ и электроды по нержавейке). Для того, чтобы электрод хорошо поджигался и выполнял возложенную на него задачу, необходимо исходить из пропорции соответствия: толщина металла – сварочный ток – диаметр электрода. В таблице приведено приблизительное соотношение этих величин. При настройке важную роль играет напряжение в сети, свариваемый металл и качество электрода.
Еще одним важным преимуществом сварочного инвертора является система преобразования сварочного тока, в результате чего получается стабильная сварочная дуга, хороший провар металла и красивый равномерный сварочный шов. Для сварки в бытовых условия обычно используют электроды диаметром от двух до четырех миллиметров. Инверторный сварочный аппарат может работать с электродами для переменного и постоянного тока, т.е. практически со всеми типами электродов (включая УОНИ и электроды по нержавейке). Для того, чтобы электрод хорошо поджигался и выполнял возложенную на него задачу, необходимо исходить из пропорции соответствия: толщина металла – сварочный ток – диаметр электрода. В таблице приведено приблизительное соотношение этих величин. При настройке важную роль играет напряжение в сети, свариваемый металл и качество электрода.
|
Толщина металла, мм |
1 – 2 |
2 – 3 |
2 – 3 |
3 – 4 |
4 – 6 |
6 – 8 |
|
Диаметр электрода , мм |
1,6 |
2 |
2,5 |
3 |
4 |
|
|
Сварочный ток, А |
25 – 50 |
40 – 80 |
60-100 |
80-160 |
120-200 |
180-250 |
Современные сварочные инверторы оборудованы системами всевозможных защит: по перегреву, низкому, высокому напряжению и т. д. В каждом сварочном инверторе есть встроенный вентилятор для принудительного охлаждения электронных компонентов в сварочном аппарате.
д. В каждом сварочном инверторе есть встроенный вентилятор для принудительного охлаждения электронных компонентов в сварочном аппарате.
Получить качественный сварной шов помогают разные интересные функции сварочного инвертора, такие как: горячий старт, форсаж дуги, защита при залипании электрода. Эти опции во многом помогают малоопытным сварщикам выполнять сварочные работы. К примеру, если у человека нет опыта в сварочном ремесле, то ему будет трудно зажечь дугу, но если в сварочном аппарате есть функция «горячий старт», то при касании электродом металла кратковременно происходит дополнительный наброс (увеличение) сварочного тока и электрод быстро и легко зажигается. Новичкам иногда бывает трудно удержать от затухания сварочную дугу (причиной, кроме прочего, может быть особенность электродов или металла), поэтому такая функция инвертора как «форсаж дуги» помогает справиться с этой бедой и обеспечивает, путем наброса дополнительного сварочного тока, качественный капельный перенос металла от электрода в сварочную ванну.
При начале сварки сварочным инвертором, как правило, подносим электрод под небольшим углом к свариваемой поверхности и зажигаем его небольшим «чирканьем» об металл. Когда загорается сварочная дуга, то важно выбрать правильное расстояние от кончика электрода до металла ( от этого зависит длина сварочной дуги) – обычно это расстояние равно диаметру используемого электрода. Далее начинается процесс сварки. Мы заливаем расплавленным металлом электрода зазор между свариваемыми деталями, соединяя тем самым на молекулярном уровне кромки деталей. После того как у нас получился сварочный шов, нужно очистить его от окалины и шлака. Для этого применяются специальные молоточки и щетки по металлу. Конечно, опыты со сварочным инвертором, если вы только учитесь сварочному делу, лучше проводить на ненужном металле, а потом уже переносить плоды приобретенного опыта на чистовик.
Среди отечественных сварочных инверторов особой популярностью пользуются Атом I-180M, Атом I-250D, Элсва ВД-160И, Элсва ВД-180И, SSVA-mini “Самурай”, SSVA-160-2, Днепровелдинг ВДИ-180МА Эксперт и др. Среди зарубежных производителей для бытового использования особо популярны сварочные инверторы фирмы Kaiser и Gerrard.
Если вы еще не стали счастливым обладателем сварочного аппарата инверторного типа или хотите обновить ваш сварочный арсенал, то тогда спешите обратиться в наш интернет-магазин Сварка.ZP! Наши менеджеры дадут Вам грамотную консультацию и подберут сварочный аппарат в соответствии с Вашими нуждами и бюджетом.
Лучший сварочный инвертор для дома
Сварка Пайка | 🕮 Оборудование | 0 Комментариев| 👁 29 прочитали
Содержание:
Лучший сварочный инвертор для дома — какой он?Свой дом всегда требует каких-то затрат и вложений, будь-то деньги или труд. Часто работы по дому включают в себя сварку, без которой обойтись очень трудно.
Часто работы по дому включают в себя сварку, без которой обойтись очень трудно.
Сегодня для сварки дома используются преимущественно инверторы, поскольку они не так сильно нагружают электросеть. Даже если вы будете варить инвертором дома, ваши соседи никогда это не заметят.
Но чтобы выбрать действительно хороший инвертор для сварки, важно знать определённые моменты.
На что обращать внимание при выборе сварочного аппарата
Тип аппарата для сварки — аппараты бывают инверторного и трансформаторного типа. В нынешнее время уже никто не варит дома трансформаторными сварочными аппаратами. Возможно, они еще где-то и используются на производстве, но не дома. Поэтому для бытовой сварки нужно выбирать только сварочный инвертор.
Диапазон сварочных токов — инверторный аппарат для сварки может использоваться для выполнения самых разнообразных работ. Инвертором можно варить тонкий металл и толстые трубы, профильную трубу и многое другое.
При этом для каждой толщины металла должен выбираться определённый электрод и сварочный ток. Чем толще металл инвертором придётся варить, тем больше сварочный ток должен быть. Для домашних целей вполне достаточно инвертора, который выдаёт 160-200 ампер.
Чем толще металл инвертором придётся варить, тем больше сварочный ток должен быть. Для домашних целей вполне достаточно инвертора, который выдаёт 160-200 ампер.
Мощность аппарата — чтобы варить дома нужно учитывать и потребляемую мощность инвертором. Чтобы проводка дома выдержала и не сгорела, важно понимать, какой по мощности инвертор можно будет к ней подключить.
Для бытового использования вполне будет достаточно инвертора мощностью в 4-5 кВт. Такой инвертор способен выдать ток до 200 ампер, а варить им можно будет электродом 4-5 мм, что вполне достаточно для большинства работ в быту.
Функции инвертора — дорогие модели инверторов имеют дополнительные функции, которые заметно упрощают процесс сварки. Это и антиприлипание электрода, и форсаж дуги (дуга не тухнет из-за автоматических увеличений сварочного тока).
Лучшие инверторы для сварки дома
Ниже мы предлагаем вам ознакомиться с наиболее подходящими моделями сварочных инверторов для дома:
Elitech АИС — модель сварочного инвертора, которая потянет электрод даже 5 мм. Инвертор отлично подходит для различных домашних работ, в том числе и для резки металла, которая практически никогда не осуществляется в быту. Дополнительным бонусом к инвертору идут основные функции, которые не дадут электроду прилипать. Также сварочный инвертор Elitech АИС 200 имеет «Горячий старт» и «Форсаж дуги».
Инвертор отлично подходит для различных домашних работ, в том числе и для резки металла, которая практически никогда не осуществляется в быту. Дополнительным бонусом к инвертору идут основные функции, которые не дадут электроду прилипать. Также сварочный инвертор Elitech АИС 200 имеет «Горячий старт» и «Форсаж дуги».
Сварог ARC 160 — компактный и лёгкий инвертор, который станет идеальным выбором для дома. Инвертор Сварог ARC 160 обладает неплохой продолжительностью непрерывной работы, он имеет достаточно низкий уровень шума. Данный инвертор работает в ручном режиме, а максимальный ток сварки составляет 160 ампер. В целом это неплохой сварочный инвертор для бытовых целей за вполне приемлемую стоимость.
Telwin Technology 175 — популярная модель сварочного инвертора, которая поддерживает аргонно-дуговую сварку. Инвертор нацелен на универсальное применение и имеет все необходимые функции для этого. Данный вариант сварочного инвертора наиболее всего подходит для сварки в гараже.
высокий ток – Как работает инверторный механизм сварочного аппарата IGBT 120A, 450 Вт?
\$\начало группы\$Как можно так рекламировать “RYU Weld Machine Inverter 120A IGBT 450 ватт”? Действительно ли он выдает меньше 4В?
Как определяется такой рейтинг?
- инвертор
- сильноточный
- Вт
Вот несколько свободных спецификаций с их веб-сайта (перевод на английский через Google, поэтому E&OE)
Я считаю, что это должно быть «Входной ток: 15,5 А».
Совершенно неясно, откуда берутся «450 Вт» при входной мощности 3,4 кВА.
Для справки: в подробном руководстве по моему сварочному аппарату на 185 А указан предохранитель на 50 А при напряжении питания 230 В переменного тока. Выход указан как 160А при 27В 40% рабочего цикла. Это 4,3 кВт при 40% или в среднем 1,7 кВт. Входная мощность указана как 5,2 кВт (8,7 кВА), поэтому КПД выше 80%, как и следовало ожидать от продукта международного бренда хорошего качества.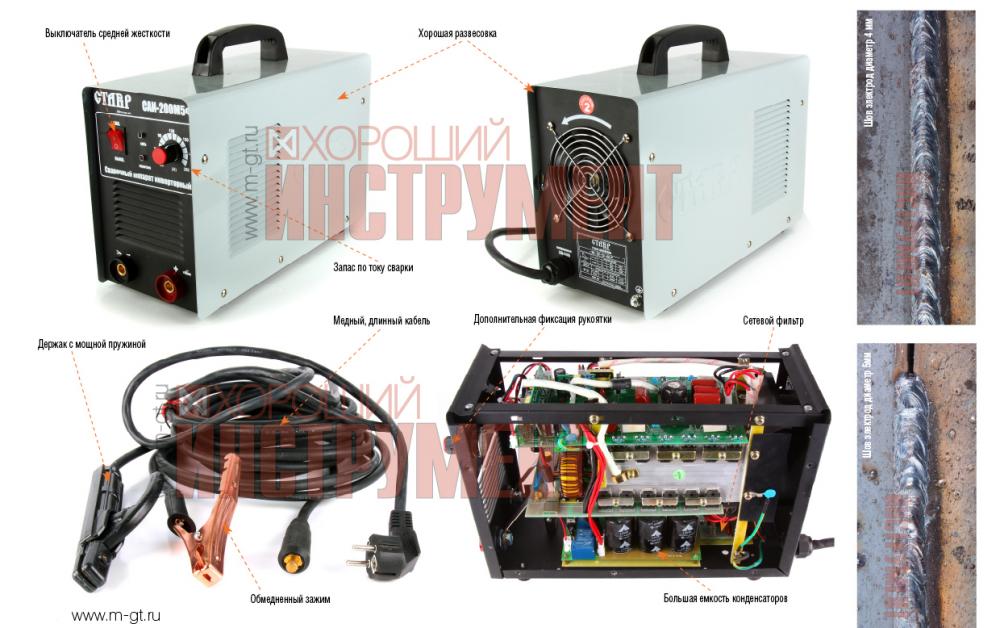
Возможно, фактическая допустимая сила тока составляет около 85 А при напряжении 20-24 В, а рабочий цикл составляет 25%. Это сработает. Они предлагают другие сварочные аппараты с гораздо более высокой мощностью. Руководство пользователя должно быть более информативным, и я бы посоветовал не рассматривать покупку, не прочитав руководство.
\$\конечная группа\$ 4 \$\начало группы\$Проще говоря, инверторный сварочный аппарат с БТИЗ можно сравнить с импульсным источником питания (SMPS).
Вот блок-схема SMPS.
Компактный понижающий трансформатор 50 кГц и фильтр делают блок питания очень компактным.
Блок-схема инверторного сварочного аппарата с БТИЗ аналогична блок-схеме импульсного источника питания, за исключением того, что фильтр 50 кГц заменен дросселем 50 кГц.
И здесь компактный понижающий трансформатор 50 кГц делает сварочный аппарат достаточно компактным.
3400 ВА переводится в 450 Вт после учета КПД, коэффициента мощности и рабочего цикла.
Учитывая КПД 80 %, коэффициент мощности 0,3 и рабочий цикл 55 %,
Мощность сварщика = 3400 x 0,80 x 0,30 x 0,55 = 449.
Предполагается, что у сварщика отсутствует коррекция активного коэффициента мощности.
\$\конечная группа\$Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя электронную почту и парольОпубликовать как гость
Электронная почтаТребуется, но не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Инверторные источники питания
Мир меняется.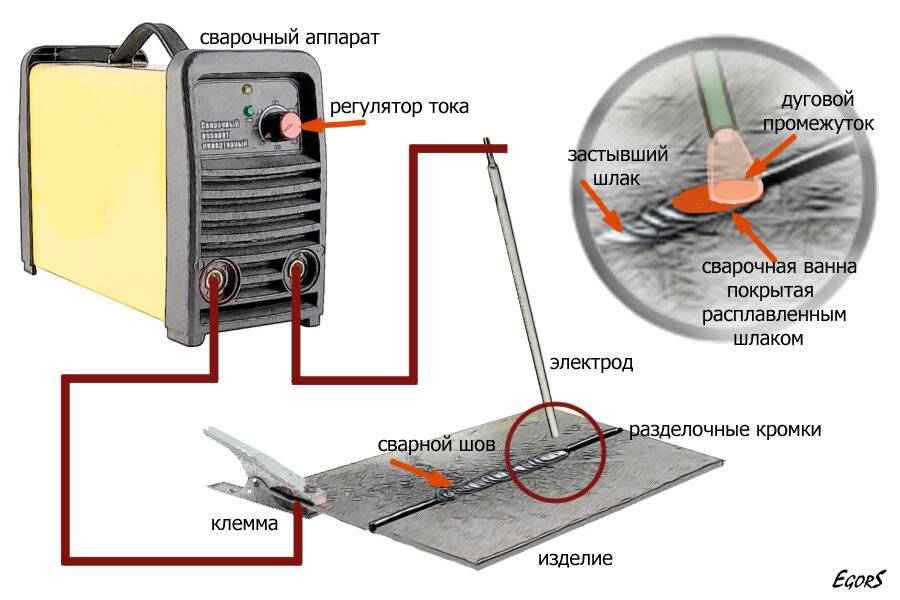 Это неудивительно для любого, кто хотя бы отдаленно осознает свое окружение. Тем не менее, заманчиво взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время практически не происходит развития технологий. Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Это неудивительно для любого, кто хотя бы отдаленно осознает свое окружение. Тем не менее, заманчиво взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время практически не происходит развития технологий. Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Что нового?
В прошлом сварочные источники питания основывались на трансформаторах. Блок питания брал в 60 герц 230, 460 или 575 вольт мощности. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Затем этот ток низкого напряжения выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-то относительно медленными магнитными усилителями.
Управление этим выходом обычно осуществлялось какими-то относительно медленными магнитными усилителями.
Аппараты для сварки TIG на базе трансформатора обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем со скоростью 120 Гц в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется та же входящая мощность 60 Гц. Однако вместо того, чтобы подавать его непосредственно в трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную часть источника питания, где включается и выключается полупроводниковыми переключателями на частотах до 20 000 Гц. Этот импульсный, высоковольтный, высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток с частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Этот импульсный, высоковольтный, высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток с частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества дает эта новая конструкция с инверторным управлением? Во-первых, основной силовой трансформатор, работающий на частоте 20 000 Гц, намного эффективнее, чем трансформаторы на 60 Гц, а это значит, что он может быть намного меньше. Помните, машины на базе трансформатора обычно весят более 400 фунтов и представляют собой куб со стороной 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта и имеет ширину 9 дюймов, 19дюймов в глубину и 15 дюймов в высоту. Две другие машины представляют собой инверторы постоянного тока, они еще легче и меньше. Таким образом, есть огромное преимущество в весе и портативности в пользу инверторных машин.
Две другие машины представляют собой инверторы постоянного тока, они еще легче и меньше. Таким образом, есть огромное преимущество в весе и портативности в пользу инверторных машин.
Есть еще одно преимущество инверторных блоков питания – стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребление тока при 205 амперах для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке при аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Другим значительным преимуществом инверторных источников питания является то, что, «разбивая» входящий переменный ток так тонко, мы получаем очень устойчивый постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы, которые подают постоянный ток. В течение нескольких лет это было все, что было доступно. Инверторов, которые обеспечивали выход переменного тока, просто не существовало. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Заставив их работать с разной полярностью и попеременно включая и выключая их, был сгенерирован выход псевдопеременного тока. Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — это то, что действительно делает инвертор незаменимым при сварке алюминия методом GTAW. Тот факт, что напряжение дуги никогда не проходит через нуль, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности. На самом деле в Lincoln V205 нет возможности использовать непрерывную высокую частоту. Он будет автоматически гаснуть, как только загорится дуга. Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности. На самом деле в Lincoln V205 нет возможности использовать непрерывную высокую частоту. Он будет автоматически гаснуть, как только загорится дуга. Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы с частотой 20 кГц, означает, что мы можем изменять частоту сварочного тока переменного тока. Старые машины работали только на частоте 60 Гц переменного тока. V205 может выдавать переменный ток с частотой от 20 до 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению.
Много лет назад стало понятно, что в GTAW проплавление сварного шва происходит из отрицательной части электрода цикла переменного тока. В той части цикла, когда электрод находится в положительном состоянии, проплавление уменьшается, и больше тепла поступает в вольфрамовый электрод. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали на выходе простую синусоидальную волну, в которой генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
В той части цикла, когда электрод находится в положительном состоянии, проплавление уменьшается, и больше тепла поступает в вольфрамовый электрод. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали на выходе простую синусоидальную волну, в которой генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при 15 % положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает провар и уменьшает количество тепла, попадающего в вольфрамовый электрод, что означает возможность использования заостренных электродов меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln, Invertec® V350 Pro. Этот источник питания в первую очередь разработан как инверторный аппарат для дуговой сварки металлическим электродом в среде защитного газа (GMAW). Он содержит довольно много различных программ для стационарного, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры пульсации оптимизированы для конкретных присадочных материалов и размеров проволоки.