cxema.org – Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.

Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.

Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Выходная часть, состоящая из дросселя с выпрямителем.
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510


и сглаживается ёмкими электролитами.


Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,

который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная – всего один виток и вторичная.




Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.


Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.


Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.

Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.


Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.


После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше – лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.


Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.

Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.



Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.


Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка – один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.


Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.


В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.

Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы – алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.


Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя – большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.


Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.


Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.


Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.


Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.

Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.


Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.


Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.


НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.


Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.


Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.


Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением – АКА КАСЬЯН
Схема инвертора для сварочных работ
Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.
Микросхема задающего генератора UC3842, также можна использовать UC3843…UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много:)
Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка – 32 витка проводом 1.5 мм, вторичка – петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах .
Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю руч
Самый простой сварочный инвертор своими руками
 Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
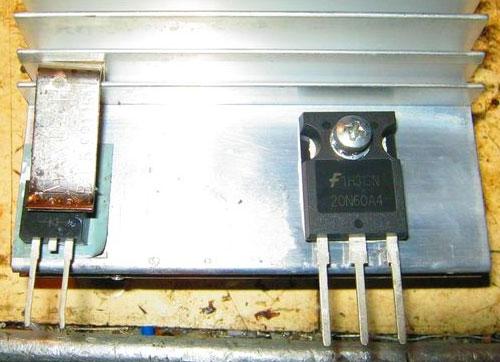
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.

Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.
- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.
- Время паузы
Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.

Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества 

- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.

Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.

Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.

Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата – со сварочным трансформатором или на основе конвертора – был выбран второй.
Действительно, сварочный трансформатор – это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
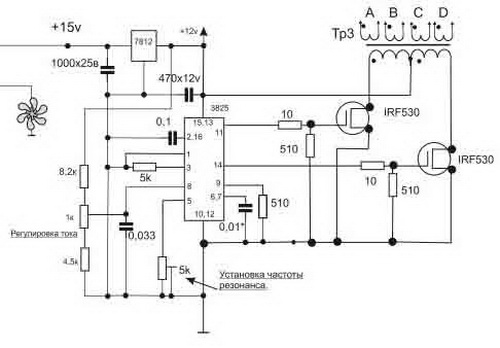
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью – это обычный однотактный конвертор, его достоинство – в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока – постоянный, регулирование – плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 – VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 – С24 – его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 – любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя – 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 – еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов – К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная – 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа – 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом – это необходимо для правильной работы выпрямителя VD11 – VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, – по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II – аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково – выводами катода вправо по рисунку – и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати – шестью, вторая плата с общей точкой всех диодов – шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 – VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы – 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д – с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода – медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника – 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.

В данной самоделке AKA KASYAN показывает подробности изготовления аппарата контактной сварки.
Аппарат инверторного типа. Но само устройство весьма непростое (в плане режима работы).
У автора возникла потребность приварить никелевые пластины к литиевым аккумуляторам.

Именно эта проблема и явилась стартером данного проекта.

Многие самоделкины знакомы с устройствами контактной сварки, которые представляют из себя громоздкий трансформатор, во вторичной обмотке которого намотано несколько витков медной шины или провода.

Обычно их делают на базе трансформатора от микроволновой печи.

Чтобы получить высокие токи сварки в несколько сотен, а иногда и тысяч ампер.

Пример китайского сварочного аппарата. Максимальный ток 500А. Приобрести – пара сотен баксов.


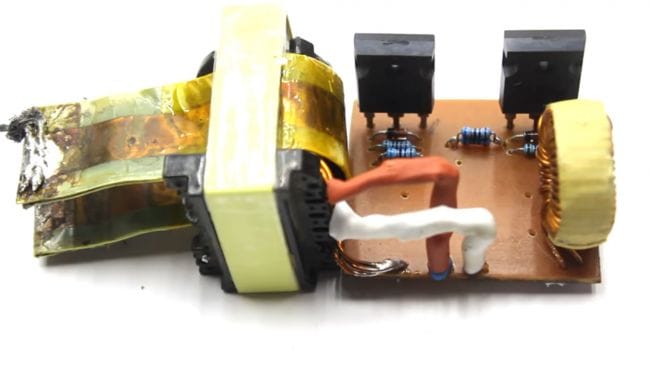
А вот и авторский сварочник, при его небольшом весе в 200гр способен кратковременно создавать токи 200 – 220 ампер.
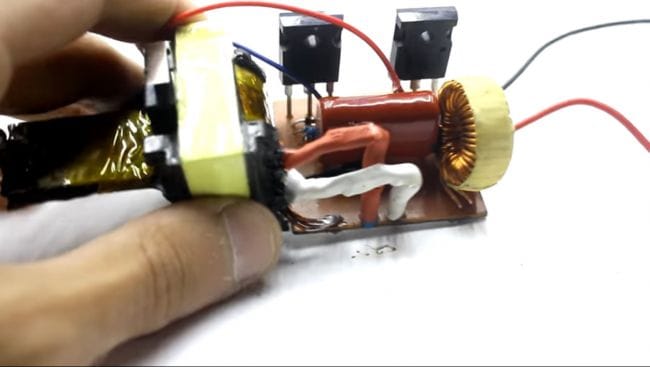
Инверторный режим работы в данном классе устройств немного необычен. Для контактной сварки такую технологию применяют редко. В своем варианте исполнения автор задействует простую в реализации импульсную схему.
Вот так она жжет!

Бонусом является низковольтное питание устройства. Данный аппарат Вы сможете подключить к источникам постоянного тока (например обычного компьютерного блока питания).

При использовании 12В аккумулятора – вообще получится автономная и портативная сварка. Диапазон питающих напряжений – до 24 вольт.
Внешний вид аппарата на данный момент не очень. Он пока-что не обзавелся корпусом. (цитирую автора).
Автор собрал его для испытаний, засим на внешний вид не будем обращать внимание.
Если работа устройства устроит автора, то он запилит несколько доработок, в особенности касающиеся различных степеней защиты. Перегрев, передержка и в этом духе.
Судя по фотографиям – прожигает лезвие от ножа навылет. Значит контакт такой сварки не подлежит сомнениям.
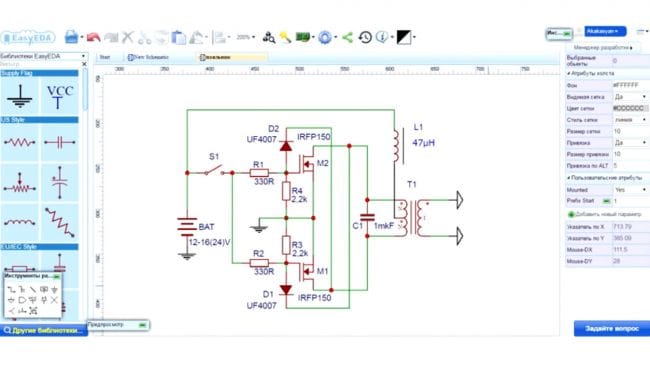
Двухтактная схема является очень популярной. Автогенератор, о котором у автора есть множество роликов уже нет смысла пояснять принцип его работы.
В описании к видео есть ссылки на некоторые авторские видео с различными способами применения этой схемы.
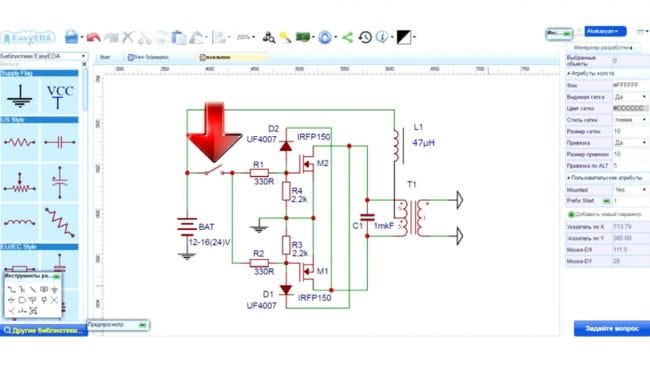
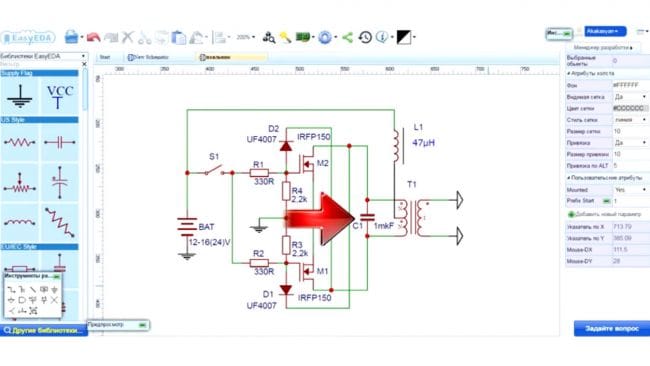
Данная схема устройства создана при помощи сервиса EasyEDA.
Материалы и инструменты:
Два мощных полевых ключа

Импульсный трансформатор от компьютерного блока питания.
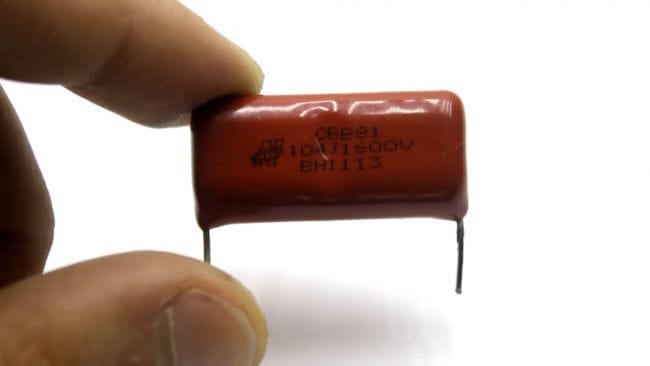
Конденсатор резонансный 1-2uF Х 300+ Вольт.

Включение устройства производится слабенькой кнопкой.
Паяльник, канифоль, припой, текстолит.
Медные провода.
Дроссель.
Частота работы прибора зависит от индуктивности первичной обмотки
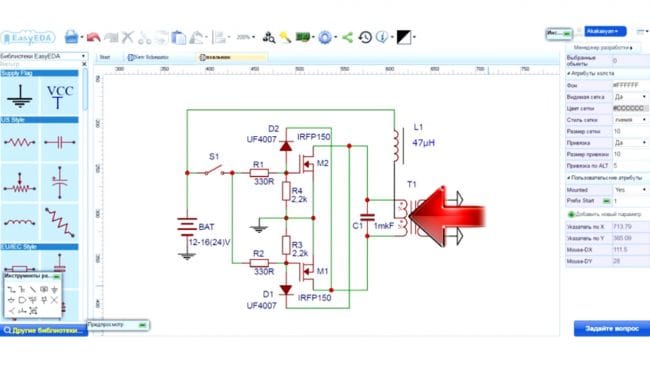
и емкости резонансного конденсатора.
Удовлетворительный диапазон частот – от 20 до 50 кГц. Само собой, если ниже 20К то попадаем в слышимый диапазон частот.

Чем больше будет емкость конденсатора, тем выше ток в первичной обмотке.
Автор не советует устанавливать конденсаторы емкостью выше двух микрофарад.
Тогда частота работы устройства попадет в звуковой диапазон.
Это приведет к противному свисту трансформатора.
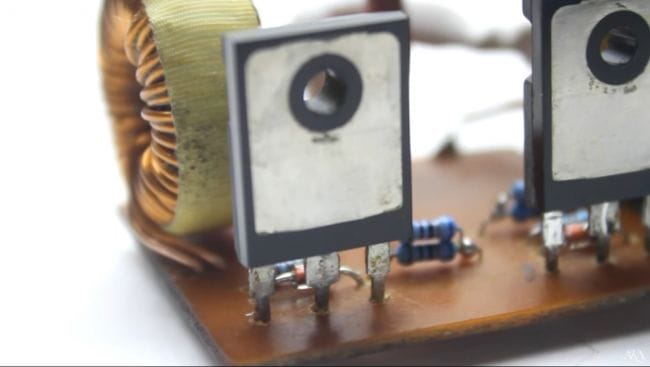
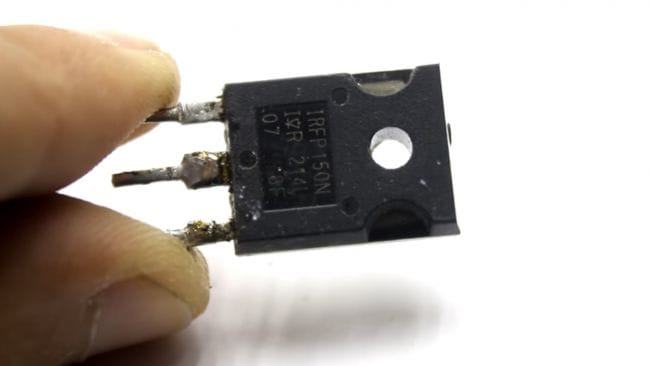
Транзисторы IRFP150, можно использовать и аналоги, с током от 40А и напряжением более 50В.
Автор рекомендует применять ключи в корпусе TO247. Можно и TO220.
К транзисторам прикрепляем небольшой радиатор. В виде пластинки.
Сами ключи обязательно изолируем от радиатора.
Дроссель просто необходим. Мотается в две полуторамиллиметровые жилы.


Количество витков в диапазоне от 10 до 30 штук.

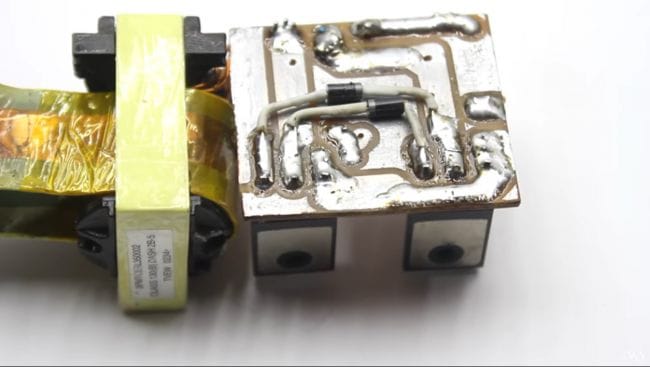
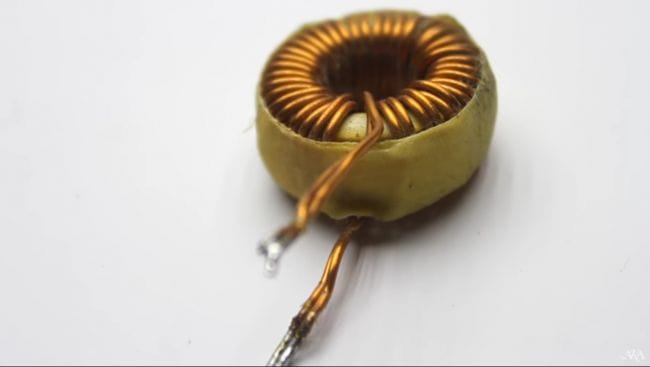
Силовой импульсный трансформатор конфискован из классического компьютерного блока питания ATX 450Ватт.

Заводские обмотки удаляем. Для этого рекомендую нагреть его строительным феном.
Итак, перемотанная первичка состоит из двух петель по четыре витка каждая.
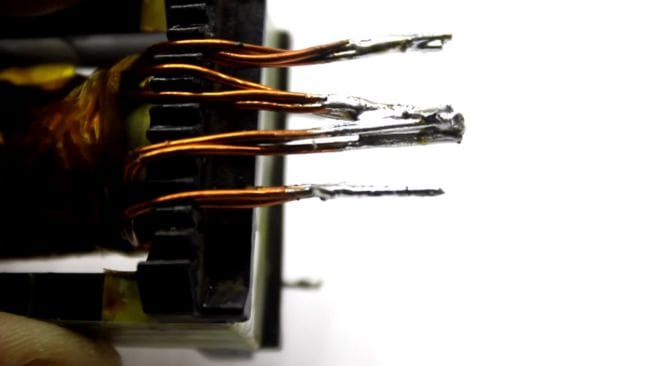
Наматывается жгутом 3-х проводов диаметром в 1 мм.
Суммарно квадратура первички должна составлять 2-4 квадрата. В принципе, можно мотать и из многожильного провода.
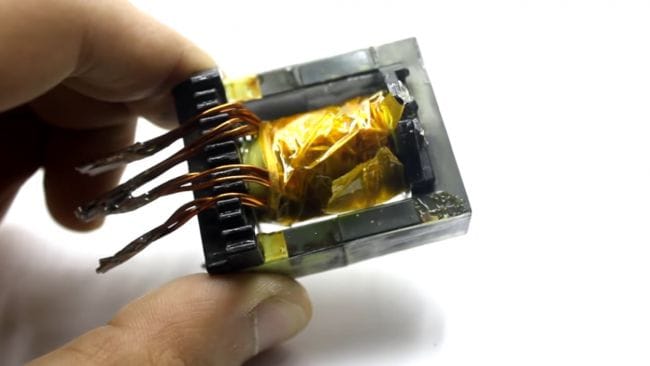

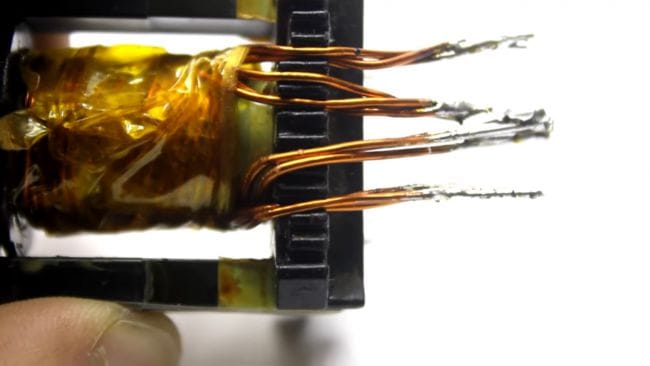
Сверху изолирует обмотку термостойким скотчем. Я бы делал лавсаном.
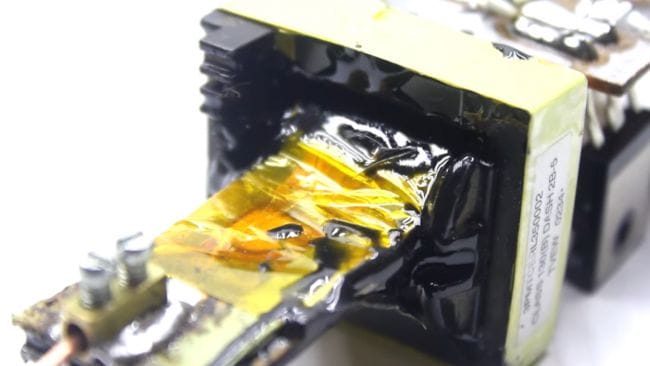
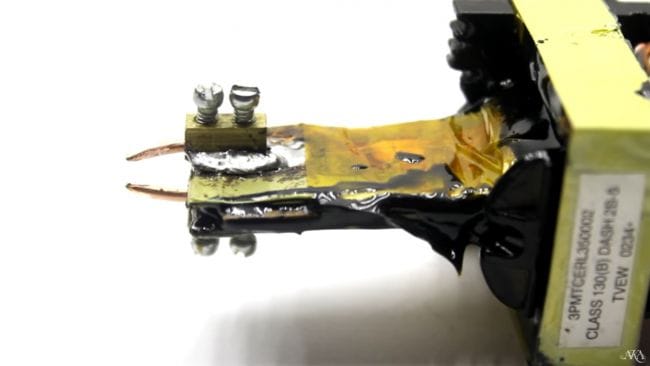
Вторичную петлю делает из медной шины 1,5мм Х 22мм


Медную ленту фиксирует эпоксидкой.

А к окончаниям обмотки припаивает клеммы,

Собственно в клеммы и вставляются одножильные 2-х миллиметровые медные электроды

Края электродов необходимо заострить.

Да, немного новшеств, вместо авторских медных электродов можно применить графитовые. Сделать их можно из строительного карандаша.

Корпус для автора пока не важен. После испытаний устройства корпус будет делаться из оргстекла или текстолита.

Посмотрим, на что способен агрегат.


Да уж, оторвать не получается.

Разве что лента рвется.
Питающие напряжения – от шести до 24 В. А это – автономность при наличии качественного аккумулятора с большим током на выходе.

Да хоть от шуруповерта аккум можно приколхозить.
Вопрос, возникающий у большинства читателей. Для чего же требуется схема, и почему нельзя варить прямо от аккумулятора? Ответ автора – схема понижает напряжение до 1,5 – 4В. Естественно и увеличивается ток сварки. А аккумулятор при работе на короткое замыкание – практически сразу превратится в хлам. Собственно это небезопасно.
Авторский вариант подходит по всем характеристикам.
Недавно автор изготовил похожий сварочный аппарат на основе конденсаторов.
Режимы работы устройства. На одну сварку – до двух секунд, после – перерыв 4 секунды.
Автор сжег несколько полевиков. Просто варил 5 секунд. Да и транзисторы были без охлаждающего радиатора.
Спасибо AKA KASYAN за проделанный труд!
Всем удачи и хороших идей!
Ссылка на оригинальное видео – под текстом кнопка “источник”.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Мосфет транзистор IRF9Z34N TO-220 запчасти для сварочного аппарата инвертора
Часто задаваемые вопросы
вопросы, которые наш партнер задает чаще всего
Q1. Как насчет качества?
A: Мы проверили 100%, прежде чем мы отправляем. Мы предлагаем 90- 180 дней гарантии качества.
Q2. Каковы ваши условия оплаты?
A: Заказ ниже 10000USD – это T / T на 100% заранее.
B: Заказ более 10000USD T / T 50% в качестве депозита для организации товаров. И оставшиеся 50% перед доставкой.
C: заказ образца мы можем поддержать
PAYPAL, WERTERN UNION, UnionPay и Alipay.
Q3. Каковы ваши условия доставки?
A: EXW, FOB, CFR, CIF. (По умолчанию EXW для всех предложений)
Q4. Как насчет вашего времени?
A: Нет времени для продуктов на складе. Мы можем отправить в течение 1-3дня после подтверждения оплаты.
B: Индивидуальный продукт, мы отправим в рамках нашего профессионального шоу-счета.
Q5. Какова ваша политика образца?
A: Большинство продуктов, мы можем предложить бесплатные образцы, вам просто нужно оплатить стоимость доставки.
Q6: Можем ли мы попросить поддержки, если возникнут проблемы?
Конечно, если есть какие-либо проблемы с качеством или вопросы, мы можем предложить техническую поддержку или возврат.
Q7. Можем ли мы вернуть товар обратно?
A: Конечно, если вы не удовлетворены качеством, вы можете отправить оригинальную коробку обратно, чтобы обменять или вернуть деньги. Вы оплачиваете стоимость возврата. Мы оплачиваем стоимость возврата.
B: Если вы ошиблись товаром и ошибкой сделали сами, мы также можем предложить возврат.Но вы должны оплатить стоимость корабля как. И вы можете попросить нас обменять или вернуть деньги.
Q8. Заказ безопасен?
Недавно мы получили некоторые запросы от наших клиентов; большинство из них это первый раз, чтобы заказать на Alibaba.
Итак, пожалуйста, обратите внимание: если вы знаете алибабу, вы должны доверять ей;
1, все заказы будут защищены после того, как вы заплатите на наш правильный счет;
2, если вам действительно нужна высококачественная защита, вы можете выбрать Trade Assurance,
плата за обработку лишь немного выше, чем другие способы;
3, пожалуйста, свяжитесь с нами, если у вас возникли проблемы!
Добро пожаловать в Шэньчжэнь E-Era Electronic Co., LTD
Информация о компании
Наша компания, как профессиональный оптовый продавец электроники, уже несколько лет стремительно развивается, уже известная торговая корпорация.
Специализируемся на
Мы предоставляем вам комплексное обслуживание электронных компонентов. Конкурентоспособные цены и профессиональные услуги помогут вам сэкономить на расходах и ценном времени.
Наши услуги
1.Мы предоставляем 30-90 дней гарантии.
2. Мы можем организовать доставку в течение 1-3 дней после подтверждения заказа.
Полевые транзисторы IRF9Z34N TO-220
Полевые транзисторы IRF9Z34N TO-220
Полевые транзисторы IRF9Z34N TO-220
,1000 Вт Транзистор Инвертор 12 В 220 В
1, Q: Почему ваша котировка выше, чем у других поставщиков?
A: На внутреннем рынке марки высокого и низкого уровня инверторов смешаны вместе. Есть много недорогих инверторов, на самом деле некоторые собранные небольшие нелицензионные мастерские, это грубо, чтобы снизить затраты и использовать некачественные компоненты для сборки, существует очень большой риск для безопасности! В целях защиты профессионала и личной безопасности, пожалуйста, не желайте низкой цены
, не забудьте выбрать надежный инвертор!
………………………………………….. ………………………………………….. ………………………………………….. …….
2, Q: Сколько категорий он имеет в соответствии с формой выходного сигнала?
A: Тип один: Модифицированный синусоидальный инвертор JYM, который использует широтно-импульсную модуляцию ШИМ для генерации модифицированной синусоидальной волны. Благодаря использованию интеллектуальной выделенной цепи и трубки с эффектом сильного поля, это значительно снижает потери мощности и увеличивает функцию плавного пуска, эффективно обеспечивая надежность инвертора.Если качество электроэнергии не очень востребовано, оно способно удовлетворить потребности большинства электрооборудования. Но все еще существуют проблемы с гармоническими искажениями на 20% при использовании сложного оборудования, которые также могут вызывать высокочастотные помехи оборудованию радиосвязи. Этот вид инвертора может удовлетворить основные потребности большей части нашей мощности, высокой эффективности, небольшого шума, умеренной цены и, таким образом, стать основным продуктом на рынке.
Тип два: инвертор синусоидальной формы JYP Pure, который использует схему изолированной схемы связи, высокую эффективность, высокую стабильность формы выходного сигнала, высокочастотную технологию, небольшой размер, подходит для всех видов нагрузки, может быть подключен к любому обычному электрическому устройства и устройства индуктивной нагрузки (например, холодильники, электродрели и т. д.)) без каких-либо помех (например, гудение и шум телевизора). Выходной сигнал чистого синусоидального инвертора такой же, как и мощность, которую мы использовали ежедневно, или даже лучше, потому что не существует электромагнитного загрязнения сетки.
…………………………………………. ………………………………………….. ………………………………………….. ………
3, Q: Стабильно ли выходное напряжение нашего инвертора?
A: Абсолютно. Наш инвертор разработан с хорошей схемой регулятора.Вы даже можете проверить это при измерении истинного значения с помощью мультиметра. На самом деле выходное напряжение довольно стабильно. Здесь нам нужно сделать особенное объяснение: многие клиенты обнаружили, что он нестабилен при использовании обычного мультиметра для измерения напряжения. Мы можем сказать, что операция неверна. Обычный мультиметр может проверять только синусоидальную форму и вычислять данные.
…………………………………………. ………………………………………….. …………………………………………………..
4, Q: Что такое приборы с резистивной нагрузкой?
A: Вообще говоря, такие приборы, как мобильные телефоны, компьютеры, ЖК-телевизоры, лампы накаливания, электрические вентиляторы, видеотрансляции, небольшие принтеры, электрические маджонг-машины, рисоварки и т. Д., Все относятся к резистивным нагрузкам. Наши модифицированные синусоидальные инверторы могут успешно управлять ими.
…………………………………………. ………………………………………….. …………………………………………………..
5, Q: Что такое приборы с индуктивной нагрузкой?
A: Это относится к применению принципа электромагнитной индукции, производимого мощными электротехническими изделиями, такими как двигатели, компрессоры, реле, люминесцентные лампы, электроплиты, холодильники, кондиционеры, энергосберегающие лампы, насосы и т. Д. Мощность этих продуктов намного больше, чем номинальная мощность (примерно в 3-7 раз) при запуске. Так что им доступен только чистый синусоидальный инвертор.
………………………………………….. ………………………………………….. ………………………………………….. …….
6, Q: На что следует обратить внимание при установке инвертора?
A: Поместите продукт в хорошо проветриваемом, прохладном, сухом и водонепроницаемом месте. Просьба не напрягать и не помещать посторонние предметы в инвертор. Помните, чтобы включить инвертор, прежде чем включать прибор.
стоит дешевый сварщик инвертор стоит?
Мы все видели, как продаются дешевые сварщики из обычных онлайн-источников, небольшие сварочные аппараты с инверторным стержнем по очень привлекательной цене. Но они хороши? Когда в моем местном супермаркете был один из проходов с предложениями, я сделал решающий шаг и положил его в корзину вместе с обычным недельным запасом Marmite. Это было какое-то время в начале года.
Продает ли ваш супермаркет сварщиков?
Моя рабочая зона сварщика из супермаркета.То, что я купил у своего местного Aldi, было Workzone WWIW-80, устройство 80 A, которое стоило мне где-то чуть более 60 фунтов стерлингов (около 75 долларов), и поставлялось со сварочными выводами и довольно плохим защитным экраном. Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях на все виды интересных вещей, поэтому очень похожая единица была также продана с брендом Parkside от их конкурента Lidl. Эти небольшие инверторные сварщики достаточно универсальны, поэтому их можно найти с различными марками и спецификациями по более низкой цене в Интернете, если вы не возражаете отказаться от щедрой 3-летней гарантии Aldi.Самый дешевый, который я видел, был около 35 фунтов или 44 долларов, но в эту цену входил только инвертор без сварочных проводов.
Как рабочий кузнец, мой папа с 90-х годов работал на сварщиках с инверторным управлением высокого качества, поэтому моя система отсчета основана на этом. Он попробовал один из первых крошечных инверторов, когда они впервые появились на рынке в последнее десятилетие, но он не мог удовлетворить требования профессионального сварщика и был упакован. Таким образом, у меня не было больших ожиданий от этого устройства, но мне нужен был один из них, и за такую цену он стоил того.Я использовал его для выполнения тяжелых сварочных работ общего назначения, ремонта деталей сельскохозяйственной техники и фитингов, а также переоборудования некоторых ступеней на узкой лодке из пластины толщиной 7 мм. Он хорошо себя зарекомендовал в этих задачах, потому что я не квалифицированный сварщик, и моя работа не самая чистая, но она позволила мне выполнить удовлетворительную работу.
Как работают эти сварщики?
Это стержневой шов на трубе толщиной 1 мм с использованием стержня 2,5 мм при 40 А. Это не лучшая сварка, которую вы когда-либо видели, но что кто-то с моим ограниченным навыком может сделать это, я нахожу удивительным.Прошло много времени с тех пор, как инверторные сварочные аппараты были новыми, поэтому, возможно, меньшее количество читателей будет использовать сварочные аппараты переменного тока, чем когда-либо раньше. Для меня это сравнение гладкости, мой относительный недостаток сварочных навыков проявляется в том, что найти инвертор не так просто, как у моего отца, но поразить дугу, но как только эта дуга началась, ее намного легче нарисовать и контролировать , Я могу гораздо легче заполнять отверстия сварным швом с помощью сварщика с инвертором, а лучший контроль тока означает, что мне легче справляться с более легкой работой, когда кто-то из моих способностей обычно лучше справляется со сварщиком MIG.
Чтобы продемонстрировать это, я решил немного увеличить предел и попробовать сварщик Workzone с несколькими отрезками квадратной трубы толщиной 1 мм из моего мусорного бака makerspace. Это были ножки офисного стола, и они были тем типом склада, который раздвигал границы любого сварщика. Поскольку это относительно небольшой сварочный аппарат, я использую его с 2,5-миллиметровыми стержнями, которые, как и следовало ожидать, будут с большой силой продевать отверстие в стенке трубки диаметром 1 мм. Вот почему вы обычно используете MIG для таких задач, как эта, и на самом деле при 80 А я был вознагражден чем-то ближе к резке, чем сварке.Набрав ток до 40 А, я мог бы легко восстановить отверстие, и при попытке соединить две детали под прямым углом я мог бы получить гладкий шов с хорошей целостностью. Для меня способность сваривать этот материал – не что иное, как удивление, поскольку мне никогда не удавалось сделать это на таком тонком металле с помощью сварщика палкой. Это почти толщина кузова автомобиля, я никогда бы не подумал, что даже инвертор может приблизиться. Кроме того, стоит сказать, что поддерживать дугу на уровне всего лишь 40 А немного сложнее.
… И каковы их ограничения?
Я тогда описал свою рабочую зону как способного маленького сварщика, который хорошо помог мне в работе, для которой я ее использовал, и которая даже удивила меня своими возможностями. В чем его недостатки и как у сварщиков, если они настолько хороши, почему существуют лучшие сварщики?
Я в порядке с держателем электрода, но зажим заземления может быть более существенным.С точки зрения конструкции эти устройства, как правило, достаточно надежны для серьезных случайных пользователей.Прочный корпус из листового металла с приличными охлаждающими отверстиями и вентилятором для предотвращения перегрева, а также латунные фиксаторы для проводов. В них нет ничего особенного, если вы привыкли к другим импульсным источникам питания: обычной электронике и тороидальному трансформатору. Выводы имеют большое значение, и при проверке оказалось, что медные провода, а не алюминий, как я боялся, и потому что это было продано через европейского дистрибьютора, все имеет маркировку европейских стандартов. Если вы купите аналогичного сварщика из интернет-источника, он может не иметь этих разрешений, поэтому остерегайтесь приборов со слабыми стандартами безопасности.
Отличие их от профессиональных сварщиков заключается в их рабочем цикле и, возможно, в некоторых случаях в их заявленных мощностях. Это не тот сварщик, которого вы бы использовали для крупномасштабного изготовления или строительства кораблей, это тот, который вы держите в магазине для коротких сварочных работ, или, возможно, у вас есть легкий и переносной резервный копир для рабочих мест, где работает ваш сварщик в цехе. слишком большой, чтобы добраться до Если бы я рискнул догадаться о том, почему сломался маленький сварщик инвертора моего отца, я бы положил руку на рабочий цикл: требования кузнеца, подходящего для работы на месте, были, вероятно, слишком большими для него.Так что, если вы случайный сварщик, это будет хорошо, но если вы используете его постоянно, это может стоить потратить немного больше.
Тогда есть некоторые оптимистичные спецификации, приведенные для сварщиков с небольшим количеством инверторов. Устройство Workzone сравнительно скромно в своей емкости при 80 А, но нередко можно увидеть, что подобные модели претендуют на способность до 200 А. Когда что-то, что стоит всего несколько десятков долларов, является многообещающими мощностями, которые кажутся нереальными для него. цена, не исключено, что использование пределов ускорит его кончину.Вы получаете то, за что платите, и, возможно, если ваши потребности переместятся в более существенные течения, это вознаградит вас заплатить немного больше.
Среди читателей Hackaday будут люди, чьи навыки сварки намного опережают меня, а также множество людей, имеющих опыт подобных дешевых инверторных сварщиков. Я надеюсь, что обмен опытом поможет вам решить, стоит ли попробовать одно из этих устройств, и, как всегда, было бы здорово услышать ваше мнение в комментариях.
,ИнверторОригинальный транзисторный инвертор SKM50GB063D Электронная схема инвертора Semikron
Какой еще модуль вам нужен?
Это не проблема, мы могли бы помочь найти его для вас!
Описание продукта
Наши преимущества:
1. Мы предлагаем только новые и оригинальные запчасти.,
2. Перед каждой отправкой наш склад тщательно проверяет товар, чтобы убедиться, что вы получаете товар идеального качества и точного количества в идеальном состоянии.
3. Мы предлагаем цену, основанную на новых и оригинальных запчастях, но мы можем в зависимости от вашего заказа, предоставляя скидку
4. Если полученный товар не был безупречное выполнение некоторых неожиданных причин, мы по-прежнему будем нести ответственность за организацию вашего возврата или замены.Но статья должна оставаться в своем первоначальном состоянии.
Что такое детали нашего транзистора IGBT Semikron?
| Описание | 1. IGBT – это функциональная интеграция устройств Power MOSFET и BJT в монолитной форме |
| 2. IGBT объединяет лучшие характеристики обоих компонентов для достижения оптимальных характеристик устройства. Каждый модуль состоит из двух IGBT в полумостовой конфигурации, причем каждый транзистор имеет диод свободного хода с сверхбыстрым восстановлением с обратной связью. | |
| 3. Все компоненты и межсоединения изолированы от радиатора, что упрощает сборку системы. | |
| ( | 1). Площадь РБСОА |
| 2). Низкое напряжение насыщения | |
| 3). Функция ограничения максимального тока (~ 3-кратный номинальный ток) | |
| 4). IGBT – это трехполюсное силовое полупроводниковое устройство | (|
| ) 5). Высокочастотная операция | |
| Применение | 1).Привод переменного тока |
| 2). Сервоуправление | |
| 3). ИБП, источник бесперебойного питания | |
| 4). Сварочные источники питания |
упаковка и доставка
| Детали упаковки: | Одна PCS / маленькая коробка, XX маленьких коробок / CTN (по требованию заказчика) |
| Поставка Деталь: | Минимальное количество заказа: 100 шт. За семь рабочих дней |
Наши услуги
Послепродажное обслуживание:
1) Гарантия качества в течение 1 года с даты отгрузки.
2) Просьба тщательно осмотреть товар после его получения. Любой вопрос, пожалуйста, сообщите нам в течение 48 часов.
3) Пожалуйста, не торопитесь, чтобы использовать или проверить детали, любые проблемы с качеством, пожалуйста, покажите официальный протокол испытаний и отправьте детали обратно в гарантийное время.
4) Пожалуйста, отправьте нам копию вашего банковского чека после вашего перевода.
Дополнительные услуги:
1. Мы подберем самую лучшую и самую дешевую транспортную компанию.
2.Мы будем отслеживать товары время от времени, пока они не поступят в руки клиента.
Информация о компании
Профессионал в поставке:
1. Датчики приближения, реле и выключатель, предохранитель
2. Инвертор, Преобразователи частоты
3. Контактор и прерыватель
4. Модуль ПЛК, привод и HMI, основная плата PCB
5. Серводвигатель, энкодер, датчик давления
6. Прочие сопутствующие элементы, полная серия.
FAQ
1. Является ли ваш продукт совершенно новым и ori ginal ?
Да, 100% новые и оригинальные продукты.
2. Можете ли вы предоставить услуги OEM?
Конечно, у нас есть 5-летний опыт работы в отрасли и хорошая репутация во всем мире. С профессиональной командой R & D, мы можем обеспечить удовлетворительное обслуживание OEM в соответствии со спросом клиента.
3.Как долго длится гарантия качества вашей продукции?
Все наши продукты с гарантией 1 год.
4. У вас есть послепродажное обслуживание? Есть ли гарантия?
Да, мы предоставляем послепродажное обслуживание всех наших продуктов. Пока есть проблема с самим продуктом, вы можете вернуться к нам для тестирования; если это правда, вы можете вернуться на замену, и мы ответим на фрахт и стоимость ремонта. Все наши продукты с гарантией 1 год.
5. Как насчет вашего послепродажного обслуживания?
У нас есть команда поддержки пациентов и опытных технических инженеров для поддержки.
6. Каковы ваши условия оплаты?
Обычно через TT, Western Union и PayPal.
7. Как насчет доставки?
У нас есть экспедитор DHL, FedEx, TNT, EMS с конкурентоспособной ценой, конечно, клиенты также могут использовать свои собственные экспедиторы.
,