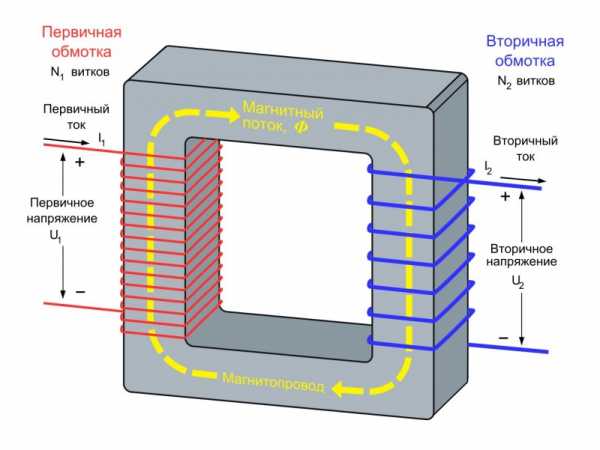
Сварочный на одном транзисторе. Как сделать сварочный аппарат инвертор своими руками?
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями – не стоит браться за такую сложную схему.Схема инвертора для сварочных работ
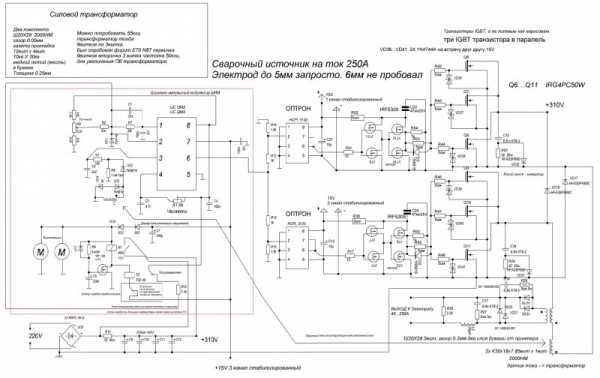
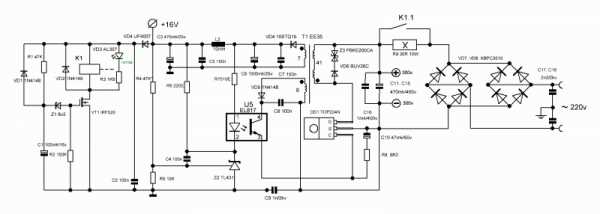
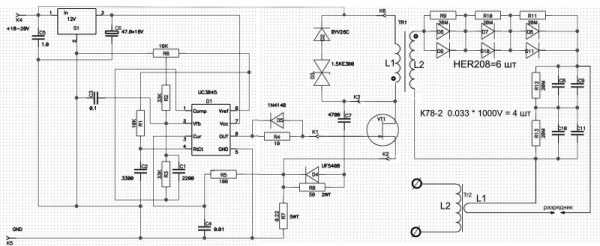
Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!
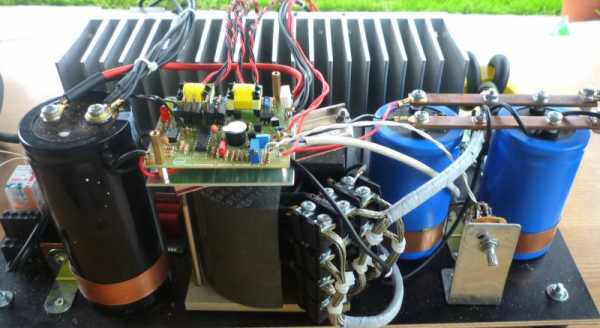
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.

Микросхема задающего генератора UC3842, также можна использовать UC3843…UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много:)

Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка – 32 витка проводом 1.5 мм, вторичка – петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах .

Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.

Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания дет
electricianprof.ru
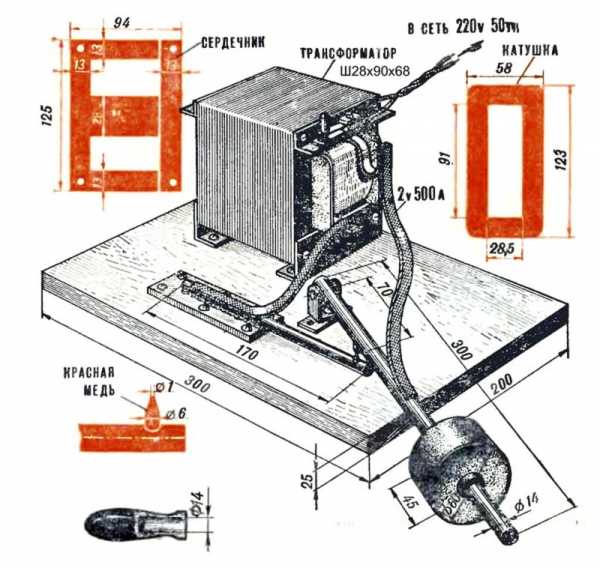
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.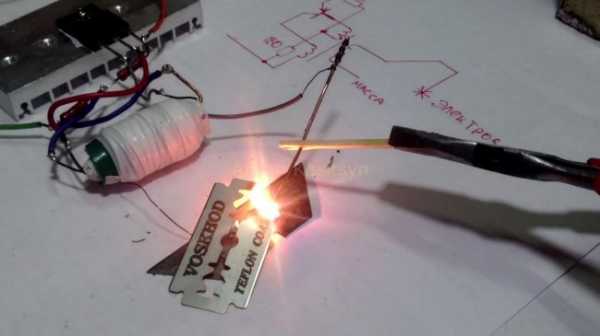
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
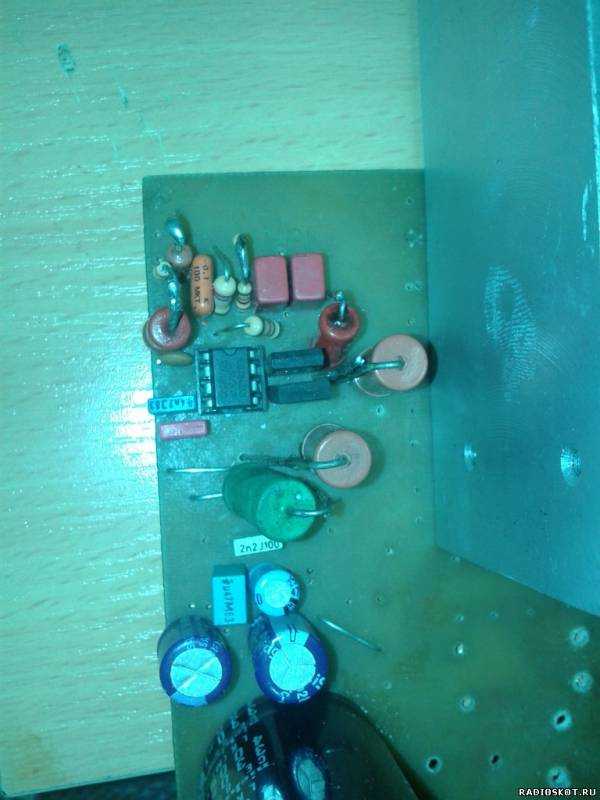
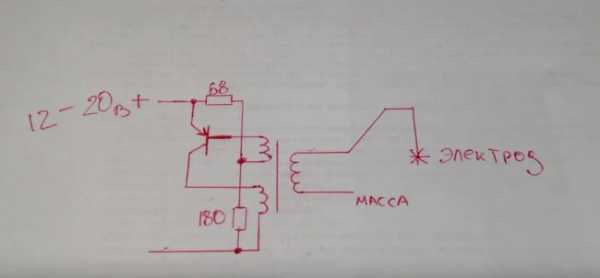
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
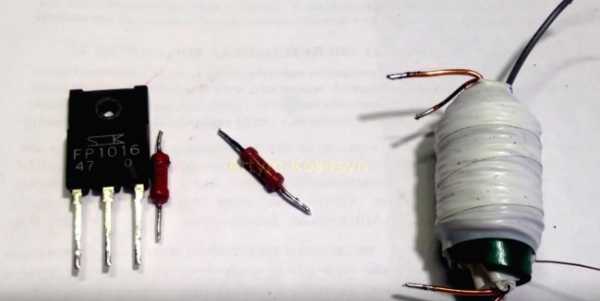
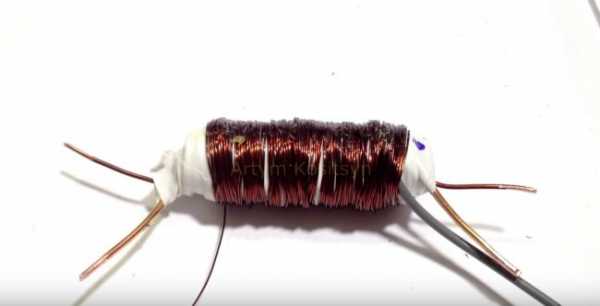
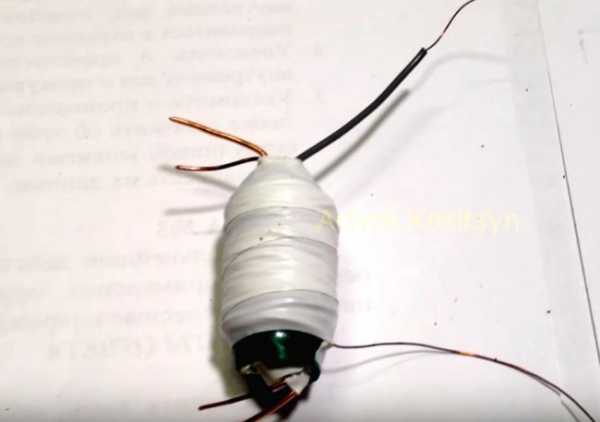
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
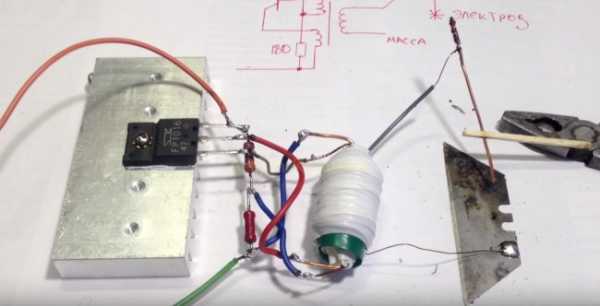
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
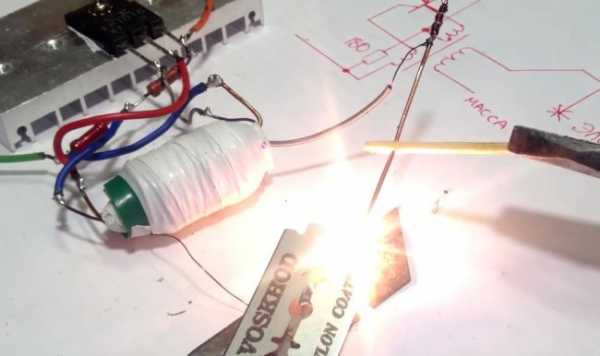
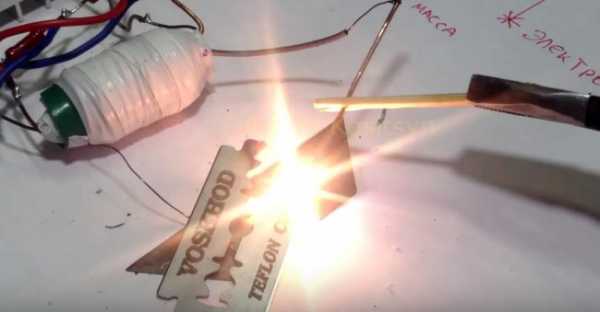
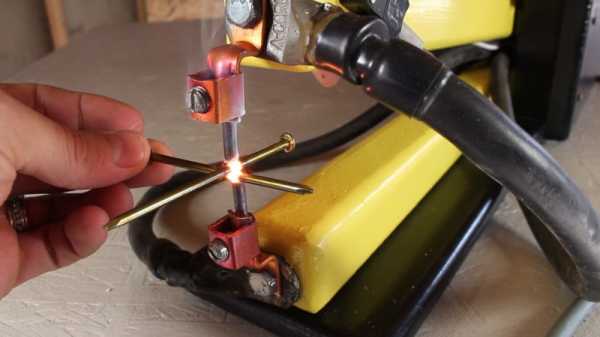
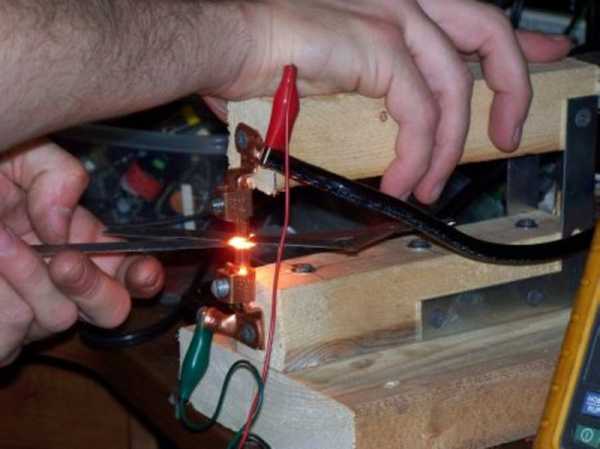
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
Сплавляем медные провода, толщиной до 1 мм.
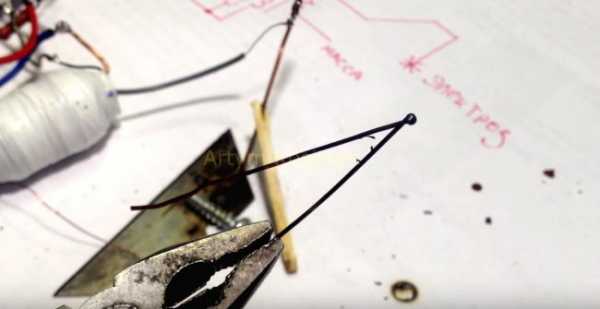
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
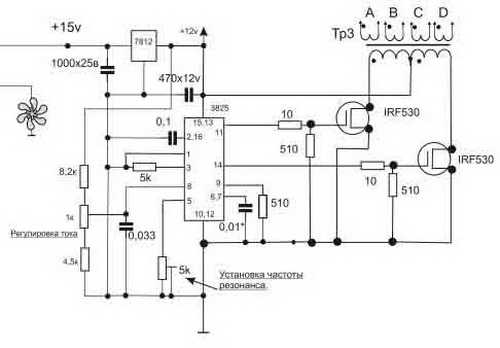
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
sdelaysam-svoimirukami.ru
Сварочный аппарат своими руками – 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.

Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.

При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.

Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:

Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.

С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.

Фото сварочного аппарата своими руками

















Также рекомендуем посетить:
zdesinstrument.ru
Самый простой сварочный инвертор своими руками
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.

Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.
- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.

- Время паузы
Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
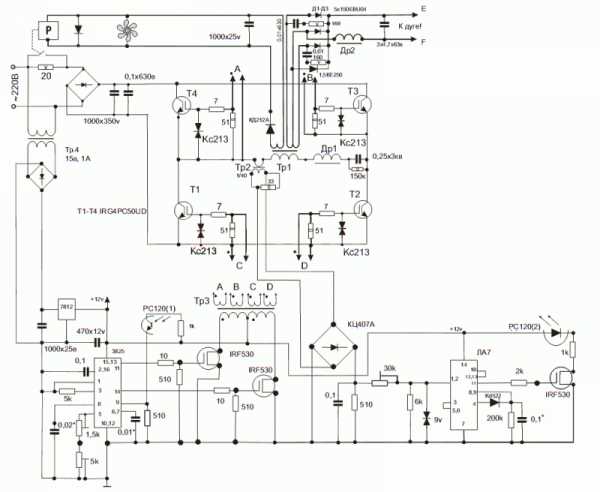
Самая важное при конструировании или ремонте покупного или самодельного инвертора – его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
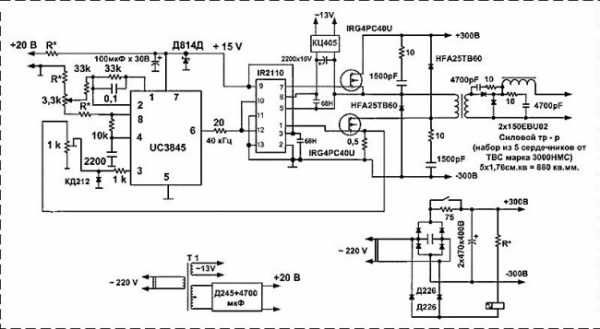 Принципиальная электрическая схема сварочного инвертора
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
 Кольца обмоток
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
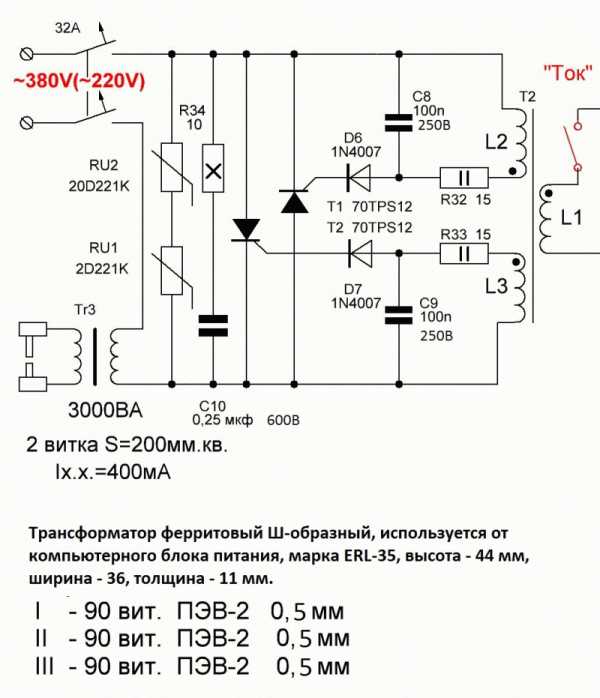
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
 Схема: разобранный сварочный инвертор
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
 Инвертор из компьютера
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
www.asutpp.ru
Самый простой сварочный инвертор своими руками из доступных деталей
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали — трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:
Блок схема инвертора.
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.
Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.
Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
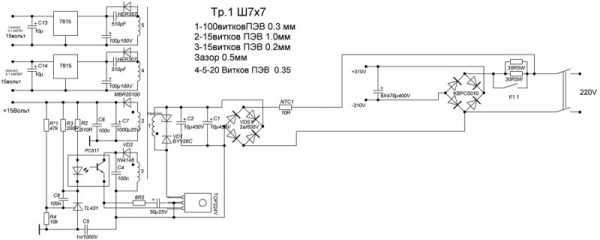
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
http:
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока. Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
http:
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
masterinstrumenta.ru
Сварочный аппарат постоянного тока своими руками: моя схема

20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
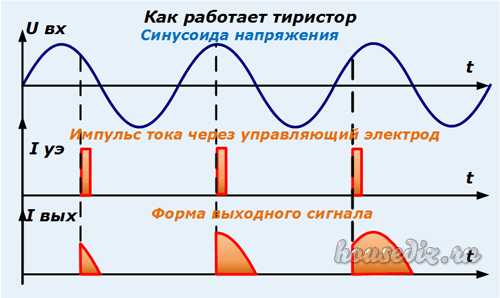
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
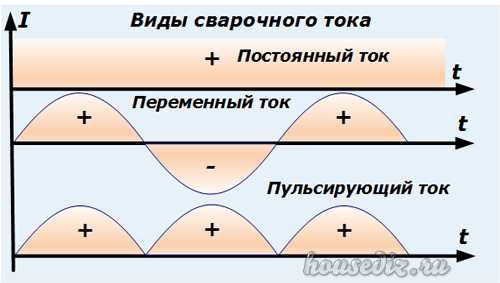
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
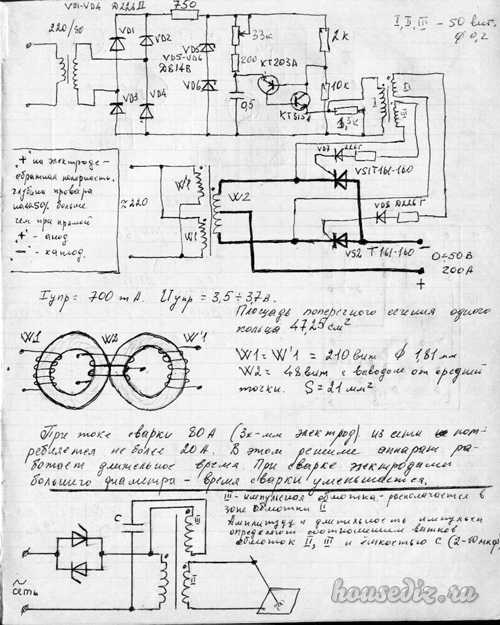
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.

Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
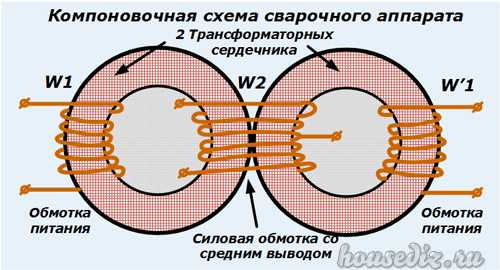
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.

Импульсный блок
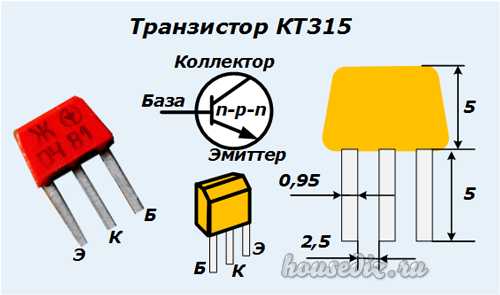
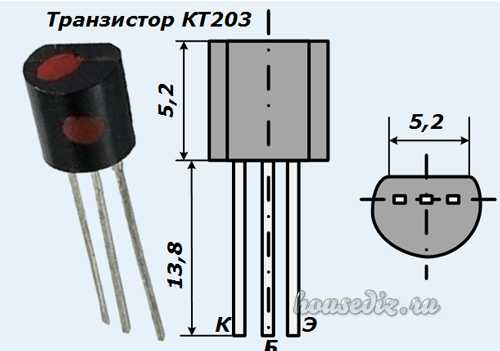
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
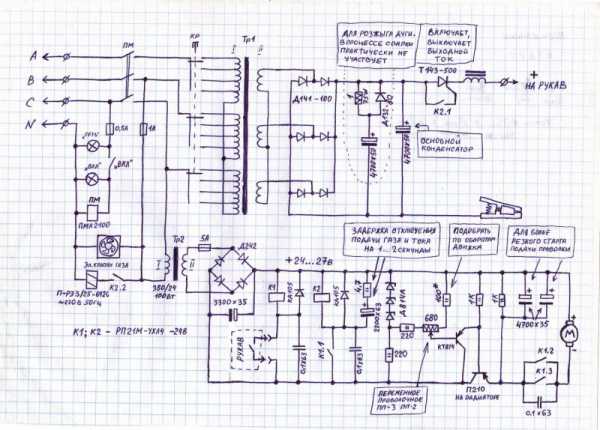
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товарыhousediz.ru