Принцип работы инверторного сварочного аппарата
Одним из самых популярных видов оборудования для электродуговой сварки по праву считается сварочный инверторный аппарат. В число преимуществ таких приборов входят совместимость с большим количеством электродов, малый вес и высокая производительность. Приобрести инверторные сварочные полуавтоматы по ценам, соответствующим рыночным, можно в нашем магазине.
Механизм функционирования оборудования
Чтобы понять принцип работы такого прибора, нужно ознакомиться с его конструкцией. Питание инверторных сварочных аппаратов осуществляется через кабель от розетки с напряжением в 220 или 380 вольт. Поступающий в прибор переменный ток с частотой в 50 Герц сразу направляется в сетевой выпрямитель. Это устройство состоит из диодного моста и фильтрующих конденсаторов. Их номинальное напряжение обычно составляет не менее 400 В, на случай скачков в электросети. Проходя через сетевой выпрямитель, переменный ток преобразуется в постоянный, а его напряжение при этом стабилизируется.
Далее электрическая энергия направляется в инвертор сварочного аппарата. Это устройство представляет собой преобразователь, выполненный в виде блока транзисторов. При прохождении через него ток вновь становится переменным, а его частота увеличивается до 20-50 кГц. Рядом находится радиатор, отводящий тепло от деталей, нагревающихся в процессе преобразования. Блок транзисторов, в свою очередь, подключается к трансформатору, на обмотке которого происходит понижение высокочастотного напряжения до 70-90 вольт.
Далее переменный ток с пониженным напряжением поступает в выходной выпрямитель. Это устройство выполнено в виде диодного моста с быстродействующими электронными элементами. Пройдя через выпрямитель, высокочастотный переменный ток сглаживается. Понижение напряжения, согласно закону Ома, дает возможность увеличить силу тока до значения, необходимого для полноценного питания электрической дуги. Так, в результате описанных преобразований на конце электрода сварочного инверторного аппарата устанавливается сила тока в оптимальном диапазоне от 100 до 200 ампер.
стройка, ремонт, недвижимость, ландшафтный дизайн
Уже давненько введен в эксплуатацию инверторный сварочный аппарат. Он пользуется популярностью и у профессионалов, и у мастеров-любителей. Не за горами то время, когда именно это оборудование вытеснит с рынка все аналоги. Скорее всего, благодаря своей простоте инверторная сварка используется повсеместно. Цена на нее достаточно низкая, а качество выполненной работы при этом не страдает.
Как устроен сварочный инвертор
Совсем недавно инверторные аппараты были гораздо проще, но с течением времени они дополнились электроникой, а это положительно сказалось на функциональности агрегата. На цену это никак не повлияло. Стоит отметить, что сам термин инверторный никоим образом не относится к сварке — речь идет об источнике питания аппарата.
Как действуют инверторные сварочные аппараты:
- включают сварочные аппараты инверторного типа при выполнении работ в обычную розетку;
- постоянным ток делает фильтр, который сглаживает его после поступления тока в инвертор;
- в результате энергия проводится сквозь транзисторы и на выходе получается переменный ток, только его частота выше;
- затем опять напряжение преобразуется, а снижение напряжения приводит к повышению силы тока.
 Так и выходит сила тока самой сварки.
Так и выходит сила тока самой сварки.
 Так и выходит сила тока самой сварки.
Так и выходит сила тока самой сварки.Получается, что повышенная частота тока и есть главным фактором при инверторной сварке. В этом и заключается преимущество инверторной сварки перед остальными ее видами. Благодаря предварительному преобразованию электрической энергии можно использовать трансформаторы небольших размеров.
Почему работать с инверторным сварочным аппаратом легко и удобно
Прежде всего, они очень легкие, но в то же время с легкостью варят даже толстый металл. Электроды не прилипают к металлу, а поджиг электрода происходит очень быстро благодаря подаче тока большой силы. Сведен к минимуму риск поломки из-за того, что при появлении короткого замыкания напряжение в сварочном аппарате резко снижается. Вот и вся схема работы инверторного сварочного аппарата.
Благодаря инверторной сварке, сварочные работы можно проводить в труднодоступных местах с высоким коэффициентом производительности. Срок службы инверторных аппаратов очень долгий — они редко ломаются и быстро чинятся. При сварке раскаленный металл практически не разбрызгивается, а электроэнергия потребляется максимально экономно.
При сварке раскаленный металл практически не разбрызгивается, а электроэнергия потребляется максимально экономно.
Если подобрать сварочный аппарат правильно, то он станет буквально незаменимым устройством в доме. Благодаря современной конструкции и наличию электроники, большого опыта при работе с инверторными сварочными аппаратами не требуется.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла.
Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр. - Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.



Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока
На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата.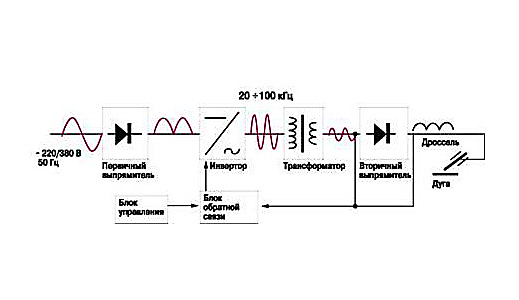 Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Презентация к уроку ” Сварочный инвертор”
Технические параметры инвертора
Максимальный диаметр электрода.
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Тип сварочного тока: постоянный (DC) или переменный (AC).
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки.
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В. Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги. На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В. Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги. На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В. Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в области инженерии, менеджмента и прикладных наук – IJLTEMAS
Международный журнал новейших технологий в машиностроении, менеджменте и прикладных науках (IJLTEMAS) – это ежемесячный рецензируемый международный журнал по инженерным наукам, менеджменту и прикладным наукам с минимальными затратами на обработку. Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
- → Номер DOI: 10.51583 / IJLTEMAS
- → Открытый доступ: Все опубликованные статьи немедленно доступны для чтения, загрузки и обмена.
- → Быстрая публикация: Быстрая публикация статей при сохранении высокого качества процесса публикации.
- → Номинальная плата: Номинальная плата за публикацию в поддержку исследовательского сообщества.
- → Connect: Подключите глобальное инженерное, прикладное и социальное сообщество.
Научно-исследовательское и инновационное общество
Общество исследований и научных инноваций (RSIS International) – ведущее международное профессиональное некоммерческое общество, которое способствует прогрессу исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации профессиональных международных онлайн-журналов, информационных бюллетеней и проведения исследований и инноваций. на международном уровне.
на международном уровне.
Прием статей Октябрь 2021 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках – IJLTEMAS приглашает авторов / исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все заявки должны быть оригинальными и содержать соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную исследовательскую публикацию и предоставляем читателю достоверные исследования.
Правила подачи заявок
| Срок подачи заявок | 10.10.2021 |
| Новое поступление | Подача онлайн |
| Окончательная подача принятой статьи | Подача онлайн |
| Месяц / Год / Объем / Выпуск | Октябрь 2021 г.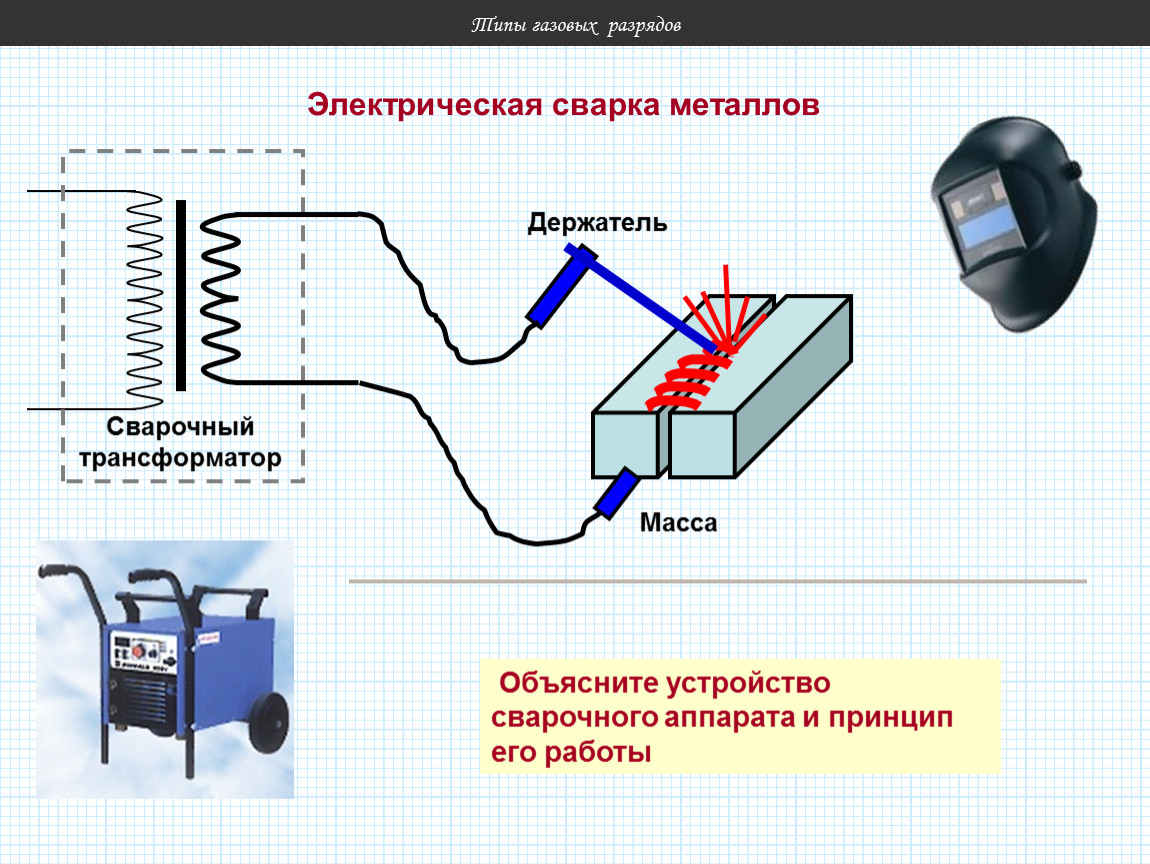 Том X Выпуск X Том X Выпуск X |
| Сборы за публикацию (международные авторы) | 20 $ |
Почему открытый доступ?
Журналыс открытым доступом доступны бесплатно в Интернете для немедленного открытого доступа во всем мире к полному содержанию статей, отвечающих интересам основных исследователей.Каждый заинтересованный читатель может бесплатно читать, скачивать или потенциально распечатывать статьи в открытом доступе! Мы приглашаем подавать документы превосходного качества только в электронном (только .doc) формате.
Принцип работы сварочного аппарата TIG
Устарело : __autoload () устарело, используйте spl_autoload_register () вместо /home/hon11950/public_html/en.hongky.com/library/class/htmlpurifier/library/library/htmlpurifier/library/library/ .php on line 17
В механике, металлообработке, сварочные аппараты довольно часто используются для ремонта, соединения металлических частей между собой. Существуют различные методы сварки, такие как сварочный стержень, Tig, Mig, плазменный. Сварка TIG – это широко применяемый метод благодаря своей высокой эффективности сварки, хорошему качеству сварки и хорошему качеству.
Существуют различные методы сварки, такие как сварочный стержень, Tig, Mig, плазменный. Сварка TIG – это широко применяемый метод благодаря своей высокой эффективности сварки, хорошему качеству сварки и хорошему качеству.
TIG означает вольфрам, инертный газ – это процесс дуговой сварки в защитной среде – газ инертный газ вольфрам. Чтобы избежать проникновения наружного воздуха, сварной шов защищен инертным газом. Тепло, выделяемое дугой между электродом и припоем, способствует плавлению металла.Во время сварки TIG можно использовать инертный газ или смесь инертных газов.
Классификация сварки TIG
Способы сварки TIG можно классифицировать по режиму сварки, сварочному току или модели.
Классификация в зависимости от режима сварки: существует два типа: обычная сварка и импульсная сварка.
– Обычная сварка: ток регулируется по трапеции, с точками нарастания, поддержанием и уменьшением до 0.
Импульсная сварка: Управляющий ток модулируется с определенной частотой. Ширина и цикл также могут быть изменены в соответствии с материалом.
Сортировать по сварочному аппарату: Всего 3 типа.
– В аппарате используется диодный выпрямитель
– В машине используется тиристорный выпрямитель.
– ивертер.
Сортировать по сварочному току:
– Сварочный аппарат постоянного тока:
+ Thysistor: AC »» »» DC: сварка.
DC: Сварка.
– Сварочный аппарат переменного тока: AC »» »DC» »» AC: Сварка.
Характеристики:
Способ сварки электродом не плавящийся.
Не оставляйте шлаков в процессе сварки без припоя.
Легко контролировать во время дуговой сварки, легко наблюдать поток легких.
Высокотемпературный концентрированный источник тепла.
Преимущества методов сварки TIG
– Сварка на всю толщину из-за большой амплитуды (от 5 до 600 А, напряжение 10-35 В).
– Применяется для всех металлов и сплавов.
– Для высококачественных сварных швов.
– Сварные швы без брызг, чистые и красивые.
– Легко контролировать форму сварного и сварного шва.
Недостатки:
– Производительность невысокая.
– Требования к мастерству сварщика.
– Тратить много денег на оборудование и материалы.
Заявление:
Хорошо подходит для сварки твердых металлов и сплавов, таких как титан и медь.
Для сварки слоев в процессе сварки напорных труб.
Очень эффективен для сварки алюминия, никеля и нержавеющей стали.
Конструкция сварочного аппарата TIG:
Каждый производитель разрабатывает припой разных типов, но базовый аппарат для сварки TIG имеет следующую структуру:
1. Бензобак и напорный клапан:
Бензобак и напорный клапан:
Используемый в качестве защитного газа при сварке TIG, обычно существует пять типов газов и газов:
– Аргон кристально чистый
– чистый вертолет
– чистый СО2.
– Смесь аргон + гелий
Аргон + CO2
2. переменная строка.
3. Сварка и зажим Масса
4. Прочие части: Охлаждающие части, проводники, органы управления.
Принцип работы:
Коррекция сварочного тока:
Согласно экспериментальному исследованию скорости сварки, наилучшая скорость сварки составляет около 1 А для 0.0001, т.е. около 40 А / мм, соответственно 250 мм / мин.
Эту скорость очень трудно применить для ручной сварки, поэтому мы должны уменьшить соответствующий ток (толщина 16 А / мм при скорости сварки 100 мм / мин.
Регулировка скорости сварки:
Типичная скорость сварки около 100 – 250 мм / мин
Коррекция тока дуги:
Длина дуги – это расстояние от электрода до поверхности области потока.
Длина дуги обычно составляет от 0,5 до 3 мм и обычно зависит от сварочного материала.
Например, для оловянной оболочки толщиной менее 1 мм установите ток дуги на 0,6 мм и не используйте стержни. Для гофрированного листового металла (менее 4 мм) или сварки длина дуги устанавливается на 2 мм.
Принцип работы инверторного сварочного аппарата_livingguide_ 新浪 博客
Я надеюсь, что приведенное выше описание поможет вам решить некоторые трудные проблема.Во-первых, инверторный сварочный аппарат
1, теория инверторного сварочного аппарата
Инвертор и выпрямитель – две противоположные концепции, выпрямление.
это процесс преобразования переменного тока в постоянный, в то время как инвертор должен
преобразование постоянного тока в процесс переменного тока, использование инверторной технологии, инвертор
Сварочный аппарат сварочный источник питания называется. Процесс инверсии
требует мощных электронных коммутационных устройств, использование
биполярный транзистор IGBT с изолированным затвором в качестве коммутационного устройства
Сварочный инверторный сварочный аппарат IGBT станет инверторным сварочным аппаратом.
2, сварочный инвертор рабочий процесс
Выпрямитель трехфазный или однофазный-частотно-переменный.
ток, полученный путем фильтрации относительно гладкого постоянного тока IGBT
схема инвертора, состоящая из десятков постоянного тока в
переменного тока КГц, главный понижающий трансформатор, а затем
фильтруется выпрямителем для получения плавной сварки на выходе постоянного тока
Текущий. Поскольку частота инвертора высока, поперечное сечение
площадь сердечника главного трансформатора и витков катушки значительно уменьшена,
следовательно, фильтрация масла
может значительно сэкономить металлический материал, чтобы уменьшить
размеры и вес, что значительно снижает энергопотребление и т. д.
Важно отметить, что инверторный сварочный аппарат к тому времени в
микросекунды для регулировки выходного тока, чтобы вы могли достичь
идеальный процесс управления процессом сварки, необходимый для получения
удовлетворительные результаты сварки.Хотя цепь замкнута, может
быть именно потому, что он делает цепь замкнутой и замкнутой
ток в цепи везде одинаковый; но сопротивление, но
не везде одинаково, особенно в нефиксированном контакте
сопротивление на максимуме, сопротивление при физическом контакте
сопротивление в вызове. По тепловому эффекту тока
закон (также известный как закон Джоуля), Q = я вижу правую сторону, текущая
равны, чем выше жаропрочность более крупных деталей,
сварочные электроды при сварке металлических контактов были
получено на контактном теле максимальное контактное сопротивление, в результате чего
в этой области естественно нагревается нижний электрод из сплава
температура плавления, естественная легкость плавления, плавление
сердечник электрода из сплава слипается после сваривания объектов
после остывания клей в одном из сварочных объектов.В качестве
инверторный сварочный аппарат представляет собой типичный импульсный источник питания
(выходные характеристики имеют отличную особенность), выходная мощность,
рабочая среда меняется, поэтому чем лучше качество
компоненты, необходимые для обеспечения стабильной работы, долгого срока службы.
По тепловому эффекту тока
закон (также известный как закон Джоуля), Q = я вижу правую сторону, текущая
равны, чем выше жаропрочность более крупных деталей,
сварочные электроды при сварке металлических контактов были
получено на контактном теле максимальное контактное сопротивление, в результате чего
в этой области естественно нагревается нижний электрод из сплава
температура плавления, естественная легкость плавления, плавление
сердечник электрода из сплава слипается после сваривания объектов
после остывания клей в одном из сварочных объектов.В качестве
инверторный сварочный аппарат представляет собой типичный импульсный источник питания
(выходные характеристики имеют отличную особенность), выходная мощность,
рабочая среда меняется, поэтому чем лучше качество
компоненты, необходимые для обеспечения стабильной работы, долгого срока службы.
Второй, инвертор
1, характеристики преобразователя
Дорога
маркировка характеристик машины инвертора дуговой сварки
рабочая частота высока, что дает много преимуществ. Это
потому что трансформатор, как исходная обмотка, так и вторичная
обмотки, электрического потенциала E и тока частоты f,
плотность магнитного потока B, площадь поперечного сечения сердечника обмотки S
и W имеют следующее соотношение между количеством витков:
Е = 4.44fBSW напряжение на конце обмотки U примерно равно E,
то есть: U ≈ E = 4.44fBSW, когда U, B определяется, если увеличение
f, то S уменьшается, W уменьшается, следовательно, вес трансформатора
и громкость может быть значительно уменьшена. Это может сделать весь вес
и громкость была значительно уменьшена. Не только это, но и
потому что частота увеличивается и другие факторы принесли много
преимущества по сравнению с обычным источником питания для дуговой сварки, и
его основные особенности заключаются в следующем: 1 небольшой размер, легкий вес, экономия
материал, портативный, легко перемещаемый.(2) энергоэффективность,
КПД может достигать 80-90% экономии энергии по сравнению с
традиционная сварка 1/3 и более. 3 динамические характеристики
хорошая, легкая дуга, стабильность дуги, внешний вид сварного шва, небольшие брызги.
Это
потому что трансформатор, как исходная обмотка, так и вторичная
обмотки, электрического потенциала E и тока частоты f,
плотность магнитного потока B, площадь поперечного сечения сердечника обмотки S
и W имеют следующее соотношение между количеством витков:
Е = 4.44fBSW напряжение на конце обмотки U примерно равно E,
то есть: U ≈ E = 4.44fBSW, когда U, B определяется, если увеличение
f, то S уменьшается, W уменьшается, следовательно, вес трансформатора
и громкость может быть значительно уменьшена. Это может сделать весь вес
и громкость была значительно уменьшена. Не только это, но и
потому что частота увеличивается и другие факторы принесли много
преимущества по сравнению с обычным источником питания для дуговой сварки, и
его основные особенности заключаются в следующем: 1 небольшой размер, легкий вес, экономия
материал, портативный, легко перемещаемый.(2) энергоэффективность,
КПД может достигать 80-90% экономии энергии по сравнению с
традиционная сварка 1/3 и более. 3 динамические характеристики
хорошая, легкая дуга, стабильность дуги, внешний вид сварного шва, небольшие брызги. 4 это
подходит для комбинации с роботом, состоит из автоматических
системы сварочного производства. 5 может быть машиной для завершения
разнообразие способов сварки и резки. Поскольку инвертор имеет
ряд преимуществ, таким образом, с конца 1970-х годов, поскольку
появление быстрого развития в США, Японии и других странах.
В промышленно развитых странах диапазон применения довольно широк.элементы пневмоинструмента используются с SCR
(тиристор), GTR (транзистор), MOSFET (FET) и IGBT (оба GTR и
MOSFET преимущества электронного компонента). IGBT заменил
несколько других компонентов переключателя потенциала, инвертора IGBT
сварочный аппарат – это крупнейшее в мире достижение в области сварки.
технологии, развитие новой тенденции.
4 это
подходит для комбинации с роботом, состоит из автоматических
системы сварочного производства. 5 может быть машиной для завершения
разнообразие способов сварки и резки. Поскольку инвертор имеет
ряд преимуществ, таким образом, с конца 1970-х годов, поскольку
появление быстрого развития в США, Японии и других странах.
В промышленно развитых странах диапазон применения довольно широк.элементы пневмоинструмента используются с SCR
(тиристор), GTR (транзистор), MOSFET (FET) и IGBT (оба GTR и
MOSFET преимущества электронного компонента). IGBT заменил
несколько других компонентов переключателя потенциала, инвертора IGBT
сварочный аппарат – это крупнейшее в мире достижение в области сварки.
технологии, развитие новой тенденции.
Сварочная головка сварная энергетическое оборудование выходная энергия сварки
в тепло и продолжают подавать сварочные материалы, пока их голова
двигаться вперед, чтобы добиться сварного шва.Ручная дуговая сварка металлом с
сварочный зажим, со сваркой плавки, отправить вниз
сохранить ручную сварку и продвинуться вперед, чтобы сформировать сварной шов. Автоматическое литье
машина с агентами автоматической подачи проволоки, и
возможность возглавить первые туристические агентства, чтобы двигаться вперед.
Обычно используется машина-подвесная голова и две. Точечная сварка сопротивлением и
проекционные сварочные электроды и сварочная головка – силовые ведомства
оказать давление на заготовку и мощность. Шовная сварка другая
трансмиссия для привода движения заготовки.Задница нужна статическая
и динамический зажимной механизм зажимов и приспособлений, а также
учреждения перемещают светильники и расстраивают.
Автоматическое литье
машина с агентами автоматической подачи проволоки, и
возможность возглавить первые туристические агентства, чтобы двигаться вперед.
Обычно используется машина-подвесная голова и две. Точечная сварка сопротивлением и
проекционные сварочные электроды и сварочная головка – силовые ведомства
оказать давление на заготовку и мощность. Шовная сварка другая
трансмиссия для привода движения заготовки.Задница нужна статическая
и динамический зажимной механизм зажимов и приспособлений, а также
учреждения перемещают светильники и расстраивают.
加载 中 , 请 稍候 ……
Принцип работы дуговой сварки порошковой проволокой
Сегодня я буду обсуждать принципы работы дуговой сварки порошковой проволокой (FCAW). Я также расскажу о его преимуществах и недостатках. Ранее на FCAW была опубликована статья. Проверить!
Принципы работы дуговой сварки порошковой проволокой (FCAW)
В отличие от других процессов дуговой сварки, в которых используется источник питания переменного или постоянного тока, FCAW подает питание от электрической дуги постоянного тока на сварочную горелку.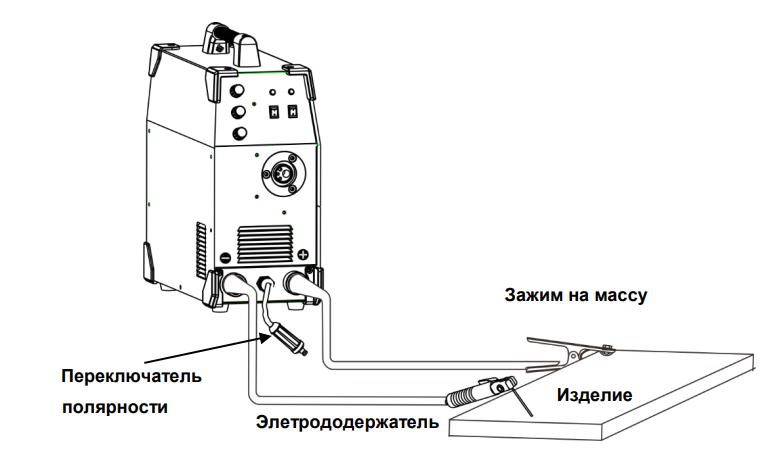 Дуга возникает, когда пистолет зажигается между непрерывно подаваемой присадочной проволокой и заготовкой. Он создает сварочную ванну и склеивает ее при затвердевании.
Дуга возникает, когда пистолет зажигается между непрерывно подаваемой присадочной проволокой и заготовкой. Он создает сварочную ванну и склеивает ее при затвердевании.
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Посмотрите видео ниже, чтобы узнать, как работает дуговая сварка порошковой проволокой:
Преимущества
Ниже приведены преимущества FCAW;
- Имеет разные способы подачи защитного газа
- Может применяться для всех сварочных позиций
- Защитный газ не нужен, некоторые провода пригодны для работы в ветреную погоду
- Обладает высокой производительностью наплавки
- Вероятность пористости очень низкая
- Меньше очистки основного металла
Подробнее: Сварка металлов в инертном газе (MIG)
Недостатки
Несмотря на большие преимущества FCAW, он все же имеет некоторые недостатки. Ниже приведены ограничения этого процесса сварки.
Ниже приведены ограничения этого процесса сварки.
- Образует шлак, который необходимо удалить после сварки
- Выделяет больше дыма, опасного для сварщика
- Стоимость нанесенного провода
- Сложно и дороже
- Разбрызгивает больше
Подробнее: Что такое сварка в среде защитной дуги (SMAW)
Вот и все для этой статьи, где обсуждаются принципы работы дуговой сварки порошковой проволокой.Я надеюсь, что вы многое почерпнете из чтения, если да, любезно поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Сварочный словарь Fronius
Т
TAC
Во время выполнения прихваток с помощью TAC импульсная дуга TIG приводит в движение жидкую сварочную ванну.Это приводит к ускоренному сращиванию элементов и, следовательно, к более короткому процессу прихватывания.
Прихватка
Прихватывание относится к соединению компонентов перед фактическим процессом сварки.Тандемная сварка
При тандемной сварке два полностью изолированных проволочных электрода плавятся в сварочной горелке и в общей сварочной ванне.Этот процесс обеспечивает особенно высокую скорость наплавки, которая может быть преобразована в скорость сварки или объемное заполнение. Этот процесс сварки известен в Fronius под торговой маркой TWIN.Темпер цвета
Цвета закалки – это поверхностные яркие окраски металлов, обычно вызванные тепловым воздействием и окислением. Этого можно избежать, используя различные формовочные и защитные газы.Теплопроводность
Теплопроводность – это материальная величина, которая описывает, насколько хорошо материал проводит тепло. Материалы с высокой теплопроводностью трудно поддаются сварке и требуют специальной обработки перед началом сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь).
Материалы с высокой теплопроводностью трудно поддаются сварке и требуют специальной обработки перед началом сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь).Процессы термического соединения
Процессы термического соединения относятся к соединению материалов за счет нагрева и / или применения силы.К ним относятся сварка прессом и сварка плавлением.TIG AC
Это сварка TIG с использованием переменного тока, при которой полярность электрода быстро меняется с положительной на отрицательную. Он в основном используется при сварке алюминия.Комфортная остановка TIG
Остановка процесса сварки без включения горелки путем кратковременного подъема и опускания электрода.
Контактное зажигание TIG
При обычном контактном зажигании TIG вольфрамовый электрод поднимается с заготовки. Затем выполняется заданная последовательность начала сварки.TIG DC
Сварка TIG на постоянном токе, при которой полярность электрода отрицательная на протяжении всего процесса сварки.В исключительных случаях также можно использовать DC plus.Наплавка TIG
Наплавка вольфрамовым электродом в среде инертного газа универсальна и идеально подходит для наплавки высоколегированных металлов и сталей. Процесс сварки обеспечивает высококачественные чистые и точные поверхности с небольшим количеством брызг.Бесконтактное зажигание TIG (высокочастотное зажигание)
При сварке TIG дуга может зажигаться бесконтактным способом. Здесь используется источник высокого напряжения, который временно подключается к высокочастотному и маломощному.
Здесь используется источник высокого напряжения, который временно подключается к высокочастотному и маломощному.Сварка TIG
Сварка вольфрамом в среде защитного газа – это процесс сварки в защитном газе. Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой. Узнайте больше о сварке TIGВРЕМЯ процесс
ВРЕМЯ означает переданную ионизированную расплавленную энергию.Процесс сварки TIME является синонимом высокопроизводительной сварки проволокой MAG.Время Твин
С Time Twin два цифровых источника питания, которыми можно управлять по отдельности, работают в одном газовом сопле и в общей сварочной ванне. Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и рентабельность высокопроизводительной сварки.
Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и рентабельность высокопроизводительной сварки.Допуск
Это технический термин для обозначения зазора между двумя листами в продольном направлении и / или по высоте пластин.Расстояние от резака до заготовки
Расстояние от горелки до заготовки – это расстояние между газовым соплом и заготовкой.Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки.Логика включения горелки
Можно установить два альтернативных режима работы: 2-тактный и 4-шаговый (разница в том, как работает кнопка горелки). Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, хотят ли они постоянно удерживать спусковой крючок горелки или делать это только для начала и остановки сварки. В 2-тактном режиме кнопка горелки удерживается нажатой во время сварки и отпускается для ее завершения. В 4-тактном режиме триггер нажимается и снова отпускается (то же действие повторяется для завершения сварки). Это облегчает сварщику управление горелкой и работу с ней, что положительно сказывается, особенно при использовании более длинных сварных швов.
В 2-тактном режиме кнопка горелки удерживается нажатой во время сварки и отпускается для ее завершения. В 4-тактном режиме триггер нажимается и снова отпускается (то же действие повторяется для завершения сварки). Это облегчает сварщику управление горелкой и работу с ней, что положительно сказывается, особенно при использовании более длинных сварных швов.TouchHF
Зажигание с помощью высоковольтных импульсов при прикосновении к заготовке.TPS / i
Эти устройства представляют собой полностью оцифрованные инверторные источники питания с микропроцессорным управлением. Универсальный контроллер контролирует весь процесс сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния. Программная система является решающим фактором для свойств сварных швов источников питания, а не жесткая аппаратная система, которую практически невозможно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Подробнее о TPS / i
Программная система является решающим фактором для свойств сварных швов источников питания, а не жесткая аппаратная система, которую практически невозможно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Подробнее о TPS / iTPS / i TWIN Push
Это новейшая сварочная система для тандемной сварки, основанная на системной платформе Fronius TPS / i.Подробнее о TPSI TWIN PushTransPocket
Серия TransPocket включает источники питания для электродной сварки с полностью цифровой инверторной технологией. Эти сварочные системы характеризуются удобством использования, долговечностью, высокой производительностью и мобильностью.Подробнее о TransPocket
Эти сварочные системы характеризуются удобством использования, долговечностью, высокой производительностью и мобильностью.Подробнее о TransPocketTransSteel
TransSteel – это полностью оцифрованный инверторный источник питания с микропроцессорным управлением. Модульная конструкция и внутреннее программное обеспечение упрощают добавление или обновление системы.Основное применение – сварка стали методом GMAW. Центральный блок управления связан с процессором цифровых сигналов. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteel
Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteelTransTig
TransTig – это полностью оцифрованная серия TIG, которая может использоваться для приложений постоянного тока (DC). Подробнее о TransTigВольфрамовый электрод
Вольфрамовый электрод является неплавящимся электродом для сварки TIG.Дополнительная информация о вольфрамовых электродахВключения вольфрама
Если вольфрамовый электрод касается сварочной ванны во время сварки TIG, частицы электрода могут попасть в расплавленную массу и вызвать сбои сварки или включения вольфрама.
Виды излучения в электрической дуге
Электрическая дуга излучает видимое излучение, невидимое инфракрасное или тепловое излучение и невидимое ультрафиолетовое излучение.Основные меры безопасности и проверки
Безопасность судов в море зависит от знаний, навыков и самостоятельности экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между постановкой в сухой док.Для их владельцев суда также зависят от здорового и компетентного экипажа, чтобы свести к минимуму производственные травмы, непредвиденные расходы и время нахождения судна вне дома.
Выполнение технического обслуживания во время рейса является неотъемлемой частью работы члена экипажа, а такие задачи, как сварка на борту, являются обычным делом. Тем не менее, важно, чтобы бригада, выполняющая сварочные работы на борту, выполняла это в соответствии со строгими принципами безопасности. Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными.Для экипажа существует риск получения травм и долгосрочной опасности для здоровья.
Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными.Для экипажа существует риск получения травм и долгосрочной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и в конечном итоге, если судно будет повреждено или перенаправлено из-за проблем со здоровьем или оборудованием, последствия могут быть также финансовыми. Крайне важно, чтобы со сварочным оборудованием и газами обращались безопасно и надежно – безопасность при эксплуатации всегда должна быть приоритетом. Вот правила техники безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Переменный ток
Переменный ток (AC) всегда будет доступен на борту судна от электросети, но экипаж должен принять во внимание оборудование, которое им предлагается использовать, и принять соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный ток, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе при более низком напряжении.
Мы советуем экипажу избегать использования переменного тока при сварке на борту судна.Это связано с тем, что в случае случайного поражения электрическим током через тело человека передается переменный ток, что может вызвать судороги, которые могут привести к остановке сердца. Напротив, по поверхности сварщика будет протекать постоянный ток, если он случайно окажется частью электрической цепи.
Напряжение и частота
Основное назначение всех сварочных аппаратов – снизить высокое напряжение до подходящего безопасного рабочего напряжения. Рабочее напряжение сварочного аппарата называется напряжением холостого хода (OCV) или иногда называется напряжением без нагрузки.Определение OCV – это напряжение между выводами сварочного аппарата, который включен, но не используется.
В Кодексе правил безопасной работы для моряков торгового флота Управления морского судоходства и береговой охраны Соединенного Королевства указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: макс. 70 В постоянного тока
70 В постоянного тока
Для трансформаторов переменного тока макс. 25 В переменного тока
Следовательно, первое, что должен проверить любой член экипажа перед началом работы, – это соответствие сварочного аппарата на борту этим значениям.На большинстве сварочных аппаратов это указано на табличке оборудования.
WSS также рекомендует избегать использования сварочных аппаратов, которые используют высокие частоты (HF) для запуска процесса вольфрамового инертного газа (TIG). ВЧ могут создавать помехи для оборудования радиосвязи, а также могут мешать управлению пуском / остановом оборудования с электронным управлением, такого как насосы. Доступны низковольтные системы запуска TIG, использующие процесс «подъемной дуги», и поэтому нет необходимости использовать ВЧ для запуска процесса сварки.
Соответствие
В Европейском Союзе и на судах, плавающих под флагами стран-членов ЕС, экипаж также должен проверить, соответствует ли машина европейскому знаку соответствия (CE). Это форма «паспорта», которая позволяет товарам беспрепятственно перемещаться в Европу и по всей Европе, а также гарантирует, что машина соответствует директивам и стандартам ЕС по электричеству.
Это форма «паспорта», которая позволяет товарам беспрепятственно перемещаться в Европу и по всей Европе, а также гарантирует, что машина соответствует директивам и стандартам ЕС по электричеству.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейские нормы электромагнитной совместимости.
EN 60974-1 / 5 Европейские нормы для аппаратов для дуговой сварки: источники тока для сварки.
Операторам также следует обратить внимание на знак «S», указывающий на то, что оборудование подходит для использования в областях с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально влажных, влажных и стесненных местах, таких как двойное дно или балластные цистерны.
Обратный кабель
Еще одна область, требующая определенности, – это использование таких терминов, как «земля» и «земля».Обратный кабель сварочного аппарата часто называют землей или заземлением, но это не так.
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно соединено с землей по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата для дуговой сварки пропускает столько же тока, сколько и сам сварочный кабель. Сварочный и обратный кабели являются частью электрической цепи.В результате для безопасной сварки бригадир должен использовать возвратный зажим и кабель, которые должны быть размещены как можно ближе к месту сварки.
При установке возвратного зажима на ближайшую арматуру с лампой накаливания корпус корабля в этой области будет находиться под напряжением, что создаст риск поражения электрическим током. Фактически сварщик будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, во влажных условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или на спине в потном комбинезоне, он подвергает большие части тела действию живой палубы. Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратного кабеля также может вызвать короткое замыкание, создавая искры и риск взрыва. Такая операция в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальной для сварщика.
Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратного кабеля также может вызвать короткое замыкание, создавая искры и риск взрыва. Такая операция в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальной для сварщика.
Следует также помнить, что подключение обратного кабеля непосредственно к корпусу судна может также вызвать прохождение тока через шарикоподшипники и поршни, что приведет к повреждению. При сварке оборудования двигателя бригадир всегда должен протягивать обратный кабель и зажим к месту сварки и закреплять его как можно ближе к зоне сварки.
Будьте в безопасности при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что через обратный кабель проходит столько же тока, сколько через сварочный кабель;
- Использование корпуса в качестве возвратного кондуктора противоречит правилам государства флага;
- Носить сухую изолированную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встаньте на сухой изолированный коврик. Не прикасайтесь к возвратной коробке никакими другими частями тела;
- Используйте полностью изолированные держатели электродов;
- Не используйте изношенные, поврежденные кабели, кабели недостаточного размера или плохо сращенные;
- Не обматывайте тело кабелями, по которым идет ток;
- Не прикасайтесь к электроду под напряжением голыми руками;
- Выключайте все оборудование, когда оно не используется;
- Используйте только исправное оборудование. Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
- Следует избегать влажных условий труда.Даже потоотделение снижает сопротивляемость организма поражению электрическим током.
 Не прикасайтесь к возвратной коробке никакими другими частями тела;
Не прикасайтесь к возвратной коробке никакими другими частями тела;Эти моменты могут показаться очевидными, но, по нашему опыту, часто бывают случаи, когда бригада работает небезопасно. Результаты могут быть серьезными – и наиболее серьезными для задействованного экипажа.
Пример 1
Судовой слесарь настраивал свое сварочное оборудование, и, когда он устанавливал хлыст на питатель, одна рука коснулась металлического сопла хлыста, а другая рука касалась проволоки из питателя. Это замкнуло электрическую цепь, которая позволила электричеству 80 вольт пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для лечения.
Это замкнуло электрическую цепь, которая позволила электричеству 80 вольт пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для лечения.
Пример использования 2
Судовой слесарь прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня. Он знал об опасности поражения электрическим током, поэтому остановился на комингсе вокруг дверного проема, прежде чем потянуться к сварочному аппарату. К сожалению, его ботинки и рабочие перчатки были уже мокрыми.Когда работник прикоснулся к сварочному аппарату, он замкнул электрическую цепь, и ток прошел через него, получив травмы, которые потребовали лечения в больнице.
Пример использования 3
Член экипажа вернулся на палубу корабля после ливня. Он торопился перевезти сварочный аппарат и закончить работу до обеда. Слесарь знал, что нельзя стоять в воде при работе с электрооборудованием, но он не заметил, что тонкая фанера, на которой он стоял, погрузилась в воду в тот момент, когда он наступил на нее. Его одежда и ботинки были уже мокрыми от бури. Когда он прикоснулся к оборудованию, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось доставить в больницу на лечение.
Его одежда и ботинки были уже мокрыми от бури. Когда он прикоснулся к оборудованию, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось доставить в больницу на лечение.
Посетите наш каталог сварочной продукции
Выбор подходящего сварочного аппарата с приводом от двигателя
Независимо от выполняемой задачи всегда важно иметь для нее подходящий инструмент. Тот же принцип применяется к сварочным аппаратам с приводом от двигателя.Однако при таком большом количестве оборудования, доступного на рынке, процесс выбора подходящего сварочного аппарата с приводом от двигателя для вашей области применения может оказаться непосильным. Без соответствующих знаний легко выбрать неподходящую машину для конкретного применения. Он может быть слишком маленьким и не соответствовать потребностям работы, или он может быть слишком большим, что означает, что вы, вероятно, перерасходуете. Эти ошибки в суждениях совершаются каждый день при покупке или аренде сварочного оборудования с приводом от двигателя, исправление которых требует времени, усилий и денег.
Вы можете избежать этих ловушек при покупке или аренде следующего сварочного аппарата с приводом от двигателя, учитывая следующие пять факторов:
1. Вид топлива
2. Мощность сварки / рабочий цикл
3. Дополнительная мощность
4. Производитель двигателя
5. Дополнительный функционал
ТопливоПервый вопрос, который следует рассмотреть, – это тип топлива. Три основных варианта топлива – это бензин, дизельное топливо и сжиженный нефтяной газ (СНГ).
Бензин Бензиновые сварочные аппараты с приводом от двигателя, как правило, меньше по размеру и имеют более ограниченную производительность. Типичный газосварочный агрегат будет производить сварочную мощность 300 А или меньше. Обычно они доступны по более низкой начальной цене, чем дизельная машина, но они потребляют больше топлива и запрещены на некоторых стройплощадках из-за низкой температуры воспламенения бензина.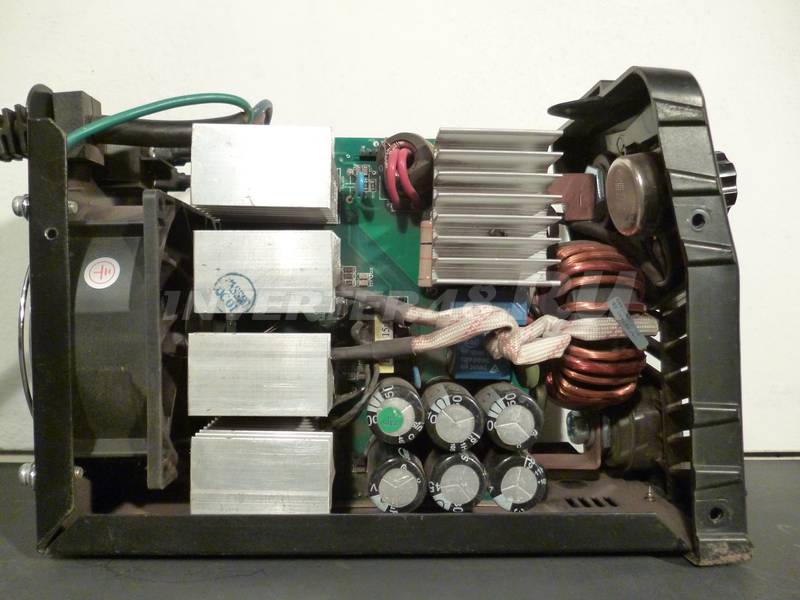 Кроме того, газовые двигатели с более высокими оборотами требуют более частого обслуживания.
Кроме того, газовые двигатели с более высокими оборотами требуют более частого обслуживания.
Дизельные сварочные аппараты обычно относятся к классу 300A и выше.У них более высокая первоначальная стоимость, чем у газовых двигателей, но они являются рабочими лошадками на рабочем месте с большей сварочной и вспомогательной мощностью, чем их газовые аналоги. Дизельные двигатели также на 35% более экономичны и обычно имеют более длительный срок службы, чем газовые двигатели. Кроме того, на некоторых стройплощадках по соображениям безопасности требуются дизельные двигатели.
СНГ ДвигателиLPG похожи на бензиновые двигатели, но работают на чистом топливе. Сварочный аппарат с приводом от двигателя LPG – идеальный выбор для условий, в которых выбросы бензина и дизельного топлива недопустимы
Мощность сварки / рабочий цикл
После определения наилучшего варианта топлива важно выбрать сварочный аппарат / генератор, размер которого соответствует вашей области применения. Самое главное, чтобы определить, какая мощность вам понадобится для запуска сварочного процесса. Слишком часто клиенты просят устройство на 400 А, не зная, что это значит и что им нужно. Учтите, что перечислено ниже, при определении необходимого вам результата.
Самое главное, чтобы определить, какая мощность вам понадобится для запуска сварочного процесса. Слишком часто клиенты просят устройство на 400 А, не зная, что это значит и что им нужно. Учтите, что перечислено ниже, при определении необходимого вам результата.
При SMAW с электродами до 5/32 обычно достаточно машины 200 А. Для электродов большего размера требуется более высокая сила тока, а для более высоких значений тока потребуется машина большего размера.
Дуговая сварка вольфрамовым электродом (GTAW)Как и SMAW, GTAW – это процесс с постоянным током. Для большинства приложений GTAW не требуется более 200–300 А.
Порошковая проволока При сварке на открытом воздухе ветер имеет тенденцию сдувать защитный газ от сварного шва, поэтому для защиты сварочной ванны необходима порошковая проволока. Для проводов, используемых в этом процессе, требуется источник питания постоянного напряжения, обычно 300 А или больше. Перед выбором сварочного аппарата важно проконсультироваться со своими процедурами сварки, чтобы узнать, какой ток вам понадобится.
Перед выбором сварочного аппарата важно проконсультироваться со своими процедурами сварки, чтобы узнать, какой ток вам понадобится.
Рис. 1. Сварочный аппарат / генератор Dual Maverick ™ 200 / 200X с приводом от двигателя показан работающим на объекте в Кливленде, штат Огайо.
Дуговая строжка – это процесс плавления металла и его сдувания, отделяя его от основного материала. Этот процесс требует больших затрат энергии и создает большую нагрузку на небольшие машины. Если вы планируете строжку, рекомендуется использовать машину большего размера, чтобы удалить материал быстрее. Для карбона 1/4 дюйма рекомендуемая мощность составляет 300 А, а для карбона 3/8 дюйма – 450 А.
Предложения с одним или двумя выходами В то время как большинство машин имеют один набор выходных шпилек, некоторые предлагают два, например Dual Maverick ™ 200 / 200X от Lincoln Electric (рис. 1). Машина с несколькими наборами выходных шпилек может быть полезна на переполненных стройплощадках. На одну машину меньше означает большую экономию топлива, снижение выбросов и меньше шума.
На одну машину меньше означает большую экономию топлива, снижение выбросов и меньше шума.
Как только вы поймете свой процесс, подумайте о сварочной мощности, рабочем цикле и мощности аппарата, чтобы убедиться, что он подходит для вашего применения.
Таблица 1: Приведена разбивка по классу силы тока и номинальному рабочему циклу IEC.
Первое, что нужно понять, это реальная производительность станка. Это определяется рабочим циклом. Промышленным стандартом для рабочих циклов сварочного аппарата является рейтинг Международной электротехнической комиссии (МЭК). В рейтинге IEC используется формула для расчета времени, в течение которого сварочный аппарат может работать при определенной силе тока и напряжении (Таблица 1).
В первой части этого рассказа о выборе подходящего сварочного аппарата с приводом от двигателя для вашего применения были рассмотрены два момента – тип топлива и сварочная мощность / рабочий цикл.Вот вторая часть этой истории, в которой представлены общие подводные камни, а также последние три пункта – дополнительная выходная мощность, производитель двигателя и дополнительные функции.
Некоторые производители обходят формулу Международной электротехнической комиссии (МЭК) и называют свое оборудование нереалистичной силой тока. Это может подтолкнуть клиентов к принятию ошибочных решений, что отрицательно скажется на их способности выполнять работу.При покупке сварочного аппарата действительно важны его истинная сварочная мощность и мощность. Обязательно посмотрите не только на название продукта, но и сравните характеристики конкурирующих машин, которые можно найти в документации по продукту или в руководствах по эксплуатации.
Лучше всего сравнить рейтинг каждой машины согласно IEC. Иногда номинальные токи двух машин совпадают, но напряжение или рабочие циклы будут отличаться. Более высокие напряжения, рабочие циклы и мощность означают большую мощность.
Lincoln Electric помогает устранить эту путаницу, называя свои машины Vantage® в соответствии с классом силы тока и мощностью в лошадиных силах IEC. Это дает покупателям более четкое представление о том, что они получают. Кроме того, сварочный аппарат с приводом от двигателя Vantage® компании имеет паспортную табличку, на которой указан рабочий цикл аппарата.
Это дает покупателям более четкое представление о том, что они получают. Кроме того, сварочный аппарат с приводом от двигателя Vantage® компании имеет паспортную табличку, на которой указан рабочий цикл аппарата.
Вспомогательный выход
Также важно учитывать ваши потребности во вспомогательных источниках питания. Сварочные аппараты с приводом от двигателя вырабатывают вспомогательную энергию (переменный ток), которую можно использовать для включения фонарей, насосов, электроинструментов и других устройств. Как и в случае с производительностью сварки, важно внимательно изучить технические характеристики оборудования, чтобы обеспечить точное сравнение.Для вспомогательной мощности часто используются два номинала: пиковая мощность и длительная мощность.
Распространенная ошибка № 2: некорректное сравнение вспомогательной мощности Пиковый, непрерывный, трехфазный, однофазный – с таким количеством различных типов и способов оценки вспомогательного (переменного тока) выхода вашей машины, это может сбить с толку. Вот несколько вещей, которые нужно запомнить, которые помогут вам получить необходимое количество энергии.
Вот несколько вещей, которые нужно запомнить, которые помогут вам получить необходимое количество энергии.
Пиковая мощность всегда будет выше, чем непрерывная мощность, но может поддерживаться только в течение короткого времени (около 30 секунд или меньше).Пиковая мощность необходима для определенных приложений, таких как запуск насосов или других индуктивных нагрузок, для запуска которых может потребоваться большой пусковой ток. После этого начального скачка он переходит в более низкую длительную номинальную мощность. Непрерывная мощность – это мощность, доступная при 100% рабочем цикле.
Всегда проверяйте, сравниваете ли вы пиковые рейтинги с максимальными рейтингами и непрерывные рейтинги с непрерывными рейтингами.
Однофазные и трехфазные возможности Одно- и трехфазное вспомогательное питание принципиально различаются конструкцией цепи переменного тока. В результате эти два типа вывода нельзя сравнивать напрямую. Что еще более важно, инструменты на рабочем месте могут потребовать одного над другим. Например, большинство ручных инструментов однофазные, в то время как многие насосы, сварочные аппараты и устройства плазменной резки требуют трехфазного питания. Кроме того, доступная трехфазная мощность будет выше, чем доступная однофазная мощность.
В результате эти два типа вывода нельзя сравнивать напрямую. Что еще более важно, инструменты на рабочем месте могут потребовать одного над другим. Например, большинство ручных инструментов однофазные, в то время как многие насосы, сварочные аппараты и устройства плазменной резки требуют трехфазного питания. Кроме того, доступная трехфазная мощность будет выше, чем доступная однофазная мощность.
Еще раз не забудьте сравнить имеющиеся трехфазные с трехфазными и однофазные с однофазными.
Одновременная сварка и вспомогательное питаниеКак и номинальная мощность сварного шва, номинальная мощность вспомогательного оборудования – это максимальная мощность, которую может дать вам аппарат.Эти машины предназначены для одновременного обеспечения как вспомогательной, так и сварочной мощности, но есть некоторые компромиссы (Таблица 2).
Таблица 2: Пример вспомогательной и сварочной мощности при различных токах и ваттах.
Как видите, при увеличении мощности сварки доступная вспомогательная мощность уменьшается, и наоборот. Перед покупкой или арендой важно понимать потребности вашего рабочего места (рис. 2) и приложения.
Перед покупкой или арендой важно понимать потребности вашего рабочего места (рис. 2) и приложения.
Наконец, в зависимости от доступной дополнительной мощности машины, можно запустить второго оператора, подключив инверторный сварочный аппарат для одновременного создания двух дуг.Например, Vantage® 549X с дизельным приводом может питать инверторный сварочный аппарат Flextec® 350X PowerConnect.
Производитель двигателяРис. 2: На снимке строительная площадка Hudson Yards.
Доступно несколько двигателей одного класса мощности. Это еще одно важное соображение в процессе покупки. Сети обслуживания двигателей могут различаться в зависимости от местоположения, поэтому из соображений технического обслуживания вам следует выбрать производителя двигателя, который присутствует в вашем регионе.Кроме того, вы можете оптимизировать операции по техническому обслуживанию, используя один и тот же производитель двигателей для всего парка сварочных машин, подъемников, тяговых двигателей и т. Д.
Д.
Несмотря на то, что все машины имеют сварочную и вспомогательную мощность, некоторые машины предлагают дополнительные функции, позволяющие максимально повысить их универсальность на стройплощадке. Lincoln Electric предлагает сварочные аппараты с приводом от двигателя со встроенными воздушными компрессорами, гидравлическими насосами и клеммами для запуска аккумуляторных батарей.Это может сэкономить место на вашем грузовике или на стройплощадке за счет объединения нескольких функций в одном оборудовании. Еще одним преимуществом является то, что вам не придется отключать краны или инструменты от двигателя грузовика, что позволяет экономить топливо и сокращать износ двигателя грузовика. Это особенно полезно в областях, где ограничена работа двигателя на холостом ходу.
Заключение С таким количеством сварочных аппаратов с приводом от двигателя, доступных на рынке, легко потеряться. Не забудьте упростить процесс, сосредоточив внимание на пяти перечисленных основных аспектах: тип топлива, мощность сварки / рабочий цикл, выходная вспомогательная мощность, производитель двигателя и дополнительные функции. Пусть вас не смущают названия продуктов, которые иногда могут вводить в заблуждение намеренно. Всю необходимую информацию можно найти в листе технических характеристик продукта или в руководстве пользователя. Просто просмотрите документацию и купите то, что вам нужно.
Пусть вас не смущают названия продуктов, которые иногда могут вводить в заблуждение намеренно. Всю необходимую информацию можно найти в листе технических характеристик продукта или в руководстве пользователя. Просто просмотрите документацию и купите то, что вам нужно.
Артикул:
Выбор подходящего сварочного аппарата с приводом от двигателя: Часть 1 | Американское сварочное общество | 29 июля 2020 г. | Представлено AWS | https://insights.globalspec.com/article/14651/choosing-the-right-engine-driven-welding-machine-part-1
Выбор подходящего сварочного аппарата с приводом от двигателя: Часть 2 | Американское сварочное общество | 29 июля 2020 г. | Представлено AWS | https: // insights.globalspec.com/article/14654/choosing-the-right-engine-driven-welding-machine-part-2
.