Принцип работы инвертора: внутреннее устройство, схема
Содержание
- Устройство инвертора внутри
- Электрическая схема инверторного аппарата
- Как работает сварочное оборудование
- Однофазные аппараты
- Трехфазные инверторы
- О дополнительных функциях
Теоретический принцип работы инвертора — преобразование переменного тока сети в постоянный и обратно, при этом ток становится более высокой частоты. Низкая мощность потребления и плавная регулировка режимов позволяет воспроизводить характеристики V/A для каждого вида ручной дуговой сварки: MMA, MIG, TIG. Аппарат устойчив к перегреву и перепадам напряжения, но чувствителен к морозам, влажности и пыли.
Устройство инвертора внутри
Разделяют силовую и управляющую части.
В сборке первой из них 4 узла:
- Сетевой выпрямитель.
- Преобразователь.
- Трансформатор.
- Выпрямитель выходной.
Приборы управления и обратной связи в устройстве инвертора относят к управляющей части.
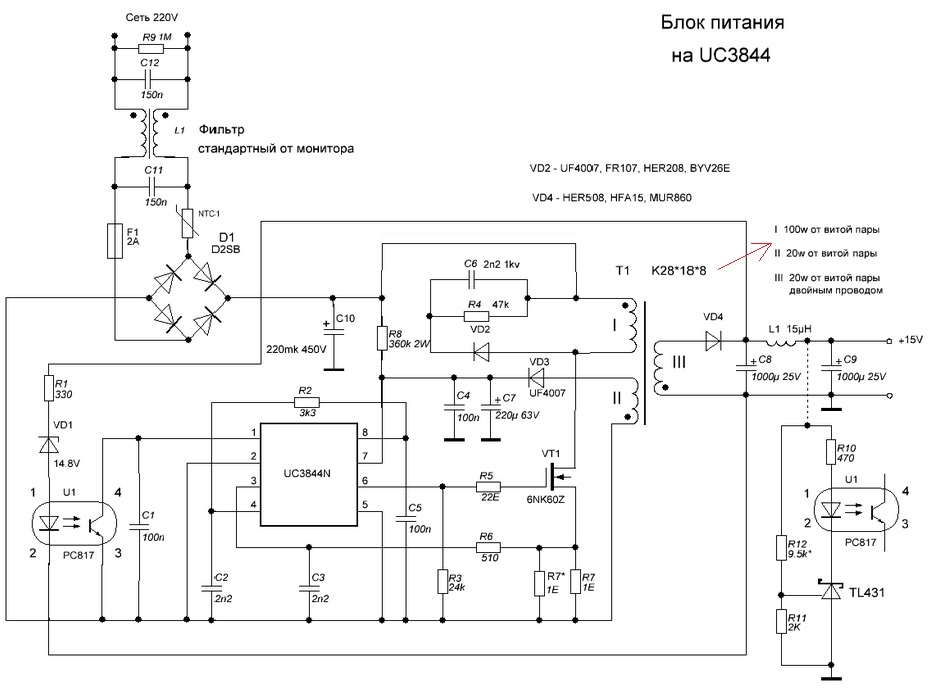
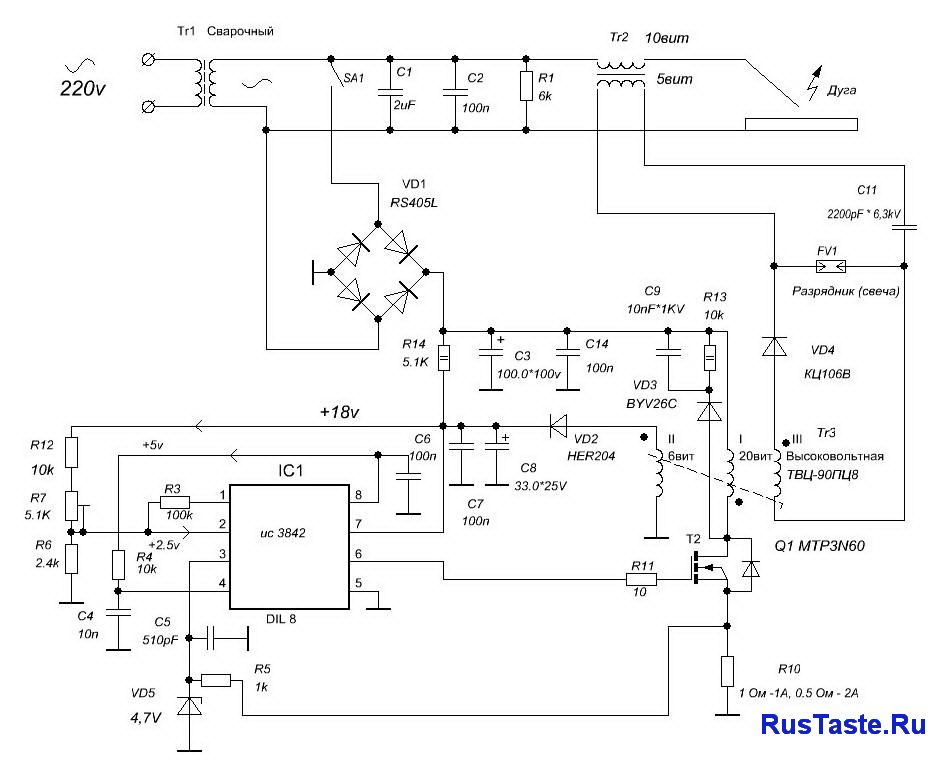
Электрическая схема инверторного аппарата
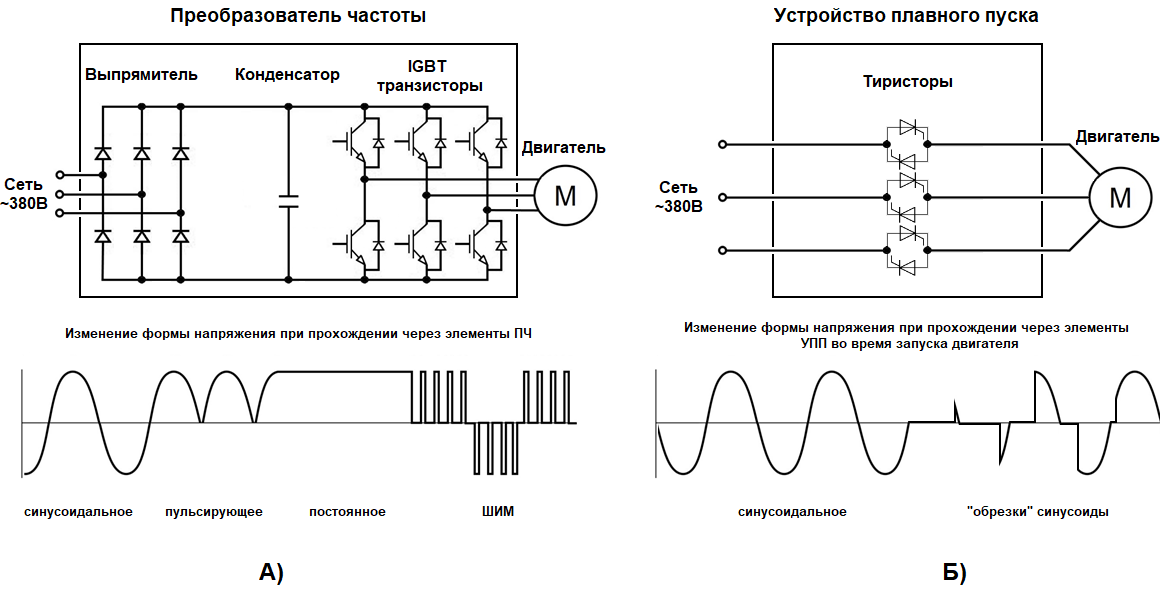
В системе мягкого пуска присутствуют 2 балластных резистора высокой мощности. Один плавно заряжает конденсаторы, защищая диоды входного выпрямителя от резкого скачка напряжения. Через второй питание от конденсаторов поступает на микросхему ШИМ. Как только напряжение на конденсаторах достигает порогового значения, в микросхеме возникают управляющие импульсы, запускающие сварочный инвертор.
Сетевой НЧ-выпрямитель действует на основе входного диодного моста, позволяющего выпрямлять переменный электросигнал. К диодному мосту крепится конструкция с охлаждающим радиатором. При переходе электросигнала на однополярный режим частота пульсаций удваивается, достигая 100 Гц, а затем сглаживается высокоемкими электролитами.
Инвертор состоит из набора ключевых транзисторов, собранных в косой мост, примыкающий к радиатору для отвода тепла. Постоянный электросигнал от сетевого выпрямителя проходит через косой транзисторный мост с преобразованием в переменный ток, достигающий частоты в интервале 20-50 кГц.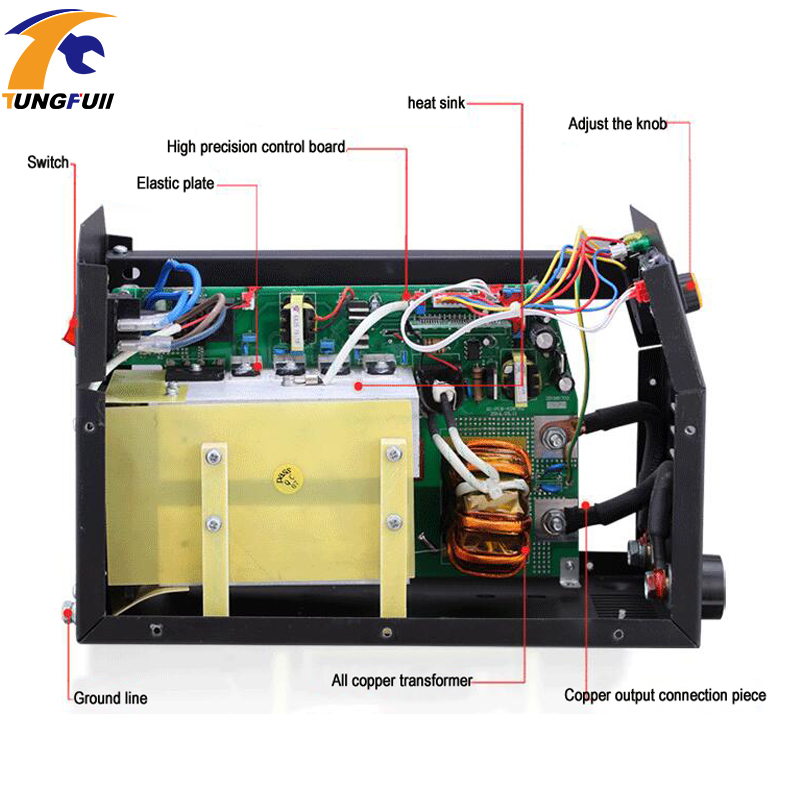 Транзисторы преобразователя запитаны на выходной ВЧ-трансформатор.
Транзисторы преобразователя запитаны на выходной ВЧ-трансформатор.
Задача трансформатора — сбить напряжение до 70 В. На первичную обмотку заходит слабый ток с сильным напряжением, по вторичной течет сильный ток со слабым напряжением. После понижения напряжения сила тока повышается до 100-200 A.
Сборка диодного мостика выпрямителя выполнена на сдвоенных мощных диодах с молниеносной скоростью открывания/закрывания, способных принимать высокочастотное питание. Такие же элементы крепятся на охлаждающем радиаторе.
Дроссель ускоряет розжиг дуги на сравнительно малых электросигналах и представляет собой катушку индуктивности, которая задерживает влияние электросигналов с заданным диапазоном частот.
Стабилизатор поддерживает принцип работы сварочного аппарата — подавать напряжение на модуль управления в первые минуты после включения устройства.
Активированный узел управления запускает ключевые транзисторы преобразователя, привязанные к выходу БУ.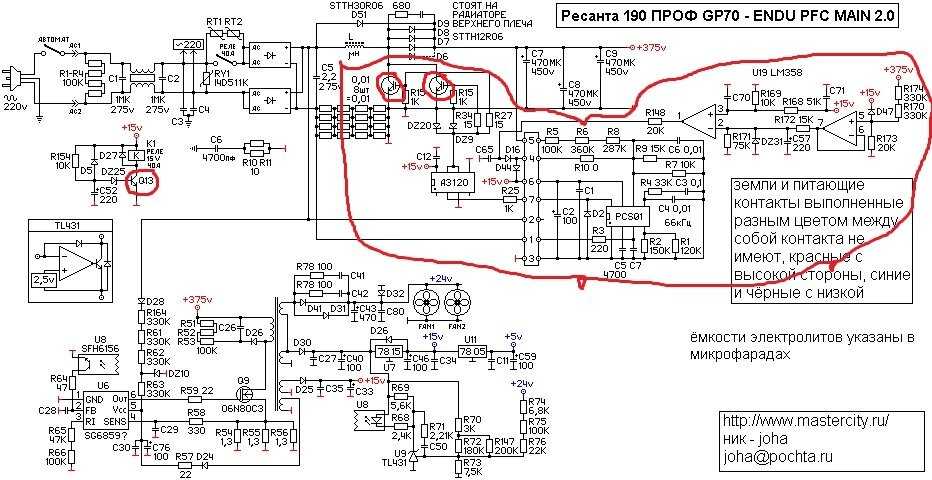 Тут же на обмотке вспомогательного трансформатора Т2 возникает переменное напряжение — задача выпрямить его ложится на диодный мост. Связка «Трансформатор/Диодный мостик» превращается в блок питания. По достижении самостоятельной подпитки управляющая схема отключается от сетевого выпрямителя.
Тут же на обмотке вспомогательного трансформатора Т2 возникает переменное напряжение — задача выпрямить его ложится на диодный мост. Связка «Трансформатор/Диодный мостик» превращается в блок питания. По достижении самостоятельной подпитки управляющая схема отключается от сетевого выпрямителя.
Элементы управления координируют переключение узлов инвертора через микросхему, действия которой напоминают микроконтроллер, устроенный для модулирования входного сигнала в широтно-импульсном диапазоне.
Как работает сварочное оборудование
Комплектация:
- провод с клеммой массы;
- держатель электрода;
- молоточек для сбивки окалины;
- защитная маска.
Подбирают нужную марку и диаметр электрода, выставляют выходной электросигнал с учетом толщины деталей. На корпусе указаны диаметры электрода и соответствующий им ток — подсказка для желающих разобраться, как работает инверторный сварочный аппарат с электродами.
Для контакта со сваркой понадобятся:
- перчатки;
- куртка;
- маска с затемненным стеклом.


Принцип работы заключается в создании дуги:
- Электрод подносится к свариваемой детали под уклоном и при возникновении дуги удерживается от шва на расстоянии, равном собственному диаметру.
- Затем обе кромки соединяемых деталей заливаются расплавленным металлом.
- После получения шва убирается окалина.
Однофазные аппараты
Инвертор на полевых IGBT-транзисторах питается от сети 220 В. Диапазон электросигнала колеблется в интервале 30-200 А — постоянное значение обеспечивает мостовая схема, состоящая из выпрямительных диодов. Когда оборудование выходит на заданный режим, работа однофазного выпрямителя привязывается к одному из двух интервалов:
- Заряду конденсатора.
- Разряду конденсатора на сопротивление нагрузки.
В первом интервале ЭДС вторичной обмотки превышает напряжение на конденсаторе C — диоды пропускают ток.
Во втором — напряжение на конденсаторе C превышает электродвижущую силу вторичной обмотки — диоды не пропускают ток.
В промышленном производстве инверторная сварка однофазным переменным током нецелесообразна. Для объемных заказов используют модели с мощными нагрузочными характеристиками и заземлением.
Трехфазные инверторы
Схема Ларионова считается полноценным трехфазным выпрямителем. Аппараты рассчитаны на большие токи (250, 300 А) и не привязаны к нулевой нейтрали, питание берется со всех трех фаз. Удорожание конструкции происходит за счет повышения амплитудного значения на выходе выпрямителя Ларионова до 540 В. Преобразователи собираются из мощных качающих транзисторов (40 А, 1200 В).
Сетевой фильтр снабжается более емкостными электролитами. Под корпусом выходных диодов — дополнительный теплоотвод. Зеленый провод («земля») идет на корпус, а 3 фазы через автомат — на трехфазный выпрямитель. На электролитах потенциал равен амплитудному значению (540 В). Сглаживающий конденсатор рассчитан на напряжение в 700 В и 50 мкФ.
Полноценные трехфазные модели дороги, поэтому устройство такого инвертора адаптировали под бюджетные псевдоаналоги высокой производительности, собранные по схеме Маткевича, где вместо «земли» четвертая ветка — нейтраль, которая через резистор R1 запитана на ветку В.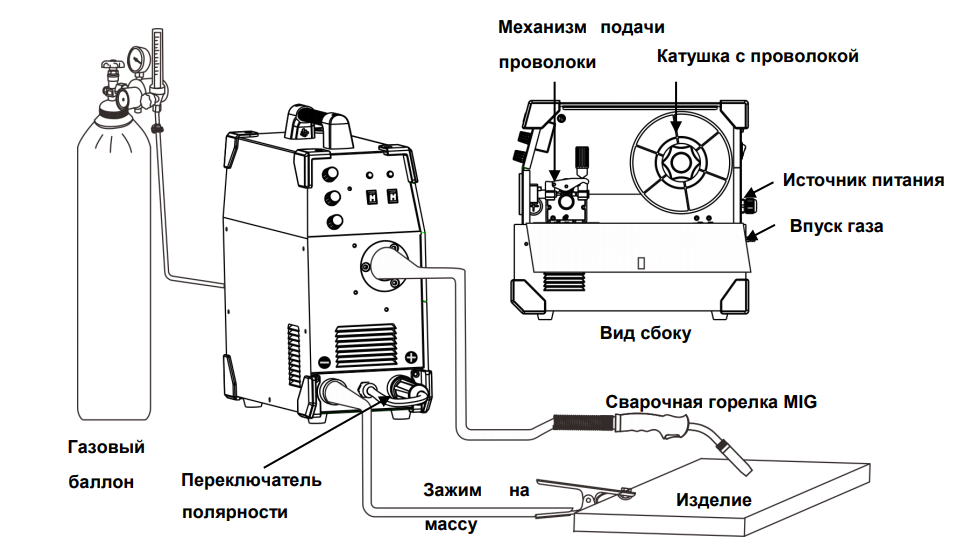
О дополнительных функциях
Среди дополнительных опций:
- Anti-Stick — сброс тока до нуля в момент короткого замыкания — устройство не сгорит.
- Arc Force — форсаж дуги.
- Hot start — кратковременный наброс питания во время поджига электрода.
- HOLD — запоминает последний режим.
Если вы попробовали варить и аппарат инверторной сварки вас устроил, покупайте такой же.
Схема сварочного инвертора
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Схема инвертора для сварки
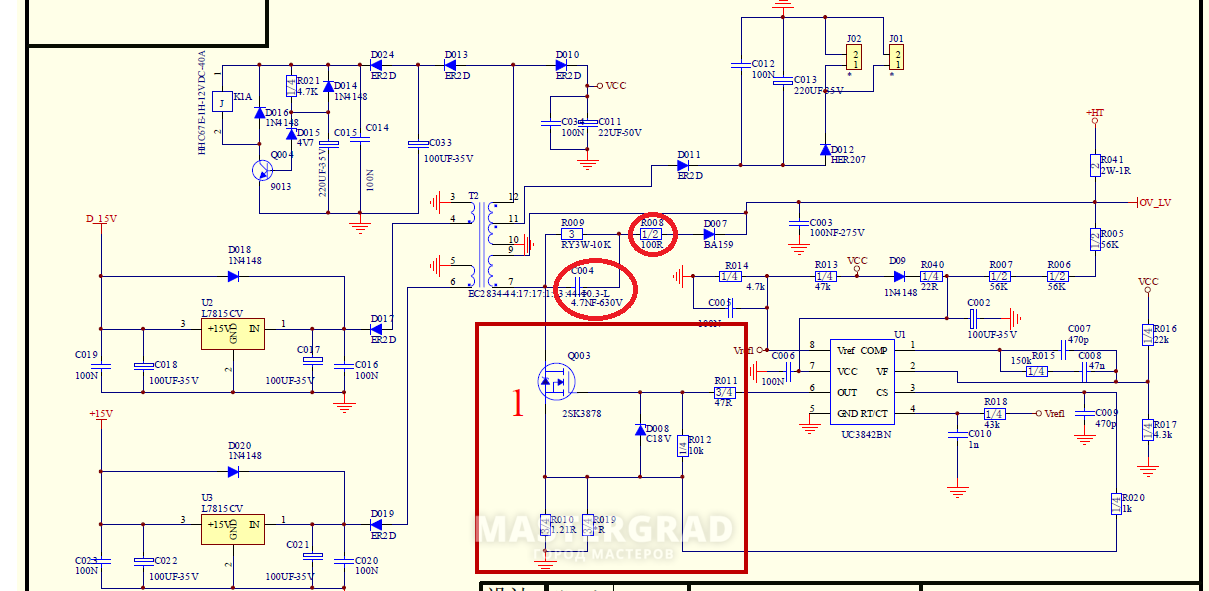
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором. Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями.
- Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание. Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь.
- Силовая часть с однотактным конвертором. В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
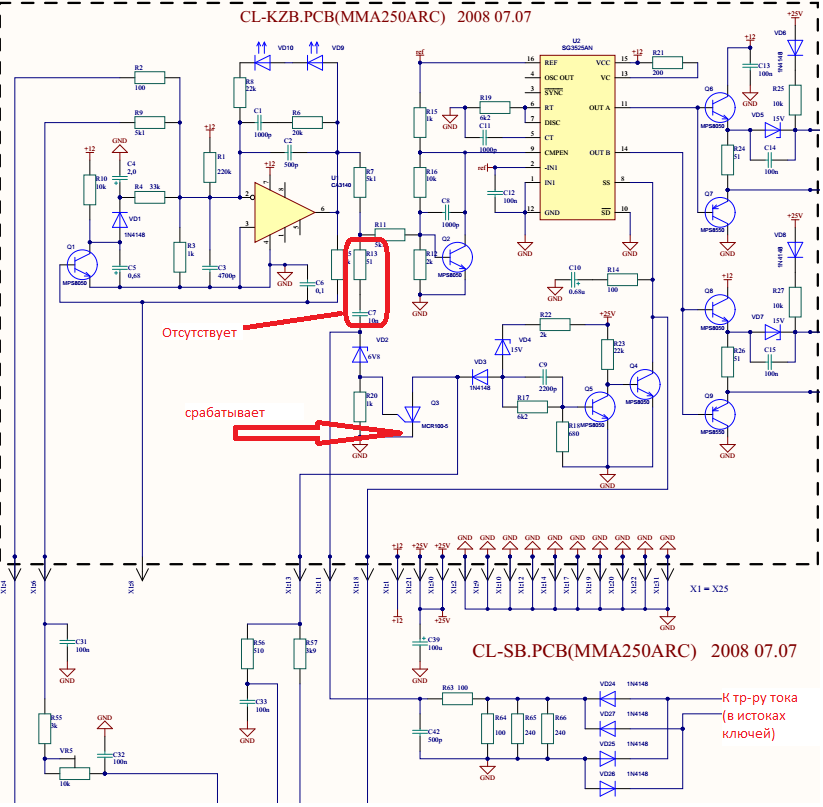
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц.
 Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки.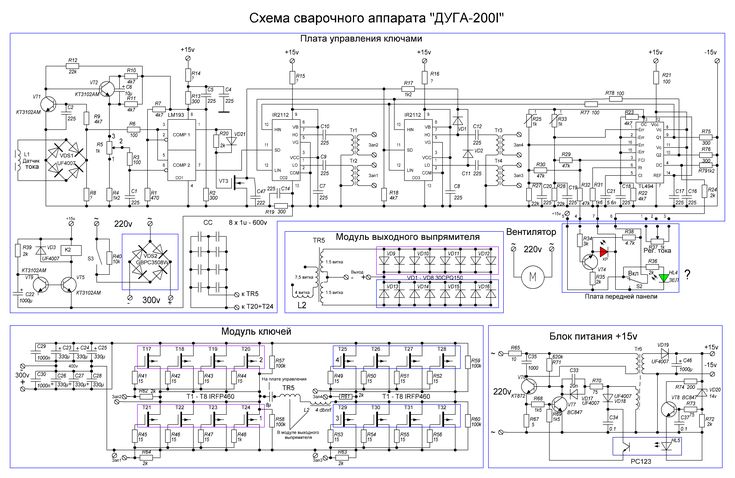 Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
 Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.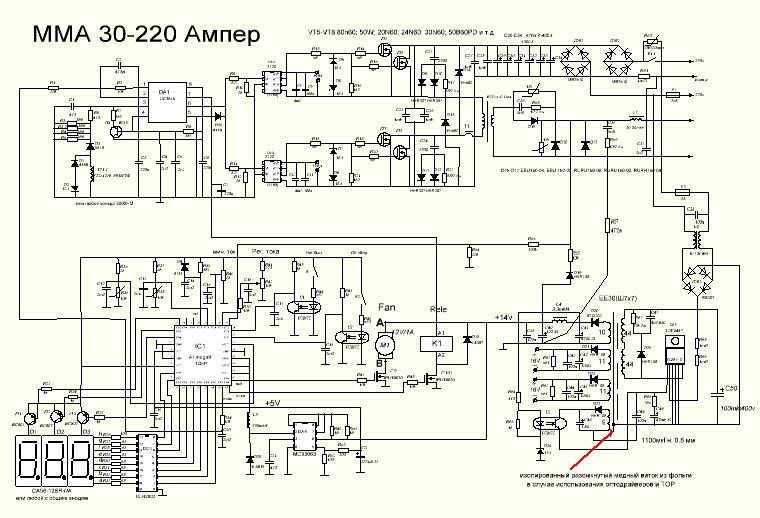 Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор. Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
- Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период. Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
 Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.Достоинства и недостатки оборудования
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов. Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
- Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
Рекомендуем к прочтению Схема подключения сварочного инвертора своими руками
Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу.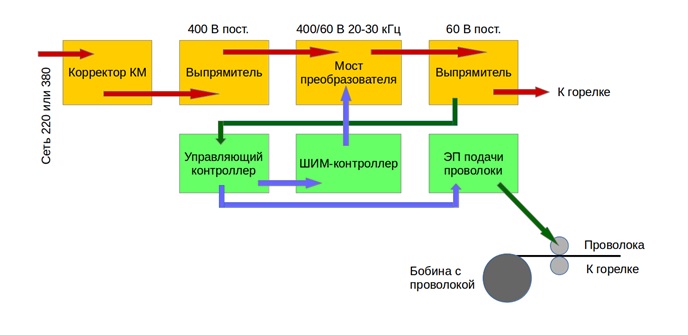 Достаточно важно обладать базовыми познаниями в сфере электротехники.
Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
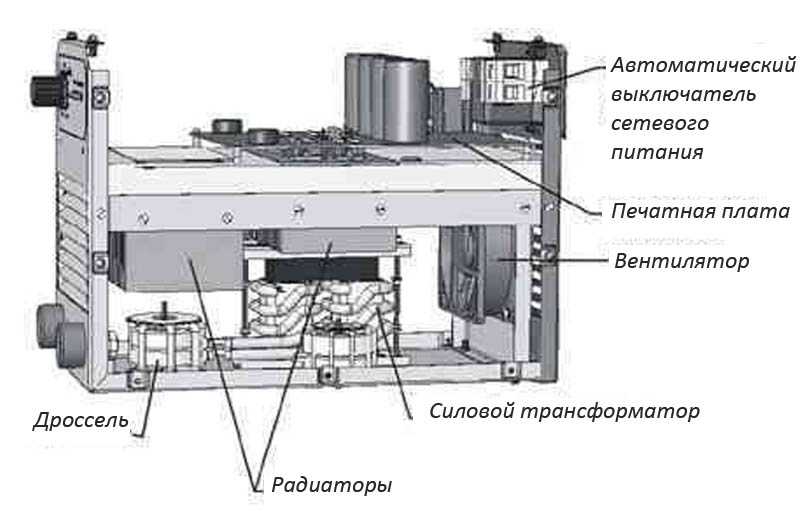
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
 Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.Рекомендуем к прочтению Как работает инверторный аппарат для сварки
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.

Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Что такое инверторный сварочный аппарат?
Сварочный инвертор
Инверторные аппараты для выполнения ручной дуговой сварки становятся все более популярным видом оборудования. Они кардинально отличаются от обычных трансформаторных устройств.
Сварочные инверторы обеспечивают более эффективный и надежный способ сварки, чем традиционные методы.
Перед принятием решения о покупке важно понять, что такое инвертор, как он работает и какие у него преимущества.
Сварочный инвертор — это устройство, которое преобразует основное напряжение или мощность генератора в выходной низковольтный постоянный ток (DC), используемый для дуговой сварки.
Это обеспечивает большую портативность, меньший вес, меньшее энергопотребление и лучшую производительность по сравнению с машинами на основе трансформатора.
Это также позволяет пользователям настраивать свои параметры вручную или автоматически в зависимости от задания, над которым они работают. Это может привести к улучшению качества сварки, что экономит время и деньги, позволяя избежать дорогостоящих ошибок или переделок.
Детали сварочного аппарата Инвертор
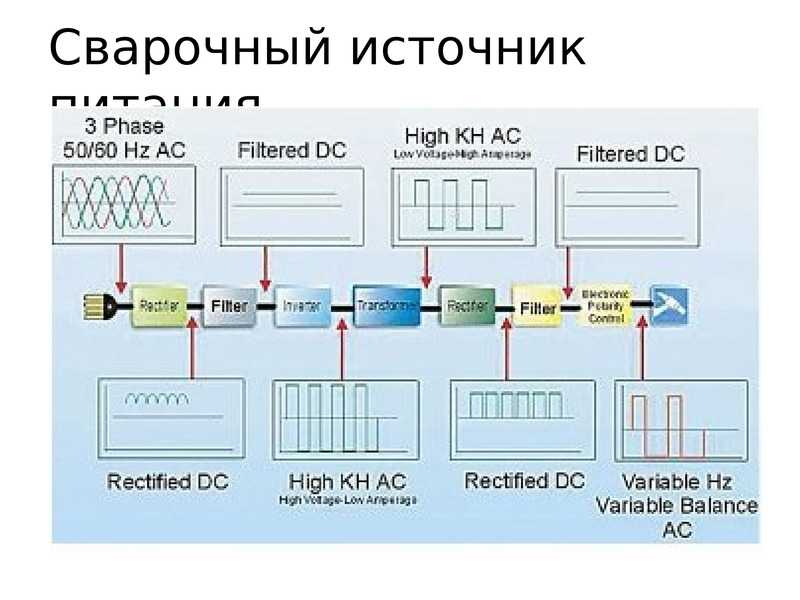
Инверторный сварочный аппарат состоит из следующих основных блоков:
- Блок выпрямителя: выпрямляет сетевое напряжение.
- Фильтр нижних частот фильтр er: сглаживает выпрямленное сетевое напряжение для устранения сетевых помех.
- Инвертор: создает переменное напряжение высокой частоты (чаще всего свыше 15-20 кГц).
- Трансформатор: понижает результирующее высокочастотное переменное напряжение до напряжения, необходимого для сварки.
- Блок выпрямителя: выпрямляет высокочастотное переменное напряжение;
- Высокочастотный фильтр: сглаживает результирующее напряжение для уменьшения результирующего шума.

Преимущества инверторных сварочных аппаратов
Сварочный инвертор позволяет достичь следующих преимуществ по сравнению с трансформатором или выпрямителем.
- Небольшой вес: Из-за увеличения частоты напряжения масса трансформатора, необходимая для снижения напряжения, значительно уменьшилась. Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.
 Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.
Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.- Повышение эффективности: Современные сварочные инверторы снижают потери электроэнергии до 10 раз, многие инверторы способны работать от 185 Вольт и даже ниже. КПД такого инвертора достигает 90%.
- Контроль точных параметров: Сварочный инвертор использует сложную электронику, которая позволяет очень точно выбирать параметры сварки и, таким образом, обеспечивает надежное качество сварки.
Основные характеристики инверторного сварочного аппарата
Сварочный инвертор в целом обеспечивает множество важных функций для сварочных работ. Наиболее распространены две функции сварочного инвертора:
- Hot Start – облегчает зажигание дуги за счет кратковременного увеличения параметров сварочного тока. позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.
 позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.
позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.- Anti-Stick – позволяет избежать «залипания» электрода при сварке. Защита от прилипания срабатывает, когда электрод прилипает. Он автоматически перестает снабжаться электрическим током. Она начинает поступать только тогда, когда электрод отрывается от металла.
- Arc force выполняет аналогичную задачу, но уже в процессе сварки. Это значительно снижает вероятность прилипания электрода.
Недостатки инверторных сварочных аппаратов
К сожалению, инверторные источники питания для сварки имеют не только достоинства, но и очень существенный недостаток – сложность ремонта.
- Из-за наличия сложных элементов в электрических цепях ремонт сварочного инвертора в домашних условиях крайне затруднен.
- Однозначно дороже классических трансформаторных аналогов.
- Сварочные инверторы чувствительны к строительной пыли (особенно содержащей металлические включения) и влаге.
- При использовании устройств данного типа необходимо придерживаться правил эксплуатации, указанных в паспорте. Их нарушение может привести к поломкам и дорогостоящему ремонту.
- Также при выборе сварочных инверторов учитывайте, что эти аппараты бывают одноплатными и многоплатными. Одноплатные инверторы существенно дешевле, а вот многоплатные легче и дешевле в ремонте.
Как правильно выбрать сварочный инвертор?
Чтобы правильно выбрать сварочный инвертор, стоит ответить на ряд вопросов:
- Где будет использоваться аппарат: в гараже, на даче, в мастерской (220 В, 380 В),
- Металл какой толщины будете сваривать (рабочий диаметр электрода),
- Ваш бюджет.
Подробнее: Советы по покупке нового сварочного аппарата
Конструкция и работа сварочного трансформатора
Классические трансформаторные устройства являются электрическими устройствами и работают на частоте 50 Гц. Параметры электрического тока от бытовой сети напряжением 220 В не подходят для сварки.
Параметры электрического тока от бытовой сети напряжением 220 В не подходят для сварки.
Трансформируются с помощью трансформатора. Для этого на первичную обмотку подается электрический ток, который намагничивает ее составной сердечник.
Изображение предоставлено: CWBВ результате возникает переменное магнитное поле, которое в свою очередь создает переменный ток во вторичной обмотке. Его параметры отличаются от исходных: напряжение 50-9 В.0 В, а ток 100-200 А.
Сразу стоит отметить, что второй параметр не ограничен указанными пределами. В таких аппаратах сила сварочного тока регулируется механически и зависит от числа витков вторичной обмотки трансформатора.
Устройства этого типа имеют простую конструкцию. Они надежны и недороги, но при этом отличаются большой потребляемой мощностью, большим весом и габаритами. С их помощью трудно обеспечить хорошее качество швов.
Устройство и работа сварочного инвертора
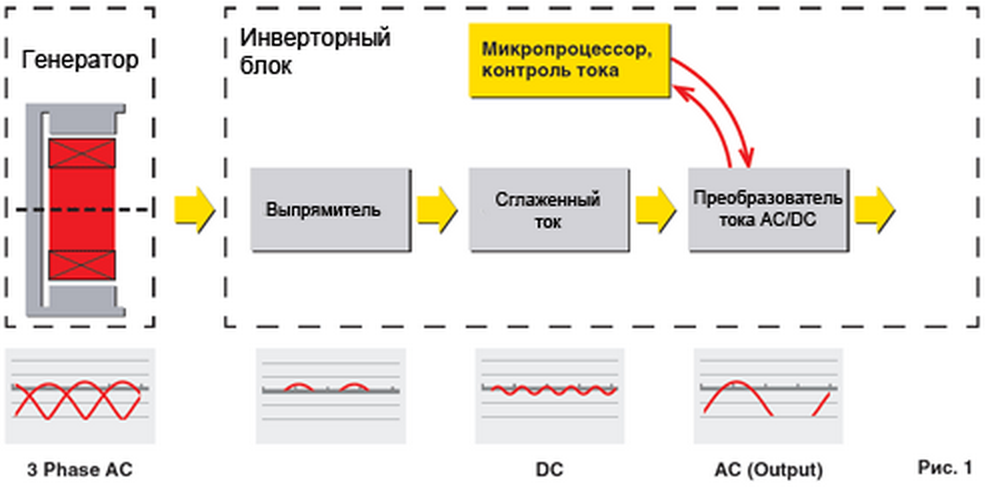
Инверторные сварочные аппараты уже не электрические, а электронные устройства и их работа организована по другим принципам.
Переменный ток сначала поступает в предварительный или первичный выпрямитель, где с помощью диодного моста преобразуется в постоянный ток напряжением 220 В.
Затем подается в инверторный блок. Здесь силовые транзисторы и тиристоры снова преобразуют ток в переменный, но теперь его частота достигает 100 кГц.
Изображение: ResearchgateНа следующем этапе ток поступает в высокочастотный трансформатор. Здесь напряжение уменьшается, а его сила увеличивается.
Высокочастотный трансформатор отличается от классического не только конструкцией, но и размерами. Кроме того, практически отсутствуют потери энергии на обогрев.
На последнем этапе ток проходит через выпрямитель, где преобразуется в постоянный с параметрами, необходимыми для сварки.
В электронной схеме сварочных инверторов используются блоки управления на базе микропроцессоров. Они обеспечивают стабильную работу всех остальных узлов устройств.
Блоки управления мгновенно реагируют на малейшие отклонения параметров сварочного тока от заданных и корректируют их. Это обеспечивает стабильное горение дуги и хорошее качество сварки даже при минимальном опыте сварки.
Это обеспечивает стабильное горение дуги и хорошее качество сварки даже при минимальном опыте сварки.
Кроме того, инверторные аппараты имеют очень широкий диапазон регулирования сварочного тока, обеспечивают низкое разбрызгивание металла и позволяют использовать электроды любых типов. Кроме того, они легкие, компактные и максимально простые в использовании. Все аппараты снабжены несколькими системами защиты, выводящими их из строя при перегреве или перегрузке, а сварку с их помощью можно проводить в любом пространственном положении.
Сварочные инверторы для бытового использования
Все сварочные инверторы на рынке можно разделить на две большие группы:
- Бытовое использование и
- Промышленное использование.
Первые питаются от обычной бытовой сети напряжением 220 В и имеют максимальный сварочный ток не более 200 А. Они рассчитаны на работу с небольшой нагрузкой.
Профессиональные промышленные инверторы чаще всего подключаются к трехфазной сети напряжением 380 В. Как правило, они имеют более высокое значение максимального сварочного тока – до 500 А.
Как правило, они имеют более высокое значение максимального сварочного тока – до 500 А.
Определяющий метод для женщин
Пожалуйста, включите JavaScript
- DOI:10.1109/TIE.2011.2126538
- Идентификатор корпуса: 2061933
@article{Wang2011ASI,
title={Простой инвертор для аппаратов дуговой сварки с удвоителем тока},
автор = {Цзяньминь Ван и Сен-Тунг Ву и Шан-Чин Йен и Хуан Джен Чиу},
Journal={Транзакции IEEE по промышленной электронике},
год = {2011},
объем = {58},
страницы={5278-5281}
} - Jianmin Wang, Sen-Tung Wu, H. Chiu
- Опубликовано 10 марта 2011 г.
- Business
- IEEE Transactions on Industrial Electronics
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Следовательно, более низкая индуктивность катушек индуктивности может использоваться для предотвращения больших скачков напряжения, возникающих во время коммутации. По сравнению с традиционной схемой ток каждой катушки индуктивности в предлагаемой схеме составляет половину выходного тока. Следовательно, предлагаемая схема имеет меньшие потери проводимости. Поворот…
Следовательно, более низкая индуктивность катушек индуктивности может использоваться для предотвращения больших скачков напряжения, возникающих во время коммутации. По сравнению с традиционной схемой ток каждой катушки индуктивности в предлагаемой схеме составляет половину выходного тока. Следовательно, предлагаемая схема имеет меньшие потери проводимости. Поворот…
Посмотреть на IEEE
doi.org
Новый инвертор для дуговых сварочных машин
- Jianmin Wang, Sen -Tung Wu
Материаловые науки, инженер
IEEE Transactions на промышленных электроники
7777777777777779579005- Ван Мин, Сен-Тунг Ву
Инженерное дело
- 2015
- S. S. Sisodia, H. Lade
Engineering
- 2017 0
В этом документе описываются усовершенствования, разработанные в источнике питания для дуговой сварки на основе резонансных инверторов. Предлагается новая последовательность операций в режиме ожидания, основанная на скользящей фазе, чтобы уменьшить…
Аппарат для дуговой сварки с полумостовым передним преобразователем
- Y. Birbir
Машиностроение
- 2017
Импульсный блок питания токового режима с минимальным количеством внешних компонентов.
Новый инверторно-дуговой сварочный аппарат на базе преобразователя ПСФБ с высокой удельной мощностью и высоким КПД
- И. Аксой
Материаловедение, машиностроение
- 2014
Результаты экспериментов показывают, что предложенная система имеет многообещающие возможности для промышленного применения и может быть реализована с цифровым сигнальным процессором (DSP) и ИС фазового ШИМ.
Безмостовой преобразователь на основе PFC с улучшенным качеством электроэнергии для сварочных работ
Дуговая сварка выполняется с использованием различных технологий, и в большинстве из них для формирования дуги используется преобразователь сварочной мощности. В этом документе представлена двухступенчатая безмостовая схема с коррекцией коэффициента мощности (PFC)…
ZVZCS PWM DC-DC Converter с контролируемым вторичным выпрямлением для дуговой сварки
- J. Dudrik, M. Pástor, Milan Lacko, Róbert žatkovič
Engineering
- 2016 9003
Engineering
- 2016 9003
.
импульсный (ZVZCS) ШИМ DC-DC преобразователь мощности с вторичным активным выпрямителем, испытанный в качестве источника постоянного тока для дуговой сварки. Мягкое переключение…Бесмостовой импульсный источник питания на основе преобразователя с улучшенным качеством электроэнергии для дуговой сварки
Результаты испытаний подтверждают эффективность предлагаемой AWPS в поддержании безупречного качества электроэнергии на интерфейсе сети, помимо достижения превосходной способности регулирования выходного напряжения и ограничения тока.
Высокочастотный источник питания для сварки с 3 ножками на базе инвертора, способный работать при напряжении 220 и 440 В переменного тока. 220 и 440 В и позволяет использовать полевые МОП-транзисторы вместо биполярных транзисторов с изолированным затвором (IGBT) с низкой рабочей частотой, которые часто используются в обычных сварочных источниках питания.
ПОКАЗАНЫ 1-10 ИЗ 13 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантности Наиболее влиятельные документыНедавность
Преобразователь-инвертор для дуговой сварки с ШИМ с использованием нового типа NCT
Благодаря экспериментальным результатам сварочные характеристики, такие как разбрызгивание и образование валиков, значительно улучшены, а коэффициент мощности поддерживается примерно на единице.
Новый энергосберегающий инвертор для аппаратов для дуговой сварки на переменном токе
В данной статье предлагается новый энергосберегающий источник питания для аппаратов для дуговой сварки на переменном токе. В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
Прямоходовой преобразователь с чередованием с плавным переключением и выпрямителем с удвоением тока
В этой статье представлен преобразователь с чередованием с плавным переключением и выпрямителем с удвоением тока. Активная схема фиксации используется в первичной обмотке трансформатора для рециркуляции энергии…
Новая, простая, недорогая модульная конструкция с высоким коэффициентом мощности для сварки как постоянным, так и переменным током
- J. Borka, M. Horváth
Материаловедение
МСИЭ-99. Материалы Международного симпозиума IEEE по промышленной электронике (кат. № 99TH8465)
- 1999
Технология сварки в среде инертного газа с вольфрамовыми электродами требует постоянного тока для сварки стали и переменного тока для сварки алюминия.
Широкий выбор сварочного оборудования постоянного тока доступен на рынке по адресу…Электронная схема управления сварочным аппаратом
- P. Verdelho, M. Pio Silva, E. Margato, J. Esteves
Материаловедение
ИЭКОН ’98. Материалы 24-й ежегодной конференции IEEE Industrial Electronics Society (Cat. No.98Ch46200)
- 1998
В этом документе представлена схема электронного управления сварочным аппаратом мощностью 6 кВт. Постоянный сварочный ток регулируется простой и надежной схемой управления. Быстрые динамические характеристики и низкие пульсации тока…
Преобразователь ZVS с чередованием и компенсацией пульсаций тока
Преобразователь с чередующимся программным переключением и компенсацией пульсаций тока представлен для обеспечения переключения при нулевом напряжении (ZVS) при включении и токе нагрузки. совместное использование и принципы работы, анализ устойчивого состояния и расчетные уравнения предлагаемого преобразователя представлены в деталях.
Резонансный преобразователь LCL-T с фиксирующими диодами: новый источник питания постоянного тока с присущим пределом постоянного напряжения характеристики, прочный и надежный.
Новые инверторы источников тока с коммутацией на стороне постоянного тока и схемой рекуперации энергии на стороне нагрузки
Предлагаются два различных инвертора источника тока тиристорного типа (CSI) с коммутацией на стороне постоянного тока и схемой рекуперации энергии на стороне нагрузки, с анализом и пояснениями работы схемы. В…
Преобразователь постоянного тока в постоянный с активной фиксацией и без пульсаций, использующий индуктор со связью вход-выход Преобразователь постоянного тока с использованием предложенного IOCI подробно проанализирован и оптимизирован для обеспечения высокой энергоэффективности.
Последовательный резонансный преобразователь для зажигания дуги
Инициирование состояния плазменной проводимости требует относительно большого напряжения для ионизации газа.
IEEE. Структура схемы с новым инвертором, который применим к аппаратам для дуговой сварки и может сохранять энергию, запасенную в соединенном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования аппарата для дуговой сварки.
Внедрение улучшенного источника питания с простыми инверторами для аппарата для дуговой сварки
Резюме
В статье представлено простое управление инвертором рекуперации энергии без скачков напряжения. Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Повышение эффективности для высокочастотной контактной точечной сварки
Точечная сварка сопротивлением использует постоянный ток в диапазоне от 1 кА до более чем 100 кА для соединения листового металла. Ток обеспечивается инвертором, подключенным к конденсатору и трансформатору постоянного тока…
 импульсный (ZVZCS) ШИМ DC-DC преобразователь мощности с вторичным активным выпрямителем, испытанный в качестве источника постоянного тока для дуговой сварки. Мягкое переключение…
импульсный (ZVZCS) ШИМ DC-DC преобразователь мощности с вторичным активным выпрямителем, испытанный в качестве источника постоянного тока для дуговой сварки. Мягкое переключение…
 Широкий выбор сварочного оборудования постоянного тока доступен на рынке по адресу…
Широкий выбор сварочного оборудования постоянного тока доступен на рынке по адресу…