Принцип работы сварочного инвертора
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. С развитием полупроводникового оборудования и появлением таких элементов, как тиристоры, были созданы устройства, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше.
- Устройство и основные характеристики инверторов
- Принцип работы инвертора
- Технические параметры устройств
- Плюсы и минусы инверторной сварки
- Преимущества инверторного агрегата
- Недостатки
- Сфера применения инверторного аппарата
- Качество и удобство
- Электрическая дуга
- Сваривание металлов
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока.
Устройство инвертора содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.

- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах.
К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки.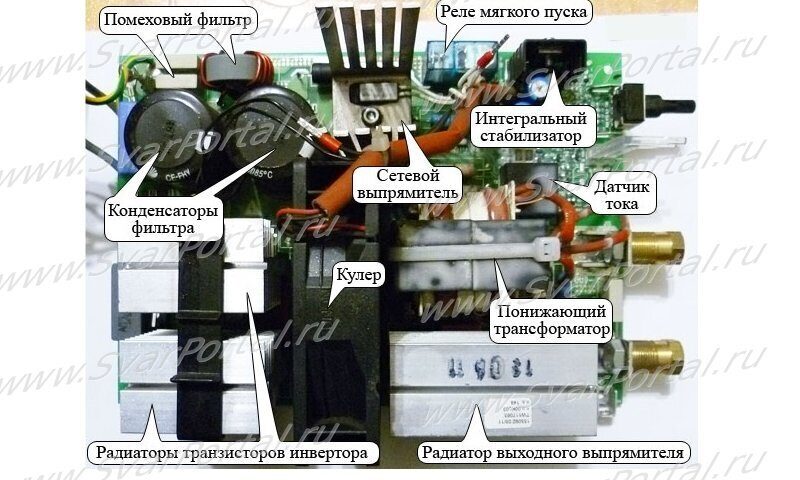 Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как работает сварочный инвертор
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.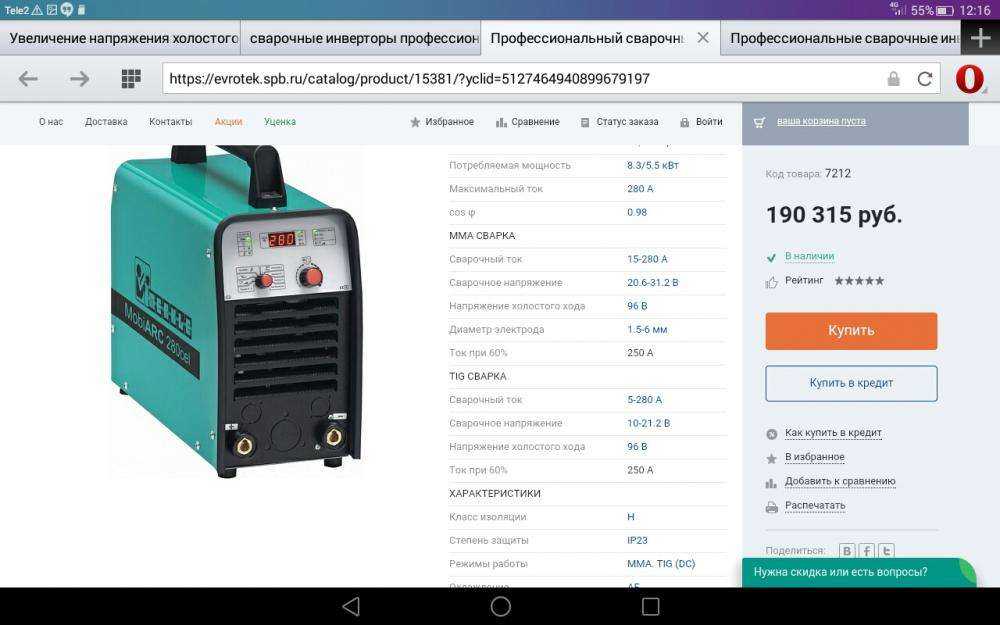
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
 Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Преимущества инверторного агрегата
- Инверторы имеют небольшой вес и габариты, что очень важно при выполнении сварочных работ, вес аппарата всего 4-4,5 кг.
- Высокий КПД и электробезопасность, которая обеспечивается большим количеством схем защиты – перегрев, перегрузка или электрическое перенапряжение.
- Низкий уровень электропотребления, инверторы потребляют в 1,5-3 раза меньше, чем привычные сварочные аппараты. Такая особенность позволяет использовать агрегат даже при напряжении в сети в 180В. При включении он создает минимальные электромагнитные помехи в сети.
- Плавное и легкое управление силой тока.
- В итоге получаются качественные сварные швы, такой высокий результат достигается благодаря легкому зажиганию электрической дуги с ее устойчивым горением. В процессе работы не наблюдается большого разбрызгивания сварного металла.
- Можно использовать различные электроды.
- Есть система быстрого зажигания электродов – Hot Start.

Недостатки
- Может произойти неисправность, которая проявляется в выходе из эксплуатации микропроцессора, это обусловлено нарушением условий хранений или применения. Если устройство находится или применяется в запыленном месте, то его необходимо чаще продувать и чистить.
- Высокую стоимость агрегата можно отнести к минусам, его нельзя использовать при очень низких температурах, так -15оС является крайней отметкой в работе.
- Длина используемого кабеля не должна превышать 2,5 метра.
Сфера применения инверторного аппарата
Высокие технические возможности агрегата позволили найти ему широкое применение.
- Их можно использовать в качестве обычных электрических трансформаторов для дуговой сварки с постоянным током.
- Также инвертор применим для аргонодуговой сварки с неплавкими электродами.
- В полуавтоматической сварке инверторы используются с присадочной проволокой.
- Агрегаты нашли применение в работах плазменной резки.
Качество и удобство
Дуговая сварка является очень ответственной работой и чтобы ее удачно выполнить сварщик должен иметь определенные знания и опыт. С помощью инвертора можно выполнить сварку более просто, не имея больших навыков в работе.
Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс – начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно “пережечь” или “недожечь” металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным. Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть “прихватками”, благодаря устройству нового типа.
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла.
С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».

В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
устройство аппарата, из чего состоит и как работает?
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы .
Содержание
- Устройство и основные характеристики инверторов
- Принцип работы устройства
- Технические параметры
- Плюсы и минусы инверторной сварки
- Технологические достоинства
- Недостатки
- Итог
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков.
Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
Вольт амперная характеристика инвертора для сварки.Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Из чего состоит данный узел? Главными элементами тут являются транзисторы, подключенные к понижающему трансформатору. Они переключаются со значительно большей частотой вплоть до 80 кГц. Это позволяет уменьшить размеры трансформатора до минимума. В то же время их мощность остается такой же высокой, как и у больших собратьев.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
 youtube.com/embed/rBsaPS6l_XU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/rBsaPS6l_XU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.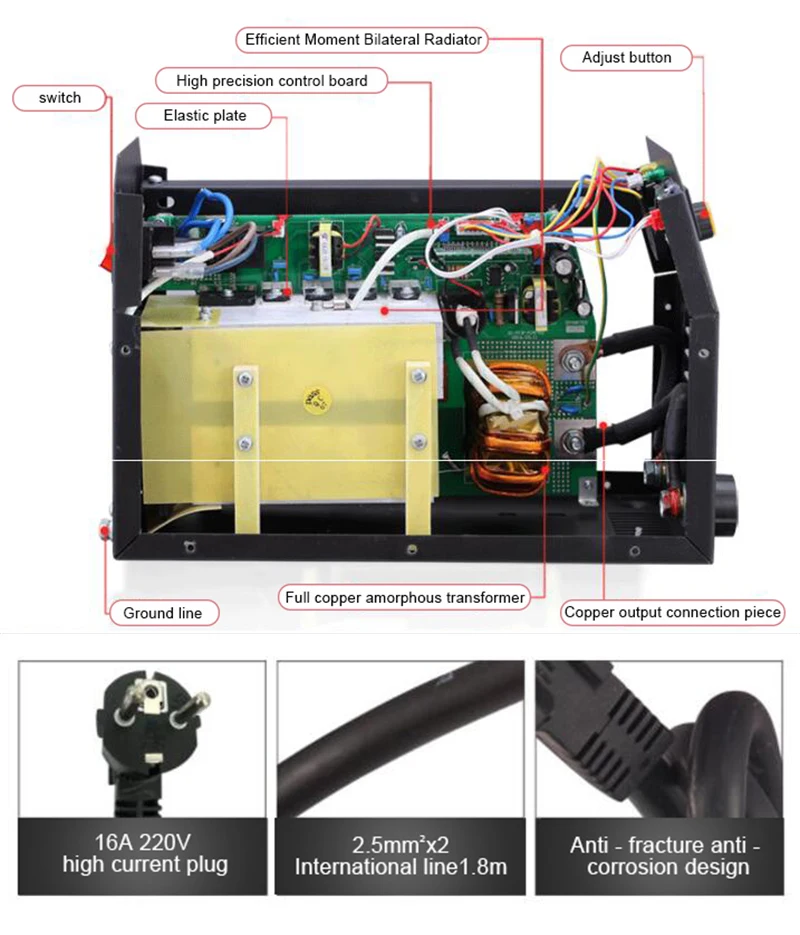
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
https://youtu.be/DqRvaDfc7xE
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.

Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Характеристики сварочного инвертора.Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие :
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым. Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» — автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.

Плюсы и минусы инверторной сварки
Устройство инверторного обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая , соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.

Выше перечислены лишь основные плюсы. На деле, каждый откроет для себя еще больше положительных сторон использования подобного инструмента.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://youtu.be/5RmnsgUOL14
Недостатки
Как показано выше, обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Один из самых больших минусов – это дорогой ремонт. В основе работы прибора заложен транзисторный блок, стоимость которого может достигать четверти стоимости самого инструмента. Таким образом, окончание срока гарантийного обслуживания сопряженно со значительными тратами в случае поломки.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата. Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Что такое устройство понижения напряжения (VRD) в сварочном аппарате?
В наши дни он есть почти у каждого сварочного аппарата, но это не значит, что он всегда нужен или используется. Мы говорим о VRD или устройстве понижения напряжения.
Как и большинство вещей, связанных со сваркой, это еще одна функция, предназначенная для вашей безопасности. Если вы работаете на стройке или в шахте, вам потребуется машина с VRD. Итак, что именно он делает?
Что делает VRD?VRD снижает напряжение холостого хода сварочного аппарата.
Когда сварочный аппарат включен, но не используется (например, когда вы только что закончили электрод и вам нужно взять новый), срабатывает VRD и снижает напряжение до более безопасного уровня (обычно около 13 В).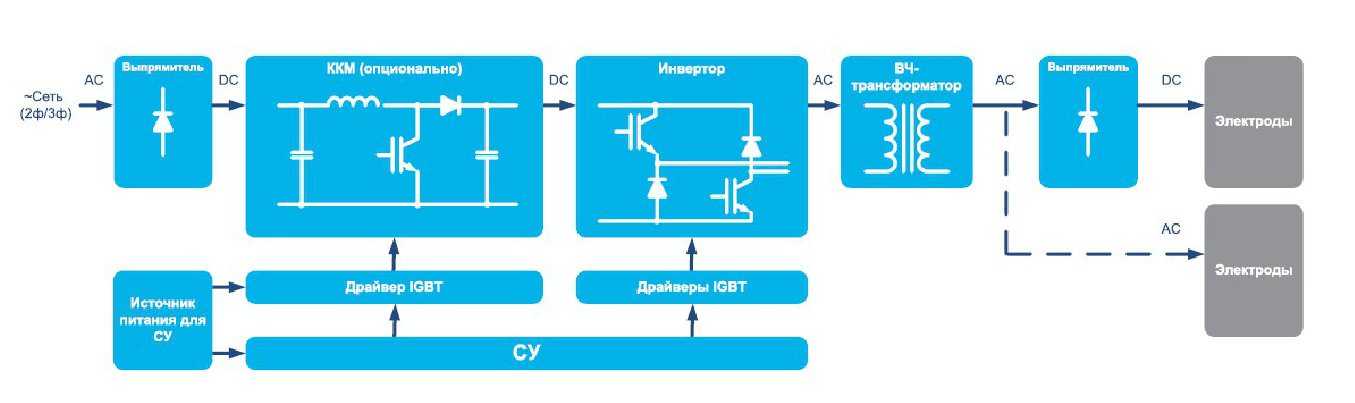
При сварке образуется полная (или замкнутая) электрическая цепь. Через источник питания (в данном случае сварочный аппарат) в металл течет электричество, которое создает дугу, создающую сварной шов.
Свариваемый металл снова соединяется со сварочным аппаратом с помощью заземляющего зажима, образуя полную электрическую цепь.
Когда вы прекращаете сварку, цепь перестает быть замкнутой и вместо этого становится разомкнутой. Электричество никуда не денется. Он просто работает на холостом ходу внутри источника питания, как автомобиль на холостом ходу на красный свет. Это называется напряжением холостого хода (OCV).
За счет уменьшения OCV, когда сварочный аппарат не используется, риск поражения электрическим током резко снижается.
Почему используется VRD? Ваше напряжение холостого хода будет зависеть от того, насколько мощный ваш
машина есть. Как правило, у сварочного аппарата напряжение OCV составляет около 85 В,
но это может достигать 110 В для действительно требовательной работы. С другой стороны,
ваш небольшой домашний самодельный сварочный аппарат будет иметь OCV 50 В.
С другой стороны,
ваш небольшой домашний самодельный сварочный аппарат будет иметь OCV 50 В.
OCV около 75 В сможет вызвать дугу на первый удар без заедания стержня даже на неподатливых электродах, таких как низководородные 7018с.
В нормальных условиях, на открытых и сухих участках эти напряжения уровни относительно безопасны. Естественная сопротивляемость вашей кожи может выдержать молнии, и вы даже не почувствуете ее в перчатках или других средствах индивидуальной защиты.
Однако, если на улице сыро или влажно, вам понадобится VRD. Когда ваша кожа становится влажной от мытья рук или потения в перчатках, сопротивление вашей кожи значительно падает.
Если вы работаете в ограниченном пространстве или вне уровня земли, ВРД тоже нужен. Случайное касание электрода голой кожей контакт с землей может привести к поражению электрическим током, что может быть смертельным, если вы не можете уйти от его источника или он нарушает вашу остаток средств.
Срабатывание VRD и снижение уровня напряжения холостого хода обеспечивают вашу безопасность, поэтому вам не разрешат работать на объекте, если у вас его нет. Они могут быть установлены внутри или снаружи.
Они могут быть установлены внутри или снаружи.
VRD автоматический. Определяет уровень сопротивления напротив сварочного терминала и включается (уменьшая OCV) по мере необходимости.
При высоком уровне сопротивления, например, если воздух, ваши перчатки или даже ваша кожа соприкасаются с выходом машины (электрод держатель для сварки электродом), активируется VRD.
Когда электрод касается заготовки, уровень сопротивления падает, что VRD распознает и выключает, позволяя напряжению холостого хода вернуться к нормальному уровню, чтобы зажечь дугу.
Когда вы закончите сварку и VRD снова обнаружит высокое сопротивление, он снова включится после небольшой задержки.
Хотя VRD автоматически выключается, когда вы начинаете
новый сварной шов, он может реагировать медленно. Задержка в достижении более высокого разомкнутого контура
напряжение означает, что может быть трудно запустить дугу, так как не так много энергии
пробег через машину.
Некоторые электроды, такие как электроды с низким содержанием водорода или целлюлозы, могут зачастую уже сложно заводится, поэтому пробую поразить их с помощью ВРД активный на вашем сварщике может быть настоящей борьбой.
Клавишный VRDЕсли вы работаете сварщиком и путешествуете туда и обратно рабочие места, скорее всего, вы используете свой собственный сварочный аппарат, верно? Итак, вы можете найти немного неудобно, когда ваш VRD включен для работы, особенно если вы не используете это когда вы свариваете дома (в вашем открытом и сухом помещении).
У нас есть решение. В UNIMIG приезжают наши сварщики. с ключом VRD, поэтому вы можете включать его на работе и снова выключать, если у вас есть упорные электроды.
ПРИМЕЧАНИЕ. НЕ выключайте VRD, когда находитесь на объекте. Это не только для вашей собственной безопасности, но и может быть незаконным.
VRD вступает в действие, только если вы свариваете без
курок. Когда вы выполняете сварку электродом или сварку TIG с подъемной дугой/царапанием,
машина живая сразу после включения.
Для сравнения, сварка MIG и высокочастотная сварка TIG требуют нажмите курок, чтобы зажечь дугу. Напряжение не проходит через машина в противном случае, поэтому нет необходимости защищать оператора от превышения Напряжение.
Почти на каждом сварочном аппарате UNIMIG установлен VRD, но он не всегда включен. Например, если вы приобрели Viper 182 Mk II, VRD сработает только тогда, когда аппарат переключится в режим MMA, и никак не повлияет на сварку MIG.
Некоторым людям может не нравиться, что их электродуговые сварные швы трудно начать, но VRD являются важной частью обеспечения безопасности сварщиков во время их работы.
← Просмотреть все статьи
Структура и принцип работы высокочастотного сварочного аппарата
- Главная
- Ресурсы
- Техническая помощь
- Структура и принцип работы высокочастотного сварочного аппарата
Связаться сейчас +86 24 72698866
Мембранный сварочный аппарат представляет собой электромеханическую систему, используемую для реализации высокочастотной сварки. Аппарат для сварки мембран состоит из аппарата для высокочастотной сварки и аппарата для сварки труб. Мембранный сварочный аппарат обычно состоит из двух частей: высокочастотного генератора и питающего устройства. Его роль состоит в том, чтобы генерировать высокочастотный ток и управлять им; формовочная машина состоит из экструдирующей роликовой стойки. Его функция заключается в сдавливании той части, которая расплавляется высокочастотным током.
Аппарат для сварки мембран состоит из аппарата для высокочастотной сварки и аппарата для сварки труб. Мембранный сварочный аппарат обычно состоит из двух частей: высокочастотного генератора и питающего устройства. Его роль состоит в том, чтобы генерировать высокочастотный ток и управлять им; формовочная машина состоит из экструдирующей роликовой стойки. Его функция заключается в сдавливании той части, которая расплавляется высокочастотным током.
1. Высокочастотный генератор: в прошлом высокочастотный генератор, используемый на блоке сварных труб, был трехконтурным, а позже в основном был улучшен до одноконтурного. Существует множество методов регулировки выходной мощности высокочастотного генератора, таких как автотрансформатор, реактивный метод, тиристорный метод и так далее.
2. Питающее устройство: используется для передачи высокочастотного тока в трубку, включая электродные контакты, индукционную катушку и импеданс. Как правило, при контактной сварке используется электродный контакт из износостойкого медно-вольфрамового сплава, а при индукционной сварке используется индукционное кольцо из красной меди. Основным компонентом импеданса является магнитный сердечник, который используется для увеличения индуктивного сопротивления на поверхности трубы, чтобы уменьшить недопустимый ток и повысить скорость сварки. Устройство импеданса использует ферритовый сердечник, и оно требует, чтобы температура точки Кюри была не ниже 310 ℃. Температура точки Кюри является важным показателем магнитопровода. Чем выше температура точки Кюри, тем ближе она будет к сварному шву, и чем она ближе, тем выше будет эффективность сварки.
Основным компонентом импеданса является магнитный сердечник, который используется для увеличения индуктивного сопротивления на поверхности трубы, чтобы уменьшить недопустимый ток и повысить скорость сварки. Устройство импеданса использует ферритовый сердечник, и оно требует, чтобы температура точки Кюри была не ниже 310 ℃. Температура точки Кюри является важным показателем магнитопровода. Чем выше температура точки Кюри, тем ближе она будет к сварному шву, и чем она ближе, тем выше будет эффективность сварки.
3. Система управления частотой предназначена для того, чтобы триод всегда работал на резонансной частоте системы. Резонансная частота определяется путем измерения частоты выходного тока. Затем эта частота используется в качестве сигнала временной развертки для активации транзистора. Плата драйвера транзисторов посылает сигнал каждому транзистору в каждом инверторном модуле для управления включением и выключением транзистора.
4. Регулирование выходной мощности системы индукционного нагрева регулируется выходным током инвертора. Вышеупомянутое управление осуществляется платой управления питанием, используемой для управления драйвером триода.
Вышеупомянутое управление осуществляется платой управления питанием, используемой для управления драйвером триода.
5. Опорное значение выходной мощности задается потенциометром опорной мощности на панели управления IMC или выводится с внешней панели управления в систему управления. После того, как это значение будет передано в системный контроллер, оно будет сравниваться со значением мощности постоянного тока, измеренным системой измерения выпрямительного блока. Контроллер включает в себя функцию квалификации, которая вычисляет новую настройку выходного тока на основе сравнения опорного значения мощности со значением измерения мощности постоянного тока. Установленное значение выходной мощности, рассчитанное контроллером, отправляется на карту управления мощностью, которая определяет выходной ток в соответствии с новым установленным значением.
Новости по теме
- 24 мая 2019 г. Очень важно правильно выбрать припой при использовании аппарата для высокочастотной сварки. Выбор правильного присадочного металла не только улучшит качество сварки изделия, но и…view
- 29 июля 2019 г. Компания Liaoning Yufei High Frequency Equipment Co., Ltd. имеет самых профессиональных техников и лучшее оборудование для тиснения кожи. Ниже приведены 10 основных вещей, которые Yufei скажет вам при использовании: 1. Т…вид
- 13 марта 2019 г. Машина HF широко используется в автомобильной промышленности для внутренней отделки, например, в высокочастотной машине для солнцезащитных козырьков, высокочастотной машине для сварки автомобильных ковров, высокочастотной автомобильной дверной плате … Посмотреть
- 24 мая 2019 г. В настоящее время сварка ПВХ-мембран машина была широко продвинута в ряде индустрии сварки пластмасс. В процессе эксплуатации неизбежны различные дефекты сварки. В этой статье в основном анализируется…view
- October 23, 2017Высокочастотное оборудование не нагревается за счет теплопроводности. Принцип его нагрева понять нетрудно, он находится под действием высокочастотного электрического поля, а молекулы т.
 Выбор правильного присадочного металла не только улучшит качество сварки изделия, но и…view
Выбор правильного присадочного металла не только улучшит качество сварки изделия, но и…view