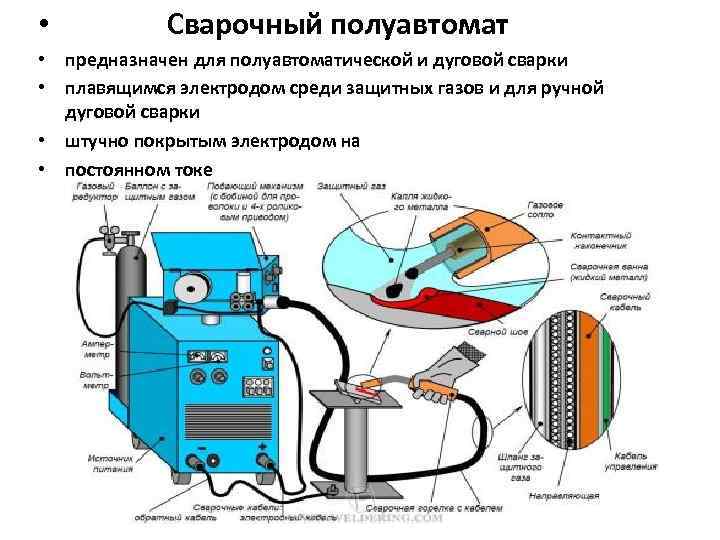
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Содержание
- 1 Что представляет собой полуавтомат
- 2 Как работает полуавтомат
- 3 Режимы полуавтоматической сварки – теория и практика
- 3.1 Механизм подачи
- 4 Основы сварки полуавтоматом
- 4.
 1 Углекислый газ – сварка для начинающих
1 Углекислый газ – сварка для начинающих - 4.2 Сварка без газа – альтернативный вариант
- 4.3 Как сварить стальное изделие полуавтоматом без газа
- 4.
 1 Углекислый газ – сварка для начинающих
1 Углекислый газ – сварка для начинающихЧеловек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариантИспользуя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока.
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Виды и назначение сварочных аппаратов полуавтоматов
Без оборудования для сварки невозможно представить современное производство. Оно необходимо при изготовлении автомобилей, кораблей, железнодорожных вагонов и любых других изделий из металла. А для чего нужен сварочный аппарат в быту, например, на даче? Здесь для него тоже достаточно обширное поле для применения: изготовить забор, установить гаражные петли, починить водопроводную трубу, собрать решетку для армирования фундамента – все это и многое другое можно сделать с помощью сварочного аппарата. При выборе конкретной модели следует обращать внимание на ряд моментов.
В 1883 году в Перми был открыт первый в мире цех, в котором проводились сварочные работы.

Условия работы
Практическое применение полуавтоматической сварки
Выбор сварочного полуавтомата зависит от интенсивности его эксплуатации. Различают следующие виды аппаратов:
- Бытовые. Они не предназначены для продолжительного режима работы. Подключаются к обычной бытовой сети напряжением 220В. Величина рабочего тока устройств не превышает 200А. Назначение сварочных аппаратов этого типа – работа в среде защитного газа или с использованием порошковой проволоки. Обозначение такого метода сварки – MIG/MAG. Для этой цели подойдет, например, BRIMA MIGSTAR 210
.
- Полупрофессиональные. В таких аппаратах сварочный ток может достигать 300А. Как правило, сварка на них ведется стальной проволокой с использованием защитного газа (MIG/MAG) или покрытыми электродами, предназначенными для ручной дуговой сварки. Последний метод сварки называется ММА. Пример полупрофессионального устройства – BlueWeld Vegamig 150/1
. - Профессиональные. Такие аппараты предназначены для продолжительного режима работы и подключаются к трехфазной сети напряжением 380В. Величина максимального сварочного тока устройств – 200-400А. Это универсальные приборы. Помимо методов MIG/MAG и ММА, они предназначены для аргонодуговой сварки вольфрамовыми электродами. Такой метод обозначается TIG. В дополнение к этому некоторые устройства могут работать в режиме импульсной сварки. Пример профессионального аппарата – EWM TAURUS 355 SYNERGIC S MM TDM
.
 Пример полупрофессионального устройства – BlueWeld Vegamig 150/1
Пример полупрофессионального устройства – BlueWeld Vegamig 150/1Расшифровка MIG/MAG
Методы сварки MIG и MAG требуют использования в работе защитного газа:
Выбор напряжения сети
Устройство, работающее от трехфазной сети с напряжением 380В, отличается стабильной работой и обеспечивает хорошее качество шва. Такой сварочный аппарат предназначен, как правило, для промышленного использования. Это оптимальный выбор, но в бытовых условиях указанные параметры питающей сети доступны не всегда. В этом случае достаточно приобрести однофазный полуавтомат, рассчитанный на напряжение 220В. Такие приборы широко представлены в бытовых и полупрофессиональных типах устройств.
Это оптимальный выбор, но в бытовых условиях указанные параметры питающей сети доступны не всегда. В этом случае достаточно приобрести однофазный полуавтомат, рассчитанный на напряжение 220В. Такие приборы широко представлены в бытовых и полупрофессиональных типах устройств.
Важность толщины используемого металла
Еще один важный параметр для выбора – толщина предназначенного для сварки металла. Она оказывает непосредственно влияние на важнейшие характеристики сварочного процесса.
|
Толщина металла, мм |
Диаметр проволоки, мм |
Величина тока, А |
|
0,5-1,5 |
0,6 |
40-100 |
|
0,8-2,5 |
0,8 |
50-180 |
|
1,0-4,0 |
1,0 |
60-250 |
|
1,5-8,0 |
1,2 |
70-350 |
|
2,0-20,0 |
1,6 |
100-500 |
Продолжительность работы
Превышение указанной в документации продолжительности включения (ПВ) полуавтомата сокращает срок его службы. Стандартный цикл работы сварочного аппарата – 10 минут. Если в инструкции указана величина ПВ 30 % 200А, значит при этом токе он может работать 3 минуты, а затем 7 минут отдыхать. После этого цикл повторяется.
Стандартный цикл работы сварочного аппарата – 10 минут. Если в инструкции указана величина ПВ 30 % 200А, значит при этом токе он может работать 3 минуты, а затем 7 минут отдыхать. После этого цикл повторяется.
Выбор номинального сварочного тока
При функционировании на номинальном сварочном токе полуавтомат работает не перегреваясь. Выбирать его рекомендуется с запасом не менее 50 %. Если для сварки изделий толщиной 1,5 мм достаточным будет рабочий ток 100А, приобретать следует прибор с номинальным током 150А.
Трансформаторный или инверторный полуавтомат
Наиболее распространенными типами полуавтоматов являются трансформаторные и инверторные устройства. Первые отличаются надежностью и невысокой ценой. При этом они имеют высокий вес и энергопотребление. Научиться работать с ними достаточно сложно. Такие приборы стоит использовать, если не предполагается их частое перемещение.
Инверторные полуавтоматы имеют небольшой вес и габариты, обеспечивая хорошее качество швов. Научиться работать на них достаточно просто. При этом такие приборы дороже трансформаторных, чувствительны к влаге, пыли, низким температурам и скачкам напряжения.
Научиться работать на них достаточно просто. При этом такие приборы дороже трансформаторных, чувствительны к влаге, пыли, низким температурам и скачкам напряжения.
Воспользовавшись указанными выше советами, можно подобрать сварочный полуавтомат в соответствии с предполагаемыми условиями использования и видом работ.
Разница между ручной, полуавтоматической, машинной и автоматической сваркой
Оставить комментарий / ASME Раздел IX / Автор Потрясающий мир сварки
В этой статье мы обсудили разницу между сварщиком и оператором сварки, цель их квалификации и то, как раздел IX ASME разделил сварку на ручную, полуавтоматическую, машинную и автоматическую сварку.
Раздел IX ASME устанавливает требования к квалификации персонала, занимающегося сваркой. В разделе IX персонал, занятый сваркой, разделен на сварщика и оператора сварки и приведены различные критерии и переменные для их квалификации.
Цель аттестации рабочих характеристик Целью аттестации сварщиков является определение способности человека, использующего процесс соединения материалов, производить надежное соединение.
Основным критерием квалификации оператора является определение способности оператора правильно управлять оборудованием для получения надежного соединения.
Сварщик и оператор сварки ОпределениеЧто такое сварщик: Тот, кто выполняет ручную или полуавтоматическую сварку, называется сварщиком.
Что такое оператор сварки: Тот, кто управляет машиной или автоматическим сварочным оборудованием, называется оператором сварки.
Как определено выше, сварщик и оператор сварки зависят от используемого метода сварки. Итак, чтобы понять разницу между сварщиком и сварщиком, нужно понимать разницу между ручной, полуавтоматической, машинной и автоматической сваркой. Мы описали эти термины ниже с картинками, чтобы разницу можно было легко понять:
Разница между ручной, полуавтоматической, машинной и автоматической сваркой Ручная сварка: Ручная сварка — это метод сварки, при котором все операции сварки контролируются вручную, т. е. управляется только руками. Для управления этим оборудованием не используются никакие механические устройства. Примерами этого метода являются SMAW и ручная дуговая сварка в среде защитного газа.
е. управляется только руками. Для управления этим оборудованием не используются никакие механические устройства. Примерами этого метода являются SMAW и ручная дуговая сварка в среде защитного газа.
Полуавтоматическая сварка: Полуавтоматическая сварка — это сварка, при которой используемое оборудование управляет подачей присадочного металла, но продвижение сварки контролируется вручную, т. е. механизм подачи проволоки прикреплен к сварочному оборудованию, которое непрерывно продвигает присадочный металл через сварочную горелку и горелка управляется вручную для сварки. Примерами этого метода сварки являются сварка FCAW, GMAW и GTAW с устройством подачи пламени, как показано на рисунке ниже.
Полуавтоматическая сварка GMAW Машинная сварка: Машинная сварка определяется как сварка, выполняемая с помощью оборудования, которое имеет элементы управления, которые могут регулироваться оператором сварки или регулироваться под руководством оператора сварки в ответ на изменения условий сварки. Горелка, пистолет или электрододержатель удерживаются механическим устройством, т. е. в этом методе все сварочные операции контролируются либо механическими, либо электронными устройствами, и операторы сварки могут вручную изменять во время сварки конфигурацию сварочного соединения для создания звука. сварка. Примерами этого метода сварки являются SAW, GMAW, FCAW и GTAW, когда горелка и удерживается механически, а подача присадочного металла контролируется электронным способом, а операторы сварки вручную изменяют параметры только тогда, когда это необходимо для получения качественного сварного шва. На рисунке ниже показана операция машинной сварки.
Горелка, пистолет или электрододержатель удерживаются механическим устройством, т. е. в этом методе все сварочные операции контролируются либо механическими, либо электронными устройствами, и операторы сварки могут вручную изменять во время сварки конфигурацию сварочного соединения для создания звука. сварка. Примерами этого метода сварки являются SAW, GMAW, FCAW и GTAW, когда горелка и удерживается механически, а подача присадочного металла контролируется электронным способом, а операторы сварки вручную изменяют параметры только тогда, когда это необходимо для получения качественного сварного шва. На рисунке ниже показана операция машинной сварки.
Автоматическая сварка: Автоматическая сварка определяется как когда сварка выполняется с помощью оборудования, которое выполняет сварочные операции без регулировки органов управления сварщиком, т.е. оператору сварки не требуется контролировать параметры в этой технике во время выполняется сварка вместо программы до начала сварки, в которой параметры сварки задаются заранее и выполняются сварочным оборудованием автоматически в процессе. Примером этого вида сварки является роботизированная сварка, в которой программа сохраняется перед сваркой, и оператору нужно просто запустить программу, и все сварочные действия будут выполняться автоматически. Погрузку и разгрузку нельзя производить с помощью сварочного оборудования. Изображение ниже описывает автоматическую сварку
Примером этого вида сварки является роботизированная сварка, в которой программа сохраняется перед сваркой, и оператору нужно просто запустить программу, и все сварочные действия будут выполняться автоматически. Погрузку и разгрузку нельзя производить с помощью сварочного оборудования. Изображение ниже описывает автоматическую сварку
Ссылка на определение взята из раздела IX ASME BPVC, AWS 3.0 и BS 499-1. Вы можете проверить эти коды для применимых стандартных определений.
Также посетите другие наши сообщения по ссылкам ниже для получения дополнительной информации
Что такое ручная, полуавтоматическая, механизированная и автоматическая сварка?0059
Классификация процессов сварки на основе степени механизации
Процессы сварки обычно классифицируются по степени механизации с помощью кода (например, ASME Section IX или AWS D1.1) и стандартов (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором в процессе сварки.
Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки и обращение с заготовкой. В соответствии с этой классификацией выделяют четыре основных типа сварочных процессов:
- Ручная сварка
- Полуавтоматическая сварка
- Полностью механизированная или машинная сварка
- Автоматическая сварка
Введение в сварку для IWE, IW… , Подготовка к курсам AWS CWI и CSWIP
Изображение предоставлено SLV DuisburgРучная сварка
Ручная сварка обозначается как (m) в соответствии с «DIN-1910: Сварка и родственные процессы — Словарь — Часть 100: Процессы сварки металлов» или DIN EN 14610 : 2005.
В режиме ручной сварки вся операция сварки контролируется рукой во время сварки. Подача и направление электрода, перемещение горелки и обращение с заготовкой.
SMAW или сварка электродом представляет собой пример операции ручной сварки, как показано на рисунке ниже. Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Полуавтоматическая сварка
При полуавтоматической сварке движение сварочной горелки или горелки управляется сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Сварщик перемещает горелку только во время сварки, а сварочная проволока подается автоматически из механизма подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик несет ответственность только за перемещение горелки и обращение с заготовкой. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью органов управления (движение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручное перемещение сварщиком.
Аналогичным образом, машинная сварка определяется как тип сварки, при котором операторы сварки управляют сваркой с помощью элементов управления (регулируя движение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
- Запуск и управление сварочной дугой,
- Подача сварочной электродной проволоки в дугу и
- Скорость перемещения и вращение заготовки.
Контроль скорости сварки, направления сварки и равномерной подачи очень важен для хорошего качества. Любая неправильная траектория перемещения, ненужные колебания горелки и неравномерная скорость перемещения могут привести к ухудшению качества сварки и повлиять на внешний вид и качество сварочного валика.
GMAW, а также FCAW могут быть полностью механизированы при условии установки машины специального назначения, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень полезны при массовом производстве, когда горелка закрепляется на токарном станке и свариваются кольцевые швы. Другие сварочные системы используются при сварке трубопроводов с использованием специальных сварочных аппаратов с использованием процессов GMAW и FCAW.
Роботизированная сварка
Роботизированная сварка — это тип сварки, при котором движение горелки, подача проволоки, а также манипулирование заготовкой автоматизированы. Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Манипуляции со свариваемыми деталями также автоматизированы и не требуют ручного управления.