Сварочные инверторы. Схемы подключения высокочастотных преобразователей
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Содержание:
- Система полумост с ШИМ
- Резонансный полумост
- Ассиметричный или «косой» мост
- Полный мост с ШИМ
- Резонансный мост
- Полный мост с дросселем рассеивания
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Система полумост с ШИМ
Блок схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных. «Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
«Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, то для их нормальной работы необходимо ставить драйверы. Это связано с тем, что при работе в таком режиме, транзисторам необходим высококачественный управляющий сигнал. Также обязательно наличие безтоковой паузы, чтоб не допустить одновременное открытие транзисторов, результатом чего станет выход последних из строя.
Резонансный полумост
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
Резонансный полумост будет немного проще, чем полумост с ШИМ.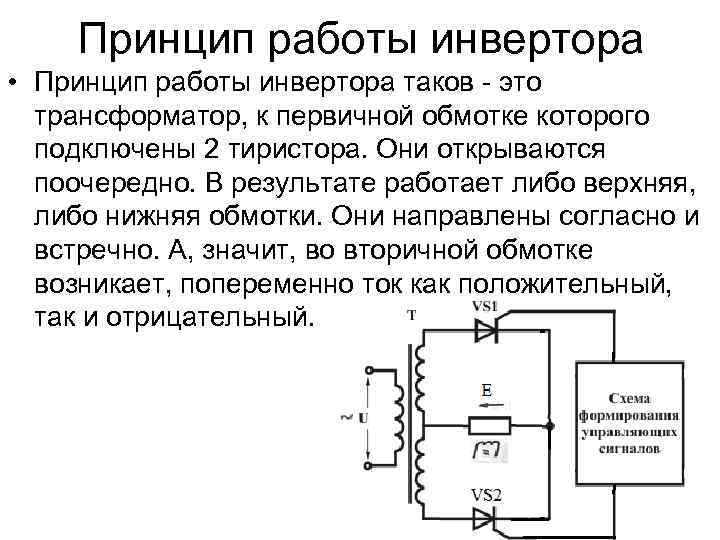 Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
В данном случае можно обойтись без токовой защиты, а форма вольт-амперной характеристики ВАХ будет иметь падающий вид, что не требует ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и соответственно сможет достигать довольно таки значительных величин, в случае, когда возникнет короткое замыкание КЗ. Данное свойство положительно влияет на поджиг и горение дуги, но и его также необходимо учитывать при подборе выходных диодов.
Как правило, выходные параметры регулируются изменением частоты. Но и регулирование фазное тоже дает немного своих плюсов и является более перспективным для сварочных инверторов. Он позволяет обойти такое неприятное явление как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Применение фазовой регулировки может позволить изменять выходной ток в диапазоне от 0 до Imax.
Ассиметричный или «косой» мост
Это однотактный, прямоходовой преобразователь, блок схема которого приведена ниже:
Данный тип преобразователя довольно популярен как у простых радиолюбителей, так и у производителей сварочных инверторов. Самые первые сварочные инверторы строились именно по таким схемам – асимметричный или «косой» мост. Помехозащищенность, довольно широкий диапазон регулирования выходного тока, надежность и простота – эти все качества до сих пор привлекают производителей до сих пор.
Довольно высокие токи, проходящие через транзисторы, повышенное требование к качеству управляющего импульса, что приводит к необходимости использовать мощные драйвера для управления транзисторами, а высокие требования к выполнению монтажных работ в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышают требования к конденсаторным фильтрам – это существенные недостатки такого типа преобразователя. Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Но несмотря на выше перечисленные недостатки и низкий КПД устройства по схеме асимметричный или «косой» мост все еще применяются в сварочных инверторах. В данном случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В данном случае накопление энергии будет происходить не в трансформаторе, а в катушке дросселя Др1. Именно поэтому для того, чтоб получить одинаковую мощность с мостовым преобразователем необходим удвоенный ток через транзисторы, так как рабочий цикл при этом не будет превышать 50%. Более подробно данную систему мы рассмотрим в следующих статьях.
Полный мост с ШИМ
Представляет собой классический двухтактный преобразователь, блок схема которого показана ниже:
Данная схема позволяет получать мощность в 2 раза больше, чем при включении типа полумост и в 2 раза больше чем при включении типа «косой» мост, при этом величины токов и соответственно потери во всех трех случаях будут равны.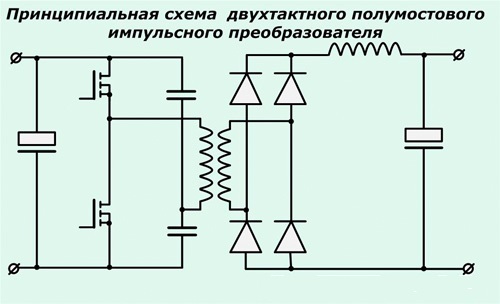 Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Для того, чтоб получить одинаковые мощности с полумостом (напряжение раскачки 0,5Uпит.) необходим ток в 2 раза! меньше чем для случая полумоста. В схеме полного моста с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при изменении полярности. Через трансформатор тока отслеживают и контролируют значения амплитудное тока протекающего через эту диагональ. Для его регулирования есть два наиболее часто применяемые способы:
- Оставить неизменным напряжение отсечки, а изменять только длину импульса управления;
- Проводить изменения уровня отсекающего напряжения по данным с трансформатора тока при этом оставляя неизменным длительность импульса управления;
Оба способа могут позволить проводить изменения выходного тока в довольно больших пределах. У полного моста с ШИМ недостатки и требования такие же, как и у полумоста с ШИМ. (Смотри выше).
(Смотри выше).
Резонансный мост
Является наиболее перспективной схемой высокочастотного преобразователя для сварочного инвертора, блок схема которого показана ниже:
Резонансный мост не сильно отличается от полного моста с ШИМ. Разница заключается в том, что при резонансном подключении последовательно с обмоткой трансформатора подключают резонансную LC цепочку. Однако ее появление в корне меняет процесс перекачки мощности. Уменьшатся потери, увеличится КПД, снизится нагрузка на входные электролиты и электромагнитные помехи уменьшатся. В данном случае драйверы на силовые транзисторы нужно применять только в случае если будут использованы MOSFET транзисторы, которые имеют емкость затвора более 5000 pF. IGBT могут обойтись лишь наличием импульсного трансформатора. Более подробные описания схем будут приводится в следующих статьях.
Управление выходным током может производится двумя способами – частотным и фазовым. Оба эти способы описывались в резонансном полумосте (смотри выше).
Полный мост с дросселем рассеивания
Схема его ничем практически не отличается от схемы резонансного моста или полумоста, только вместо резонансной цепи LC последовательно с трансформатором включают не резонансную LC цепь. Емкость С, примерно С≈22мкф х 63В, работает как симметрирующий конденсатор, а индуктивное сопротивление дросселя L как реактивное сопротивление, величина которого будет линейно изменятся в зависимости от изменения частоты. Преобразователь управляется частотным способом. Как известно нам с электротехники, при увеличении частоты напряжения сопротивление индуктивности возрастет, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов строят по такому принципу ограничения выходных параметров.
АО “Лаборатория электроники”
- Главная
- Продукция
- Сварочное оборудование
- Сварочные источники
- Сварочный аппарат переменного тока DC320AС-ЛЭ
Сварочный инвертор переменного тока DC320AC предназначен для использования в качестве источника тока при аргонодуговой сварке алюминия и его сплавов. Переменный сварочный аппарат может быть использован как самостоятельно, так и в составе автоматических установок.
Переменный сварочный аппарат может быть использован как самостоятельно, так и в составе автоматических установок.
Особенности аргонодугового сварочного аппарата ac dc DC320AC
- Диапазон выходного тока от 1 до 320А
- ПВ 100% во всем диапазоне выходных токов
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Отсутствие пульсаций выходного тока и напряжения как в диапазоне частоты сети, так и в диапазоне частот работы инвертора
- Малое время установления выходного тока, позволяющее обеспечить формирование импульсов от 1мс
- Стрелочные индикаторы тока сварки и напряжения дуги, прошедшие первичную первичную проверку в РОСТЕСТ
- Защита от перегрева и перекоса фаз
- Управление с помощью дистанционного пульта
- Простое управление при встраивании в сварочные комплексы с помощью дискретных сигналов «включение» и «инверсия тока» и двухполярного аналогового сигнала «Ток»
- Встроенный или внешний осциллятор
- Система поддержания горения дуги на переменном токе
- Встроенная или внешняя система управления расходом защитного газа
- Стандартный корпус высотой 8U для установки в 19″ стойку
- Встроенный модулятор для изменения полярности выходного сигнала
Для обеспечения высокой надежности источника тока в силовой части применена схема фазосдвигающего моста с двумя встречно включенными трансреакторами и удвоением выходного тока.
Схема сварочного аппарата переменного тока
Сварочный аппарат для поддержания горения дуги на переменном токе имеет две системы стабилизации дуги на переменном токе. Первая аппаратная система при переключении полярности всегда формирует поджигающий импульс 400В. Вторая программная система в случае, если в течение 0,5мс после смены полярности не зажглась дуга, формирует импульс осциллятора 5кВ. Эти решения позволяют осуществлять качественную сварку алюминия без подготовки поверхности.
Основное назначение источника – работа в составе автоматизированных и роботизированных сварочных комплексов. В отличии от зарубежных аналогов источник для управления не имеет сложных цифровых шин с закрытыми протоколами, а управляется тремя сигналами: аналоговое задание тока, сигнал полярности тока и дискретный сигнал включения тока. При использовании источников Fronius, ESAB,KEMPPI, LORCH, LINCOLN ELECTRIC и других в составе автоматизированных комплексов возникает проблема с управлением выходным током при плавном нарастании тока в начале сварки, плавном снижении для заварки кратера или при шагоимпульсных режимах, требующих синхронного управления током, скоростью сварки, скоростью присадочной проволоки и поперечными колебаниями. Как правило все зарубежные производители сварочных источников сами или в кооперации производят сложные сварочные комплексы и навязывают свои услуги по автоматизации при покупке источников. В этом случае все специальные режимы обеспечиваются за счет специальных скоростных шин между сварочным источником и остальным оборудованием.
Важным преимуществом является применение стрелочных индикаторов выходного тока и напряжения, что позволяет применять источник на объектах, требующих применения поверенных средств измерения. Реальные значения тока и напряжения дополнительно выводятся на разъем в аналоговом виде.
Реальные значения тока и напряжения дополнительно выводятся на разъем в аналоговом виде.
Декларация соответсвия ТС N RU Д-RU.АЛ92.В.18342
Декларация DC320AC.pdf
Технические характеристики
|
Параметр |
Значение |
|
Напряжение питания первичной трехфазной сети, B |
380±15% |
|
Максимальная потребляемая мощность, кВт |
28 |
|
Номинальный выходной ток, А |
320 |
|
ПН при токе 160А, % |
100 |
|
Диапазон регулировки выходного тока, А |
2…320 |
|
Напряжение холостого хода, В |
120±20 |
|
Частота переменного выходного тока, Гц |
0. |
|
Напряжение на выходе при ограничении холостого хода, В |
12 |
|
Температура окружающей среды, °С |
0…+45 |
|
Габаритные размеры (дшв), мм |
520х440х540 |
|
Вес, кг |
60 |
 5…5000
5…5000
Информация для заказа:DC320-_._._AC
Первая цифра: 0- без внешнего пульта управления, 1- пуль внешнего управления в непрерывном режиме, 2- пульт внешнего управления с импульсным режимом.
Вторая цифра: 0 – без встроенного осциллятора, 1 – встроенный осциллятор
Третья цифра: 0 – без системы управления газом, 1 – газовый клапан для включения защитного газа, 2 – система регулирования расхода газа от 1 до 25 л/мин.
Два источника в шкафу 19″
[PDF] Сварка постоянным и импульсным постоянным током с одним преобразователем title={Сварка постоянным и импульсным постоянным током с одним преобразователем}, автор = {Манохаран Тамодхаран и Ханс-Питер Бек и Альбрехт Вольф}, journal={Журнал сварки}, год = {1999}, объем={78} }
- М. Тамодхаран, Х. Бек, А. Вольф
- Опубликовано в 1999 г.
- Материаловедение, инженерия
- Welding Journal
Обычными источниками питания с электронным управлением для сварки постоянным и импульсным постоянным током (DC) являются преобразователи и транзисторные источники питания. При сварке на постоянном постоянном токе с преобразователем обычно применяют один полностью или полууправляемый трехфазный мостовой преобразователь. Для импульсной сварки постоянным током один полупериодный выпрямитель подключается параллельно трехфазному мостовому преобразователю для получения желаемого импульсного постоянного тока с разной периодичностью импульсов…
files. aws.org
aws.org
Сварка TIG на постоянном и импульсном постоянном токе с масштабируемым источником питания
Модуль с несколькими двухфазными резонансными преобразователями, подключенными параллельно, является выбранной архитектурой для источника питания для сварки TIG, и результаты показывают качество сварки. и близкий к единице коэффициент мощности.
Аппараты для сварки TIG
Разработан новый источник питания постоянного и импульсного постоянного тока для сварки TIG. Силовые модули, соединенные параллельно с чередованием, обеспечивают масштабируемый выходной ток без уменьшения одиночного…
Выбор параметров сварки газовой металлической дуги импульсного тока
- P. Palani, N. Murugan
Материаловая наука
- 2006
Реконструкция зажигания общепринятого конвертера
- 9009 Гуля. Sarul, R. Gulgun, Hulya Obdan
Engineering
- 2006
В этой статье представлены два разных новых источника тока возбуждения на базе силовой электроники для существующего традиционного сварочного преобразователя. Предлагаемые схемы смоделированы с помощью Lab-VIEW 1200 AI…
Предлагаемые схемы смоделированы с помощью Lab-VIEW 1200 AI…
Новый инвертор для дуговых сварочных машин
- Jianmin Wang, Sen-Tung Wu
Материалогические науки, инженер
IEEE Транзакции на промышленной электронике
- 2015
к машинам для дуговой сварки и может сохранять энергию, накопленную в соединенном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования машины для дуговой сварки.
Влияние параметров импульса на динамику переноса капель и характеристики теплообмена при импульсной дуговой сварке металлическим электродом в газе
Влияние параметров импульса на качество сварного шва при дуговой сварке металлическим электродом в импульсном газе: обзор
- К. Пал, Сурья К. Пал
Материаловедение
- 2011
Качество сварного шва включает геометрию валика и его микроструктуру, которые влияют на механические свойства сварного шва. Крупнозернистая микроструктура шва, более высокая зона термического влияния и более низкая…
Крупнозернистая микроструктура шва, более высокая зона термического влияния и более низкая…
Поведение зарядной инерционной батареи в процессе коммутации сварочной дуги с переменной полярностью процесс коммутации был…
Исследование сварки магниевого сплава AZ31B
- G. Song, P. Wang, L. Liu
Материаловедение
- 2010
Abstract Сварку магниевого сплава АЗ31Б осуществляют импульсной сваркой металлов в среде инертного газа переменным током (АС-ПМИГ) с диаметром присадочной проволоки 1,6 мм. Типичная форма волны тока используется для…
Прогнозирование наплавки металла по характеристикам звука дуги и температуры сварного шва при импульсной сварке MIG
- K. Pal, S. Bhattacharya, Surjya K. Pal
Материаловедение
- 2004
Эффективность наплавки является важным экономическим фактором, таким как производительность и качество сварки при дуговой сварке металлическим электродом в среде защитного газа (GMAW). Существует тесная взаимосвязь между звуковыми сигналами дуги и дугой…
Существует тесная взаимосвязь между звуковыми сигналами дуги и дугой…
с показателем 1-9 из 9 ссылок
Основы мощной электроники
- R. Erickson, D. Maksimović
Engineering
- 2001
Converter КПД, мощность и гармоники в несинусоидальных системах.
Тиристоры, теория и применение
- Р. К. Суганди, К. Суганди
Материаловедение
- 1981
Thyristor Phase-Controlled Converters and Cycloconverters: Operation, Control, and Performance
- B. Pelly
Engineering
- 1971
Fundamentals of Power Electronics, Teubner-Verlag
- 1991
Цепи преобразователя. Springer-Verlag, Берлин, Германия
- 1962
Сварщик в среде защитного газа, часть II: сварка MIG/MAG, Deutscher Verlag für Schweisstechnik
- 1990
Концепция управления для дуговой сварки
Немецкий патентный офис, номер заявки DE
- 1998
Справочник по сварке, части II: основы электроэнергии, печень Verlag für Schweisstechnik, Дюссельдорф, Германия
- 1970
Справочник по сварке, часть I: Дуговая сварка, Deutscher Verlag für Schweisstechnik
- 1991
Новая и упрощенная реализация цифрового мощного импульсного источника питания для сварки MIG с резонансным преобразователем LLC
Расширенный поиск
Чтобы прочитать этот контент, выберите один из следующих вариантов:
Кайюань Ву (Школа машиностроения и автомобилестроения, Южно-Китайский технологический университет, Гуанчжоу, Китай)
Хао Хуан (Школа машиностроения и автомобилестроения Южно-Китайского технологического университета, Гуанчжоу, Китай)
Цзивэй Чен (Школа машиностроения и автомобилестроения, Южно-Китайский технологический университет, Гуанчжоу, Китай)
Мин Цзэн (Школа машиностроения и автомобилестроения, Южно-Китайский технологический университет, Гуанчжоу, Китай)
Тонг Инь (Школа машиностроения и автомобилестроения Южно-Китайского технологического университета, Гуанчжоу, Китай)
Цепной мир
 “> ISSN :
0305-6120
“> ISSN :
0305-6120
Дата публикации статьи: 29 сентября 2022 г.
Загрузки
Аннотация
Цель
Целью этой статьи является преодоление ограничений, связанных с низкой эффективностью, низкой плотностью мощности и сильными электромагнитными помехами (ЭМП) существующих импульсных источников питания для сварки в среде инертного газа (MIG). Таким образом, в данной работе предлагается новая и упрощенная реализация цифрового мощного импульсного источника питания для сварки MIG с резонансным преобразователем LLC.
Проект/методология/подход
Простая параллельная полномостовая структура резонансного преобразователя LLC используется для проектирования цифрового источника питания с высоким сварочным током, низким напряжением дуги, высоким напряжением холостого хода и широким диапазоном дуговых нагрузок, эффективно использование резонансного преобразователя LLC с переменной нагрузкой и большой мощностью.
Выводы
Эффективность каждого преобразователя может достигать до 92,3% при номинальных рабочих условиях. Примечательно, что при предложенной схеме изменение тока короткого замыкания в 300 А может стабилизироваться на уровне 60 А в течение 8 мс. Кроме того, испытание импульсной сварки МИГ показывает, что может быть реализован стабильный процесс сварки с пиковым током 280 А и может быть получен хорошо сформированный сварной шов, что подтверждает возможность использования резонансного преобразователя LLC для импульсного источника питания для сварки МИГ.
Оригинальность/ценность
Высокий КПД, высокая удельная мощность и слабые электромагнитные помехи резонансного преобразователя LLC способствуют дальнейшей оптимизации импульсного источника питания для сварки MIG. Следовательно, высокоэффективный источник питания для сварки реализуется за счет использования достаточных преимуществ резонансного преобразователя LLC, который может обеспечить поддержку оборудования для изучения более эффективных процессов импульсной сварки MIG.
Ключевые слова
- Блок питания
- Импульсная сварка МИГ
- Полномостовой LLC-резонансный преобразователь
- Параллельное соединение
- Цифровой
Благодарности
Финансирование : Эта работа была поддержана Национальным фондом естественных наук Китая (грант № 51205136), Фондом фундаментальных и прикладных фундаментальных исследований провинции Гуандун (грант № 2021A1515010678, 2022A1515010255), Специальным фондом проекта конкурсного распределения Комплексное стратегическое сотрудничество Китайской академии наук провинции Гуандун (грант № 2013B091500082), Фонды фундаментальных исследований для центральных университетов (Ключевая программа) (Грант № 2015ZZ084), Проект планирования науки и технологий Гуанчжоу (Грант № 201604016015) и Китайский стипендиальный совет (Грант № 201606155058).