Чертежи сварочного стола: разные варианты исполнения
Вопросы, рассмотренные в материале:
- Основные требования к сварочному столу
- Материалы для сварочного стола
- Чертежи с размерами для сварочных столов
- Пример изготовления сварочного стола из профильной трубы
- Готовые чертежи сварочного стола для лазерной резки
Чертежи сварочного стола позволят продумать размеры, сделать рабочее место максимально комфортным для сварщика, что положительно скажется на качестве готовых изделий. Основной материал для изготовления стола – металл. Могут использоваться профиль и перфорированные листы.
Кроме размеров стола, чертеж позволяет продумать дополнительные детали – учесть заземление, расположение подсветки, полочки для хранения принадлежностей, поддон для отходов и другие элементы. Более подробно о типах чертежей сварочного стола читайте в нашем материале.
Основные требования к сварочному столу
В первую очередь, сварочный стол должен быть прочным, изготовленным из материалов, неподверженных горению и способных справляться с высокими температурами.
При подготовке индивидуального чертежа и дальнейшем изготовлении сварочного стола важно учитывать следующие факторы:
- Высота конструкции. Мастера осуществляют сварку преимущественно стоя, из-за чего при разнице в росте, наличии привычки проводить ряд операции сидя может возникнуть необходимость в изменении высоты стола. По нормам, она должна быть в пределах 650–800 мм.
- Габариты столешницы. Небольшие детали могут свариваться на столе с рабочей поверхностью 60х60 см, тогда как при работе с очень громоздкими предметами окажется мал даже стол 2х1,5 м.
- Нагрузочная способность. Речь идет о распределенной нагрузке на столешницу и максимальной нагрузке на ножки, которых в небольших изделиях четыре, а в крупных их число может доходить до восьми.
 Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением. - Возможность перемещения стола. Бывает, что его приходится двигать по помещению и даже использовать на улице. Тогда в чертеже сварочного стола рекомендуется предусмотреть колесики со стопором.
- Дополнительные элементы. Речь идет о полках, подвесах для инструментов, ящиках под расходники. Также могут устанавливаться щитки, специализированные светильники, вытяжки, пр.
 Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.Сварщик сам выбирает определенную модель стола на основании своих потребностей и тонкостей проведения запланированных операций.
Материалы для сварочного стола
Силовую раму обычно изготавливают из металла. Для мобильной модели подойдет жесткая сварная конструкция, состоящая из профильной трубы сечением 60х60 мм со стенкой толщиной 2 мм. Боковые части рамы усиливают арматурным прутком. Столешницу рекомендуется сделать из профиля сечением 60х140 мм. В результате получается изделие весом 150–200 кг – такая масса обеспечивает требуемую нагрузочную способность.
Для мобильной модели подойдет жесткая сварная конструкция, состоящая из профильной трубы сечением 60х60 мм со стенкой толщиной 2 мм. Боковые части рамы усиливают арматурным прутком. Столешницу рекомендуется сделать из профиля сечением 60х140 мм. В результате получается изделие весом 150–200 кг – такая масса обеспечивает требуемую нагрузочную способность.
Необходимо подчеркнуть, что для создания конструкции сварочного стола по чертежу могут применяться только трубы с толщиной стенки от 2 мм. Дело в том, что изделие со стенкой 1,5 мм оказывается недостаточно прочным при сварке крупных заготовок.
VT-metall предлагает услуги:
Может использоваться как замкнутый профиль, так и швеллер и иной подобный вид проката.
Большинство сварочных столов не имеет монолитной столешницы – рабочая поверхность должна быть с просветами. Последние позволяют фиксировать детали струбцинами и прочими механизмами на время работы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Столешница может как состоять из полос, так и иметь перфорацию. Во втором случае ее изготавливают из стальной полосы либо листа толщиной от 8–10 мм, но лучше, чтобы данный показатель был еще больше. Оптимальным диаметром отверстий считается 10–25 мм. За счет более толстого металла наращивается вес конструкции, что обеспечивает ее устойчивость, лучшее распределение нагрузки по площади рабочей поверхности. Однако с увеличением толщины столешницы необходимо выбирать большее сечение и толщину стенки профиля для ножек, что также важно учитывать при подготовке чертежа сварочного стола.
Во втором случае ее изготавливают из стальной полосы либо листа толщиной от 8–10 мм, но лучше, чтобы данный показатель был еще больше. Оптимальным диаметром отверстий считается 10–25 мм. За счет более толстого металла наращивается вес конструкции, что обеспечивает ее устойчивость, лучшее распределение нагрузки по площади рабочей поверхности. Однако с увеличением толщины столешницы необходимо выбирать большее сечение и толщину стенки профиля для ножек, что также важно учитывать при подготовке чертежа сварочного стола.
Небольшие заготовки обычно не закрепляют, поэтому для их сварки рабочая поверхность может изготавливаться из металлических листов толщиной 8–20 мм. Для изготовления полок и дна ящиков под относительно легкие предметы выбирают металлическую сетку либо сплошной или перфорированный лист металла меньшей толщины, чем у столешницы.
Иногда может использоваться ОСБ, толстая фанера для неответственных полок. Стоит пояснить, что под последними понимают полки, на которые не попадают искры и не размещаются горячие предметы.
Если планируется хранить под столом материалы, оборудование, которое может пострадать от избыточного нагрева, рекомендуется обеспечить столешницу теплоизоляцией. Для этих целей подойдут негорючие базальтовая или минеральная вата, базальтовый картон, асбест.
Чтобы полки и ящики из дерева или других горючих материалов не пострадали от искр и окалины, их прикрывают металлическими листами толщиной до 5 мм.
Ножки передвижных столов оснащаются стопором, кроме того, сами опоры должны подбираться в соответствии с массой конструкции. На небольших изделиях, редко используемых в процессе сварки, могут устанавливаться нестопорящиеся колесики.
Чертежи с размерами для сварочных столов
Приведенные далее модели и варианты чертежей сварочных столов с фото имеют разную сложность изготовления, компоновку, материалы.
- Простейший стол для сварочных работ.
Данная конструкция обладает небольшими размерами и нагрузочной способностью, но позволяет обрабатывать некрупные детали, если их необходимо закрепить в тисках либо струбцинами.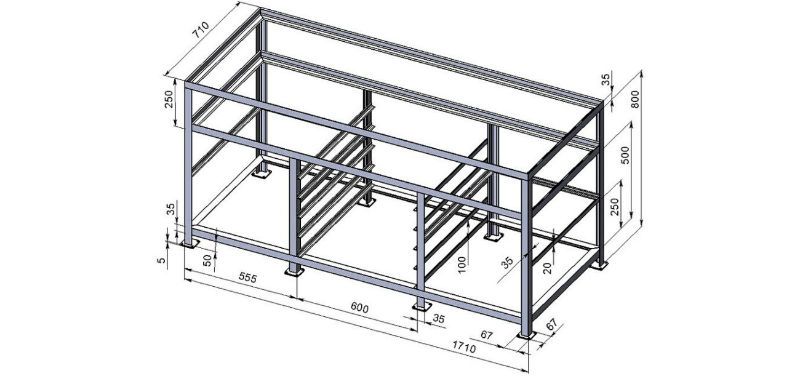
Опоры изделия состоят из уголка с параметрами 60х60х670 мм. Для обвязки или царги используют полосу с сечением 20х100 мм. Длина двух фрагментов (по большей стороне) составляет 1 000 мм, двух других (по короткой стороне) – 620 мм. Полосы привариваются к внешней части уголка таким образом, чтобы верхний край полосы оказался на 20 мм над верхним краем уголка.
Внутрь жесткой рамы, которую формируют опоры стола с обвязкой, укладываются и привариваются полосы толщиной 20 мм, длиной 580 мм и шириной 100–150 мм. Последний показатель может варьироваться, поскольку подобный разбег не является критичным. Чтобы усилить конструкцию, иногда добавляют поперечины в 200–300 мм от пола. Их можно изготовить из уголка, чтобы при необходимости разместить поверх них полку.
Столешницу формируют из профильной трубы либо полос металла толщиной 30 мм. Когда чертеж сварочного стола предусматривает для этих целей трубу, ее торцы закрывают при помощи пластин. Также лучше оставить между полосами расстояние в пределах 20–30 мм, ведь за счет него удается закреплять детали на любой части стола.
- Мобильный сварочный столик на колесах.
Перед нами квадратный стол небольших размеров с предусмотренной полкой. Он оказывается наиболее удобен при осуществлении сварки в разных частях помещения или участка. Конструкция выше стандартной, поскольку предполагается, что за таким столом будут работать стоя.
Данная модель обладает даже меньшей нагрузочной способностью, чем предыдущая, так как рабочая поверхность изготовлена из металлического листа толщиной 3 мм. Уголок ножек имеет аналогичные параметры.
Согласно чертежу данного сварочного стола, уголок ножек размещают внутри обвязки из уголка – таким образом удается стабилизировать изделие и придать ему более аккуратный внешний вид.
Столик перемещают при помощи стандартных поворотных колесиков без стопора. Для этой цели вполне подойдут металлические колесики для мебели.
- Сварочный стол на регулируемых опорах с перфорированной столешницей.
Здесь представлен сборочно-сварочный стол, ведь за счет предусмотренной чертежом перфорации на столешнице удается закрепить все необходимые приспособления, призванные упростить монтаж. Данная конструкция может использоваться во время столярных работ, гибки дерева, металла, ремонтных работ, пр.
Данная конструкция может использоваться во время столярных работ, гибки дерева, металла, ремонтных работ, пр.
Металлическая столешница с перфорацией отличается толщиной не менее 3 мм и минимальным шагом отверстий по сетке 100х100 мм. Также важно, чтобы отверстия имели диаметр 10–25 мм, конкретный показатель зависит от метода фиксации заготовок и применяемых мастером струбцин. В листе с перфорацией делают пазы шириной 10 мм, чтобы установить с тыльной стороны усиливающие пластины и прикрепить бортики.
В чертеже такого сварочного стола предусмотрены стандартные регулируемые ножки, которые справляются с необходимым уровнем нагрузки. Чтобы установить регулируемые мебельные ножки, нужно убедиться в их прочности и достаточном шаге резьбы на опоре.
- Раскладной сварочный стол с дополнительными деталями.
Подобная конструкция более удобна в плане работы, чем все остальные, однако ее изготовление требует от сварщика и монтажника достаточного опыта.
Основная часть стола близка к первой из описанных моделей – это массивные опоры и обвязка из металлопрофиля. В нижней части предусмотрена дополнительная обвязка, играющая роль опоры для полки.
Разница заключается в боковых элементах. К переднему и заднему краю столешницы на петли крепятся откидные детали. Они состоят из трубы и предполагают гораздо больший промежуток между элементами, чем на основной рабочей поверхности. Данные панели фиксируются в поднятом положении при помощи П-образных подставок, которые крепятся к стойке стола посредством вращающейся оси.
С правой стороны вынесена еще одна полка, которая усилена раскосами и оснащена колесиками также усиленной конструкции. Колесики упрощают перемещение стола – нужно только приподнять его противоположный край и перекатить на новое место.
Пример изготовления сварочного стола из профильной трубы
Поэтапное описание процесса производства стола позволяет лучше понять особенности конструкции и ее сборки. Далее речь пойдет об относительно простом изделии с предусмотренными полками, столешница которого состоит из отрезков профилированной трубы с прямоугольным сечением.
Изготовление предполагает такие этапы:
- Нарезка трубы для дальнейшей сборки столешницы любым способом, заваривание торцов. Зачистка заусенцев, оставшихся после резки, шлифовка швов.
- Крепление заготовок к царге – сами трубы царги должны быть подрезаны по углам и соединены встык в соответствии с чертежом сварочного стола.
- Полировка металла, что наиболее важно для мест сварных соединений.
- Крепление полок и боковины на саморезы через заранее подготовленные отверстия.
- Размещение листа металла толщиной 1–3 мм на верхнюю полку – он призван уберечь ОСБ-плиту от возгорания, лишней грязи. При загрязнении лист снимают и стряхивают с него сор и частички металла.
- Закрепление ранее подготовленных элементов столешницы на штырях, а не непосредственно к раме. Таким образом удается снизить теплопередачу и обеспечить большее удобство фиксации изделий по краю конструкции.
- Усиление рамы раскосами по углам и по центральной стойке, если планируется обрабатывать тяжелые детали большого размера.
- Крепление к ножкам крюков, необходимых для фиксации оборудования и проводов.
- Усиление углов Г-образными деталями, если кажется, что не достигнут необходимый уровень надежности при креплении колесиков.
- Возможно использование двутавра для изготовления опор-балок наборной столешницы вместо уголка и трубы прямоугольного сечения. В этом случае замкнутую прямоугольную раму можно заменить на две отдельные балки.
- Для изготовления стола, который будет прикреплен к полу, важно заранее подготовить пластины с отверстиями на нижней плоскости ножек – именно таким образом конструкция будет крепиться на анкерные болты.

Готовые чертежи сварочного стола для лазерной резки
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.

При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Стол для сварки
Для закрепления ножек необходимо приварить накладки из полосы. В ножках нужно просверлить дрелью отверстия Dfb.ru
Сварочный стол: как подготовить рабочее место сварщика своими руками?
Настоящий хозяин, который не боится физического труда, всегда мечтает освоить мастерство сварщика, но для этого нужно подготовить рабочее место, купить подходящий сварочный аппарат и освободить угол в гараже или домашней мастерской. Также пригодится сварочный стол, изготовление которого под силу своими руками.
Самодельный стол для выполнения сварочных работ – идеальный вариант для обеспечения удобства, как начинающему сварщику, так и профессионалу. Естественно, что для изготовления такого приспособления нужно использовать металл, так как дерево моментально воспламениться от раскалённых металлических брызг в процессе проведения сварочных работ.
К тому же рабочий стол из стали намного эффективней деревянного аналога и по ряду других параметров. К металлической конструкции можно подключить кабель заземления от электросварки, чтобы не перетаскивать его постоянно с одного места на другое. Но прежде чем переходить к сборочным работам, необходимо определиться какие материалы и инструменты понадобятся для проведения всех мероприятий своими руками, и каких мер безопасности придерживаться в рабочем процессе.
Материалы для сборки сварочного стола
Первое о наличие чего нужно побеспокоиться для самостоятельного изготовления стола для электросварщика – это стальные пластины, из которых будет происходить сборка полок. Сразу хочется отметить, что в процессе приобретения металлических заготовок нужно особое внимание уделить их толщине. Специалисты советуют использовать 3 мм листовое железо, которое не превышает толщины допустимой для сварки сварочным аппаратом. Всего потребуется две стальные заготовки с размерами 44,5 на 75 см. Помимо пластин, понадобятся металлические уголки, порезанные по определённой длине:
Помимо пластин, понадобятся металлические уголки, порезанные по определённой длине:
- 4 уголка 2,5 на 2,5 см и 460 мм длиной с концами, обрезанными под углом 45 градусов;
- 4 заготовки из уголовок с алогичными параметрами как у предыдущих деталей, но длиною 760 мм;
- 4 стальных уголка 3,2 на 3,2 см и 915 мм длины для ножек стола.
Также из расходных материалов и комплектующих потребуются следующие элементы:
- 4 колёсных опоры с резьбовыми соединениями и гайками к ним;
- 4 специальных гайки для соединения резьбовых шпилек;
- 4 стопорных кольца для крепления колёсных элементов;
- отрезок трубы длиной 75 мм и сечением 30 мм, если стол будет использоваться для газовой сварки.
Естественно, для сборки сварочного стола своими руками понадобится инструмент из следующего перечня:
- электросварка и все комплектующие к ней: кабеля, зажимы электроды и т.д.;
- пассатижи, два угольника, строительная рулетка, мел, линейка и молоток;
- 3 специальных струбцины С-образной формы;
- ножовка по металлу, а лучше электроболгарка для выполнения пропилов под заданным углом.

Последовательность самостоятельной сборки стола
После того как подготовительный процесс по закупке расходных материалов и подготовке всего необходимого инструмента будет окончен, можно переходить к непосредственной сборке сварочного стола своими руками. С данной целью специалисты рекомендуют придерживаться определённой последовательности несложных действий.
- Свариваются рамы с полками для столешницы. Для этого совмещаются заготовки из уголков длиною 760 и 460 мм и соединяются с помощью электросварки.
- Важно соблюсти, чтобы соединяемый угол соответствовал 90 градусам.
- Сборка второй рамы выполняется по аналогии.
- Подготовленные заготовки прихватывают сваркой.
- После этого своими руками приваривают столешницу к подготовленной раме. С этой целью используют металлическую пластину, к которой прикладывается рама.
- Важно помнить, что перед тем, как делать сплошной сварочный шов нужно сделать несколько прихватов по периметру столешницы. Это позволит предотвратить деформацию конструкции от воздействия высокой температуры во время сварки.
- Вторую полку изготавливают аналогично первой заготовке.
- На следующем этапе монтируются ножки опять же с помощью сварочного аппарата. Ножки также должны размещаться строго перпендикулярно столешнице. Для фиксации отдельных элементов используется струбцина.
- Далее, выполняется самостоятельная сборка и фиксация второй полки. Полки располагается на расстоянии 700 мм друг от друга.
- Все отдельные детали фиксируются прихватками и только после проверки геометрии сварочного стола собранного своими руками выполняется окончательное обваривание швов.
- После установки всех 4 ножек переходят к монтажу колёс.
- Если рабочее место будет использоваться для газовой сварки, то дополнительно приваривается держатель, в котором будет размещаться горелка. Для этого используется заготовка из трубы.
 Это позволит предотвратить деформацию конструкции от воздействия высокой температуры во время сварки.
Это позволит предотвратить деформацию конструкции от воздействия высокой температуры во время сварки.В процессе работ по сборке нужно следовать правилам техники безопасности, ведь нет ничего ценнее, чем человеческое здоровье. Проводя сборочные работы важно пользоваться защитной амуницией: перчатками, очками или щитком.
Проводя сборочные работы важно пользоваться защитной амуницией: перчатками, очками или щитком.
Меры предосторожности при работе за сварочным столом
Ни для кого не является секретом, что работы со сварочным аппаратом сопровождаются определённой опасностью и поэтому человек должен обезопасить себя от возможных неприятностей при самостоятельной работе за рабочим столом. Перед тем как начинать любые работы, необходимо учесть следующие факторы:
- Важно обеспечить качественное проветривание на месте проведения работ. Оптимальным вариантом является установка вытяжной вентиляции.
- Предохранение от поражения электрическим током. С этой целью необходимо работать в специальных перчатках сварщика и соблюдать, чтобы они всегда были сухими.
- Защита глаз от дугового излучения. Для этого в обязательном порядке нужна защитная маска или очки.
- Предохранение рабочего стола от металлических брызг. Перед проведением сварочных мероприятий нужно очистить место работы от любого мусора особенно легко воспламеняемого. Нужно убрать тару с краской, вымести опилки и особенно убрать ёмкости с горючим, если мастерская обустроена в гараже.
 Нужно убрать тару с краской, вымести опилки и особенно убрать ёмкости с горючим, если мастерская обустроена в гараже.
Нужно убрать тару с краской, вымести опилки и особенно убрать ёмкости с горючим, если мастерская обустроена в гараже.Также для проведения сварочных мероприятий были специально разработаны защитные средства, без которых начинать работы не рекомендовано.
Приобретение готового стола сварщика
Если человек не хочет ну или по каким-либо причинам не в состоянии смастерить сварочный стол своими руками он всегда может приобрести готовую конструкцию в магазине. При этом выбор должен, основывается на том, с какой целью будет использоваться рабочее место сварщика. Если пространство в мастерской ограничено, а сваривать будут небольшие металлические детали, то можно купить стол складной конструкции.
Очень удобным и функциональным считается сварочный стол поворотной конструкции, но такое изделие достаточно дорогостоящее. Современные сварочные столы имеют привод на поворотной части, что в значительной мере упрощает сварочный процесс. Благодаря механизации сварочных мероприятий также улучшается качество сварного шва.
Сварочный стол, снабжённый поворотным механизмом, позволяет проводить полный цикл работ, не двигаясь с места. Благодаря вращению заготовки сварщик получает доступ к любым даже труднодоступным точкам увесистой металлической детали. Сварочные работы, проводимые на таком рабочем месте, отличаются повышенной эффективностью, качеством и безопасностью.
Сделать сварочный процесс удобным, вполне возможно, собственными силами. При этом совершенно необязательно прилагать к этому нечеловеческие усилия или затрачивать баснословные денежные суммы. Сборка сварочного стола – процесс совершенно несложный, особенно если придерживаться рекомендаций специалистов.
- Автор: Александр Романович Чернышов
stanok.guru
Стол для сварочных работ: обзор конструкции, чертежи и инструкция по сборке
Во время сварки небольших по размеру деталей возникают проблемы с их фиксацией. Впоследствии они скажутся на качестве шва, надежности соединения. Для решения делают специальные столы, конструкция которых рассчитана для повышения удобства работы сварщика. Важно правильно выбрать чертеж и составить схему сборки.
Для решения делают специальные столы, конструкция которых рассчитана для повышения удобства работы сварщика. Важно правильно выбрать чертеж и составить схему сборки.
Чертежи стола
Проблема самостоятельного изготовления стола для сварочных работ заключается в минимальной информации о подобных конструкциях. Заводские модели не могут служить базой для составления чертежа, так как сложны, многие функции неприменимы в условиях домашней мастерской. Альтернатива – взять за основу простейший чертеж и улучшить его.
Рекомендованные изменения:
- не устанавливать колесики, так как они скажутся на устойчивости;
- на рабочей сварочной поверхности сделать своими руками продольные прорези (30 мм) для фиксации струбцин;
- под ними установить наклонную пластину для защиты инструмента от искр и окалины;
- монтаж подъемных боковин для увеличения рабочей поверхности стола.
В итоге должно получиться подобное приспособление для сварочных работ:
Рекомендованная высота – 90 см, ширина и длина рабочей поверхности – 50 и 55 см. Размер выносных боковин — 80*50 см.
Размер выносных боковин — 80*50 см.
Материалы и комплектующие
Для изготовления можно применять любой подручный металлопрокат – уголки, трубы профильного сечения, листовой материал. Важно, чтобы стол сварщика был устойчив, выдерживал не только вес заготовки, но и возможное возрастание давления на поверхность во время работы.
Советы по выбору материалов:
- Опорные стойки (ножки). Делаются из профильной трубы или уголка, первый вариант предпочтительнее, так как повышается механическая прочность. Толщина — от 1,5 мм и более;
- Рабочая сварочная поверхность. Стальная пластина с прорезями для струбцин, толщина — от 2 мм. Края скругленные, чтобы сделать ровную поверхность.
- Дополнительные конструкции для увеличения рабочей площади стола из труб квадратного или круглого сечения.
- Защитный экран делается из листового железа, желательно – с бортами.
- Нижняя полка – из ДВП или ДСП. Для лучшей защиты можно положить тонкий стальной лист.
- Ребра жесткости – уголки или трубы.

Дополнительно потребуется грунтовка и краска. Рабочий стол лучше обработать методом порошковой покраски – так увеличится срок его службы.
Порядок сборки
Для выполнения работ потребуется сварочный аппарат, электроды, «болгарка» с дисками по металлу, измерительный инструмент, болты для крепления. Предварительно составляется чертеж конструкции, вычисляются размеры заготовок. В последнем случае нужно учитывать толщину сварочного шва.
Инструкция по сборке:
- Формирование заготовок, проверка их размеров по чертежу.
- Сборка каркаса, сварка опорных стоек, крепление ребер жесткости.
- По габаритам готового каркаса изготавливают рабочую столешницу. После замеров ее не крепят.
- Монтаж защитного экрана. Угол наклона – до 45°, дополнительно делают желоб для ссыпания отходов сварки.
- Установка основной рабочей поверхности.
- Изготовление боковин, они крепятся к конструкции на шарнирах. Подвижные упоры из труб небольшого диаметра.
- Грунтовка и покраска.
- Установка листа ДВП или ДСП.
 Подвижные упоры из труб небольшого диаметра.
Подвижные упоры из труб небольшого диаметра.Что еще необходимо для комплектации
Для создания максимально комфортных условий работы потребуется купить дополнительные инструменты для сварщика. Их функция – надежная фиксация заготовки, возможность оперативного изменения положения. Требования – устойчивость к перепаду температур, механическая прочность.
Набор дополнительных инструментов:
- Струбцины. Необходимы для фиксации заготовки на поверхности для точной сварки;
- Зажимы. Выполняют туже функцию, но более специализированно – установка нужно угла меду свариваемыми деталями, сложное соединение.
- Магнитное основание. Рекомендовано для обработки небольших по размеру деталей, фиксация которых механическим способом затруднена.
В последнем случае нужно учитывать массу вспомогательного магнитного инструмента и максимально допустимый вес детали.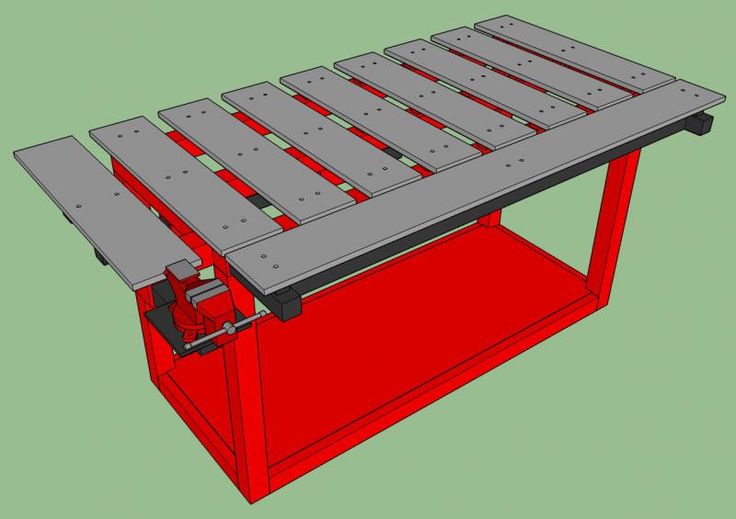
В видеоматериале представлен подробный обзор оптимальной модели стола для сварщика:
ismith.ru
Стол для сварщика своими руками
Сварочный домашний стол должен быть наиболее функциональным. Лучше всего постараться собрать комбинированную конструкцию, которая подойдет не только для сварочных, но и для других монтажных работ.
Какие требования предъявляются к столам для сварки?
В бытовых условиях сварочные столы должны быть не только удобными для проведения работ, но и абсолютно безопасными, так как работы, связанные со сваркой, отличаются использованием довольно высокой силы тока и большим напряжением. Чтобы получить конструкцию, которая будет отвечать всем необходимым требованиям:
- Этот стол обязательно должен быть с вытяжкой, благодаря которой будет обеспечиваться отвод пыли и образуемых во время сварки газов. Вытяжка дополнительно оснащается раструбом, который оборудуется мелкой сеткой, сделанной из тончайшей проволоки;
- Вентилятор устанавливается с торцевой части стола, как правило, слева – на высоте около полутора метров;
- Окантовка конструкции сооружается из медных полос. О них очень удобно отбивать сварочный агат, которым покрыт электрод;
- Также берется специальная самодельная панель, с помощью которой будет обеспечиваться местное освещение. Стоит отметить, что максимальное напряжение данного светильника должно составлять максимум 36 В, поэтому для его изготовления нужно будет использовать специальный понижающий трансформатор;
- Стол сварщика подразумевает наличие поворотных кассет, одна из которых предусмотрена для хранения электродов, а другая предназначается для разного рода вспомогательного инструмента – стальной щетки, молотка и так далее;
- Закрытое отделение, куда можно убирать все оборудование, если использоваться оно будет не слишком регулярно;
- Крепление для заземляющего устройства.
 О них очень удобно отбивать сварочный агат, которым покрыт электрод;
О них очень удобно отбивать сварочный агат, которым покрыт электрод;Когда возникает необходимость собрать стол для сварки своими руками, следует учитывать, что его категорически запрещается собирать из горючих элементов или из материалов, которые в процессе нагревания будут выделять в окружающую среду отравляющие вещества.
Основные элементы конструкции
Стандартные столы сварщика обладают простым строением и невысокой стоимостью. Простое устройство обеспечивает надежность данной конструкции, к тому же оно весьма удобно в использовании. Ключевыми составными частями являются следующие:
- Рама, производимая из стального уголка. Это позволяет обеспечить надежность сварочно-сборочных столов;
- Регулируемые по высоте опоры в количестве шести штук;
- В левой части стола располагается тумба, в конструкции которой расположено несколько отделений, предназначенных для хранения оборудования и сопутствующих инструментов;
- Предусмотрена установка специальной плиты, которая будет очень полезна при производстве сварных соединений. В ней находятся пазы, выполненные в форме буквы Т, которые могут использоваться для крепежа деталей, которые будут соединяться друг с другом;
- С правой стороны находится система открытых полок для временного хранения часто используемого оборудования;
- Поддон для сбора пыли;
- Крепежная конструкция для кабелей, которая может находиться сзади или сбоку от стола;
- Емкость для воды или же надежная подставка под нее.

Подготовить сварочно-сборочный стол к непосредственному применению не слишком трудно. На первом этапе следует проверить, насколько устойчива данная конструкция. За счет регулируемых по высоте опор нужно вывести его таким образом, чтобы его рабочая поверхность находилась строго в горизонтальной плоскости. Обязательно эту сборочную конструкцию следует заземлить. Сварочный стол своими руками должен предусматривать правильное местоположение вентиляционного отсоса.
Когда все эти операции будут завершены, нужно установить сварочный аппарат и проверить, правильно ли работают все системы.
Какие материалы и инструменты понадобятся?
Сварочно-сборочные столы в производстве не слишком сложные, поэтому для них не придется использовать что-то особенное:
- Сам сварочный аппарат и расходные материалы к нему – электроды, баллон с газом и так далее;
- Два угольника – обычный и столярный;
- Рулетка длиной около трех метров;
- Четыре струбцины в виде буквы С;
- Кусачки;
- Ножовка по металлу, для удобства вместо нее можно воспользоваться угловой шлифовальной машиной%
- Метчик для резьбы;
- Дрель с соответствующими сверлами;
- Фреза или токарное оборудование для снятия фаски;
- Стальные листы, трубы, полосы;
- Метизы – болты, гайки и так далее.

Методика проведения работ
В бытовых условиях столешницу можно сделать из прочной фанеры, которую в дальнейшем обшивают металлическим листом, чья толщина должна составлять порядка 5 мм. Все металлические элементы тщательно проверяются на наличие ржавчины. Если ее следы были обнаружены, то их придется зачистить. Из трубы нужно нарезать заготовки для ножек и перемычек будущего сборочного стола – две заготовки будут длиной по 1,1 м, столько же по 0,66 м, четыре по 0,9 м.
Стол можно дополнительно усилить металлическими вставками. Со столешницы желательно снять болгаркой фаску, чтобы убрать острые края. В принципе, сварочный стол готов к непосредственному использованию в домашних условиях, для установки в сарае или в гараже.
Сергей Одинцов
electrod.biz
СОБЕРИТЕ СВАРОЧНЫЙ СТОЛ СВОИМИ САМИ
Собрать собственный сварочный стол очень просто! Следуйте нашим пошаговым инструкциям с полезными изображениями, которые разбивают проект, или прокрутите до конца, чтобы посмотреть видео.
Сварочный аппарат предлагает бесконечные возможности для ваших домашних нужд, не обременяя ваш кошелек. Ваша сломанная газонокосилка нуждается в ремонте? Вам нужно починить металлическую решетку или ворота? Как насчет того, чтобы построить собственную коптильню или кострище? Вы можете не только ремонтировать сломанное оборудование, но и создавать собственные скульптуры, предметы садового искусства или мебель, которые прослужат вам всю жизнь.
В дополнение к основам каждому сварщику необходим сварочный стол, чтобы начать работу. Это неотъемлемая часть успешного сварщика, которая предлагает множество преимуществ. Металлический стол позволяет легко заземлить вашу работу и достаточно прочен, чтобы справиться с самыми сложными сварочными работами, кроме того, его легко сделать самостоятельно.
В Forney Industries нам понадобился новый сварочный стол для нашей зоны обслуживания. Мы начали с того, что набросали идею металлического стола.
Инструменты и материалы
Мы собрали все инструменты, необходимые для этого проекта, в том числе:
- Сварочный аппарат 190 MP (в режиме триггера 2T, опция MIG, артикул № 324) с проволокой MIG диаметром 0,030 дюйма (артикул № 42286)
- 700 P плазменный резак (АРТ. № 303) или сабельная пила
- просечно-вытяжной лист (АРТ. № 49613)
- сталь шириной 2 дюйма и толщиной ¼ дюйма (угловой и плоский металл)
- стальной лист толщиной ¼ дюйма
- угловая шлифовальная машина со шлифовкой и отрезные диски
- отрезная пила
- сверхмощные магниты
- С-образные зажимы
- сварочная маска
- защитные очки
- сварочные перчатки
- огнеупорный жилет/фартук
 № 303) или сабельная пила
№ 303) или сабельная пилаProject Prep
При шлифовке или сварке помните о защите глаз, шлеме или сварке! Кроме того, следует носить огнеупорную куртку или фартук для защиты одежды и тела, а также рабочие перчатки и сварочные перчатки, когда это необходимо.
1. Первым шагом является нарезка всех уголков, плоского железа и просечно-вытяжного листа до желаемой длины. Начали с каркаса столешницы. С помощью нашего плазменного резака Forney 700 P мы разрезали уголки на два 4-футовых куска по длине и два 2-футовых куска по ширине.
2. Затем мы разрезаем уголок на четыре 3-футовых куска для ножек.
3. Для нижней полки будет использоваться просечно-вытяжной лист. Мы начали с куска размером 24 x 24 дюйма и разрезали его пополам. Каждая вырезанная деталь размером 12 x 24 дюйма будет соответствовать четверти нижней полки и будет поддерживаться утюгом.
4. С помощью угловой шлифовальной машины с отрезным кругом Тип 27 (№ 71801 Forney) прорежьте просечно-вытяжной лист.
PRO-TIP: Используйте зажим или мощный магнит (на фото ниже), чтобы удерживать просечно-вытяжной лист на месте во время резки.
5. На двух 2-футовых железных уголках для каркаса столешницы вырежьте часть углов, чтобы 4-футовые уголки могли лежать внутри него. Вы в конечном итоге сварите эти части вместе. Мы использовали сабельную пилу, чтобы разрезать эти маленькие кусочки. Зашлифуйте края, если они не совпадают; Вы хотите, чтобы они соответствовали друг другу. Не забудьте выровнять эти части и убедиться, что они образуют угол 90°; это поможет таблице сохранить свою прямоугольную форму.
6. Если вы заметили, что края не совпадают точно, отшлифуйте их, а не обрезайте заново. Шлифовать проще и поможет вам добиться плотного прилегания, которое вы ищете. Если вам нужно удалить большой кусок, вернитесь к плазменному резаку или сабельной пиле.
7. Разложите фигуры на земле и убедитесь, что все выровнено и подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
8. Разложите фигуры на земле и убедитесь, что все выровнено и подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
9. Подготовьте машину к сварке. Машина, которую мы использовали, была 190 многопроцессорный блок (ПУНКТ № 324). Мы установили машину на 45 ампер, 19,2 вольта и перевели ее в режим запуска 2T. Мы использовали проволоку MIG диаметром 0,030 дюйма (артикул № 42286).
Пошаговая сборка
1. Для начала вам нужно сварить раму верхней части. Заземлите зажим на заготовку. Это гарантирует, что сварщик готов зажечь дугу.
Для начала вам нужно сварить раму верхней части. Заземлите зажим на заготовку. Это гарантирует, что сварщик готов зажечь дугу.
2. Используйте прихваточные сварные швы, чтобы соединить детали. Прихваточная сварка временно скрепляет детали.
3. Начните со сварки по краям/углам. Как только вы убедитесь, что рамка квадратная и ровная, заделайте остальные зазоры.
4. Затем прихватите ножки к раме (четыре 3-футовых куска железа). Мы положили раму столешницы на плоскую поверхность и использовали мощные магниты, чтобы удерживать ножки на месте. Используйте магниты в своих интересах и закрепите его как можно лучше. Если у вас нет мощных магнитов, используйте струбцины. Преимущества использования сверхмощных магнитов заключаются в том, что они обеспечивают более прочную фиксацию, в то время как С-образные зажимы могут мешать или смещаться, если вы случайно заденете их. Выполняйте по одной ноге за раз и не пытайтесь закрепить все ноги сразу. Мы использовали уровень, чтобы убедиться, что ножки плотно прилегают к раме, и использовали прихваточные сварные швы, чтобы закрепить ножки на месте.
5. Приварите ножки на место после завершения выравнивания и прихватки.
6. Затем добавьте нижнюю полку для сварочных аппаратов, инструментов, шнуров и т. д. Полка будет изготовлена из просечно-вытяжного листа, а каркас полки — из уголкового железа. Угловое железо имеет размеры 2 дюйма в ширину, 20 дюймов в длину и ¼ дюйма в толщину. Мы использовали С-образные зажимы, чтобы удерживать угол в девяти дюймах от дна. Мы выровняли детали и приварили их к ножкам.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ: Если ваша полка не выровнена, вместо того, чтобы снимать зажимы и менять положение, попробуйте с помощью молотка переместить металл вверх или вниз, пока он не окажется там, где вам нужно.
7. Закрепив каркас полки прихваточными швами, переместите стол на пол и начните сварку. Перемещение стола на пол даст вам больше места для выполнения сварных швов.
PRO-TIP: Мы использовали ремень с храповым механизмом, чтобы выровнять стол и закрыть зазор между ножками и полкой. При сварке тепло может легко сдвинуть ваши детали; ремешок с храповым механизмом поможет удержать все на месте и стянуть ноги вместе.
При сварке тепло может легко сдвинуть ваши детали; ремешок с храповым механизмом поможет удержать все на месте и стянуть ноги вместе.
8. Добавьте опорные перекладины для полки из листовой стали (один 4-футовый элемент и два 1-футовых элемента). Используйте С-образный зажим, чтобы удерживать их на месте, прихватите каждую сторону и прикрепите детали к раме полки.
9. Возьмите каждый кусок просечно-вытяжного листа размером 12 x 24 дюйма и приварите его точечной сваркой к угловому и плоскому металлу. Точечная сварка более надежна, чем прихватка, и ее достаточно для сплавления металла при длительном использовании. Точечная сварка также поможет предотвратить прожоги. Прожог возникает из-за применения слишком большого количества тепла и прожигания отверстия или зазора в металле. Если вы попытаетесь запустить длинный буртик, просечно-вытяжной лист станет слишком горячим. Точечная сварка просечно-вытяжного листа на нижней стороне стола для более аккуратного вида.
PRO-TIP: Используйте металлический груз или тяжелый предмет, чтобы усилить давление на просечно-вытяжной лист, чтобы облегчить точечную сварку.
PRO-TIP : Поскольку вы свариваете 1/4-дюймовую сталь, всегда начинайте сварку с 1/2-дюймового уголка, чтобы предотвратить прожог и образование лужи.
10. Мы хотели добавить угол 90° под рамой столешницы, чтобы мы могли подвесить наши угловые шлифовальные машины. Мы измерили один 14-дюймовый кусок и один 8-дюймовый кусок плоской стали шириной 2 дюйма, зажали их на месте с помощью С-образного зажима и приварили к уголку.
11. Наконец, подготовьтесь к установке стальной пластины ¼ дюйма на верхнюю раму. Очистите и подготовьте стальной лист денатурированным спиртом, чтобы обеспечить более чистый и прочный сварной шов.
12. С помощью угловой шлифовальной машины со шлифовальным кругом (АРТ. № 71987) отшлифуйте сварные швы в верхней части рамы, чтобы стальная пластина прилегала заподлицо.
13. Выровняйте стальную пластину и приварите ее к раме с помощью 3-дюймовых сварных швов по краям. Выполнение меньших 3-дюймовых сварных швов будет поддерживать выравнивание стола и предотвратит деформацию.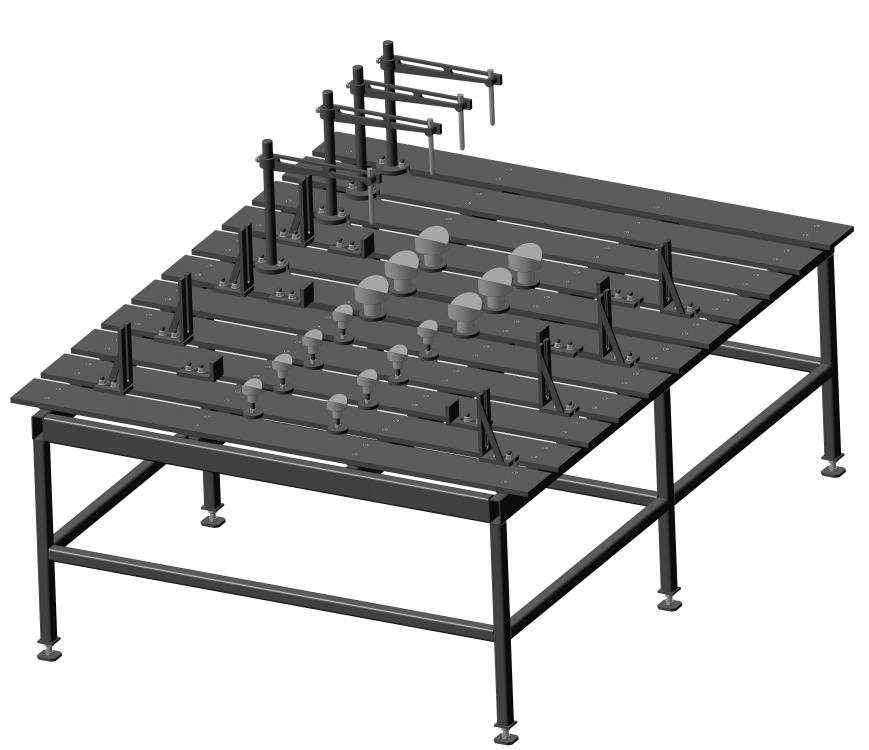 Если вы сделаете непрерывную линию, тепло деформирует стол, и в итоге вы получите неровное основание. Вы можете оставить 3-дюймовые сварные швы как есть или вернуться и заполнить промежутки. Вы также можете отшлифовать края или оставить их, чтобы продемонстрировать свою отличную работу.
Если вы сделаете непрерывную линию, тепло деформирует стол, и в итоге вы получите неровное основание. Вы можете оставить 3-дюймовые сварные швы как есть или вернуться и заполнить промежутки. Вы также можете отшлифовать края или оставить их, чтобы продемонстрировать свою отличную работу.
14. Завершите обработку стола, покрасив его или отполировав поверхность стола, чтобы придать ему желаемый вид. Конечным результатом будет работающий прочный стол, на котором можно не только держать и хранить ваш сварочный аппарат и сварочные материалы, но и помогать вам в будущих сварочных проектах.
ПРОФЕССИОНАЛЬНЫЙ СОВЕТ: Добавьте подставку на край стола, чтобы вы могли легко заземлить свои будущие детали. Если вы решили покрасить свой стол, помните , не красьте наземный столб. Окрашенный металл не шлифуется.
Готовый продукт:
Скорее посмотреть видео этого проекта? Нажмите кнопку воспроизведения ниже! Вы также можете прочитать нашу статью в журнале Extreme How To или нажать здесь, чтобы скачать: Простые сварные швы для простых проектов.
Отметьте свои выполненные сварочные проекты #forneyind в Instagram и участвуйте в розыгрыше призов! Или отправьте свой проект, чтобы он был представлен в галерее проектов Forney.
Что такое сварочный стол? (с картинками)
`;
Промышленность
Факт проверен
Шеннон Китцман
Сварочный стол представляет собой платформу на уровне талии, которая служит верстаком при выполнении работ в металлообработке сваркой. Сварочный стол полезен во время этого процесса, потому что он обеспечивает стабильную рабочую поверхность, а также помогает при измерении и выравнивании. Размер сварочного стола обычно варьируется от 20 дюймов x 40 дюймов (50,8 x 101,6 см) до 6½ дюймов x 13 дюймов (16,51 x 33,02 см). Все сварочные столы, независимо от размера, изготовлены из стали, способной выдержать суровые условия сварки.
С помощью сварочного стола человек может выполнять множество работ. Например, сварочный стол достаточно универсален, чтобы его можно было использовать в качестве платформы для измерения, измерения и придания квадратной формы углам. Сварочный стол также можно использовать для монтажа, чтобы согнуть тормоза и приспособления.
Например, сварочный стол достаточно универсален, чтобы его можно было использовать в качестве платформы для измерения, измерения и придания квадратной формы углам. Сварочный стол также можно использовать для монтажа, чтобы согнуть тормоза и приспособления.
Часто к сварочному столу прилагается также зажим сварщика. Это позволяет сварщику удерживать работу на месте. Его также можно использовать, чтобы не мешать кабелям во время сварки.
Многие сварщики предпочитают собирать сварочные столы самостоятельно. Таким образом, стол можно настроить в соответствии с личными потребностями. Столы для сварки своими руками могут стоить всего 50 долларов США (USD) за основные материалы.
Таким образом, стол можно настроить в соответствии с личными потребностями. Столы для сварки своими руками могут стоить всего 50 долларов США (USD) за основные материалы.
При сборке сварочного стола важно находиться в хорошо проветриваемом помещении, чтобы предотвратить вдыхание паров и газов. Лучшее место для установки сварочного стола — место, где ветер может уносить газы. Кроме того, существует риск поражения электрическим током при сборке сварочного стола. Поэтому при сборке стола важно надевать сухие кожаные перчатки без дырок.
Готовый сварочный стол может стоить от 199 долларов США.