
С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.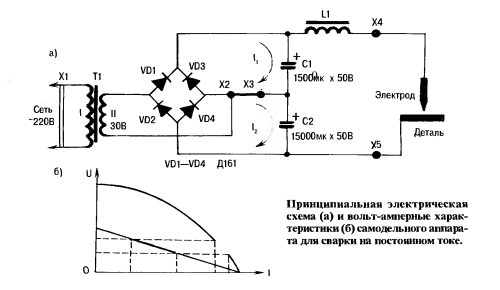
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
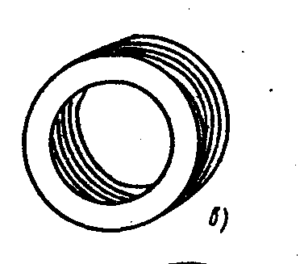
- тороидальный (круглый).
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 – напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
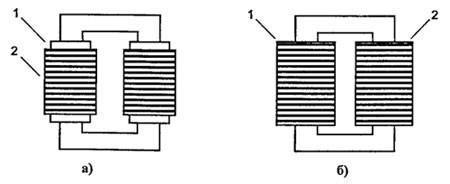
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
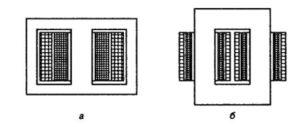
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.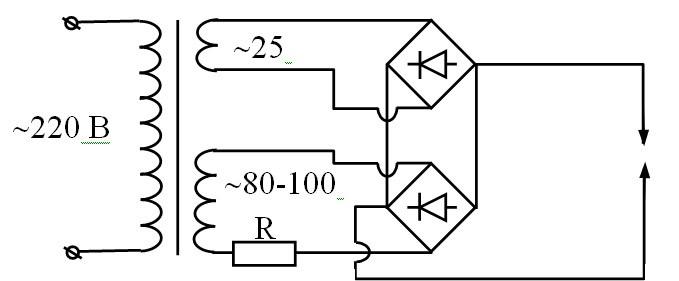
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Сварочный трансформатор – одно из самых надежных и простых сварочных устройств. В статье расскажем о его устройстве, принципе работы, что стоит знать перед покупкой трансформаторного аппарата и на какие модели обратить внимание.
Тот, кто имеет свой дом, знает, как часто приходится заниматься ремонтом, что-то конструировать или строить. Поэтому в хозяйстве обязательно должны быть различные инструменты. Нередко приходится выполнять операции с металлом: отрезать, соединять его. Иногда можно обойтись простыми скрутками, болтовыми соединениями, но в некоторых случаях единственным вариантам остается сварка. Самый простой способ в этом случае – электродуговая сварка, а самый доступный и надежный аппарат – это сварочный трансформатор.
Трансформаторный агрегат хорош тем, что работает от любой розетки, где имеется стандартное переменное напряжение, а внутренняя схема сварочника настолько проста, что там абсолютно нечему ломаться.

Виды сварочных трансформаторов
В продаже можно встретить такие сварочные аппараты трансформаторного типа, выпускаемые серийно:
- Агрегаты с регулированием амплитуды, у которых нормальное магнитное рассеяние, а дроссель имеет воздушный зазор.
- Сварочники на переменном токе с регулированием амплитуды, у которых увеличенное магнитное рассеяние – обмотки в подвижном состоянии или разнесенные, имеющие реактивный характер, магнит подвижный или шунт, который подмагничивается, со стабилизацией конденсаторной или импульсного типа.
- Тиристорные модели, где регулируется фаза – стабилизация выполнена по импульсному типу либо методом подпитки.
В первых двух категориях сварочных трансформаторов бытовой или профессиональной комплектации регулировка амплитуды осуществляется за счет изменения трансформаторного сопротивления или при помощи регулировки напряжения, когда холостой ход. Форма однофазного сигнала, а именно синусоида, остается неизменной.
Сварочные трансформаторы-тиристорники имеют в своей схеме фазорегулирование. Основные типы таких агрегатов работают по принципу преобразования синусоиды сигнала в форму, близкую к импульсам разных чередующихся полярностей.
Устройство оборудования
При классическом устройстве сварочного трансформатора с подвижной обмоткой он содержит следующие элементы:
- Металлический корпус прямоугольной формы, где по всем сторонам имеются продольные отверстия для циркуляции воздуха при охлаждении.
- Крышку, на которой расположен элемент регулировки сварочного тока.
- Сам трансформатор с двумя обмотками первичного и вторичного назначения с магнитопроводом или сердечником замкнутой конструкции, регулировочным винтом, по ленточной резьбе которого перемещается ходовая гайка с закрепленной на ней обмоткой.
- Рукоять, связанную с регулировочным винтом и служащую для управления зазором.
- Клеммы или зажимы для подключения к сварочному агрегату силовых кабелей с держателем электрода и общей клеммой.
Магнитопровод
Так как магнитопровод в сварочном трансформаторе является одним из главных элементов, следует поговорить о нем отдельно. Основная задача магнитопровода состоит в передаче магнитного поля от первичной обмотки ко вторичной. При этом сам замкнутый сердечник не является элементом, который каким-либо образом может повлиять на силу тока. Материал, из которого он изготовлен, – это сталь электротехническая. Сердечник не имеет цельнометаллической формы, а собран из отдельных пластин, изолированных друг от друга специальным лаком.

Целью объединения пластин в одну группу является способ предотвращения появления в сердечнике токов, противодействующих магнитной индукции и таким образом ослабляющих ее.
Как снизить шумы сварочного трансформатора? При прохождении токов большой величины в обмотках трансформатора за счет сильного магнитного поля пластины сердечника начинают издавать гул. Чтобы его уменьшить, необходимо как можно сильнее стянуть пластины.
Принцип работы сварочного трансформатора
Трансформатор сварочного типа является прибором понижающего типа. Он преобразует высокое напряжение в более низкое. За счет этого увеличивается сила тока во вторичной обмотке, которая способна плавить металл во время сварки. В самом физическом процессе – принципе работы в трансформаторе с подвижной обмоткой – нет ничего сложного:
- При подаче на обмотку первичного типа высоковольтного переменного напряжения в ней образуется поток магнитного поля, который имеет переменный характер.
- Этот магнитный поток пронизывает сердечник. Последний в свою очередь передает поле на вторую обмотку, при этом снижая потери магнитной индукции в пространстве.
- Магнитная индукция наводит во вторичной обмотке электродвижущую силу (ЭДС), которая заставляет электроны металла перемещаться, то есть получается электрический ток.
- Так как витков во вторичной обмотке меньше, чем в первичной катушке, напряжение на выходе трансформатора падает, а ток возрастает.
- При замыкании электрода о заготовку возникает электрическая дуга, которая и переносит частицы металла с электрода на свариваемые детали.
Кроме режима сварки, когда сварочный трансформатор находится под нагрузкой, схема сварочного трансформатора может быть в режиме холостого хода.
Холостой ход
Холостой ход не означает, что нет протекания тока в проводе вторичной катушки. За счет магнитных потоков рассеяния он может возникать. Это не всегда безопасно для сварщика, так как напряжение на зажимах вторичной обмотки трансформатора при холостом ходе увеличивается сильнее, нежели под нагрузкой, и можно получить электрический удар.
Чтобы этого избежать, металлический корпус агрегата всегда должен быть заземлен. Также в некоторых моделях сварочных трансформаторов ставят блок защиты от возрастающего тока холостого хода. Включение этого блока происходит сразу по завершении сварочной операции.
Какие характеристики учитывать при покупке
Помните! При покупке сварочного аппарата на базе трансформатора нужно осознавать, что этот прибор хорош своей простотой, но редко можно получить на нем красивый сварной шов. Поэтому недорогие аппараты такого типа подойдут только для бытовых нужд без претензий на профессиональную сварку. Если же брать серьезные трансформаторные агрегаты с системой стабилизации дуги, то они будут прилично стоить и должны себя оправдывать.
Осуществляя выбор сварочного оборудования, смотрят на следующие параметры:
- Величину сварочного тока, которая у слабых бытовых моделей не более 200 ампер, у полупрофессиональных будет доходить до 300 ампер, у мощных производственных моделей превышает отметку в 300 ампер.
- Толщину электрода и тип, с которым способен работать аппарат. Для сварки тонкостенных и средних по толщине металла заготовок подойдет сварочник, работающий с 2- и 5-миллиметровыми электродами, для сварки толстых стенок агрегат должен иметь возможность плавить электроды диаметром свыше 5 мм.
- Мощность потребления и выходная КПД. Более мощные трехфазные агрегаты чаще используют как промышленное оборудование.
Популярные модели
ЗУБР ЗТС-200 – компактный трансформатор, которым можно варить сталь низкоуглеродистой марки. Установка может брать питание как от трехфазной, так и от однофазной сети, что выбирается специальным переключателем. Прибор обеспечивает сварной ток в диапазоне от 60 до 200 ампер, чего достаточно для решения бытовых задач при работе с металлами толщиной не более 6 мм. Во избежание перегрева модель снабжена тепловым предохранителем.

PRORAB FORWARD 180 – дешевый маломощный сварочный трансформатор для работы с чугуном и сталью. На нем применяют электроды диаметром не более 4 мм, мощность сварного тока не превышает 180 ампер. Запитывать устройство можно от 380 и 220 В. Производитель укомплектовал сварочник силовыми проводами с крокодилом и держателем электродов, щитком для защиты лица, щеткой по металлу и удалителем шлака.

ELITECH АС 200Т – сварочный трансформатор полупрофессиональной категории с питанием от сети любого типа. Мощная модель (в пределах 10 кВт), которая рассчитана на продолжительную непрерывную работу с выдачей максимального тока 200 ампер. Допустимо работать тонкими электродами от 1.6 до 4 мм толщины. Пользователи отзываются о сварочнике как об очень неприхотливом устройстве.
Изучите продукт! Самое лучшее при выборе сварочного трансформатора – изучить наиболее удачные технические параметры для такой категории устройств и сопоставить их с параметрами реальных моделей, предлагаемых на рынке.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
Сегодня уже никого не удивишь аппаратом ручной дуговой сварки. Благодаря этому изобретению стала общедоступной сварка листов, труб, швеллеров и прочих элементов и конструкций из черных металлов, как в промышленности, так и в частном хозяйстве. Наибольшее распространение среди всего сварочного оборудования получили сварочные трансформаторы переменного тока. Эти простые, неприхотливые и надежные по своей конструкции агрегаты для ручной дуговой сварки питаются от обычной сети на 220 или 380 Вольт и способны работать в тяжелых условиях. Развитие электротехники и электроники позволило создать сварочные трансформаторы различных модификаций, что заметно расширило их ассортимент на рынке. Но в том, как выбрать сварочный трансформатор, особых сложностей нет. Главное – разбираться в типах сварочных трансформаторов, знать, для чего и как будет использоваться аппарат, а также понимать, на какие характеристики следует обратить внимание при выборе и покупке.
- Виды сварочных трансформаторов
- Характеристики сварочных трансформаторов
Тем, кто собирается впервые приобрести этот агрегат и работать с ним, необходимо знать и понимать, как все работает. Сам трансформатор состоит из двух обмоток – первичной и понижающей вторичной, намотанных на сердечник. Принцип работы сварочного трансформатора довольно прост и заключается в преобразовании входящего напряжения 220 или 380 Вольт в более низкое, порядка 30 – 60 Вольт. В тоже время сила тока может достигать 700 Ампер, что позволяет плавить и сваривать между собой металлические изделия. По этому принципу работают все виды сварочных трансформаторов. Но благодаря разработкам в сфере электротехники удалось создать более совершенные и удобные в эксплуатации модели сварочных трансформаторов.
Виды сварочных трансформаторов
С момента создания первого сварочного трансформатора прошло довольно много времени. За этот период появились новые технологии и созданы новые модификации сварочных аппаратов. На сегодняшний день можно выделить три основных вида сварочных трансформаторов. Каждый из них обладает своими преимуществами и недостатками. При выборе сварочного трансформатора важно понимать различия между моделями, и для каких целей каждая из них более подходит.
Трансформаторы с минимальным и нормальным магнитным рассеянием
Сварочные трансформаторы СТЭ созданы таким образом, что обмотки имеют минимальное магнитное рассеяние. Регулировка силы тока производится винтовым механизмом дросселя, который вынесен отдельно. Такая схема сварочного трансформатора применяется в моделях СТЭ-85 и СТЭ-24У.
Трансформаторы с нормальным магнитным рассеянием похожи по своей конструктивной схеме на описанные выше. Разница заключается в наличии дополнительной реактивной катушки, расположенной на основных стержнях магнитного сердечника первичной и вторичной обмоток, а также на дополнительной обмотке дросселя. Сам дроссель установлен на магнитный сердечник. Регулировка силы тока производится аналогичным образом, как и у трансформаторов СТЭ. Сварочные трансформаторы с нормальным магнитным рассеянием представлены моделями типа СТН и ТСД. Обмотки таких трансформаторов изготавливаются из меди и алюминия.
Модели СТЭ, СТН и ТСД используются для ручной дуговой сварки, они просты и безотказны в работе. Но, несмотря на свою простую и надежную конструкцию, эти трансформаторы имеют ряд существенных недостатков. Во-первых, вибрация сердечника дросселя сбивает настройку силы тока при работе. Во-вторых, у сварочных трансформаторов с нормальным и низким магнитным рассеянием высокая потребляемая мощность от 25 кВт до 78 кВт. В-третьих, большая масса – более 120 кг. Также среди этих трансформаторов есть модели, такие как ТСД-1000-4 и ТСД-2000-2, способные выдавать номинальный сварочный ток в 1000 А и 2000 А. Но масса этих трансформаторов, как впрочем и СТН-700, СТН-500-1, СТН-350, ТСД-500 от 220 кг до 675 кг, что делает их очень неудобными для частного использования.
Трансформаторы с повышенным магнитным рассеянием
Принципиальным отличием трансформаторов с повышенным магнитным рассеянием от сварочных трансформаторов с низким и нормальным рассеянием является подвижная конструкция обмоток или шунтов. Такой подход позволил добиться более высоких рабочих характеристик при относительно небольшой массе самого трансформатора. Для сравнения нужно взглянуть на модель СГЭ-34У и сварочный трансформатор ТДМ 503. При практически равных рабочих характеристиках разница в весе почти вдвое меньше в пользу ТДМ.
К трансформаторам с повышенным магнитным рассеянием относятся модели с подвижными обмотками, такие как сварочный трансформатор ТС-500, ТСК-300 и трансформатор сварочный ТД-300. Также есть модели с подвижными магнитными шунтами, такие как СТШ-250 и трансформатор сварочный ТДМ-317. Кроме перечисленных есть с неподвижными подмагничивающими шунтами и обмотками – ТДФ-1001 и ТДФ-2001, а также трансформаторы со сложной магнитной коммутацией. Например, сварочный трансформатор ВДУ-506 или трансформатор сварочный ВД-306. Сегодня для частного использования наиболее распространены модели трансформаторов сварочных ТД, ТС и их модификации ТДМ, ТДЭ и другие. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для дуговой и автоматической сварки, а также для сварки под флюсом.
Тиристорные трансформаторы
Еще одним видом сварочных трансформаторов являются тиристорные сварочные трансформаторы. Это относительно новый тип сварочного оборудования. В основу его работы положен принцип фазового регулирования силы тока при помощи тиристоров, которые преобразуют поступающий переменный ток в знакопеременные импульсы. Такие трансформаторы изначально использовались для шлаковой и контактной сварки по причине нестабильности горения дуги. Сегодня с развитием полупроводниковых технологий тиристорные сварочные трансформаторы избавились от своего главного недостатка и являются последним поколением сварочных аппаратов. Они широко применяются как для ручной дуговой сварки, так и для точечной и шлаковой сварок. Примером тиристорного трансформатора может служить Deltapower 400E.
Характеристики сварочных трансформаторов
В независимости от вида сварочного трансформатора любой сварочный аппарат обладает рядом определенных характеристик, которые и определяют его рабочую эффективность и удобство использования. При выборе сварочного трансформатора важно знать и понимать, за что отвечает каждая характеристика и на какие из них следует обращать внимание в первую очередь.
Маркировка сварочных трансформаторов
Первое, что бросается в глаза, это название сварочного трансформатора. Например, трансформатор сварочный ТДМ-401, в названии которого зашифрованы базовые характеристики. Это сделано для того, чтобы без техпаспорта можно было определить, что за аппарат, как он устроен и какова его номинальная сила тока. Сегодня в единой системе обозначения и классификации источников питания для сварки заложены следующие правила:
- тип источника питания: Т – трансформатор, Г – генератор, А – агрегат, В – выпрямитель, У – специализированный источник–установка;
- вид сварки: Д – дуговая, П – плазменная;
- способ сварки: Г – в защитных газах, Ф – под флюсом, У – универсальный. Если всего две буквы, значит, сварка проводится покрытыми электродами;
- вид внешней характеристики: Ж – жесткая, П – падающая;
- количество постов сварки: М – многопостовой, без обозначения говорит об одном посте;
Важно! Иногда буква «М» обозначает механический способ регулировки силы тока. Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
- номинальная сила тока обозначается одной или двумя цифрами, округленными до десятков или сотен Ампер.
- последние одна или две цифры обозначают регистрационный номер в разработке;
- после цифр идет буквенное обозначение допустимого климатического использования: ХЛ – холодный климат, У – умеренный, Т – тропический;
- завершающая цифра обозначает допустимое размещение: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – отапливаемом помещении.
Например, трансформатор сварочный ТДМ-401 говорит нам о том, что это трансформатор дуговой сварки с механическим регулированием и одним постом сварки, с номинальной силой тока в 400 А. Более старые модели, такие как сварочный трансформатор ТС или СТШ несут на себе более старую маркировку. Так «Ш» означает регулировку при помощи шунтов, а «С» – обозначает, что аппарат предназначается для сварки.
Также в техпаспорте сварочного трансформатора указывается класс защиты по международной системе IP. В приведенных ниже таблицах приведены подробные расшифровки.
Пределы регулирования сварочного тока, A (min-max)
Пожалуй, эта характеристика является основной для любого сварочного трансформатора. Регулировка силы сварочного тока указывает сразу на два важных момента. Во-первых, на то, что регулировка вообще возможна, а это значит, что можно использовать электроды различного диаметра. Во-вторых, можно увидеть максимально возможную силу тока, которая позволит использовать электроды большого диаметра, что в свою очередь влияет на производительность труда. Это особенно важно для тех, кто выбирает сварочный трансформатор для цеха или мастерской, где требуются высокие показатели силы сварочного тока, более 200 А. Для бытового использования будет достаточно и меньшей силы сварочного тока.
Диаметр электрода
Одной из второстепенных, но весьма важных характеристик, является применяемый диаметр электрода. В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.
Необходимо отметить такой важный момент как то, что следует использовать электроды несколько меньшего диаметра, несмотря на приведенные показатели. Как показывает практика, подобранный по максимуму электрод под свою силу тока, будет недостаточно качественно проваривать шов.
Напряжение сети и количество фаз
Эта характеристика одна из основных. Она указывает на требуемое напряжение в сети для нормальной работы сварочного трансформатора. Необходимо заранее знать о том, какое напряжение будет в месте работы сварочного трансформатора, чтобы подобрать подходящий. Также от этого зависит количество фаз самого трансформатора. Так для однофазного сварочного трансформатора будет требоваться ток в 220 В, для двухфазного 380 В, а вот сварочный трансформатор ТД-500, работающий как от сети на 220 В, так и от сети на 380 В, является трехфазным.
Номинальный сварочный ток трансформатора
Один из наиболее важных параметров при выборе сварочного трансформатора. Он указывает на максимальное значение сварочного тока, который способен выдать трансформатор. От его величины зависит, как возможность плавки и резки металла, так и используемые для работы электроды. Именно этот параметр указывается в той или иной модели сварочного трансформатора в виде двузначного числа, как, например, у сварочного трансформатора ТС-200, где «200» означает, что номинальный сварочный ток составляет 200 А.
Номинальное рабочее напряжение
Данный параметр указывает на выходное напряжение с вторичной обмотки, которое необходимо для поддержания стабильной сварочной дуги. Как отмечалось ранее, это напряжение находится в диапазоне 30 – 60 Вольт. Значение этого параметра влияет на возможность работы с металлом определенной толщины. Чем ниже номинальное значение, тем тоньше металлические элементы можно сварить между собой. Этот показатель будет особенно важен для тех, кто собирается варить кузова автомобилей.
Номинальный режим работы ПН %
Эта характеристика особо не влияет на выбор того или иного сварочного аппарата. Но знать и понимать, за что она отвечает все же надо, так как от этого зависит сохранность сварочного трансформатора во время работы. Номинальный режим работы или как его еще называют – продолжительность включения – указывает на то, сколько времени трансформатор может находиться в режиме сварки. Так, например, трансформатор сварочный ТД-300 имеет номинальный режим работы 40%. Это говорит о том, что из 10 минут 4 минуты можно работать без перерыва и 6 минут отдыхать, давая трансформатору остыть. В противном случае Вы рискуете повредить аппарат.
Мощность потребления и выходная (КПД)
С этим показателем все довольно просто. Он указывает, сколько энергии потребуется для часа работы трансформатора. Чем ниже этот показатель, тем лучше. Но при этом необходимо также обратить внимание на выходную мощность при сварке. Если разница между ними слишком большая, то лучше поискать другой трансформатор, коэффициент полезного действия которого значительно выше. Иначе рискуете тратить многие килловаты энергии, при этом выполнять мизерную часть требуемого объема работы. Многие производители сразу отображают КПД, а некоторые указывают лишь потребляемую и выходную мощность. Следует быть внимательным и, наткнувшись на второй вариант, помнить о минимальной разнице между потребляемой и выходной мощностью.
Напряжение холостого хода
Еще одной важной характеристикой является напряжение холостого хода, отвечающее за появление сварочной дуги. Чем выше эта характеристика, тем легче создать дугу. Но существуют определенные ограничения по безопасности для оператора. Так для сети с постоянный током порог составляет 100 В, для переменного 80 В.
Количество обслуживаемых рабочих мест
С этим параметром все довольно просто. Он указывает на количество одновременно работающих от трансформатора сварщиков. По сути, этот параметр важен для мастерских, где есть необходимость одновременной работы нескольких человек. Бытовые модели ограничены одним рабочим местом.
AC/DC
Эта аббревиатура указывает на возможность работы сварочного трансформатора на постоянном или переменном токе. Есть трансформаторы, которые работают только от переменного тока, а есть такие, которые только от постоянного. Например, сварочный трансформатор Fubag TR-300 работает от сети с переменным током. Или трансформатор сварочный ВД-306, который тоже потребляет переменный ток. Но оба эти аппарата выдают постоянный ток. Их второе название – сварочные выпрямители. Также необходимо выделить DECA MMA PRIMUS 250E AC/DC, который является ярким представителем среди сварочных трансформаторов с маркировкой AC/DC.
Тип охлаждения
Еще одной второстепенной, но в тоже время достаточно важной характеристикой является тип охлаждения трансформатора. Она ни на что не влияет, но может склонить чашу весов в сторону того или иного аппарата. Существуют сварочные трансформаторы с естественным охлаждением и принудительным. По сути, принудительное охлаждение лучше, так как позволяет более эффективно избавляться от излишка тепла во время работы. Но не все трансформаторы оснащены вентиляторами.
Mасса и размеры сварочного трансформатора
Не влияющими на производительность работы сварочного трансформатора являются его вес и габариты. Но, тем не менее, эти характеристики могут повлиять на выбор. Ведь именно от массы и габаритов трансформатора зависит, будет ли он передвижным или стационарным, будет он на колесах или же с ручками для переноски. Сегодня на рынке представлены различные модели и выбрать есть из чего. Но необходимо сразу оговориться, что высокомощные и производительные сварочные трансформаторы будут весьма громоздкими и тяжелыми, созданными для промышленных условий. В тоже время более компактные и легкие предназначены для простого обывателя. На сегодняшний день развитие технологий в сфере электротехники позволили создать сварочные аппараты с прекрасными рабочими характеристиками с относительно малым весом и с довольно скромными габаритами.
Выбор сварочного трансформатора для новичка в сварочном деле может показаться настоящим кошмаром. Особенно если нет понимания, за что отвечает та или иная характеристика. Чтобы принять правильное решение, следует пригласить на помощь специалиста, который сможет помочь в выборе. Но если заранее подготовиться, изучив все необходимые материалы о сварочных трансформаторах, выбор будет не таким уж и сложным делом.
Сварочный трансформатор — устройство, которое незаменимо в ремонте и строительстве. Это прибор, который помогает сварить металлические изделия воедино, создать прочную конструкцию. О том, кем и когда был создан аппарат, как работает, какие технические характеристики и разновидности имеет и многом другом далее.
История создания
Трансформатор для разной сварки, преобразующий сетевое в низкое напряжение благодаря индуктивному сопротивлению или вторичному трансформаторному напряжению, был придуман в начале XIX в. Профессор физики В. Петров в 1802 г. описал явление электродуги. Он был первым, кто предложил применять ее в электрической сварке и металлической пайке.
 Что собой представляет сварочный трансформатор
Что собой представляет сварочный трансформаторН. Бенардос в 1882 г. впервые применил предложенную теорию в жизни. Он создал дуговую сварку угольным электродом. В последующие годы Бенардос разработал дуговую сварку между несколькими электродами в защитном газе. Также он сделал контактную точечную электросварку клещами. Он первым запатентовал сварочное оборудование.
На основе идей Петрова и Бенардоса Н. Славянов в 1888 г. впервые создал сварочный генератор, разработал флюсы, чтобы повысить качество сварки. Открыл сварочный цех, который пользовался спросом по 1897 г. в Перми.
 Н. Бенардос впервые применил дуговую сварку
Н. Бенардос впервые применил дуговую сваркуК сведению! Впоследствии такие физики-изобретатели, как В. А. Никитин, Д. А. Дульчевский, К. К. Хренов и Б. Е. Патон, усовершенствовали созданную технологию. В результате появились трансформаторы для ультразвуковой, диффузной, электронно-лучевой, холодной, плазменной и прочей сварки.
Принцип работы
Работает устройство просто. Электрический ток попадает в ферримагнитный сердечник. Там он создает напряжение, которое попадает в каждый виток обмотки. Начальная обмотка соединяется с центральной сетью, а вторичная — с электродным держателем. Вторая и производит сварку. Контур теряет уровень сопротивления, а электромагнитная связь увеличивается.
 Принцип работы очень прост
Принцип работы очень простБаланс распределения тока по контурам осуществляет регулятор.
Технические характеристики
Характеристикой сварочного трансформатора является показатель коэффициента мощности, сетевого напряжения, вторичного напряжения, мощности и пределов тока регулирования. Чтобы сварочная дуга надежно зажигалась в трансформаторе, ее вторичное напряжение должно быть не меньше 60-65 в.
 Средние технические характеристики
Средние технические характеристикиВольт-амперная характеристика должна поддерживать устойчивый сварочный процесс, учитывать статику сварочной дуги. Индуктивное сопротивление должно обеспечивать дуговую стабилизацию, восстановление ее во время частой смены полярности тока.
Особенности конструкции и внешнего вида
Сварочный однофазный трансформатор — профессиональное оборудование, в которое входит магнитный привод, начальная и вторичная обмотка, металлический корпус, рукоятка, система охлаждения, проводниковый зажим, крышка корпуса, ходовая гайка и вертикальный винт с ленточной резьбой.
 Внешний вид аппарата
Внешний вид аппаратаСхема подключения
Прежде чем подключить сварочный трансформатор, нужно убедиться, что он надежно заземлен. Схема его подключения представлена на рисунке ниже. Цифрами обозначены по порядку сварочный пост с шланговым трехжильным заземленным кабелем, сварочным аппаратом, регулятором, заземляющими зажимами, шланговым одножильным кабелем, электродержателем и заземляющими проводами.
 Схема подключения
Схема подключенияВажно! Перед тем как начать работу с устройством, нужно проверить, соответствует ли напряжение его первичной обмотки подводимому сетевому напряжению. До того как включить прибор, сварочная цепь должна находиться в разомкнутом состоянии. Трансформаторы стоит подключать с помощью отдельных рубильников
Разновидности
Сварочные трансформаторы делятся на разновидности в зависимости от формы, типа сердечника, обмотки, типа, мощности тока, преобразователя, характеристики обмоточного охлаждения, изоляционных параметров, типа постановки и требований к массе. У некоторых моделей есть определенные узлы, дополнительные элементы в виде конденсаторов, обмоток, вентиляции, стабилизаторов, совершенствующих аппаратную работу.
В зависимости от конструкции электроустройства и метода работы бывают следующие приборы:
- есть устройства амплитудного регулирования с номинальным показателем магнитного рассеивания. В них находятся дроссельный по регулированию трансформатор, медная/алюминиевая обмотка и дополнительная катушка. Дроссель располагается по центру магнитопровода;
- на рынке представлены трансформаторы с завышенным показателем магнитного рассеивания. Они отличаются шунтами и обмотками. Имеют завышенный коэффициент мощности;
- третья группа устройств — тиристорные трансформаторы. В них находится фазорегулятор, который соединен с тиристорами и управленческой системой.
Обратите внимание! Также бывают сварочные однофазные, трехфазные аппараты или трансформаторы переменного, постоянного тока.
Постоянного тока
Аппараты постоянного тока работают от сети, где есть напряжение 380 в.
 Аппарат постоянного тока
Аппарат постоянного токаОни используются в промышленной сфере, поскольку увеличенная сила тока позволяет делать сварку металлических изделий, имеющих большую толщину.
Переменного тока
Трансформаторы переменного тока — бытовые аппараты, которые работают от сети 220 в.
 Аппарат переменного тока
Аппарат переменного токаИх можно использовать в ходе домашнего ремонта, строительства. Они имеют оптимальную мощность для работ средней сложности.
Сферы применения
Сварочный трансформатор постоянного тока и переменного можно использовать, только чтобы соединить изделия из черных металлов. Качество соединения будет зависеть от мастерства работника. Прибор используется в строительстве, строительной промышленности. Он позволяет сэкономить металл, ускорить производственный процесс, снизить стоимость конечной продукции, получить рациональные конструкции, понизить трудоемкость резки, пробивки, сверления и чеканки.
Также помогает заменить некоторые литые изделия легкими сварными, сэкономив материал на 50 %, а также изготовить, установить, преобразовывать металлические, сборные железобетонные конструкции.
 Строительство как сфера применения
Строительство как сфера примененияК сведению! Сварочный аппарат нашел свое применение в космосе, автомобильной промышленности, ремонте сельскохозяйственной техники, архитектуре и дизайне. Главной сферой применения остается строительство.
Инструкция по безопасной эксплуатации
Трансформатор для сварки прост в использовании. Работать с ним может каждый с минимальными знаниями о сварочном процессе. Главным условием того, чтобы использовать устройство, является полное соблюдение правил техники безопасности, обеспечение защиты зрения и рук маской и перчатками. Благодаря полному соблюдению установленных норм можно предотвратить появление профессионального заболевания, устранить несчастные случаи и защитить тело от внезапного сбоя электрического оборудования.
Инструкция по безопасной эксплуатации гласит, что человек перед работой с оборудованием должен качественно, надежно заземлить контакты, а потом подключать оборудование, используя электрический щиток с отдельным подключением к УЗО. При этом длина проводов не должна превышать больше 10 м.
Обратите внимание! При сварочных работах на улице необходимо ставить трансформатор под навесом, в крытом павильоне. Обязательно отключить оборудование, если идет сильный дождь и снегопад. Кроме того, кабели и провода должны быть с исправной изоляцией.
Сварочные работы следует проводить вдали от окружающих, на специальной просторной и хорошо проветриваемой площадке. В условиях сырости необходимо использовать резиновую одежду и коврик. При работе сидя и лежа требуется применять подстилку из войлока.
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов. Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой.
 Мощность — основной критерий при выборе
Мощность — основной критерий при выбореОбратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А. При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
Где заказать и купить
Заказать и купить сварочный трансформатор можно на любой площадке, специализирующей на профессиональном строительном оборудовании. При покупке следует учитывать приведенные выше критерии. Обязательно читать отзывы от реальных пользователей, учитывать цену и сферу применения.
Сварочный трансформатор — надежный, неприхотливый в работе аппарат, способный сварить любой металл благодаря специальному току. Был создан в начале позапрошлого столетия для работы в тяжелой, легкой промышленности. Позднее получил распространение для работы в строительной сфере. Имеет долговечную конструкцию и работает по определенному принципу, которые понятен даже непрофессионалу.
Благодаря электрическому току соединение металлических поверхностей стало проще. Для этого используется сварочное оборудование, которое функционирует путем преобразования энергии. Одними из наиболее востребованных агрегатов в настоящее время считаются трансформаторы сварочного типа, они характеризуются простотой конструкции и высоким качеством соединения материалов.
Что это такое и для чего служит?
Заменить сварку практически нереально, так как крепеж при помощи метизов способен решить проблему только на некоторое время. Трансформаторный аппарат – это самое распространенное оборудование для проведения сварочных работ. Этот ключевой элемент способен создавать дугу при сваривании металлических деталей. Для ручного проведения процедуры мастеру потребуется использование электродов.
В основе сварочного приспособления для бытовых нужд располагается однофазная схема, обладающая невысоким напряжением. При работе мастеру стоит следить, чтобы контакт в розетке был качественным, так как не каждому источнику под силу выдержать проведение такой процедуры. Большинство моделей данного оборудования имеют схожие технические характеристики, но есть и отличия, от которых зависит скорость работы и ее результат.
Самой важной характеристикой агрегата сварочного типа считается показатель номинального тока. От него зависит, какой толщины материал будет обрабатываться тем или иным трансформатором. Бытовые приспособления характеризуются силой тока, не превышающей 160 ампер, у профессиональных она составляет 220 ампер. Средним выходным напряжением для сварочного приспособления является 70 Вольт, но есть и такие модели, что имеют показатель в 90 Вольт.
Агрегаты для сварки обычно работают около 7 минут без перерывов, однако стоит запомнить, что по прохождении этого времени прибор стоит отключать на 180 секунд. Предназначение трансформатора для сваривания – это образование неразрывного типа соединения между поверхностями или деталями из металла.
Надежность и неприхотливость устройства радует человечество уже сотни лет.
Также среди преимуществ техник можно выделить такие моменты:
- низкую цену;
- простоту в обслуживании и хранении;
- хороший уровень ремонтопригодности;
- отличную мощность;
- возможность сваривать металлы с большой толщиной.
Минусами оборудования можно считать большие размеры и вес, затруднения в регулировке напряжения, помимо этого у него прослеживается нестабильное горение дуги и трудности в поджоге.
Устройство и принцип работы
В конструкционных параметрах и принципе действия сварочного трансформатора все просто и понятно даже для начинающего сварщика. Благодаря простой схеме конструкции аппараты подлежат ремонту и не требуют больших затрат для обслуживания. Данный вид оборудования состоит из следующих элементов:
- сердечника;
- рукоятки;
- рым-болта;
- корпусной крыши;
- винта с ленточной резьбой;
- винтовой гайки;
- вторичной и первичной обмоток;
- охлаждающих жалюзи;
- корпуса;
- зажима для подсоединения проводов цепи сварки;
- ручки.
Узлу трансформатора свойственно понижение напряжения, которое поступает от электросети. Благодаря регуляторному узлу можно установить необходимую силу тока. Для того чтобы сжигать дугу, в сварочных аппаратах используется постоянный ток.
Таким образом, происходит адаптация тока под нужные параметры.
Классификация
Сварочные трансформаторы считаются незаменимыми при процессе ручного и некоторых видов промышленного сваривания. В продаже встречается большое количество разновидностей данного агрегата, каждый из которых имеет свое предназначение и выполняет только определенный тип работ.
По фазности напряжения в сети
Согласно особенностям регулировки сварщик может воспользоваться определенными видами оборудования.
- Однофазным. Такое оборудование работает при наличии напряжения в 220 В. Зачастую его используют для решения многих бытовых задач.
- Трехфазным. Это устройство может функционировать при условии напряжения в 380 В. На выходе агрегат дает оптимальную силу тока, благодаря которой можно приваривать детали большой толщины. В этой категории есть и модели, работающие с 220 В.
По количеству обслуживаемых мест
Трансформатор, который используется для сварочного процесса, может предназначаться для различного числа рабочих мест. Количество постов зависит от того, сколько кабелей может присоединиться к агрегату. Согласно этому показателю сварочное оборудование делится на однопостовое и многопостовое. Однопостовый трансформатор работает только с одним рабочим местом, то есть к нему можно подсоединить единственный сварочный кабель. С аппаратами данного вида работает только один мастер.
Многопостовым устройством может пользоваться команда сварщиков, состоящая из 3-6 человек. Эта особенность обуславливается тем, что к аппарату можно подключить несколько кабелей для сварки.
По конструкции
У трансформаторов для сварки могут быть отличия в конструкции. Взяв во внимание особенности составных частей, оборудование можно поделить на типы.
- Аппараты, работающие на магнитном номинальном рассеивании. В их конструкции имеется трансформатор и дроссель, что регулирует напряжение.
- Трансформаторы с высоким уровнем магнитного рассеивания. Вместе с оборудованием мастер в комплекте получит подвижную обмотку, конденсатор, стабилизатор.
- Модели тиристорного типа. Данные устройства считаются сравнительно новыми на рынке оборудования. В основе аппарата присутствует силовой трансформатор, а также тиристорный фазорегулятор.
Трансформаторы этой разновидности характеризуются малым весом, что отличает их от подобного оборудования.
Популярные модели
Покупая тот или иной вариант трансформатора для сварки, потребитель должен обратить внимание на маркировку. Благодаря последней можно узнать об особенностях и назначении товара:
- Д – приспособление для дуговой сварки;
- П – работает на плазменном сваривании.
Если на оборудовании написана буква Г, то это значит, что процедуру можно проводить с защитными газами. При наличии буквы Ф, стоит понимать, что устройство работает с флюсовой сваркой. У – это универсальные сварочные аппараты. Помимо этого маркировка трансформатора может иметь следующие обозначения:
- Ж – жесткий процесс;
- П – падающая сварка.
Если сварщик увидел на технике букву М, то ему стоит знать, что данный агрегат он может использовать для нескольких постов.
Рейтинг хороших трансформаторов для сварки, которые могут использоваться для мелкой работы.
- «Зубр ЗТС-200» – это оборудование характеризуется компактностью и маневренностью во время проведения сварочных работ. Агрегат может использоваться для сваривания деталей из низкоуглеродистого вида стали с толщиной до 6 миллиметров. Корпус прибора характеризуется надежностью, так как состоит из качественного металла. Ему свойственна выдача переменного напряжения. К преимуществам модели можно отнести высокое качество, удобство применения, доступную стоимость и безопасность.
Недостатки прибора – это большой вес и быстрое нагревание.
- Prorab forward 180. Бюджетная модель трансформатора имеет в составе два кабеля с прищепкой, щитки, светофильтры, щетки по металлу, что оснащены шлакоустранителями. Используют модель зачастую с электродами целлюлозного и рутилового вида. К преимуществам оборудования потребители относят компактность держателя, возможность сваривать черные металлы, наличие антикоррозийного покрытия на корпусе.
Минусами данной модели считается большой вес, отсутствие вспомогательного поворотника и сетевой вилки.
- Blue Weld Gamma 2162 – это компактное сварочное оборудование с оригинальным дизайном. Весит агрегат 16 килограммов, но благодаря наличию рукоятки его можно с легкостью переносить. Минусами этой модели можно назвать высокую стоимость, возможность использовать электроды с диаметром менее 4 миллиметров.
Преимущества модели:
- возможность переключиться с 220 на 380 В;
- работает при минусовой температуре окружающей среды;
- сваривает металл с толщиной в 5 миллиметров;
- в комплектации имеет держатель, щиток и отбойник.
Профессиональными моделями, с помощью которых сварщики решают серьезные задачи, можно назвать те, что представлены ниже.
- «Кавик ТДМ-252У2, Cu, 380 В». Высокомощная модель сварочного аппарата способна не только резать, но и наплавливать металл. Недостатком качественного и надежного приспособления считается большой вес и возможность перемещать его только по ровному полу.
- Brima ТДМ1-315-1 – это промышленный вариант сварочного оборудования, который используется в слесарном цеху или ремонтной мастерской. Трансформатор способен сваривать поверхность с толщиной от 2 до 3 сантиметров.
Как выбрать?
Выбор бытового трансформатора для сварки должен включать расчет всех характеристик, благодаря которым прибор сможет справиться с поставленными перед ним задачами.
Перед покупкой оборудования для сварочного процесса мастеру стоит определиться с такими показателями:
- входным напряжением;
- мощностью;
- регуляцией сварочного тока;
- размерами электродов;
- номинальным показателем силы напряжения;
- показателями рабочего режима;
- габаритами и массой оборудования;
- напряжением в холостом ходу.
Особенности эксплуатации
После покупки сварочной техники мастер должен правильно провести регулировку тока и режима в холостом ходу. Для того чтобы обеспечить длительный период эксплуатации данному оборудованию и возможность качественно осуществлять сварку медного провода, сварщику стоит обеспечить качественное подключение трехфазного или однофазного аппарата. Не стоит забывать об аккуратности применения техники и соблюдении правил безопасности.
Подключать трансформатор можно только теми кабелями, что подходят для определенной модели. Категорически запрещено осуществлять установку подобных агрегатов в помещении с высокой влажностью. Охлаждение оборудования должно быть предусмотрено заблаговременно. Во время использования трансформатора не стоит допускать его перегрева. Если был замечен какой-либо сбой в работе, стоит немедленно отключить технику от электросети.
Работая с аппаратом для сварки, не стоит забывать о том, что ему требуются перерывы в процессе функционирования, так как способствуют охлаждению устройства. Несмотря на то что сварочный трансформатор – это безопасный вид техники, специалисты не рекомендуют трогать его руками в процессе варки металла. В противном случае мастер может получить удар током. Каждый раз перед началом работы нужно проверять наличие заземления и его исправность.
После завершения работы оборудованию нужно дать остыть, так как сварщик может получить кожный ожог при непосредственном контакте с корпусом.
Возможные неисправности
Не только купленный, но и собранный собственноручно сварочный трансформатор нуждается в регулярном обслуживании и может время от времени выходить из строя. Ремонт такого оборудования не подразумевает никаких сложностей, поэтому его провести под силу практически каждому сварщику. Самой распространенной поломкой агрегата для сварки считается замыкание цепи, из-за этого оборудование может самопроизвольно выключаться. Устранить проблему можно с помощью разборки трансформатора и последующей замены сломанной детали.
В некоторых случаях сварочный аппарат выходит из строя из-за перегрева, который может произойти, если пользователь установил ток больше, чем необходимо для нормального функционирования техники. Если чрезмерное нагревание устройства будет наблюдаться постоянно, то это может повлечь за собой поломку ключевого элемента. Как результат может потребоваться полная перемотка сварочного трансформатора.
Бывает, что агрегат издает громкие звуки, это может говорить о том, что в его внутренней части разболтаны болты или гайки. Чтобы привести трансформатор в порядок, мастеру потребуется его разобрать и подтянуть каждое из соединений. После того как ремонт будет закончен, необходимо сделать пробное испытание трансформатора.
Сварочный трансформатор – это не только надежное, но простое в использовании приспособление. Аппарат нашел свое применение не только при домашней сварке, но в некоторых промышленных целях. Благодаря наличию данного оборудования сварщик сможет соединять металлические листы разной толщины.
О достоинствах и недостатках трансформаторной сварки вы можете узнать из видео ниже.
На вопрос: «Какой сварочный полуавтомат лучше инверторный или трансформаторный?» можно ответить по-разному. Можно коротко: «Исходи из потребности!», а можно аргументированно разобраться в плюсах и минусах каждой технологии сварки, и на основе этого анализа принять взвешенное решение.
При всей кажущейся простоте, сварить несколько металлических элементов — целое искусство. Как в каждом другом деле, для его освоения нужно заручиться теоретическими знаниями, практическими навыками и подходящим инструментарием.
Как работает сварочный трансформатор
Первые трансформаторы появились в конце XIX века, когда электричество стало обычным явлением. В начале XX века было обнаружено, что при помощи трансформатора можно управлять процессом дуговой сварки, что и дало импульс к развитию трансформаторных сварочных аппаратов.
Самый простой, если можно так выразиться, прапрадед сварочных трансформаторов представляет собой две обмотки, заключенные в набранный из изолированных металлических пластин сердечник.
При приложении напряжения на первичную обмотку, по ней начинает протекать ток. Под действием электромагнитной индукции, возникающей в сердечнике трансформатора, электрический ток начинает течь и по виткам вторичной обмотки.
В сварочном трансформаторе число витков вторичной обмотки значительно меньше, чем первичной, а сама обмотка выполнена из проводника большого сечения. В итоге ток, протекающий по вторичной обмотке, имеет значительную величину, достаточную для того, чтобы зажечь и поддерживать горение электрической дуги.
К слову сказать, в 20–30 годы прошлого столетия трансформаторные сварочные аппараты стали обычным явлением на производстве, а к концу Второй мировой войны их использование переживало настоящий бум. С 30-х по 80-е годы XX века в основе всех сварочных аппаратов лежал трансформатор.
Технологии сварки с помощью трансформатора более 100 лет. Она довольно проста, но за это время отточена практически до совершенства.
Регулирование силы сварочного тока осуществляется по-разному:
- введением в цепь реостата;
- механическим изменением расстояния между первичной и вторичной обмотками;
- изменением зазора в магнитопроводе трансформатора.
Как работает сварочный инвертор
Развитие полупроводниковой техники, ее бурный рост и повсеместное использование открыли новую эру в технологии сварки. Свет увидели инверторные сварочные аппараты.
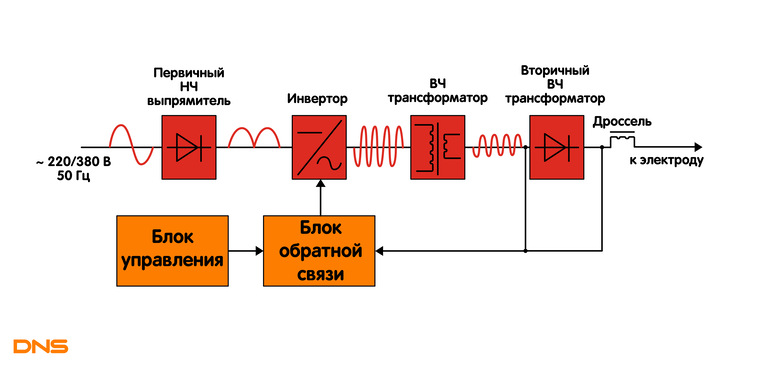
Принцип действия такого аппарата довольно прост. Питающее напряжение, пройдя через выпрямитель, преобразуется в постоянное. В инверторе обратно трансформируется в переменное, но уже высокой частоты (60–80 кГц). После чего происходит процесс повторного выпрямления напряжения, поскольку сварка постоянным током имеет ряд преимуществ.
Использование сварочных токов высокой частоты позволяет избавиться от «лишнего» трансформаторного железа, позволяя тем самым снизить массу и габариты сварочного аппарата.
Именно частота — основополагающий фактор функционирования инверторного сварочного аппарата. С ее помощью производится регулирование сварочного тока — чем ниже частота, тем меньше выходная мощность, а соответственно и сварочный ток.
На заре становления технологии инверторной сварки не обошлось и без разочарований. Первые серийные образцы были крайне капризны к условиям сварки и не очень надежны. Но со временем улучшение схем и элементной базы позволило устранить большинство слабых мест инверторной технологии.
Трансформатор VS инвертор. Плюсы и минусы
Каждая из технологий сварки имеет свои преимущества и недостатки. Рассмотрим подробно самые значимые.
Надежность
Тема, об которую до сих пор ломаются копья и которая разделила сварщиков на два противоборствующих лагеря. Аргументы «трансформаторщиков» — сварочные трансформаторы совершенствуются вот уже более ста лет. Схемотехника аппарата проста, но, тем не менее, доведена до совершенства. Чтобы «убить» такой аппарат — нужно сильно постараться. А вот инверторные модели этим похвастаться пока не могут. Они еще относительно молоды, им есть куда «расти».
Современные реалии таковы, что последний аргумент разбивается в пух и прах появляющейся новой, более надежной элементной базой и постоянным совершенствованием схем инверторных полуавтоматов.
Многофункциональность
В этом аспекте инвертор на голову переигрывает трансформатор. В инверторном полуавтомате благодаря контроллеру можно настроить любую электрическую переменную. Причем ее значение будет отслеживаться и регулироваться постоянно в течение проведения сварочных работ. А это открывает широкое поле деятельности не только при сваривании черных, но и цветных металлов.
Габариты, вес
Из-за массивного железа, принимающего непосредственное участие в трансформации энергии, идущей на сварку, трансформаторные модели тяжелы и громоздки. Даже самый простой аппарат имеет вес, приближающийся к 20 кг.

На их фоне инверторные модели выгодно выделяются. При сопоставимой мощности — они легки и компактны.
Качество дуги и сварных швов
Качество сварного шва — визитная карточка каждого уважающего себя мастера. Чтобы получить хороший шов, помимо твердой руки, нужно иметь аппарат, который будет удерживать параметры тока на заданной величине. Не секрет, что самые простые трансформаторные модели сильно зависимы от изменения величин питающего напряжения. При его просадках — снижается сварочный ток, и мастеру приходится уменьшать зазор между деталями и электродом, чтобы «удержать» дугу. При резких скачках реакции может и не хватить — при резком возрастании тока зачастую можно получить прожиг заготовок насквозь, особенно при сваривании тонкостенного металла.
К тому же к сварочным трансформаторам, не оборудованным выпрямителем, нужно приноровиться. Дело в том, что сварка переменным током более сложна физически. Она приводит к так называемой «жесткой» дуге, шипению электрода и разбрызгиванию металла по заготовке.
На рисунке: слева — шов, выполненный трансформаторным аппаратом, справа — инвертором.
Работать на трансформаторном сварочном аппарате несколько сложнее. Зато освоив технику сварки, без труда можно «творить чудеса» на инверторе. Обратный переход без привыкания, наработки навыка и определенного «доучивания» невозможен!
Всепогодность
По этому признаку — однозначный фаворит трансформаторный полуавтомат. Дело в том, что напичканные электроникой инверторы боятся влаги и пыли, которые способны вывести из строя плату аппарата.
Сварка в запыленных помещениях, особенно с содержащейся в воздухе металлизированной пылью, не для инвертора!
Еще одно ограничение, накладываемое производителями на инверторные аппараты — использование оборудования для работы в мороз. Виной тому — возможный конденсат, который может образоваться на платах устройства.

Трансформаторным аппаратам все вышеперечисленное нипочем. Они будут работать и в жару и в холод, и даже при повышенной влажности. Единственное чего не стоит делать, так это проводить сварочные работы под дождем! Это опасно!
Продолжительность включения
Как известно, этот параметр характеризует соотношение времени работы аппарата к необходимым для его остывания простоям при максимальных нагрузках. Чем интенсивнее сварочные работы, тем более продолжительные потребуются паузы.
При работе в нагруженных условиях, больше шансов побороться за симпатии потребителей у трансформаторных решений. Если нужно делать много сварных швов не самого лучшего качества, а то и вовсе, просто резать металл, то альтернативы трансформатору нет. Ведь делать то же самое на инверторном аппарате даже звучит кощунственно.
Работа в режиме повышенных нагрузок с большой долей вероятности приведет к выходу из строя электронных компонентов инверторного аппарата.
Сегодня при выборе сварочного полуавтомата большая часть пользователей наверняка отдаст предпочтение инверторному решению. И это не удивительно, ведь де-факто именно инверторные модели являются стандартом в области сварки.
Но сбрасывать со счетов трансформаторные модели все же преждевременно, поскольку для них еще есть определенные ниши, в которых им нет равных. В конце концов, все сводится к конкретным условиям работы и собственному взвешенному решению.
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
90000 welding transformer – Traduction en français – exemples anglais 90001 90002 90003 Ces exemples peuvent contenir des mots vulgaires liés à votre recherche 90004 90002 90003 Ces exemples peuvent contenir des mots familiers liés à votre recherche 90004 90002 Thereby, a small 90009 welding transformer 90010 with high capacity can be achieved. 90004 90002 Moreover, the isolation 90009 welding transformer 90010 (24) comprises primary and secondary coils (52, 60) formed from tubular members each of which are cooled by a fluid coolant.90004 De plus, le 90009 transformateur de soudage 90010 à isolation (24) comprend des enroulements primaire et secondaire (52, 60) formés à partir d’organes tubulaires, chacun d’eux étant refroidi par un fluide de refroidissement. 90002 Disclosed is a 90009 welding transformer 90010 for an inverter-type resistance welder, wherein an issue in that the maximum current decreased when the control frequency was increased is solved.90004 L’invention concerne un 90009 transformateur de soudage 90010 pour un appareil de soudage par résistance du type à inverseur, sur lequel on a résolu le problème faisant que le courant maximal décroît lorsque la fréquence de commande augmente. 90002 Proposed is a 90009 welding transformer 90010 for an inverter-type resistance welder that enables the welder to be made more compact and energy saving.90004 Il est proposé un 90009 transformateur de soudage 90010 pour un appareil de soudage par résistance du type à inverseur, qui permet à l’appareil de soudage d’être plus compact et plus économe en énergie. 90002 In addition, since primary windings with a bent structure are used, inductance is minimized, and the overall structure of the 90009 welding transformer 90010 is made compact. 90004 En outre, comme on utilise des bobinages primaires de forme courbe, l’inductance est réduite et la structure générale du 90009 transformateur de soudage 90010 est très compacte.90002 Surge voltage occurring in the primary winding of the 90009 welding transformer 90010 when opening between the first and second welding electrodes is thereby flowed through the discharge switch to the welding capacitor as surge current. 90004 La tension de surcharge se produisant dans l’enroulement primaire du 90009 transformateur de soudage 90010 lors de l’éloignement des première et deuxième électrodes de soudage est ainsi envoyée, via l’interrupteur de décharge, au condensateur de soudage sous la forme d’un courant de surcharge.90002 The isolation 90009 welding transformer 90010 (24) is also optimally sized due to the reduction permissable by the previous interposition of the auto transformer (12) in the welding system. 90004 Le 90009 transformateur de soudage 90010 à isolation (24) est également dimensionné de manière optimale en raison de la réduction admissible par l’interposition préalable de l’auto-transformateur (12) dans le système de soudage.90002 , In particular a (single-phase) mid-frequency 90009 welding transformer 90010, with a transformer core 90004 90002 A weld controller utilizes a neural network to compute power factor of a secondary circuit of a 90009 welding transformer 90010 supply power to a workpiece through a pair of welding electrodes. 90004 Un appareil de commande de soudage fait appel à un réseau neuronal pour calculer le facteur de puissance d’un circuit secondaire d’un 90009 transformateur de soudage 90010 alimentant en puissance une pièce à travers une paire d’électrodes de soudage.90002 To accomplish this, the system monitors the discrete changes in the characteristics of the current in the primary (24) of the 90009 welding transformer 90010 (26) which occur as a result of changes in weld resistance. 90004 Pour ce faire, le systeme controle les variations discretes des caracteristiques du courant dans l’enroulement primaire (24) du 90009 transformateur de soudage 90010 (26) qui resultent des variations de la resistance de soudure.90002 A welding apparatus is disclosed to include an electrically insulating casing, first and second welding electrodes, and a 90009 welding transformer 90010 having a toroidal core, a multi-turn primary winding and a single-turn secondary winding. 90004 L’appareil de soudage décrit comprend un boîtier électroisolant, des première et seconde électrodes consommables, ainsi qu’un 90009 transformateur de soudage 90010 comportant un noyau toroïdal, un enroulement primaire multispire et un enroulement secondaire monospire.90002 said aim is achieved by means of a resistance welding device having a 90009 welding transformer 90010 with first and second coupled secondary windings 90004 ce but est atteint grâce à un dispositif de soudage par résistance comprenant un 90009 transformateur de soudage 90010 pourvu d’un premier et d’un second enroulement secondaire 90002 the invention also relates to a transformer arrangement, especially a 90009 welding transformer 90010 arrangement, comprising a primary winding and a secondary winding, the primary winding and / or secondary winding comprising at least one winding element according to the invention.90004 la présente invention concerne en outre un ensemble transformateur, en particulier un ensemble 90009 transformateur de soudage 90010, pourvu d’un enroulement primaire et d’un enroulement secondaire, l’enroulement primaire et / ou l’enroulement secondaire comportant au moins un élément spire selon la présente invention. 90002 90009 Welding transformer 90010, water-cooled, fitted with thermostat protection switch 90004 90002 The primary winding of the 90009 welding transformer 90010 (1) contains a welding voltage stabilizing unit (6), the control input of which is connected to the secondary winding of the 90009 welding transformer 90010 (1).90004 90002 90009 WELDING TRANSFORMER 90010, 90009 WELDING TRANSFORMER 90010 ASSEMBLY, WELDING DEVICE, AND RESISTANCE WELDING METHOD 90004 90002 It is possible to connect the compact suspended cabinet with a manual trafo gun and / or a 90009 welding transformer 90010 with a capacity of up to 150kVA. 90004 Il est possible de raccorder une pince manuelle ou un 90009 transformateur 90010 de 90009 soudage 90010 jusqu’à 150kVA à l’armoire électrique murale.90002 a 90009 welding transformer 90010 comprises a power transformer whose primary winding is connected, through the winding of a choke, to an alternating current power source, and the magnetic circuit of the power transformer is saturable. 90004 un 90009 transformateur de groupe de soudage 90010 comprend un transformateur de puissance dont l’enroulement primaire est connecté par l’enroulement d’une bobine d’arrêt à une source d’alimentation en courant alternatif, et le circuit magnétique du transformateur de puissance est saturable.90002 the chief electric source includes a resistance 90009 welding transformer 90010 and an electric source control device, and provides step wave impulse output for outputting a suitable current to weld through the electric source control device 90004 la source électrique principale comprend un 90009 transformateur de soudage par 90010 résistance et un dispositif de commande de source électrique, et émet des impulsions d’ondes étagées permettant d’émettre un courant approprié au soudage par l’intermédiaire du dispositif de commande de la source électrique .