Что такое сварочный трансформатор – определение
Сварочный трансформатор – это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Сила тока в сварочном трансформаторе может регулироваться изменением индуктивного сопротивления цепи или с помощью тиристоров (фазное регулирование).
Сварочные трансформаторы классифицируются следующим образом:
- по количеству обслуживаемых рабочих мест,
- по фазности напряжения в сети: однофазные, трехфазные,
- по конструкции.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием – имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.

- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.

К характеристикам сварочных трансформаторов относятся:
– коэффициент мощности,
– напряжение сети (первичное напряжение),
– вторичное напряжение,
– мощность,
– пределы регулирования тока.
Коэффициент мощности – безразмерная физическая величина, характеризующая потребителя переменного электрического тока с точки зрения наличия в нагрузке реактивной составляющей. Коэффициент мощности равен отношению потребляемой электроприемником активной мощности к полной мощности. Активная мощность расходуется на совершение работы. Полная мощность – геометрическая сумма активной и реактивной мощностей (в случае синусоидальных тока и напряжения).
Номинальным первичным напряжением трансформатора называется такое напряжение, которое, необходимо подвести к его первичной обмотке, чтобы на зажимах разомкнутой вторичной обмотки получить вторичное номинальное напряжение, указанное в паспорте трансформатора..jpg)
Номинальным вторичным напряжением называют напряжение, которое устанавливается на зажимах вторичной обмотки при холостом ходе трансформатора (к зажимам первичной обмотки подведено напряжение, а вторичная обмотка разомкнута) и при подведении к первичной обмотке номинального первичного напряжения.
Мощность трансформатора напряжения предельная – кажущаяся мощность, которую трансформатор напряжения длительно отдает при номинальном первичном напряжении, вне классов точности, и при которой нагрев всех его частей не выходит за пределы, допустимые для класса нагревостойкости данного трансформатора.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке.
Сварочные трансформаторы, применяемые в агрегатах и генераторах Shindaiwa, обеспечивают их отличные технические характеристики
Сварочный трансформатор – описание, устройство, принцип работы, виды трансформаторов для сварочных работ
12. 02.2020
02.2020
При технических работах используется не только специальный аппарат, но и сварочный трансформатор. Он должен обеспечивать подачу тока с заданными характеристиками на электроды.
Для чего нужен сварочный трансформатор
Напряжение, которое требуется для создания электрической дуги, составляет не больше 60-65 В. При сварке в быту достаточно меньшего напряжения – в пределах 30-35 В. При этом стандартные показатели в электросети – 220 В. В некоторых случаях в розетке может быть 120 В или 380 В. Сварочный трансформатор понижает входящее напряжение до того значения, которое необходимо для сварки, повышая при этом силу тока.
Еще один нюанс – количество фаз. Стандартные розетки обычно однофазные, а некоторые сварочные аппараты – трехфазные. Трансформатор нужен, чтобы привести все характеристики: напряжение, силу тока, количество фаз к тем значениям, которые необходимы для выполнения сварки.
Другая его функция – бесперебойная подача тока. Чтобы шов был ровным, в нем не возникало плохо проработанных участков, важно создать равномерную дугу. Любое резкое колебание напряжения в сети скажется на качестве соединения. Предотвратить это поможет сварочный трансформатор, который стабилизирует ток.
Конструкция
Разные модели могут отличаться друг от друга, но у сварочных трансформаторов есть общие элементы конструкции:- Сердечник. Обычно он изготавливается из стальных пластин. Эта деталь служит для преобразования электромагнитного потока.
- Первичная обмотка. На нее подается входящий ток. Обмотка представляет собой проволоку определенной длинны и сечения. От этих параметров будет зависеть, какое напряжение можно подать.
- Вторичная обмотка. На ней продуцируется исходящий ток. Если в этот момент сварка не ведется и вторичный ток отсутствует, это называется холостым ходом трансформатора.
- Регулирующие элементы. Чтобы можно было установить нужное значение выходящего напряжения, обычно используются подвижные обмотки или перемещение рассеивающих сердечников.
- Зажимы для вывода напряжения на электроды.
- Корпус. Вся конструкция защищается кожухом от повреждений, а также для предупреждения поражения током.
 От этих параметров будет зависеть, какое напряжение можно подать.
От этих параметров будет зависеть, какое напряжение можно подать.Как работает сварочный трансформатор
На первичную обмотку трансформатора подается ток из сети. Обычно это 220 В или 380 В – все зависит от характеристик, на которые рассчитан прибор.
Значения тока и напряжения на обмотках регулируются количеством витков провода и его сечением. Меняя эти соотношения можно повышать или понижать параметры тока до нужных значений. Чем больше длина провода, тем выше напряжение, и наоборот. Поэтому в понижающих трансформаторах витков вторичной обмотки всегда меньше.
Со вторичной обмотки ток с заданными значениями передается на электроды, которые взаимодействуют с металлом, за счет чего и происходит сварка.
Выходящая сила тока регулируется за счет рассеивающего сердечника (шунта) или изменением расстояния между обмотками. Чем больше зазор между обмотками, тем ниже сила тока и наоборот.
Составные элементы и дополнительные узлы
Кроме обмоток и сердечника, трансформатор должен содержать такие комплектующие:- винт (вертикальный) с резьбой;
- ручку для вращения винта;
- ходовую гайку;
-
систему подвеса.
Кроме этого, на корпусе прибора должна быть решетка. Через нее внутрь попадает воздух, охлаждая трансформатор. Из корпуса выводятся изолированные провода с зажимами подачи тока на металлическую деталь и электрод. Также корпус обязательно заземляется.
Разные дополнительные узлы призваны улучшить работу устройства. Например, при выпрямлении напряжения используются конденсаторы для сглаживания пульсаций. Также могут применяться дополнительные вторичные обмотки, стабилизаторы импульса и фазорегуляторы.
Для расширения возможностей сварки вводят дополнительные элементы сопротивления. Они выводятся на отдельные переключатели и позволяют варить очень тонкие или толстые металлические листы.
Холостой режим
В ходе сварки на обмотку подается ток из сети. Он передается на вторичную обмотку, благодаря проводам и контактам он передается на электрод и рабочую поверхность. Между ними возникает дуга, которая нагревает и расплавляет металл.
Между ними возникает дуга, которая нагревает и расплавляет металл.В том момент, когда на первичной обмотке уже есть напряжение, но сварка еще не производится, трансформатор работает в режиме холостого хода. Из-за того, что электрод не контактирует с металлическим листом, цепь остается разомкнутой и ток не проходит через вторичную обмотку. В это время магнитное поле замыкается внутри сердечника.
Как правило, напряжение холостого хода составляет 48-70 В. В случаях, если эти показатели превышены, нужно автоматическое ограничение во избежание замыкания или перегрева.
На что обращать внимание при выборе
Выбирать сварочный трансформатор нужно по таким характеристикам:- Входящее напряжение. Для бытовых сварочных трансформаторов оно составляет 220 В, для более мощных промышленных аппаратов – 380 В.
- Ток сварки. Диапазон значений, как правило, лежит в пределах 50-500 А. Однофазные приборы обычно выдают около 250 А.
- Вторичное напряжение. Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
- Длительность сварки. Она может варьироваться от 15-20 минут до нескольких часов.
- Мощность прибора. Бытовые модели потребляют около 3 кВт, промышленные – до 27 кВт. Некоторые аппараты не получится использовать от домашней электросети, для них понадобиться отдельный генератор.
- Материал обмотки. Сварочный трансформатор с алюминиевой обмоткой не такой мощный, как прибор с медной обмоткой при прочих одинаковых характеристиках.
 Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
Разновидности
Трансформаторы бывают нескольких типов в зависимости от количества фаз, на которые они рассчитаны:Однофазные рассчитаны на бытовую сеть в 220 В. Трехфазные – на промышленную в 380 В.
 Есть модели трансформаторов, работающие от любой сети, но в этом случае меняются их параметры мощности.
Есть модели трансформаторов, работающие от любой сети, но в этом случае меняются их параметры мощности.Также различают разные виды приборов в зависимости от типов конструкции. Есть аппараты с номинальным и увеличенным магнитным рассеиванием, а также с тиристорным фазорегулятором.
Некоторые трансформаторы работают на постоянном или переменном токе. Бытовые приборы обычно используют переменный ток. Приборы на постоянном токе в своей конструкции содержат выпрямитель. Они применяются на стройке для варки не только черных, но и цветных металлов.
Трансформаторы бывают также однопостными и многопостными. В первом случае можно подключить только один рабочий электрод. Многопостный прибор позволяет использовать сразу несколько электродов и работать одновременно с разными деталями.
Возможные неисправности
Они могут выходить из строя по нескольким причинам:- Короткое замыкание. Обычно оно случается между двумя деталями прибора. Восстановить работу при этом не сложно – нужно разобрать аппарат и заменить неисправный элемент.
- Перегрев. Такая поломка возникает в тех случаях, когда входящее напряжение значительно превышает заявленные производителем значения. Его могут вызвать скачки тока в сети. Чтобы устранить поломку, нужно сменить обмотку, используя провод аналогичной длинны и сечения.
- Сильный шум. Когда в процессе работы прибор начинает издавать громкие звуки, скорее всего, ослабли крепления или болты. Чтобы это исправить, нужно снять крышку и затянуть все соединения.
 Восстановить работу при этом не сложно – нужно разобрать аппарат и заменить неисправный элемент.
Восстановить работу при этом не сложно – нужно разобрать аппарат и заменить неисправный элемент.Благодаря простой конструкции трансформатор практически не подвержен неисправностям. А большинство поломок можно устранить самостоятельно, обращаться к услугам мастера не требуется.
Сварочные трансформаторы используются для профессиональной и любительской сварки. С их помощью можно соединять металлические детали разной толщины. Для этого используют плавящиеся и не плавящиеся электроды.![]() В первом случае электрод расплавляется во время работы и служит присадочным материалом. При использовании не плавящихся насадок швы заполняются расплавляемым металлом. Но для работы с ними нужен определенный навык.
В первом случае электрод расплавляется во время работы и служит присадочным материалом. При использовании не плавящихся насадок швы заполняются расплавляемым металлом. Но для работы с ними нужен определенный навык.
Сварочные трансформаторы
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
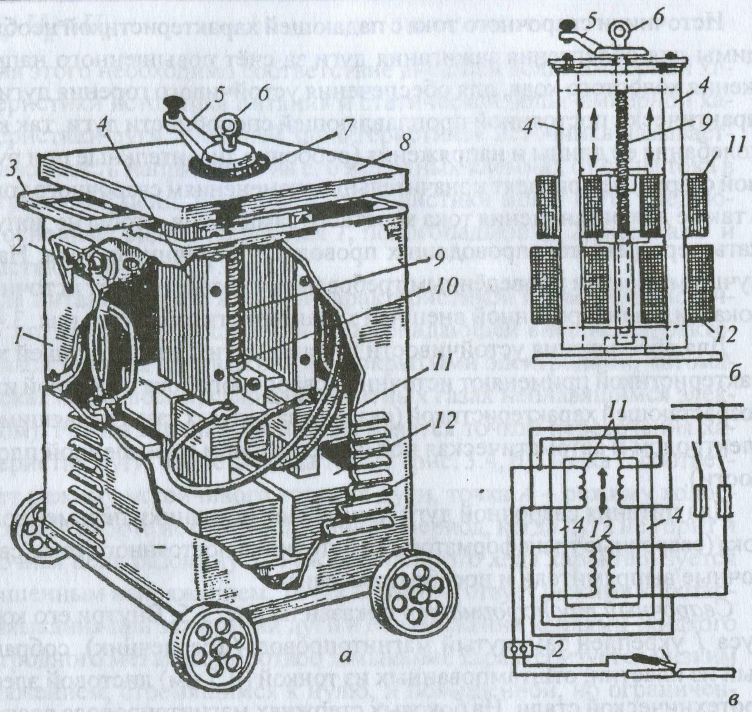
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис. 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют в однокорпусном исполнении: обмотки трансформатора и реактора размещены на общей магнитной системе и закрыты одним кожухом.
На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 собрана из покрытых лаком пластин электротехнической стали толщиной 0,5 мм и является общей для обмоток трансформатора и реактора.![]()
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.![]()
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
Устройство сварочного трансформатора: принцип действия, работы
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения.![]() Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.![]()
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение – число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 – число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 – первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 – вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 – подвижная часть магнитопровода;
- 4 – система подвеса трансформатора внутри корпуса агрегата;
- 5 – механизм управления воздушным зазором;
- 6 – ходовой винт. Основной элемент управления воздушным зазором;
- 7 – рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе.![]() Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока – величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока – величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения – не более 12 В.
Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.![]()
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом. Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
- На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.
Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока.![]() Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
Надеемся, эта информация будет полезной для вас.
Сварочные трансформаторы – Осварке.Нет
Сварочный трансформатор — источник питания сварочной дуги переменного тока, предназначенный для понижения напряжения питания (220 или 380 В) до безопасного напряжения для человека, но достаточного для легкого зажигания и стабильного поддержания сварочной дуги. При помощи сварочного трансформатора можно регулировать силу сварочного тока и подстраивать режимы сварки под толщину свариваемых деталей и диаметра электрода.
Источники питания переменного тока используют для ручной дуговой сварки покрытым электродом, автоматической сварки под флюсом, электрошлаковой сварки, сварки неплавящимся электродом в инертных газах алюминия и сплавов на его основе.
Источники питания переменного тока могут быть частью специальных установок для сварки или мультипроцессорных источников питания дуги.
Рис. 1. Сварочный трансформатор
Принцип действия сварочного трансформатора
[context] Внутри корпуса сварочного трансформатора находится сердечник (магнитопровод), состоящий из тонких лакированных пластин (0,5 мм) электротехнической стали. На этом сердечнике размещают первичную и вторичную обмотку сварочного трансформатора.Первичная обмотка имеет большее количество витков, подключается к сети питания. Во время прохождения тока по первичной обмотке намагничивается сердечник трансформатора и создается переменный магнитный поток.
Магнитный поток сердечника будет оказывать влияние на вторичную обмотку трансформатора — создавать в ней переменный ток меньшего напряжения (чем в первичной обмотке), но большей силы. Это явление называется электромагнитная индукция. Понижение напряжения с помощью трансформатора, пропорционально увеличивается сила сварочного тока вторичной обмотки.
Соответственно первичная обмотка подключается к сети питания, а вторичная — подает сварочный ток на электрод и сварочную конструкцию. Когда по первичной обмотке протекает ток, в то время как вторичная обмотка разомкнута, устанавливается режим холостого хода источника питания. В этот момент напряжение на вторичной обмотке максимальное, так как сварка не производится (напряжение холостого хода). Соотношение напряжения первичной обмотки и вторичной называется коэффициентом трансформации. Во время зажигания сварочной дуги цепь вторичной обмотки замыкается — такое состояние называется режимом нагрузки сварочного трансформатора.
Когда по первичной обмотке протекает ток, в то время как вторичная обмотка разомкнута, устанавливается режим холостого хода источника питания. В этот момент напряжение на вторичной обмотке максимальное, так как сварка не производится (напряжение холостого хода). Соотношение напряжения первичной обмотки и вторичной называется коэффициентом трансформации. Во время зажигания сварочной дуги цепь вторичной обмотки замыкается — такое состояние называется режимом нагрузки сварочного трансформатора.
Регулирование силы тока сварочного трансформатора
Для регулирования силы тока сварочного трансформатора используют несколько методов влияния на коэффициент трансформации, в зависимости от конструкции сварочных трансформаторов могут использовать разные методы.
Наиболее распространенный тип регулирования тока с помощью перемещения движущихся обмоток винтовым механизмом. Отдаление расстояния между обмотками приводит к снижению магнитной связи между ними, уменьшению коэффициента трансформации и в следствии уменьшению силы тока.![]() При сближении обмоток магнитный поток усиливается создавая ток большей силы.
При сближении обмоток магнитный поток усиливается создавая ток большей силы.
Рис. 2. Регулирование силы тока винтовым механизмом: 1) вторичная обмотка; 2) винт с ленточной резьбой; 3) магнитопровод; 4) первичная обмотка.
Вторая, распространенная схема регулирования тока, когда между неподвижными обмотками вводится магнитный шунт служащий для рассеивания магнитного потока. Таким образом изменением положения магнитного шунта можно изменять магнитный поток рассеивания, с увеличением которого понижается ток вторичной обмотки.
Достаточно часто в конструкции сварочных трансформаторов находятся несколько первичных и вторичных обмоток. Изменяя способы соединения этих обмоток можно ступенчато регулировать сопротивление трансформатора. Последовательное соединение первичных и вторичных обмоток усиливается сопротивление трансформатора, параллельное соединение снижает сопротивление трансформатора. Изменяя тип соединения получают три ступени регулирования или четырехкратное изменение тока.
Рис. 3. Регулирование сварочного тока: ступенчатое и плавное
Преимущества и недостатки сварочных трансформаторов
Основное преимущество сварочного трансформатора в простой конструкции без дорогих деталей, а как следствие более доступная цена оборудования и ремонта. При использовании источников питания переменного тока отсутствует магнитное дутье — отклонение сварочной дуги под воздействием магнитного поля.
Недостатком сварочных трансформаторов является менее стойкое горение сварочной дуги, повышенное разбрызгивание электродного металла по сравнению с источниками постоянного тока.
Сварочные трансформаторы – устройство, виды
Сварочный трансформатор предназначен для создания электрической дуги, с помощью которой осуществляется дальнейший процесс ручной сварки или сварки под флюсом. Он преобразуют высокое напряжение сети в низкое во вторичной цепи до необходимого для сварки уровня. Такое вторичное напряжение на холостом ходу варьируется от 60 до 75 Вольт. При осуществлении сварки при малых токах (от 60 до 100 Ампер) напряжение холостого хода должно составлять не менее 70 Вольт.
При осуществлении сварки при малых токах (от 60 до 100 Ампер) напряжение холостого хода должно составлять не менее 70 Вольт.
Устройство сварочных трансформаторов
Состоит из силового трансформатора и прибора регулировки сварочного тока. Из-за необходимости большого сдвига фаз тока и напряжения для появления стабильной электрической дуги переменного тока при перемене полярности, необходимо позаботиться об увеличении значения индуктивного сопротивления во вторичной цепи. Если начинает расти сопротивление индуктивности, то вырастает и угол наклона внешней статической характеристики источника питания, а это, в свою очередь, помогает получить падающие характеристики, что требует общая устойчивость системы «дуга — источник питания».
Чаще всего сварочный трансформатор изготавливают двухобмоточным. В таком случае главными его исполнительными деталями выступают первичная и вторичная обмотки, а также магнитопровод. Конструктивное исполнение сварочного трансформатора будет зависеть от следующих показателей и параметров:
- формы и типы обмоток и магнитопровода;
- количество фаз, форма и частота преобразуемого напряжения и тока;
- вид и степень охлаждения обмоток;
- уровень класса изоляции;
- конструкционные параметры машины, где будет монтироваться сварочный трансформатор;
- предъявляемые требования по ограничению массы и снижению уровня сопротивления обмоток.
Сварочные трансформаторы работают в режиме повторно-кратковременной нагрузки с общим числом отключений до 120-ти в минуту, поэтому к их механическим конструкциям принято предъявлять дополнительные требования по показателям прочности.
Внешние характеристики тока и напряжения трансформаторов для ручной сварки делятся на пологопадающие и крутопадающие. Рабочий режим этого вида трансформатора регулируется с помощью обмоточного сопротивления. Трансформаторы же, которые используются при постоянной сварке без регуляции сопротивления и дуги, обладают жесткой внешней характеристикой.
Однофазные сварочные трансформаторы на рынке представлены серией ТД. Такие трансформаторы имеют довольно развитое магнитное поле, которое регулируется с помощью регулятора тока. Плотное магнитное рассеивание обеспечивается за счет идеального друг от друга расстояния обмоток. Также в однофазных трансформаторах для возможности осуществления дополнительной регулировки тока используют плавно-ступенчатое регулирование.
Среди переносных сварочных трансформаторов широкую популярность приобрели модели ТД-306 и ТД-102, имеющие номинальные токи в 250 и 160 Ампер. При работе на больших токах обмотки первичной катушки соединяются последовательно, а вторичной – параллельно. При переходе на работу с малыми токами вторичную катушку отключают. В некоторых моделях, таких как ТД-300 и ТД-500, обмотки вторичных катушек являются подвижными.
Трансформаторы с нормальным магнитным рассеиванием
У таких сварочных трансформаторов величина тока регулируется с помощью изменения величины воздушного зазора. Это происходит за счет передвижения дросселя. Сейчас трансформаторы с нормальным магнитным рассеиванием практически не встретишь на крупных предприятиях и заводах. Исключение могут составлять только модели ТСД-1000-3 и ТСД-2000-2, да и те используются лишь в автоматизированной сварке под флюсом. А дело все в том, что данные трансформаторы были придуманы одними из первых, а, следовательно, имели максимальное число недостатков (один из них – неимоверно сильная вибрация). Они уже давно сняты с производства, а оставшиеся экземпляры попросту доживают свои дни.
Они уже давно сняты с производства, а оставшиеся экземпляры попросту доживают свои дни.
Регулировка сварочного тока
Процесс регулировки воздушного зазора осуществляется путем контрастных изменений воздушного зазора между неподвижной и подвижной частями действующего магнитопровода. Если начать увеличивать магнитный зазор, то произойдет постепенное увеличение сопротивления всего магнитопровода. Величина магнитного потока начнет стремительно падать, вместе с ней снижается сопротивление индуктивности, что приводит к увеличению величины сварочного тока. Если воздушный зазор исключить вовсе, то дроссель берет на себя роль катушки, и тогда величина тока примет минимальную величину. По этим причинам, если мы хотим добиться максимального значения величины сварочного тока, нам необходимо максимально увеличить расстояние между катушками (воздушный зазор). Данная регулировка имеет плавные характеристики настройки, поэтому позволяет осуществлять довольно точные настройки.
Однопостовые сварочные трансформаторы
Однопостовые сварочные трансформаторы используются при работах с ручной сваркой и сварки под флюс. К таким трансформаторам предъявляются повышенные технологические требования, поскольку они должны позволять осуществлять плавное и устойчивое горение дуги во время работы с электродами, обладающими высоким стабилизирующим действием. Только такие электроды позволяют работать с переменным током так, чтобы выходные характеристики сварочного трансформатора остались без изменений. Использование других типов электродов может привести к нестабильному горению дуги, особенно это наглядно видно при токах ниже 100 Ампер.
К таким трансформаторам предъявляются повышенные технологические требования, поскольку они должны позволять осуществлять плавное и устойчивое горение дуги во время работы с электродами, обладающими высоким стабилизирующим действием. Только такие электроды позволяют работать с переменным током так, чтобы выходные характеристики сварочного трансформатора остались без изменений. Использование других типов электродов может привести к нестабильному горению дуги, особенно это наглядно видно при токах ниже 100 Ампер.
Разновидности
Сварочные трансформаторы принято классифицировать исходя из их электромагнитной схемы и способа регулирования. Трансформаторы амплитудного регулирования со стандартным уровнем рассеивания делятся на трансформаторы, имеющие дроссель насыщения, и трансформаторы, имеющие дроссель магнитного зазора. Трансформаторы амплитудного регулирования с большим уровнем рассеивания бывают с:
- подвижным шунтом;
- реактивной обмоткой;
- подвижной катушкой;
- конденсатором;
- подмагниченным шунтом;
- рассеивающими обмотками;
- импульсными стабилизаторами.
Тиристорные трансформаторы, имеющие возможность регулировки фаз, делят на трансформаторы с подпиткой и трансформаторы с импульсной стабилизацией.
Сварочные трансформаторы с отдельным дросселем
Такие трансформаторы обладают крайне жесткими внешними характеристиками, которые появляются из-за малой величины магнитного рассеивания и небольшого показателя сопротивления индуктивности у трансформаторных обмоток. Ниспадающую внешнюю характеристику получают за счет дросселя, который имеет большое индуктивное сопротивление.
Сварочные трансформаторы с магнитными шунтами
Данные трансформаторы обладают плавными падающими характеристиками, которые получают за счет увеличения величины рассеивания. Это рассеивание образуется благодаря дальнему расположению друг от друга обмоток и шунта. Изменение выходных характеристик происходит после плавной регулировки шунта и ступенчатого переключения катушек.
Сварочный трансформатор: принцип, требования и типы
Прочитав эту статью, вы узнаете: – 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
В сварочной дуге переменным током ток остается почти синусоидальным, а напряжение искажается, как показано на рис. 4.9.
Учитывая эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги.Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. На переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис. 4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 с тем же напряжением повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 с тем же напряжением повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при небольших токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках применяемых ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Во избежание разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, а
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не обрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На схеме эти парциальные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, то есть они должны иметь значительные потоки утечки. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную катушку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, изменяется и реактивное сопротивление, а следовательно, выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Расположение шунта на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством регулирования реактивного сопротивления.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток в таком сварочном трансформаторе низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на пропускание максимально допустимого тока.
Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на пропускание максимально допустимого тока.
Если вторичное напряжение сварочного трансформатора составляет В 2 , напряжение дуги составляет В, дуга , а общее сопротивление вместе с реактивным падением на реакторе составляет В 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением числа витков обмотки, включенной в цепь (реактор с отводом).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, изменяя таким образом воздух разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное сопротивление падают, так что сварочный ток увеличивается.
4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, изменяя таким образом воздух разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и падает сварочный ток.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом активная зона выполнена сплошной, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока. Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
.E т + E 2 + E r
, где E 2 – вторичное напряжение трансформатора, а E r – напряжение реактора.
Вспомогательное соединение серии создает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E т + E 2 – E r
Оппозиционное соединение сериииспользуется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольтамперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальное сопротивление и, следовательно, максимальную мощность сварочного трансформатора.
По мере того как величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается. Преимущество этого метода заключается в удалении подвижных частей и изгибов проводов, и он часто используется для источников питания для газовой вольфрамовой дуговой сварки.
Преимущество этого метода заключается в удалении подвижных частей и изгибов проводов, и он часто используется для источников питания для газовой вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
При работе на переменном токе очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда требуется ток, превышающий максимальный сварочный ток, получаемый от одного трансформатора. В таком случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
В таком случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, состоят в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом, обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные трансформаторы с двойным приводом продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
Система сварочного трансформатора с несколькими дугами или несколькими операторами использует сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки в относительно небольшой рабочей зоне, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих заводов и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если сварочный трансформатор с несколькими операторами должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное сопротивление.
Количество дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I т / I a .K
где,
n = количество дуг или сварочных цепей,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средней продолжительностью включения и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами, порядка 70–100 ампер.
Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами, порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Также они не должны работать на холостом ходу в течение длительного времени.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание заблокировано в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините провода линии от трансформатора или переключателей ответвлений к системе управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к линейным проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в крайнее положение.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь. Это можно сделать, поместив между наконечниками кусок жесткой изоляции или старую кредитную карту.
- Подключите шнур 110 В перем. Тока с предохранителем к двум проводам. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них.Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вы должны прочитать примерно ¼ от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В.Для большинства трансформаторов он должен составлять не более 1-2 ампер.
 Это можно сделать, поместив между наконечниками кусок жесткой изоляции или старую кредитную карту.
Это можно сделать, поместив между наконечниками кусок жесткой изоляции или старую кредитную карту.
Если у вас есть какие-либо вопросы, не стесняйтесь звонить специалистам по трансформаторам Т. Дж. Сноу по телефону (423) 894-6234.
Почему в трансформаторе контактной сварки произошло короткое замыкание между землей и вторичной обмоткой?
Вторичная обмотка замыкается на массу, поскольку вторичная обмотка должна быть заземлена. Возможный режим отказа – короткое замыкание между вторичным и первичным. Это указывает на повреждение изоляционного слоя между этими двумя обмотками.Этот сбой может быть вызван множеством причин, связанных с нагревом, конденсацией и другими факторами, которые будут обсуждаться в другой статье. Трансформатор, сварочный аппарат, система управления и вторичная обмотка должны быть заземлены, что должно отключать главные выключатели машины и защищать машину и персонал. Причина этого электрического короткого замыкания полностью раскрыта в другой статье, которую можно прочитать отдельно:
Причина этого электрического короткого замыкания полностью раскрыта в другой статье, которую можно прочитать отдельно:
Почему произошло короткое замыкание в трансформаторе контактной сварки между первичной и вторичной обмотками
Или было включено сюда:
ПОЧЕМУ ТРАНСФОРМАТОР ДЛЯ СВАРКИ СОПРОТИВЛЕНИЯ ЗАМКНУЛ МЕЖДУ ПЕРВИЧНОЙ И ВТОРИЧНОЙ КАТУШКАМИ?
Трансформаторы для сварки сопротивлением очень прочные.Они могут без проблем работать годами. Когда они терпят неудачу, это катастрофа. Короткое замыкание между первичной и вторичной обмотками – один из способов выхода из строя. Это происходит при нарушении изоляции между этими катушками. Между первичной и вторичной обмотками очень тонкое разделение. Любое повреждение этого тонкого слоя может привести к катастрофическому короткому замыканию между двумя катушками. Чтобы этого не произошло, при замене трансформатора необходимо найти причину короткого замыкания и разработать план предотвращения в будущем.
Катушки трансформатора Собраны с первичной и вторичной обмотками.
Упрощенный эскиз силовых компонентов
Чтобы найти основную причину сбоя, необходимо оценить множество факторов. Некоторые из факторов, на которые следует обратить внимание:
ЭТО НОВАЯ МАШИНА И НОВАЯ УСТАНОВКА?
Для новой машины в новой установке необходимо оценить установку и то, как машина используется.Все ли компоненты установлены правильно? Были ли установлены выводы к трансформатору, как указано производителем? Трехфазное питание постоянного тока подается по схеме «треугольник» или «Y». Поддерживалось ли это в соответствии с требованиями для основных подключений? Трансформатор рассчитан на подключенное входное напряжение?
Подсоединено ли водяное охлаждение к требуемой скорости потока, температуре и качеству для трансформатора? Была ли вода включенной и текла при включении питания? Работа трансформатора без надлежащего охлаждения приведет к перегреву и возможному повреждению изоляции. Когда изоляция между первичной и вторичной обмотками выходит из строя, они могут соприкоснуться, что приведет к короткому замыканию. Предохранитель или автоматический выключатель должны сработать (если на машине имеется надлежащее электрическое заземление) (включая отрицательную площадку трансформаторов, кожух трансформатора, машину и сварочный контроль). В случае короткого замыкания трансформатор готов к снятию и возможному ремонту. Была ли вода в течение того времени, когда машина не использовалась? Это может привести к конденсации в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги.Конденсация трансформатора может привести к выходу из строя.
Когда изоляция между первичной и вторичной обмотками выходит из строя, они могут соприкоснуться, что приведет к короткому замыканию. Предохранитель или автоматический выключатель должны сработать (если на машине имеется надлежащее электрическое заземление) (включая отрицательную площадку трансформаторов, кожух трансформатора, машину и сварочный контроль). В случае короткого замыкания трансформатор готов к снятию и возможному ремонту. Была ли вода в течение того времени, когда машина не использовалась? Это может привести к конденсации в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги.Конденсация трансформатора может привести к выходу из строя.
Есть ли указатели расхода на выходе всех трансформаторов? Вы должны быть уверены в правильном течении воды.
ЭТО НОВАЯ МАШИНА, КОТОРАЯ УСПЕШНО РАБОТАЕТ?
Если машина относительно новая, но какое-то время работала нормально, необходимо дважды проверить установку, как указано выше, прежде чем переходить к другим факторам. Необходимо проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)? Оставалась ли вода включенной в те периоды, когда машина не использовалась, например между сменами или в выходные дни? Если вода не используется в течение длительного времени, а первичная и вторичная обмотки не герметизированы и не защищены от влаги, внутри трансформатора может образоваться конденсат.Конденсация может привести к нарушению изоляции и короткому замыканию. Если воду обычно отключают во время простоя, включали ли она снова, когда машину снова запускали?
Необходимо проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)? Оставалась ли вода включенной в те периоды, когда машина не использовалась, например между сменами или в выходные дни? Если вода не используется в течение длительного времени, а первичная и вторичная обмотки не герметизированы и не защищены от влаги, внутри трансформатора может образоваться конденсат.Конденсация может привести к нарушению изоляции и короткому замыканию. Если воду обычно отключают во время простоя, включали ли она снова, когда машину снова запускали?
ЭТО Б / У МАШИНА, НЕДАВНО УСТАНОВЛЕННАЯ НА НОВУЮ УСТАНОВКУ?
Использованная работающая машина может указывать на то, что трансформатор не является подозреваемым. Однако в любой новой установке физическое повреждение трансформатора при переезде на новое место может указывать на потенциальный источник отказа. Трансформатор рассчитан на новое напряжение и мощность? Чтобы проверить целостность нового бывшего в употреблении трансформатора перед установкой, необходимо проверить изоляцию. Обычными тестами являются Hi-Pot и Megger. Это может быть выполнено с помощью трансформатора или другого электрического испытательного оборудования. Если трансформатор исправен, то следует обратить внимание на электрическую установку трансформатора, как указано выше. Необходимо дважды проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)?
Трансформатор рассчитан на новое напряжение и мощность? Чтобы проверить целостность нового бывшего в употреблении трансформатора перед установкой, необходимо проверить изоляцию. Обычными тестами являются Hi-Pot и Megger. Это может быть выполнено с помощью трансформатора или другого электрического испытательного оборудования. Если трансформатор исправен, то следует обратить внимание на электрическую установку трансформатора, как указано выше. Необходимо дважды проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)?
ЭТО Б / У СТАНОК, КОТОРЫЙ УСПЕШНО СВАРОЧЕН?
Если машина долгое время работала без проблем, то следует обратить внимание на изменения в обычных рабочих процедурах.Поток, температура и качество воды являются кандидатами для исследования. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)? Когда вода выключается или включается относительно периодов бездействия машины? Когда машина выключена, вода должна быть выключена. Когда машина вернется в эксплуатацию, перед сваркой необходимо снова включить воду.
Когда машина вернется в эксплуатацию, перед сваркой необходимо снова включить воду.
УПРАВЛЯЮЩАЯ УСТАНОВКА И РАБОТАЕТ ЛИ УПРАВЛЕНИЕ?
Устройство управления должно иметь надлежащую защиту от перегрузки по току и иметь размер, соответствующий нагрузке.Он также требует охлаждения для SCR, который может выйти из строя при перегреве. Необходимо проверить расход, температуру и качество воды. Есть ли индикаторы расхода воды на выходной стороне регулятора? Поддерживается ли качество воды должным образом (проводимость, pH и общее содержание растворенных твердых веществ)? Следует протестировать SCR, чтобы убедиться, что один или оба вышли из строя. Когда SCR выходит из строя, он выходит из строя в состоянии «ON» и пропускает полный первичный ток. Этот полный ток может повредить трансформатор в случае его перегрева. Трансформатор мог перегреться и повредить тонкую изоляцию между первичной и вторичной обмотками.Это приводит к короткому замыканию и выходу из строя трансформатора.
Ссылка: Разделы 19 и 25 руководства по контактной сварке RWMA
Большой спор: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор. Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ – это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или сваркой ручкой.
Во время Первой мировой войны сварка подверглась серьезным исследованиям и разработкам из-за того, что она широко использовалась в стальных кораблях и танкостроении. Учтите, что перед сваркой сталь соединялась заклепками, ковкой, газовой сваркой. В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварочного и производственного производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
1980-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открывая новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности.Эти вопросы по-прежнему находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности контролировать дугу.
Где резина встречается с дорогой
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в наши дни инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, инверторные машины имели лишь небольшую часть этого времени – около 30 лет плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Для сравнения, инверторные машины имели лишь небольшую часть этого времени – около 30 лет плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная техника сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если вы сомневаетесь в этом, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, которую можно вообразить с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, нельзя не учитывать характеристики дуги и полученные сварные швы. Если вы из тех сварщиков, которые сваривают только низкоуглеродистую сталь весь день, каждый день, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует идеальной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы могут быть запрограммированы на выполнение чего угодно, теперь мы видим, как усовершенствованная импульсная газовая дуговая сварка (GMAW), а также высококвалифицированная газовая сварка вольфрамовым электродом (GTAW). Перед нами открывается мир программного обеспечения и современной электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная – цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена объяснялась стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на основе трансформаторов, хотя они значительно сложнее.
Инверторный источник питания – один из важнейших в сварочной отрасли. технологические достижения последних двух десятилетий. Но до этого правила сварка трансформаторными машинами. Итак, как они сравниваются? Есть ли еще место старому среди нового?
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная стоимость покупки. В настоящее время первоначальные вложения в них, вероятно, примерно равны.
- Power (потребление электроэнергии). В целом инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на техническое обслуживание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это вызывает споры, потому что эти затраты действительно зависят от того, как используется машина. Определенные области применения и среды более проблематичны для инверторных машин и способствуют отказу оборудования или необходимости ремонта.Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в менее чем оптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных приложений.
- Затраты на качество сварных швов. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам.Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дебатов правы. Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественной сварки. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.
 В настоящее время первоначальные вложения в них, вероятно, примерно равны.
В настоящее время первоначальные вложения в них, вероятно, примерно равны.
Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения. Следующая таблица представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах.В конце концов, выбор за вами.
Фотографии любезно предоставлены Forney Industries, Fort Collins, Colo.
10 шагов для проверки сварочного трансформатора
Проблемы с производительностью сварщика часто связаны с сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив быструю серию тестов на трансформаторе. P Вам не нужно будет платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для тестирования сварочного трансформатора.Вот они:
- Проведите визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте напряжение питания 9025
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем производительности сварочного аппарата
Вы сможете быстро выполнить эти 10 шагов сварщик трансформатор с легкостью, как только вы поймете, как выполнить каждый шаг. Ниже вы найдете подробное руководство по устранению проблем со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению проблем со сварочными трансформаторами.
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства по эксплуатации сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG, произведенного Hobart.
Глубоко в руководстве пользователя находится схема в разрезе частей, показывающая многочисленные части, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части для доступа к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат для доступа к трансформатору. Это поможет вам снова собрать сварщика.![]() Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформаций или плавления внешней части трансформатора или деталей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева
- Ослабленные соединения: могут быть ослаблены заставляя ваш трансформатор пойти наперекосяк.
- Вздутие: трансформатор необходимо заменить, если кажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2. Схема схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понимать, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
В целом трансформаторы, используемые при сварке, соответствуют этой проектной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки подключена к сварочному стержню, а другая – к сварные детали
- Первичный и вторичный отводы служат для снижения напряжения в системе
- Отводы (не входят в комплект всех сварочных аппаратов)
- Они позволяют сварщику регулировать напряжение путем поворот крана
После того, как вы составили общее представление о схеме подключения сварочного трансформатора, вы можете приступить к выполнению тестов, чтобы определить, как трансформатор работает, при использовании недорогого оборудования.
3. Приобретите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, например, производства Etekcity, предоставит вам возможности:
- Измерение напряжения переменного / постоянного тока от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek – более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным шагом в процедуре проверки сварочных трансформаторов, о чем будет сказано ниже в этой статье.
Ссылки по теме: В чем разница между сваркой на переменном и постоянном токе >> Сравнение переменного и постоянного тока
4. Убедитесь, что питание отключено
Перед тем, как подключить мультиметр или провести какое-либо тестирование, убедитесь, что система отключена от всех источников питания. Для таких машин, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокие напряжения, поступающие в систему, преобразовывались в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты сварщиков – СИЗ | Список и требования
Однако, если трансформатор не имеет резисторов стока, , тогда вам может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен
Рекомендуется дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Начните с проверки того, что мультиметр или омметр установлен на минимальное значение по шкале напряжения.![]() Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем прочитать руководство по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих – Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем соедините 2 провода мультиметра вместе, чтобы убедиться, что вы получите показание 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первое испытание, которое вы захотите выполнить, – это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны иметь маркировку на внешней стороне трансформатора. Если это не так, то вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному выводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с указанным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также можете проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
Если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора – типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению в понижающем трансформаторе, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и согласованы.
Показания выходного напряжения должны быть, по крайней мере, в разумном диапазоне значений, указанных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно самые точные, но они вполне подходят для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы получили неожиданное значение, вам нужно будет устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, , то, вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Прежде чем продолжить чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство.
8. Проведите проверку целостности первичных обмоток.
Начните с перемещения ручки мультиметра, чтобы определить сопротивление. Для начала измерения сопротивления необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать непрерывность.
Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима проверки целостности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь к положительным и отрицательным выводам мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема, скорее всего, означает, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, вам следует проверить вторичную цепь на предмет замыкания на землю, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с производительностью сварочного аппарата часто связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указано , что обрыв цепи трансформатора является одной из потенциальных причин, по которой сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Если ваш сварочный аппарат потребляет постоянный ток, то такая нестабильная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформатора?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Ссылки по теме: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов все еще сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте о том, насколько легче отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, в последние годы инверторы немного догнали.
Инверторные сварочные аппараты по-прежнему дороже, чем трансформаторные сварочные аппараты , хотя средняя стоимость инверторов с годами снизилась. Если в домашней мастерской вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если в домашней мастерской вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов – лучший вариант для сварщиков своими руками.
Инверторытакже обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator . Инверторы – это дорогостоящее оборудование для ремонта, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторыдешевле ремонтировать или заменять, потому что вы можете использовать запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом проверки и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника. Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница в технических характеристиках вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку в этой точке подключается основная электрическая мощность.На выходной (или вторичной) стороне электрический ток подается на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другой способ найти свой первоисточник:
Другой способ найти свой первоисточник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор является трансформатором с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная – три провода.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а вторичное меньшее напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания обмотки трансформатора необходимо подать постоянный ток и уменьшить его величину, так как полярность направленного тока несколько раз меняется на противоположную.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Сварщики с инвертором лучше, чем сварщики трансформатора?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как занимаемое пространство, эффективность и долговечность.
Инверторыобычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и создают более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. Инверторы имеют больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем у трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторыобладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор – это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного или синтезированного переменного тока, такие как Dekopro Arc Welder.
Несмотря на то, что для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питанияобладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как можно сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Руководство покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Сварка маслонаполненного трансформатора | Статьи
T&D Guardian Оставлять сиденье унитаза поднятым, если вы женаты и имеете двух дочерей, может быть опасно, но это бледнеет по сравнению с прожиганием металла на стороне трансформатора, наполненного тысячами галлонов легковоспламеняющегося минерального масла. На протяжении всего срока службы трансформатора вы можете испытывать острую потребность в выполнении этой процедуры, из-за которой даже самый смелый цирковой номер будет казаться детской забавой, особенно если есть утечка, которая может создать большую опасность, если ее своевременно не устранить. манера. Надеюсь, вы уберете некоторые передовые методы, чтобы сохранить свою безопасность, сохранив целостность и срок службы трансформатора.
На протяжении всего срока службы трансформатора вы можете испытывать острую потребность в выполнении этой процедуры, из-за которой даже самый смелый цирковой номер будет казаться детской забавой, особенно если есть утечка, которая может создать большую опасность, если ее своевременно не устранить. манера. Надеюсь, вы уберете некоторые передовые методы, чтобы сохранить свою безопасность, сохранив целостность и срок службы трансформатора.
Безопасность
Мы знаем из огневой подготовки, что для пожара или взрыва требуются три вещи: источник тепла, топливо и кислород.Удалите любой из них, и вы можете резко снизить или исключить возможность катастрофы, связанной с пожаром. В случае сварки бака, заполненного маслом, источником тепла, очевидно, является сварщик, а топливом является масло. Ни то, ни другое не может быть исключено из этой ситуации, поэтому вам следует сосредоточиться на снижении или устранении уровней кислорода внутри резервуара, чтобы уровни горючего газа были на или ниже допустимых пределов перед сваркой.
Современные трансформаторы
Большинство современных баков трансформаторов герметизированы от внешних элементов и не предназначены для содержания кислорода или горючих газов внутри.Примерно с 1960 года существует две конструкции резервуаров: одна с азотной подушкой, а другая – с баллоном для отделения воздуха от масла.
В конструкции с азотной подушкой резервуар заполнен маслом примерно на 90% высоты резервуара. Верхние 10% заполнены газообразным азотом для обеспечения теплового расширения масла. В качестве меры предосторожности не предполагайте, что это чистый азот. Он вполне может содержать кислород или горючие газы. Вам следует проверить уровень кислорода и проверить соответствие стандартам NFPA.Большинство специалистов соблюдают максимальный уровень кислорода 3% перед попыткой сварки трансформатора, при этом поддерживая уровень горючего газа менее 1,0% по объему.
Бак расширителя полностью заполнен маслом, но внешний воздух отделен от масла резиновым баллоном.![]() Сварка трансформатора с таким типом системы консервации масла менее рискованна, поскольку в нем нет газового пространства. Однако будьте осторожны, потому что вы все еще используете много тепла с легковоспламеняющимся маслом.
Сварка трансформатора с таким типом системы консервации масла менее рискованна, поскольку в нем нет газового пространства. Однако будьте осторожны, потому что вы все еще используете много тепла с легковоспламеняющимся маслом.
Старые трансформаторы
Эрнест Хемингуэй однажды написал, что «колебания возрастают по отношению к риску в равной пропорции с возрастом». Мы не можем быть уверены, знал ли Хемингуэй что-нибудь о трансформаторах, но мы можем принять во внимание риски, присущие работе над чем-то, что было создано несколько десятилетий назад.
Некоторые старые баки трансформатора выпускаются напрямую во внешнюю среду. Этот тип конструкции известен как свободно дышащий.Выполнять сварку на резервуаре этого типа чрезвычайно опасно, поскольку уровень кислорода и газа трудно контролировать. Даже если отверстия в баке закрыты и воздух заменен азотом, масло может содержать достаточно растворенного кислорода для поддержания горения.![]()
Если принято решение, что вы должны сваривать трансформатор этого возраста и типа, всегда безопаснее делать это, когда он заполнен маслом, чтобы ограничить содержание газа и / или кислорода. По этой причине, если будет принято решение о сварке трансформатора, из которого было удалено масло, из резервуара необходимо удалить воздух и снова заполнить его азотом.Как указано выше, необходимо проверить содержание (или отсутствие) кислорода и уровни горючего газа.
Консервация трансформатора
Теперь, когда мы рассмотрели пожарную безопасность, следующей задачей будет предотвращение или минимизация любого повреждения трансформатора. Следует учитывать несколько факторов:
- Нарушение внутренних диэлектрических зазоров – Область вокруг сварного шва может нагреваться до чрезвычайно высоких температур (2400 град.F или выше) очень быстро. Масло, касающееся этой области внутри резервуара, будет гореть, и будут образовываться горючие газы. Пузырьки газа будут подниматься естественным образом, что может привести к нарушению внутренних диэлектрических зазоров и возникновению вспышки. По этой причине вы должны обесточить трансформатор во время сварки и оставить его обесточенным в течение как минимум нескольких часов после этого, чтобы дать всему возможность остыть.
- Flash – Многие баки трансформатора окрашены изнутри.Сварка резервуара обязательно вызовет возгорание и отслоение внутренней краски. Хлопья содержат углерод и поэтому проводят ток. Возможно, чешуйки могут попасть в место с минимальным диэлектрическим зазором и вызвать вспышку. Единственный способ устранить эту возможность – это слить воду из агрегата перед сваркой, залить азотом, сварить, удалить азот, залить воздухом, зайти внутрь, осмотреть и собрать пригоревшую краску, а затем снова залить. Это очень дорогое предложение. Риск можно свести к минимуму, снизив температуру сварки до минимума и сварку, достаточную только для устранения проблемы.
- Повреждение неизвестного – Вы всегда должны спрашивать себя: «Что находится прямо внутри, где я собираюсь сварить?» Есть ли изолированные провода, которые можно сжечь? Достаточно ли близко ТТ, чтобы его повредить, при сварке вокруг турелей с втулками? Всегда рекомендуется проконсультироваться с производителем относительно внутренней конструкции.
- Непреднамеренное отключение – Были случаи, когда отключение трансформатора и / или линии было вызвано сваркой на трансформаторе. Например, в случае трансформатора с баком расширительного типа, рассмотренное выше образование газа может вызвать срабатывание реле Бухольца.Все цепи аварийной сигнализации и отключения должны быть заблокированы для предотвращения непреднамеренных отключений.
 Пузырьки газа будут подниматься естественным образом, что может привести к нарушению внутренних диэлектрических зазоров и возникновению вспышки. По этой причине вы должны обесточить трансформатор во время сварки и оставить его обесточенным в течение как минимум нескольких часов после этого, чтобы дать всему возможность остыть.
Пузырьки газа будут подниматься естественным образом, что может привести к нарушению внутренних диэлектрических зазоров и возникновению вспышки. По этой причине вы должны обесточить трансформатор во время сварки и оставить его обесточенным в течение как минимум нескольких часов после этого, чтобы дать всему возможность остыть.
Уловки торговли
Конечная цель – полностью исключить риск необходимости сварки трансформатора. Вот несколько советов и приемов, которые использовались на протяжении многих лет.
Используйте молоток и пробойник, чтобы закрыть зазор, прежде чем приступить к сварке.
Сделайте серию ударов на расстоянии примерно 1/32 дюйма от трещины или отверстия со всех сторон, проталкивая материал внутрь.Часто это уменьшает утечку настолько, чтобы позволить сварку. Сначала хорошо очистите участок металлической щеткой или шлифовальной машиной. В процессе сварки внутри устройства образуются горючие газы. Рекомендуется брать пробу масла до и примерно через 24 часа после сварки. Это объяснит небольшое количество горючих газов в будущих пробах.
Также рассмотрите возможность и потенциальные последствия увеличения утечки при сварке.
Вы готовы к серьезной утечке? Деревянные клинья и колышки можно использовать для заполнения трещин в крайнем случае.
На случай разлива рекомендуется иметь на месте масло для очистки. Вероятно, будет масло на внешней стороне резервуара, где будет происходить сварка, или масло будет вытекать из трещины во время сварки.
Риск небольшого пожара велик.
Имейте под рукой огнетушитель.

 Имейте под рукой огнетушитель.
Имейте под рукой огнетушитель.(PDF) КОНЕЧНО-ЭЛЕМЕНТНЫЙ АНАЛИЗ СВАРОЧНОГО ТРАНСФОРМАТОРА
IJRRAS 18 (3) ● Март 2014 г.
Nogueira ● Анализ методом конечных элементов сварочного трансформатора
9
A.2. Вычисление взаимной индуктивности
В данном конкретном анализе постоянные токи на терминалах первичной и вторичной обмоток численно равны
пиковых значений номинальных токов, чтобы знать, ip = 191,43 A и is = 348,05 A, соответственно. В эксперименте, в котором токи
ориентированы так, чтобы их потоки складывались, запасенная в магнитном поле энергия Wa = 906,997 Дж. В эксперименте
, в котором токи двух обмоток ориентированы так, чтобы их потоки пересекались друг с другом, магнитная энергия
запасенной энергии Wb = 47.5903 Дж. Взаимная индуктивность Mp относительно 40-витковой первичной цепи составляет
мГн. 7260.11
) 43.191) (43.191 (2 5903.47997.906
p
M
(A-4)
) Взаимная индуктивность Ms относительно 22-витковой вторичной цепи составляет
мГн. 5472,3
5472,3
) 05,348) (05,348 (2 5903,47997,906
с
M
(A-5)
) .Величина квадрата отношения взаимных индуктивностей правильная.
А.3. Расчет индуктивности утечки
Если Lp обозначает полную или самоиндуктивность первичной обмотки, а Mp обозначает взаимную индуктивность трансформатора
по отношению к первичной стороне, индуктивность рассеяния lp первичной обмотки вычисляется путем вычитания,
мГн. . 2975,1 ppp MLl
(A-6)
Аналогичным образом индуктивность рассеяния ls вторичной обмотки равна
мГн.3932.0 sss MLl
(A-7)
Отношение вычисленных индуктивностей рассеяния lp / ls = 3,26, и это близко к квадрату номинального отношения витков.
8. ВЫВОДЫ
В настоящем исследовании реактивные сопротивления утечки сварочного трансформатора сравниваются с реактивными сопротивлениями обычного понижающего трансформатора
эквивалентных номиналов. В статье объясняется, как использовать решения статического численного поля для вычисления
собственной индуктивности и взаимной индуктивности силовых трансформаторов. Испытания на разрыв цепи используются для определения самоиндукции
Испытания на разрыв цепи используются для определения самоиндукции
обмоток трансформаторов, а испытания на замыкание используются при расчете взаимных индуктивностей. Во всех расчетах использовалась уникальная модель конечных
элементов. На этапе предварительной обработки наиболее важной особенностью
является правильное определение направлений тока в областях, которые представляют собой торцы обмоток трансформаторов
. На этапе постобработки наиболее важной задачей является расчет собственных и взаимных индуктивностей
из численных полевых решений.Исследование выявляет различные модели циркуляции магнитного потока
, когда два трансформатора работают с номинальной нагрузкой. Результаты работы с номинальной нагрузкой помогают понять влияние
высокого реактивного сопротивления сварочных трансформаторов на потребление реактивной мощности и коэффициент мощности.
9. ПОДТВЕРЖДЕНИЕ
Автор благодарит Дэвида Микера (dmeeker@ieee. org) за использование конечно-элементной САПР FEMM.
org) за использование конечно-элементной САПР FEMM.
Автор также благодарит Бразильское федеральное агентство последипломного образования (CAPES) за предоставленный
доступ к нескольким научным веб-сайтам.
10. СПРАВОЧНАЯ ИНФОРМАЦИЯ
[1]. З. Бумерзуг, К. Дерфуф, Тьерри Боден, «Влияние сварки на микроструктуру и механические свойства
промышленной низкоуглеродистой стали», Engineering, doi: 10.4236 / eng.2010.27066
[2]. В. Подлогар, Б. Клопчич, Г. Стумбергер и Д. Долинар, «Модель магнитопровода среднечастотного резистивного трансформатора
для точечной сварки», IEEE Trans. по магнетике, DOI: 10.1109 / TMAG.2009.2031979
[3]. G.R. Слемон и А.Straughen, Electric machines (Addison Wesley Publishing Company, Лондон, 1982),
стр. 172.
[4]. A.F.L. Ногейра, «Расчет параметров эквивалентной схемы силовых трансформаторов с использованием числового поля
решений», Международный журнал исследований и обзоров прикладных наук, 17 (1) октября 2013 г.