Сварочный трансформатор в аппарате для дуговой сварки: применение, характеристики и обслуживание
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.
![]()
Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).
![]() Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
![]() Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
![]() В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
![]()
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
svaring.com
устройство и принцип действия, для чего служит, виды
Сварочный инструмент
Сварочный трансформатор принадлежит к числу несложных, но признанных потребителями аппаратов. Его используют, когда к соединительному шву нет жестких требований. Сейчас на рынке появились более совершенные аппараты, но простые агрегаты не вышли из употребления.
1
Виды сварочных трансформаторов и их устройство
Аппараты бывают дуговыми, у них в основе процесса лежит использование электрической дуги, а также есть аппараты контактной сварки – сильно сжатые детали привариваются импульсным током. По способу регулирования выпускаются агрегаты с дросселем – это первый тип. Второй, самый распространенный вид – разнотипные с регулировкой, которая осуществляется изменениями в обмотках. Третий, самый современный – тиристорные с импульсной стабилизацией.
Водородный сварочный аппарат
Первые два вида регулируют режим изменением параметров. Разнотипные трансформаторы зачастую оборудованы более сложными устройствами для точного регулирования. Тиристорные имеют трансформатор и полупроводниковые регуляторы. Контактные сварочные приборы различаются методами сварки, которая может выполняться по отдельным точкам, по стыкам или цельным швом. Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
- трансформатора;
- проводов подвода;
- сварочных проводов;
- держателя электродов.
Разные разработки сварочного трансформатора (далее – СТ) имеют сходные провода и держатели. Аппарат может иметь дополнительные устройства: вентилятор, автомат отключения при перегрузке, ручку, колеса. На работу это никак не влияет, но создает комфортные условия. Большинство сварочных трансформаторов переменного тока укомплектованы одинаковыми деталями с разницей в габаритах. Это позволяет делать устройства одного типа, отличающиеся показателями. Агрегат может комплектоваться выпрямителем для выработки постоянного тока. Аппаратами постоянного тока выполняется качественная сварка, производятся работы с цветными металлами и нержавейкой.
Большинство моделей имеют стальной сердечник из абсолютно одинаковых пластин – магнитопровод. Он может иметь подвижную часть или быть цельным. Пластины изолированы, чтобы увеличить КПД и уменьшить нагрев. Они образуют плотный пакет, стянутый шпильками. Неплотность пакета приводит к вибрации, что на слух воспринимается, как сильное гудение. Ток в трансформаторном сварочном аппарате (ТСА) подбирается плавно или ступенями. При плавном подборе изменяют зазор в магнитопроводе, сопротивление меняется. Ступенчатое регулирование включает в цепь разное количество витков обмоток. Независимо от способа, роль сварщика заключается во вращении рукоятки или переключении коммутатора.
2
Почему электричество соединяет металлы?
Трансформатор понижает сетевое напряжение до требуемого уровня. Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.
Вторичная обмотка сварочного трансформатора
Аппарат выполняется обычно с первичной и вторичной обмотками. Напряжение 220 или 380 В подается на первичную. Со вторичной снимается напряжение 30–80 В. Ток увеличивается до 100–700 А, отчего металл плавится и соединяется. В основу ТСА заложена наивысшая отдача мощности. Металлические изделия соединяются между собой при температуре в тысячи градусов, вырабатываемой электрической дугой. Ее появление вызывается коротким замыканием между электродом и металлом. Разряд пробивает воздух, образуется плазма. С уменьшением сопротивления воздушного изолятора увеличивается ток. Чтобы стабилизировать дугу, проводящую ток, поддерживают расстояние между электродом и металлом.
Устройство сварочного трансформатора позволяет изменять силу тока, добиваясь оптимального режима в зависимости от толщины заготовок и вида работ. Постоянство напряжения влияет на стабильность дуги. Малый скачок напряжения ее обрывает, а немного сглаживает скачки регулятор. Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
3
Характерные особенности устройств разных типов
Сначала были придуманы аппараты с дросселем для регулировки тока. Модели простые и безотказные, но не лишены недостатков: очень ограниченные характеристики, сильная вибрация, из-за чего сбиваются настройки, и они потребляют много энергии. Более совершенны устройства с реактивной катушкой и дросселем.
Сварочный трансформатор
В разнотипных аппаратах используются магнитные шунты, подвижные обмотки. Такие агрегаты небольшой массы с лучшими характеристиками. Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Технические характеристики ТСА пребывают в зависимости от конструктивных особенностей. Общие достоинства:
- простое исполнение с минимальным набором деталей без электроники;
- широкий диапазон применения;
- надежная длительная эксплуатация, пригодность для ремонта;
- возможность выбрать аппарат с подходящими параметрами;
- доступные цены.
Сердечник с обмотками
К недостаткам относятся ограниченные возможности. Подобные аппараты потребляют много тока, ими трудно поддерживать дугу и добиться безукоризненного шва. Для работ различного рода больше подходит разнотипный трансформатор. Чтобы добиться качества шва и эффективности, агрегат оборудуют дополнительными устройствами, которые стабилизируют характеристики. Доступность и неприхотливость трансформаторных сварочных аппаратов привлекают потребителей, несмотря на выпуск качественных моделей с лучшими возможностями.
4
Что следует учитывать при выборе – показатели тока
Важный показатель для устройства – это количество фаз. Для однофазных СТ требуется 220 В, их можно включать в розетку домашней сети. Для двухфазных потребуется 380 В. Трехфазные могут работать от 220 или 380 В. В паспорте уточните показатель тока, потребляемого устройством. Далее узнайте сечение проводки и определите по справочнику, выдержит ли она работу ТСА. Автоматы домашней сети должны иметь запас не менее 10 %.
От тока на выходе зависит подбор электродов, свойства металла, с которым можно работать. Еще один параметр – напряжение на выходе. Особенно важно для тех, кто хочет варить автомобильные кузова. Чем ниже показатель (от 30 Вольт), тем тоньше металл можно варить. Потребляемая и выходная мощность указывает на количество электроэнергии, которую использует сварочный трансформатор. Следует обратить внимание на разницу показателей. Если она очень большая, агрегат будет использовать много киловатт и выполнять мало работы. В паспорте режим сварки указан в процентах.
К примеру, 70 % значит, что в течение 10 минут агрегат может 7 минут работать и 3 должен отдыхать.
Трансформаторные аппараты десятки лет исправно служат в сельском хозяйстве, промышленности, дома и в любом месте, где понадобятся. Их простота и дешевизна привлекают людей. В руках умельцев они способны работать с металлом разной толщины. С их помощью изготавливают несложные изделия, ремонтируют технику, соединяют трубы отопления и водопровода.
obustroen.ru
принцип работы и характеристики, распространенные неисправности
 Трансформаторы применяются для ручной и некоторых разновидностей промышленной сварки. Это приборы, которые преобразуют ток от городской электросети в подходящий для сварочного устройства.
Трансформаторы применяются для ручной и некоторых разновидностей промышленной сварки. Это приборы, которые преобразуют ток от городской электросети в подходящий для сварочного устройства.
Сварочный трансформатор уменьшает напряжение и обеспечивает стабильное функционирование такого прибора.
Особенности конструкции
Работа трансформатора для сварки основывается на плавном уменьшении показателей напряжений до 60−90 В, а также в увеличении мощности электротока до 40−600 А.
Данный процесс базируется на принципе всем известной электромагнитной индукции: коэффициент преобразования определяется разницей в числе витков вторичной и первичной обмотки, а регулировка рассеивания магнитного поля посредством перемещения элементов устройства дает возможность настраивать напряжение на выходе.
Электроток, который проходит по магнитопроводу, формирует напряжение во всех витках установленной катушки. На выходе оно складывается в оптимальный показатель.
Трансформатор для сварки обладает довольно простой конструкцией, потому некоторые умельцы изготавливают устройство для домашнего применения своими руками:
 Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.
Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.- На магнитопроводе находятся обмотки. Первичная обмотка в любом случае будет единственной, все другие — вторичные.
- Регулировка напряжения на выходе осуществляется посредством перемещения специального винта, который проходит через обмотку и сердечник, а также перемещения подвижных обмоток.
- Корпус обеспечивает защиту оборудования от внешних воздействий.
- Добавляются дополнительные детали (колесики для транспортировки, ручки, вентиляция).
 Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.
Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.Самодельные трансформаторы
В устройствах, сделанных самостоятельно, первичная обмотка делается из специального медного кабеля, а для изготовления вторичной применяется сварочный кабель многожильного типа.
 На «самопальном» оборудовании обмотки выводятся на обычные медные клеммы, заводские же модели оснащены специальными переключателями.
На «самопальном» оборудовании обмотки выводятся на обычные медные клеммы, заводские же модели оснащены специальными переключателями.
Конкретная схема устройства находится в прямой зависимости от вида сердечника и материалов, которые есть в наличии у мастера.
В более сложных вариантах устанавливается сразу несколько преобразователей. Кроме этого, в конструкцию могут добавляться электронные элементы.
Характеристики и виды
Назначение прибора определяет его конструктивные особенности:
- Показателей мощности промышленного оборудования хватает для того, чтобы обеспечить сразу несколько рабочих мест. Как правило, это сложные многопостные устройства.
- Для бытовых нужд применяется однопостный инструмент.
По типу конструкции трансформаторы делятся на:
- Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.
- Приборы с повышенным магнитным рассеиванием отличаются сложной конструкцией, состоящей из стабилизатора, конденсатора, обмоток и иных частей.
- Тиристорные приборы — относительно новая разновидность сварочного оборудования, которое состоит из тиристорного регулятора фазы и силового трансформатора. Эти аппараты весят гораздо меньше, нежели другие разновидности.
 Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.
Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
- Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
 Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
Показатель напряжения электросети — от данного значения зависит число фаз работы установки.Распространенные неисправности
Как самодельное, так и приобретенное оборудование может стать неисправным из-за большого количества причин. Зачастую отремонтировать инструмент можно собственноручно. Исключением считаются лишь промышленные устройства со сложной конструкцией.
- Самой распространенной неполадкой считается замыкание между деталями оборудования, что может приводить к его выключению. Для того чтобы решить проблему, прибор нужно разобрать и поменять неисправную деталь.
- Другая распространенная неисправность — слишком сильный нагрев. Перегрев обуславливается установкой электротока больше рекомендованного значения.
- Сильный гул может свидетельствовать о том, что в корпусе разболтались гайки или винты. Чтобы починить трансформатор, его нужно разобрать и тщательно осмотреть и при необходимости подтянуть соединения.
 Самой распространенной неполадкой считается замыкание между деталями оборудования, что может приводить к его выключению. Для того чтобы решить проблему, прибор нужно разобрать и поменять неисправную деталь.
Самой распространенной неполадкой считается замыкание между деталями оборудования, что может приводить к его выключению. Для того чтобы решить проблему, прибор нужно разобрать и поменять неисправную деталь.Устройство сварочного трансформатора характеризуется простотой, а само оборудование — общедоступностью и надежностью. Оно очень популярно среди домашних мастеров, ведь с его помощью можно с легкостью скрепить тонкие металлические листы и сделать любой ремонт деталей из металлических сплавов.
tokar.guru
Сварочный трансформатор — устройство и принцип работы
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.

Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).

Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.

Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
electrod.biz
Трансформаторы сварочные
Сварочное оборудование – Трансформаторы сварочные
Общие сведения
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Принцип действия
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 6) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
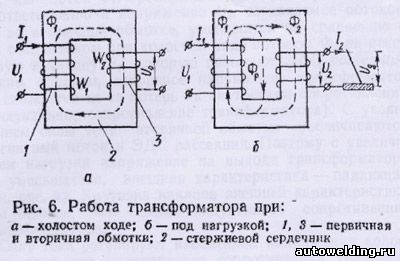
Режим холостого хода трансформатора (рис. 6, а) устанавливают (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток I1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит, и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина — напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации k) равно отношению количества витков первичной W1 и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60…90 В. Такие трансформаторы называются понижающими.
Режим нагрузки (см, рис, 6, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равном напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток, который стремится уменьшить величину магнитного потока, создаваемого первичной обмоткой. Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии – потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в k раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сварочном трансформаторе благодаря большому рассеянию магнитного потока. С этой целью первичную и вторичную обмотки располагают на значительном расстоянии друг от друга. При нагрузке (см. рис. 6, б) часть магнитного потока трансформатора замыкается по воздуху, образуя поток рассеяния Фр. Поэтому поток Ф2, пронизывающий вторичную обмотку, при нагрузке меньше, чем поток Ф1, пронизывающий первичную обмотку. Соответственно и напряжение U2, создаваемое потоком Ф2 во вторичной обмотке, уменьшится по сравнению с U0, создаваемом при холостом ходе потоком Ф1 на некоторую величину Ер, которую называют ЭДС рассеяния. Таким образом, вторичное напряжение трансформатора снижается из-за потерь на внутреннем сопротивлении (индуктивное сопротивление трансформатора). С увеличением силы тока вторичной обмотки увеличиваются магнитный поток и ЭДС рассеяния. Поэтому с увеличением нагрузки напряжение на выходе трансформатора U2 уменьшается, внешняя характеристика – падающая. Крутизна наклона внешней характеристики тем больше, чем больше индуктивное сопротивление трансформатора.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).

Напряжение холостого хода трансформатора U0=U1W2/W1. Если дугу подключить к крайним контактам вторичной обмотки (см. рис, 7, а), то число витков W2, участвующих в работе, увеличится. При этом увеличится напряжение холостого хода, а следовательно, и сила сварочного тока. Очевидно, что при увеличении числа витков первичной обмотки W1 сила тока уменьшится. Секционированные обмотки позволяют регулировать силу тока только ступенчато. В трансформаторах с подвижными катушками винтовым механизмом 4 плавно регулируют силу тока (см. 7, б), перемещая по сердечнику 3 подвижные обмотки. Если увеличить расстояние между первичной 1 и вторичной 2 обмотками, то возрастут магнитный поток и ЭДС рассеяния, т. е. увеличатся потери энергии внутри трансформатора. Это вызовет уменьшение силы тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора.
Подобным же образом при введении магнитного шунта 5 между обмотками (см, рис. 7, в) уменьшится магнитное сопротивление на пути потока рассеяния, а сам поток увеличится, что приведет к увеличению индуктивного сопротивления трансформатора и уменьшению силы тока. В трансформаторах с подвижными магнитными шунтами, изменяя регулятором 6 положение шунта 5, плавно регулируют силу тока. Силу тока можно регулировать и неподвижным шунтом, подмагничиваемым обмоткой управления постоянного тока. Если увеличить силу тока в обмотке управления, то магнитное сопротивление шунта возрастет. При увеличении магнитного сопротивления шунта поток рассеяния уменьшится, что приведет к увеличению силы сварочного тока. Этот способ плавного регулирования силы тока использован в трансформаторах, регулируемых подмагничиванием шунта.
В тиристорных трансформаторах формирование требуемых внешних характеристик и регулирование режима сварки осуществляется полууправляемыми вентилями — тиристорами, включаемыми встречно — параллельно, и системой управления фазой их включения. Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуду и длительность которых определяют углом (фазой) включения тиристоров.
Источник: Александров А.Г. “Эксплуатация сварочного оборудования”
www.autowelding.ru
Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом. Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
- На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.
Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
Похожие статьиgoodsvarka.ru
Сварочный трансформатор его виды, устройство и нюансы работы
Сварочный трансформатор представляет собой несложный, но весьма эффективный агрегат для выполнения сварки металлических конструкций. Чаще всего такая техника используется, если нет жестких требований к уровню качества соединительного шва. Долгое время сварочный трансформатор был популярен за неимением более совершенного по конструкции и производительного устройства. Однако даже с появлением таковых (сварочные аппараты инверторного типа) источники переменного тока применяются и сегодня.
Подробнее о назначении
Размягчение металла происходит при высоких температурах, а каждый из видов материалов имеет собственный порог, при котором начинается процесс плавления. Чтобы соединить металлические детали, необходимо использовать источник переменного тока, продуцирующий довольно большие его значения. Как раз для этой цели используется сварочный трансформатор, который понижает сетевое напряжение и повышает ток.
Смотрим видео, устройство и принцип работы сварочного агрегата:
Именно эти свойства позволяют расплавлять металл до нужного состояния, чтобы в результате получилась надежная конструкция. Сварочный трансформатор – всегда основной узел в такой технике, как источник переменного тока. Главные направления, в которых используются подобные агрегаты: аргонодуговая или ручная сварка и автоматизированный процесс с применением флюса.
Статические характеристики устройства
В разных случаях, когда конструкция такого аппарата, как сварочный однофазный трансформатор, отличается, создаются требуемые статические характеристики для работы с материалом определенного рода и толщины.
Статические характеристики устройства
На форму кривой влияет непосредственно вид используемых во время работы электродов, особенности процесса (механизированный или ручной), а также среда (защитный газ, использование открытой электрической дуги или флюс).
Разновидности и конструктивные особенности
Классифицируется сварочный разнотипный трансформатор по различным конструктивным особенностям.
Схема устройство трансформатора
В первую очередь следует сказать, что существуют отличия в конструкции таких агрегатов по роду процесса сварки:
- Агрегаты, используемые для ручной сварки;
- Исполнения техники, которые подразумевают использование флюса, при этом весь процесс полностью механизирован.
Но сварочный разнотипный трансформатор дополнительно подразделяется на группы еще и по фазовому регулированию:
- Аппараты с такими элементами конструкции, как дроссель насыщения или он же, но только с воздушным зазором, характеризуются нормальным уровнем магнитного рассеяния.
- Сварочный разнотипный трансформатор, конструкция которого предусматривает наличие разных по исполнению обмоток, а также импульсивный стабилизирующий элемент или конденсатор, характеризуется амплитудным регулированием с повышенным уровнем магнитного рассеяния.
- Сварочный тиристорный трансформатор также допускает вероятность использования импульсного стабилизирующего элемента.
Основной узел конструкции – сердечник с обмотками: первичной и вторичной. Сетевой переменный ток намагничивает сердечник, куда он переходит по первичной обмотке. В результате создается магнитный поток, который направлен в сторону вторичной обмотки, где индуцируется переменный ток.
Сварочный разнотипный трансформатор может иметь более сложную конструкцию, что напрямую повлияет на возможность регулирования значений электрических составляющих. От числа витков магнитопровода будет зависеть величина основных параметров.
Классификация трансформаторов
Например, чем меньше витков на вторичной обмотке сердечника, тем меньше будет значение напряжения. Сварочные трансформаторы ТДМ имеют по две первичные и вторичны обмотки. Процесс регулирования рабочего тока происходит посредством магнитного рассеяния.
Достоинства и недостатки
Каждый из видов подобной техники имеет свои плюсы и минусы, на что могут влиять конструктивные особенности устройства. Но все они имеют ряд общих достоинств, среди которых:
- Сравнительная простота механизма, а, соответственно, и эксплуатации;
- Высокое качество сварного соединения, вне зависимости от того, используются ли сварочные трансформаторы типа ТДМ или другое исполнение аппарата;
- Практически повсеместное использование;
- Отсутствие жестких требований к результату, так как чаще подобная техника применяется для соединения элементов неответственных конструкций;
- Нет необходимости использовать газовые баллоны.
Однако сварочные трансформаторы ТДМ и прочие исполнения подобной техники имеют несколько основных недостатков. Например, довольно крупные габариты, что порой затрудняет работу. И, опять же, вопрос качества сварного шва.
Смотрим видео, сравниваем трансформатор с инвертором:
Речь идет не о прочности, а о том, что для получения соединения, подпадающего под определенные требования, недостаточно использовать сварочные трансформаторы типа ТДМ или другой аналог. Но все же возможность такой техники работать с материалами разных видов (цветные металлы, разного рода сталь), а также довольно широкий выбор устройств с разным уровнем производительности в некоторых случаях перекрывает собой минусы.
Постоянная составляющая тока
В первую очередь стоит отметить, что данная величина негативно влияет на рабочий процесс, то есть на сварку. Объясняется это тем, что постоянная составляющая тока способствует формированию устойчивого постоянного магнитного поля, что в свою очередь влияет на рост намагничивающего поля. В результате отмечается, что сварочный трансформатор типа ТДМ или другое исполнение отдает меньшую мощность, чем мог бы, а это напрямую влияет на рабочий процесс.
Возникновение такого явления обусловлено сильным различием между физическими свойствами свариваемого металла и электрода, например, если это алюминиевый сплав в первом случае и вольфрам – во втором. Результатом может быть изменение напряжения дуги в разных полупериодах, что приводит к появлению постоянной составляющей тока. Во избежание негативных последствий, необходимо, чтобы в рабочую цепь была подключена конденсаторная батарея.
Коэффициент компенсации реактивной мощности
Обычно коэффициент мощности у таких агрегатов небольших значений. Для того чтобы трансформатор разнотипный для сварочного аппарата имел больший коэффициент мощности, необходимо подключить косинусный конденсатор в рабочую цепь. Это делается на участке с первичной обмоткой. Для определения числового значения коэффициента мощности используется формула:
определения числового значения коэффициента мощности
где Р1Н – величина, именуемая активной мощностью аппарата, под нагрузкой;
P0 – этот же параметр, но при включении режима холостого хода;
Q1X – величина, которая называется реактивной мощностью, под нагрузкой до подключения косинусного конденсатора;
Q1X0 – этот же параметр до подключения конденсатора, но при включении режима холостого хода;
QC – непосредственно мощность самого конденсатора.
Требования, предъявляемые к агрегатам
Сварочные разнотипные трансформаторы типа ТДМ и прочие исполнения должны соответствовать определенным требованиям.
Трансформаторы типа ТДМ
В числе основных из них:
- Статическая характеристика должна в обязательном порядке быть ниспадающей;
- Для обеспечения возможности вторичного и последующего образования дуги поддерживается напряжение холостого хода на вторичной обмотке определенных значений;
- Для работы необходимо обеспечить возможность регулировки рабочего тока.
Во время работы все основные режимы постоянно меняются: холостой ход, подача нагрузки, короткое замыкание. Эта особенность характеризует практически все источники питания.
Таким образом, для реализации поставленной задачи при определенных условиях необходимо использовать наиболее подходящий для этого сварочный разнотипный трансформатор, цена которого может варьироваться. Чтобы избежать негативных факторов, влияющих на эффективность работы и качество шва, следует подключать к действующей цепи дополнительные элементы, например, конденсаторную батарею для снижения риска образования постоянной составляющей тока. Важно также иметь возможность изменять значение рабочего тока, что позволит воздействовать на соединяемые элементы с определенной силой тока.
generatorvolt.ru