Сварка алюминия. Организация процесса.
Организация сборочно-сварочного участка
Для получения высококачественной сварной конструкции из алюминиевого сплава необходим оборудованный специальный участок, отвечающий всем требованиям, выдвигаемым спецификой сварки алюминия. Прежде всего, на участке должна быть обеспечена чистота. Для этого необходима регулярная протирка влажной тряпкой всех приспособлений и пола, причем покрытие пола должно быть моющимся (кафель, линолеум, металл). На участке не должно быть сквозняков, большой влажности, пыли. Для работы на участке должна быть выделена спецодежда и обувь на непачкающей резиновой подошве.
Площадка для хранения материалов и оборудования, генераторная, площадка расконсервации и бытовые помещения должны находиться за пределами сборочно-сварочного участка. Участок химической обработки сварочных материалов следует располагать за пределами помещения (цеха), в котором оборудован участок для сварки алюминия. На участке необходимо предусмотреть подвод воды для охлаждения сварочного оборудования и точки для подключения пневмо- и электроинструмента, причем сжатый воздух должен подаваться после дополнительной сушки и очистки. Если предстоит сварка внутри объемной конструкции, то необходимо обеспечить местную вытяжную вентиляцию для удаления отходящих газов и аэрозолей из объема конструкции, где производится сварка.
Если предстоит сварка внутри объемной конструкции, то необходимо обеспечить местную вытяжную вентиляцию для удаления отходящих газов и аэрозолей из объема конструкции, где производится сварка.
Химически обработанную сварочную проволоку необходимо хранить в плотно закрывающемся (желательно сушильном) шкафу или ящике. Для доставки сварочной проволоки и деталей после их химической обработки необходимо иметь специальный шкаф или чистые чехлы. Химическая обработка должна быть организована так, чтобы не превышался допустимый срок хранения обработанных материалов. На рис. 1, 2 приведены примеры планировки участков.
Рис. 1. Планировка участка сварки крупногабаритных изделий из алюминиевых сплавов:
1 — электрощит; 2 — сушильный шкаф; 3 — подвод воды, сжатого воздуха и слив воды; 4 — стойка с баллонами защитного газа; 5 — оборудование ультразвукового и вакуумного контроля; 6 — оборудование рентгеновского контроля; 7 — роликовый стенд для сварки кольцевых швов; 8 — стенд для сварки продольных швов обечаек; 9 — стенд укрупненной сборки и кантовки; 10 — рамный кантователь для сварки плоских деталей.
Рис. 2. Пример планировки участка сварки трубных узлов из алюминиевых сплавов:
1 — сварочный автомат; 2 — источники питания; 3 — стойка с баллонами и; аппаратура управления; подвод воды, сжатого воздуха и слив воды; 5 — электрощит; 6 — слесарный верстак; 7 — сушильный шкаф; 8 — вспомогательная оснастка; 9 — люнет; 10 — стеллаж.
На участке должна быть предусмотрена возможность проведения рентгеновского контроля свариваемых изделий непосредственно в приспособлениях, для чего необходимы радиационные заграждения для размещения там операторов и аппаратуры управления при контроле.
Обучение сварщиков для сварки алюминия
К выполнению сварки конструкций из алюминиевых сплавов могут быть допущены лишь сварщики высокой квалификации. Помимо основных теоретических и практических испытании, сварщики должны пройти дополнительное обучение по сварке алюминиевых сплавов и после сдачи контрольных испытаний получить удостоверение или отметку в паспорте сварщика о допуске к сварке конструкций из алюминиевых сплавов. Сварщики проходят обучение и аттестацию по каждому виду сварки алюминиевых сплавов отдельно (ручная, полуавтоматическая, автоматическая, плавящимся или неплавящимся
Сварщики проходят обучение и аттестацию по каждому виду сварки алюминиевых сплавов отдельно (ручная, полуавтоматическая, автоматическая, плавящимся или неплавящимся
электродом). В паспорте сварщика указывается, к какому виду сварки он допускается.
Аттестованные сварщики, не работавшие по сварке алюминиевых сплавов более одного месяца, непосредственно перед началом работы должны заварить контрольные образцы в условиях, подобных условиям сварки конструкций и с применением тех же способов сварки, типов соединений, сварочных материалов и режимов сварки. Заваренные стыки испытывают и оценивают согласно техническим условиям на сварные соединения изготовляемой конструкции.
Техника безопасности при сварке алюминия
Опасность поражения электрическим током возникает при непосредственном соприкосновении с металлическими частями установок, находящимися под напряжением или случайно оказавшимися под напряжением.
Напряжение холостого хода сварочных генераторов постоянного тока не должно превышать 80 В. Для генераторов с номинальным током более 350 А допускается увеличение напряжения холостого хода до 90 В. Напряжение холостого хода трансформаторов на 350 А и более не должно превышать 70 В, а трансформаторов на 100 А — 75 В. Трансформаторы с вторичным напряжением холостого хода более 70 В должны быть выполнены с устройством, обеспечивающим при обрыве дуги автоматическое отключение трансформатора с выдержкой не более 0,5 сек.
Для генераторов с номинальным током более 350 А допускается увеличение напряжения холостого хода до 90 В. Напряжение холостого хода трансформаторов на 350 А и более не должно превышать 70 В, а трансформаторов на 100 А — 75 В. Трансформаторы с вторичным напряжением холостого хода более 70 В должны быть выполнены с устройством, обеспечивающим при обрыве дуги автоматическое отключение трансформатора с выдержкой не более 0,5 сек.
Все электросварочные установки и агрегаты должны быть оборудованы пускателями, регулирующими реостатами и измерительными приборами, обеспечивающими возможность непрерывного контроля за работой установки.
Сварочные провода должны быть соединены способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Применение электросварочных проводов с поврежденной изоляцией запрещается.
Все металлические части (корпусы электродвигателей и сварочных машин, кожухи трансформаторов и регуляторов, каркасы распределительных щитов, сварочные столы и т. п.), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены. Состояние заземления и изоляции всех проводов подлежит ежедневной проверке до начала работ.
п.), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены. Состояние заземления и изоляции всех проводов подлежит ежедневной проверке до начала работ.
Все маховички, рукоятки и т. п., к которым сварщик прикасается в процессе сварки, должны быть сделаны из диэлектрического материала. Для защиты от случайного, прикосновения к токоведущим частям осциллятора последний должен быть помещен в металлический заземленный кожух. Для выводов осциллятора используется высоковольтный провод марок ПВГ, ПВЛ-2 или ПВЛЭ-2,
Для защиты от возможного воздействия электрического тока и удобства ношения спинка ранца переносных шланговых полуавтоматов должна быть покрыта мягкой изолирующей прокладкой.
Горелки для газоэлектрической сварки не должны иметь открытых токоведущих частей, а рукоятки их должны быть покрыты диэлектрическим я изолирующим материалом. В случае появления искрения между корпусом горелки и деталью или сварочным столом, сварку следует прекратить до устранения неисправностей горелки (очистка сопла, смена изолирующей шайбы и пр).
Штепсельные соединения проводов для включения в электросеть переносных пультов убавления электросварочных автоматов и полуавтоматов должны иметь заземляющие контакты. Длина питающих переносных кабелей должна быть минимальной, но такой, чтобы кабель не приходилось натягивать и перегибать.
Трубки для газа и охлаждающей воды электросварочных автоматов и полуавтоматов должны быть цельные, не допускается пропуск газа и воды в местах соединения их со штуцерами. Выход охлаждающей воды из сварочных горелок должен быть видимым. В случае прекращения подачи воды сварку следует прекратить. Электропровода и трубки для газа и воды, соединяющие переносные пульты управления со сварочными головками автоматов, должны быть заключены в общий резиновый шланг.
При газоэлектрической сварке неизбежно ультрафиолетовое и инфракрасное излучение дуги, которое оказывает вредное действие на организм сварщика. Мощность излучения при газоэлектрической сварке в несколько раз превышает мощность излучения при электродуговой сварке покрытыми электродами. Поэтому каждый сварщик, выполняющий газоэлектрическую сварку алюминиевых сплавов, для защиты лица, шеи и глаз должен быть обеспечен маской или щитком с защитными стеклами-светофильтрами ЭС различной прозрачности в соответствии с величиной сварного тока, и именно: ЭС-100 — при сварочном токе до 100 А; ЭС-300 — при с зарочном токе 100—300 А; ЭС-500 — при сварочном токе свыше 300 А. Для предохранения стекла ЭС от брызг расплавленного металла и загрязнения перед ним должно быть вставлено бесцветное стекло, которое следует регулярно менять по мере загрязнения. Между стеклом ЭС и прозрачным стеклом необходим зазор 0,5— 1 мм для защиты глаз от перегрева.
Поэтому каждый сварщик, выполняющий газоэлектрическую сварку алюминиевых сплавов, для защиты лица, шеи и глаз должен быть обеспечен маской или щитком с защитными стеклами-светофильтрами ЭС различной прозрачности в соответствии с величиной сварного тока, и именно: ЭС-100 — при сварочном токе до 100 А; ЭС-300 — при с зарочном токе 100—300 А; ЭС-500 — при сварочном токе свыше 300 А. Для предохранения стекла ЭС от брызг расплавленного металла и загрязнения перед ним должно быть вставлено бесцветное стекло, которое следует регулярно менять по мере загрязнения. Между стеклом ЭС и прозрачным стеклом необходим зазор 0,5— 1 мм для защиты глаз от перегрева.
На машинах автоматической сварки против сварочной головки со стороны оператора должен быть установлен откидывающийся щиток размером не менее 200×200 мм с защитным светофильтром ЭС необходимой прозрачности.
Для защиты работающих рядом от воздействия излучения сварочной дуги рабочее место сварщика необходимо огораживать щитками, окрашенными краской, содержащей окись цинка, которая поглощает ультрафиолетовые лучи.
Баллоны со сжатыми газами и их эксплуатация должны соответствовать требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением». Разрешается использовать только те баллоны, у которых не истек срок испытания. При перевозке и эксплуатации баллоны с газом необходимо предохранять от резких толчков, ударов и от перегрева.
Единичные баллоны следует транспортировать с помощью ручных тележек или специальных носилок. Запрещается переносить баллоны на плечах и руках. При транспортировке вентиль баллона должен быть закрыт колпачком.
У рабочего места баллоны должны быть установлены вертикально или в наклонном положении и закреплены в специальных стойках. Баллоны со сжатым аргоном или гелием следует устанавливать от сварочной горелки на расстоянии не менее 5 м, а от приборов отопления не менее 1 м. При наличии экранов эти расстояния могут быть уменьшены. Ремонт баллонов и вентилей производится только на заводах-наполнителях газов.
При газоэлектрической сварке алюминия и его сплавов выделяется значительное количество аэрозолей.
Предельно допустимая концентрация пыли алюминия, окиси алюминия и сплавов алюминия составляет 2 мг/м3.
Для удаления пыли и газов непосредственно от места их образования необходима местная вентиляция. При ручной и полуавтоматической газоэлектрической сварке на стандартных постах следует применять наклонные панели равномерного всасывания или вертикальные панели, расположенные над столом. При сварке крупногабаритных изделий вне кабин необходимо применять односторонние или двусторонние панели равномерного всасывания, устанавливаемые на поворотном воздуховоде.
Сварка внутри замкнутых пространств без вентиляции не допускается. Вентиляция должна быть обязательно приточно-вытяжной. Вытяжка должна осуществляться из верхней зоны, а при сварке в аргоне — из самой нижней части. Для отсоса могут быть использованы центробежные вентиляторы высокого давления или многоступенчатые центробежные машины.
В процессе работы сварщик должен следить, чтобы газы и пыль, поднимающиеся от дуги, не попадали за щиток в зону дыхания.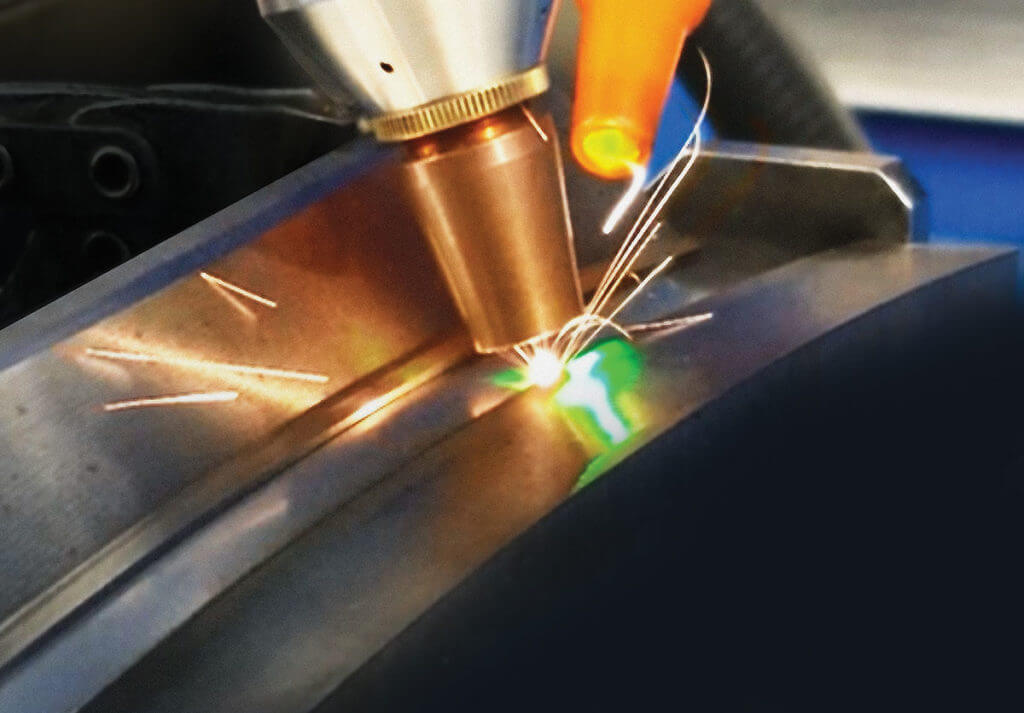 Для защиты от аэрозолей рекомендуется работать с респиратором или противогазом.
Для защиты от аэрозолей рекомендуется работать с респиратором или противогазом.
Кроме местных отсосов, необходима общеобменная вентиляция с вытяжкой из верхней зоны помещения. В зимнее время приточный воздух следует подогревать.
Материалы с сайта: http://ruswelding.com
Сварка аргоном алюминия | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Почему сварка аргоном настолько востребована?
Газ защищает шов от воздействия окружающей среды, поэтому соединение получается надёжным – без дефектов.
Сварка в аргоне полуавтоматом наиболее популярна, потому что она способствует оптимизации технологического процесса. Это происходит за счёт того, что сварочную проволоку подаёт аппарат, а не сварщик – в результате скорость работы увеличивается.
Услуги сварки алюминия аргоном в СГР
Аргонодуговая сварка алюминия – специализация сотрудников нашего завода.
Чаще всего сварка алюминия аргоном производится переменным током. Вариант с постоянным током возможен только при условии применения обратной полярности.
Вариант с постоянным током возможен только при условии применения обратной полярности.
Сварка алюминия аргоном (с поддувом) осуществляется в следующей последовательности:
- сначала зона сварки очищается;
- потом подаётся аргон для создания защитного слоя и производится розжиг дуги;
- затем выполняется сварной шов.
Как мы уже говорили, аргонная сварка хороша тем, что этот газ хорошо выполняет свою защитную функцию – шов не испытывает воздействие окружающей среды, потому получается ровным и аккуратным.
Также, благодаря точечному воздействию на конструкцию, сварка аргоном позволяет производить ремонт металлических изделий сложной формы.
Сварка аргоном подходит и для алюминиевых труб – даже в том случае, если качество швов будет проверяться рентгеном.
Требуется аргоновая сварка алюминия? Обращайтесь к нам!
Мы осуществляем сварку аргоном алюминия и различных изделий из него:
Аргонодуговая сварка отлично подходит для алюминиевого проката, а также для изделий из других «сложных» металлов.
Сварка аргоном листового алюминия
Сварка алюминиевых листов – сложный технологический процесс. В первую очередь из-за того, что они легко деформируются. Обычно, если материал тонкий, его сваривают вручную. Если толстый – полуавтоматом. Но на самом деле и тонкий металл можно варить полуавтоматом – при условии, что применяется современное оборудование с возможностью точной регулировки параметров.
Сварка аргоном алюминиевого профиля
Если соединяются элементы одинаковой толщины, можно использовать и ручную, и полуавтоматическую сварку неплавящимся электродом. Единственное – при выполнении сварочных работ полуавтоматом нужно в каждом конкретном случае правильно выставлять скорость подачи проволоки.
Сварка аргоном алюминиевых труб
Аргонодуговая сварка позволяет создавать прочные, аккуратные швы, даже если трубы располагаются под углом друг к другу.
Обязательно нужно подготовить трубы к сварочным работам – убедиться в отсутствии дефектов, удалить загрязнения, очистить кромки. После завершения работ нужно произвести операционный и визуальный контроль качества сварных швов, провести механические испытания.
Сварка алюминия аргоном в СГР
В среде аргона можно производить разные виды сварочных работ – в любом случае высокое качество швов гарантировано. Процесс сварки включает в себя следующие этапы.
Расчёт сварки алюминия аргоном
Чтобы грамотно провести сварочные работы по алюминию, понадобится предварительный расчёт. Прочность сварных швов можно определить двумя методами: по предельным состояниям и по допускаемым напряжениям.
В первом случае выясняется, какой силы потребуется воздействие, чтобы изделие перестало соответствовать эксплуатационным требованиям.
Во втором – допускаемые напряжения рассчитываются на основании характеристик используемых материалов.
Проектирование изделий для дальнейших сварочных работ по алюминию в среде аргона
Проект производства сварочных работ по алюминию в среде аргона очень важен.
От того, насколько он будет продуманным, зависит успех всего мероприятия по созданию металлоконструкции.
Проектирование включает в себя 4 основных этапа.
Этап 1
Этап 2
Составляются эскизные проекты, подбирается способ производства сварочных работ.
Этап 3
Проекты сравниваются между собой.
Этап 4
Для выбранного варианта проекта подготавливаются чертежи и другая техническая документация, прописываются условия для сборки, тестирования и ввода в эксплуатацию изделия.
Организация и выполнение услуг сварочных работ по алюминию в среде аргона
Производство сварочных работ по алюминию в среде аргона – сложный технологический процесс. Здесь огромное значение имеет профессионализм сварщиков.
Здесь огромное значение имеет профессионализм сварщиков.
Наши мастера могут провести сварку любой сложности – выполнить как крупные, так и мелкие сварочные работы. В любом случае высокое качество изделий гарантировано!
Вам нужны услуги сварочных работ по алюминию в среде аргона? Обращайтесь к нам!
Сварка аргоном алюминия – цена в СПб
От чего зависит стоимость сварочных работ по алюминию в среде аргона?
Прайс-лист на сварку аргоном формируется на основании следующих факторов:
- тип материала;
- метод сварки;
- характеристики используемых электродов.
От чего зависит стоимость сварочных работ по алюминию в среде аргона?
Обычно цены на сварку алюминия аргоном рассчитываются за 1 см и прайс изменяется в зависимости от площади соединяемых поверхностей. Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также необходимо использование дополнительных приспособлений: люлек, подмостей и т.д.
Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также необходимо использование дополнительных приспособлений: люлек, подмостей и т.д.
Хотите знать, сколько будет стоить сварка? Звоните! Наши менеджеры обязательно сориентируют вас по расценкам и при необходимости произведут расчёт стоимости сварочных работ для сложных проектов.
Сварка аргоном алюминия на заказ
Хотите купить сварку алюминия аргоном? Найти надёжную компанию непросто. Обращаясь к нам, вы можете быть уверены в высоком качестве изготавливаемых изделий!
Каждый из наших сварщиков имеет свидетельство о допуске, выданное Российским Морским регистром. К качеству сварки со стороны этой организации предъявляются серьёзные требования. Чтобы получить такой сертификат, необходимо пройти испытания в соответствии с международными и/или национальными стандартами (EN 287, ИСО 9606, ASME Sec. ГХ, ANSI/AWS D1.1).
Заказать
Сварка аргоном алюминия примеры
Сварка аргоном алюминия фото
Сварка аргоном алюминия – отзывы
Алюминий варить непросто, но специалисты СГР справляются с этим на отлично! За что им огромная благодарность))
Владислав
заказывали тут большую партию алюминиевых ферм. всё сделали в срок . по качеству нареканий нет
всё сделали в срок . по качеству нареканий нет
Варвара
Здесь работают мастера своего дела! Настолько аккуратных, незаметных швов я давно не видел.
Егор
Сваркa алюминия, Услуги MIG и TIG сварки алюминия
(TIG) сварка вольфрамовыми электродами в среде инертного газа, формально именуемая как дуговая сварка газ вольфрама (пруток) является особым видом сварки, которая для создания сварочного изделия использует вольфрамовый электрод. В процесс сварки, место сварки защищено от атмосферного загрязнения при помощи щита инертного газа, обычно используется аргон или гелий, а также используется особая присадка металла (если присадка не используется в сварке, то она называется автогенной сваркой). Во время сварки шва подается постоянный ток для генерации требуемого электричества. Он поставляется по всей длине дуги через чрезвычайно ионизированную колонну газа и металлических паров, которые вместе известны как плазма.
TIG сварка наиболее часто используется в случае, если необходимо сварить тонкую полосу нержавеющей стали или других цветных металлов. Примеры таких металлов: алюминий, магний и медь. Этот процесс обеспечивает максимальный контроль над самим сварочным изделием; значительно больше, чем в процессе дуговой сварки металлического щита или газовой сварки металлической дуги. TIG обеспечивает более прочные сварочные изделия, более высокого качества. Однако, для TIG сварки необходим чрезвычайно опытный сварщик, который специализируется на выполнении сложных сварных швов, так как этому более трудно научиться. Здесь тоже обо всем позаботимся Vestavia. Этому виду сварки также необходимо намного больше времени, чем другим обычным видам сварки. Vestavia состоит из квалифицированных сварщиков, которые смогут предоставить подходящие услуги сварки алюминия и других металлов, которые удовлетворят Ваши потребности.
Примеры таких металлов: алюминий, магний и медь. Этот процесс обеспечивает максимальный контроль над самим сварочным изделием; значительно больше, чем в процессе дуговой сварки металлического щита или газовой сварки металлической дуги. TIG обеспечивает более прочные сварочные изделия, более высокого качества. Однако, для TIG сварки необходим чрезвычайно опытный сварщик, который специализируется на выполнении сложных сварных швов, так как этому более трудно научиться. Здесь тоже обо всем позаботимся Vestavia. Этому виду сварки также необходимо намного больше времени, чем другим обычным видам сварки. Vestavia состоит из квалифицированных сварщиков, которые смогут предоставить подходящие услуги сварки алюминия и других металлов, которые удовлетворят Ваши потребности.
Этот процесс является доступную альтернативу – плазменная сварка, которая использует модифицированную горелку, сварочная дуга которой более концентрированна. Последний процесс, как правило, выполняется автоматически
Способы применения
Такие предприятия авиации и космонавтики как Boeing и даже NASA являются одними из основных пользователей газовой дуговой сварки вольфрама, но этот процесс имеет очень много других применений. Различные предприятия используют сварку TIG для сварки тонких металлических изделий. Ее использует не только отрасль космической промышленности, а также этот вид сварки часто используется для сварки тонкостенных труб, таких как, например, рамы велосипеда. Кроме того, сварка алюминия, часто встречается в сварках первого подхода в различных видах трубах.
Различные предприятия используют сварку TIG для сварки тонких металлических изделий. Ее использует не только отрасль космической промышленности, а также этот вид сварки часто используется для сварки тонкостенных труб, таких как, например, рамы велосипеда. Кроме того, сварка алюминия, часто встречается в сварках первого подхода в различных видах трубах.
В техническом обслуживании и ремонте, этот процесс используется для ремонта таких предметов, как инструменты, формы пресса, и, в частности изделий из алюминия и магния. Благодаря уникальным характеристикам для этого вида сварки могут быть использованы различные присадочные материалы. На самом деле, большинство поставщиков услуг сварки алюминия признают, что ни один другой вид сварки не предлагает сварку с таким широким арсеналом материалов. В большинстве сварных металлов, таких как алюминий и хром разрушаются в процессе сварки, но не во время сварки TIG. Сварка алюминия является очень бережной для сварных металлов, уменьшая их нестабильность, а также коррозию и трещины. Это делает TIG первым решением для очень важных сварных изделий, которые находятся на ядерно-энергетических станциях и космических кораблях. И по этой причине Vestavia состоит из квалифицированных сварщиков, способных выполнять этот вид сварочных работ, особенно – при работе с алюминием.
Это делает TIG первым решением для очень важных сварных изделий, которые находятся на ядерно-энергетических станциях и космических кораблях. И по этой причине Vestavia состоит из квалифицированных сварщиков, способных выполнять этот вид сварочных работ, особенно – при работе с алюминием.
Качество
Алюминиевая сварка гарантирует высокое качество сварных работ, если их произвели квалифицированные сварщики, которых можно найти в команде Vestavia. Сварка будет намного лучше, чем по-другому выполненные работы из-за чистоты. Все наше оборудование всегда чистое, обеспечивая тем самым гораздо более благоприятные условия для проведения сварки, что в свою очередь обеспечивает большую прочность сварки.
Если предприятие не в состоянии использовать или позволить себе сварку высокого качества, то Vestavia рекомендую перед сваркой алюминия, все материалы, применяемые в ходе работ, очистить растворителем. Что касается самих материалов, для удаления оксидов с поверхности рекомендуется использовать проволочную щетку; если на поверхность стали есть пятна ржавчины, то они могут быть удалены с помощью пескоструйки.
Очень важно это сделать перед сваркой, особенно при использовании отрицательной полярности. Причина довольно проста – в ходе работ луч не может быть использован для очистки поверхностей, так что вся грязь остается на них. Чтобы предотвратить это и место сварки содержать в чистоте, сварщику необходимо удостоверится, что поток защитного газа достаточно мощный, чтобы блокировать загрязнения, находящиеся в воздухе. Если сварка выполняется в ветреном месте или на сквозняке, важно, чтобы объем газа поддерживался на уровне достаточном для защиты сварочного изделия, однако, следует принимать во внимание увеличение расходов. Стоимость не должна быть наиболее важным аспектом, когда речь идет о надежной сварке, но важно это принимать во внимание.
В случае сварки алюминия, для качественной сварки необходимо использовать TIG. Следует отметить, что для того, чтобы осуществлять TIG сварку алюминия требуется квалифицированный сварщика, который имеет опыт в проведении такого рода сварочных работ, чтобы Вы получили лучшие результаты сварки алюминия.
Хотя TIG может варить все виды металлов, этот тип сварки наиболее часто используется для алюминия. Это относится, в частности, к точной сварке алюминия. Хотя алюминий можно сваривать другими методами сварки, TIG является наиболее подходящим. Этот аспект TIG сварку сделал чрезвычайно популярной в машиностроении, особенно для гоночных автомобилей и мотоциклов.
TIG сварка имеет самое широкое использование из всех видов сварки. По этой причине, она стала еще более популярной, особенно среди профессиональных сварщиков, представителей автомобильной промышленности, энтузиастов автогонок и машиностроения. Это чрезвычайно точный вид сварки и может быть использован с разнообразными типами металлов, в том числе с нержавеющей сталью, никелем, углеродистой сталью, магнием, кобальтом, медью и, конечно, алюминием. По этой причине, сварщику чрезвычайно важно освоить сварку TIG. В противном случае сварщик может остаться без работы.
Если вы ищете высококлассные услуги сварки алюминия, то в составе SIA Vestavia есть сертифицированные специалисты такого уровня, которые сделают эту работу безопасно и аккуратно.
как правильно это делать и на что обратить внимание при подготовке
Из этого материала вы узнаете:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов.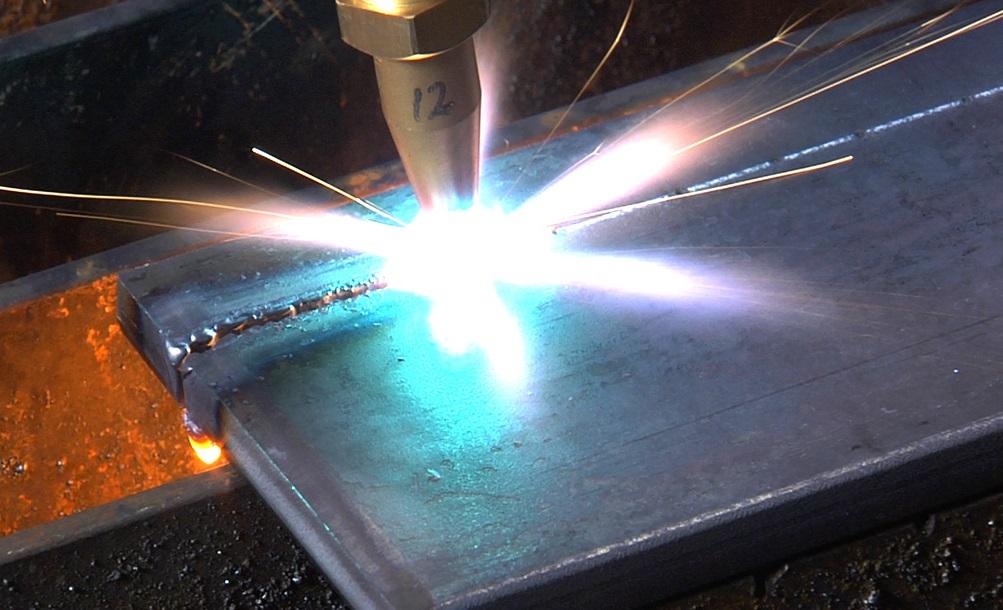 Приведем примеры самых распространенных проблем:
Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.


Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.

Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.

Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
1-2
2
1-2
50–70
30–40
3-4
3
2-3
100–130
60–90
4–6
4
3
160–180
110–130
6–10
5
3-4
220–300
160–240
11–15
6
4
280–360
220–300
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Сварка алюминия
ТЕХНОЛОГИЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ХАРАКТЕРИСТИКА АЛЮМИНИЕВЫХ СПЛАВОВ
Отличаясь малой массой, сравнительно высокой прочностью, хорошей обрабатываемостью и способностью легко деформироваться, полуфабрикаты из алюминиевых сплавов (листы, профили, трубы) имеют важное значение во всех отраслях народного хозяйства. Высокая коррозионная стойкость большинства алюминиевых сплавов, хорошая теплопроводность и электропроводимость делают их во многих случаях труднозаменимым конструкционным материалом. В сварных конструкциях получили распространение деформируемые алюминий (АД, АД1 и др.) и алюминиевые сплавы, не упрочняемые термообработкой (АМц, АМг, АМгЗ, АМгбВ, АМгб и др.), а также упрочняемые (АД31, АДЗЗ, 1201, 1915, 1420 и др.).
МЕТАЛЛУРГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ
Взаимодействие алюминия с кислородом, кислородо-содержащими газами и азотом. Алюминий обладает способностью активно взаимодействовать с кислородом. Так, например, при температуре 1000°С реакция окисления алюминия может протекать даже в условиях глубокого вакуума или в чистом аргоне, где кислород присутствует в тысячных долях процента. Образующийся в результате этого взаимодействия оксид алюминия Аl203 покрывает поверхность изделия прочной и плотной пленкой. Окисление алюминия при нормальной температуре после достижения предельной толщины пленки практически прекращается. Предельная толщина пленки при выдержке алюминия в атмосфере воздуха при температуре 20°С устанавливается через 7-14 дней и достигает 5-10 нм.
Такое поведение алюминия может быть объяснено хорошими защитными свойствами оксидной пленки. Это подтверждается известным правилом, согласно которому плотная пленка с защитными свойствами образуется в том случае, если отношение объема оксида к объему окислившегося металла больше единицы. Для алюминия такое соотношение равно 1,24, а для магния 0,79. Благодаря плохим защитным свойствам оксидной пленки магния окисление его в отличие от алюминия идет непрерывно, и толщина пленки возрастает со временем линейно.
Важнейшей характеристикой оксидной пленки алюминия служит ее способность адсорбировать газы, в особенности водяной пар. Последний удерживается оксидной пленкой вплоть до температуры плавления металла. Отличаясь значительной механической прочностью (20 МПа при толщине 10-5 см), оксидная пленка алюминия, несмотря на большую плотность, чем у алюминия (2,85- 3,95), легко удерживается на поверхности жидкого металла силами поверхностного натяжения. Коэффициент температурного расширения оксидной пленки почти в 3 раза меньше коэффициента расширения алюминия, поэтому при нагреве металла в оксидной пленке образуются трещины.
При наличии в алюминии легирующих добавок состав оксидной пленки может меняться. В составе оксидной пленки сплавов, содержащих кремний или магний, обнаруживается соответственно присутствие силлиманита (Al203-Si02) и магнезиальной шпинели (MgO-AI203).
При наличии в алюминии примесей щелочных и щелочноземельных элементов оксидная пленка обогащается их оксидами. Подобная сложная оксидная пленка – более рыхлая, более гигроскопичная и хуже защищает металл от диффузии газов.
Наличие оксидной пленки на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (2050°С), оксидная пленка не расплавляется в процессе сварки и покрывает металл прочной оболочкой, затрудняющей образование общей ванны. При сварке должны быть приняты меры для разрушения и удаления пленки и защиты металла от повторного окисления.
Благодаря большой химической прочности соединения восстановление алюминия из его оксида в условиях сварки практически невозможно. Также не удается связать Аl203 в прочное соединение по реакции кислота + основание = соль. Поэтому действие флюсов для сварки алюминия основано на процессах растворения и смывания диспергированной оксидной пленки расплавленным флюсом.
Флюсы и покрытия электродов для сварки алюминия и его, сплавов построены однотипно. Основу флюсов, как правило, составляют легкоплавкие смеси хлористых солей щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений, активизирующих действие флюса.
Ранее предполагалось, что действие флюсов основано исключительно на растворении оксидной пленки фторидами, имеющимися в составе флюсов. Однако сравнение данных растворимости оксида алюминия фторидами позволяет признать это объяснение маловероятным, поскольку его растворимость во фторидах невелика, а их содержание во флюсах недостаточно. Так, например, в чистых расплавленных солях натрия и калия, часто служащих основой флюсов для сварки, оксид алюминия практически не растворяется. При введении в состав флюса криолита растворимость оксида алюминия возрастает. Однако при температуре 900°С при содержании во флюсе 10% криолита растворимость оксида алюминия все же не превышает 0,15%.
Более вероятен следующий механизм действия флюса. В процессе нагрева металла, благодаря различным коэффициентам теплового расширения металла и пленки, в последней образуются мельчайшие трещины. В трещины затекает расплавленный флюс, содержащий хлориды. В результате взаимодействия алюминия с флюсом образуется соединения АlСl3. Хлорид алюминия возгоняется при температуре 183°С, и при сварке упругость паров хлоридов алюминия может достичь значительной величины. Образующиеся в месте контакта с жидким металлом пары хлористого алюминия отрывают частицы пленки от его поверхности. Последние уносятся движущимся флюсом и частично в нем растворяются.
Известный факт благоприятного действия фторидов, содержащихся во флюсах, на повышение их активности можно объяснить тем, что фториды, растворяя оксид алюминия преимущественно по границам образующихся в пленке трещин, облегчают доступ флюсов к жидкому металлу под пленкой, активизируя процесс ее разрушения и удаления.
В условиях аргонодуговой сварки возможно удаление оксидной пленки за счет катодного распыления. Катодное распыление обусловлено бомбардировкой поверхности катода положительно заряженными ионами.
Благодаря относительно большим размерам положительно заряженные ионы при соударении отдают свою энергию (кинетическую и потенциальную) поверхностным атомам, которые в свою очередь передают энергию глубинным атомам. В связи с концентрированной передачей энергии поверхностным атомам создаются благоприятные условия для их испарения. При этом в первую очередь испаряются атомы поверхностных оксидных пленок.
Анод бомбардируется в основном электронами, которые из-за малых размеров передают свою энергию (кинетическую и потенциальную) не только поверхностным атомам, но и глубинным. В этом случае энергия, передаваемая электронами аноду, распределяется более равномерно между поверхностными атомами и расположенными глубже. Такой характер передачи энергии снижает вероятность испарения поверхностных атомов, но с другой стороны способствует интенсивному’ нагреву металла в поверхностном слое анода. Благодаря этому анод при прочих постоянных условиях нагревается до более высокой температуры по сравнению с катодом (температура нагрева вольфрамового анода 4200 К, катода 3600 К, температура плавления вольфрама 3600 К), а испарение поверхностных атомовпроисходит более интенсивно с катода. Это учитывают при разработке технологии сварки алюминия и его сплавов.
Поскольку в процессе аргонодуговой сварки имеет место лишь разрушение пленки, а не удаление ее, как при сварке с флюсами, то возникает необходимость повышения требований к качеству предварительной обработки деталей перед сваркой с целью получения возможно более тонкой и однородной пленки по всей поверхности кромок изделий. Для предупреждения дополнительного окисления ванны и засорения ее оксидами в процессе сварки обязательное условие – применение аргона высокой чистоты.
В алюминиевых сплавах концентрация легирующих элементов, как правило, невелика и редко превышает 5-10 %. Если учесть исключительно высокую активность алюминия по отношению к кислороду и его способность восстанавливать многие металлы из их оксидов, то ожидать ощутимых потерь в результате окисления таких элементов, как Си, Mn, Fe, Si, Zn, входящих в небольших концентрациях в состав сплавов, нет основания.
Исключение может составить магний, обладающий значительно большим сродством к кислороду, чем алюминий. Ориентировочные расчеты показывают, что в присутствии алюминия преимущественное окисление магния наблюдается при содержании его в сплаве нескольких десятых долей процента. Наличие же на поверхности алюминиево-магниевых сплавов сложной оксидной пленки, которая в ряде случаев представляет собой практически чистую магнезию, подтверждает это положение.
Присутствие на поверхности металла прочной оксидной пленки сказывается на характере капельного переноса металла. При сварке в окислительной среде размер капель, переходящих с электрода, достигает большой величины, и горение дуги протекает неустойчиво. Снижение окисляющего действия атмосферы и применение покрытий на электродах способствуют уменьшению размеров переходящих капель.
Большое влияние на размер переходящих капель и устойчивость-процесса сварки оказывают выбранная полярность и плотность тока на электроде. При сварке на прямой полярности благодаря разрушению пленки на катодном пятне наблюдается быстрое плавление электрода при сравнительно мелкокапельном переносе металла. Начиная с некоторой величины плотности тока металл переходит в виде очень мелких капель, создающих впечатление струи.
При сварке на обратной полярности при прочих равных условиях размер переходящих капель с электрода оказывается большим, чем при сварке на прямой полярности. Однако и в этом случае начиная с определенной величины плотности тока крупнокапельный перенос металла сменяется мелкокапельным струйным. Дуга приобретает высокую устойчивость и способность к саморегулированию.
Сварщик на выезд | Услуги сварщика алюминия на выезд
Сварка широко применима во многих областях, в том числе в промышленности (электроэнергетика, судостроение, коммунальное хозяйство) и в бытовых условиях. Однако, вне зависимости от объемов работ, вопрос о транспортировке объекта, требующего сварки, всегда стоит весьма остро.
Служба Сварки 644 предлагает услуги выездной сварки различных металлов (чугуна, алюминия и др.): сварщик прибудет в любую точку Москвы вместе с оборудованием, предварительно договорившись о выезде.
Преимущества услуг сварщика Службы Сварки 644 на выезде:
- экономия времени;
- удобство: сварщик отправляется на выезд по предварительной договоренности с клиентом, учитывая его пожелания относительно времени;
- качество: услуги сварщика предполагают, что он прибывает со всем необходимым оборудованием в соответствии с объемом и характером предполагаемых работ. Сама работа выполняется быстро и с полной гарантией надежности;
- экономично: не имея возможности отправиться в мастерскую, многие предпочитают заменить испорченную деталь, в то время как восстановить уже имеющуюся обычно бывает гораздо дешевле.
Услуга сварщика на выезде особенно актуальна в случае необходимости сварки алюминия и алюминиевых сплавов. Благодаря своей легкости, а также
пластическим и электропроводным свойствам алюминий используется в пищевой и энергетической промышленности, в автомобилестроении. Он является одним из основных металлов не только в автомобилях, но и в другой технике. Однако в случае поломки произвести сварку алюминия
самостоятельно (даже при наличии сварочного аппарата и базовых навыков) будет весьма непросто. Температура плавления алюминия очень высока, при этом сам металл при нагреве не меняет цвет, склонен к короблению, образованию трещин и тугоплавкой окисной пленки. Достичь
необходимого уровня прочности шва можно только при использовании специальных техник (аргоновой сварки, например) и оборудования, а также имея определенные навыки и опыт.
Сварка алюминия – не всегда предсказуемый процесс, поэтому если вы не хотите экономить на качестве ремонта алюминиевого изделия, но при этом не имеете возможности и времени добраться до мастерской, лучшим выходом будет вызвать сварщика к себе. И хотя выезд учитывается при расчете стоимости услуг сварщика, это все равно будет более выгодно и, разумеется, более надежно и качественно. Ведь качество – это то, что в первую очередь оценивает клиент, когда речь идет об услугах, тем более сварочных, от которых зависит целостность и прочность детали, а значит, ее долговечность и безопасность.
Для того чтобы воспользоваться выездными услугами сварщика, необходимо связаться со Службой Сварки 644 и сообщить предполагаемый характер и объем
работ (тип металла, изделие и др. ), чтобы сварщик мог подготовиться и отправиться на выезд со всем необходимым оборудованием. Это не только сэкономит вам время, но и станет залогом качественной работы.
Аргонно-Дуговая сварка
Наименование работ | Цена, руб |
Сварка алюминиевой медной трубки диаметром до 10мм | От 300 |
Сварка алюминиевой медной трубки диаметром более 10мм | От 500 |
Сварочный шов до 100 мм | от 20 за 10мм |
Сварочный шов более 100 мм | Договорная |
Двойной сварочный шов до 100мм | от 20 за 10мм |
Двойной сварочный шов более 100мм | Договорная |
Сварка поддона двигателя | От 1000 |
Сварка коллектора двигателя | От 700 |
Сварка блока двигателя | От 1500 |
Сварка головки блока | От 1700 |
Сварка крышки ГБЦ | От 500 |
Сварка корпуса КПП | От 1200 |
Сварка деталей подвески | От 300 |
Сварка радиатора | От 500 |
Сварка любых других деталей | Договорная |
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
Наименование работ | Цена, руб |
Пайка 1 отверстия до 10 мм | 500 |
Пайка радиатора сота 1 повреждение | 500 |
Пайка радиатора сота 1 и более повреждений | 300 за 1 повреждение |
Пайка медный трубок | От 300 |
Пайка деталей бытовой техники | Договорная |
Пайка алюминиевой трубки | От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
Наименование работ | Цена, руб |
Сварочный шов до 100 мм | от 5 |
Сварочный шов более 100 мм | Договорная |
Сварка труб глушителя | От 500 |
Мелкие сварочные работы | Договорная |
Лучшие сварочные аппараты для алюминия на продажу: MIG, TIG, сварка электродами, газовая, безгазовая и проволочная сварка
Поиск
Все категории/ Магазин по использованию/ Дуговые сварщики/ Сварщики по металлу/ Сварщики алюминия
85 штук найдено
Millermatic 211 Auto-Set Mig Welder
Добавить к сравнению
Millermatic 211 Auto-Set/Small Cart 110/220 Volt Mig Welder
Добавить к сравнению
Miller Multimatic 215 MIG/Stick/TIG Welder
Добавить к сравнению
Б/у Miller Dynasty 210 DX и комплект педали управления
Добавить к сравнению
Millermatic 252 208/230 Volt Wire Welder +бесплатный шлем
Добавить к сравнению
Miller Diversion 180AC/DC TIG сварочный комплект
Добавить к сравнению
CK Worldwide MT200-AC/DC TIG сварочный аппарат
Добавить к сравнению
ESAB Rebel EMP 215ic Multi-Process MIG/TIG/Stick Package
Добавить к сравнению
ESAB REBEL EMP 235IC МАШИНА ДЛЯ СВАРКИ MIG/STICK/TIG С ТЕЛЕЖКОЙ 0558012704
Добавить к сравнению
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Добавить к сравнению
Forney 220 AC/DC TIG Welder Package #420
Добавить к сравнению
PKG,ALUMAFEED 450 MIGRUNNER W/2
Добавить к сравнению
PKG,ALUMAFEED 350 MIGRUNNER W/3
Добавить к сравнению
Hobart Handler 140 Сварочный аппарат с подачей проволоки
Добавить к сравнению
Millermatic 355 MIG/Pulse Welder #8
Добавить к сравнению
PKG,ALUMAFEED 350 MIGRUNNER W/2
Добавить к сравнению
Miller XMT® 350 CC/CV, Dinse, Aux Power
Добавить к сравнению
PKG,ALUMAFEED 450 WELD SYS W/25
Добавить к сравнению
ESAB Fabricator 186 AC/DC Welder
Добавить к сравнению
PKG,ALUMAFEED 350 WELD SYS W/25
Добавить к сравнению
ESAB #W1006313 ArcMaster 141 AC/DC
Добавить к сравнению
Rebel EMP 235ic MIG/TIG/Stick #0558012702
Добавить к сравнению
УПАКОВКА,DYNASTY 280 DX VS БЕСПРОВОДНАЯ
Добавить к сравнению
SYNCROWAVE 400 TIGRUNNER 208/23
Добавить к сравнению
Алюминий является одним из наиболее часто используемых металлов для соединения металлических частей вместе. Когда дело доходит до выбора сварочного аппарата для алюминия, у вас есть несколько вариантов. Выбираете ТИГ? Палка? МИГ без газа? Или МИГ с газом?
Выбор сварочного аппарата обычно зависит от того, что и где вы свариваете. Сварка стержнем просто должна быть на постоянном токе или иметь адаптер / преобразователь постоянного тока, чтобы предотвратить прожигание металла. То же самое относится и к сварке пайкой, которая чаще всего используется в сантехнике и сварке труб для создания прочных соединений между секциями стали и меди или для ремонта и герметизации повреждений.
Что бы вы ни хотели сварить, вы можете рассчитывать на Welders Supply, чтобы получить сварочные аппараты, горелки и аксессуары, которые вам нужны, по лучшим ценам, доступным в Интернете. Не только это, но и покупки на сумму более 300 долларов США доставляются бесплатно (в пределах континентальной части США).
Для получения дополнительной информации о сварочных аппаратах или других продуктах свяжитесь с поставщиком Welders сегодня.
Избранное
Устойчивая к порезам механическая перчатка Tillman
Просмотр продукта
Защитные очки Gateway StarLite — голубые зеркальные линзы
Просмотр продукта
Наушники Jackson Safety, VIBE
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Салфетка Miller Classic
Посмотреть товар
Сопло Hypertherm Powermax 65/85/105 65A (5 шт.)
Посмотреть продукт
Накладка для удара слева Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Перчатка Tillman 30 Top Grain Pigskin TIG
Просмотр продукта
6 лучших сварочных аппаратов MIG для алюминия (в 2022 г.
)Последнее обновление:
- На базе инвертора и невероятно портативный, всего 26 фунтов
- Недавно обновленная инверторная технология IGBT
- Подходит для генераторов
- 2T/4T и режимы прихватки
- 120/240 вход
- Максимальная мощность 180 А при рабочем цикле 30 %
Плюсы
- Стабильная, чистая дуга
- Лучшее предложение для сварочного аппарата MIG и сварочного пистолета
- Сварка алюминия до 1/4 дюйма
- Отличное качество сборки
- Двойной вход напряжения
- Достаточный рабочий цикл для любителей
- Режим прихватки для однородных прихваточных швов
- Режим 4T позволяет выполнять сварку, не удерживая курок горелки MIG
- Новейшая технология IGBT
- Тросовый привод из литого алюминия
- Легкий и портативный
- Все включено
- 3 года гарантии
Минусы
- Без цифрового дисплея
- Недостаточная сила тока для сварки толстого алюминия
Обзор
Eastwood MIG 180 поставляется с шпульным пистолетом по сниженной цене. Кроме того, он изготовлен известным американским брендом и имеет 3-летнюю гарантию.
Поддержка двойного напряжения позволяет выполнять сварку в любом месте, особенно с учетом того, что Eastwood MIG 180 также подходит для использования с генератором. Вы можете сваривать алюминий толщиной до 1/4 дюйма с помощью предоставленных 180 ампер. Этого достаточно для большинства проектов DIY и легкой работы в магазине. Но, если вам нужно сварить более толстый алюминий, рассмотрите другие сварочные аппараты в нашем обзоре.
Включен режим прихватки, который удобен для работы с листовым металлом. Если вы свариваете тонкий алюминий, вам придется сначала сварить все вместе прихваточным швом. Поскольку алюминий значительно расширяется от подводимого тепла, последнее, что вам следует делать, — это подводить тепло неравномерно. Вот почему так выгодна настройка прихватки. Вы можете создавать стабильные прихваточные швы каждый раз с одним и тем же подводом тепла.
Благодаря малому весу, новейшей технологии IGBT, достойному рабочему циклу, входу с двумя входными напряжениями, 3-летней гарантии, прилагаемому катушечному пистолету и низкой цене, сварочный аппарат Eastwood MIG 180 является лучшим сварочным аппаратом MIG по выгодной цене для небольших мастерских и любителей, ориентированных на алюминий.
Последняя цена на Иствуд
2. Yeswelder MIG-250 PRO
- Высококонтрастный, большой цифровой дисплей
- С полезными функциями для контроля дуги
- Инверторные и портативные
- Сварочный аппарат MIG/FCAW/TIG/MMA
- Поддерживает автоматические и ручные настройки
- Максимальная мощность 250 А при рабочем цикле 60 %
Плюсы
- Отличное соотношение цены и качества
- Стабильная, четкая дуга
- Включает управление индуктивностью, силой дуги, временем обратного прожига проволоки и настройками 2T/4T
- Помимо сварки MIG и сварки с флюсовой проволокой, поддерживает процессы сварки TIG на постоянном токе и дуговой сварки.
- Большой дисплей с интуитивно понятным меню
- Весит всего 21,72 фунта.
- Длительный рабочий цикл
- Достойное качество сборки по цене
- 1 год гарантии
Минусы
- Только вход 220 В, без поддержки 120 В
- Несмотря на то, что он выдает 250 А, производитель заявляет только 1/4 мощности сварки алюминия.
- Доступ к системе подачи проволоки затруднен, поскольку ее частично закрывает корпус из листового металла.
- Пистолет для катушки продается отдельно. цифровой дисплей для чтения и множество ценных функций, таких как автоматические настройки. Но это также многопроцессорный сварочный аппарат, поэтому вы можете выполнять базовую сварку TIG на постоянном токе и дуговую сварку. Если вы только начинаете, YesWelder MIG-250 PRO даст вам практический опыт работы с большим количеством процессов.
Однако шпульный пистолет продается отдельно. Несмотря на то, что YesWelder MIG-250 PRO дешев, учитывая количество включенных функций, он не представляет такой большой ценности, как Eastwood MIG 180. Оба этих варианта хороши для начинающих и для использования в небольших мастерских. Но YesWelder предлагает больше возможностей без шпульного пистолета, в то время как у Eastwood более длительная гарантия и более низкая цена.
Новичкам также будут полезны автоматические настройки YesWelder благодаря синергетическому режиму MIG.
Аппарат синхронизирует скорость подачи проволоки с выходным напряжением для автоматического обеспечения наилучших результатов.YesWelder MIG-250 PRO поддерживает 2T/4T, и вы можете использовать режим 4T с максимальной производительностью благодаря увеличенному рабочему циклу. Этот сварочный аппарат может выдавать 250 А в течение шести минут подряд, что является редкостью при такой низкой цене. Вы можете сэкономить 10% с кодом скидки «WELDGURU10», который был найден в Интернете.
Последняя цена на YESWELDER
3. Klutch MP230SiDV
- Инверторный сердечник, легкий и портативный
- Большой цифровой дисплей с хорошо организованным меню
- Включает множество функций для профессиональной сварки
- Многофункциональная машина
- Автоматические и ручные настройки
- Выходной ток до 200 А при рабочем цикле 20 %
Плюсы
- Превосходное качество дуги и сборки
- Большой цветной ЖК-дисплей с интуитивно понятным меню
- Двойной вход напряжения
- Поддерживает процессы сварки MIG, сварки с флюсовой проволокой, сварки TIG на постоянном токе и дуговой сварки
- Недорогой, учитывая, что он включает в себя шпульный пистолет, все провода и ножную педаль TIG.
- Pro имеет такие функции, как управление индуктивностью, запуск проволоки, горячий старт и настройки подачи газа до и после подачи.
- 2T/4T и поддержка точечного таймера
- Опора VRD для безопасной сварки электродом
- Легкий
- 3 года гарантии
Минусы
- Низкий рабочий цикл
Обзор
Klutch MP230SiDV — превосходный аппарат для сварки MIG с единственным недостатком — у него короткий рабочий цикл. Если вы профессионал, выполняющий большие объемы сварки толстого алюминия, пропустите Klutch. В остальном это отличная бюджетная альтернатива более мощным, но дорогим сварочным аппаратам.
Klutch — это торговая марка Northern Tool, а MP230SiDV предлагает почти все, что нужно профессионалу. Большой цифровой дисплей с интуитивно понятным меню позволяет легко настроить все, от напряжения до индуктивности и времени подачи защитного газа. Кроме того, качество отображения соответствует известному ЖК-дисплею ESAB Rebel.
Но это предложение Klutch стоит в разы дешевле Rebel.Больше всего в Klutch MP230SiDV впечатляет то, что все включено. Вы получаете шпульный пистолет, горелки TIG/MIG/MMA и ножную педаль TIG. Многие люди имеют большой опыт работы с этими машинами Klutch. Низкая цена в сочетании с 3-летней гарантией от американского бренда делает его выгодным приобретением для профессионалов.
Последняя цена на Northerntool
4. Hobart IronMan 240
- Трансформатор, прочный и долговечный
- Профессиональный шпульный пистолет
- Быстросменные реверсивные ролики с двойным приводом
- Поддерживает катушки с проволокой весом до 45 фунтов
- Встроенные колеса для легкого перемещения
- Рабочий цикл 60 % при 200 А с выходным током до 280 А
Плюсы
- Исключительное качество сборки и дуги
- Сделано в США
- На основе трансформатора для простоты и максимальной долговечности
- Быстросменные приводные ролики облегчают переключение проволоки
- Включает в себя лучший сварочный пистолет из всех сварочных аппаратов в нашем обзоре.
- Скорость подачи проволоки до 700 дюймов в минуту
- Длительный рабочий цикл
- Выходной ток 280 А обеспечивает достаточное количество тепла для сварки толстого алюминия
- Поддерживаются большие катушки проволоки
- Вентилятор по запросу
- Запуск проволоки обеспечивает плавный запуск дуги
- Тросовый привод из литого алюминия
- Длинные провода
- Очень прост в использовании
- 5 лет гарантии
Минусы
- Горелка МИГ могла бы быть лучше по этой цене
- Нет цифрового дисплея или дополнительных функций
- Ручки с бесконечной регулировкой используют произвольные значения
- Нет разъемов DINSE, требуется ручное изменение полярности внутри отсека для проводов
- Недостаточно аксессуаров в комплекте
- Тяжелый, 186 фунтов
- Только вход 240 В
Обзор
Аппарат Hobart IronMan 240 — это сварочный аппарат MIG с трансформатором и превосходным шпульным пистолетом.
Выходной ток 280 А обеспечивает достаточную мощность для запуска сварочной ванны при сварке толстого алюминия. Кроме того, шпульный пистолет Hobart SpoolRunner 200 обеспечивает полное покрытие защитным газом.Разработанный для требовательных любителей и сварочных мастерских, Ironman 240 был создан как доступный высококачественный сварочный аппарат. По сути, это урезанная версия Millermatic 252. Таким образом, Hobart Ironman не имеет дополнительных функций для снижения затрат, но сохраняет высокое качество сборки. Однако это дорого по сравнению с Eastwood MIG 180 или Klutch MP230SiDV.
К сожалению, Ironman 240 не имеет цифрового дисплея или расширенных функций, таких как 2T/4T, сварка прихватками, управление индуктивностью или выбор времени прожига проволоки. К тому же он не портативный. Основными преимуществами этой модели Хобарта является отличная сборка и качество дуги. Сварочный аппарат произведен в США, и Hobart предлагает пятилетнюю гарантию. Итак, если вы управляете сварочным цехом и вам нужна большая мощность для толстого алюминия, Ironman 240 может быть хорошим вариантом.
Последняя цена на Northerntool
5. Lincoln Electric POWER MIG 210 MP
- Инверторный, легкий и портативный
- Поддерживает процессы сварки MIG/FCAW/DC TIG/MMA
- Большой цифровой дисплей
- Включает множество функций для регулировки дуги
- Автоматические и ручные настройки
- Рабочий цикл 25 % при выходном токе 200 А
Плюсы
- Превосходное качество сборки и дуги
- Работает с входным напряжением 120 или 230 В
- Большой цифровой дисплей обеспечивает интуитивно понятное управление
- Автоматические настройки можно настроить вручную
- Качественный шпульный пистолет в комплекте
- Многофункциональная машина
- Угловой тросовый привод из литого алюминия
- Включает индуктивность MIG, точечный таймер и проводку в модификации
- Контроль силы дуги
- Подставка для педали TIG
- Система с двумя вентиляторами для отвода тепла
- 3 года гарантии
Минусы
- Дорого
- Низкий рабочий цикл
- Пистолет с катушкой имеет 90-дневную гарантию
- Горелка TIG и педаль не входят в комплект
- Прилагаемая горелка MIG не соответствует высокой цене сварщика
Обзор
Если вам нужно максимальное качество и портативность, Lincoln Electric Power MIG 210MP хорошо сочетает в себе оба этих качества.
Он основан на инверторе и создан в соответствии с высокими стандартами Lincoln.Power MIG 210MP — многофункциональная машина с множеством полезных функций. Некоторые примеры:
- Большой цифровой дисплей
- Автоматические/ручные настройки
- Контроль индуктивности MIG
- Спуск проволоки
- Точечный таймер
- Сила дуги
- Горячий старт
- Опора ножной педали TIG
- Угловая система подачи проволоки из литого алюминия
Неудивительно, что Lincoln Power MIG 210MP стоит довольно дорого. Это сварочный аппарат американского бренда, собранный в Мексике по строгим стандартам и имеющий 3-летнюю гарантию. Кроме того, качество дуги фантастическое, поэтому вполне естественно, что эта машина стоит дороже.
Однако по цене МИГ-пушка не на высоте. Кроме того, горелка TIG и педаль управления не входят в комплект, а рабочий цикл слишком короткий. Power MIG 210MP позиционируется как «начинающий» сварочный аппарат для самостоятельной работы, но он также подходит для сварки в цеху.
К сожалению, Lincoln Electric ограничила свой рабочий цикл только работой «сделай сам». Тем не менее, Power MIG 210MP отлично подойдет профессионалам, которым нужен портативный и надежный сварочный аппарат MIG для алюминия.Купить на Amazon
6. Hobart Handler 190
- Трансформатор для длительного срока службы
- Быстросменные реверсивные ролики с двойным приводом
- Портативный
- Высококачественный шпульный пистолет
- 7 настроек выхода напряжения
- Рабочий цикл 30 % при 130 А с максимальной мощностью 190 А
Плюсы
- Отличное качество сборки и дуги
- Сделано в США
- Сердечник трансформатора обеспечивает долговечность
- Скорость подачи проволоки до 740 дюймов в минуту
- Прочный шпульный пистолет
- Система роликов быстрой смены упрощает замену проволоки
- Портативный
- Все включено
- Тросовый привод из литого алюминия
- Промышленная гарантия Hobart 5/3/1
Минусы
- Нет цифрового дисплея или расширенных функций
- Тяжелый, 68 фунтов
- Только вход 220–240 В
- Цена завышена, учитывая отсутствие функций
- Выбор фиксированного напряжения вместо бесконечной регулировки
- Изменение полярности требует ручного подключения проводов внутри сварочного аппарата
- В него не входит много принадлежностей
Обзор
Если вы предпочитаете сварочные аппараты с трансформатором, но нуждаетесь в портативности, Hobart Handler 190 может стать решением.
Это относительно старая машина, намного превосходящая конкурирующие модели во многих жизненно важных областях. Но он предлагает превосходное качество сборки и дуги.Сердечник трансформатора, проверенный временем, обеспечивает долговечность. Кроме того, он изготовлен в США одним из крупнейших и наиболее уважаемых сварочных брендов. И Hobart покрывает его своей промышленной гарантией 5/3/1, поэтому вы защищены, если что-то сломается.
Однако цена на Hobart Handler 190 завышена, на наш взгляд. Он имеет скудный рабочий цикл, фиксированный выбор напряжения и не включает в себя расширенные функции или цифровой дисплей. Для сравнения, Eastwood MIG 180 предлагает 3-летнюю гарантию по гораздо более низкой цене, и, хотя он не основан на трансформаторе, Eastwood MIG 180 обеспечивает аналогичную стабильность дуги с гораздо большим количеством функций.
Кроме того, поскольку в Handler 190 не используются стандартные разъемы DINSE, при переключении на FCAW необходимо вручную изменить полярность внутри сварочного аппарата.
Поскольку это не профессиональный сварщик, как Ironman 240, это большая проблема. Кроме того, он поддерживает только входное напряжение 220–240 В. Если вам нужен вход с двойным напряжением, Hobart Handler 210 — лучший выбор.Последняя цена на Northerntool
Автор: Гаррет Стронг
Я владелец сайта MakeMoneyWelding.com. Сварка действительно вызвала у меня отклик, и я увлеченно этим занимаюсь уже почти 9 лет.лет сейчас. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
250Amp AC/DC TIG Сварочный аппарат для алюминия с импульсом
перейти к содержаниюОбычная цена 749,99 Цена продажи649,99
/
Стоимость доставки рассчитывается при оформлении заказа.
- Бесплатная доставка по стране свыше 150 долларов США
- На складе, готово к отправке
- Инвентарь в пути
Руководство по эксплуатации в формате PDF Скачать
TIG-250P ACDC
Отлично подходит для сварки TIG переменным и постоянным током, импульсной сварки TIG переменным/постоянным током, MMA / Подходит для сварки алюминия и нержавеющей стали / Подходит для электрода 6010 / инвертора IGBT / Дистанционное управление триггером и силой тока В наличии / Совместимость с ножной педалью
ХАРАКТЕРИСТИКИ
- Отлично подходит для сварки TIG переменным/постоянным током, импульсной сварки TIG переменным/постоянным током, палки.
- Подходит для сварки алюминия и нержавеющей стали.
- Подходит для электрода 6010.
- Доступен пульт дистанционного управления для триггера и силы тока.
- Совместим с ножной педалью.
- Крышка 3 года гарантии.
Multi-Process
Аппарат TIG250P для сварки TIG на переменном/постоянном токе с импульсным режимом отличается универсальностью и удовлетворяет потребности любителей и профессиональных сварщиков, особенно для сварки алюминия в режимах TIG на переменном токе и TIG в импульсном режиме на переменном токе.
Он обеспечивает высокую производительность благодаря множеству импульсных функций, включает в себя 250 ампер переменного тока (начальный AMP от 5 до 250) или сварку TIG постоянным током с функцией стержня, поставляется с мощной горелкой TIG WP-26.
Широкое применение
Этот сварочный аппарат переменного тока 250A подходит для нержавеющей стали, низкоуглеродистой стали, меди, алюминиево-никелевого сплава, титана и других металлов, широко используемых в промышленности и дома.
Мощность сварки: <25/64" алюминий, нержавеющая сталь, сталь и <15/64" латунь.
Интуитивно понятный
Цифровой дисплей
Дисплей Сила тока
Просмотр фактических и заданных значений для большей точности воспроизводимость процедуры сварки для начального тока (рекомендуется не менее 10 А), пикового тока, базового тока, тока вспомогательной дуги .(Выходной ток: 5A-250A для TIG, 10A-200A для MMA)
Контроль времени
Контроль времени до и после потока (рекомендуется установить на минимум)
Контроль времени нарастания/спада, точный контроль реверса тока Контроль времени.
Баланс/ширина импульса , Контроль частоты
Контроль частоты импульса, чистый баланс, ширина импульса/частота (0,5–200 Гц)
(Рекомендация: частота переменного тока 70–100 Гц, чистый баланс 28–32 для алюминий)
Сварка ВИГ
Оснащен сваркой TIG с прямоугольной волной на переменном токе, импульсной TIG на переменном токе, TIG на постоянном токе, импульсной TIG на постоянном токе, электродами с флюсовым покрытием на постоянном токе MMA и аргонно-дуговой точечной сваркой (постоянным, импульсным или переменным током).
ВЧ-дуга запускает встроенную цепь зажигания дуги под давлением.
Squarewave — лучший вариант для улучшения качества сварки и облегчения сварки алюминия.
Возможность точечной сварки 2T/4T/точечной сварки для соответствия различным требованиям сварочного процесса.
Сварка электродом
Горячий старт, легкий запуск дуги, стабильный ток, минимальное разбрызгивание, отсутствие прилипания, хорошая форма и самоадаптация к кабелю разной длины и сечения, саморегулируемая сила тока дуги для хорошей работы при длительных -дистанционная сварка.
Мощный и пригодный для сварки электрод E7018, 6013,6010
Доступен пульт дистанционного управления
Доступны педальный пульт дистанционного управления и пульт дистанционного управления сварочной горелкой. (Не входит в комплект, необходимо приобретать отдельно)
Этот сварочный аппарат поддерживает педальное дистанционное управление, что позволяет оператору контролировать сварочный ток в режиме реального времени даже на расстоянии более 10 м.
Цифровая сварочная горелка совместима с этим сварочным аппаратом. (Не поставляется в магазине)
Другие функции
Автосохранение параметров сварки при отключении питания.
Автоматический охлаждающий вентилятор: интеллектуальный контроль температуры для продления срока службы вентилятора.
Автоматическое восстановление параметров последней сварки. (Должен быть тот же режим сварки.)
Автоматическая защита: сварочный аппарат отключится в случае перегрузки по току, перегрева, значительных колебаний напряжения или других отклонений и отобразит информацию об отказе.
Технические характеристики
Вес изделия: 23,24 фунта
Размеры изделия: 17,32”*7,68”*13,58”
Напряжение питания: 220 В
Входной ток: 63 А
Выходной ток: 10–200 А (ММА) 5–250 А (ВИГ)
Рабочий цикл TIG 0 @250A, 100%@183A
MMA 60%@200A, 100%@155AСварочный материал: нержавеющая сталь, мягкая сталь, медь, алюминиево-никелевый сплав, титан и другие металлы.
Класс защиты: IP21S
{{tier_title}}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup”:”Бесплатная доставка” ,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day }}, {{ year } }”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount “:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount”:”Скидка”, “flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Следующий уровень:”,”reward_page_c onfirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,”select_rewards”:”Выбрать вознаграждение “,”shop_now”:”Купить сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите действительную дату рождения “,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
{{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
, пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердите аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Правило выполнено”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно с вознаграждением”,”birthday_field”:”Поле дня рождения”,”birthday_success”:”Ваша информация сохранена. Вы получите награду в свой День рождения”,”points_expires_on_date”:”Действует до {{ дня }} {{ месяца }} {{ года }}”,”points_program_title”:”Программа баллов”,”points_program_description”:”Подарите наградите друзей и получите свою собственную, когда они совершат покупку.”,”referral_program_title”:”Реферальная программа”,”referral_program_description”:”Пригласите своих друзей в наш магазин и получите вознаграждение за каждого привлеченного друга.”,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас. “,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь с администрацией сайта тратор. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включения звука”,”click_for_sound_off”:” Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}404 Не найдено – ДаСварщик
перейти к содержаниюПример продукта
29 $
Пример продукта
29 $
Пример продукта
29 $
Пример продукта
29 $
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Следующий t tier:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
{{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
, пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердите аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Правило выполнено”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно с вознаграждением”,”birthday_field”:”Поле дня рождения”,”birthday_success”:”Ваша информация сохранена. Вы получите награду в свой День рождения”,”points_expires_on_date”:”Действует до {{ дня }} {{ месяца }} {{ года }}”,”points_program_title”:”Программа баллов”,”points_program_description”:”Подарите наградите друзей и получите свою собственную, когда они совершат покупку.”,”referral_program_title”:”Реферальная программа”,”referral_program_description”:”Пригласите своих друзей в наш магазин и получите вознаграждение за каждого привлеченного друга.”,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас. “,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь с администрацией сайта тратор. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включения звука”,”click_for_sound_off”:” Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}Сварка алюминия для стабильных соединений
- Испытание
- Базовые знания
- За и против
- Сварочный процесс
- Приложения
- Продукты
Контакт
ПроблемаБазовые знанияЗа и противПроцесс сваркиПримененияПродукцияКонтакт
Проблема сварки алюминия
Наряду со сталью алюминий является наиболее широко используемым конструкционным материалом.
Его самым большим преимуществом является то, что он такой же прочный, но примерно вдвое тяжелее. Поэтому для облегченных конструкций предпочтительнее использовать алюминий.Интересные факты об алюминии
Чистый алюминий (Al99.5) не очень прочен. Однако он используется в качестве основы для сплавов с прочностью, не уступающей стали.
Сварка алюминия особенно сложна, поскольку материал окружен оксидным слоем. Он плавится только при температуре около 2015 градусов по Цельсию, в то время как сам алюминий плавится при температуре около 650 градусов в зависимости от сплава. Если бы оксидный слой расплавился обычным способом, то алюминий убежал бы, и сварка была бы невозможна. Поэтому необходимо разрушить или вытеснить оксид.
Какие сплавы алюминия существуют?
Свойства чистого алюминия можно изменить с помощью сплавов. Например, добавление магния значительно увеличивает прочность материала.
Наиболее важными компонентами алюминиевых сплавов и их свойствами являются:
- Магний (Mg)
0,3–7% более высокая прочность, меньший размер зерна - Марганец (Mn)
0,3–1,2% лучшая коррозионная стойкость, более высокая прочность - Медь (Cu)
примерно на 5 % более высокая прочность, более низкая коррозионная стойкость, важна для упрочняющей способности - Кремний (Si)
12% для литья, снижает температуру плавления до 577°C, но с крупными зернами
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Процесс сварки алюминия
Сварка MIG/MAG
Идеально подходит, если требуется более высокая скорость наплавки, например, при сварке присадочных валиков. Дополнительная информация о сварке MIG/MAG
Сварка ВИГ
Для визуально безупречных швов и прочных соединений. Дополнительная информация о сварке TIG
Применение алюминия
Производство автомобилей
Строительство
Судостроение
Авиация
Профессиональные источники питания для сварки алюминия
ТПС 320i
- Система сварки МИГ/МАГ
- Интегрированная документация данных
- Интуитивно понятный сенсорный дисплей
Узнайте больше о TPS 320i
ТрансСталь 2200
- Многопроцессная система: MIG/MAG, TIG, ручная дуговая сварка металлическим электродом
- Портативный и легкий для мобильного использования
- Интуитивное управление и простая навигация по меню
Узнайте больше о TransSteel 2200
MagicWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
ТПС 320i
- Система сварки МИГ/МАГ
- Интегрированная документация данных
- Интуитивно понятный сенсорный дисплей
Узнайте больше о TPS 320i
ТрансСталь 2200
- Многопроцессная система: MIG/MAG, TIG, ручная дуговая сварка металлическим электродом
- Портативный и легкий для мобильного использования
- Интуитивное управление и простая навигация по меню
Узнайте больше о TransSteel 2200
MagicWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Подробнее о предмете
Зарплата сварщика алюминия (март 2023 г.
)Обновлено 6 февраля 2023 г.
$38 155 в год
Для расчета зарплат Zippia использует данные, опубликованные в общедоступных источниках, таких как Бюро трудовой статистики США (BLS), Foreign Labor Центр сертификации данных (FLC) Показать больше
$ 18,34 часовые
Зарплата начального уровня
29 000 долл. США
Годовой
$ 29 00010%
$ 38 155 Медиана
$ 48 00090%
. Как зарабатывает Aluminum Swder?
Сварщики алюминия зарабатывают в среднем 38 155 долларов в год или 18,34 долларов в час в США. Сварщики алюминия в нижней части этого спектра, а точнее в нижних 10%, зарабатывают примерно 29 000 долларов в год, а верхние 10 % зарабатывают 48 000 долларов.
Местоположение влияет на ожидаемую прибыль сварщика алюминия.
Сварщики алюминия зарабатывают больше всего в Вайоминге, Вашингтоне, Калифорнии, Миннесоте и на Аляске.Самый высокооплачиваемый штат
Вайоминг
Самый высокооплачиваемый город
Ванкувер, Вашингтон
Самая высокооплачиваемая компания
Premier Marine
Чего я стою?
Штат с самой высокой оплатой
Вайоминг
Город с самой высокой оплатой
Ванкувер, Вашингтон
Самая высокооплачиваемая компания
Premier Marine
Чего я стою?
Государства с самой высокой оплатой труда сварщиков алюминия
В то время как средняя зарплата сварщика алюминия может составлять 38 155 долларов в год или 18,34 доллара в час, у сварщиков алюминия есть много возможностей зарабатывать больше. Например, в Ванкувере, штат Вашингтон, вы можете зарабатывать 48 888 долларов в год. Другие высокооплачиваемые места включают Лонг-Бич, Калифорния, Грин-Бей, Висконсин и Урбан Гонолулу, Гавайи. Если вы находитесь на начальном уровне, лучше всего переехать в Ванкувер, штат Вашингтон, где средняя начальная зарплата составляет 38 000 долларов. Штаты с самой высокой оплатой для сварщиков алюминия включают Вайоминг, Вашингтон и Калифорнию. Между тем, Алабама, Небраска и Кентукки предлагают самые низкие зарплаты.- State View
- County View
Средняя зарплата:
Средняя зарплата сварщика алюминия по штатам
Должность Штат Ср. SalaryHourly Rate Job Count 1 Minnesota $46,699 $22.45 131 2 North Dakota $44,943 $21.61 16 3 Wisconsin $43,363 $20.85 171 4 Washington $48,432 $23.28 88 5 Wyoming $52,223 $25.11 5 . 0241$19.47 43 8 Alaska $45,641 $21.94 8 9 Oklahoma $39,673 $19.07 45 10 Nevada 43 262 долл. США $ 20,80 13 11 Индиана $ 38,321 $ 18,42 333333333333333333333333333333333333333333333333333333333333333333тели$ 18,42 333333333333333333333333333333333333333333333383333333333333333333333333333333тели.0238 California $46,837 $22.52 247 13 Delaware $43,676 $21.00 7 14 Pennsylvania $39,105 $18.80 128 15 Миссисипи 38 105 долл. США 18,32 долл. США33 16 Нью-Мексико 91 9138493,14 долл. США 493,14 долл. США0241 4 17 Massachusetts $43,452 $20.89 44 18 Arizona $39,676 $19.07 54 19 Texas $39,581 $19.03 186 20 South Dakota $36,977 $17.78 27 21 Rhode Island $39,011 $18.76 12 22 Colorado $41,971 $20.18 24 23 Kansas $37,106 $17.84 39 24 Tennessee $36,313 $17.46 88 25 Maryland $43,683 $21. 0019 26 West Virginia $38,192 $18.36 6 27 Utah $38,520 $18.52 26 28 Iowa $35,609 $17.12 107 29 Ohio $35,946 $17.28 127 30 Hawaii $43,570 $20.95 3 31 Missouri $37,280 $17.92 59 32 Vermont $38,859 $18.68 3 33 Montana $37,385 $ 17,97 8 34 Айдахо $ 37,765 $ 18,16 $ 18,16 $ 18,16 $ 18,16 $ 18,16 . 0241$39,081 $18.79 13 36 Maine $36,207 $17.41 17 37 Michigan $35,544 $17.09 90 38 Illinois $36,217 $17.41 137 39 Nebraska $34,304 $16.49 40 40 Kentucky $33,786 $16.24 58 41 Virginia $35,921 $17.27 96 42 District of Columbia $38,982 $18.74 43 Южная Каролина 35 073 долл. США 16,86 долл. США 48 44, 39241 104038 Алаб 4 $16.57 45 45 New Jersey $37,636 $18. 0929 46 North Carolina $35,116 $16.88 87 47 New Hampshire $36,352 $17.48 4 48 New York $35,571 $17.10 65 49 Arkansas $33,297 $16.01 21 50 Georgia $33,473 $16.09 85 51 Florida $33,682 $16.19 115 Недавние поиски работы
Работник конвейера Jobs
ResumeLocationSeven Hills
Baker Jobs
ResumeLocationGonzales
Computer Numerical Controller Machinist Jobs
ResumeLocationBrentwood
Fabricator Jobs
ResumeLocationJasper
Food Service/Cashier Jobs
ResumeLocationThonotosassa
Founder Jobs
ResumeLocationFair Lawn
Inspector Вакансии
ResumeLocationLorain
Подмастерье Вакансии
ResumeLocationSafety Harbor
Line Up Worker Jobs
ResumeLocationNorth Highlands
Machine Operator Jobs
ResumeLocationBerkeley
Machinist Jobs
ResumeLocationBluffton
Manufacturing Team Member Jobs
ResumeLocationPontiac
Вакансии оператора числового программного управления
ResumeLocationWest Mifflin
Operation Supervisor Jobs
ResumeLocationTooele
Operator Jobs
ResumeLocationWestbury
Top Aluminum Welder Jobs Near You
Highest Paying Cities For Aluminum Welders
Rank City Avg. ЗарплатаПочасовая ставка 1 Ванкувер, Вашингтон 48 888 долларов 23,50 долларов 2 Long Beach, CA $46,395 $22.31 3 Green Bay, WI $43,611 $20.97 4 Urban Honolulu, HI $43,596 $20.96 5 Gilbert, AZ $39,642 $19.06 6 Houston, TX $39,315 $18.90 7 Saint Charles, MO $37,212 $17.89 8 Akron, OH $36,475 $17.54 9 Mobile, AL $34,896 $16.78 10 Albany, NY $34,676 $16.67 11 Miami, FL $33,885 $16. 2912 Hopkinsville, KY $33,563 $16.14 13 Atlanta, GA $33,457 $16.09 Aluminum Welder Salary by Years of Experience
The salary for an aluminum welder can vary depending on the years of experience что человек имеет, от начального уровня до старшего уровня. Бухгалтер с опытом работы от 0 до 2 лет получает среднюю заработную плату в размере 26 065 долларов США, профессионал среднего звена с опытом работы от 3 до 6 лет получает в среднем 38 155 долларов США в год, а бухгалтер старшего уровня с опытом работы от 7 до 12 лет получает в среднем годовой оклад 55 719 долларов США. Данные о том, как уровень опыта влияет на общую компенсацию, предоставляются Бюро статистики труда (BLS) в рамках их Национального обследования компенсаций, которое основано на таких факторах, как знания, сложность, контакты и окружающая среда.Начальный уровеньСредняя зарплата 26 тысяч долларов
Старший уровеньСредняя зарплата 56 тысяч долларов
Зарплата сварщика алюминия По уровню опыта
Уровень опыта Средн. Заработная платаПочасовая ставка Entry Level $26,100 $12.53 Mid Level $36,500 $17.53 Senior Level $55,700 $26.79 Aluminum Welders Salary Details
Average Aluminum Welder Salary Graph , тенденции и сводкаКакая зарплата у сварщика алюминия?
Процентиль Годовой оклад Месячный оклад Hourly Rate 90th Percentile $48,000 $4,000 $23 75th Percentile $43,000 $3,583 $21 Average $38,155 $3,180 $18 25-й процентиль 33 000 долл. США 2 750 долл. США 16 долл. США10-й процентиль 8 долл. США0238 $2,417$14 Highest Paying Types of Aluminum Welders
Job Title Annual Salary Monthly Salary Hourly Rate Job Openings Ship Fitter $45,247 $3,771 $21.75 9,742 Welder Fitter $39,676 $3,306 $19.07 8,022 Welder Helper $29,684 $2,474 $14.27 21,605 Structural Welder $42,868 $3,572 $20.61 9,651 Millwright/Welder $37,213 $3,101 $17.89 9,694 Lead Welder $45,718 $3,810 $21. 988,274 Вот пять компаний, которые сейчас нанимают больше всего: NCW Jobs (4)
Автомобильная промышленность платит сварщикам алюминия среднюю зарплату в размере 42 020 долларов США
Профессиональная промышленность платит 40 363 долларов США
Какие компании больше всего платят сварщикам алюминия?
Судя по нашим последним оценкам зарплат, самыми высокооплачиваемыми компаниями для сварщиков алюминия являются Premier Marine и HKA Enterprises. Кроме того, такие компании, как State Of Florida и Landscape Structures, сообщают о весьма конкурентоспособной заработной плате сварщиков алюминия.Сколько зарабатывают сварщики алюминия в разных отраслях?
Вот несколько примеров того, какая зарплата сварщика алюминия может быть в зависимости от отрасли:
0 Самая низкая зарплата промышленность для алюминиевых сварщиков является обрабатывающей промышленностью. Средняя зарплата сварщиков алюминия в этой отрасли составляет 39 долларов.,369
Highest Paying Industries For Aluminum Welders
| Rank | Industry | Average Salary | Hourly Rate |
|---|---|---|---|
| 1 | Automotive | $42,020 | $20.20 |
| 2 | Professional | 40 363 $ | 19,41 $ |
| 3 | Транспорт | 39 948 $ | |
| 4 | Manufacturing | $39,369 | $18.93 |
High Paying Aluminum Welder Jobs
Aluminum Welder Pay Trends
Average Aluminum Welder Salary Over Time
Compare salaries for individual cities or states with the среднее по стране.
Недавно добавленные зарплаты сварщиков алюминия
Заработная плата сварщиков алюминия Часто задаваемые вопросы
Какой штат больше всего платит сварщикам алюминия?
Вайоминг платит сварщикам алюминия больше всего в Соединенных Штатах со средней зарплатой 52 223 долларов в год или 25,11 долларов в час.