Электроник – Сверлильно-расточные станки
Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертакми, метчиками и другими инструментами.
Основными параметрами сверлильного станка являются наибольший условный диаметр сверления отвертсия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают следующие сверлильные станки:
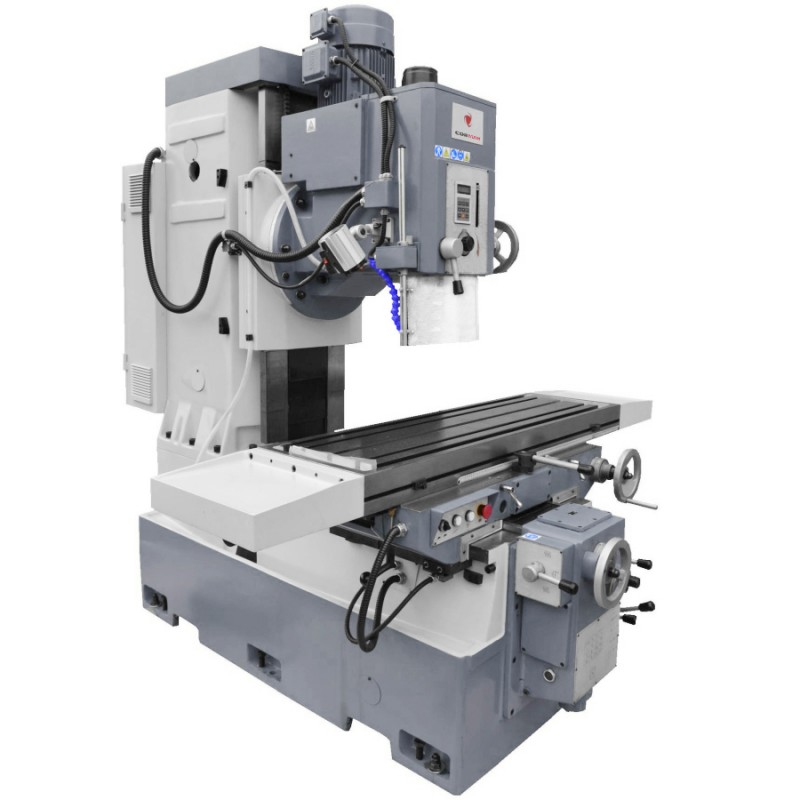
1. Вертикально- сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера (рис.С1, а). Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение стола станка вместе с заготовкой относительно инструмента.
2. Радиально- сверлильные станки (рис.С1, б) используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и оси шпинделя с инструментом достигается перемещением шпиндельной бабки по направляющим поворотной траверсы относительно неподвижной детали.
Вертикально- сверлильный станок 2Н1353. Горизонтально-расточной станок (рис.С1, в) предназначен для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
4. Координатно-расточные станки предназначены для обработки отверстий (рис.С1, г) с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве.
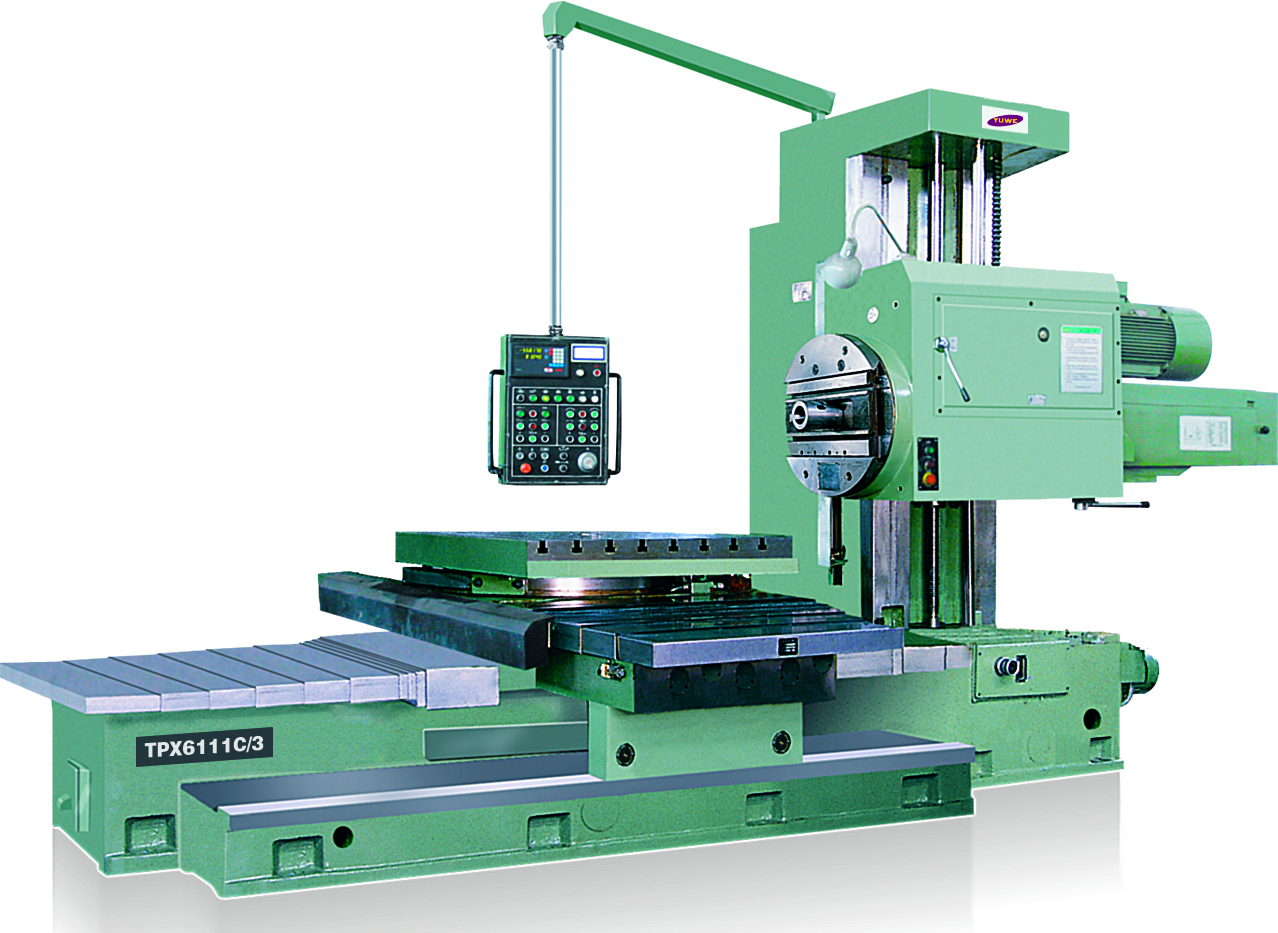
Расточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке корпусных деталей в мелкосерийном и серийном производстве. В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные. Универсальные станки делят на горизонтально-расточные и алмазно-расточные (отделочно-расточные) и координатно-расточные. Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола.
Выпускают горизонтально-расточные станки с диаметром шпинделя 80-32 мм и с рабочим размером поворотных столов от 800-900 до 1600-1800 мм.
Универсальный горизонтально-расточной станок 2620В (рис.Р1).
Рис. Р1. Универсальный горизонтальный расточной станок 2620ВКоординатно-расточные станки. На координатно-расточных станках можно размечать и центровать, сверлить, развертывать, окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяются для обработки точных отверстий в тех случаях, когда расстояние между осями или расстояние их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью. Точные расстояния между осями обработанных отверстий и принятыми, базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированных помещениях, где поддерживается температура 20°C.
Координаты рассчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из коррозионно-стойкой стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валика доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещают на столе и перемещают вместе с ним.
Станки сверлильно-расточной группы с ЧПУ
Эти станки предназначены для обработки отверстий сверлами, зенкерами, развертками, расточным и другим инструментом, во фланцах, плоскостных и корпусных деталях. На этих станках возможна комплексная сверлильно-фрезерно-расточная обработка деталей различной конфигурации и степени точности.
На этих станках возможна комплексная сверлильно-фрезерно-расточная обработка деталей различной конфигурации и степени точности.
Внедрение сверлильно-расточных станков с ЧПУ позволяет повысить производительность труда в 1.5-2.0 раза, а станков с автоматической сменой инструмента и инструментальным магазином в 3-4 раза.
Вертикально-сверлильный станок 2Р135Ф2 с ЧПУ.
Горизонтально-расточной станок с ЧПУ мод.2611Ф2.
Радиально-сверлильный станок с ЧПУ мод.2М55Ф2.
Сверлильно-расточные станки с ЧПУ: особенности
Жесткая конструкции и высокая точность относятся к характерным качествам расточных станков, поэтому оснащение их ЧПУ особенно эффективно. Подобное оборудование позволяет выполнять расточные и сверлильные работы без предварительной разметки и использования кондукторов, зенкеровать и развертывать отверстия, производить чистовое фрезерование. Показатели точности существующих моделей отвечают повышенному (П) и высокому (В) классу по ГОСТ 8-82.
Показатели точности существующих моделей отвечают повышенному (П) и высокому (В) классу по ГОСТ 8-82.
Парк расточного оборудования с ЧПУ представлен горизонтально-расточными, вертикально-расточными и координатно-расточными моделями. Наиболее распространены первые, в исполнении с поворотным столом и без задней стойки. Осевое перемещение инструмента реализуется посредством выдвижного шпинделя, а суппорт шпинделя планшайбы служит для осуществления радиальной подачи.
На оборудовании возможна обработка элементов заготовки, расположенных на противоположных гранях при повороте на 180°, растачивание и сверление отверстий с перпендикулярными осями (4-х координатная обработка). В чистовую операцию отверстия обрабатывают резцами, закрепленными в оснастке с микроподачей, или развертками, обеспечивающими лучшее качество и не требующими размерной настройки. В комплектацию включены резьбонарезные патроны, позволяющие нарезать резьбу более М6.
В состав главного привода входит асинхронный электродвигатель, часто двухскоростной, и многоступенчатая коробка скоростей с электромагнитными муфтами.
Применяемые закаленные направляющие качения обуславливают снижение и стабилизацию сил трения. Шариковые винтовые передачи вместе с направляющими качения определяют легкое страгивание и длительное сохранение паспортной точности рабочих перемещений. С целью уменьшения податливости и вибраций, неподвижные при обработке рабочие органы дополнительно фиксируют специальными зажимами.
Системы ЧПУ расточных станков разрешают задавать в программе перемещения по циклу в прямоугольных координатах, под углом к осям и управлять поворотом стола вокруг оси Z. УЧПУ обеспечивает отработку быстрых ходов со скоростью до 5 м/мин, допускает задание коррекции положения инструментов, исполнительных органов и ручной ввод задания с панели.
Горизонтально-расточные станки c ЧПУ (CNC) по выгодной цене
Также оборудование предназначено для черновой и чистовой обработки деталей из чугуна, стали, цветных металлов и их сплавов.
Преимущества СNC-станков
- увеличение производительности в 1,5-2,5 раза по сравнению со станками с ручным управлением;
- снижение потребности во множестве квалифицированных рабочих-станочников;
- уменьшение сроков подготовки и перехода на изготовление новых деталей;
- более простая и универсальная технологическая оснастка;
- сокращение продолжительности производственного цикла.
Выбор станка
При выборе расточного оборудование следует обращать внимание на следующие его характеристики:
| Характеристика | Значение | |
|---|---|---|
| Размеры рабочего стола | мм | |
| Грузоподъемность рабочего стола | кг | |
| Параметры перемещения рабочих органов (стол, шпиндельная бабка) | мм | |
| Мощность главного привода | кВт | |
| Питаемое напряжение | В | |
| Выбор дополнительной оснастки | да/нет | |
| Размеры станка | мм | |
| Вес | кг | |
| Цена станка | руб |
Стоимость и заказ станка
Компания «РуСтан» предлагает к продаже станки по металлу по выгодной цене.
Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте горизонтально-расточной станок с числовым программным управлением по телефону +7 (495) 249-49-90!
Станки сверлильно-фрезерно-расточной группы.Классификация и выбор основных технических характеристик
Классификация станков по основным признакам
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Классификация фрезерных станков по типам приведена в табл. II. 1.
Обозначение (шифрование) моделей станков осуществляется по следующим правилам: первая цифра указывает группу; вторая — определяет тип станка; третья и четвертая — условно обозначают его размер. Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Модели станков с числовым программным управлением (ЧПУ) в конце шифра имеют букву Ф и рядом с ней цифры: 1 — для станков с цифровой индикацией 1 и преднабором 2; 2 — для станков с позиционной системой ЧПУ; 3 — для станков с контурной (непрерывной) системой; 4 — для многооперационных станков с контурной (или смешанно-контуриой и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры (мм) стола станка. По этому признаку станки имеют пять градаций:
По этому признаку станки имеют пять градаций:
- Площадь стола 200 х 800
- Площадь стола 250 х 1000
- Площадь стола 320 х 1250
- Площадь стола 400 х 1600
- Площадь стола 500 х 2000
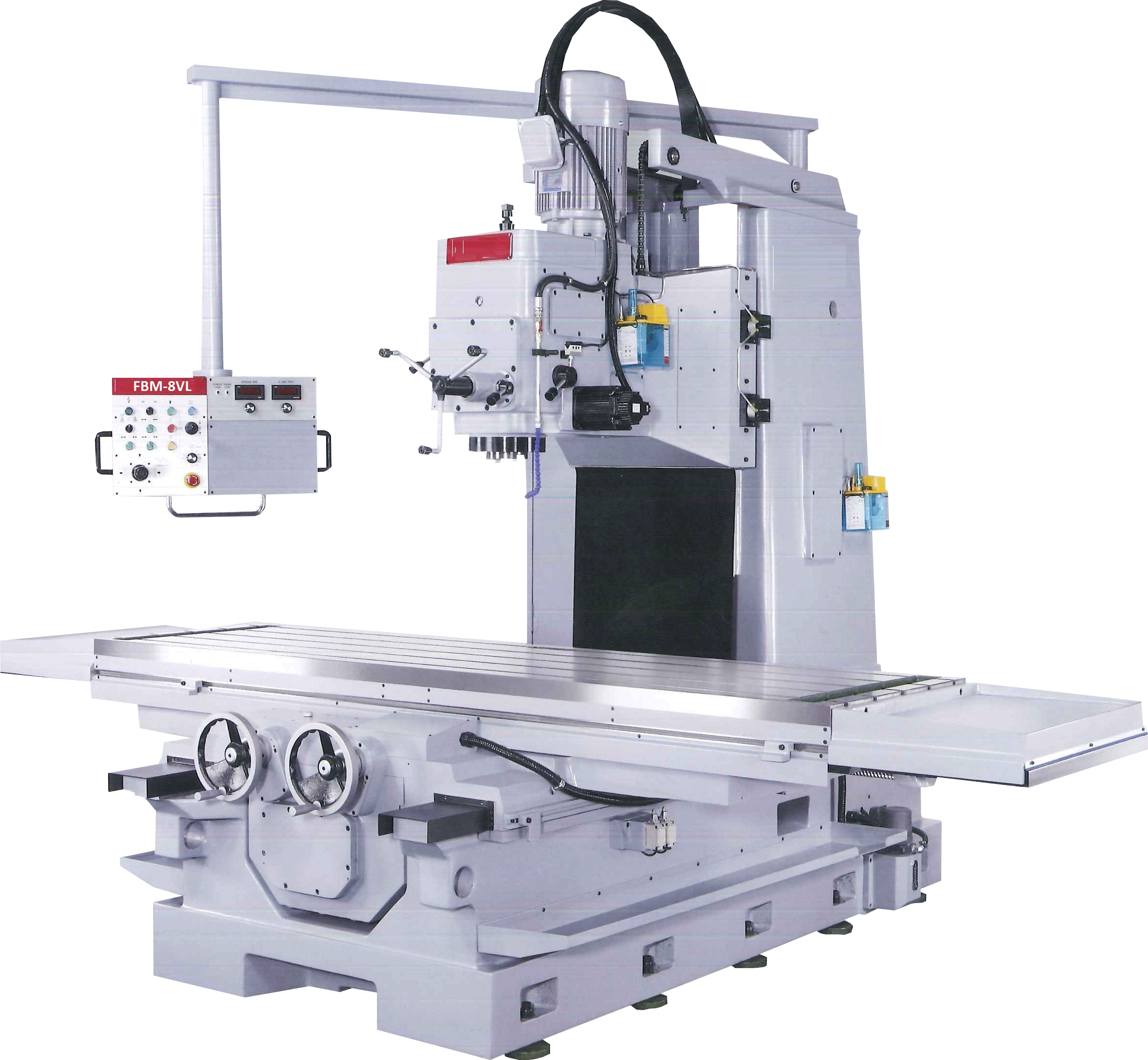
Станки сверлильно-фрезерно-расточной группы предназначены для обработки деталей произвольной формы, обычно классифицируемых как корпусные и плоскостные детали.
Классификация универсальных станков группы построена с учетом следующих основных признаков: технологическое назначение, тип станка, компоновочные особенности шпиндельных узлов и столов, уровень автоматизации и точность (табл. 1.13.1 – 1.13.6) [15].
1.13.1. Технологические подгруппы (ТПГ) станков сверлильно-фрезерно-расточной группы
| Код | Наименование технологической подгруппы | Обозначение |
| 01 | Вертикально-сверлильные станки | ВСС |
| 02 | Радиально-сверлильные станки | РСС |
| 03 | Горизонтально-расточные станки | ГРС |
| 04 | Координатно-расточные станки | КРС |
| 05 | Консольные фрезерные станки | КФС |
| 06 | Бесконсольные фрезерные станки | БФС |
| 07 | Многоцелевые металлорежущие станки | МС |
1. 13.2. Основные типы станков сверлнльно-фрезерно-расточной группы
13.2. Основные типы станков сверлнльно-фрезерно-расточной группы
| Перемещения основных узлов станка | |||
| Код ТПГ | Несущая система станка | Стол | Шпиндельный узел |
| 01 ВСС | Неподвижная колонна (стойка) | Неподвижный и (или) вертикально-подвижный | Вертикально-подвижный |
| 02 ВСС, РСС | Неподвижная колонна (станина) с поворотной или линейно-подвижной траверсой | Неподвижный и (или) вертикально-подвижный | Крестово-подвижный |
| 03 БФС, МСФ | Неподвижная стойка (портал) | Продольно-подвижный | Крестово-подвижный |
| 04 КРС, БФС | Неподвижная стойка (портал) с вертикально-подвижной поперечной | Продольно-подвижный | Крестово-подвижный |
| 05 ВСС, ГРС | Неподвижная стойка | Крестово-подвижный в горизонтальной плоскости | Неподвижный или вертикально-подвижный |
| 06 КФС, МС | Неподвижная стойка | Крестово-подвижный в вертикальной плоскости | Горизонтально-подвижный |
| 07 ВСС, РСС | Продольно-подвижная колонная стойка (портал) | Неподвижный | Крестово-подвижный |
| 08 ГРС, МС | Продольно-подвижная стойка | Поперечно-подвижный | Вертикально- или крестово-подвижный |
| 09 ТРС, МС | Поперечно-подвижная стойка | Продольно-подвижный | Вертикально- или крестово-подвижный |
| 10 ГРС, МС | Крестово-подвижная стойка | Неподвижный | Вертикально- или крестово-подвижный |
1. 13.3. Дополнительные характеристики станков с учетом шпиндельных узлов
13.3. Дополнительные характеристики станков с учетом шпиндельных узлов
- Одношпиндельный станок с постоянным положением оси шпинделя
- Одношпиндельный станок с постоянным положением оси шпинделя и дополнительной опорой для инструментальной оправки
- Одношпиндельный станок с поворотным шпинделем
- Одношпиндельный станок с поворотно-наклонным шпинделем
- Одношпиндельный станок с дополнительным, перпендикулярным основному, шпинделем
- Одношпиндельный станок с дополнительным поворотным шпинделем
- Одношпиндельный станок с дополнительным поворотно-наклонным шпинделем
- Станок с револьверной головкой
- Многошпиндельный станок (в том числе рядный) с параллельными шпинделями
- Многошпиндельный станок с поворотными (поворотно-наклонными) шпинделями
Примечание. Горизонтальное или вертикальное положение основного шпинделя (шпинделей) определяется принадлежностью станка к какой-либо технологической группе.
1.13.5. Классификация станков по уровню автоматизации
- Ручной
- Ручной с визуализацией цифрового отсчета координат
- Ручной с элементами программного управления
- Полуавтомат с цикловым управлением*
- Автомат с цикловым управлением*
- Полуавтомат с ЧПУ
- Полуавтомат с ЧПУ и автоматической сменой инструментов
- Автомат с ЧПУ и автоматической сменой инструментов и заготовок
- Гибкий производственный модуль
* Для специализированных станков.
1.13.6. Классификация станков сверлильно-фрезерно-расточной группы по точности
| Основные виды станков | Н | П | В | А | C |
| Вертикально-сверлильные | + | + | – | – | – |
| Радиально-сверлильные | + | – | – | – | – |
| Горизонтально-расточные | + | + | + | (+) | – |
| Координатно-расточные | – | – | – | (+) | + |
| Консольные фрезерные вертикальные | + | + | (+) | – | – |
| Консольные фрезерные горизонтальные | + | + | + | – | – |
| Бесконсольные фрезерные одностоечные | + | + | + | – | – |
| Бесконсольные фрезерные двухстоечные | + | + | – | – | – |
| Многоцелевые вертикальные | – | + | (+) | + | (+) |
| Многоцелевые горизонтальные | – | + | (+) | + | – |
1. 13.7. Параметры технической характеристики, отражающие технологические и эксплуатационные возможности, станков сверлильно-фрезерно-расточной группы
13.7. Параметры технической характеристики, отражающие технологические и эксплуатационные возможности, станков сверлильно-фрезерно-расточной группы
- Возможности обработки
- Наибольшие размеры обрабатываемых деталей (площадь рабочей поверхности и высота рабочего пространства).
- Наибольшие размеры обрабатываемых поверхностей (величины перемещений рабочих органов).
- Наибольшая масса обрабатываемых деталей.
- Пределы частот вращения шпинделя и подач рабочих органов.
- Параметры инструментов для предусмотренных видов обработки.
- Количество управляемых от ЧПУ (в том числе одновременно) перемещений рабочих органов.
- Дискретность задания перемещений по линейным и круговым осям координат
- Производительность штучная
- Мощность главного привода
- Пределы частот вращения шпинделя и подач рабочих органов.
- Наибольшие усилия подачи по управляемым осям координат.

- Скорости быстрых перемещений рабочих органов.
- Наличие устройств автоматизации вспомогательных циклов
- Точность обработки станка
- Точность геометрии и траекторий перемещения рабочих органов
- Точность и стабильность позиционирования рабочих органов.
- Точность обработки образцов изделий.
- Статические, динамические и тепловые деформации несущей системы и других важнейших элементов (шпиндель, стол и т.п.)
- Эксплуатационные свойства станка
- Масса станка
- Площадь, занимаемая станком.
- Надежность и долговечность работы систем и узлов станка.
- Энергоэффективность и материалоемкость.
- Техническая и экологическая безопасность

Список литературы
- Аверьянов О. И., Кордыш Л. М. Высокоавтоматизированное оборудование для обработки корпусных и плоскостных деталей // Станки и инструмент. 1990. № 2. С. 4 – 7.
- Бобров А. Н., Перченок Ю. Г. Автоматизированные фрезерные станки для объемной обработки. Л.: Машиностроение, 1979. 231 с.
- Брон А. М. Обработка корпусных деталей на многоцелевых станках с ЧПУ. М.: Машиностроение, 1986. 45 с.
- Брон А. М. Опыт создания и перспективы развития гибких систем для обработки корпусных деталей на станкостроительных заводах // Основные проблемы развития технологии машиностроения. М. МДНТП, 1985. 8 с.
- Брон А. М., Гершкович А. Б., Карданский Л. Л. Применение методов моделирования при разработке гибких производственных систем // “Проблемы создания и эксплуатации гибких автоматизированных систем в машиностроении”. Материалы Всесоюзной научно технической конференции НТО машпром. М. 1984. 5 с.
- Брон А. М., Косовский В. Л. Основные принципы проектирования ГПС для обработки корпусных деталей // Проблемы создания гибких производственных систем и роботизированных технологических комплексов. Сб. научных трудов. М.: ОНТИ. ЭНИМС. 1986. 18 с.
- Брон А. М., Новиков А. Н., Чернявский Л. Б. Заводы-автоматы. Планы и состояние. Аналитический обзор. М.: ВНИИТЭМР, 1988. 56 с.
- Гольдрайх Г. М. Сверлильно-фрезерно-расточные станки ОСПО // Станки и инструмент. 1991. № 8. С. 6 – 8.
- Гольдрайх Г. М., Джугурян Т. Г., Капительман Л. В. Расширение технологических возможностей прецизионных расточных станков. СТИН, 1993, №1. С. 6 – 8.
- Губергриц Л. И., Дроздов Ф. М. Станки для сверления и растачивания глубоких отверстий // Станки и инструмент. 1989. № 4. С. 2 – 4.
- Кирьянов В. Н., Брон А. М. Автоматизация технологической подготовки производства для обработки корпусных деталей на многоцелевых станках с ЧПУ и ГПС на их основе. Методические рекомендации. М.: ВНИИТЭМР, 1985. 93 с.
- Комплексно-автоматизированные участки АСК из станков с ЧПУ, управляемые, от ЭВМ, для обработки корпусных деталей. Информационный материал. М.: ВНИИТЭМР, 1985. 22 с.
- Кордыш Л. М., Косовский В. Л. Гибкие производственные модули. М.: Высшая школа, 1989. 11 с.
- Кордыш Л. М. Методика определения времени автоматической смены инструментов и заготовок // Станки и инструмент. 1987. № 3. С. 7 – 9.
- Кордыш Л. М., Аверьянов О. И. Классификация современных универсальных станков сверлилъно-фрезерно-расточной группы. СГИН. 1995. № 11. С. 10 – 15.
- Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ: Справочник. М.: Машиностроение, 1983. 356 с.
- Куликов С. И., Волоцепко П. В., Ризванов Ф. Ф. и др. Сверлильные и хонинговальные станки. М.: Машиностроение. 1977. 232 с.
- Кучерявый А. В. Гамма многоцелевых продольных фрезерно-расточных станков с подвижным порталом // Станки и инструмент. 1989. № 12. С. 14 – 17.
- Лоскутов В. В. Сверлильные и расточные станки. М.: Машиностроение, 1981. 152 с.
- Металлорежущие станки и автоматы. Под ред. А. С. Проникова. М.: Машиностроение, 1981. 479 с.
- Металлорежущие станки, выпускаемые в СССР. Справочно-информационные материалы. М.: ЭНИМС-ЭНИКС, 1990. 425 с.
- Михайлов О. Г., Коробков А. В. Новая гамма многоцелевых станков и ГПМ вертикальной компоновки // Станки и инструмент. 1992. № 2. С. 6 – 9.
- Ничков А. Г. Фрезерные станки. М.: Машиностроение, 1977. 184 с.
- Номенклатурная ведомость (перечень) гибких производственных модулей и других составляющих компонентов ГПС, осваиваемых производством на 1986 – 1990 гг. М.: ВНИИТЭМР, 1986. 38 с.
- Ныс Д. А., Лурье А. М., Коваль В. Н. Состояние и перспективы развития блочномодульного оборудования для ГПС: Обзорная информация. Вып. № 1 // М.: ВНИИТЭМР, 1988. 56 с.
- Ныс Д. А., Шумяцкий Б. Л., Еленева Ю. А. Развитие автоматизированного проектирования гибких производственных систем для механической обработки / Сер. 1. Станкостроение. М.: ВНИИТЭМР, 1985. 63 с.
- Общемашиностроительные нормативы режимов резания для многоцелевых станков фрезерно-сверлильно-расточной группы. М.: ВНИИТЭМР, 1986. 120 с.
- Переналаживаемая технологическая оснастка / Под общей ред. Д. И. Полякова. М.: Машиностроение, 1988. 192 с.
- Станки с числовым программным управлением (специализированные) / Под ред. В. А. Лещенко. М.: Машиностроение, 1979. 592 с.
- Третьяков Э. Г., Гринева С. Н., Еленева Ю. А. Современное состояние моделирования структур ГПС. Обзорная информация. Сер. 1. Вып. 5. М.: ВНИИТЭМР, 1988. 48 с.
- Фельдман С. Я. Новая гамма вертикально-фрезерных станков. Станки и инструмент. 1992. № 2. С. 9 – 11.
- Эстерзон М. А. Технология обработки корпусных деталей на многоинструментных расточно-фрезерно-сверлильных станках с программным управлением: Обзор. Сер. С-6-3. Технология металлообрабатывающего производства. М.: НИИМАШ, 1981. 66 с.
 1990. № 2. С. 4 – 7.
1990. № 2. С. 4 – 7. научных трудов. М.: ОНТИ. ЭНИМС. 1986. 18 с.
научных трудов. М.: ОНТИ. ЭНИМС. 1986. 18 с. 22 с.
22 с. 479 с.
479 с. М.: ВНИИТЭМР, 1986. 120 с.
М.: ВНИИТЭМР, 1986. 120 с.Москва, Машиностроение. Энциклопедия 2002. Под редакцией К.В. Фролова
Полезные ссылки по теме. Дополнительная информация
Сверлильно-расточные станки (Контрольная работа) – TopRef.
 ru
ruМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМ Н.И.ЛОБАЧЕВСКОГО»
ФАКУЛЬТЕТ УПРАВЛЕНИЯ И ПРЕДПРИНИМАТЕЛЬСТВА
Контрольная работа по дисциплине:
«Машины и оборудование»
на тему: «Сверлильно-расточные станки»
Нижний Новгород 2009 г.
СОДЕРЖАНИЕ
Введение
1. Классификация станков сверлильно-расточной группы
2. Вертикально-сверлильные станки
2.1 Вертикально-сверлильный станок мод. 2Н135
2.2 Вертикально-сверлильный станок мод. 2М112
3. Радиально-сверлильные
станки
Радиально-сверлильные
станки
3.1 Радиально-сверлильный станок мод .2М55
3.2 Радиально-сверлильный станок мод .2В56
4. Координатно-расточные станки
4.1 Координатно-расточный станок мод. 2Д450
4.2 Координатно-расточный станок мод. 2455
Заключение
Используемые ресурсы
ВВЕДЕНИЕ
К современным машинам и приборам предъявляются высокие требования по технико-эксплуатационным характеристикам, точности и надежности работы. Эти показатели обеспечиваются высокой точностью размеров и качеством обработанных поверхностей деталей машин и приборов. Поэтому, несмотря на большие достижения технологии производства высококачественных заготовок, роль обработки резанием и значение металлорежущих станков в машиностроении непрерывно повышаются.
Современные металлорежущие
станки — это разнообразные и совершенные
рабочие машины, использующие механические,
электрические и гидравлические методы
осуществления движений и управления
рабочим циклом, решающие самые сложные
технологические задачи.
Станкостроение развивается как в количественном, так и качественном отношении. Непрерывно повышаются точность, производительность, мощность, быстроходность и надежность работы станков. Улучшаются эксплуатационные характеристики, расширяются технологические возможности, совершенствуются архитектурные формы станков. Успешное развитие станкостроения обеспечивает перевооружение всех отраслей нашей промышленности высокопроизводительными и высококачественными станками, многие из которых отвечают требованиям мировых стандартов.
1. КЛАССИФИКАЦИЯ СТАНКОВ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
В зависимости от целевого назначения станка все металлорежущие станки подразделяются на девять групп. В свою очередь, каждая группа имеет девять подгрупп – типов станков.
Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: Вертикально-сверлильные; одношпиндельные; многошпиндельные полуавтоматы; координатно-расточные; радиально-сверлильные; расточные; алмазно-расточные; горизонтально-сверлильные и центровые
Сверлильные станки предназначены
для сверления глухих и сквозных отверстий
в сплошном материале, рассверливания,
зенкерования, развертывания, нарезания
внутренних резьб, вырезания дисков из
листового материала. Для выполнения
подобных операций используют сверла,
зенкеры, развертки, метчики и другие
инструменты. В зависимости от области
применения различают универсальные и
специальные сверлильные станки. Находят
широкое применение и специализированные
сверлильные станки для крупносерийного
и массового производства, которые
создаются на базе универсальных станков
путем оснащения их многошпиндельными
сверлильными и резьбонарезными головками
и автоматизации цикла работы.
Для выполнения
подобных операций используют сверла,
зенкеры, развертки, метчики и другие
инструменты. В зависимости от области
применения различают универсальные и
специальные сверлильные станки. Находят
широкое применение и специализированные
сверлильные станки для крупносерийного
и массового производства, которые
создаются на базе универсальных станков
путем оснащения их многошпиндельными
сверлильными и резьбонарезными головками
и автоматизации цикла работы.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая – к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 –
вертикально-сверлильный, максимальный
диаметр обрабатываемого отверстия
18мм, улучшен по сравнению со сверлильными
станками моделей 2118 и 2А118. Станок модели
2Н118А также вертикально – сверлильный,
диаметр обрабатываемого отверстия
18мм, но он автоматизирован и предназначен
для работы в условиях мелкосерийного
и серийного производства.
Станок модели
2Н118А также вертикально – сверлильный,
диаметр обрабатываемого отверстия
18мм, но он автоматизирован и предназначен
для работы в условиях мелкосерийного
и серийного производства.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Из-за большого разнообразия моделей станков каждый тип станков содержит еще несколько разновидностей. В данной работе предлагаю рассмотреть три типа станков: Вертикально-сверлильные, радиально-сверлильные и координатно-расточные станки.
2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Вертикально-сверлильные станки широко применяются во всех отраслях машиностроительной промышленности, как в ремонтно-механических мастерских, так и в крупных механических цехах заводов. Вертикально-сверлильные станки можно разделить на несколько групп:
1) универсальные, специализированные, специальные;
2) автоматические, полуавтоматические, автоматизированные, с программным управлением, с механической и ручной подачей;
3) одношпиндельные, многошпиндельные, многоколонные;
4) нормальной и повышенной
точности.
Одношпиндельные вертикально-сверлильные станки в свою очередь делятся на: а) настольные станки для обработки отверстий диаметром 3,6 и 12 мм, применяемые в приборостроении (рис. 1,а) с подачей шпинделя вручную;
б) станки на колонне (основной и наиболее распространенный тип) для обработки отверстий (рис. 1,б) диаметром 18, 25, 35, 50 и 75 мм, им присущ недостаток, что для совмещения осей обрабатываемого отверстия и инструмента необходимо перемещение деталей относительно инструмента (вручную).
Базовыми являются обычные универсальные вертикально-сверлильные станки мод. 2Н118, 2И125, 2Н135 и 2Н150. Они предназначены главным образом для работы в условиях единичного производства, где коэффициент загрузки составляет не менее 50%.
Универсальные автоматизированные
станки мод. 2h3I8A, 2Н125А, 2Н135А и 2Н150А
предназначены для мелкосерийного и
серийного производства. Эти станки
наряду с обычным ручным, могут работать
в полуавтоматическом и автоматическом
циклах; движения шпинделя, благодаря
чему они хорошо приспособлены, для
многостаночного обслуживания.
Многошпиндельные сверлильные станки делят в основном на две группы:
а) станки с постоянными шпинделями (рис. 1,в) имеющими одну общую станину, на которой установлен ряд стоек. На каждой стойке имеется шпиндель с отдельным электроприводом. На станке можно обрабатывать (последовательно) одно и то же отверстие различными режущими инструментами, постепенно перемещая деталь вдоль стола станка;
б) станки с переставными шарнирно соединенными шпинделями (рис. 1, г). Станки с переставными шпинделями дают возможность устанавливать их независимо один от другого, в соответствии с расположением отверстий, которые необходимо просверлить в заготовке.
Рис 1. Типы вертикально-сверлильных станков.
Комплекс работ на сверлильных
станках состоит из следующих элементов:
установка, совмещение оси сверла и
отверстия; закрепление заготовки, а при
наличии нескольких отверстий в заготовке
ее перемещение; управление режимами
резания; установка частоты вращения
режущего инструмента, величины подачи;
вклюцеНие и выключение подачи сверла,
электродвигателей главного движения
и охлаждающей жидкости; открепление и
съем обработанной детали; уборка стружки.
Сверлильные и расточные станки. (Тема 5)
1. 4.5. Сверлильные и расточные станки
Сверлильный станок – станок для обработки отверстий в сплошномматериале со снятием стружки.
Различают следующие типы сверлильных станков:
• вертикально-сверлильные;
• горизонтально-сверлильные;
• центровальные;
• полуавтоматы одношпиндельные;
• полуавтоматы многошпиндельные;
• радиально-сверлильные;
• сверлильные станки с ЧПУ.
3. На сверлильном станке производят различные виды обработки отверстий:
а — сверление; б — рассверливание; в — зенкерование; г —развертывание; д — калибрование; е — нарезание внутренней
резьбы; ж — цекование; з — растачивание.
Применяя специальные приспособления и инструменты, на сверлильных
станках можно растачивать отверстия, вырезать отверстия большого
диаметра в листовом материале, притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных,
ремонтных и инструментальных цехах машиностроительных заводов, а
также в ремонтных мастерских, обслуживающих транспорт, стройки,
сельское хозяйство.

На станках сверлильной группы обработка отверстий производится:
сверлами, зенкерами, развертками, нарезание резьбы — метчиками.
5. Основные характеристики сверлильных станков
наибольший условный диаметр сверления в стали средней твердости;номер конуса шпинделя;
вылет шпинделя;
наименьшие и наибольшие расстояния от торца шпинделя до стола и
до фундаментной плиты.
6. 4.5.1. Движения в сверлильных станках
Главным движением сверлильного станка является вращениешпинделя с инструментом.
Движения подачи осуществляет инструмент, закрепленный в
шпинделе.
8. 4.5.2. Вертикально сверлильные станки
9. Основные узлы вертикально-сверлильного станка:
1. Основание;2. Стойка с вертикальными направляющими;
3. Стол станка, на нем закрепляется заготовка;
4. Шпиндель с инструментом;
5. Сверлильная головка;
6. В верхней горизонтальной части стойки расположена коробка
скоростей.
10.
 Движения в вертикально-сверлильных станках Главным движением в вертикально-сверлильных станках является
Движения в вертикально-сверлильных станках Главным движением в вертикально-сверлильных станках являетсявращение шпинделя с закрепленным в нем инструментом.
Движение подачи в станках этого
вертикальным перемещением шпинделя.
Заготовку устанавливают на столе станка.
типа
осуществляется
11. Назначение вертикально-сверлильных станков
Вертикально-сверлильный станок – наиболее распространённый типсверлильного станка в металлообработке; используется для
получения отверстий в деталях относительно небольшого размера в
условиях индивидуального и мелкосерийного производства.
Инструмент (сверло, зенкер, развёртка и др.) закрепляют в
вертикальном шпинделе, деталь – на столе станка. Совмещение осей
обрабатываемого
отверстия
и
инструмента
производят
перемещением детали (вспомогательные движения).
12. Вертикально сверлильный станок 2С132Л
Предназначен для выполнения следующих операций:Сверления;
Зенкерования;
Развёртывания;
нарезания резьбы в различных материалах.

Наличие откидного стола позволяет обрабатывать на станке детали
крупных габаритов.
Станок может использоваться в мелкосерийном производстве, на малых
предприятиях, в ремонтных мастерских.
На станке установлена станция подачи СОЖ.
13. 4.5.3. Горизонтально-сверлильный станок
Горизонтально-сверлильный станок обычно используют при обработкеглубоких отверстий (например, в осях, валах, стволах стрелковых и
артиллерийских систем и т. п.).
14. 4.5.4. Центровальные станки
Центровальные станки служат для получения в торцах заготовокцентровых отверстий. Иногда центровальные станки оснащаются
отрезными суппортами с резцами для отрезки заготовки перед
центрованием (центровально-отрезной станок).
15. 4.5.5. Полуавтоматы одношпиндельные
16. 4.5.6. Многошпиндельные сверлильные станки
Для одновременной обработки (главным образом сверления) несколькихотверстий применяют многошпиндельные сверлильные станки со
сверлильными головками.

17. 4.5.7. Радиально-сверлильный станок
19. Основные узлы радиально-сверлильных станка:
1. Фундаментная плита.2. Колонна
3. Гильза.
4. Траверса, перемещающаяся по гильзе.
5. Механизм перемещения и зажима рукава.
6. Шпиндельная головка.
7. Подкладки.
20. Движения в радиально-сверлильных станках
Главным движением в радиально-сверлильных станках являетсявращение шпинделя с инструментом.
Движением подачи — осевое перемещение шпинделя вместе с пинолью
(гильзой).
Вспомогательные движения:
•поворот траверсы и закрепление ее на колонне;
•вертикальное перемещение и закрепление траверсы на нужной высоте;
•перемещение и закрепление шпиндельной головки на траверсе;
•переключение скоростей и подач шпинделя.
21. Назначение радиально-сверлильных станков
Тяжёлые и крупногабаритные детали, а также детали с отверстиями,расположенными по дуге окружности, обрабатывают на радиальносверлильном станке при единичном и серийном производстве.
В отличие от вертикально-сверлильных в радиально-сверлильных
станках совмещение осей обрабатываемого отверстия и инструмента
осуществляют перемещением шпинделя относительно неподвижной
детали.
Компоновка радиально сверлильного позволяет установить шпиндель с
инструментом в любой точке рабочей зоны радиального станка за счет
перемещения шпиндельной головки по направляющим траверсы и
поворота траверсы вокруг колонны.
22. 4.5.8. Сверлильный станок с ЧПУ
1. Станок портального типа.2. Две стойки соединяются фиксированной перекладиной.
3. Три оси оборудованы точными шариковыми винтовыми парами,
которые обеспечивают плавное перемещение и высокую точность
4. Шпиндельный узел обладает высокой жесткостью и точностью.
5. Метод смены инструмента – отжим пневматический, зажим
пружинный.
23. 4.5.9. Сверлильно-фрезерный станок с ЧПУ
24. 4.5.10. Многофункциональный сверлильно-фрезерный станок
25.
 4.5.11. Расточные станки Расточные станки предназначены для растачивания и сверления
4.5.11. Расточные станки Расточные станки предназначены для растачивания и сверленияотверстий,
фрезерования
и
обтачивания
вертикальных
и
горизонтальных плоских и фасонных поверхностей набором фрез или
резцом, нарезания резьб и других операций при обработке корпусных
деталей в мелкосерийном и серийном производстве.
26. 4.5.12. Классификация расточных станков
В зависимости от характера операций, назначения и конструктивныхособенностей расточные станки подразделяют на универсальные и
специальные.
Универсальные станки делят на:
1. горизонтально-расточные;
2. координатно-расточные;
3. алмазно-расточные.
Для расточных станков наиболее существенными параметрами,
определяющими основные данные станка, являются диаметр
расточного шпинделя и размеры поворотного стола.
27. 4.5.13. Горизонтально-расточной станок
Горизонтально-расточной станок предназначен для растачиванияи сверления отверстий, фрезерования и обтачивания
вертикальных плоских поверхностей набором фрез или резцом,
нарезания резьб и других операций при обработке заготовок
корпусных деталей в мелкосерийном и серийном производстве.

29. 4.5.14. Основные узлы горизонтально-расточного станка
1.2.
3.
4.
5.
6.
7.
8.
9.
Станина с горизонтальными направляющими;
Неподвижная передняя стойка;
Шпиндельная бабка;
Планшайба с расточным резцом;
Горизонтальный шпиндель, смонтированный в неподвижной
шпиндельной бабке, которая перемещается вверх и вниз по
передней стойке. Шпиндельный узел состоит из полого шпинделя,
несущего планшайбу с расточным резцом и внутреннего
расточного шпинделя, перемещающегося в осевом направлении;
Продольный стол;
Поворотный стол;
Задняя подвижная стойка, перемещающаяся по направляющим
станины;
Люнет
30. 4.5.15. Движения в горизонтально-расточных станках
31. Схемы обработки заготовок на горизонтально-расточных станках:
32. 4.5.16. .Тяжелый горизонтально- расточной станок с цифровой индикацией 2E656
33. 4.5.17. Вертикально-расточной станок
34.
 4.5.18. Горизонтально-расточные станки с ЧПУ
4.5.18. Горизонтально-расточные станки с ЧПУ35. 4.5.19. Координатно-расточный станок
37. Назначение и конструктивные особенности координатно-расточных станков
Назначение и конструктивные особенности координатнорасточных станковКоординатно-расточные станки предназначены для обработки отверстий
с высокой точностью взаимного расположения относительно базовых
поверхностей в корпусных деталях, кондукторных плитах, штампах в
единичном и мелкосерийном производстве.
На этих станках выполняют практически все операции, характерные для
расточных станков.
Кроме того, на координатно-расточных станках можно производить
разметочные операции.
Для точного измерения координатных перемещений станки снабжены
различными механическими, оптико-механическими, индуктивными и
электронными устройствами отсчета, позволяющими измерять
перемещения подвижных узлов с высокой точностью — 0,003…0,005 мм.
Станки снабжены универсальными поворотными столами, дающими
возможность обрабатывать отверстия в полярной системе координат и
наклонные отверстия.
Координатно-расточные
станки
можно
использовать
как
измерительные машины для проверки размеров деталей и особо точных
разметочных работ.
Во избежание температурных влияний окружающей среды на точность
работы эти станки необходимо устанавливать в изолированных
помещениях, где поддерживается температура 20°C.
Координаты рассчитывают с помощью точных масштабных
зеркальных валиков и оптических приборов.
Зеркальные валики представляют собой стержни из коррозионностойкой стали, на которых нанесены тонкие винтовые риски с точным
шагом. Поверхность валика доведена до зеркального блеска.
Координаты устанавливают по точным шкалам при наблюдении через
специальные микроскопы. Зеркальный валик размещают на столе и
перемещают вместе с ним.
39. 4.5.20. Алмазно-расточной станок
40. Назначение алмазно-расточного станка
Алмазно-расточный станок, специализированный станок расточнойгруппы, предназначенный главным образом для отделочного (тонкого)
растачивания отверстий алмазным или твердосплавным вращающимся
инструментом.

Возможно приспособление алмазно-расточного станка для отделочной
обработки наружных цилиндрических поверхностей и плоскостей.
Одношпиндельные
алмазно-расточные
пользуются в мелкосерийном производстве
станки
Многошпиндельные алмазно-расточные станки
подвижным столом для обработки деталей
крупносерийном и массовом производствах.
преимущественно
полуавтоматы
используются
с
в
Основное преимущество алмазно-расточного станка
– сочетание
наивысшей (при обработке резцами) точности и чистоты
обрабатываемых поверхностей с высокой производительностью.
Например, на лучших современных алмазно-расточных станков при
обработке
жёстких
изделий
обеспечивается
цилиндричность
расточенных отверстий с предельной погрешностью 0,5- 1,0 мкм.
42. 4.5.21. Вертикальные обрабатывающие центры
Сверлильно-фрезерно-расточные станки – Энциклопедия по машиностроению XXL
Для сверлильно-фрезерно-расточных станков с программным управлением характерны многоинструментные последовательные схемы построения операций при большом числе технологических и вспомогательных переходов. Технологический маршрут обработки включает две-три сложные многопереходные операции вместо 5 — 15 операций при обработке той же детали на универсальных станках. При обработке на этих станках условия для совмещения основного времени всех переходов почти отсутствуют, и основное время, учитываемое в штучном, можно принять равным сумме времени всех переходов. Однако возможности совмещения переходов во времени имеются при применении многолезвийных инструментов для обработки ступенчатых отверстий, а также при применении сменных многошпиндельных головок с осевыми инструментами для обработки групп отверстий. Эти головки устанавливают в шпинделе станка наряду с обычными сменными инструментами. Но даже при последовательном выполнении переходов основное время обработки на многооперационных станках сокращается в 1,5 — 5 раз по сравнению с временем обработки на универсальных станках за счет применения оптимальных для каждого инструмента режимов резания и устранения при программном управлении пробных рабочих ходов.
Технологический маршрут обработки включает две-три сложные многопереходные операции вместо 5 — 15 операций при обработке той же детали на универсальных станках. При обработке на этих станках условия для совмещения основного времени всех переходов почти отсутствуют, и основное время, учитываемое в штучном, можно принять равным сумме времени всех переходов. Однако возможности совмещения переходов во времени имеются при применении многолезвийных инструментов для обработки ступенчатых отверстий, а также при применении сменных многошпиндельных головок с осевыми инструментами для обработки групп отверстий. Эти головки устанавливают в шпинделе станка наряду с обычными сменными инструментами. Но даже при последовательном выполнении переходов основное время обработки на многооперационных станках сокращается в 1,5 — 5 раз по сравнению с временем обработки на универсальных станках за счет применения оптимальных для каждого инструмента режимов резания и устранения при программном управлении пробных рабочих ходов. [c.205]
[c.205]
На сверлильно-фрезерно-расточных станках с ЧПУ при анализе технологичности детали особое внимание обращают на точность обработки поверхностей, используемых в качестве технологических баз, на унификацию формы и расположения повторяющихся элементов, расположенных симметрично и зеркально 1 (ячейки, карманы, группы отверстий). Особое внимание следует обратить на создание условий работы инструмента (работы без ударов). [c.543]
ОБРАБОТКА НА СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫХ СТАНКАХ С ЧПУ [c.546]
В гибких производственных системах наибольшее применение находят станки с высокой концентрацией переходов обработки типа обрабатывающий центр (ОЦ). Сверлильно-фрезерно-расточные станки типа ОЦ обладают широкими технологическими возможностями и вследствие интеграции обработки позволяют в 2 — 3 раза уменьшить число необходимого более простого оборудования, приспособлений, выполнить обработку практически со всех сторон за один установ заготовки при этом осуществляются почти все виды обработки со снятием стружки. [c.547]
[c.547]
В зависимости от конструкции станка заданное положение инструмента и заготовки при обработке может быть получено перемещением инструмента относительно неподвижной заготовки, заготовки относительно неподвижного инструмента (в этом случае оси в СКС обозначают X, Т, Z и соответственно изменяют положительные направления на противоположные) или взаимным их перемещением. Учесть эти особенности весьма сложно. Принят так называемый метод относительного программирования при обработке деталей на сверлильно-фрезерно-расточных станках условно считают, что всегда движется инструмент, а заготовка остается неподвиж- [c.549]
Система координат инструмента предназначена для задания положения его режущего лезвия. Оси СКИ параллельны и направлены в ту же сторону, что и оси СКС. Начало СКИ выбирают с учетом особенностей установки инструмента на станке. Инструмент рассматривают в сборе с державкой. Указывают положение формообразующих элементов режущих кромок. У вращающегося инструмента указывают координаты точки пересечения с осью вращения. Связь систем координат при обработке детали на сверлильно-фрезерно-расточном станке показана на рис. 19.
[c.550]
У вращающегося инструмента указывают координаты точки пересечения с осью вращения. Связь систем координат при обработке детали на сверлильно-фрезерно-расточном станке показана на рис. 19.
[c.550]
Порядок выполнения переходов обработки при изготовлении деталей на сверлильно-фрезерно-расточных станках с ЧПУ типа ОЦ и на станках с ручным управлением принципиально одинаков характерны лишь большая концентрация переходов обработки на одном станке с ЧПУ и стремление полностью обработать деталь за один установ (это возможно, если обработка детали не прерывается термической обработкой). [c.559]
Основные требования к точности станков, применяемых в гибких производственных системах. В ГПС механической обработки деталей входят станки с ЧПУ токарной, сверлильной, расточной, фрезерной групп и станки типа обрабатывающий центр (сверлильно-фрезерно-расточные и токарно-сверлильно-фрезерно-расточные станки). Все элементы технологической системы, входящие в ГПМ или ГАЗ, должны обеспечить высокое качество выпускаемых изделий при работе в автоматическом режиме с ограниченным участием обслуживающего персонала в течение 18-24 ч. В связи с этим к станкам, входящим в ГПС, предъявляют повышенные требования по точности. При этом необходимо учитывать возможность использования этих станков в ГПС более высокого уровня для обработки деталей с точностью выше планируемой на данном этапе.
[c.585]
В связи с этим к станкам, входящим в ГПС, предъявляют повышенные требования по точности. При этом необходимо учитывать возможность использования этих станков в ГПС более высокого уровня для обработки деталей с точностью выше планируемой на данном этапе.
[c.585]
Занятость оператора при обработке деталей на сверлильно-фрезерно-расточных станках с ЧПУ [c.637]
Обработка на протяжных станках 335 – 341 Обработка на сверлильно-фрезерно-расточных станках 546 – 567 – Инструментальная оснастка станков с ЧПУ 567 – 571 [c.650]
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков. [c.270]
[c.270]
На рис. 11.2 показан многоцелевой сверлильно-фрезерно-расточный станок для обработки корпусных деталей. По стойке 5 перемещается бабка 6 со шпинделем 7. Инструмент из магазина 3 манипулятором 4 передается в отверстие шпинделя. Стол 9 перемещается по станине 11. На столе расположено основание 8, на которое устанавливают приспособление-спутник 10 с закрепленной прихватами 1 заготовкой 2 Стойка может перемещаться вдоль станины в направлении Z Управление станком осуществляется от системы ЧПУ и электроавтоматических устройств, расположенных в отдельных шкафах (на рис. они не показаны). [c.355]
Для сверлильно-фрезерно-расточных станков с ЧПУ разработан ГОСТ 25827-93, регламентирующий основные размеры хвостовиков инструмента конусностью 7 24 для станков с ЧПУ (табл. 7.11). Хвостовики применяются на станках как с автоматической, так и с ручной сменой инструмента (исполнение 1, см. табл. 4.28).
[c.297]
Для сверлильно-фрезерно-расточных станков с программным управлением характерны многоинструментные последовательные схемы построения операций при большом числе технологических и вспомогательных переходов. Технологический маршрут обработки включает две-три сложные многопереходные операции вместо 5-15 операций при обработ-
[c.399]
табл. 4.28).
[c.297]
Для сверлильно-фрезерно-расточных станков с программным управлением характерны многоинструментные последовательные схемы построения операций при большом числе технологических и вспомогательных переходов. Технологический маршрут обработки включает две-три сложные многопереходные операции вместо 5-15 операций при обработ-
[c.399]При разработке групповых операций на многоцелевых сверлильно-фрезерно-расточных станках возможны два варианта [c.412]
ОБРАБОТКА НА СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫХ СТАНКАХ СЧПУ [c.779]
Сверлильно-фрезерно-расточные станки обладают широкими технологическими возможностями и вследствие интеграции обработки позволяют в 2 – 3 раза уменьшить число необходимого более простого оборудования, приспособлений, выполнить обработку практически со всех сторон за один установ заготовки при этом осуществляются почти все виды обработки со снятием стружки. [c.779]
[c.779]
| Рис. 30. Основные (базовые) типы сверлильно-фрезерно-расточных станков |
| Рис. 34. Связь систем координат детали, инструмента и сверлильно-фрезерно-расточного станка с ЧПУ |
 [c.117]
[c.117]Рассмотренные выше ГПМ содержали сверлильно-фрезерно-расточные станки с ЧПУ. Как основное оборудование, в ГПМ широко применяют также токарные станки с ЧПУ и токарно-фрезерные станки типа ОЦ. Инструмент меняезся из магазина или путем поворота револьверной головки. Применяют станки с одним или двумя шпинделями. На станке с двумя шпинделями обрабатывают одну деталь за два установа или несколько разных деталей. Наличие шпинделя для сверления и фрезерования позволяет полностью изготовить деталь типа тел вращения с отвер- [c.538]
Применяют следующие типы сверлильно-фрезерно-расточных станков (в скобках указаны рекомендуемые по ОСТ 2Н62-1 —78 ширина или диаметр стола) горизонтальный с крестовым поворотным столом (рис. 15,п 250 — 630 мм) вертикальный с крестовым столом (рис. 15,6 250 — 630 мм) горизонтальный с подвижной стойкой и подвижным поворотным столом (рис. 15, в и г 500 — 2500 мм) горизонтальный с наклонно-поворотным столом (рис.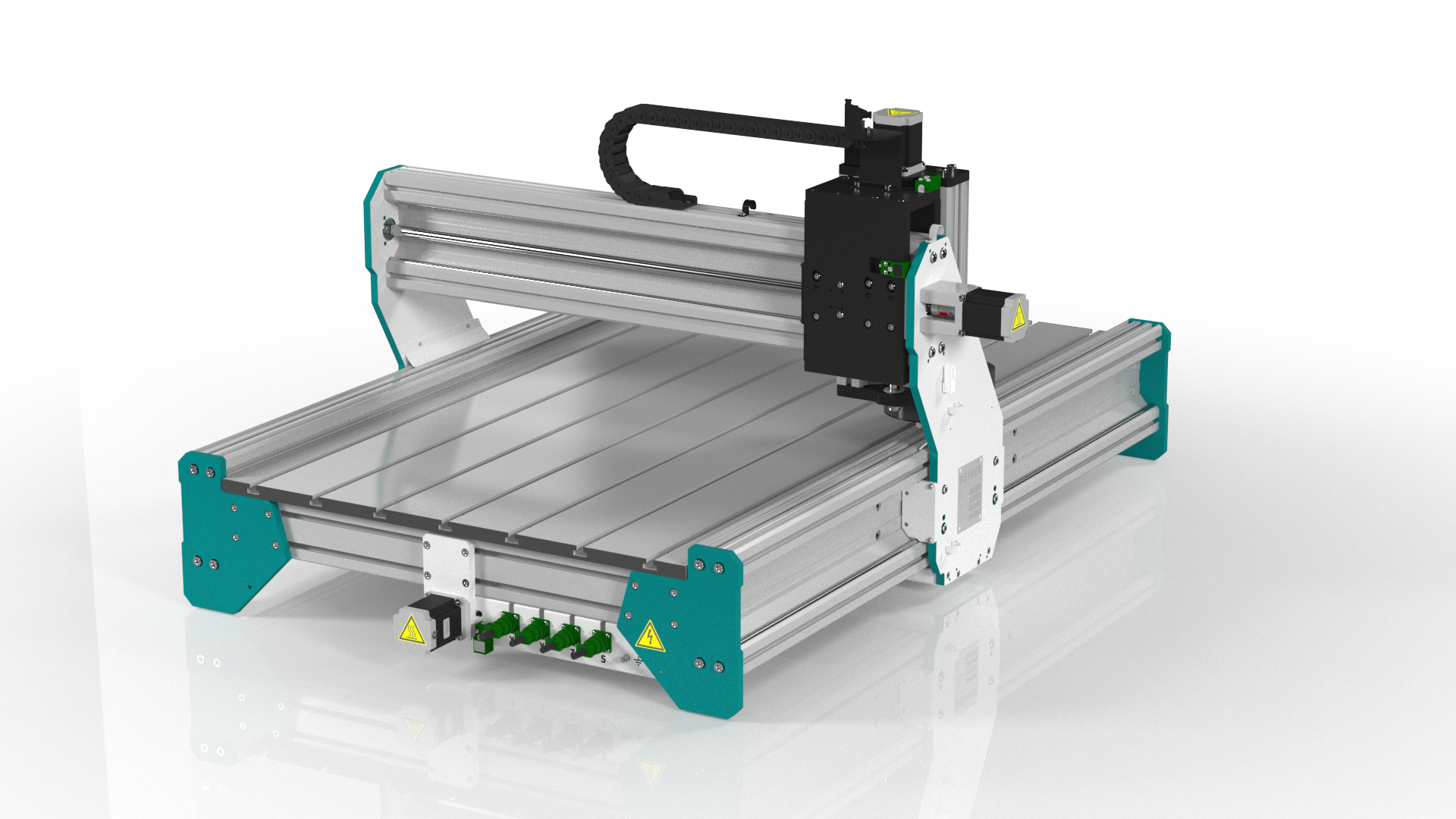 15, й 250 — 800 мм) вертикальный с подвижной стойкой и подвижным столом (рис. 15, е 500—1000 мм) горизонтальный с вертикальным крестовым суппортом и горизонтально перемещающимся шпинделем (рис. 15, лс 160 — 630 мм) горизонтальный с крестовой стойкой и неподвижным столом-плитой (рис. 15, з 1000 мм и более) вертикальный одностоечный с поперечиной и подвижным столом (рис. 15, и 500—1000 мм) двухстоечный с поперечиной и подвижным столом (рис. 15, к 500 — 2500 мм).
[c.547]
15, й 250 — 800 мм) вертикальный с подвижной стойкой и подвижным столом (рис. 15, е 500—1000 мм) горизонтальный с вертикальным крестовым суппортом и горизонтально перемещающимся шпинделем (рис. 15, лс 160 — 630 мм) горизонтальный с крестовой стойкой и неподвижным столом-плитой (рис. 15, з 1000 мм и более) вертикальный одностоечный с поперечиной и подвижным столом (рис. 15, и 500—1000 мм) двухстоечный с поперечиной и подвижным столом (рис. 15, к 500 — 2500 мм).
[c.547]
Выпускаются специальные токарно-сверлильно-фрезерно-расточные станки типа ОЦ (например, модуль ИР320ПМФ4), на которых можно выполнять все виды обработки (рис. 16), характерные для станков расточной, фрезерной, сверлильной и токарной групп. Станки такого типа имеют автоматизирован- [c.547]
При обработке применяют стандартный и специальный режущий инструмент. К ин-етрументу предъявляют повышенные требования по точности, жесткости, быстроте смены и наладки на размер, стойкости, стабильному стружкоотводу, надежности. Включенный в еи-стему инструмент позволяет выполнить все основные виды обработки поверхностей деталей. Стандартный комплект инетрументов учитывает возможность обработки на сверлильно-фрезерно-расточном станке (типа ОЦ) базовой детали со следующими параметрами
[c.568]
Включенный в еи-стему инструмент позволяет выполнить все основные виды обработки поверхностей деталей. Стандартный комплект инетрументов учитывает возможность обработки на сверлильно-фрезерно-расточном станке (типа ОЦ) базовой детали со следующими параметрами
[c.568]
Выпускаются специальные токарно-сверлильно-фрезерно-расточные станки (например, модуль ИР320ПМФ4), на которых можно выполнять все виды обработки (рис. 31), характерные для станков расточной, фрезерной, сверлильной и токарной групп. Станки такого типа имеют автоматизированное загрузочное устройство, накопитель палет (рис. 32). Время обработки совмещено с временем установки заготовок на налету, причем налеты находятся в удобной для оператора позиции. В вертикальном накопителе и на рабочей позиции палета находится в вертикальном положении, что уменьшает размеры накопителя, улучшает отвод стружки из рабочей зоны и очистку детали. [c.779]
Учесть эти особенности весьма сложно. Принят так называемый метод относительного программирования при обработке деталей на сверлильно-фрезерно-расточных станках условно считают, что всегда движется инструмент, а заготовка остается неподвижной. При этом знаки направлений осей координат детали одинаковы со знаками координатных перемещений инструмеета.
[c.781]
Принят так называемый метод относительного программирования при обработке деталей на сверлильно-фрезерно-расточных станках условно считают, что всегда движется инструмент, а заготовка остается неподвижной. При этом знаки направлений осей координат детали одинаковы со знаками координатных перемещений инструмеета.
[c.781]
Рассмотрим пример расчета координатных перемещений для сверлильно-фрезерно-расточного станка мод. 2Б622МФ2 с горизонтально расположенным шпинделем. Зона [c.790]
Сверлильно-фрезерный станок с ЧПУ по дереву
ШКИПЕР V31
Компактный универсальный сверлильный станок по дереву от Biesse, который сочетает в себе гибкость и производительность с меньшей занимаемой площадью.
БРЕМА ЭКО 2.1
Компактный и универсальный вертикально-расточный станок, позволяющий обрабатывать станки различной толщины и размеров при минимальной занимаемой площади. Обновите свой сверлильный станок по дереву сегодня.
BREMA EKO 2.2
Новый компактный и универсальный вертикально-расточной станок с уменьшенной занимаемой площадью для обработки панелей различной толщины и размеров.
БРЕМА ВЕКТОР 15
Линия Brema Vektor предлагает широкий выбор вертикально-расточных и вставных станков для удовлетворения всех производственных потребностей. Новаторские технологии для фрезерования, растачивания, резки и вставки фурнитуры в панели различных размеров без какой-либо специальной настройки.
INSIDER FT2
Станок для растачивания и сверления древесины с числовым программным управлением для производства без затрат времени на переналадку
ИНСАЙДЕР FTT
Этот гибкий станок для растачивания древесины сочетает в себе высокую производительность с возможностью последовательной обработки небольших партий.
ИНСАЙДЕР М
Универсальный фрезерно-расточный станок по дереву, который идеально подходит для обработки партии 1 и производства “точно в срок”.
ТЕХНО ЛИНИЯ
Серия Techno, состоящая из Techno FDT, Techno F, Techno S и Techno SDT, представляет собой линию автоматических расточных и вставных станков поперечно для обработки поверхностей верхней и нижней панели и ее четырех сторон.
BREMA VEKTOR 15 CS
Vektor CS – универсальный вертикально-расточной станок со встроенным устройством для установки клея и дюбелей.
BREMA VEKTOR 15 INS
Brema VEKTOR 15 INS – это сверлильно-вставной вертикальный станок с ЧПУ с гибкой сквозной подачей для последовательного растачивания и / или вставки фурнитуры на панели различных размеров без какой-либо ручной настройки.
ELIX
Elix – это станок для растачивания отверстий для точечных дюбелей, который идеально подходит для гибкого выполнения операций растачивания, растачивания и вставки при производстве кухонь, мебели, ящиков и небольших деталей.
ВНУТРЕННЯЯ ДВЕРЬ
Семейство станков, предназначенных для гибкого выполнения фрезерных, расточных или расточных операций по дереву на дверях, фасадах и рамах.
Сверлильный станок по дереву с ЧПУ, Сверлильный станок с ЧПУ по дереву
Сверлильный станок по дереву
Что такое сверлильный станок по дереву с ЧПУ?
Сверлильный станок по дереву с ЧПУ, также называемый сверлильным станком с ЧПУ, как следует из названия, представляет собой станок с ЧПУ, который реализует функции пробивки, расточки и сверления.Сверлильные станки с ЧПУ по дереву играют незаменимую роль, особенно в линии по производству мебели. Он может не только выполнять плоскую штамповку, вертикальную штамповку, боковую штамповку и другие функции многоугольной штамповки, которые могут быть реализованы на деревообрабатывающих штамповочных машинах.
Зачем нужен сверлильный станок по дереву с ЧПУ?
Сверлильный станок с ЧПУ по дереву – лучший выбор, чем ручной сверлильный станок, безопасный, эффективный, точный.
Применение сверлильного станка с ЧПУ не только снижает производственные затраты пользователя, но также значительно повышает эффективность производства.Поэтому его предпочитают все больше и больше отечественных и зарубежных пользователей. Производственный процесс был в значительной степени оптимизирован специально для пользователей линии по производству мебели, и это действительно лучший выбор для сверлильных станков с ЧПУ.
В производстве мебели оборудование с ЧПУ включает раскройный станок с ЧПУ с многоголовым сверлом, станок для бокового сверления и станок для шестигранного сверления. Эффект сверления и эффективность сверления, достигаемые разными сверлильными станками, сильно различаются.
Шестигранный сверлильный станок с ЧПУ для деревообработки
Шестигранный сверлильный станок с ЧПУ – это полностью автоматическое сверлильное оборудование. Одноразовое позиционирование может обеспечить выполнение требований по сверлению со всех сторон заготовки и прорезанию канавок с обеих сторон. Он имеет такие преимущества обработки, как высокая точность и высокая скорость. Кроме того, это незаменимое оборудование для производства панельной мебели на заказ. Шестигранное сверлильное оборудование с ЧПУ с режущим станком с ЧПУ, безусловно, является лучшим выбором для малых и средних производителей нестандартной мебели, которые хотят увеличить свою производительность.По сравнению с эффектом пробивки, достигаемым с помощью раскройного станка с ЧПУ и станка для сверления боковых отверстий. Использование шестигранного сверлильного станка может не только сэкономить больше труда. И он имеет больше преимуществ в точности обработки и эффективности обработки. Таким образом, шестигранный сверлильный станок с ЧПУ является незаменимым оборудованием с ЧПУ для производителей мебели по индивидуальному заказу.
Сверлильный станок по дереву с ЧПУ для боковых отверстий, Сверлильный станок по дереву для обработки дерева
Станок для бокового сверления или сверлильный станок с ЧПУ по дереву для боковых отверстий – это экономичное и практичное горизонтальное сверлильное оборудование.Используя станок для резки с ЧПУ, он может сформировать экономичную линию по производству панельной мебели с ЧПУ. И широко используется в процессе производства различной панельной мебели. По сравнению с традиционной пилой с раздвижным столом и рядным сверлом. Машина с боковым отверстием имеет портальную конструкцию, опорная поверхность направляющего рельса устойчива, метод передачи на стойке, трансмиссия стабильна, а длительная высокоскоростная работа не деформируется и не дрожит. Следовательно, он обладает характеристиками высокой точности сверления и высокой скорости сверления.
Раскройный станок с ЧПУ со сверлом
Сверлильно-отрезной станок с ЧПУ – это специальный станок для резки и сверления панельной мебели по индивидуальному заказу. По сравнению с традиционными дисковыми пилами и электронными режущими станками, сверлильно-отрезной станок с ЧПУ может избавиться от традиционного режима резки, полагаясь на рабочую силу. Он также может выполнять функцию вертикальной штамповки при резке материала. Благодаря сочетанию со специализированным программным обеспечением для проектирования производства действительно реализуется интеллектуальное производство.
Читать Подробнее …Сверлильный станок с ЧПУ | Цифровая платформа IMTS
Сверлильный станок с ЧПУ – это станок, который сверлит отверстия в горизонтальном или вертикальном направлении. Рабочий шпиндель горизонтально-расточного механизма расположен параллельно земле и рабочей поверхности. Обычно головка инструмента и детали перемещаются по трем линейным осям расточной системы с ЧПУ. Шпиндель, который перемещает компонент к рабочему шпинделю, является осью Z с пересеченной осью X и вертикальной осью Y.Рабочий шпиндель называется осью C, и если он оснащен поворотным столом, средняя линия является осью B.
Сверлильный станок с ЧПУ, используемый для
Сверлильный станок с ЧПУ в основном используется для развёртывания, когда другие процессы требуют чрезмерных затрат, низкой эффективности или неточности. Некоторые ключевые области применения включают отделку внутренних поверхностей и сверление термочувствительных или непластичных материалов. Одно из основных применений расточных и фрезерных станков с ЧПУ – сделать внутреннюю поверхность прорезанного отверстия шероховатой или гладкой.Здесь используемые инструменты могут помочь текстурировать внутреннюю поверхность отверстия определенным образом. Иногда это делается при ремонте изделий вместо производства новых. Как физический процесс резки, расточные и фрезерные станки могут расширять отверстия в материалах, которые не подходят для термических или электрических методов сверления (таких как лазерная резка или обработка электрическим разрядом). Для развёртывания лучше всего подходят ручные расточные станки. Хотя расточные станки с ЧПУ могут иметь точность, необходимую для сверления или частично глухих отверстий, это все еще не является их предпочтительным применением.
Преимущества расточного станка с ЧПУ
Расточный станок с ЧПУ может обрабатывать очень большие детали. Некоторые обрабатывающие цеха должны фрезеровать очень большие детали, и в этом преимущество расточных и фрезерных станков. Расточные и фрезерные станки имеют очень большую «конфигурируемую зону», что позволяет устанавливать на них более крупные детали, чем на аналогичных горизонтальных фрезерных станках.
Минимизация прогиба инструмента
Когда сопротивление, с которым сталкивается инструмент, больше, чем сопротивление, которое можно легко компенсировать, произойдет прогиб инструмента или отклонение процесса обработки.Например, если шпиндель находится слишком далеко от анкерного стержня, если он расположен ниже него, это будет необычно. Избыточная сила для сверления под углом. На расточном станке с ЧПУ шпиндель может быть извлечен из шпиндельной коробки, что означает, что шпиндель может быть коротким, чтобы предотвратить отклонение инструмента. Это приводит к более последовательному бурению.
Долговечность и срок службы
Сверлильные станки с ЧПУ могут и не впечатлять, но они являются прочными и надежными инструментами, особенно при хорошем техническом обслуживании.При надлежащем техническом обслуживании они могут прослужить десятилетия, что делает подержанные расточные станки с ЧПУ особенно желательной инвестицией для сохранения их стоимости.
Сравнение вертикальных и горизонтальных расточных станков с ЧПУ
Все вертикальные и горизонтально-расточные станки с ЧПУ предназначены для выполнения различных форм растачивания и сверления вручную или автоматически. Наиболее распространенная конфигурация состоит из рабочего материала и режущей головки, которая работает между тремя осями.Основное различие между вертикально-расточным станком и горизонтально-расточным станком заключается в способе установки станка, конфигурации инструмента и размещении рабочих материалов на станке. Первый – это вертикально-расточной станок, также известный как токарно-револьверный станок с вертикальной головкой. В этом типе конфигурации расточного станка с ЧПУ он идентичен работе токарного станка для двигателя. Наиболее распространенными деталями, производимыми на вертикально-расточных станках, являются рабочие колеса турбин, заготовки зубчатых венцов, фланцы больших труб, корпуса турбин, шины локомотивов и столы станков.Горизонтально-расточные станки с ЧПУ могут выполнять различные операции обработки, такие как контурная обработка, растачивание, развертывание, формовка, нарезание резьбы, обработка концов, механическая обработка и сверление. При растачивании крупных деталей с помощью горизонтально расположенного шпинделя обычно используют горизонтально-расточной станок. В этом положении главная ось параллельна рабочему столу и земле. Одним из самых больших преимуществ использования этого обрабатывающего инструмента является то, что пока используется мостовой кран, можно обрабатывать даже детали, превышающие размер рабочего стола.Если деталь больше рабочего стола, ее можно обрабатывать.
Нужна помощь в поиске следующего расточного станка с ЧПУ?Выставка IMTS объединяет производителей со всего мира. Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью ответят на ваши вопросы.
Руководство по выбору расточных станков: типы, характеристики, применение
Сверлильные станки вырезают внутреннюю часть отверстия для увеличения его диаметра.Расточные станки разработаны для обработки отверстий в кратчайшие сроки и обеспечения максимально возможной чистоты поверхности и допусков. Есть много видов расточных станков.
Типы
Примеры включают:
- Станки линейно-расточные
- тоннелепроходческие машины
- станки горизонтально-расточные
- Станки горизонтально-расточные
- станки расточные цилиндры
- координатно-расточные станки
- станки сверлильные переносные
- станки вертикально-расточные
- сверлильно-расточные станки
Приложения
Линейно-расточный станок сверлит отверстия в тяжелом строительном оборудовании, таком как краны и концевые погрузчики, и является очень экономичным оборудованием.Машина для проходки туннелей способна просверливать скважину во всем, от твердой породы до песка, и производить гладкую стенку туннеля. Горизонтально-расточной станок – это экономящий время станок, используемый для сверления отверстий в очень жесткой конструкции. Станок направленного бурения включает в себя раму и приводной механизм, который подвижен и установлен на раме. Станок для растачивания цилиндров в основном используется для расточки цилиндров двигателя в автомобилях. Координатно-расточной станок используется для точного увеличения существующих отверстий и получения их диаметра с высокой точностью.Они выполняют такие операции, как сверление, растачивание и зенкование отверстий в металлических заготовках. Портативный сверлильный станок – это гибкий, мощный и простой в использовании станок с пневматическим или гидравлическим приводом. Вертикально-расточной станок предназначен для ручного вертикального сверления и имеет сверлильный патрон. Станок для расточки муфт предназначен для расточки прецизионных муфт. Доступны и другие расточные станки.
Технические характеристики
Есть несколько способов работы расточных станков.Линейно-расточной станок может измерять отверстия с помощью калиброванных внутренних и внешних микрометров, и его размер составляет от 50 мм до 2000 мм в диаметре. Тоннелепроходческий станок состоит из одного или двух щитов и прицепных опорных механизмов. Некоторые характеристики горизонтально-расточного станка включают диаметр расточного шпинделя 100 мм, максимальный крутящий момент на шпинделе 1100 Нм и диапазон скорости вращения шпинделя 10–1100 об / мин. Станок для растачивания цилиндров имеет диаметр расточки 65-140 мм и скорость вращения шпинделя 250 и 380 об / мин.Координатно-расточной станок обеспечивает высокую точность обработки нескольких отверстий с допуском ± 0,005 мм. Некоторые характеристики вертикально-расточного станка включают максимальный ход сверления 2 дюйма, напряжение питания 220 В и скорость вращения шпинделя 3300 об / мин. Расточные станки спроектированы и изготовлены в соответствии с большинством отраслевых спецификаций.
Расточные станки используются во многих областях. Примеры включают бурение до верха сваи, установку шпонок и концентрическое повторное растачивание отверстий на бульдозерах, экскаваторах-погрузчиках и концевых погрузчиках.Расточные станки соответствуют стандартам Международной организации по стандартизации (ISO).
Связанная информация
CR4 Сообщество – Растачивание микроотверстий
Engineering360 – Информация о бурильных машинах для туннелей
Engineering360 – Информация о расточных инструментах
3 преимущества использования расточного станка
Что такое расточно-расточный станок?Расточно-фрезерные станки – это оборудование, используемое для увеличения отверстий в различных материалах с помощью одноточечного режущего инструмента (инструмента с одной режущей кромкой).Эти машины бывают двух видов, которые по-разному выполняют аналогичные функции:
- Горизонтально-расточные станки. Эти станки позволяют заготовке опираться на стол станка, в то время как расточная оправка вращается вокруг горизонтальной оси. Некоторые сравнивают это с работой горизонтального фрезерного станка.
- Вертикально-расточные станки. С этими расточными станками (или часто называемыми VTL) заготовка вращается вокруг вертикальной оси, в то время как расточный инструмент движется линейно – i.е. без поворота. В чем-то это похоже на вертикальный токарный станок.
Расточно-расточные станки в основном используются для увеличения отверстий там, где другие процессы были бы дорогостоящими, неэффективными или неточными. Несколько ключевых применений включают:
- Черновая / чистовая обработка внутренних поверхностей. Одним из основных применений расточного станка с ЧПУ является придание шероховатости или сглаживание внутренних поверхностей вырезанного отверстия. Здесь используемый инструмент может помочь текстурировать поверхность внутренней части отверстия определенным образом.Иногда это делается при ремонте продукта, а не при создании нового.
- Растачивание термочувствительных или непластичных материалов. В качестве процесса физической резки расточные фрезерные станки могут увеличивать отверстия в материалах, которые не подходят для термических или электрических методов обработки отверстий (таких как лазерная резка или обработка электрическим разрядом).
Ручные расточные станки лучше всего подходят для расширения сквозных отверстий. Хотя сверлильно-расточные станки с ЧПУ могут иметь точность, необходимую для сверления глухих или частичных отверстий, это все еще не является их предпочтительным применением.
Преимущества расточно-фрезерных станковИтак, если горизонтально-расточной станок с ЧПУ похож на специализированный горизонтальный фрезерный станок, а вертикально-расточный станок – на вертикальный токарный станок (хотя и расширяет отверстие, а не снимает внешний слой детали), зачем вам хотите сверлильный станок вместо одного из этих станков для вашего механического цеха?
Несколько причин включают:
- Расточные станки могут обрабатывать очень большие детали. Некоторым станочным цехам приходится фрезеровать очень большие заготовки, и именно здесь расточно-фрезерные станки лучше всего. Расточный станок имеет очень большую «конфигурируемую зону», что позволяет монтировать детали большего размера, чем на аналогичном горизонтальном фрезерном станке.
- Минимизация прогиба инструмента. Отклонение инструмента или отклонение в процессе обработки происходит, когда инструмент сталкивается с сопротивлением, превышающим то, что он может легко компенсировать, например, когда шпиндель выдвигается слишком далеко от своего анкера, что приводит к сверлению под необычным углом при установке под чрезмерной силой.У расточных фрез шпиндель выдвигается из передней бабки, что означает, что он может быть коротким, чтобы предотвратить отклонение инструмента. Это приводит к более последовательному бурению.
- Прочность и срок службы. Скучно-расточные станки могут и не показаться привлекательными, но они невероятно прочные и надежные инструменты, особенно когда они содержатся в хорошем состоянии. Они могут прослужить десятилетия непрерывного использования при надлежащем уходе, что делает бывшие в употреблении расточные станки с ЧПУ особенно желательными инвестициями, которые сохраняют свою ценность.
Вам нужна помощь в поиске подходящего расточно-фрезерного станка для вашего механического цеха? Обратитесь к экспертам SFMS сегодня за советом или воспользуйтесь нашей обширной сетью контактов, чтобы найти подержанный расточный станок, который подходит именно вам.
Глава 10: Расточные станки и станки | Применение режущего инструмента
Растачивание, также называемое внутренним точением, используется для увеличения внутреннего диаметра отверстия. Исходное отверстие проделывается сверлом, или это может быть отверстие с сердечником в отливке.Растачивание позволяет добиться трех целей:
Размер: Растачивание позволяет довести отверстие до нужного размера и чистоты. Сверло или развертку можно использовать только в том случае, если нужный размер является «стандартным» или если специальные инструменты заточены. Сверлильный инструмент может работать с любым диаметром, и он обеспечит необходимую чистовую обработку за счет регулировки скорости, подачи и радиуса при вершине. Прецизионные отверстия можно растачивать с помощью тонко регулируемых расточных оправок.
Прямолинейность: Растачивание позволит выпрямить исходное просверленное или литое отверстие.Сверла, особенно более длинные, могут смещаться по центру и резать под небольшим углом из-за эксцентрических сил на сверле, случайных твердых участков в материале или неравномерной заточки сверла. Полые отверстия в отливках почти никогда не бывают полностью прямыми. Сверлильный инструмент, перемещаемый по траектории с подачей каретки, исправит эти ошибки.
Концентричность: При растачивании отверстие будет концентричным по внешнему диаметру в пределах точности патрона или удерживающего устройства.Для достижения наилучшей соосности точение внешнего диаметра и растачивание внутреннего диаметра выполняется за один установ, то есть без перемещения работы между операциями.
Основы токарной обработки, описанные в главах 4 и 5, также применимы к растачиванию. Однако при растачивании существует ряд ограничений, которые необходимо учитывать для достижения высокой скорости съема припуска в сочетании с удовлетворительной точностью, чистотой поверхности и стойкостью инструмента. Поэтому в этой главе более подробно будут рассмотрены ограничения, которые отличают внутреннее точение от внешнего точения.Типичная операция растачивания показана ниже.
Расточные операции Большинство операций токарной обработки, которые выполняются при наружном точении, также выполняются при растачивании. При наружном точении длина заготовки не влияет на вылет инструмента, и размер резцедержателя можно выбрать так, чтобы он выдерживал силы и напряжения, возникающие во время операции. Однако при внутреннем точении или растачивании выбор инструмента очень сильно ограничен диаметром и длиной отверстия в заготовке.
Общее правило, применимое ко всем видам обработки, – минимизировать вылет инструмента, чтобы получить наилучшую возможную стабильность и, следовательно, точность. При растачивании глубина отверстия определяет вылет. Стабильность увеличивается при использовании инструмента большего диаметра, но даже в этом случае возможности ограничены, поскольку пространство, допускаемое диаметром отверстия в заготовке, необходимо учитывать для удаления стружки и радиальных перемещений.
Ограничения стабильности при растачивании означают, что при планировании и подготовке производства необходимо проявлять особую осторожность.Понимание того, как на силы резания влияют геометрия инструмента и выбранные параметры резания, а также понимание того, как различные типы расточных оправок и зажима инструмента влияют на стабильность, прогиб и вибрация могут быть сведены к минимуму.
Сила резания При зацеплении тангенциальная сила и радиальная сила резания будут пытаться оттолкнуть инструмент от заготовки, что приведет к изгибам.
Тангенциальная сила будет пытаться вынудить инструмент вниз и от центральной линии.Из-за искривления внутреннего диаметра отверстия также будет уменьшен задний угол. Поэтому для отверстий малого диаметра особенно важно, чтобы заданный угол вставки был достаточным, чтобы избежать контакта между инструментом и стенкой отверстия.
Радиальное отклонение уменьшает глубину резания. Помимо влияния на диаметральную точность, толщина стружки будет меняться с изменением силы резания. Это вызывает вибрацию, которая передается от режущей кромки к державке.Стабильность инструмента и зажима будет фактором, определяющим величину вибрации и ее усиление или гашение.
Геометрия пластины: Геометрия пластины имеет решающее влияние на процесс резания. Положительная пластина имеет положительный передний угол. Угол кромки пластины и задний угол вместе составляют менее 90 градусов. Положительный передний угол означает меньшую тангенциальную силу резания. Однако положительный передний угол достигается за счет заднего или краевого угла.Если угол зазора небольшой, существует опасность истирания между инструментом и заготовкой, а трение может вызвать вибрацию. В тех случаях, когда передний угол большой, а угол кромки небольшой, получается более острая режущая кромка. Острая режущая кромка легче проникает в материал, но ее также легче изменить или повредить кромкой или другим неравномерным износом.
Износ кромок означает, что геометрия пластины изменяется, что приводит к уменьшению заднего угла.Следовательно, при чистовой обработке именно требуемая чистота поверхности детали определяет, когда пластина должна быть заменена. Обычно краевой износ должен составлять от 0,004 до 0,012 дюйма для чистовой обработки и от 0,012 до 0,040 дюйма для черновой обработки.
Угол подъема: Угол подъема влияет на осевое и радиальное направления сил резания. Малый угол подъема создает большую осевую составляющую силы резания, в то время как большой угол подъема приводит к большей силе резания в радиальном направлении.Осевое усилие резания оказывает минимальное отрицательное влияние на работу, поскольку сила направлена вдоль расточной оправки. Следовательно, чтобы избежать вибраций, предпочтительно выбирать небольшой угол в плане, но, поскольку угол в плане также влияет на другие факторы, такие как толщина стружки и направление потока стружки, часто приходится идти на компромисс.
Основным недостатком малого угла подъема является то, что силы резания распределяются по более короткому участку режущей кромки, чем при большом угле подъема.Кроме того, режущая кромка подвергается резкой загрузке и разгрузке, когда кромка входит и выходит из заготовки. Поскольку растачивание обычно выполняется в предварительно обработанном отверстии и обозначается как легкая обработка, малые углы подъема обычно не вызывают проблем. Обычно рекомендуется угол подъема 15 градусов или меньше. Однако при угле подъема в 15 градусов радиальная сила резания будет практически вдвое больше, чем сила резания при угле опережения 0 градусов. Типичная расточная оправка со сменными пластинами и углом врезки 0 градусов показана на предыдущей странице.
Радиус при вершине: Радиус при вершине пластины также влияет на распределение сил резания. Чем больше радиус при вершине, тем больше радиальная и тангенциальная сила резания и возникновение вибрации. Однако это не относится к радиальным силам резания. На отклонение инструмента в радиальном направлении вместо этого влияет соотношение между глубиной резания и размером радиуса при вершине. Если глубина резания меньше радиуса при вершине, радиальные силы резания увеличиваются с увеличением глубины резания.Если глубина резания равна или превышает размер радиуса при вершине, радиальное отклонение будет определяться углом упора. Таким образом, рекомендуется выбирать радиус при вершине несколько меньше глубины резания. Таким образом, радиальные силы резания можно свести к минимуму, используя преимущества максимально возможного радиуса при вершине, что приводит к более прочной режущей кромке, лучшей чистоте поверхности и более равномерному давлению на режущую кромку.
Разрушение и удаление стружки Получение относительно короткой стружки спиральной формы является целью внутреннего точения.Их легко вакуумировать, и они не создают таких больших нагрузок на режущую кромку, когда происходит стружкодробление. Резкое измельчение стружки – это когда получается короткая стружка, которая требует мощности и может увеличить вибрацию расточной оправки. Однако это предпочтительнее, чем наличие длинной стружки, которая может затруднить удаление стружки. На стружкодробление влияет ряд факторов, таких как геометрия пластины, радиус вершины, угол подъема, глубина резания, подача и скорость резания. Как правило, уменьшение подачи и / или увеличение скорости резания приводит к увеличению длины стружки.Форма стружколома влияет на радиус стружки, при этом любой нарост на кромке или кратерный износ также могут действовать как стружколом. Направление потока стружки и то, как она вращается по спирали, зависит от угла опережения или комбинации глубины резания и радиуса при вершине.
Параметры, влияющие на контроль стружки, также влияют на направление и величину силы резания. Следовательно, необходимо выбрать сплав и геометрию пластины, которые вместе с выбранными параметрами обработки удовлетворяют требованиям для хорошего стружкодробления.В то же время станок, расточная оправка и зажим инструмента должны обеспечивать достаточную устойчивость, чтобы противостоять возникающим силам резания.
Во время растачивания поток стружки может иметь решающее значение, особенно при обработке глубоких отверстий. Центробежная сила выдавливает стружку наружу. При растачивании это означает, что стружка остается в заготовке. Оставшаяся стружка может попасть в обрабатываемую поверхность или застрять и повредить инструмент. Как и при внутреннем точении, рекомендуется использовать инструменты с внутренней подачей СОЖ.Затем стружка будет эффективно вымываться из отверстия. Сжатый воздух можно использовать вместо смазочно-охлаждающей жидкости и с желобами; стружку можно выдуть через шпиндель и собрать в контейнер.
Жесткость при растачивании Геометрия деталей может иметь как внешние, так и внутренние токарные операции. Внутреннее одноточечное точение называется растачиванием и может использоваться как для черновой, так и для чистовой обработки. Одноточечные расточные инструменты состоят из круглого вала с одним гнездом для вставки, предназначенным для проникновения в отверстие или полость детали для удаления внутренней заготовки за один или несколько проходов станка.
Ключ к производительности при растачивании – это жесткость инструмента. Расточные оправки часто требуются для раздачи деталей на большие расстояния с целью удаления припуска, как показано ниже. Следовательно, жесткость операции механической обработки снижается, поскольку диаметр инструмента ограничен размером отверстия и необходимостью дополнительного зазора для удаления стружки. Практический предел вылета стальных расточных оправок в четыре раза превышает диаметр их хвостовика. Когда вылет инструмента превышает этот предел, скорость съема металла при растачивании значительно снижается из-за недостаточной жесткости и повышенной вероятности вибрации.
Прогиб расточной оправки: величина прогиба расточной оправки зависит от материала оправки, диаметра, вылета и величины радиальных и тангенциальных сил резания. Прогиб расточной оправки можно рассчитать, но такие расчеты выходят за рамки нашего предполагаемого объема.
Увеличение диаметра инструмента для создания повышенного момента инерции может противодействовать этому отклонению. Выбор расточной оправки из материала с более высоким коэффициентом упругости также может противодействовать прогибу.Поскольку сталь имеет более низкий коэффициент упругости, чем цементированный карбид, расточные оправки из цементированного карбида лучше подходят для больших вылетов.
Компенсация прогиба: Даже при наилучшем зажиме инструмента при растачивании будет наблюдаться некоторая тенденция к вибрации. Радиальное отклонение влияет на диаметр обработки. Тангенциальное отклонение означает, что наконечник пластины перемещается вниз от центральной линии. В обоих случаях на размер и направление сил резания влияют изменения в соотношении между толщиной стружки и геометрией пластины.
Если точный размер отклонения наконечника пластины известен заранее, проблемы можно избежать. Путем позиционирования режущей кромки пластины над средней линией пластина под действием тангенциальной силы займет правильное положение во время обработки. Таким же образом установка машины на глубину резания, превышающую желаемую глубину резания, компенсирует радиальное отклонение. Когда начинается резка, радиальная сила резания уменьшает глубину резания.
Даже если приблизительный прогиб можно рассчитать, практический результат будет несколько другим, потому что зажим никогда не бывает абсолютно жестким и невозможно точно рассчитать силу резания.
Зажим расточной оправки: Малейшая подвижность неподвижного конца расточной оправки приведет к отклонению инструмента. Наилучшая устойчивость достигается при использовании держателя, который полностью закрывает штангу. Как показано на рисунке выше, этот тип держателя доступен в двух стилях: жесткий или фланцевый стержень (a) или разделенный блок, который зажимается при затяжке (b).В случае жестко установленного стержня стержень либо предварительно запрессовывается в держатель, либо приваривается. При фланцевом монтаже обычно используется фланец со сквозным отверстием. Фланец обычно наклеивается на стержень планки на расстоянии, обеспечивающем необходимый вылет. Затем стержень подается в держатель и зажимается с помощью винтового соединения или удерживается в револьверной головке.
Менее эффективны те методы зажима инструмента, при которых винт зажимает стержень. Эта форма обычно приводит к вибрации и не рекомендуется.Прежде всего, этот метод нельзя использовать для зажима прутков из цементированного карбида. Твердый сплав более хрупкий, чем сталь, и в результате вибрации могут возникать трещины, которые, в свою очередь, могут привести к поломке.
Расточные оправки Расточные оправки производятся в самых разных стилях. Однонаправленные расточные оправки легко шлифовать, но их сложно регулировать при использовании в револьверных головках, токарных автоматах и обрабатывающих центрах, если они не удерживаются в регулируемом держателе. (См. Иллюстрации ниже.)
Более дорогие расточные оправки снабжены легко регулируемыми вставками. Эти стержни изготавливаются стандартных размеров с диапазоном диаметров от 0,25 до 0,5 дюйма. Точная регулировка выполняется с шагом 0,001 дюйма или в некоторых случаях 0,0001 дюйма. Они являются стандартными для диаметров примерно до 6 дюймов. Расточная оправка с регулировками показана ниже.
Во многих случаях может оказаться экономичным заказать специальные стержни с двумя или более предварительно установленными диаметрами, установленными на надлежащем расстоянии друг от друга. Эти специальные стержни стоят дороже и обычно используются только тогда, когда их использование в больших количествах экономично.Иногда это может быть единственный способ сохранить требуемые допуски и соосность.
Другие специальные расточные оправки, иногда называемые расточными головками, разработаны со сменными патронами.
Типы расточных оправок: Расточные оправки выпускаются из стали, твердого сплава и стали, армированной карбидом. Способность противостоять прогибу увеличивается с увеличением коэффициента упругости. Поскольку коэффициент упругости карбида в три раза больше, чем у стали, твердосплавные стержни предпочтительнее для больших вылетов.Недостатком карбида является его плохая способность выдерживать растягивающее напряжение. Для прутков, армированных карбидом, твердосплавные втулки предварительно напряжены для предотвращения растягивающих напряжений.
Расточные оправки могут быть оборудованы воздуховодами для внутреннего охлаждения, что предпочтительнее для внутренней токарной обработки. Внутренняя подача СОЖ обеспечивает эффективное охлаждение режущей кромки, а также лучшее стружкодробление и отвод стружки. Таким образом достигается более длительный срок службы инструмента и устраняются проблемы с качеством, которые часто возникают из-за заклинивания стружки.
Выбор расточной оправки: При планировании производства очень важно минимизировать силы резания и создать условия, при которых достигается максимально возможная стабильность, чтобы инструмент мог выдерживать постоянно возникающие нагрузки. Длина и диаметр расточной оправки будут иметь большое значение для устойчивости инструмента. Поскольку внешний вид заготовки является решающим фактором при выборе минимального вылета и максимального диаметра инструмента, который можно использовать, важно выбрать инструмент, параметры зажима инструмента и резания, которые минимизируют, насколько это возможно, возникающие силы резания. во время операции.
Следующие рекомендации должны соблюдаться для достижения наилучшей возможной стабильности: • Выберите максимально возможный диаметр прутка, но в то же время убедитесь, что есть достаточно места для удаления стружки. • Выберите минимально возможный вылет, но в то же время убедитесь, что длина стержня позволяет достичь рекомендованной длины зажима. • Следует использовать угол опережения 0 градусов. Угол опережения ни при каких обстоятельствах не должен превышать 15 градусов. • Сменные пластины должны иметь положительный передний угол, что снижает усилия резания.• Марка твердого сплава должна быть более жесткой, чем для наружного точения, чтобы выдерживать нагрузки, которым подвергается пластина при застревании стружки и вибрации. • Выберите радиус при вершине меньше глубины резания.
Современные расточные оправки разработаны с учетом требований, которые должны применяться, поскольку операция выполняется внутри, а размеры инструмента определяются глубиной и диаметром отверстия. Благодаря пластине с положительным передним углом достигается меньшая деформация материала и низкие усилия резания.Инструмент должен обладать хорошей стабильностью, чтобы противостоять возникающим силам резания, а также максимально уменьшать прогиб и вибрацию. Из-за нехватки места, удовлетворительный стружкодробление и хорошая доступность также имеют большее значение, чем при наружной токарной обработке.
Расточные станки Расточные операции могут выполняться не только на расточных станках, но и на токарных станках, фрезерных станках и обрабатывающих центрах. Расточные станки, как и большинство других станков, можно разделить на горизонтальные и вертикальные.
Горизонтально-расточные станки (HBM) – HBM предназначен для обработки деталей среднего и очень большого размера, но эти детали обычно имеют несколько прямоугольную форму, хотя они могут быть асимметричными или неправильными. Доступные режущие инструменты ограничивают только размер реза, жесткость шпинделя и доступную мощность.
Стол HBM построен по тем же принципам, что и горизонтально-шпиндельные фрезерные станки. Основание и колонна скреплены между собой, и колонна не двигается.Столы представляют собой тяжелые ребристые отливки, которые могут выдерживать нагрузки до 20 000 фунтов. Размер HBM: Базовый размер HBM – это диаметр шпинделя. Станки настольного типа обычно имеют шпиндели диаметром от 3 до 6 дюймов. Большие размеры будут передавать большую мощность, и, что не менее важно, шпиндель не будет провисать или отклоняться так сильно при использовании тяжелого режущего инструмента в выдвинутом состоянии. Размер дополнительно определяется размером таблицы. Несмотря на то, что каждая машина имеет таблицу «стандартных» размеров, можно заказать специальные размеры.Основные части горизонтально-расточного станка показаны ниже. Оснастка: Оснастка – зажимы, болты или приспособления, такие же, как и на других машинах. Поворотные столы позволяют обрабатывать все четыре грани прямоугольной детали или выполнять разрезы под разными углами на деталях любой формы. Поворотные столы до 72 дюймов. квадратные или круглые используются для больших работ. Если необходимо обработать большую, довольно плоскую деталь, используется угловая пластина. Заготовка привинчивается или зажимается к угловой пластине так, чтобы «плоская» поверхность была обращена к шпинделю.
Режущие инструменты: Режущие инструменты удерживаются во вращающемся шпинделе коническим отверстием и дышлом. Чтобы ускорить процесс смены инструмента, выполняются одно или оба из двух: • Дышло (которое плотно втягивает конический держатель инструмента в отверстие шпинделя) может работать от источника энергии. Таким образом, держатель очень быстро затягивается или выталкивается. • Используется быстросменный инструмент. Базовый держатель закреплен в шпинделе. Он имеет конус, в который можно закрепить инструменты, повернув стопорное кольцо на четверть или половину оборота.Таким образом, оператор может изменить предустановленные инструменты за 10–30 секунд.
Скорости и подачи: Скорости и подачи охватывают широкий диапазон из-за большого разнообразия фрез, которые могут использоваться на HBM. Обычно используются скорости от 15 до 1500 об / мин и скорость подачи от 0,1 до 40 дюймов в минуту.
Горизонтально-расточной станок напольного типа (HBM) – Напольный горизонтально-расточной станок HBM используется для обработки особо высоких или длинных заготовок. «Стандартный» 72-дюйм. Взлетно-посадочную полосу можно сделать практически любой длины, необходимой для выполнения специальных работ.Сегодня используются длины 20 футов. Высота колонны, которая обычно составляет от 60 до 72 дюймов, может быть увеличена вдвое, если этого требует работа. HBM table: Стол отделен от сверлильного станка, хотя, разумеется, прикреплен к полу. Может быть прикручен к взлетно-посадочной полосе. Вся колонна и основание колонны перемещаются влево и вправо (ось X) по особым путям на взлетно-посадочной полосе. Взлетно-посадочная полоса должна быть тщательно выровнена и выровнена при первой установке, а затем проверять через определенные промежутки времени по мере использования машины.
Передняя бабка HBM: Передняя бабка может точно перемещаться вверх и вниз по колонне (ось Y). Шпиндель диаметром от 6 до 10 дюймов вращается для выполнения обработки. Он перемещается внутрь и наружу (ось Z) на расстояние до 48 дюймов для растачивания, сверления, установки глубины фрезерования и т. Д. Как и в HBM настольного типа, диаметр шпинделя и размер стола определяют размер станка.
Режущие инструменты: Режущие инструменты такие же, как и на станках настольного типа. Оснастка такая же, часто используются угловые пластины.
Вертикально-расточной станок с механической обработкой (VBM) – Общее описание вертикально-расточного станка состоит в том, что это токарный станок, повернутый наверх, с передней бабкой, лежащей на полу. Этот станок необходим, потому что даже самые большие токарные станки для двигателей не могут обрабатывать работы диаметром более 24 дюймов. Сегодняшние станки VBM часто называют токарно-расточными станками. Если к этому имени добавить облицовку, это довольно хорошо описывает основные применения этой машины. Как и любой токарный станок, эти станки могут выполнять только круглые пропилы, а также торцевые и контурные пропилы.
Координатно-расточные станки Координатно-расточные станки – это вертикально-расточные станки с высокоточными подшипниками. Они доступны в различных размерах и используются в основном в инструментальных цехах для обработки кондукторов и приспособлений. Многие координатно-расточные станки заменяют более универсальные станки с числовым программным управлением.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Сверла для расточного станка по дереву | Сотни размеров сверл
Сортировать по: Популярные товарыНовейшие товарыЛучшие продажиАлфавитный: от A до ZАлфавитный: от Z до AAvg. Отзывы клиентов Цена: от низкой к высокой Цена: от высокой к низкой
У нас есть сотни сверл по дереву разных размеров и специальные сверла для расточных станков. Эти сверла в основном используются в расточных станках, станках с ЧПУ или сверлильных станках и, как правило, не подходят для использования в ручных дрелях.Вы найдете эти сверла полезными не только для растачивания дерева, но и для многих других материалов. Если вы не уверены, какой тип или размер сверла вам нужен для вашего применения, см. Нашу страницу «Типы сверл» или позвоните нам по телефону 800-346-8274.
Ищете спиральные сверла или другие сверла, не указанные здесь? Ознакомьтесь с нашей категорией сверл, где вы найдете тысячи свёрл, зенковок и зенковок, которые в основном предназначены для портативного сверла или сверлильного станка, но могут также хорошо работать на вашем расточном станке. Не забудьте также просмотреть или загрузить наши онлайн-каталоги Southeast Tool, Whiteside и Triumph Twist Drill.
Сверла Brad Point – хвостовик фиксированного диаметраСверла для расточных станков с хвостовиком фиксированного диаметра без резьбы. Доступны размеры хвостовика 1/4 дюйма, 3/8 дюйма, 1/2 дюйма или 10 мм. | ||
Сверла Brad Point – Резьбовой хвостовикСверла с резьбовым хвостовиком для расточных станков.Доступны размеры хвостовика от 7/16 до 14 дюймов, M8 или M10. | ||
Сверла Brad Point – расточный станок RitterТвердосплавный наконечник для расточных станков без резьбы, одностоечный, с одной фаской. Доступны с хвостовиками от 1/4 до 1 дюйма. | ||
Сверла для сверления с хвостовиком фиксированного диаметраСверло с прямым хвостовиком из быстрорежущей стали без резьбы.Доступны с диаметром резания от 3/16 до 1/2 дюйма. | ||
Сверла для сверления – Резьбовой хвостовикСверло с резьбовым хвостовиком из быстрорежущей стали с правым и левым вращением. Доступны с диаметром резания от 1/8 до 1/2 дюйма. | ||
Сверла с V-образным острием – хвостовик фиксированного диаметраСпиральные сверла с V-образной головкой и твердосплавными напайками, с прямым хвостовиком без резьбы.Диаметр резки от 4 до 19 мм. | ||
ЦековкаСверла с зенковкой с регулируемым и фиксированным пилотным сверлом. Диаметр резки от 1/8 до 1 1/4 дюйма. | ||
ЗенковкаСверла с зенковкой с регулируемым и фиксированным пилотным сверлом.Диаметр резки от 3/8 до 1/2 дюйма. | ||
Накладки на дверные петлиСверла для сверления петель для сверления карманов для петель европейского типа, таких как Blum и Hafele. Доступны с диаметром резки от 15 до 40 мм. | ||
Сверла для дверных ручекСверла для дверных ручек стандартного размера.Также доступны с одной или тремя плоскими гранями на хвостовике. | ||
Биты дверной защелкиТвердосплавные насадки для дверных защелок с тремя типами стержней. Доступен диаметр резки от 7/8 до 1 1/16 дюйма. | ||
Биты ФорстнераДолота Форстнера без центра для отверстий с плоским дном и долота с несколькими цилиндрическими головками как с твердосплавными напайками, так и с материалами из быстрорежущей стали. | ||
Сверла с 3 крыльямиДоступен с 1 или 3 лопатками на хвостовике. Сменные твердосплавные наконечники и центрирующие сверла. | ||
Фрезы врезныеДолота для долбления из быстрорежущей стали с твердосплавными напайками и диаметром резания до 1 1/4 дюйма.Также доступны долота для долбления с резьбой и полые долота. | ||
Кольцевые фрезыКольцевые пилы и выталкиватели фрез, доступны с глубиной пропила до 2 дюймов. | ||
Адаптеры для сверл для расточных станковАдаптеры для сверл с хвостовиком10 мм позволяют использовать метрические сверла меньшего размера в вашем расточном станке или ЧПУ. | ||