Сверлильный станок для печатных плат.
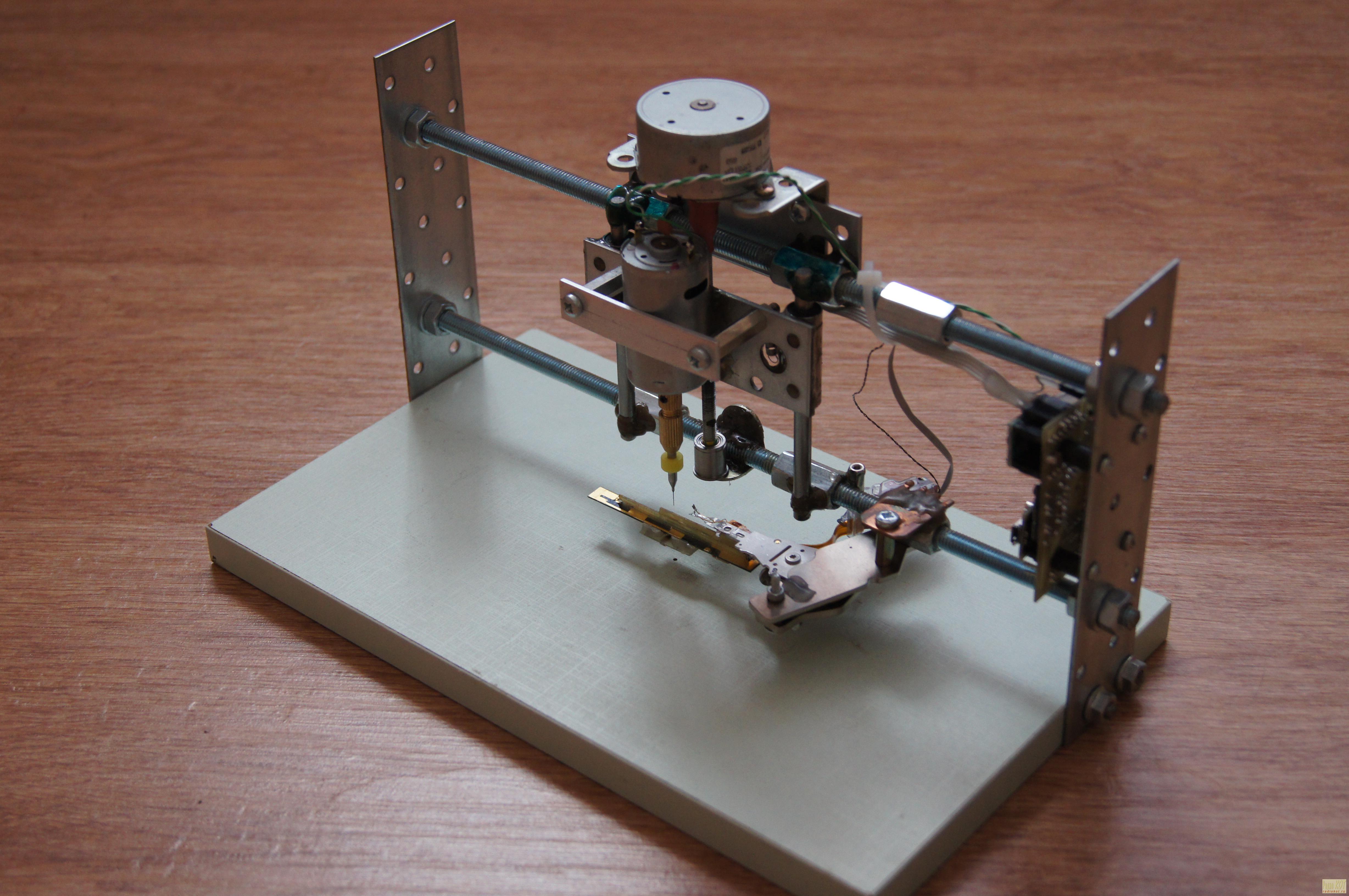
Делаем сверлильный станок для печатных плат своими руками.Надоело , в общем то, сверлить платы ручной сверлилкой поэтому решено было изготовить небольшой сверлильный станок исключительно для печатных плат. Конструкций в интернете полным полно, на любой вкус.Посмотрев несколько описаний подобных сверлилок, пришел к решению повторить сверлильный станок на основе элементов от ненужного, старого CD ROM’a. Разумеется, для изготовления этого сверлильного станочка придется использовать материалы те, что находятся под рукой.
От старого CD ROM’a для изготовления сверлильного станочка берем только стальную рамку со смонтированными на ней двумя направляющими и каретку, которая передвигается по направляющим. На фото ниже все это хорошо видно.
На подвижной каретке будет укреплен электродвигатель сверлилки. Для крепления электродвигателя к каретке был изготовлен Г-образный кронштейн из полоски стали толщиной 2 мм.
В кронштейне сверлим отверствия для вала двигателя и винтов его крепления.
В первом варианте для сверлильного станочка был выбран электродвигатель типа ДП25-1,6-3-27 с напряжением питания 27 В и мощностью 1,6 Вт. Вот он на фото:
Как показала практика, этот двигатель слабоват для выполнения сверлильных работ. Мощности его ( 1,6 Вт) недостаточно- при малейшей нагрузке двигатель просто останавливается.
Вот так выглядел первый вариант сверлилки с двигателем ДП25-1,6-3-27 на стадии изготовления:
Поэтому пришлось искать другой электродвигатель-помощнее. А изготовление сверлилки застопорилось…
Продолжение процесса изготовления сверлильного станочка.
Через некоторое время попал в руки электродвигатель от разобранного неисправного струйного принтера Canon:
На двигателе нет маркировки, поэтому его мощность неизвестна. На вал двигателя насажена стальная шестерня. Вал этого двигателя имеет диаметр 2,3 мм. После снятия шестерни, на вал двигателя был надет цанговый патрончик и сделано несколько пробных сверлений сверлом диаметром 1 мм. Результат был обнадеживающим- «принтерный» двигатель был явно мощнее двигателя ДП25-1,6-3-27 и свободно сверлил текстолит толщиной 3мм при напряжении питания 12 В.
После снятия шестерни, на вал двигателя был надет цанговый патрончик и сделано несколько пробных сверлений сверлом диаметром 1 мм. Результат был обнадеживающим- «принтерный» двигатель был явно мощнее двигателя ДП25-1,6-3-27 и свободно сверлил текстолит толщиной 3мм при напряжении питания 12 В.
Поэтому изготовление сверлильного станочка было продолжено…
Крепим электродвигатель с помощью Г-образного кронштейна к подвижной каретке:
Основание сверлильного станочка изготовлено из стеклотекстолита толщиной 10мм.
На фото – заготовки для основания станочка:
Для того, чтобы сверлильный станочек не ёрзал по столу во время сверления, на нижней стороне установлены резиновые ножки:
Конструкция сверлильного станочка –консольного типа, то есть несущая рамка с двигателем закреплена на двух консольных кронштейнах, на некотором расстоянии от основания. Это сделано для того, чтобы обеспечить сверление достаточно больших печатных плат. Конструкция ясна из эскиза:
Далее несколько изображений собранного сверлильного станочка.
Рабочая зона станочка, виден белый светодиод подсветки:
Вот так реализована подсветка рабочей зоны. На фото наблюдается избыточная яркость освещения. На самом деле-это ложное впечатление (это бликует камера)- в реальности все выглядит очень хорошо:
Консольная конструкция позволяет сверлить платы шириной не менее 130 мм и неограниченной ( в разумных пределах) длиной.
Замер размеров рабочей зоны:
На фото видно, что расстояние от упора в основание сверлильного станочка до оси сверла составляет 68мм, что и обеспечивает ширину обрабатываемых печатных плат не менее 130мм.
Для подачи сверла вниз при сверлении имеется нажимной рычаг-виден на фото:
Для удержания сверла над печатной платой перед процессом сверления, и возврата его в исходное положение после сверления, служит возвратная пружина, которая надета на одну из направляющих:
Система автоматической регулировки оборотов двигателя в зависимости от нагрузки.

Для удобства пользования сверлильным станочком было собрано и испытано два варианта регуляторов частоты вращения двигателя. В первоначальном варианте сверлилки с электродвигателем ДП25-1,6-3-27 регулятор был собран по схеме из журнала Радио №7 за 2010 год:
Этот регулятор работать как положено не захотел, поэтому был безжалостно выброшен в мусор.
Для второго варианта сверлильного станка, на основе электродвигателя от струйного принтера Canon, на сайте котов-радиолюбителей была найдена еще одна схема регулятора частоты вращения вала электродвигателя:
Данный регулятор обеспечивает работу электродвигателя в двух режимах:
- При отсутствии нагрузки или, другими словами, когда сверло не касается печатной платы, вал электродвигателя вращается с пониженными оборотами (100-200 об/мин).
- При увеличении нагрузки на двигатель регулятор увеличивает обороты до максимальных, тем самым обеспечивая нормальный процесс сверления.


Регулятор частоты вращения электродвигателя собранный по этой схеме заработал сразу без настройки. В моем случае частота вращения на холостом ходу составила около 200 об/мин. В момент касания сверла печатной платы-обороты увеличиваются до максимальных. После завершения сверления, этот регулятор снижает обороты двигателя до минимальных.
Регулятор оборотов электродвигателя был собран на небольшой печатной платке:
Транзистор КТ815В снабжен небольшим радиатором.
Плата регулятора установлена в задней части сверлильного станочка:
Здесь резистор R3 номиналом 3,9 Ом был заменен на МЛТ-2 номиналом 5,6 Ом.
Испытания сверлильного станка прошли успешно. Система автоматической регулировки частоты вращения вала электродвигателя работает четко и безотказно.
Update от 01.08.2017:
На плате управления кроме собственно регулятора оборотов двигателя расположен еще и простейший стабилизатор напряжения питания светодиода подсветки рабочей зоны. Полная схема платы управления:
Полная схема платы управления:
Мини сверлильный станок для печатных плат в Владикавказе: 273-товара: бесплатная доставка, скидка-33% [перейти]
Партнерская программаПомощь
Владикавказ
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Текстиль и кожаТекстиль и кожа
Здоровье и красотаЗдоровье и красота
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
Мебель и интерьерМебель и интерьер
Сельское хозяйствоСельское хозяйство
Вода, газ и теплоВода, газ и тепло
Все категории
ВходИзбранное
-33%
1 366
2048
Мини-Dc 12V Электрический двигатель по дереву Pcb Ручной сверлильный станок Набор для сверления с 10Pc 0,5-3 мм твист-битами и J
ПОДРОБНЕЕ-26%
853
1153
Мини-электродвигатель постоянного тока 12 В, ручной сверлильный станок для печатных плат по дереву, сверлильный набор с 10 шт.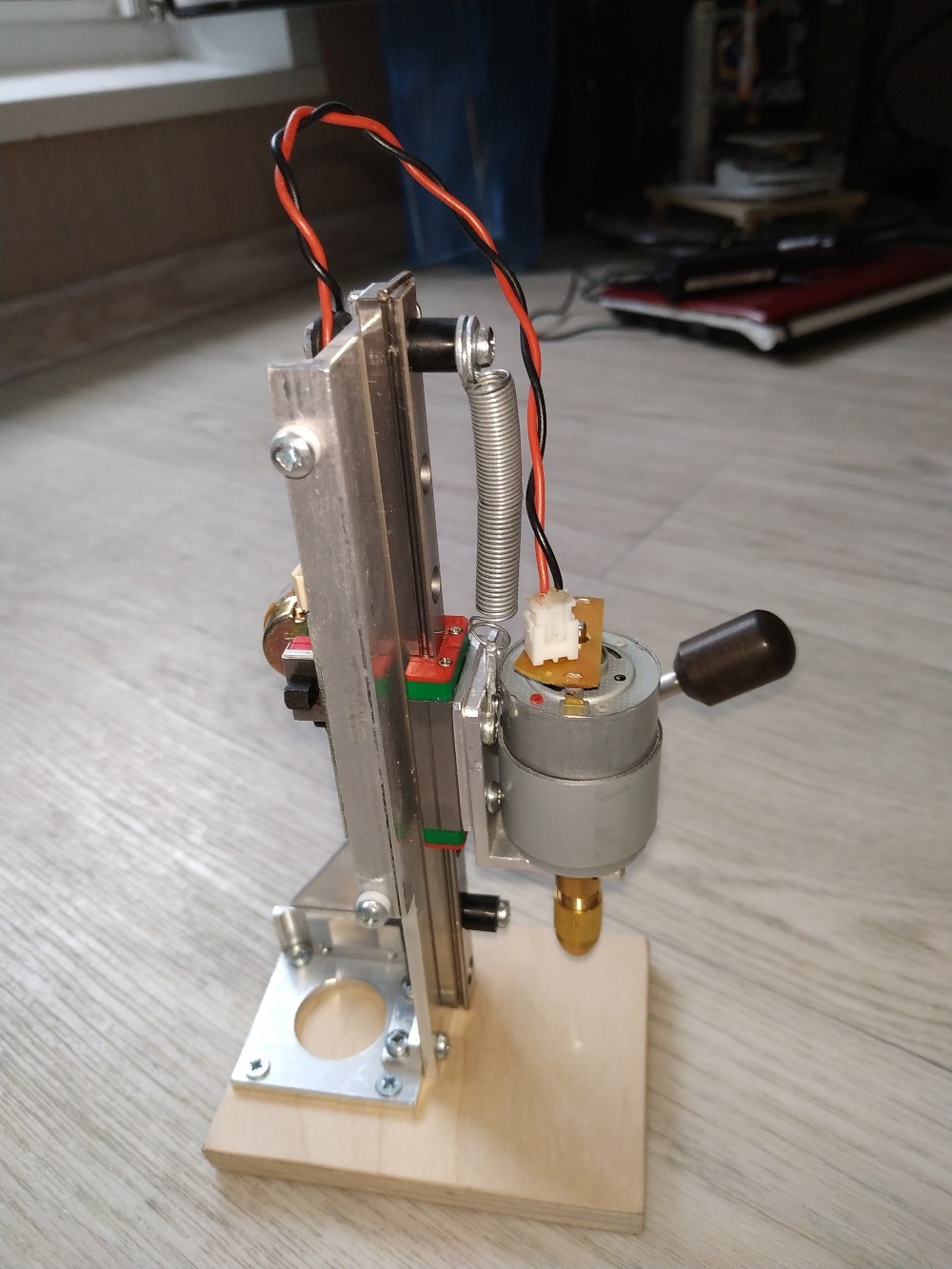 спиральными битами 0,5
спиральными битами 0,5
14 500
Станок сверлильный BG-518801 0-2500 об/мин 800 Вт Количество оборотов: 2500об/мин
ПОДРОБНЕЕ7-скоростной мини–сверлильный станок, электрический настольный сверлильный
ПОДРОБНЕЕ7-скоростной мини–сверлильный станок, электрический настольный сверлильный
ПОДРОБНЕЕ10202 Мини–станок сверлильный Jas, 150 Вт, 10 000 об/мин., до 6,5 мм Производитель: JAS,
ПОДРОБНЕЕ86 400
Станок сверлильный ALTECO DP 1500-32, арт. 14982 Производитель: ALTECO
ПОДРОБНЕЕ390 000
Сверлильный станок Visprom B-1832G/400 Производитель: VISPROM
ПОДРОБНЕЕ25 080
Станок сверлильный ALTECO DP 450-16 Производитель: ALTECO
ПОДРОБНЕЕ21 318
Сверлильный станок ALTECO DP 450-16 14981 Производитель: ALTECO
ПОДРОБНЕЕСтанок сверлильный с плавной регулировкой оборотов Brench 5156E 710 Вт Максимальное напряжение: 220
ПОДРОБНЕЕ Мини сверлильные станкиСтанок для печатных платСверлильный станок для печатных платмини сверлильный станок для печатных15 890
Сверлильный станок электрический / вертикальный ELECTROLITE CC-650 ( 650 Вт, 16 мм патрон, 9 скоростей, ТИСКИ ) тип станка: вертикально-сверлильный, максимальное напряжение: 230 В, количество скоростей: 12
ПОДРОБНЕЕ2 страница из 9
Мини сверлильный станок для печатных плат
Понимание производства печатных плат: сверление с ЧПУ
Одним из ключевых процессов на предприятии по производству печатных плат является отдел сверления с ЧПУ.

Отверстия просверливаются в печатных платах по двум основным причинам:
Требования заказчика.- Монтаж компонентов PTH и повышение проводимости между медными слоями (переходными отверстиями) оператор гарантирует, что каждое сверло успешно завершило траекторию движения инструмента.
В каждом бизнесе для выполнения специализированных задач требуются разные личности. Роль оператора сверления/маршрутизации с ЧПУ требует бесконечных измерений и регулировок сверла, постоянного внимания к точной регистрации, расчетам срока службы инструмента, графикам технического обслуживания оборудования, а также постоянной адаптации к уникальным требованиям каждого клиента. и точных операторов, которые могут оценить ритм рабочего процесса и услышать музыку машин.
В Omni мы используем четыре фрезерно-фрезерных станка с ЧПУ Excellon, которые вместе с нашими операторами являются настоящими рабочими лошадками в процессе производства печатных плат.
Установленные на массивных гранитных основаниях, эти станки с ЧПУ грузоподъемностью более 3 тонн оснащены несколькими шпинделями с воздушными подшипниками, способными развивать скорость до 110 000 об/мин. Автоматическая смена сверла и высокоскоростное позиционирование позволяют выполнять до 30 000 отверстий в час. В сочетании с операторами-ветеранами точность и производительность этих машин неумолимы.
Печатная плата — неумолимый материал . Неверно истолковали одно требование к отверстию 0,025 дюйма из заказа на работу как 0,250 дюйма, и через несколько мгновений вы проделали зияющую дыру в печатной плате, которая не подлежит ремонту. Или неправильно рассчитать количество попаданий на сверло, и сверло сломается из-за усталости, а результаты будут непоправимыми. Опять же, именно поэтому вам нужны правильные люди в правильной роли.
Процесс сверления печатной платы требует нескольких ключевых шагов:
- Подготовка : включает выбор программы/инструмента/материала
- Настройка : установка резервного материала (который предотвратит отрыв при выходе биты из печатной платы) и укладка (до 3 в высоту) печатных плат
- Инспекция : Соответствие схеме сверления, приводка, износ и поломка инструмента
Так как же дополнительные знания о сверлении/маршрутизации с ЧПУ помогут снизить затраты на печатные платы?
Чем быстрее ваш проект будет отправлен в отдел бурения, тем ниже будет ваша стоимость.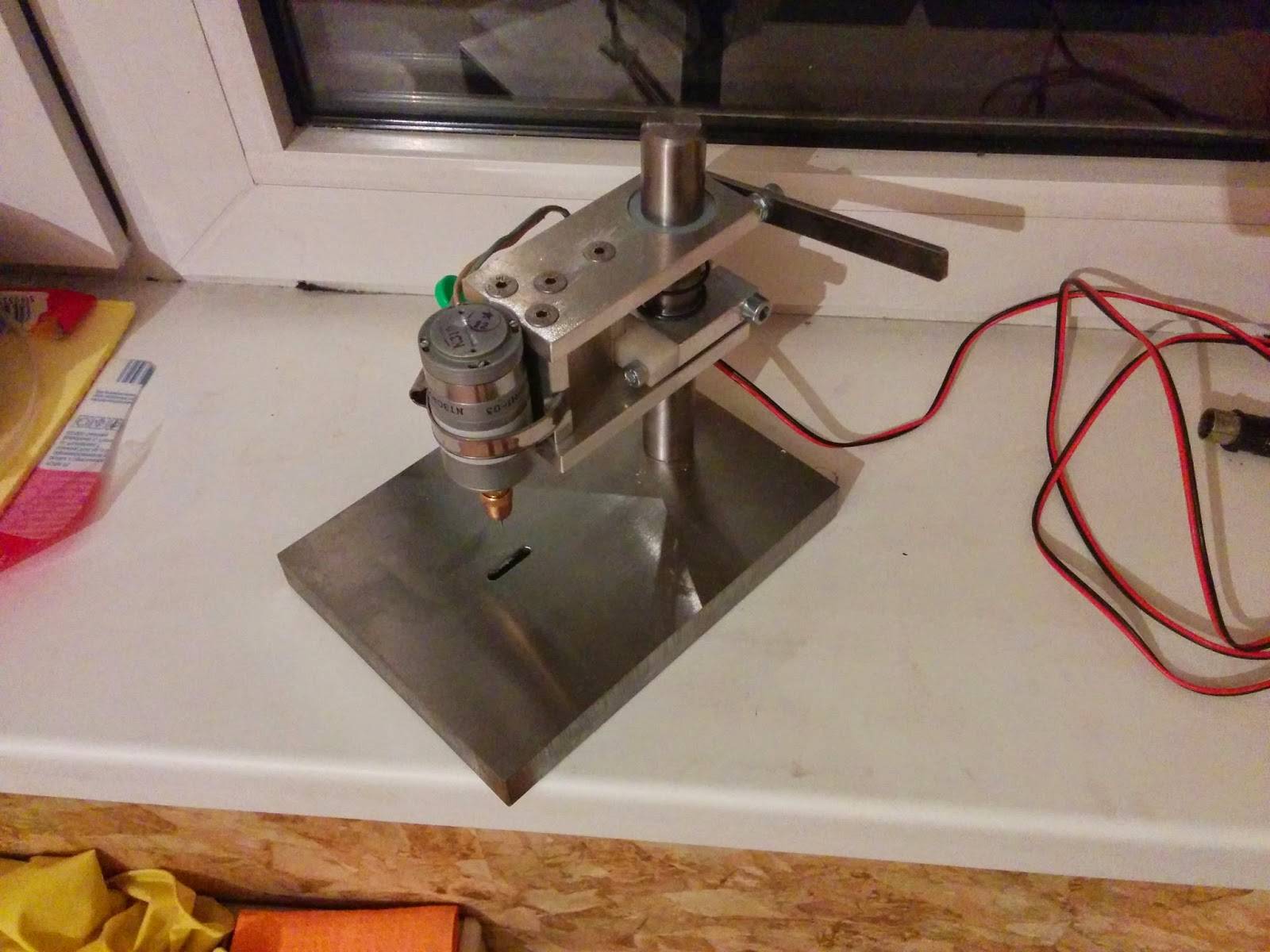
Когда отношение размера сверла к толщине печатной платы превышает 3,9, нам необходимо замедлить работу станков, чтобы гарантировать, что поломка инструмента не будет проблемой, и в связи с этим ваши затраты возрастут.
Кроме того, стоимость возрастает постепенно, когда количество отверстий на квадратный дюйм превышает qty=40, поскольку это напрямую связано с машинным временем.
Ваши требования к панелеобразованию также могут увеличить сложность и время, которое ваши панели будут проводить внутри сверлильных станков.
Понимание этих ограничений, когда придет время проектирования печатных плат, поможет контролировать расходы на печатные платы.
Что нужно знать о процессе сверления печатных плат
После завершения процесса ламинирования печатная плата переходит к этапу сверления, который выполняется в соответствии со спецификациями, содержащимися в файлах сверления печатных плат с ЧПУ. Процесс создания отверстий в печатной плате осуществляется для облегчения позиционирования компонентов, создания переходных отверстий и электрического соединения между различными слоями печатной платы. Из различных этапов изготовления печатной платы сверление, вероятно, является самым дорогим и трудоемким. На самом деле этот процесс должен выполняться с предельной точностью, так как даже самая маленькая ошибка может иметь катастрофические последствия для качества печатной платы.
Из различных этапов изготовления печатной платы сверление, вероятно, является самым дорогим и трудоемким. На самом деле этот процесс должен выполняться с предельной точностью, так как даже самая маленькая ошибка может иметь катастрофические последствия для качества печатной платы.
Прогрессирующая миниатюризация и увеличение плотности электронных компонентов сделали этап сверления печатных плат еще более важным и деликатным. В случае односторонних или двусторонних печатных плат процесс сверления выполняется сразу после резки печатной платы, в то время как в более общем случае многослойных печатных плат этап сверления следует за процессом ламинирования.
Специальные сверлильные станки с числовым программным управлением (ЧПУ) декодируют и применяют информацию, содержащуюся в файле сверления Gerber или ODB, такую как координаты (X, Y) и размер (диаметр и глубина) отверстий. В процессе сверления за один раз просверливается одно отверстие, что делает этот шаг довольно медленным. Для оптимизации работы несколько панелей печатных плат одновременно подвергаются сверлению.
Для оптимизации работы несколько панелей печатных плат одновременно подвергаются сверлению.
После фазы сверления выполняется процесс очистки щеткой и снятия заусенцев, функция которого заключается в удалении излишков меди, оставшихся по краям каждого отверстия. Фаза удаления заусенцев может выполняться с использованием различных методов, таких как чистка щеткой или плазменная очистка. Все отверстия должны быть полностью очищены от мусора, чтобы обеспечить гладкое и ровное покрытие.
Методы сверления
Отверстия на печатной плате могут быть выполнены как с помощью электрохимического травления, так и с помощью механических средств, таких как сверление, лазерная резка или штамповка. Увеличение плотности сквозных отверстий и постепенное уменьшение их размера требуют методов сверления, позволяющих создавать даже очень маленькие отверстия с высокой точностью и повторяемостью.
Механическое сверление
Сверлильный элемент состоит из пневматической оправки, вращающейся со скоростью, близкой к 300 000 об/мин. Для поддержания точности на высоких скоростях, что необходимо для достижения высокой точности даже в небольших отверстиях, вибрация долота контролируется в диапазоне 10 микрон. Для сохранения точного положения отверстия на печатной плате дрель крепится на сервомеханической системе, которая может перемещаться по осям X и Y. Вместо этого используется специальный привод для управления движением печатной платы по оси Z. Высокоскоростное сверление обеспечивает чистые и гладкие стенки отверстия и требуется для качественного покрытия стенок отверстия.
Для поддержания точности на высоких скоростях, что необходимо для достижения высокой точности даже в небольших отверстиях, вибрация долота контролируется в диапазоне 10 микрон. Для сохранения точного положения отверстия на печатной плате дрель крепится на сервомеханической системе, которая может перемещаться по осям X и Y. Вместо этого используется специальный привод для управления движением печатной платы по оси Z. Высокоскоростное сверление обеспечивает чистые и гладкие стенки отверстия и требуется для качественного покрытия стенок отверстия.
Механическое сверление создает высококачественные отверстия без конусности на концах. Кроме того, скорость механического сверления выше, чем у других методов, что позволяет ускорить процесс изготовления печатных плат. Если же отверстия слишком малы, может случиться так, что сверло сломается в процессе сверления. Кроме того, каждое отверстие должно быть подвергнуто последующей зачистке, чтобы удалить лишнюю медь, оставшуюся в процессе сверления.
На рис. 1 показан станок с числовым программным управлением, пригодный для механического сверления. 9Рис. 1: Станок с ЧПУ для механического сверления
Лазерное сверление чем 200 мкм и с достижением очень высокой точности. Размер или диаметр отверстия, которое необходимо просверлить в печатной плате, определяется отверстием лазерного луча, а глубина отверстия определяется временем воздействия. Специальный набор линз используется для концентрации энергии лазерного луча точно в той точке печатной платы, которую необходимо просверлить. В дополнение к возможности создания очень маленьких отверстий (таких как микропереходы и глухие переходы), лазерное сверление имеет то преимущество, что устраняет расслоение.
Лазерное сверление использует лазерный луч высокой плотности для проделывания отверстий в печатной плате. Несмотря на то, что существуют различные типы лазеров, которые выбираются в зависимости от типа материала печатной платы, наиболее распространенными являются два типа лазеров: УФ и CO 2 .
Основным преимуществом лазерного сверления является возможность абляции широкого спектра материалов, поскольку этот метод позволяет просверливать отверстия малого диаметра, которые невозможно создать с помощью обычного механического сверления. Кроме того, лазерное бурение является бесконтактным методом и, как таковое, не требует сложного подбора бурового инструмента, как в случае механического процесса бурения.
Недостатки процесса лазерного сверления включают в себя сложность получения точного контроля глубины отверстия при отсутствии металлического стопорного слоя и эффект прожига, производимый лазером на краях отверстия, которые обычно приобретают темный оттенок. появление.
Как и в случае с механической системой, даже при лазерном сверлении можно перекрывать большее количество панелей в зависимости от их толщины. Современные станки для лазерного сверления способны создавать сквозные отверстия диаметром от 50 до 150 микрометров.
На рис. 2 показаны некоторые отверстия, сделанные с помощью станка для лазерного сверления печатных плат.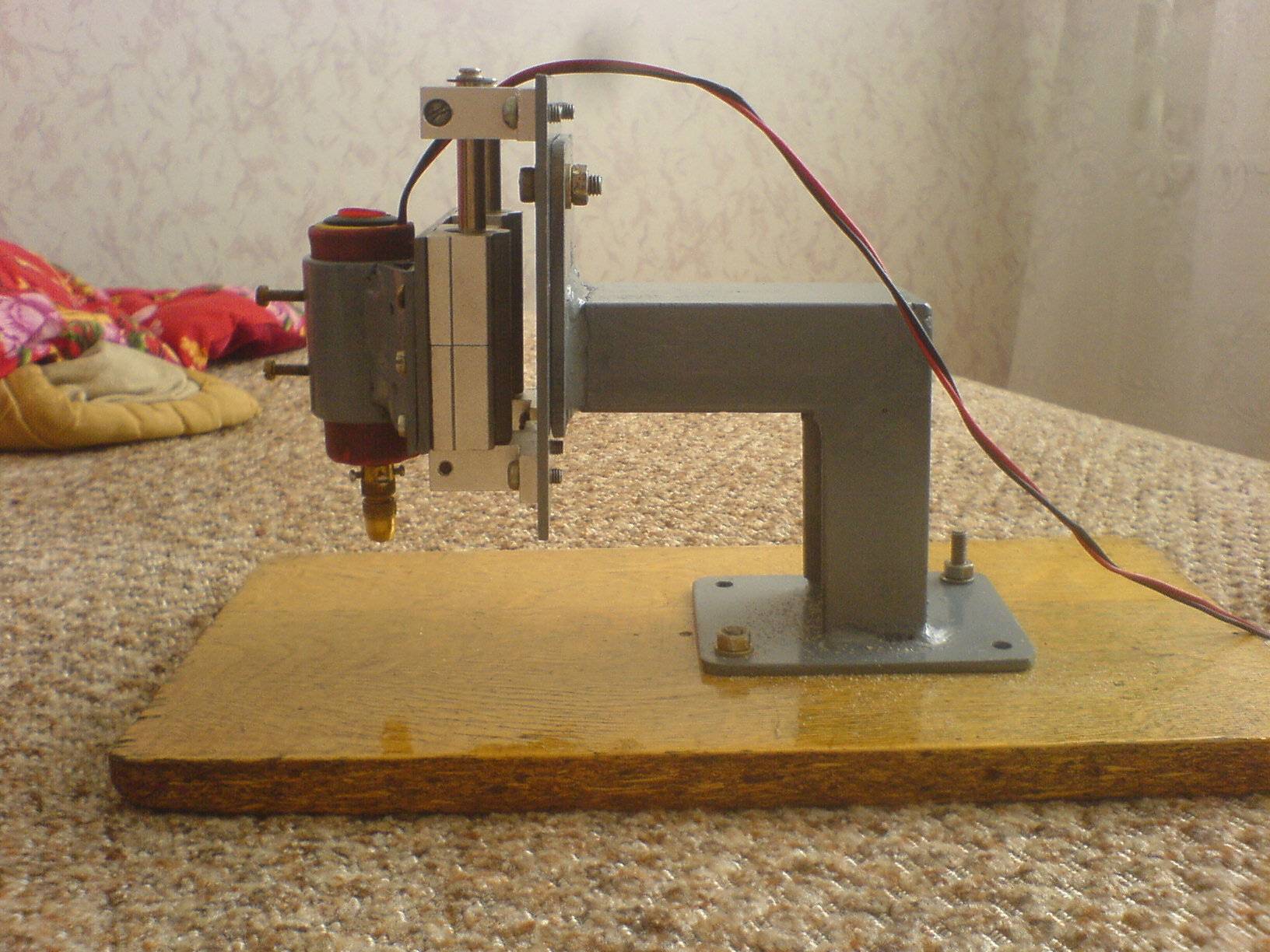 Обратите внимание на исключительную точность отверстий, практически без дефектов или остатков, несмотря на их очень маленький размер.
Обратите внимание на исключительную точность отверстий, практически без дефектов или остатков, несмотря на их очень маленький размер.
Рисунок 2: Примеры отверстий и микроотверстий, сделанных с помощью лазерной системы (Источник: Hitachi High-Tech)
Новые методы сверления годы. В то время как на печатной плате обычного сотового телефона может потребоваться от 30 000 до 50 000 отверстий, для платы, использующей компоненты CSP, может потребоваться 300 000 или более отверстий. Поэтому требуются методы бурения, которые могут обеспечить высокую производительность при производстве печатных плат.
Новый метод, который можно использовать для сверления отверстий в печатной плате, — прямое экспонирование (также известное как прямое изображение). Основанный на принципе обработки изображений, этот новый метод повышает как точность, так и скорость за счет создания цифрового изображения печатной платы и преобразования его в карту положений, используемых лазером в качестве ориентиров для просверливаемых отверстий.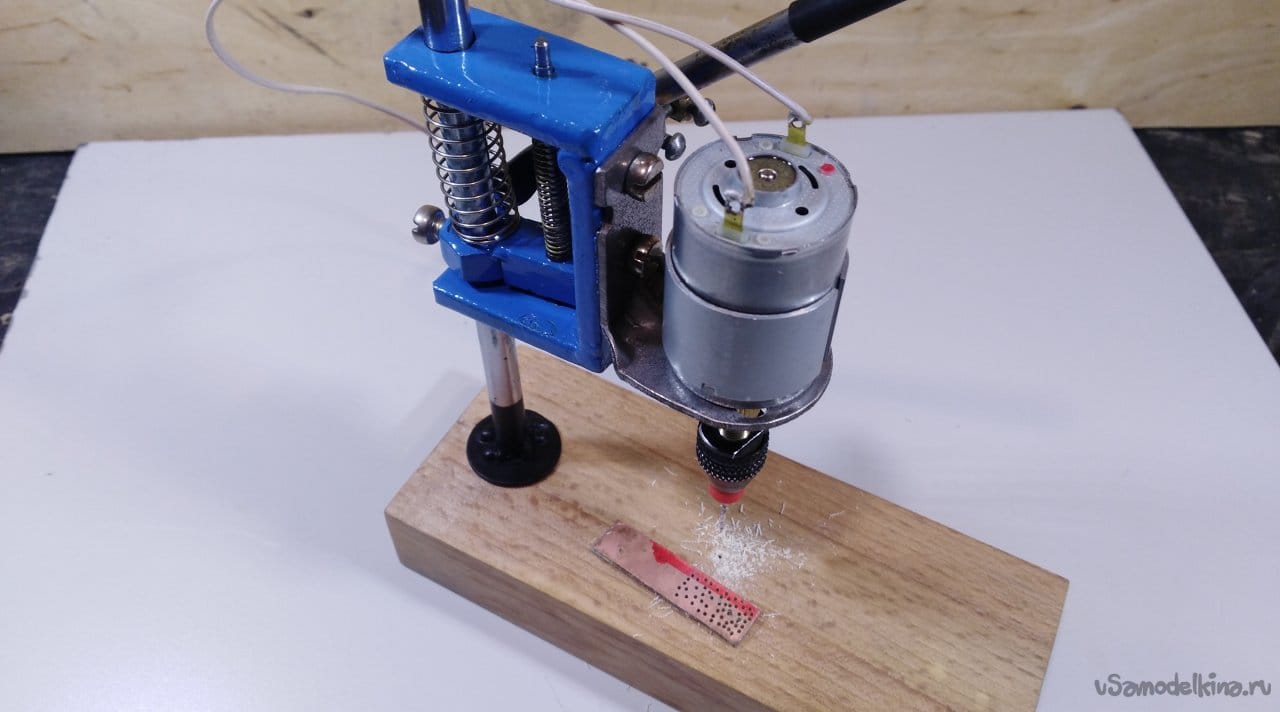 Метод прямого экспонирования повышает точность выравнивания отверстий, поскольку система цифровой обработки изображений учитывает возможное расширение, сжатие и деформацию, которым подвергается доска или панель. На рис. 3 показано современное оборудование для изготовления печатных плат, использующее метод прямого облучения.
Метод прямого экспонирования повышает точность выравнивания отверстий, поскольку система цифровой обработки изображений учитывает возможное расширение, сжатие и деформацию, которым подвергается доска или панель. На рис. 3 показано современное оборудование для изготовления печатных плат, использующее метод прямого облучения.
Рисунок 3: Оборудование для производства печатных плат с использованием прямого воздействия
Типы отверстий
При сверлении отверстий в печатной плате необходимо учитывать два важных момента. Во-первых, это соотношение сторон, которое напрямую влияет на возможность выполнения меднения внутри отверстий. Этот процесс становится проблематичным при уменьшении диаметра и увеличении глубины отверстия. Соотношение сторон (AR), определяемое как отношение между глубиной отверстия и его диаметром, принимает типичное значение 10:1 для сквозных отверстий и 0,75:1 для микроотверстий. Значение AR, как правило, следует поддерживать очень низким, чтобы упростить процесс бурения и избежать чрезмерного износа долота в случае механического бурения.
Второй аспект касается расстояния между краем отверстия и ближайшим медным участком на печатной плате (это может быть дорожка, контактная площадка или что-то другое). Минимальное значение этого расстояния во избежание возможных неисправностей цепи обычно должно быть равно 8 милам.
Основные типы отверстий, которые можно просверлить на печатной плате, можно разделить на три категории:
- Сквозные отверстия. Эти небольшие отверстия с металлическим покрытием используются для передачи электрических сигналов, питания и заземления через различные слои печатной платы. В зависимости от типа могут быть сквозные переходные отверстия, которые полностью проходят через несколько слоев печатной платы, скрытые переходные отверстия (отверстия, которые полностью лежат внутри стека печатной платы, без расширения на двух поверхностных слоях), глухие переходные отверстия (которые начинаются от поверхностные слои, а затем останавливаются на внутреннем слое) и микроотверстия (которые имеют меньший размер, чем предыдущие и могут быть выполнены исключительно с помощью лазерного сверления)
- Отверстия для прохождения сквозных компонентов, таких как разъемы, переключатели и другие механические компоненты, которые требуют надежной сборки, гарантированной комплектом сквозных отверстий. Этот тип упаковки очень подходит для силовых компонентов, таких как большие резисторы, конденсаторы, операционные усилители и регуляторы напряжения, которые генерируют значительное количество тока и тепла
- Механические отверстия. Это отверстия для механической сборки корпуса, вентиляторов, радиаторов и т.п. Кроме того, эти отверстия можно просверлить для облегчения выравнивания печатных плат на автоматизированных производственных машинах.
 Этот тип упаковки очень подходит для силовых компонентов, таких как большие резисторы, конденсаторы, операционные усилители и регуляторы напряжения, которые генерируют значительное количество тока и тепла
Этот тип упаковки очень подходит для силовых компонентов, таких как большие резисторы, конденсаторы, операционные усилители и регуляторы напряжения, которые генерируют значительное количество тока и теплаЭтапы сверления
Процесс сверления печатной платы можно разделить на четыре этапа, описанных ниже.
1 – Отверстия для позиционирования Отверстия для позиционирования служат ориентирами в процессе изготовления и тестирования печатной платы. Перед сверлением опорная плита, подложка и алюминиевая фольга кладутся на стол высокоскоростной сверла, сортируются снизу вверх. В соответствии с производственной спецификацией на краю платы просверливаются установочные отверстия диаметром несколько миллиметров.
Для повышения эффективности производства несколько досок или панелей укладываются друг на друга перед выполнением сверления. Панели фиксируются на столе сверлильного станка с помощью соответствующих штифтов, что позволяет избежать возможных смещений в процессе сверления.
3- Сверление отверстий Процесс сверления выполняется на автоматических станках с числовым программным управлением. Поэтому достаточно вставить файлы, содержащие параметры сверления, преобразованные в CAM-команды, чтобы сделать соответствующие отверстия. Механическое сверление является одним из наиболее часто используемых методов сверления отверстий в печатных платах. Сверло, вращающееся с высокой скоростью, просверливает несколько типов отверстий, в том числе сквозные отверстия с покрытием (PTH), сквозные отверстия без покрытия (NPTH) и сквозные отверстия. Перед сверлением под панель, подлежащую сверлению, подкладывают опорную пластину для защиты поверхности сверла, а сверху укладывают алюминиевую фольгу, чтобы сделать отверстия в медной фольге более плоскими и избежать перегрева сверла.