Сверлильный станок в моём исполнении…
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
120
Здравствуйте, друзья!
Вот уже более года я являюсь счастливым обладателем 3D принтера Prusa i4. Если честно, я сегодня не представляю, как раньше справлялся без него. Кстати, это подарок моей любимой супруги!
Но оставим лирику. Сегодня я представляю Вашему вниманию свой вариант сверлильного станка для печатных плат. Всем радиолюбителям хорошо известно, что сверлить плату, держа мотор с патроном в руке дело, как минимум хлопотное. Тут не годятся твердоспланые свёрла из-за их хрупкости. Чуть перекосил и сверло пополам. А обычные свёрла быстро тупятся. Да и ещё входное отверстие получается не ровное, а выходное рваное. Если дорожки на плате тонкие это совершенно не допустимо. От этих проблем избавит-сверлильный станок.
На просторах интернета имеется много готовых проектов. Но все они казались мне (да простят меня их авторы) примитивными игрушками. Один из достойных кандидатов для повторения я нашёл вот здесь: https://www.youtube.com/watch?v=xlxfG9IEH7Y&t=34s.
Один из достойных кандидатов для повторения я нашёл вот здесь: https://www.youtube.com/watch?v=xlxfG9IEH7Y&t=34s.
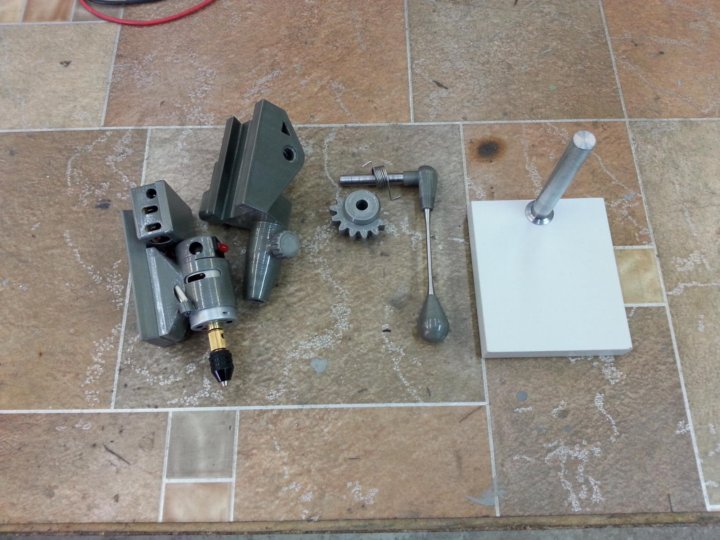
Однако царапала эстетика. Ведь на принтере можно напечатать всё, что угодно. Так почему бы не сделать это красиво? Я плотно засел Solid Works, а потом и за печать. Ошибки исправлял по ходу дела. И так это третий вариант:
Я разработал несколько вариантов кожухов для различных двигателей. Сразу скажу, что не все движки, что продают на АллиЭкспресс здесь годятся. Вот этот например не пойдёт:
А вот это то ,что надо. Движок- 775. Надёжная ось. Передний подшипник. Отсутствие биений.Мощность.
Нужно уточнить у продавца установлен ли подшипник? Двигатели идут в разных исполнениях, в том числе и на втулках.
Верхняя и нижняя крышка легко накручивается на несущий кронштейн и надёжно фиксируют мотор внутри.
Подвижная часть осевого кронштейна собрана на двух продольных подшипниках, которые обеспечивают лёгкость скольжения по осям и закрыты сверху и снизу декоративными накладками:Кстати на тягах тоже стоят маленькие подшипники.
Станина алюминиевая. В новом очередном варианте станину сделал наборную из оргстекла. Выглядит лучше на мой взгляд. Резал на лазерном станке. Пластик ABS. Печатал слоем 0.1мм. После печати все детали обработаны нулёвкой и тетрагидрофураном.
Ну а это станочек в работе:
https://drive.google.com/file/d/1eVnMHNLl5y7OgC58LfgzOF5cP6kgi_jb/view?usp=sharing
Проект продолжает жить. В следущей модификации я хочу отказаться от рычага. Заменю его шаговым двигателем и беспроводной педалью для управления станком. Всех парней с наступающим Праздником!
Подпишитесь на автора
Подписаться
Не хочу
120
Сверлильный станок для печатных плат
Dima_Ses
✩✩✩✩✩✩✩
- #1
Всем привет!
Хочу поделится своей конструкцией сверлильного станка для печатных плат.
Основной частью является китайский шпиндель для ЧПУ станков на 200Вт. Мощность для печатных плат конечно же излишня, но не в ней дело. Выбор пал именно на него из-за нескольких причин: вал на двух шарикоподшипниках, что исключает люфты; шпиндель сразу приходит с напресованной цангой ER-11, при при питании 12В очень тихо работает.
Отдельно про цангу, так как она напресованна производителем, то это полностью исключает возможные перекосы, сверло 0.3мм крутится без каких-либо видимых отклонений. К тому же цанга предназначена для зажима инструмента диаметром около 3мм, что позволяет использовать твердосплавные сверла с хвостовиком 3.175мм.
Направляющими служат два полированных вала от принтера диаметром 8мм.
 Вот тут вылез первый косяк – жесткости у них маловато, нужно использовать больший диаметр, около 10-12мм. Но для печатных плат жесткости достаточно. Они закреплены на станине при помощи концевых опор SHF8, такой способ позволяет установить валы строго перпендикулярно к плоскости станины, к тому же конструкция получается разборной.
Вот тут вылез первый косяк – жесткости у них маловато, нужно использовать больший диаметр, около 10-12мм. Но для печатных плат жесткости достаточно. Они закреплены на станине при помощи концевых опор SHF8, такой способ позволяет установить валы строго перпендикулярно к плоскости станины, к тому же конструкция получается разборной.Подвижная часть, на которой установлен шпиндель, изготовлена из алюминий толщиной 7мм, размеры 65х190мм. Можно было бы использовать тот же материал, что и для станины, но на шпинделе имеется выступ диаметром 26мм и сделать под него отверстие в алюминии намного легче.
Дальше была установлена пружина для возврата подвижной части.
 Механизм опускания можно увидеть на фото, сделан из какой-то железяки. Блок питания на 12В, прикреплен сзади на алюминиевый уголок. Вся конструкция была почищена лепестковым кругом для того, чтобы убрать ржавчину и сделать ее красивой.
Механизм опускания можно увидеть на фото, сделан из какой-то железяки. Блок питания на 12В, прикреплен сзади на алюминиевый уголок. Вся конструкция была почищена лепестковым кругом для того, чтобы убрать ржавчину и сделать ее красивой.Из доработок нужно закрепить между собой два свободных конца направляющих, это увеличит жесткость. Так же туда можно добавить ручку для удобной переноски. Неплохо было бы добавить подсветку, но у меня на рабочем столе достаточно света.
Далее можно на фото увидеть само изделие.
Так же видео сверления
Реакции:
borntoussr, kirovz, StanceInfaim и 5 другихmechanic
★★★✩✩✩✩
- #2
@Dima_Ses, Шоб сверло не тупить зазря, подложите под плату толстый картон.
Dima_Ses
✩✩✩✩✩✩✩
- #3
@mechanic, почему бы ему тупиться? В станине есть отверстия, сверло проходит текстолит насквозь. Да и сверла я использую твердосплавные.
NeoN38
✩✩✩✩✩✩✩
- #4
Очень круто получилось) Респект!
mechanic
★★★✩✩✩✩
- #5
@Dima_Ses, пардон не заметил, прост смотрел тольк видео а там его не видно.
Войдите или зарегистрируйтесь для ответа.
Поделиться:
WhatsApp Электронная почта Ссылка
Сверление печатных плат | SIEB & MEYER AG
Оптимальные продукты для вашего станка для сверления печатных плат
Сверление печатных плат определяется постоянно растущими техническими требованиями электронной промышленности, а также требованиями по оптимизации затрат. Постоянно растущий уровень интеграции электронных компонентов требует повышения точности бурения и надежности процесса.
В то же время преобладающее ценовое давление на электронные устройства требует постоянного повышения производительности. Системы ЧПУ от SIEB & MEYER помогают решать эти задачи на вашем станке не только сегодня, но и в будущем.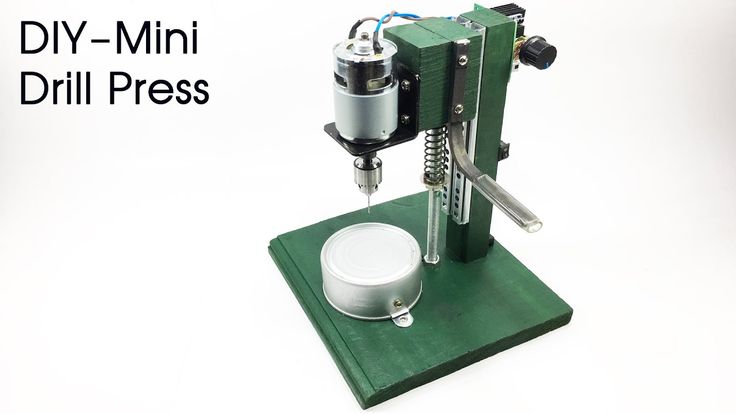
Таблица выбора сверлильных станков
Product Overview
A. CNC Control Systems
| Device series | Description | Drive package | |||||
|---|---|---|---|---|---|---|---|
| CNC 84.00 | Complete hardware and software solution для работы станка для сверления плат | Сервоусилитель и преобразователь частоты для работы всех осей движения/сверлильных шпинделей в комплекте | |||||
| ЧПУ 95.00 | НОВОЕ ПОКОЛЕНИЕ : Комплексное аппаратное и программное решение для управления сверлильным станком для печатных плат | Servo 90 и преобразователь частоты для управления всеми осями перемещения/сверлильными шпинделями в комплекте | |||||
B.  Преобразователи частоты Преобразователи частоты | |||||||
| Device series | Power range | Input voltage | Technology | Speed (frequency) | Version | Communication | Safety functions |
| SD2S-FPAM | 1,5 .. 3,8 кВА | 115 .. 230 В перем. тока | Контролируемое звено постоянного тока (PAM, FPAM) | 480,000 rpm (8,000 Hz) | Single-axis device for the operation of synchronous and asynchronous spindles | RS232, CAN Bus, EtherCAT | STO |
| FC2 | 13 kVA | 230 . 480 В переменного тока | Регулируемый канал постоянного тока (PAM) | 500 000 об/мин (8,333 Гц) | Многошпиндельное устройство | RS232/485, шина CAN, EtherCAT | STO |
Руководство по выбору сверлильных станков
Вы не уверены, какое ЧПУ подходит для вашего сверлильного станка?
Здесь вы найдете ответы на свои вопросы!
| Характеристики | ЧПУ 95,00 | ЧПУ 84,00 | CNC 84. 00-2Z 00-2Z | CNC 82.00-4Z | CNC 82.00-2Z |
|---|---|---|---|---|---|
| Максимум. 6 / 8 | 1 / 1 / 2 | 1 / 1 / 4 | 1 / 1 / 2 | ||
| Maximum number of spindles | 8 | 8 | 2 | 4 | 2 |
| Two different spindles per station (i.e. drilling/routing) | Yes | Yes | Yes | No | No |
| Maximum axis speed | 100m/min | 100 м/мин | 100 м/мин | 100 м/мин | 100 м/мин |
| Максимальное ускорение | 100 м/с2 | 100m/s² | 50m/s² | 50m/s² | |
| Gantry drive | Yes | Yes | No | No | No |
| CNC auxiliary axes | Да | Да | Нет | Нет | Нет |
| Независимые рабочие места / IWS | Yes | Yes | No | No | No |
| Depth function with different methods of surface detection | Yes | Yes | Yes | Only with contact | Only with contact |
| Обнаружение поверхности QUIK / картирование / прицеливание | Да | Да | Да | Only QUIK | Only QUIK |
| Position corrections via camera | Yes | Yes | Yes | Yes | Yes |
| Laser tool measurement | Yes | Yes | Yes | Да | Да |
| Контроль инструмента с помощью BBD/CBD | Да / Да | Yes / Yes | Yes / Yes | Yes / Yes | Yes / Yes |
| Number of tool magazines | 1000 | 500 | 500 | 500 | 500 |
| Стандартный интерфейс данных OPC UA | Да | Нет | Нет | Нет | Нет |
| OPC UA by SM IIoT Connect (Software version 21. 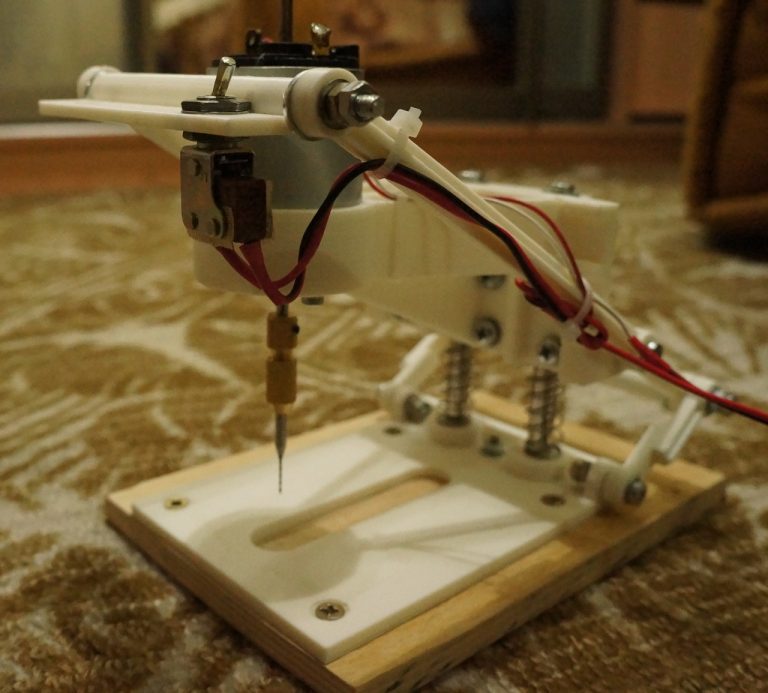 01 required) 01 required) | No | Yes | Yes | Yes | Yes |
SLM – Smart Layer Management: | Да | Да | Да | Нет | Нет |
Возможности в зависимости от выбранного пакета ПО
Возможны изменения без предварительного уведомления.
У вас есть вопросы или вам нужна цитата?
Не стесняйтесь свяжитесь с нами .
Продукты, точно адаптированные для вашего применения
Благодаря нашему опыту работы с индивидуальными приводными системами, которые в настоящее время производятся большими сериями, а также с нашими стандартными устройствами, мы поддерживаем вас от этапа планирования проекта до серийного производства.
индивидуальные решения
Как работает лазерное сверление в печатных платах?
Лазерное сверление создает точные отверстия на печатной плате для установления соединений между различными слоями. Изящные гаджеты, с которыми мы все знакомы, состоят из плат HDI с лазерными сверлами. Этот метод обеспечивает точность даже при работе с самыми маленькими размерами.
Как мы знаем, лазер означает усиление света за счет вынужденного излучения. Лазерное сверление — это процесс, в котором для сверления (испарения) отверстия используется высококонцентрированная лазерная энергия. Это полностью отличается от механического сверления отверстий с помощью сверла.
Что такое сверление печатной платы?
Сверление печатной платы – это процесс сверления отверстий на печатной плате для любой из целей, указанных ниже:
- Размещение компонентов
- Для обеспечения взаимосвязи между различными уровнями
Это достигается с помощью различных типов переходных отверстий, а именно сквозных переходных отверстий, микропереходных отверстий, глухих переходных отверстий и скрытых переходных отверстий. Когда речь идет о переходных отверстиях для электрического соединения между слоями, глухие переходные отверстия предпочтительнее сквозных переходных отверстий. Глухие переходные отверстия увеличивают пространство, доступное для проводки, по сравнению со сквозными переходными отверстиями. Это продемонстрировано на рисунке ниже.
Когда речь идет о переходных отверстиях для электрического соединения между слоями, глухие переходные отверстия предпочтительнее сквозных переходных отверстий. Глухие переходные отверстия увеличивают пространство, доступное для проводки, по сравнению со сквозными переходными отверстиями. Это продемонстрировано на рисунке ниже.
Почему для печатных плат требуется лазерное сверление?
При использовании технологии HDI для проектирования печатных плат предусмотрено множество микроотверстий. Эти микропереходы, которые кажутся глухими структурами, имеют небольшие размеры и требуют точного сверления с контролируемой глубиной. Такая точность может быть достигнута только с помощью лазеров.
Почему нельзя использовать механическое сверление микроотверстий?
Механическое сверление не подходит для микропереходов по следующим причинам:
- Механическое сверление сопровождается вибрацией сверла.

- Невозможно сверлить отверстия диаметром менее 6 мил (приблизительно).
- Он не может обеспечить точно контролируемую глубину сверления, необходимую для микропереходов.

Справочник по проектированию для производства
10 глав – 40 страниц – 45 минут чтения
Насколько маленькое отверстие может просверлить лазер?
Лазеры могут просверливать сквозные отверстия диаметром от 2,5 до 3 мил в тонком плоском армированном стекле. В случае неармированного диэлектрика (без стекла) можно просверлить сквозные отверстия диаметром 1 мил с помощью лазера. Следовательно, лазерное сверление рекомендуется для сверления микропереходов.
Каковы преимущества лазерного сверления?
Преимущества использования лазеров перечислены ниже:
- Бесконтактный процесс: Лазерное сверление является бесконтактным процессом и, следовательно, исключается повреждение материала вибрацией сверления.

- Точное управление: Мы можем контролировать интенсивность луча, тепловыделение и продолжительность лазерного луча. Это помогает создавать различные формы отверстий и обеспечивает высокую точность.
- Высокое соотношение сторон: Одним из наиболее важных параметров просверленного отверстия на печатной плате является соотношение сторон. Это отношение между глубиной сверления и диаметром отверстия. Поскольку лазеры могут создавать отверстия очень малого диаметра, они обеспечивают высокое соотношение сторон. Типичное микропереходное отверстие имеет соотношение сторон 0,75:1.
- Многозадачность: Лазерные станки, используемые для сверления, также могут использоваться для других производственных процессов, таких как сварка, резка и т. д.
Как сделать микроотверстия с помощью лазера?
Этапы лазерной абляции Как видно из рисунка выше, лазерные лучи проецируются на материал с использованием методов формирования луча. Материал поглощает энергию луча, которая разрывает химические связи. Этот процесс удаления материала с поверхности путем облучения его лазерным лучом называется лазерной абляцией. Эти пары создают давление отдачи, которое оказывает направленное вниз усилие на оставшийся расплавленный материал.
Материал поглощает энергию луча, которая разрывает химические связи. Этот процесс удаления материала с поверхности путем облучения его лазерным лучом называется лазерной абляцией. Эти пары создают давление отдачи, которое оказывает направленное вниз усилие на оставшийся расплавленный материал.
Давление отдачи заставит расплавленный материал вытечь из отверстия. Выброс расплавленного материала называется выбросом расплава. Скорость поглощения зависит от типа используемого материала. Обычно мы используем неоднородные материалы, такие как FR4, для печатных плат.
Различные методы лазерного сверления
Различные методы лазерного сверленияОдноимпульсное лазерное сверление
Как следует из названия, при одноимпульсном лазерном сверлении одиночный импульс лазерного луча направляется на материал для создания необходимое отверстие. В этом методе и источник лазера, и рабочий материал остаются неподвижными.
Ударное лазерное сверление
При ударном сверлении на обрабатываемый материал многократно воздействуют серией лазерных импульсов. Во время этого процесса между лазерным лучом и заготовкой нет относительного движения. Эта форма лазерного сверления эффективно создает более глубокие и точные отверстия меньшего диаметра по сравнению с однократным лазерным сверлением.
Во время этого процесса между лазерным лучом и заготовкой нет относительного движения. Эта форма лазерного сверления эффективно создает более глубокие и точные отверстия меньшего диаметра по сравнению с однократным лазерным сверлением.
Трепанация
Лазерное сверление трепанацииТрепанация — это процесс, при котором лазерный луч направляется по заданному месту. Это место является центром переходного отверстия, которое необходимо просверлить. Он используется в ситуациях, когда диаметр вырезаемого отверстия больше диаметра лазерного луча. Точность переходного отверстия определяется движением луча.
Спиральное лазерное сверление
Спиральное лазерное сверление — это метод, при котором лазерный луч движется по винтовой траектории, вращаясь вокруг своей оси относительно заготовки. Призма голубя контролирует движение лазерного луча.
Какие лазеры подходят для сверления небольших отверстий?
Доступны различные типы лазерных станков, которые можно использовать для различных целей. Этими целями могут быть создание отверстий, травление, удаление панелей и т. Д. Из них только те машины, которые могут точно создавать небольшие отверстия в материалах, используемых для печатных плат, должны использоваться в качестве станков для сверления печатных плат.
Этими целями могут быть создание отверстий, травление, удаление панелей и т. Д. Из них только те машины, которые могут точно создавать небольшие отверстия в материалах, используемых для печатных плат, должны использоваться в качестве станков для сверления печатных плат.
Что такое станок для сверления печатных плат?
Сверлильный станок для печатных плат просверливает отверстия с высокой точностью и аккуратностью на основе предоставленных данных. Эти данные включают в себя точное положение, количество и другие параметры отверстий, которые необходимо просверлить.
Типы лазерных сверлильных станков
Доступны различные типы станков для лазерной обработки в зависимости от принципа их действия. Наиболее часто используемыми машинами для сверления микропереходов являются лазеры CO 2 и Nd:YAG. Также доступны эксимерные лазеры, которые используются для травления полимеров. Они не подходят для удаления металлов.
Рабочие длины волн различных лазерных сверлильных станковCO
2 лазеры Лазеры на углекислом газе используют газ в качестве лазерной среды и излучают свет в ИК-спектре с длиной волны около 10,6 мкм.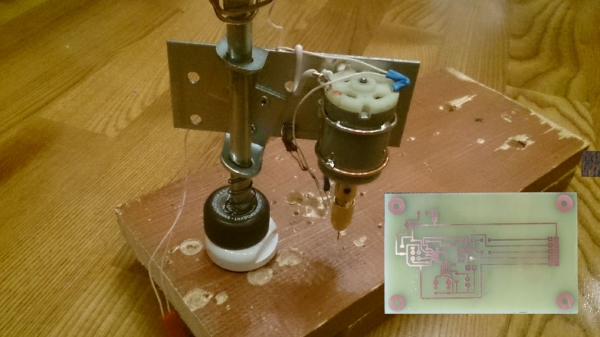 Эти лазеры создают отверстия диаметром 50-70 мкм. Лазеры CO 2 являются одними из мощных лазеров, доступных на сегодняшний день, и подходят для сверления полимеров. Эти лазеры имеют высокую отражательную способность от металлических поверхностей. Они в основном используются в областях, где скорость бурения имеет первостепенное значение. Примерно для 80% сверления микроотверстий используется CO 2 используются лазеры.
Эти лазеры создают отверстия диаметром 50-70 мкм. Лазеры CO 2 являются одними из мощных лазеров, доступных на сегодняшний день, и подходят для сверления полимеров. Эти лазеры имеют высокую отражательную способность от металлических поверхностей. Они в основном используются в областях, где скорость бурения имеет первостепенное значение. Примерно для 80% сверления микроотверстий используется CO 2 используются лазеры.
Лазеры Nd:YAG
В лазерах Nd:YAG среда генерации является твердой. Их основное излучение находится в ИК-спектре с длиной волны 1064 нм. Нелинейные кристаллы излучают свет в видимом спектре (532 нм) и в УФ-спектре (355 или 266 нм). Лазеры Nd:YAG могут излучать до 100 000 импульсов в секунду. Диаметр сфокусированных лучей этих лазеров составляет от 12 до 25 мкм. Для отверстий большего диаметра используют метод трепанации.
Лазеры Nd:YAG являются наиболее универсальными и могут использоваться для сверления различных типов материалов, таких как полимеры, стекло, металлы и т. д. мы используем комбинацию обоих лазеров, чтобы получить желаемые результаты.
д. мы используем комбинацию обоих лазеров, чтобы получить желаемые результаты.
Ниже показана иллюстрация:
Комбинированная работа станков CO2 и Nd:YAGСоображения при лазерном сверлении
Во время лазерного сверления необходимо учитывать несколько аспектов, касающихся печатной платы. Ниже приведены два наиболее важных из них.
Неоднородность наложения
Неоднородность материалов печатных плат, используемых в наложении, является основным соображением при использовании лазеров. Разные материалы поглощают энергию с разной скоростью. Например, смола FR4 поглощает световую энергию с той же скоростью, что и стекловолокно, и оставляет чистое отверстие. Эпоксидная смола BT испаряется быстрее, чем стекло, и, следовательно, оставляет стекловолокно в отверстии.
Руководство по проектированию материалов печатных плат
9Главы – 30 страниц – 40 минут чтения
В подобных ситуациях достижение полной точности с помощью лазеров становится затруднительным.