Устройство сверлильного станка — РИНКОМ
Устройство сверлильного станка лучше рассматривать на примере компактных моделей, предназначенных для использования в бытовых условиях. Такие агрегаты могут применяться дома или в гараже. Для комфортной работы достаточно установить станок на любом возвышении, например, на обычном столе.
Наиболее популярным видом бытовых сверлильных станков являются вертикально-сверлильные агрегаты со стандартным для такого оборудования устройством.
Фотография № 1: сверлильный станок Euroboor ECO-TUBE.30
Сверлильные станки: применение, конструкция, механизм действия
Сверлильные станки для производства отверстий в бытовых и промышленных условиях имеют одинаковое назначение. Они применяются для создания отверстий в заготовках из древесины, бетона, металла и т.д. Роль режущего инструмента выполняет сверло, которое аккуратно снимает стружку с детали.
Для создания отверстий в заготовках конструкция сверлильного агрегата должна включать в себя плиту-основание.
Если вы хотите купить сверлильный станок, нужно принять во внимание такие особенности, как:
- тип сверлильного патрона;
- максимальный размер сверла;
- размеры рабочего стола;
- мощность двигателя;
- количество скоростей.
Очень важно понять принцип действия такого оборудования. Передача вращательного движения к шпинделю производится с помощью механизма скоростей. Чтобы начать сверление, режущий инструмент требуется опустить, направив его к обрабатываемой детали. Положение сверлильного блока на вертикальной штанге можно изменять.
Элементы конструкции бытового сверлильного станка и их взаимодействие
Устройство настольного сверлильного станка бытового типа включает в себя несколько элементов, взаимодействующих между собой:
- Опорная плита, выполняющая роль основания агрегата.
 На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали.
На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали. - Вертикальная стойка, выполненная в виде колонны. К стойке прикрепляется сверлильная головка.
- Сверлильная головка, конструкция которой предусматривает наличие шпиндельной бабки, электродвигателя и ременной передачи.
- Шпиндельная бабка, к которой прикрепляется патрон, используемый для установки и фиксации режущего инструмента.
 На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали.
На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали.Запуск электродвигателя, являющегося частью сверлильной головки, приводит к вращению шпинделя. Максимальная мощность бытовых моделей сверлильных агрегатов — тысяча ватт. Выбор скорости вращения шпинделя производится при выключенном двигателе методом перекидывания ремня в нужную канавку шкива. В зависимости от модели станка, сверлильная головка может перемещаться на необходимую высоту вручную или с помощью рукоятки, соединенной с приводом. Перемещение режущего инструмента, закрепленного в патроне, производится за счет рычажного механизма.
Схема сверлильного станка
Схема сверлильного станка поможет лучше разобраться с его устройством. На представленной схеме отмечены все элементы конструкции бытового станка вертикально-сверлильного типа: электродвигатель, рукоятка, шпиндель, трубопровод, стол, станина, насос.
Фото №2: схема бытового сверлильного станка
Дополнительное оборудование для сверлильных станков бытового назначения
В комплектацию сверлильных станков, имеющих бытовое назначение, может быть включено дополнительное оборудование. Некоторые модели станков оснащаются рабочим столом, крепящимся к стойке, который можно вручную поднимать и опускать. Другой вид дополнительного оборудования — механизм, с помощью которого можно регулировать глубину сверления. Для этого кончик режущего инструмента опускают до отметки, соответствующей желаемой глубине отверстия, а затяжной рычаг регулирующего механизма закручивают, ограничивая возможность движения сверла.
Защитный экран — еще одна разновидность дополнительных устройств, которыми оборудуются станки для сверления. Такие экраны защищают пользователя от летящей во время работы стружки.
Сверлильные станки для использования в производственных условиях
Сверлильные аппараты, используемые в производственных условиях, являются сложными станками, способными не только сверлить отверстия, но и выполнять ряд других операций. Существует несколько разновидностей таких агрегатов, но наиболее распространенными из них являются сверлильные станки вертикального и горизонтального типа.
Вертикально-сверлильные станки выполняют сверление отверстий диаметром до 75 миллиметров. Они применяются для работы с небольшими деталями и заготовками в цехах, выпускающих мелкосерийную продукцию, а также для штучного производства. Горизонтально-сверлильные агрегаты предназначены для глубокого сверления. Зачастую на производстве применяются специализированные станки. Одним из самых востребованных видов являются магнитные станки, применяемые для работы на балках, трубопроводах, мостах, судах. Наиболее популярны магнитные станки марки Euroboor (Голландия), позволяющие сверлить отверстия диаметром до 200 миллиметров.
Наиболее популярны магнитные станки марки Euroboor (Голландия), позволяющие сверлить отверстия диаметром до 200 миллиметров.
Фото №3: двухскоростной магнитный станок Euroboor ECO.40/2
Устройство и возможности промышленных сверлильных останков
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
Фото №4: устройство промышленного сверлильного станка
Основы работы на сверлильном станке
Прежде чем использовать сверлильный станок любого типа, необходимо изучить основы работы с ними. В первую очередь важно купить сверла для сверлильных станков, точно подходящие по размеру и совпадающие с типом крепления. Выбрать сверла для любых агрегатов можно в каталогах компании «РИНКОМ». Закрепив сверло, нужно убедиться, что оно плотно удерживается внутри механизма.
В первую очередь важно купить сверла для сверлильных станков, точно подходящие по размеру и совпадающие с типом крепления. Выбрать сверла для любых агрегатов можно в каталогах компании «РИНКОМ». Закрепив сверло, нужно убедиться, что оно плотно удерживается внутри механизма.
Обрабатываемые детали следует закрепить на столе. Запрещается удерживать заготовки руками и производить замену инструмента во вращающийся шпиндель. Перебрасывать ремни на ступени шкива можно только при выключенном электродвигателе. При сверлении деталей, особенно выполненных из хрупких материалов, нужно использовать спецодежду и защитные очки.
29. УСТРОЙСТВО СВЕРЛИЛЬНОГО СТАНКА. ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ
29. УСТРОЙСТВО СВЕРЛИЛЬНОГО СТАНКА. ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ29. УСТРОЙСТВО СВЕРЛИЛЬНОГО СТАНКА. ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ
В учебных мастерских
школьники работают на технологических
машинах, предназначенных для обработки различных материалов,
изменения размеров и формы заготовок. Примером такой машины является сверлильный
станок.
Примером такой машины является сверлильный
станок.
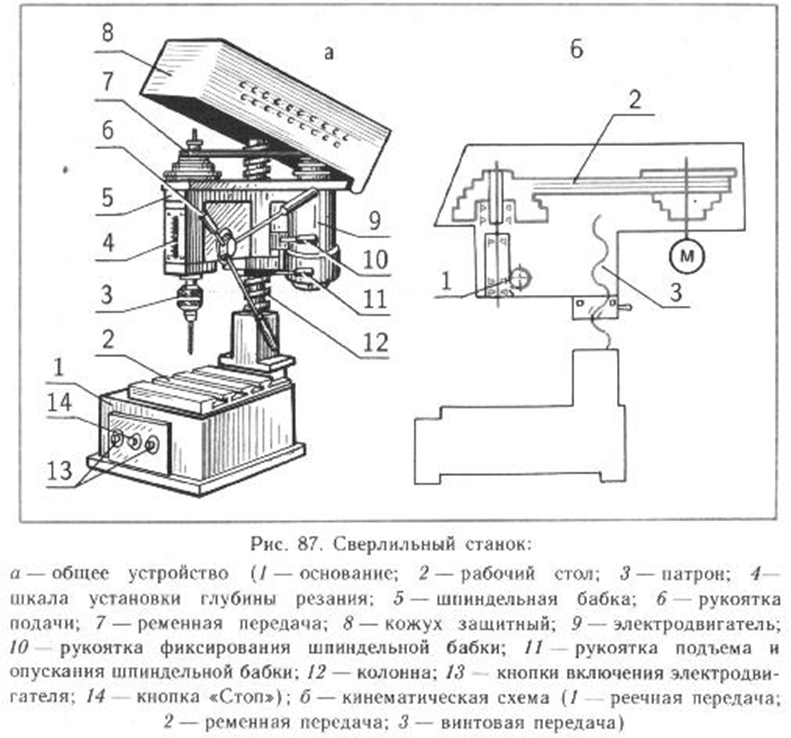
Сверлильный станок, как и любая технологическая машина, состоит из следующих составных частей: двигателя, передаточного механизма, рабочего органа, органов управления. Передаточный механизм служит для передачи движения от электродвигателя к рабочему органу, которым является сверло. Оно крепится в патроне 3 (рис. 87, а), насаженном на вращающийся вал — шпиндель.
Вращение от электродвигателя 9 к шпинделю передается с помощью ременной передачи 7. Поворотом рукоятки подачи 6 патрон со сверлом можно поднимать или опускать с помощью реечной передачи.
На передней панели станка расположены кнопки включения
13
и выключения 14 электродвигателя.
Включают станок нажатием на одну из крайних кнопок в зависимости от
необходимого направления вращения шпинделя.
К основанию 1 станка неподвижно прикреплен вертикальный винт-колонна 12. Поворотом рукоятки 11 можно перемещать шпиндельную бабку вниз и вверх вдоль винта-колонны, а рукояткой 10 фиксировать ее в необходимом положении.
Для контроля глубины глухих отверстий предусмотрена шкала 4.
В зависимости от материала заготовки требуется различная скорость сверления. Для этого устанавливают необходимую частоту вращения шпинделя, перебрасывая ремень ременной передачи на шкивы разных диаметров.
Перед сверлением убирают с
рабочего стола станка все лишние предметы.
Заготовку с накерненными центрами отверстий закрепляют в тисках. Сверло
необходимого диаметра вставляют в патрон и закрепляют специальным ключом. Для
проверки правильности установки сверла кратковременно включают станок (с
разрешения учителя).
Включают станок и сверлят отверстие, плавно нажимая на рукоятку
подачи без рывков и больших усилий. При сверлении сквозных отверстий заготовку
устанавливают на деревянный брусок, чтобы не
сломать сверло и не испортить стол станка. При сверлении глубоких
отверстий необходимо время от времени выводить сверло из отверстия и охлаждать
его, окуная в емкость с охлаждающей жидкостью. В конце сверления силу нажима на
рукоятку подачи необходимо уменьшить.
Просверлив отверстие, нужно, плавно поворачивая штурвал подачи, поднять
шпиндель в крайнее верхнее положение и выключить станок.
На предприятиях сверлильные станки обслуживают сверловщики. Они должны знать устройство станка, уметь его налаживать и обслуживать, выбирать правильную скорость сверления, уметь пользоваться различными приспособлениями для сверления, затачивать инструменты, разбираться в чертежах.
В цехах заводов применяются более сложные станки, чем мы только что рассмотрели. Это вертикально-сверлильные, радиально-сверлильные, многошпиндельные станки и станки-автоматы, выполняющие без участия человека сверлильные операции по заданной программе.
1. Работать на сверлильном станке только с разрешения учителя.
2. При работе на станке рабочий халат должен быть застегнут на все пуговицы, волосы убраны под головной убор.
3. При сверлении пользоваться защитными очками.
4.
Устанавливать сверло в патрон и заготовку в тиски,
а также убирать стружку со стола следует только после отключения станка.
5. Не отходить от станка, не выключив его.
6. Надежно закреплять заготовку в тисках, сверло в патроне и патрон в шпинделе.
ПРАКТИЧЕСКАЯ РАБОТА
Изучение устройства сверлильного станка. Сверление отверстий на сверлильном станке
1. Внимательно изучите конструкцию станка по рисунку 87.
2. Запишите в тетрадь основные характеристики станка: количество скоростей вращения шпинделя, величину перемещения шпинделя, наибольший диаметр просверливаемого отверстия.
3. Осмотрите станок и назовите все его основные части.
4. Снимите защитный кожух и ознакомьтесь с устройством ременной и винтовой передач.
5. Зарисуйте
кинематическую схему сверлильного станка.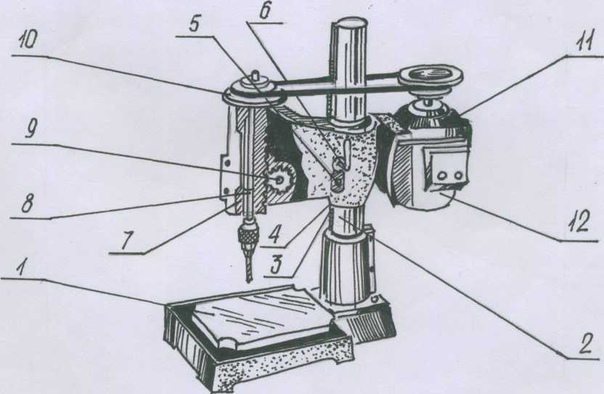
6. Заполните в рабочей тетради таблицу:
|
№ п/п |
Основные части станка |
|
|
Название |
Назначение |
|
|
|
|
|
7. Подберите сверло нужного диаметра и закрепите его в патроне.
8. Закрепите
заготовку подвески для стенда, ручки для совка хозяйственного, крючка для
вешалки и др. в тисках.
Закрепите
заготовку подвески для стенда, ручки для совка хозяйственного, крючка для
вешалки и др. в тисках.
9. Просверлите отверстия по разметке.
Новые термины: Сверлильный станок, патрон, шпиндель, электродвигатель, ременная передача, реечная передача, винтовая передача, сверловщик.
1. Из каких основных частей состоит технологическая машина?
2. Назовите основные части сверлильного станка.
3. Какие приспособления применяются при сверлении на станке?
4. Для какой цели служит ременная передача?
5. В чем отличие сверлильного станка от ручной электрической дрели? В чем их сходство?
6. Что произойдет, если не устранить биение сверла в патроне?
7. С помощью какой передачи можно опускать и поднимать шпиндельную бабку?
Сайт управляется системой uCozСверлильный станок устройство и описание
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
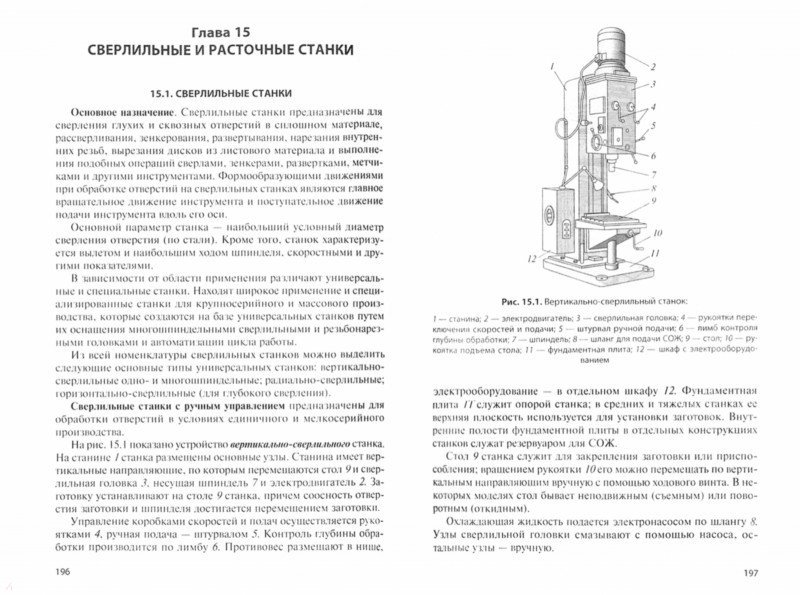
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки.
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу — штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12.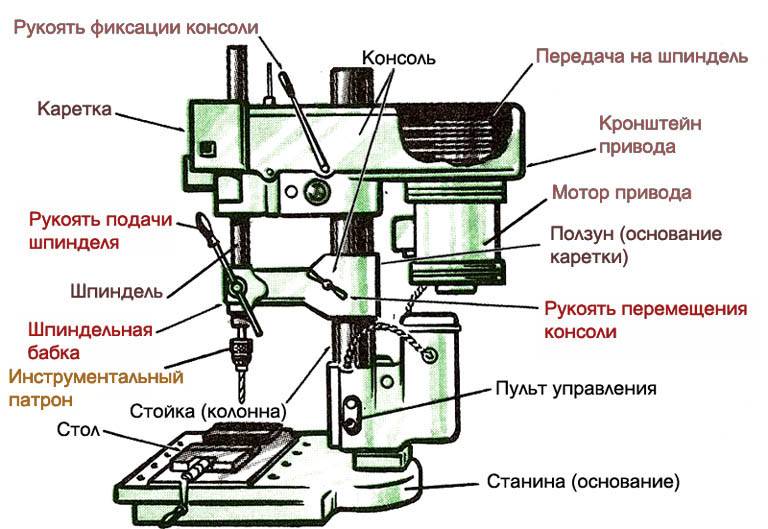 Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную.
Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин -1 ), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.
Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин -1 ), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.
Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя.
Уравнение кинематической цепи вращения шпинделя
Коробка подач 2 обеспечивает девять подач в диапазоне 0,1. . 1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z = 60.
Уравнение кинематической цепи движения подачи шпинделя
Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета.
Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14.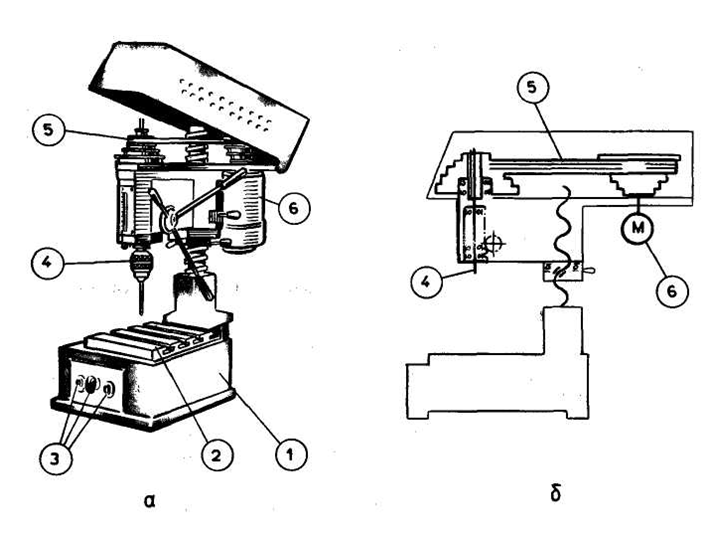 Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком — панели 10.
Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком — панели 10.
Несмотря на то, что сегодня на рынке представлено немало разновидностей оборудования, обеспечивающего высокоточное сверление отверстий, лучшим выбором является сверлильный станок. Как раз с этой целью он изначально и создавался. Предлагаемое сегодня на рынке сверлильное оборудование способно не только решать задачи по созданию отверстий, имеющих идеально круглое сечение диаметром до 100 мм.
Также при наличии в комплектации специальных приспособлений можно при помощи этого инструмента выполнять и большое количество иных операций.
Назначение, устройство и принцип работы сверлильных станков
Изначально сверлильные станки были созданы для выполнения отверстий в заготовках и изделиях из различных материалов, что реализуется при помощи удаления стружки сверлами, которые выполняют роль режущего инструмента. Подавляющее количество устройств в сегменте этого оборудования занимают различные станки промышленного типа.
При этом довольно небольшое количество разновидностей приходится на бытовые модели, при помощи которых выполняют лишь те операции, для которых они и предназначены. В ряде случаев их используют в личных или учебных целях.
Особенностью промышленного оборудования является то, что наряду со сверлением они в состоянии решать и другие задачи, на которых мы остановимся далее.
Чтобы лучше разобраться с устройством сверлильного станка и особенностями его работы, желательно рассмотреть все это на примере бытовых моделей подобных устройств. За счет своих небольших габаритов они идеально подходят для использования в домашней мастерской.
Бытовой сверлильный станок привлекателен тем, что его можно разместить на столе или ином возвышении. Такой вариант создает наиболее комфортные условия для работы за ним. Эти модификации сверлильных станков представляют категорию вертикально-сверлильных агрегатов. Именно они в наибольшем количестве представлены на рынке среди прочих моделей, отличающихся своим конструктивным исполнением.
Если рассматривать устройство бытового сверлильного станка, то в нём можно выделить следующие обязательные элементы:
- Шпиндельная бабка, на которой зафиксирован патрон под сверло;
- Сверлильная головка, где предусмотрена шпиндельная бабка и электродвигатель с ременным приводом;
- Вертикальная стойка-колонна, которая оснащена сверлильной головкой;
- Массивная станина, имеющая вид плоской опоры, которая изготовлена на основе литого металла и придает устойчивости станку. Именно на ней жестко закреплена стойка.
Выбирая место для сверлильного станка, можно разместить его станиной на столе или же зафиксировать при помощи болтов через отверстия, которые имеются в упоре к верстаку. Особенностью настольного станка является наличие вертикальной подачи, благодаря которой шпиндель двигается сверху вниз. По этой причине его и принято включать в категорию вертикально-сверлильного оборудования.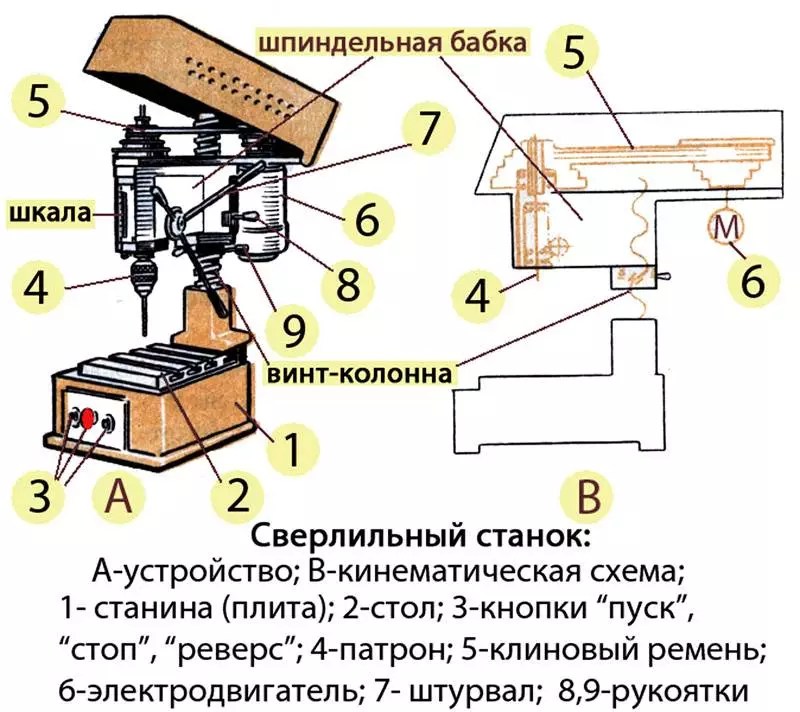 Чтобы заставить шпиндель двигаться, необходимо выполнять ручные манипуляции, используя специальную ручку подачи.
Чтобы заставить шпиндель двигаться, необходимо выполнять ручные манипуляции, используя специальную ручку подачи.
Работа и взаимодействие узлов станка для домашней мастерской
Функции устройства, которое обеспечивает вращение шпинделя, выполняет электродвигатель. Бытовые модели оснащаются двигателем мощностью 250-1000 Ватт. Крутящийся вал электродвигателя заставляет вращаться шпиндель за счет передачи крутящего момента при помощи привода, оснащенного ременным механизмом.
Последний состоит из шкивов под V-образный ремень. Большинство станков предусматривает возможность выбора скорости вращения сверла. Используемый в них ременной привод имеет шкивы, предусматривающие несколько канавок разного диаметра под ремень.
Для выбора необходимой скорости вращения шпинделя сперва следует обесточить сверлильный станок. После этого нужно поменять положение ремня на шкиве, а затем вновь включают электродвигатель. Следуя подобной схеме, можно выбирать скорость в диапазоне 450-3000 об/мин. Необходимость установки меньшей скорости может возникнуть в ситуации, когда приходится создавать большие отверстия в древесине твердых пород и металлах.
Необходимость установки меньшей скорости может возникнуть в ситуации, когда приходится создавать большие отверстия в древесине твердых пород и металлах.
Бытовые модели сверлильного оборудования оснащены патроном под сверло, конструкция которого аналогична тому, которую имеют электродрели. Для них подходят сверла, диаметр которых не превышает 12 мм. В устройстве присутствует 3 самоцентрирующихся кулачка, которые охватывает и фиксируют хвостовик инструмента. Благодаря наличию специального ключа обеспечивается жесткая фиксация или, наоборот, ослабление патрона, когда необходимо закрепить либо вытащить сверло.
Бытовые модели станков могут использоваться для создания отверстий на заготовках, высота которых не превышает 20–90 мм. Причем диапазон высоты для каждого оборудования может быть различен. Это определяется устройством конкретного станка.
Основным фактором, который влияет на рассматриваемый параметр, является высота верхнего положения сверлильной головки, которая может подниматься и опускаться по стойке-колонне. На компактных моделях подобного оборудования эта операция выполняется путем перемещения руками сверлильного модуля.
На компактных моделях подобного оборудования эта операция выполняется путем перемещения руками сверлильного модуля.
У более крупных моделей для этого предусмотрен специальный привод, имеющий в оснащении рукоять или штурвал. Для выбора необходимого положения головки используется специальная ручка. Аналогичный прием использует тогда, когда необходимо настроить глубину создаваемых отверстий и минимальную высоту заготовок, Это связано с тем, что патрон, которым оснащен шпиндель, имеет небольшой предельный вылет вниз при его подаче. Он может иметь значение 5–40 см, что определяется типом станка.
Вылет сверла
Также на работу сверлильного оборудования может влиять такой параметр, как вылет сверла. Под этой характеристикой понимается расстояние между центральной вертикальной осью сверла или другого инструмента, который зафиксирован в патроне, и стойкой. Желательно, чтобы это расстояние было максимально большим, так как это влияет на то, на каком расстоянии от края заготовки можно создать отверстие. Для бытовых станков стандартный показатель вылета составляет 10 – 20 см.
Для бытовых станков стандартный показатель вылета составляет 10 – 20 см.
Станина станка
Очень важно уделить внимание станине оборудования, которая должна иметь значительный вес и небольшие габариты. Последние должны соотноситься с размерами самого станка. В случае серьезных отклонений нельзя будет добиться необходимой устойчивости станка и стабильности его работы. На верхнюю часть станины, которая направлена к патрону, возложена роль рабочего стола.
В плане исполнения она может иметь полностью или частично ровную плоскую поверхность, где могут быть предусмотрены несколько прорезей: благодаря центральной можно создавать сквозные отверстия, не нанося повреждений столу и сверлу. Что же касается боковых прорезей, то их назначение заключается в креплении тисков, шаблонов и упоров.
Дополнительное оснащение бытового оборудования
Комплектация современного сверлильного оборудования может включать специальный рабочий стол, для установки которого может применяться особая стойка.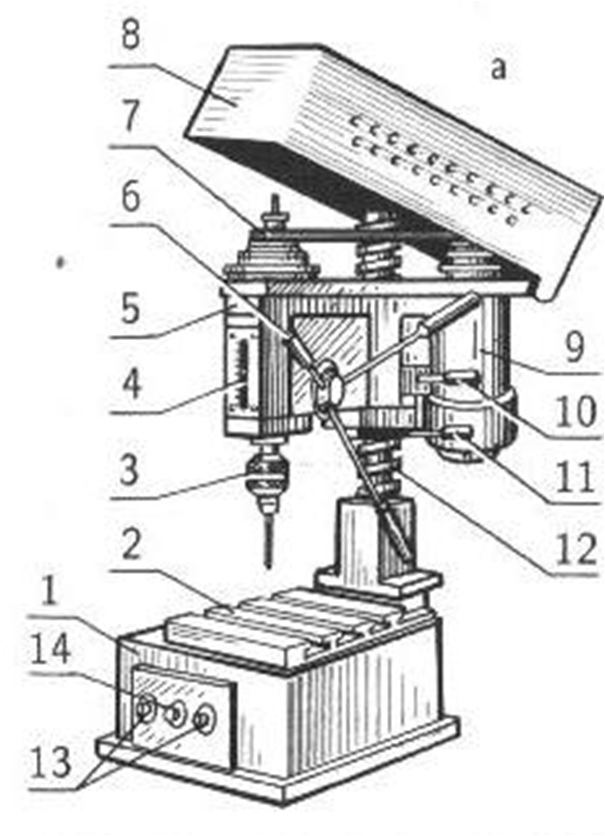 Некоторые модели предусматривают возможность выбора оптимальной высоты его размещения: эта операция выполняется вручную, а благодаря стяжному болту можно зафиксировать стол в необходимом положении.
Некоторые модели предусматривают возможность выбора оптимальной высоты его размещения: эта операция выполняется вручную, а благодаря стяжному болту можно зафиксировать стол в необходимом положении.
Встречаются и такие модификации, где подобную функцию выполняет реечный механизм подачи, для настройки которого используется рычажная рукоять. В общем же, задача подвесного стола заключается в выборе оптимальной высоты установки заготовки и глубины создаваемых отверстий. Они отличаются тем, что также предусматривают прорези. С их помощью можно решать те же задачи, для которых предназначен и рабочий стол станины.
Сверлильное оборудование подобной комплектации предлагается в двух вариантах исполнения.
- Первый имеет станину такого устройства, при помощи которой может можно решать задачу, для которой она и была создана: она выполняет роль опоры.
- Что же касается второго варианта, то помимо своего основного назначения он способен выполнять функции дополнительного рабочего стола. В конструкции станка может присутствовать наклонный подвесной стол, который можно расположить относительно вертикальной оси. Желательно отдавать предпочтение модификации сверлильного оборудования, у стола которого имеется возможность его установки под углом в 45 градусов.
 В конструкции станка может присутствовать наклонный подвесной стол, который можно расположить относительно вертикальной оси. Желательно отдавать предпочтение модификации сверлильного оборудования, у стола которого имеется возможность его установки под углом в 45 градусов.
В конструкции станка может присутствовать наклонный подвесной стол, который можно расположить относительно вертикальной оси. Желательно отдавать предпочтение модификации сверлильного оборудования, у стола которого имеется возможность его установки под углом в 45 градусов.Также в комплектации станка для сверления может присутствовать механизм, обеспечивающий выбор оптимальной глубины сверления. Задействуется этот механизм путем выполнения следующей операции: для этого достаточно с торца заготовки отметить необходимую глубину отверстия. Далее, патрон фиксирует на том уровне, где кончик сверла совместится точно с нанесенной меткой. Далее, затяжной рычаг регулятора глубины необходимо затянуть, что поможет создать необходимый диапазон для хода инструмента.
Виды промышленных станков — весь спектр работ по сверлению отверстий
В подавляющем большинстве все предлагаемые на рынке промышленные станки способны решать любые задачи, правда, это не относится к определенным специализированным модификациям. Помимо сверления их можно использовать для выполнения некоторых иных операций. Если рассматривать оборудование, предназначенное для металлообработки, то оно может быть классифицировано на следующие виды:
Помимо сверления их можно использовать для выполнения некоторых иных операций. Если рассматривать оборудование, предназначенное для металлообработки, то оно может быть классифицировано на следующие виды:
- Настольные. Эти устройства предназначены для создания и обработки отверстий, имеющих небольшие диаметры. Их конструкционное исполнения изначально рассчитано на максимальный диаметр инструмента 3, 6, 12 и 16 мм.
- Вертикально-сверлильные, которые нередко именуются как колонные. Основное их назначение заключается в обработке отверстий диаметром 18, 25, 35, 50 и 75 мм. К оборудованию подобного типа часто прибегают в ситуации, когда необходимо обработать заготовки и детали, отличающиеся небольшими размерами, в ремонтных цехах, а также в условиях мелкосерийного и индивидуального производства.
- Радиально-сверлильные. Они получили распространение для обработки массивных и негабаритных заготовок. Также с их помощью можно обрабатывать детали, у которых отверстия имеют форму окружности. Подобного эффект удается достигнуть благодаря большому вылету шпинделя, который имеет значение 1300–2000 мм. Стоит заметить, что оси инструмента и отверстий совмещаются путем перемещение шпинделя, причем обрабатываемая деталь не меняет место своего положения.
- Координатно-сверлильные. Эти устройства получили распространение для обработки деталей, для которых важно соблюсти точное размещение отверстий по отношению друг к другу.
- Горизонтально-сверлильные. Их используют для обработки глубоких отверстий, необходимость в создании которых может возникнуть, скажем, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные. С их помощью можно создавать центровые отверстия, местом выполнения которых выступают торцы заготовок.
 Подобного эффект удается достигнуть благодаря большому вылету шпинделя, который имеет значение 1300–2000 мм. Стоит заметить, что оси инструмента и отверстий совмещаются путем перемещение шпинделя, причем обрабатываемая деталь не меняет место своего положения.
Подобного эффект удается достигнуть благодаря большому вылету шпинделя, который имеет значение 1300–2000 мм. Стоит заметить, что оси инструмента и отверстий совмещаются путем перемещение шпинделя, причем обрабатываемая деталь не меняет место своего положения.Заключение
Сверлильные станки на сегодняшний день являются наиболее предпочтительным оборудованием для выполнения отверстий в различных деталях и заготовках. Причем, чтобы работа, осуществляемая этим оборудованием, была наиболее эффективной, следует правильно подобрать его. Для этого нелишне будет ознакомиться с его устройством и принципом работы. Учитывая, что эти станки представлены в широком многообразии, очень важно подобрать такую модификацию, которая будет в полной мере отвечать предъявляемым требованиям, для чего необходимо учитывать особенности работы, которые планируется выполнять при помощи сверлильного оборудования.
Причем, чтобы работа, осуществляемая этим оборудованием, была наиболее эффективной, следует правильно подобрать его. Для этого нелишне будет ознакомиться с его устройством и принципом работы. Учитывая, что эти станки представлены в широком многообразии, очень важно подобрать такую модификацию, которая будет в полной мере отвечать предъявляемым требованиям, для чего необходимо учитывать особенности работы, которые планируется выполнять при помощи сверлильного оборудования.
Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.
Рассмотрим конструкцию на примере бытового сверлильного станка.
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка выступают:
· шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
· сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
· несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
· массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении.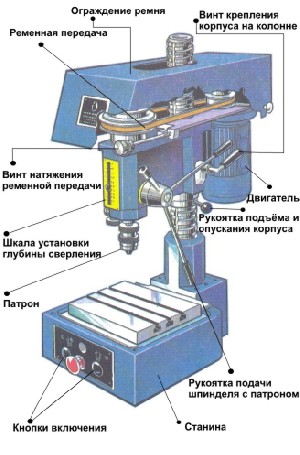 Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Производственные сверлильные станки представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.
К производственным сверлильным станкам относятся устройства следующих категорий:
Станки настольного типа. Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки. Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Радиально-сверлильные аппараты. Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности.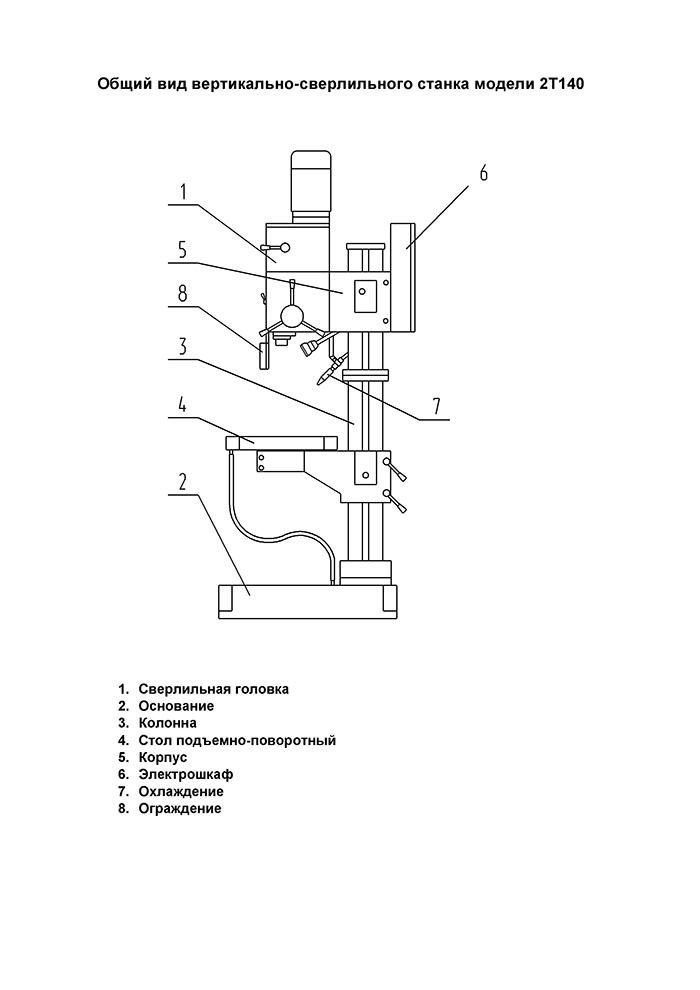 Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства.Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты.На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки.Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки.На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки.На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.
Подача режущего инструмента напромышленном сверлильном оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
· обработку отверстий с использованием зенкера;
· снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
· обработка отверстий при помощи цековки;
· нарезание внутренней резьбы;
· обработка отверстий при помощи резца – растачивание;
· финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
· обработка деталей при помощи фрезерного инструмента (формирование пазов и др. ).
).
4. Список использованной литературы:
1. Н. И. Макиенко «Слесарное дело»
2. Марки стали и сплавов
3. Описание фланцев
4. Сверление отверстий по кондуктору http://tepka.ru/Praktikum_po_slesarnomu_delu/8.5.html
5. Кондуктор для сверления
6. Устройство и особенности эксплуатации сверлильных станковhttp://met-all.org/oborudovanie/stanki-sverlilnye/sverlilnyj-stanok-ustrojstvo-nastolnyj.html
Содержание
1. Содержание задания
2. Конструкция приспособления
2.1. Требования к приспособлению
2.2. Описание конструкции приспособления и его работа
2.3. Технологический процесс изготовления фланца
2.4. Обоснование выбора материала и типа заготовок
3. Обработка заготовок на сверлильных станках
3.1. Характеристика метода обработки сверлением
3.3.Устройство и особенности эксплуатации сверлильных станков
4. Список использованной литературы
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8588 – | 7405 – или читать все.
А чужой храп его отдаляет. 8588 – | 7405 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
О сверлильных станках в целом, назначение, применение, особенности.
Сверлильные станки и работа на них
Различают станки горизонтально-сверлильные и вертикально-сверлильные, одношпиндельные и многошпиндельные. На горизонтально-сверлильных станках высверливают круглые и продолговатые гнезда и пазы, на вертикально-сверлильных — круглые отверстия и гнезда.
Многошпиндельные сверлильные станки применяют в массовом производстве для обработки большого количества деталей со значительным количеством отверстий и для высверливания сучков разных размеров. В одном станке может быть до 30 шпинделей. В зависимости от конструкции станка шпиндели могут работать от индивидуальных электродвигателей или от общего электродвигателя.
В зависимости от конструкции станка шпиндели могут работать от индивидуальных электродвигателей или от общего электродвигателя.
Горизонтальные сверлильно-пазовальные станки и работа на них. Устройство и виды станков. Широкое распространение имеет станок СВПГ-1 с ручной подачей, а так же СВПГ-2А Техническая характеристика станка: Наибольший диаметр сверления 45 мм, наибольшая глубина сверления 120 мм, предельная длина продольных гнезд с одной установки 200 мм. Число оборотов сверла 2100 в минуту, мощность электродвигателя 1 кет.
По техническим показателям и производительности близок к станку СвПГ-1И станок марки СвГ-3. На чугунной станине станка вверху помещается суппорт с электродвигателем, передвигаемый вручную при помощи рычага. Сбоку расположен кронштейн со столом. По вертикали стол перемешают посредством винта с штурвальчиком, а по горизонтали перпендикулярно сверлу — рычагом 8. На столе имеются упорная линейка и быстродействующий эксцентриковый зажим 10. На вал электродвигателя насажен патрон для сверла.
Техническая характеристика станка СвГ-3: наибольший диаметр сверления 25 мм, наибольшая глубина сверления 100 мм; наибольшая длина продольных гнезд 200 мм. Число оборотов сверла в минуту 3 000. Мощность электродвигателя 2,2 кет.
Кроме описанных, выпускается горизонтальный сверлильно-пазовальный станок марки СвПА с механической подачей. На этом станке горизонтальное передвижение стола и действие двух прижимов на столе происходят при помощи гидронасоса.
В горизонтальных сверлильно-пазовальных станках применяют пазовые и спиральные сверла.
Приемы работы на горизонтальных сверлильно-пазовальных станках. При размерной наладке станка нужно учитывать ширину, глубину и длину гнезда, а также его месторасположение в детали.
Рис. 1. Горизонтальные сверлильно-пазовальные станки: а — марки СвГ-3: 1 — станина; 2 — суппорт; 3 — электродвигатель; 4 — рычаг для перемещения суппорта; 5 — кронштейны; 6 — стол; 7 — штурвальчик для подъема стола; 8 — рычаг для горизонтального перемещения стола; 9 — упорная линейка; 10 — эксцентриковый зажим: Ч — патрон для сверла; б — станок марки СвПАОбрабатываемую деталь укладывают на рабочий стол станка вплотную к упорной линейке или упорным штифтам. Сверло в патроне прочно закрепляют. Небрежно закрепленное сверло «бьет» и выбирает гнездо больше заданного размера по ширине.
Сверло в патроне прочно закрепляют. Небрежно закрепленное сверло «бьет» и выбирает гнездо больше заданного размера по ширине.
Установка на глубину сверления производится упором, ограничивающим величину надвигания сверла на деталь. Точное расположение гнезда по высоте достигается подъемом или опусканием рабочего стола. Для получения заданной длины гнезда и требуемого расстояния между гнездом и торцом детали пользуются упорами, ограничивающими боковое перемещение стола.
Рис. 2. Порядок высверливания гнезд и пазов (указан цифрами): а — пазовой фрезой; б — спиральным сверломНаладку станка производят по разметке на первой детали; другие детали не размечают. Точность размеров высверливаемых отверстий в процессе работы несколько раз проверяют обмерами на детали.
Обрабатываемые детали нужно закреплять на рабочем столе прочно. Даже незначительное смещение детали может привести к ее браку: при сборке она окажется негодной.
Порядок выборки гнезда при работе спиральным сверлом и пазовой фрезой неодинаков. Когда работа ведется фрезой (рис. 2,а), рабочий стол сначала перемещают вправо до упора и внедряют фрезу в левом конце гнезда. Достигнув дна гнезда, фрезу вынимают, перемешают стол до упора влево и внедряют фрезу в правом конце гнезда. После этого плавно и равномерно передвигают стол вправо до упора, выбирая фрезой всю перемычку между концевыми круглыми отверстиями.
Когда работа ведется фрезой (рис. 2,а), рабочий стол сначала перемещают вправо до упора и внедряют фрезу в левом конце гнезда. Достигнув дна гнезда, фрезу вынимают, перемешают стол до упора влево и внедряют фрезу в правом конце гнезда. После этого плавно и равномерно передвигают стол вправо до упора, выбирая фрезой всю перемычку между концевыми круглыми отверстиями.
Если начинать выборку всего гнезда сразу же после первого внедрения фрезы, то гнездо получится с наклонной торцовой 172 стенкой и внизу короче заданного размера. Это происходит вследствие некоторого отклонения шпинделя с патроном и фрезой от вертикального положения в процессе выборки гнезда.
При работе спиральным сверлом сначала высверливают круглые углубления по концам выбираемого гнезда, затем в промежутке между ними. После этого гнездо за два-три прохода расчищают движением сверла по всей длине гнезда, удаляя ранее образовавшиеся ребра.
 4. Схема организации рабочих мест у горизонтальных сверлильно-пазовальных станков: я — у станков марок СвГ-2; СвГ-3 и СвГД-3 довоенного выпуска: б — у станков марок СвГ-3 и СвГД-3 послевоенного выпуска; в — у станков СвГ и СвГД довоенного выпуска с удлиненным столом: 1 — место станочника; 2 — рычаг подачи сверла; 3 — рычаг передвижения стол
4. Схема организации рабочих мест у горизонтальных сверлильно-пазовальных станков: я — у станков марок СвГ-2; СвГ-3 и СвГД-3 довоенного выпуска: б — у станков марок СвГ-3 и СвГД-3 послевоенного выпуска; в — у станков СвГ и СвГД довоенного выпуска с удлиненным столом: 1 — место станочника; 2 — рычаг подачи сверла; 3 — рычаг передвижения столВвод сверла или фрезы в древесину должен быть плавным. Скорость подачи по мере углубления инструмента в материал несколько снижается.
Продолговатое гнездо, выбранное на сверлильном станке, получается с закругленными концами. Эти концы иногда обрабатывают под прямой угол стамеской. Можно получить гнездо
В практике чаще оставляют гнезда с закругленными концами, а у шипов скругляют ребра.
На горизонтальном сверлильно-пазовальном станке станочник работает без подсобного рабочего. На рис. 4 показаны схемы организации рабочего места у станков разных марок и с
разным расположением рычагов управления. Позиция станочника против сверла (рис. 4, а, б) неудобна тем, что для наблюдения за местом ввода сверла станочнику все время приходится перегибаться через обрабатываемую деталь. Этого неудобства нет при работе на станках СвГ и СвГД, у которых рычаги управления расположены иначе (рис. 4, в).
4, а, б) неудобна тем, что для наблюдения за местом ввода сверла станочнику все время приходится перегибаться через обрабатываемую деталь. Этого неудобства нет при работе на станках СвГ и СвГД, у которых рычаги управления расположены иначе (рис. 4, в).
Чтобы облегчить труд при обработке деталей длиной более 1500 мм, удлиняют стол горизонтально – сверлильных станков. На рис. 4, в схематически показан сверлильный станок с удлиненным столом.
Вертикально – сверлильные станки и работа на них. Вертикально – сверлильные станки служат для высверливания круглых отверстий и гнезд диаметром до 45 мм.
Станина вертикально-сверлильного станка представляет собой Г-образную колонку. В ее верхней части расположен вертикальный шпиндель с патроном для сверления, получающий вращательное движение от электродвигателя. Шпиндель имеет вертикальное перемещение для подачи сверла на материал. Подъем и опускание шпинделя производят от руки рычагом или при помощи ножной педали.
Стол станка нередко устраивается на поворотной консоли: его также можно перемещать вверх и вниз. На рис. 5 показан современный вертикально-сверлильный станок СВ-2м. У этого станка электродвигатель расположен на суппорте и может перемещаться в вертикальном направлении. Патрон для сверла укреплен на удлиненном валу электродвигателя. Опускание суппорта с электродвигателем и сверлом происходит при помощи педали или ручки. В исходное положение суппорт поднимается под действием пружины, расположенной в верхней части станины.
На рис. 5 показан современный вертикально-сверлильный станок СВ-2м. У этого станка электродвигатель расположен на суппорте и может перемещаться в вертикальном направлении. Патрон для сверла укреплен на удлиненном валу электродвигателя. Опускание суппорта с электродвигателем и сверлом происходит при помощи педали или ручки. В исходное положение суппорт поднимается под действием пружины, расположенной в верхней части станины.
Сверление производится спиральными и винтовыми сверлами.
В столярном производстве распространены вертикально-сверлильные станки марок СвН, Св-1, Св-2 и Св-3. На предприятиях с небольшим объемом сверлильных работ или с малой площадью машинного цеха часто применяют настенный радиально-сверлильный станок. Рабочая часть его может перемещаться по радиусу вылета и окружности вращения шарнирной стрелы.
В настоящее время выпускаются станки: одношпиндельный с ручной подачей Св-2м, 12-шпиндельный с ручной подачей Св 12 и 30-шпиндельный с механической подачей Св-30. На них можно сверлить отверстия диаметром (соответственно) до 100, 50 и 25 мм, глубиной до 120, 150 и 150 мм.
На них можно сверлить отверстия диаметром (соответственно) до 100, 50 и 25 мм, глубиной до 120, 150 и 150 мм.
Наладка одношпиндельного вертикально-сверлильного станка заключается в креплении в патроне сверла требуемого диаметра, в установке стола по высоте и расположении деталей на столе.
Сверление можно выполнять по разметке, по упорам или по шаблону.
Для сверления по упорам устанавливают на рабочем столе линейку и торцовый упор и к ним плотно прижимают обрабатываемые детали. Устанавливают линейку и упор по размеченной детали, которую сохраняют до окончания обработки всей партии. По этой детали проверяют налаженность станка и точность обработки.
Два одинаковых гнезда, расположенных на одной линии, выбирают при помощи двух упоров — по одному для каждого торца детали.
По шаблону высверливают в детали несколько гнезд одинакового диаметра, расположенных по одной линии. Сверление нескольких гнезд, имеющих различное расположение, выполняют по кондуктору.
Шаблон имеет отверстия требуемых размеров, расположенные но прямой линии на заданных расстояниях одно от другого. Деталь закрепляют в шаблоне и подают под сверло по направляющей линейке. Сверление производят через отверстия в шаблоне.
Кондуктором называют шаблон с отверстиями, расположенными не по прямой линии. Изготовляют его обычно из листовой стали и накладывают на обрабатываемую деталь сверху. Иногда кондуктор делают в виде коробки с откидной крышкой и прижимом.
На многошпиндельных станках сверление производится при подъеме рабочего стола с уложенной на нем деталью. В работу включают столько сверл, сколько требуется получить гнезд. За одну установку можно высверлить в обрабатываемой детали гнезда разных диаметров и разной глубины.. Сверление ведется только по упорам.
Многошпиндельный станок обслуживается одним станочником.
Станки для высверливания сучков. Станки для высверливания сучков с целью заделки образующихся отверстий пробками имеют в общем такую же конструкцию, как трехшпиндельный вертикально-сверлильный станок. Разница заключается лишь в том, что их шпиндели работают не одновременно, а попеременно. Применяя сверла разных диаметров, на этих станках можно высверливать сучки любых размеров.
Разница заключается лишь в том, что их шпиндели работают не одновременно, а попеременно. Применяя сверла разных диаметров, на этих станках можно высверливать сучки любых размеров.
Применяются специальные пробочные сверла, работающие в плоскости дна высверливаемого гнезда и по бокам гнезда. Они образуют гнезда с гладкими сторонами и некоторым раструбом, направленным кверху.
Такая форма гнезда способствует плотному и прочному вклеиванию пробок. Намазывание пробок клеем и впрессовывание их в гнезда производятся вручную. Ручной является и подача деталей под сверло.
Для высверливания сучков промышленностью выпускается трехшпиндельный станок СвЗС и полуавтоматический станок СвСА, который обычно называют автоматом. Автомат имеет два рабочих шпинделя, из которых один (левый) служит для высверливания сучков диаметром до 25 мм, а второй (правый) — для выпиливания и впрессовывания пробок толщиной от 4 до 20 мм. сучка получается заподлицо, плотной и прочной.
сучка получается заподлицо, плотной и прочной.
На автомате производят вручную только подачу деталей под сверла и съем их со станка,
Шип выбирают в зависимости от формы, размеров и назначения соединяемых деталей с расчетом наибольшей прочности соединения и более красивого его внешнего вида.
Вязка двойным шипом прочнее вязки шипом одинарным, так как площадь соприкосновения шипа со стенками гнезда больше. Поэтому при вязке более или менее толстых деталей применяют двойной шип. По той же причине сквозной шип дает более прочную вязку, чем глухой. Цельный и вставной шипы по прочности вязки равноценны.
Вязка на плоский шип прочнее вязки круглым шипом, но ее разметка и выполнение более трудоемки.
Наименее прочен шип скошенный, так как у него много волокон перерезается поперек. Применяют этот вид шипа лишь в тех случаях, когда он необходим по конструкции. Скошенным шипом вяжут, например, боковую царгу стула с передней ножкой.
Рис.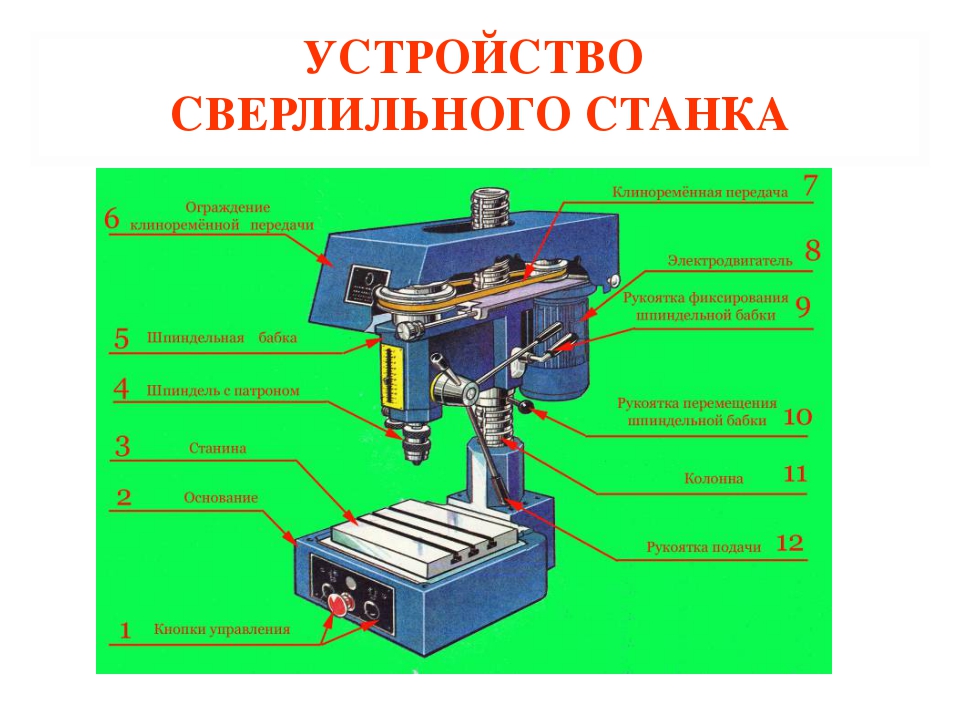 8. Шип «ласточкин хвост»
8. Шип «ласточкин хвост»Вязку на шип «ласточкин хвост» применяют в тех случаях, когда на соединяемые детали в процессе эксплуатации изделия будут действовать силы на отрыв. Разлапки шипа препятствуют отрыву детали.
Наклон шечек к заплечикам у шипа «ласточкин хвост» должен быть не больше 10°. Больший наклон часто влечет за собой сколы щечек шипа при вязке брусков и сколы сторон гнезд при вязке щитов.
Угловая вязка брусков впотемок и вполупотемок достигается подсечкой ширины шипа на 10 — 15 мм. Подсечка во всю длину шипа образует полный потемок, на части длины — полупотемок.
K вязке брусков вполупотемок прибегают, когда верхняя часть узла прикрывается свесом крышки, как, например, у стола, табурета. Вязка вполупотемок и особенно впотемок увеличивает прочность концевого гнезда и устраняет опасность выворачивания шипа.
У гнезда, особенно сверленого, края часто получаются неровными, с бахромой или даже с отщепами. Чтобы скрыть этот дефект, делают у шипа с обеих сторон подсечку на 5 мм.
Иногда для вязки брусков в простых изделиях (табурет, стол) при ручном их изготовлении применяют одинарный шип с одним заплечиком. Это вызывается тем, что одноплечий шип сделать вручную легче и быстрее, чем шип с заплечиками с обеих сторон. Заплечико делают с лицевой стороны соединения. На станках шипы вырабатывают всегда с заплечиками с обеих сторон.
Толщина шипов у соединяемых брусков в зависимости от толщины последних может быть в пределах от 5 до 15 мм и не должна превышать 1/3 толщины бруска. Толстый шип ослабляет вязку брусков. Поэтому при вязке брусков большой толщины вместо одинарного толстого шипа делают несколько тонких, т. е. двойной или тройной шип.
Вязку широких (дощатых) деталей и щитов делают прямыми сквозными шипами. Чем тоньше и чаще расположены шипы, тем прочнее вязка.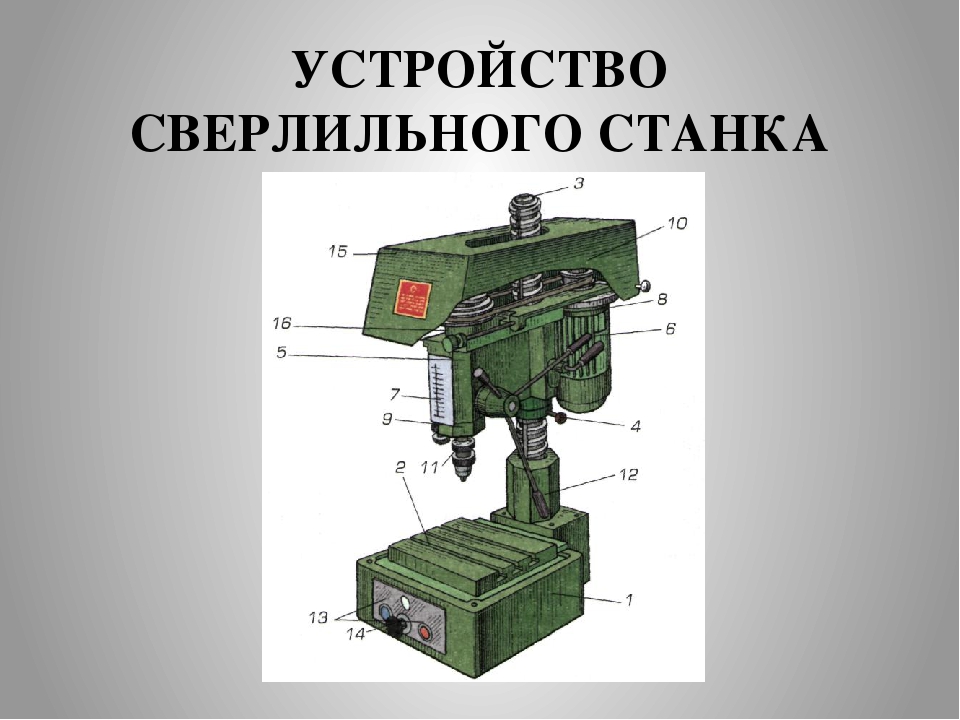 При толстых или редких шипах соединение рассыхается и даже разваливается. Широко применяют вязку шипами, ширина которых не менее ‘Д и не более целой толщины щита, причем толщина шипа равна ширине проушины или гнезда. В производстве такие шипы часто называют гребенкой.
При толстых или редких шипах соединение рассыхается и даже разваливается. Широко применяют вязку шипами, ширина которых не менее ‘Д и не более целой толщины щита, причем толщина шипа равна ширине проушины или гнезда. В производстве такие шипы часто называют гребенкой.
Если соединяемые щиты будут подвергатьс действию силы на растяжениег их вяжут лапчатыми шипами «ласточкин хвост». Такие шипы в значительной степени предохраняют щиты и от коробления.
Кроме сквозных, применяют шипы «ласточкин хвост» полупотайные и потайные.
Полупотайные шипы вырабатывают толщиной, равной 2/3 толщины щита; остающаяся третья часть (потай) служит для прикрытия торцов проушин у присоединяемого щита.
При вязке потайными шипами потай оставляют у обоих соединяемых щитов величиной в 1/3 толщины тонкого щита (если щиты неодинаковой толщины). Потаи прирезают на ус под 45°. При вязке щитов впотай шипы и проушины совсем не видны.
Вязку щитов вполупотай применяют для более красивого оформления соединений.
Шипы, применяемые для вязки щитов, принято называть ящичными; шипы для вязки брусков — рамными, так как из брусков вяжут рамы. Станки для выработки шипов — шипорезы — также подразделяют на рамные и ящичные.
Выработку шипов вручную выполняют шиповой пилой по разметке; зачищают их стамеской.
Сверлильные станки по металлу
Для сверления отверстий чаще всего пользуются одношпин-дельными вертикально-сверлильными станками.
На рис. 1 показан одношпиндельный вертикально-сверлильный станок 2150 Одесского станкостроительного завода Им. Ленина. Этот станок оборудован коробкой скоростей и коробкой подач, работает он от фланцевого электродвигателя. Наибольший диаметр сверления 50 мм. Шпиндель имеет шесть скоростей; число оборотов шпинделя от 46 до 475 в минуту. Количество механических (самоходных) подач 10 (от 0,15 до 1,1 мм за один оборот шпинделя).
Главными частями сверлильных станков являются станина, стол, механизмы движения и шпиндель.
Станина является основанием и опорой для всех остальных частей станка.
Стол предназначен для установки и закрепления обрабатываемого предмета.
Механизмы движения станка (приводят в движение шпиндель) состоят из привода, механизма главного, или рабочего, движения станка (вращение шпинделя) и механизма подачи (перемещение инструмента при сверлении).
Шпиндель служит для закрепления сверла и передачи ему движения.
Привод служит для передачи движения станку от электродвигателя или от трансмиссии. Механизм главного, или рабочего, движения сообщает шпинделю вращение. Механизм подачи передает прямолинейное поступательное движение вращающемуся сверлу, которое врезается в металл.
На рис. 2, а изображен вертикально-сверлильный станок 2118. У него шесть скоростей с прямым вращением шпинделя (по часовой стрелке) и шесть с обратным. Чтобы установить выбранную скорость сверления (число оборотов шпинделя в минуту), необходимо переставить клиновидный ремень на соответствующую ступень шкива.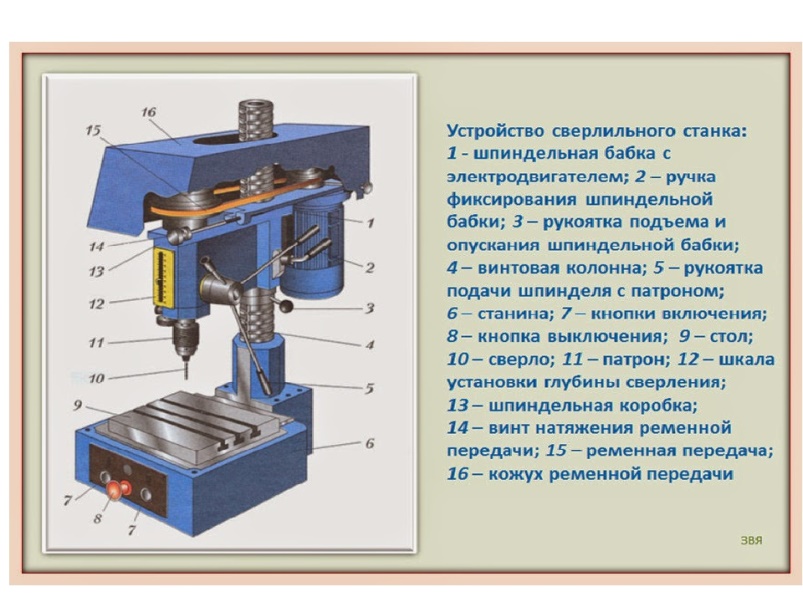 Для переброски ремня с одной ступени шкива на другую надо отвернуть специальную рукоятку на кронштейне (на рис, не показана) и поворотом винта влево подать
Для переброски ремня с одной ступени шкива на другую надо отвернуть специальную рукоятку на кронштейне (на рис, не показана) и поворотом винта влево подать
кронштейн вместе с электродвигателем на себя. Для натяжения ремня после его перестановки поворотом винта вправо передвигают кронштейн с электродвигателем от себя.
Число оборотов шпинделя в минуту при положении ремня на различных ступенях шкива от верхней ступени до нижней показаны на кинематической схеме.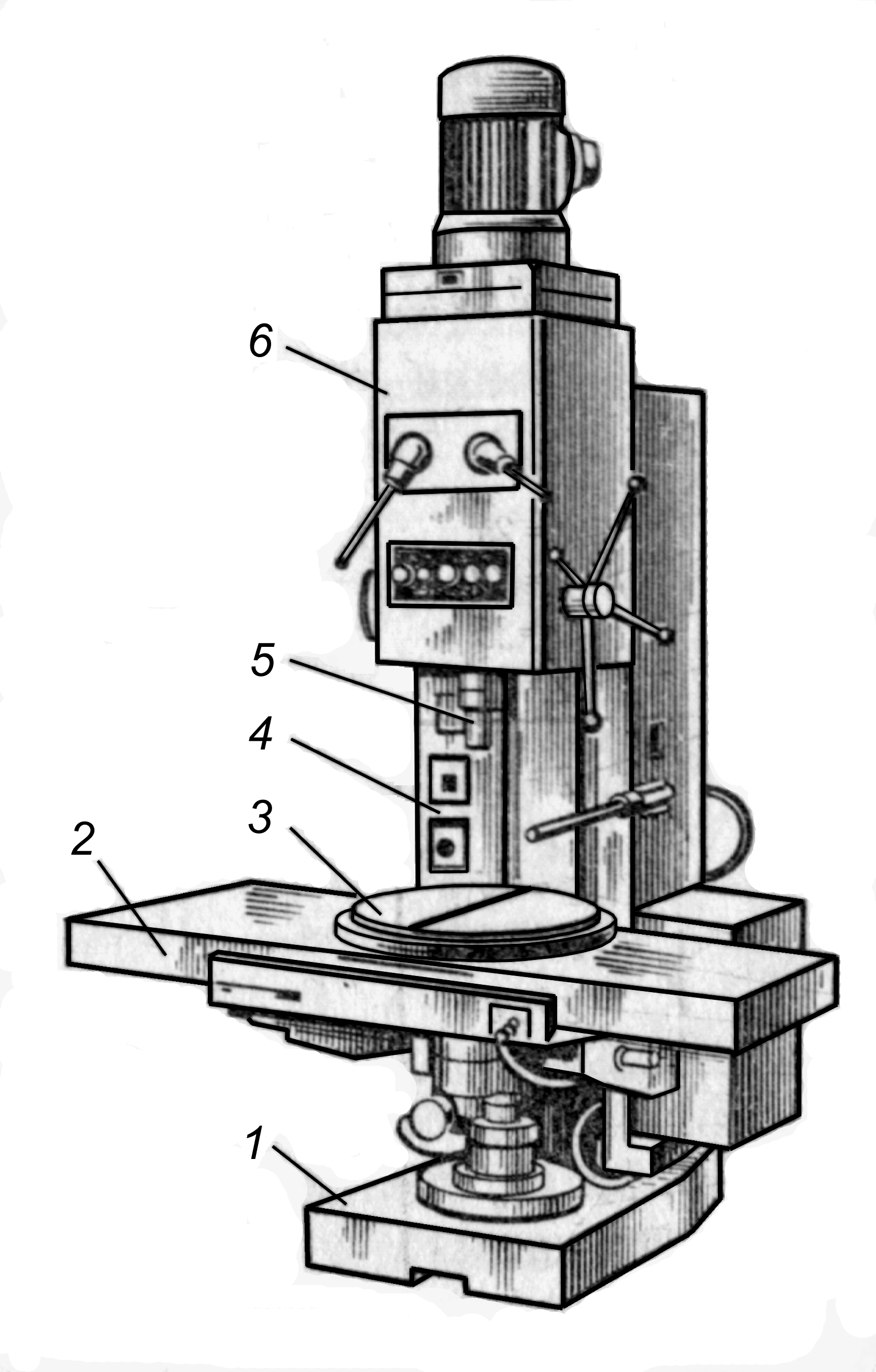
Подача на этом станке осуществляется автоматически и вручную. При работе с автоматической подачей необходимо рукоятку установить в среднее положение. Автоматическая подача сверла за один оборот шпинделя 0,2 мм; подача более 0,2 мм осуществляется только вручную, для чего в коробке подач имеется специальный (обгонный) механизм. Пуск и останов станка производятся переключателем.
На рис. 3 показан настольный быстроходный вертикально-сверлильный станок 2М112. Здесь скорость шпинделя изменяется при помощи сменных ступенчатых шкивов. Подача — ручная, привод—от фланцевого электродвигателя. Наибольший диаметр сверления 12 мм. Шпиндель имеет Десять скоростей — от 350 до 4320 об/мин.
На рис. 4, а показан многошпиндельный сверлильный станок, т. е. такой станок, на котором одновременно обрабатывается несколько отверстий в одной детали различными инструментами или же последовательно обрабатывается различными инструментами, без их перестановки, одно отверстие.
Любой одношпиндельный станок можно приспособить для одновременного сверления нескольких отверстий. Для этого на шпинделе укрепляют особую многошпиндельную головку, имеющую специальное устройство для передачи вращательного движения от шпинделя сверлильного станка всем шпинделям головки.
Для этого на шпинделе укрепляют особую многошпиндельную головку, имеющую специальное устройство для передачи вращательного движения от шпинделя сверлильного станка всем шпинделям головки.
На рис. 5 показан радиально-сверлильный станок. Станки этого типа применяют главным образом при обработке многих отверстий в громоздких и тяжелых изделиях. Сверлильная головка 4 может перемещаться в разных направлениях как вдоль рукава 3, так и вместе с рукавом вокруг колонны 2. Рукав можно регулировать по высоте. Таким образом, имеется возможность поставить шпиндель против любой точки на верхней плоскости изделия в пределах длины рукава.
Существуют еще переносные и передвижные радиально-свер-лильные станки. Применяются они для обработки отверстий в весьма крупных деталях. Сверление отверстий небольшого диаметра (до 10—12 мм, а в отдельных случаях и более) производится при помощи дрелей — ручных, электрических или пневматических.
Применяются они для обработки отверстий в весьма крупных деталях. Сверление отверстий небольшого диаметра (до 10—12 мм, а в отдельных случаях и более) производится при помощи дрелей — ручных, электрических или пневматических.
ВИДЕО РАБОТЫ СВЕРЛИЛЬНО-ПАЗОВАЛЬНОГО СТАНКА СВПГ-2А Б/У ПОСЛЕ РЕМОНТА В ООО “НЕВАСТАНКОМАШ”
ВИДЕО РАБОТЫ СВЕРЛИЛЬНО-ПАЗОВАЛЬНОГО СТАНКА СВПГ-2А Б/У ПОСЛЕ РЕМОНТА В ООО “НЕВАСТАНКОМАШ”
Устройство вертикально-сверлильного станка
Содержание статьи:
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
Общая конструкция вертикального сверлильного станка
Независимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
 Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования
Сверлильный станок с шестеренчатой передачей
Чтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
Далее следует ознакомиться с основными техническими характеристиками сверлильного станка:
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.

В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Для уменьшения шумового эффекта рекомендуется приобретать модели с асинхронным типом электродвигателя. Но при этом следует учитывать, что эта модель более требовательна в плане эксплуатации.
Возможная модернизация заводских станков
Набор ограничителей глубины сверления
Нередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
 Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
Устройство настольного сверлильного станка. – внеурочная работа, презентации
Способствовать развитию внимания, памяти при работе с информацией, развивать познавательный интерес к предмету, образное мышление.
Просмотр содержимого документа
«Устройство настольного сверлильного станка.»
Устройство сверлильного станка.
ТБ при работе на сверлильном станке
Что такое сверление?
Какие виды сверл вы знаете?
Какие инструменты для сверления вам знакомы?
Электродрель
Сверлильный станок представляет собой технологическую машину, предназначенную для получения отверстий
Трехкулачковый патрон
Внутреннее устройство шпиндельной коробки
КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
– Сверло нужного диаметра должно быть надежно закреплено в патроне
– Если сверло установлено правильно, его вершина остается неподвижной.
- Заготовка, с размеченным центром отверстия, должна быть надежно закреплена, используя подкладную доску, в ручных или машинных тисках
- Вращением штурвала опустить сверло до совпадения его вершины с центром разметки.
Включить станок и плавно подать сверло на заготовку.
В конце сверления силу нажима следует уменьшить.
Затем вращением штурвала в обратную сторону сверло вывести из отверстия, шпиндель поднять в крайнее верхнее положение и выключить станок
При работе на сверлильном станке необходима спецодежда, защитные очки.
На полу около станка должна быть деревянная решетка или диэлектрический резиновый коврик
- При работе на сверлильном станке необходима спецодежда, защитные очки. На полу около станка должна быть деревянная решетка или диэлектрический резиновый коврик
Какое нарушение правил безопасной работы мы видим?
Запишите правила безопасной работы
В учебной мастерской должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах.
- В учебной мастерской должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах.
Закрепление материала
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое сверлильный станок и из каких частей он состоит?
2. Какие механизмы передачи движения имеются в сверлильном станке?
3. Найдите на кинематической схеме станка условные обозначения неподвижного и подвижного соединений детали с валом, клиноременной передачи и передачи винт – гайка.
4. Назовите органы управления сверлильным станком. Для чего они предназначены?
5. Отчего возникает биение сверла? Как его устранить?
Промышленные сверлильные станки
Домашнее задание:
Продолжите предложенную фразу:
- сегодня я узнал…
- было трудно…
- я понял, что…
- я научился…
- я смог…
- было интересно узнать, что…
- меня удивило…
- мне захотелось…
Презентация “Устройство сверлильного станка”
Скрыть
Описание презентации по отдельным слайдам:
1 слайд Описание слайда:Учитель технологии МБОУ «Зонская СОШ» Егоров Юрий Михайлович
2 слайд Описание слайда:Ручные машины для сверления
3 слайд Описание слайда:ТРАНСПОРТНЫЕ ТРАНСПОРТИРУЮЩИЕ
4 слайд Описание слайда:ТОКАРНЫЕ СТАНКИ
5 слайд Описание слайда:ФРЕЗЕРНЫЕ СТАНКИ ЗАТОЧНЫЕ СТАНКИ
6 слайд Описание слайда:Двигатель
7 слайд Описание слайда:ШКИВ РЕМЕНЬ
8 слайд Описание слайда: 9 слайд Описание слайда: 10 слайд Описание слайда: 11 слайд Описание слайда:Настольный вертикально-сверлильный станок состоит из следующих основных частей: плиты, колонки, с зубчатой рейкой, корпуса, реечного механизма для подъема корпуса, рукоятки для закрепления корпуса на колонке, шпинделя, который вращается в гильзе, реечного механизма для подъема и опускания шпинделя, ременной передачи, электродвигателя и пускателя.
Шпиндель установлен на подшипниках в пустотелой гильзе . Благодаря этим подшипникам шпиндель легко вращается в гильзе. Гильза является вспомогательной деталью, она не вращается вместе со шпинделем, а только перемещается вместе с ним вверх вниз. В верхней части на шпиндель напрессован шкив вращающийся вместе с ним.
14 слайд Описание слайда:Пустотелая гильза перемещающаяся в корпусе, имеет на своей наружной поверхности зубья – зубчатую рейку, которая соединена с зубчатым колесом. При вращении рукоятки штурвала вращается зубчатое колесо, которое перекатывает рейку, перемещает гильзу, а вместе с ней и шпиндель.
Во время работы на сверлильном станке вращение шпинделя (сверла) является движением резания, поступательное движение шпинделя (сверла)- движением подачи.
16 слайд Описание слайда:Работать на сверлильном станке можно только с разрешения учителя. Выключать станок следует нажатием на кнопку красного цвета. Нельзя класть инструменты и посторонние предметы на плиту станка. Движущиеся части станка должны быть надежно ограждены. Перед работой надо проверить надежность закрепления патрона в шпинделе, сверла в патроне, детали в тисках. Подготовку сверлильного станка к работе и уборку стружек можно производить только после его остановки. Нельзя тормозить руками вращающийся патрон. При сверлении нельзя сильно нажимать на ручку подачи сверла. Ось вращения сверла должна быть строго перпендикулярна плоскости заготовки.
При сверлении нельзя сильно нажимать на ручку подачи сверла. Ось вращения сверла должна быть строго перпендикулярна плоскости заготовки.
а) спиральное, б) центровое, в) винтовое, г) ложечное.
18 слайд Описание слайда:ЦЕНТРОВЫЕ СВЕРЛА ПЕРОВЫЕ СВЕРЛА
19 слайд Описание слайда:а) закрепление сверла с коническим хвостовиком, б) закрепление сверла при помощи переходного конуса, г) закрепление сверла в патроне.
20 слайд Описание слайда: 21 слайд Описание слайда:РУЧНЫЕ ТИСКИ ТИСКИ СВЕРЛИЛЬНОГО СТАНКА
22 слайд Описание слайда: До начала работы 1. Правильно наденьте спецодежду. 2. Проверьте надежность крепления защитного кожуха ременной передачи. 3. Надежно закрепите сверло в патроне. 4. Проверьте работу станка на холостом ходу. 5. Прочно закрепите деталь на столе станка в тисках. 6. Перед самым началом работы наденьте защитные очки.
Правильно наденьте спецодежду. 2. Проверьте надежность крепления защитного кожуха ременной передачи. 3. Надежно закрепите сверло в патроне. 4. Проверьте работу станка на холостом ходу. 5. Прочно закрепите деталь на столе станка в тисках. 6. Перед самым началом работы наденьте защитные очки.
Во время работы 1. Не пользуйтесь сверлами с изношенными конусными хвостовиками. 2. Сверло к детали подавайте плавно, без усилий и рывков, и только после того, как шпиндель станка наберет полную скорость. 3. Перед сверлением металлической заготовки необходимо накернить центры отверстий. Деревянные заготовки в месте сверления накалывают шилом. 4. Особое внимание и осторожность проявляйте в конце сверления. При выходе сверла из материала заготовки уменьшите подачу. 5. При сверлении крупных деревянных заготовок (деталей) на стол под деталь кладите обрезок доски или кусок многослойной фанеры.
6. Во избежание травм в процессе работы на станке: а) не наклоняйте голову близко к сверлу; б) не производите работу в рукавицах; в) не кладите посторонние предметы на станину станка; г) не смазывайте и не охлаждайте сверло с помощью мокрых тряпок. Для охлаждения сверла нужно пользоваться специальной кисточкой; д) не тормозите руками патрон или сверло; е) не отходите от станка, не выключив его. 7. При прекращении подачи электрического тока немедленно выключите электродвигатель. 8. Перед остановкой станка отведите сверло от детали, после чего выключите электродвигатель. После окончания работы и остановки вращения сверла удалите стружку.
25 слайд Описание слайда:1 . Из каких основных частей и механизмов состоит сверлильный станок? 2. Как устроен механизм подъема корпуса станка? 3. Рассказать об устройстве механизма подачи шпинделя; механизма резания. 4. В чем преимущества сверлильного станка перед ручной дрелью.
Из каких основных частей и механизмов состоит сверлильный станок? 2. Как устроен механизм подъема корпуса станка? 3. Рассказать об устройстве механизма подачи шпинделя; механизма резания. 4. В чем преимущества сверлильного станка перед ручной дрелью.
http://www.oootdk.ru/userfiles/Image/10/3/sverlyln-02.jpg http://heavyduty.pw/fid/cnRlaW1hZ2VfdGh2bWI6Nzc3NzgzM2VkZTY4YzgzZWViNGFmMzE2ZTI1N2E3MGYvLw/img.jpg http://respublika-bashkortostan.flar.ru/preview/items/ooo-uralstan-predlagaet-sverlilnie-stanki-640×480.jpg http://rezina.cc/image/data/product/1323643417/diold-st1351.jpg http://www.stanker.su/image/photo/large/50/506/506472.jpeg http://www.gorodnews.ru/news/img/thumb.php?id=1921.jpg&w=700 http://greenhouse.at.ua/_fr/0/8292540.jpg http://greenhouse.at.ua/_fr/0/8292540.jpg http://e96.ru/img/catalog/tools/aksessuary_dlja_drelejj_i_perforatorov/183968/Sparta_704055_304614. jpg http://www.renonation.com.au/image/data/news/drill_chuck.jpeg http://drel-shurupovert.ru/database/uploads/ruchnye_dreli.jpg http://www.stanki.name/foto_stanki/foto_16349.jpg http://www.stanki-i-pressa.ru/components/com_virtuemart/shop_image/product/6__10_4d10371eecf74.jpg http://www.stanki-i-pressa.ru/components/com_virtuemart/shop_image/product/6__10_4d10371eecf74.jpg http://www.elprom-pm.ru/assets/images/232734801_7.jpg http://www.hft.ru/pub/rsz/cat/goods/20120627115601_item_image0_________________________________FRONTIER.jpg http://www.ooostroymash.ru/images/stories/beton/zp67.jpg http://www.uroki.net/doctrud/doctrud11/2.jpg http://www.stayer-masternet.ru/images/photo/3250-40.jpg
jpg http://www.renonation.com.au/image/data/news/drill_chuck.jpeg http://drel-shurupovert.ru/database/uploads/ruchnye_dreli.jpg http://www.stanki.name/foto_stanki/foto_16349.jpg http://www.stanki-i-pressa.ru/components/com_virtuemart/shop_image/product/6__10_4d10371eecf74.jpg http://www.stanki-i-pressa.ru/components/com_virtuemart/shop_image/product/6__10_4d10371eecf74.jpg http://www.elprom-pm.ru/assets/images/232734801_7.jpg http://www.hft.ru/pub/rsz/cat/goods/20120627115601_item_image0_________________________________FRONTIER.jpg http://www.ooostroymash.ru/images/stories/beton/zp67.jpg http://www.uroki.net/doctrud/doctrud11/2.jpg http://www.stayer-masternet.ru/images/photo/3250-40.jpg
Курс повышения квалификации
Курс профессиональной переподготовки
Учитель технологии
Курс повышения квалификации
Найдите материал к любому уроку,
указав свой предмет (категорию), класс, учебник и тему:
Выберите категорию:
Все категорииАлгебраАнглийский языкАстрономияБиологияВнеурочная деятельностьВсеобщая историяГеографияГеометрияДиректору, завучуДоп. образованиеДошкольное образованиеЕстествознаниеИЗО, МХКИностранные языкиИнформатикаИстория РоссииКлассному руководителюКоррекционное обучениеЛитератураЛитературное чтениеЛогопедия, ДефектологияМатематикаМузыкаНачальные классыНемецкий языкОБЖОбществознаниеОкружающий мирПриродоведениеРелигиоведениеРодная литератураРодной языкРусский языкСоциальному педагогуТехнологияУкраинский языкФизикаФизическая культураФилософияФранцузский языкХимияЧерчениеШкольному психологуЭкологияДругое
образованиеДошкольное образованиеЕстествознаниеИЗО, МХКИностранные языкиИнформатикаИстория РоссииКлассному руководителюКоррекционное обучениеЛитератураЛитературное чтениеЛогопедия, ДефектологияМатематикаМузыкаНачальные классыНемецкий языкОБЖОбществознаниеОкружающий мирПриродоведениеРелигиоведениеРодная литератураРодной языкРусский языкСоциальному педагогуТехнологияУкраинский языкФизикаФизическая культураФилософияФранцузский языкХимияЧерчениеШкольному психологуЭкологияДругое
Выберите класс: Все классыДошкольники1 класс2 класс3 класс4 класс5 класс6 класс7 класс8 класс9 класс10 класс11 класс
Выберите учебник: Все учебники
Выберите тему: Все темы
также Вы можете выбрать тип материала:
Общая информация
Номер материала: ДБ-111610
Похожие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
Основные типы сверлильных станков
Основные типы сверлильных станковാ 㰊 敭 慴 渠 浡 㵥 䜢 久 剏 • 潣 瑮 湥 㵴 䴢 䡓 䵔 ㄷ ⸵〴∰ 㸠 洼 瑥 慮 敭 ∽ 牐杯 摉 • 潣 瑮 湥 㵴 䘢 潲 瑮 慐 潄 畣 敭 瑮 䈼 十 䙅 乏 ⁔ 慦 散 ∽ 敖 摲 ⱡ 䄠 楲 污 㰊 栯 慥 㹤 䈼 䑏 㹙 搼 癩 愠 楬 楬 散 瑮 㸢 † 挼 湥 整 㹲 † 琼 扡 敬 戠 牯 敤 〢 • 散 汬 慰 㵧 㜢 †† 琼 ††† 琼 㹤 †††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 摩 吽 䑂 睯 楄 ぶ ††† 㰠 慮 敭 ≰ 㰾 愯 㰾 匯 䅐 牴 湯 㹧 猼 慰 㹮慂 楳 祔 数 景 楲 汬 湩 湩 獥 ⼼ 灳 湡 㰾 灳 ††† ☠ 扮 灳 㰻 ⼼ 瑳 潲 杮 㰾 瀯 㹤 †† ⼼ 牴 ാ㰠 琯 扡 敬 ാ 㰠 振 湥 整 㹲 㹶 琼 扡 敬 戠 牯 〢 㸢 † 琼 㹲 †† 琼 㹤 䐠 楲 汬 湩 慭 档 湩 牤 汩 獥 敳 牡 湯 景 ⁴ 湯 ††† 慭 档 湩 畯 摮 椠 桴 慭 灯 ⁁ 牤 汩 牰 獩 愠 洠 捡 敮 琠慨 瑴 牵 獮 愠 摮 ††† 摡 慶 据 獥 愠 爠 瑯 牡 ⁹ 潴 汯 潷 歲 楰 捥 吠 敨 搠 瀠 敲 獳 椠 獵 摥 楲 祬 † † 潦 牤 汩 楬 杮 栠 汯 獥 畢 甠 敳 楷 桴 琠 潲 数 潴 汯 湩 Ⱨ 椠 ⁴ 敢 甠 敳 †† 映 牯 浵 敢 景 洠 捡楨 楮 杮 漠 数 慲 楴 湯 湯 吠 敨 ⁴ 潣 浭 湯 洠 捡 楨 漠 数 慲 楴 湯 ൳ †† 瀠 牥 潦 牤 牰 獥 牡 牤 杮浡 湩 Ⱨ 琠 灡 楰 杮 潣 湵 扲 牯 Ⱨ ††† 潣 湵 整 獲 杮 湡 灳 瑯 慦 楣 杮 †† 㰠 㹰 桔 牥 牡 祮 搠 晩 敦 敲瑮 琠 灹 獥 漠 潣 普 杩 牵 潩 漠 牤 汩 楬 杮 捡 ††† 畢 ⁴ 潭 瑳 湩 慭 档 湩 獥 眠 慦 汬 椠 瑮 潦牵 戠 潲 摡 挠 瑡 牯 敩 瑨 ††† 敳 獮 瑩 癩 杩 瑨 慲 湡 慩 異 灲 大†† 㰠 㹰 猼 慰 瑳 汹 䍁 䝋 乕 ⵄ 佃 佌 㩒 ⌠ 晦 㸢 猼 慰 㹮 偕 䥒 䡇 ൔ †† 匠 久 䥓 䥔 䕖 䐠 䱌 倠 卓 ⼼ 灳 湡 猯㹮 ⼼ 㹰 ††† 琼 扡 敬 戠 牯 敤 㸢 †††† 吼 佂 奄 ††† 㰠 牴 †††† 㰠 摴 ††††† 㰠 ⁰ 污 㵮 挢 湥整 ≲ 㰾 㹢 䤼 䝍 栠 楥 桧 㵣 產 獰 湥 獳 灪 ㄵ 戠 牯 㵲 †††††† 猼 慰 㹮 畧 敲 ㄠ 灳 湡‾ 灕 楲 桧 ⁴ 敳 獮 瑩 癩 ††††† 瀠 敲 獳 㹰 ⼼ 摴 ാ †††† 㰠 摴 ‾ 楲 桧 ⁴ 敳 獮 瑩 牤 汩 牰獥 䘨 杩 牵 ††††† 愠 氠 瑨 搭 瑵 ⁹ 祴 数 漠 楬 杮 洠 捡 楨 敮 琠 慨 祬 椠 据 潰 慲 ൳ †† ††† 愠 戠 汥 ⁴ 牤 癩 灳 湩汤 敨 摡 桔 獩 洠 捡 楨 敮 敮 慲 汬 ⁹ 獵 摥 映 †††††† 潭 慲 桧 祴 眠 牯 甠 牰湥 楳 楴 敶 搠 楲 汬 敲 瑩 慮 敭 †††††† 畤 潴 琠 敨 捡 ⁴ 桴 洠 捡 敮 湡 ⁹ 敢 栠 䠠 湡 敦 摥 湩 ൧ ††††† 琠 敨 琠 潯 湩 潴 琠 敨 火 敩 散 愠 汬 睯 桴 牯 琠 昢 †† ≬†††† 桴 畣 瑴 湩 捡 楴 湯 汯 敳 獮 瑩 癩 牤 獥 † ††††† 慭 瑣 牵 摥 椠 瑳 汹 牯 愠 戠 湥 档 猠 祴 敬 㰮 㹤 †††† ⼼ ാ †† 㰠 戯 ാ †† 㰠 牴 ാ ††† 㰠 摴 㰾 㹢 瑳 汹 㵥 䈢 䍁 ⵄ 佃 佌㩒 ⌠ 晦 晦 〰 㸢 猼 慰 㹮 䥒 †††† 䐠 䥒 䱌 䕒 灳 湡 㰾 猯 慰 㹮 ⼼ 㹢 ††††† 瀼 ‾ † 桔 灵 楲 桧 ⁴ 牤 汩 牰 獥 䘨 杩 牵 ⤲ 椠 ⁹ 祴 †††† 祴 数 漠 牤 捡 渠 牯 ⁹ 湩 潣 灲 牯 瑡 敧 牡 摥搠 楲 敶 猠 楰 摮 敬 ††††† 敨 摡 桔 獩 琠 灹 景 搠 档 獩 甠 敳 敧 †††††† 潨 敬 瀭 潲 畤楣 杮 漠 数 慲 楴 湯 桴 瑡 渦 祴 楰 慣 汬 ♹ 扮 灳 汯 敶 氠 牡 敧 牯 栠 瀠 牡 獴 桔 † 楲 † †† 愠 汬 睯 桴 灯 牯 慨 摮 映 敥 牯 瀠 映 敥 桴 潴 汯 椠 †††† 眠 牯 火 桔 敷 敦 摥 洠 捥 慨 楮 浳 愠 浯 捩 祬 愠 癤 湡 散 桴 椠 瑮 ൯ †††† 琠 敨 眠 敩 散 潓 敭 琠 灹 灵 楲 桧 牤汩 牰 獥 敳 牡 污 潳 ††††† 慭 慦 瑣 牵 摥 眠 潴 慭 楴 慴 汢 ⵥ 慲 档 湡 獩 獭 † 瀯 † ††††† 瀼 ☾ 扮 灳 㰻 瀯 㰾 戯 㰾 琯 㹤 ††††† 琼 㹤 †††††† 瀼 散 䝍 栠 楥 桧 㵴 ‰ 牳㵣 產 牰 杩 瑨 樮 杰 • 楷 瑤 㵨 潢 摲 牥 〽 㰾 㹢 猼 ††††† 楆 畧 敲 湡 ‾ 桧 ⁴ 牰 㱳 戯 㰾瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† 琼 扡 敬 戠 牯 㵲 〢 †††† 琼 ††††† 琼㹤 戼 㰾 灳 湡 猠 祴 䭃 則 䑎 䌭 䱏 剏 ›昣 晦 て ∰ 灳 湡 刾 䑁 䅉 ൌ ††††† 䄠 䵒 䐠 䥒 䱌 倠 䕒 卓 卓 㰠 慰 㹮 ⼼ 湡 㰾戯 ാ ††††† 㰠 㹰 †† 吠 敨 爠 摡 牡 牤 汩 牰 獥 ⤳ †††††† 琠 牰 摯 捵 湩 潷 歲栠 牯 敳 漠 桴 慭 档 桳 灯 ♥ 扮 灳 瀻 敲 椠 ൳ ††††† 挠 潭 汮 ⁹ 敲 潴 愠 慲 楤 污桔 慲 楤 污 愠 浲 搠 楲 †††††† 牰 污 潬 獷 漠 数 慲 潴 潴 獯 桴 灳 湩 祬 敶††††† 琠 敨 眠 牯 火 敩 散 爠 瑡 桴 湡 洠 癯 桴 歲 潴 琠 敨琠 潯 吠 敨 搠 獥 杩 ൮ ††††† 漠 桴 慲 楤 污 搠 楲 獳 朠 癩 獥 椠 牧 漠 ൦ †††††† 瘠 牥 慳 楴 楬祴 獥 数 楣 污 祬 瑲 慬 杲 潴 瀠 獯 瑩 潩 楳 慒 ††††† 牤 汩 獬 漠 晦 牥 瀠 睯 映 敥 湯琠 敨 猠 楰 摮 敬 獡 汥 畡 潴 慭 楴 档 ††††† 琠 慲 獩 睯 牥 琠 敨 爠 摡 牡 吠 敨 眠汥 栠 慥 Ɽ 眠 楨 档 椠 慣 整 ††††† 漠 桴 慲 愠 浲 慣 潳 戠 牥 敳 污 湯 桴 朠 癩 湩 ൧ ††††† 琠 敨 洠 捡 楨 敮 愠 摤 景 甠 敳 愠 敶 獲 瑡 汩 牡 ൭ ††††† 搠 楲 瀠 敲挠 湡 戠 煥 極 眠 瑩 潩 慴 汢 牯 琠 琠 扡 敬 戼 ⸾ ††††† ⼼ 獩 朠 癩 獥 琠 琠 敨 数 慲 慲 桴 扡 汩 瑩 ⁹ 潴 ഠ ††††† 搠 楲 汬 椠 瑮 牥 敳 瑣 湩 牯 愠 杮 栠 汯 獥 椠 湯 ⼼ 㹰 ††††† ഠ ††††† † 㰠 琯 㹤 ††††† 琼 㹤 †††††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 䤼 䝍 栠 楥 桧 㵴 㤲 ′ 牳 灪 ≧ 眠 ㌽㈰ 戠牯 敤 㵲 㸰 戼 㹲 †††††† 戼 㰾 灳 湡 䘾 杩 牵 㰳 㹮 渦 獢 㭰 删 摡 慩 牡 牰 獥 㱳 戯 瀯 琯 㹤 †† † ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 牨 ാ †† 㰠 㹰 猼 慰 㵥 䈢 䍁 䝋 佒 乕 ⵄ 佃 佌 㩒 晦 晦 〰 㸢 猼 慰 䅉 †† 倠剕 佐 䕓 䐠 䥒 䱌 䴠 䥈 䕎 㱓 㹮 ⼼ 灳 湡 㰾 瀯 ാ †† 㰠 戯 ാ †† 㰠 桔 畮 扭 牥 漠 祴 景 数 楣 污 牵潰 敳 搠 楲 汬 湩 慭 档 湩 獥 桔 †† 瀠 牵 潰 敳 景 琠 琠 灹 獥 漠 牤 汩 楬 杮 楨 慶 祲 捥 異 灲 獯 牤 汩 楬 杮 ††† 慭 档 湩 獥 椠 捡 楨 敮 慰 汢 景 搠 楲 汬 湩 〲 汯 愠 ⁴ 湯 散 漠 ൲ †† 搠 楲 汬 湩 潨 敬 獡 猠 慭 汬 愠 ⸰ 漠 ⼼ 㹰 ††† 戼 ാ †† 㰠 猼 慰 瑳 汹 乕 ⵄ 佃 佌 ⌠ 〰 㸢 猼 慰 㹮慇 杮 ††† 牄 汩 楬 杮 䴠 捡 猯 慰 㹮 ⼼ 灳 湡 ാ †† 㰠 慴 ††† 㰠 牴 ാ †††† 㰠 摴 ാ ††††† 㰠 ⁰ 污 杩 㵮 挢 湥 整 䵉⁇ 敨 杩 瑨 ㌽〳 猠 捲 杮 杰 • 楷 瑤 㵨 㘲 ″ ″ 牥 〽 㰾 牢 ††††† 㰠 㹢 猼 慰㹮 楆 畧 敲 㐠 ⼼ 灳 湡 ‾ 搠 汬 瀠 敲 獳 ⼼ ⼼ ാ †††† 㰠 摴 吾 敨 汹 牤 汩 楬 杮 楨 敮 ⠠ 畧 敲㐠 牯 朠 湡 牤 汩 牰 獥 慨 ൳ ††††† 猠 癥 牥 污 眠 牯 摡 潰 楳 楴 楳 杮 敬 琠 扡 敬 灹 景 †††††† 牤 汩 牰 獥 獩 甠 桷 湥 猠 捵 散 獳 癩 牥 瑡 潩 獮 愠 敲 琠 䘠 牯 †††††† 瑳 湡桴 楦 獲 ⁴ 敨 摡 洠 祡 戠 摥 琠 灳 瑯 搠 楲 汬桔 敳 潣 摮 栠 慥 ††††† 洠 祡 戠 獵 摥 琠 慴 汩 吠 敨 琠 楨 慥 敢 甠 敳 Ɽ 愠 潬 杮 瑩 ൡ †† ††† 琠 灡 楰 杮 栠 慥 Ɽ 琠 桴 潨 敬 桔 潦 慥 慭 ⁹ 敢 †††††† 档 浡 敦 ാ †† † 㰠 琯 㹲 ††† ⼼ 慴 汢 㹥 ††† 戼 ാ †† 㰠 㹰 猼 慰 㵥 䈢 䍁 䝋 佒 乕 ⵄ 㩒 ⌠ 晦 晦 〰 㸢 猼 畍 瑬 灩 † †† 灓 湩 汤 牄 汩 楬 杮 䴠 捡 湡 㰾 猯 慰 㹮 ††† 琼 敬 戠 㸢 †††† 琼 †† †††† †㹤 桔 畭 瑬 灩 敬 猠 摮 敬 汬 湩 慭 档 湩 獩 汮 ⁹ 敲 敦 敲 潴 ††††† 洠 汵 楴 灳 湩 牤 汩 牰獥 吠 楨 灳 捥 慩 異 牰 獥 慨 ††††† 灳 湩 汤 敮 瑣 摥 湯 湩 眠 牯 敨 摡⠠ 楆 畧 敲 㔠 †††††† 瀼 䄾 汬 漠 桴 灳 湩 汤 獥 愠 敲 椠 ♥ 扮 灳 †††††† 潷 歲 捥 瑡 琠敨 猠 浡 楴 敭 桔 獩 琠 楲 汬 湩 慭 档 湩 ††††† 攠 捥 汬 汵 眠 敨 潹 ⁵ 愠 氠 牡 敧 渠浵 敢 景 瀠 牡 獴 眠 瑩 ††††† 栠 獥 氠 捯 瑡 潬 敳 琠 杯 ††††† ഠ ††††††††; † ഠ †††††††††† 摴 ാ †††† ാ ††††† 㰠 ⁰ 污 杩 湥 整 ≲⁇ 敨 猠 捲 ∽ 汭 楴灤 摮 灪 ≧ 眠 摩 ㈽㈰ 戠 牯 戼 㹲 †††††† 戼 灳 湡 䘾 杩 㰵 猯 汵 楴 灳 湩 牰 獥㰾 瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 戯 ാ †† 㰠 㹰 戼 㰾 灳 湡 猠 祴 䭃 則 問 䑎 晦 て ›∰㰾 灳 湡 䴾 捩 潲 䐭 楲 汬 ††† 牐 獥 㱳 猯 慰 㹮 ⼼ 灳 湡 ാ †† 㰠 慴 汢 牥 ∽∰ാ ††† 㰠 牴 †††† 㰠 摴‾ † 桔 牣 牤 獩 愠 硥 牴 浥 汥 ⁹ 慲 整 ††††† 栠 杩 灳 灳 敥 牤 汩 獥 吠 敨 洠捩 潲 搠 楲 汬 瀠 敲 獳 椠 汬 ൹ †††† 牥 ⁹ 浳 杩 牵 祬 挠 灡 扡 敬 漠 楬 杮 瘠 ⁹浳 污 ൬ ††††† 牡 獴 慍 祮 潲 搠 楲 汬 瀠 敲 獳 洠 湡 晵 捡 畴 敲 琠 灯 †††††† 潭 敤 獬扮 灳 吻 敨 ⁹ 牡 眠 档 捵 獫 挠 灡 扡 敬 湩 ††††† 牤 汩 楬 杮 琠 潯 獬 㹤 ††††† 琼 㹤 ††††† 愠 楬 湧 ∽ 散 瑮 牥 㸢 戼 㰾 䵉 瑨 ㈽ 㘳 ≧ 眠 摩 ㄽ戼 㹲 †††††† 猼 慰 㹮 楆 畧 㘠 ⼼ 灳 湡 ‾ 楍 牣 牰 獥 㱳 戯 㰾 㰾 ††††† ⼼ 牴 ാ †† 㰠 扡 敬†† 㰠 㹢 ††† 瀼 㰾 灳 湡 㰾 灳 猠 祴 敬 ∽ 䅂 則 䑎 䌭 䱏剏 ›昣 晦 て ∰ 吾 牵 敲 ൴ †† 吠 灹 牄 汩 楬 杮 䴠 捡 ⼼ 灳 湡 㰾 猯 慰 ⼼ 㹢 † ††† 琼 扡 敬 戠 牯 㵲 〢 〢 †† †† 琼 㹲 ††††† 琼 㹤 吠 牵 敲 牤 汩 楬 杮 洠 捡 楨 敮 灰 瑩 敳 牤 汩 楬 杮 †††††摡 潭 湵 整 湯 琠 牵 敲 杩 牵 ⤶ 慅 档 琠 牵 摡 挠 湡 戠 ††††† 攠 灩 数 楷 桴 愠 敦 敲 琠 灹 景 挠 瑵 楴 杮 琠 潯 吠 敨 ⁴ 污 潬 獷 琠 敨 ††††† 琠 潯 捩 汫 ⁹ 敤 湩 潴 瀠 瑩 潩 䴠 摯 牥 畴 牲 瑥 †††††† 祴 数 搠 楲 汬 湩 慭 档 愠 敲 挠 浯 異 整 潣 汬 摥 猠 桴 琠 扡 敬 挠 戠 ††††† 焠 極 正 祬 愠 摮 愠 牵 瑡 汥 ⁹ 潰 楳 楴 湯 摥 㰮 †††† 琼 㹤 ††††† 瀼 愠 楬 湧 ∽ 散 䤼䝍 栠 楥 桧 㵴 㜲 ‸ 琢 牵 灪 ≧ 眠 摩 桴 ㈽ 㜹 㵲 㸰 戼 㹲 ††††† 湡 䘾 杩 牵 㰶 䌠 琠 牵敲 ⁴ 祴 数 搠 楲 汬 湩 ൧ ††††† 洠 捡 楨 敮 ⼼ 㹢 ⼼ 㹰 ††† 㰠 ††† ⼼ 㹥 ††† 戼 㰾 戯 㰾 ⼼ 㹢 ⼼䑔 㰾 启 㹒 ⼼ 䉔 䑏 㹙 ⼼ 䅔 䱂 ⼼ 佂 奄 ാഊ 㰊 栯 浴 㹬
Устройства для удержания рабочего пресса Устройства для удержания рабочего пресса Приспособления для удержания сверлильного пресса |
Работа
Холдинг
Дрель Пресс-тиски
Угол Тиски
Угол Тарелки Угловые пластины (рисунок 4) используются при сверлении деталей нестандартной формы.
Фиг.4 Угловые пластины V-образные блоки V-Blocks удерживают и поддерживают круглые детали для сверления (Рисунок 5). V-образные блоки бывают разных размеров. V-образные блоки обычно поставляются в комплектах по два и имеют зажимы для удержания мелкие, круглые детали.Большие круглые детали, поддерживаемые V-образными блоками, обычно крепится прямо к столу.
Прямой Крепление заготовки
Параллели
На рисунке 10 показаны некоторые допустимые и недопустимые зажимы.
практики при использовании зажимов и параллелей. Внимательно изучите их. Бурение Приспособления
|
 Есть ряд
силы, создаваемые при сверлении: давление, направленное вниз, которое инструмент
создает при попытке врезаться в заготовку, но также
силы заготовки пытаются взобраться на канавки
дрель (рисунок 1). Очень серьезная травма может произойти, если дрель
попадает в заготовку и вращается. Это здорово
важно соблюдать все правила техники безопасности и следить за тем, чтобы все
работа надежно удерживается в соответствующем типе удерживающего устройства.
Есть ряд
силы, создаваемые при сверлении: давление, направленное вниз, которое инструмент
создает при попытке врезаться в заготовку, но также
силы заготовки пытаются взобраться на канавки
дрель (рисунок 1). Очень серьезная травма может произойти, если дрель
попадает в заготовку и вращается. Это здорово
важно соблюдать все правила техники безопасности и следить за тем, чтобы все
работа надежно удерживается в соответствующем типе удерживающего устройства. Современные тиски сверлильного станка
возможность хранения круглого, плоского или любого другого мелкого инвентаря.
параллельные части.Большинство тисков для сверлильных станков оснащены V-образными
прорези для крепления круглого ложа и ступенчатые губки для удержания деталей
от основания тисков (см. рисунок 2). Это позволит избежать
контакт между сверлом и тисками.
Современные тиски сверлильного станка
возможность хранения круглого, плоского или любого другого мелкого инвентаря.
параллельные части.Большинство тисков для сверлильных станков оснащены V-образными
прорези для крепления круглого ложа и ступенчатые губки для удержания деталей
от основания тисков (см. рисунок 2). Это позволит избежать
контакт между сверлом и тисками.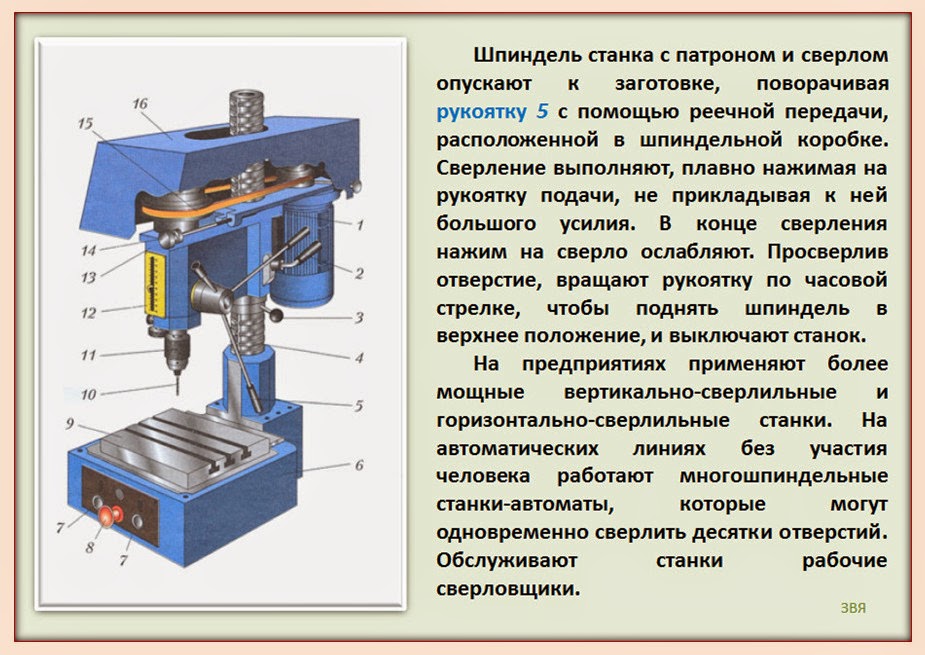 которые необходимо просверлить под углом 90 градусов к оси стола.Угол
пластина представляет собой L-образную деталь из чугуна или стали с резьбовыми отверстиями или пазами
для облегчения зажима заготовки.
которые необходимо просверлить под углом 90 градусов к оси стола.Угол
пластина представляет собой L-образную деталь из чугуна или стали с резьбовыми отверстиями или пазами
для облегчения зажима заготовки. Этот метод работы холдинга
требуется большая изобретательность и опыт.
Этот метод работы холдинга
требуется большая изобретательность и опыт. Рисунок 7).
Рисунок 7). 2000-2002 Лисья долина
Технический колледж / Виск-онлайн. Все права защищены.
Все права защищены.
Оборудование для сверления медицинских трубок – Пробивка отверстий для катетеров
Оборудование для сверления медицинских трубок – Пробивка отверстий для катетеров | SyneoВаш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для максимального удобства используйте один из последних браузеров.
- Хром
- Firefox
- Internet Explorer Edge
- Safari
Обзор серий машин SP и SD
Решения для автоматизированного изготовления отверстий для катетера – это мощные и безопасные решения для создания отверстий различных форм и размеров.Четыре модели, от одной до четырех осей, позволяют воспроизводить повторяющиеся узоры круглых, овальных и других отверстий. В автоматизированном оборудовании для перфорации катетерных отверстий и автоматического сверления медицинских трубок используется быстросменный инструментарий, который позволяет работать с широким спектром материалов и размеров, ограничивая при этом производственный ущерб от переналадки.
Используя пуансоны с технологией заточки полых стержней SYNEO, эти системы сверления обеспечивают превосходное качество и повторяемость отверстий. Решения SYNEO для изготовления отверстий позволяют создавать отверстия размером от.005 ”, и предлагают такие возможности, как быстрая замена инструмента, определение местоположения в нескольких просветах и сверление отверстий между поперечными сечениями плетеного материала.
Брошюра по Accu-Drill SD Брошюра Accu-Punch SP- Полноцветный ИЧМ с сенсорным экраном.
- На программируемом 3- и 4-осевом станке с ЧПУ можно получить любой рисунок отверстий или зенкования.
- Широкий спектр возможностей автоматизации, включая:
- Обнаружение заглушки
- бесконтактное расположение просвета
- регистрация наконечника сверла
- кожухи безопасности световые завесы
- Системы линейного и вращательного позиционирования с визуальным контролем
- Возможность вертикальной резки
- Быстросменные конфигурации сверл и пробивных головок для минимизации переналадок.
- Программное обеспечение на основе рецептов для быстрого переключения со встроенным считывателем штрих-кода.
- Программируемые напоминания о текущем ремонте и техническом обслуживании.
- В этих автоматических сверлильных станках для катетерных отверстий и пробивном оборудовании используются режущие инструменты с технологией заточки полых сердечников SYNEO, обеспечивающие превосходное качество отверстий без заусенцев и повторяемость с отверстиями размером от 0,005 дюйма.

- Teflon® PTFE
- Teflon® FAP
- Силикон
- Полиимид
- Pebax®
- PEEK
- Полиуретан
- ПВХ (винил)
- Латекс и натуральный каучук
- TPE
- ПЭТ
- Поликарбонат
- Акрил
- Полиэтилен
- Нейлон 6 и нейлон малого диаметра 12
- Делрин® (ацеталь)
- Полипропилен
- Скорость шпинделя: 0 – 4,000 об / мин
- Разрешение установки глубины сверления:. 001 “(0,025 мм)
- Биение сверлильного патрона: 0,0002 дюйма (0,005 мм) TIR
- Сверлильный патрон: диаметр 0,125 дюйма (3,17 мм)
- Питание: 110 В переменного тока при 50/60 Гц
- Воздух: 30-120 фунтов на квадратный дюйм
 001 “(0,025 мм)
001 “(0,025 мм)Решения, связанные с
Услуги контрактного производства
Правила техники безопасности для сверлильного станка| LSU Машиностроение и промышленное строительство
- Запустите сверло с частотой вращения, соответствующей диаметру сверла и материалу.Спросите у персонала магазина
для правильных оборотов.
- Всегда держите работу в тисках или зажиме на столе для сверления.
- Используйте правильно отшлифованное сверло для просверливаемого материала. Персонал магазина может помогите выбрать правильный бит.
- Используйте смазочно-охлаждающую жидкость, подходящую для сверляемого материала.Спросите у сотрудников магазина о жидкость, подходящую для обрабатываемого материала.
- Удаляйте стружку щеткой, а не вручную.
- Уменьшите давление при бурении, так как сверло начинает пробивать нижнюю часть материал.
- Не используйте тупое сверло или сверло с трещинами. Осмотрите сверло перед использованием.
- Не сверлите с слишком большим давлением.
- Всегда старайтесь опорной части на параллелях или опорной доски при бурении через материал.
- Никогда не размещайте инструменты с коническим хвостовиком, такие как сверла большого диаметра или развертки с коническим хвостовиком. в сверлильном патроне. Можно зажимать только инструменты с прямым хвостовиком, такие как стандартные сверла в патронах.
- Всегда очищайте хвостовик сверла и / или гильзу сверла, а также отверстие шпинделя перед установкой.
- Снимите инструменты с коническим хвостовиком со шпинделя или втулки с помощью выколотки и молотка.
- Никогда не пытайтесь ослабить сверлильный патрон при включенном питании.
- Опустите сверлильный шпиндель вплотную к столу при отпускании сверлильного патрона или конуса сверло с хвостовиком, чтобы снизить вероятность их повреждения при падении на стол.
- Ни в коем случае не чистите машину во время движения !!
- Если сверло застревает в отверстии, остановите станок и вручную поверните шпиндель назад. освободить бит.
- При сверлении глубоких отверстий чаще извлекайте сверло для удаления стружки и смазки. бит.
- Всегда вынимайте шпонку патрона сверла, иначе сверло со шпинделя вылетает сразу. после его использования.
- При сверлении используйте защитные очки.
- Дайте шпинделю остановиться самостоятельно после выключения питания.Никогда не пытайся остановиться шпиндель рукой.
- Оргстекло и другие хрупкие пластмассы трудно сверлить. Спросите у продавца за советом по выбору сверла и СОЖ при сверлении этих материалов.


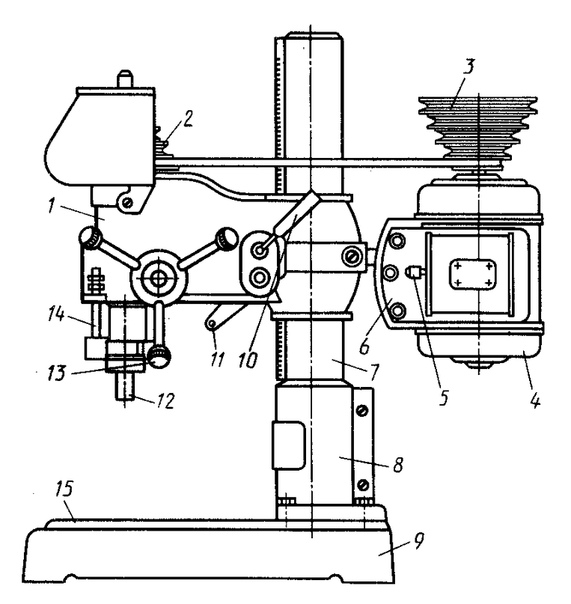
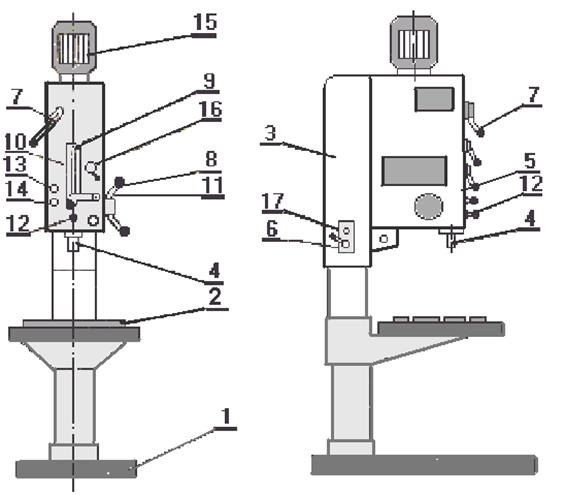
Безопасность – это не просто набор информации и правил, которые необходимо запомнить. Безопасность – это культура. Вы живете этим, изучая это, и познаете это, живя этим… чтобы вы и другие могли продолжай жить. БЕЗОПАСНОСТЬ очень важна!
Сверлильный станок– Scientific American
Объявление C. W. Coe из Аштабулы, Аштабула Ко, Огайо, собирается получить патент на новое сверло. В этом изобретении есть два улучшения. Первое относится к движению подачи, а также к режиму подъема сверла с работы. Гайка, приводящая в движение подающий винт, имеет шестерню, способную скользить вверх и вниз, но заставляя гайку вращаться посредством паза и пера.Эта шестерня входит в ведущее колесо, когда в верхней части гайки происходит быстрое движение винта, который быстро тянет сверло вверх. Но когда необходимо создать подающее движение, шестерня нажимается рычагом и, таким образом, освобождается от зубьев ведущего колеса. Затем шестерня перемещается двумя выступами или упорами, прикрепленными к внутренней части ведущего колеса; теперь, если ведущему колесу дано движение, обратное тому, которое использовалось при подъеме сверла, очевидно, что винту будет дано медленное движение подачи.При желании, конечно, можно использовать более двух выступов.
Вторая часть изобретения охватывает способ удержания буровой работы в любом наклонном направлении. Для этой цели используется муфта полой конической формы с винтом снаружи, эта муфта разрезается в вертикальном направлении, так что, если работа будет помещена внутрь, она может быть сжата конической гайкой, работающей в внешний винт.
Гайка, приводящая в движение подающий винт, имеет шестерню, способную скользить вверх и вниз, но заставляя гайку вращаться посредством паза и пера.Эта шестерня входит в ведущее колесо, когда в верхней части гайки происходит быстрое движение винта, который быстро тянет сверло вверх. Но когда необходимо создать подающее движение, шестерня нажимается рычагом и, таким образом, освобождается от зубьев ведущего колеса. Затем шестерня перемещается двумя выступами или упорами, прикрепленными к внутренней части ведущего колеса; теперь, если ведущему колесу дано движение, обратное тому, которое использовалось при подъеме сверла, очевидно, что винту будет дано медленное движение подачи.При желании, конечно, можно использовать более двух выступов.
Вторая часть изобретения охватывает способ удержания буровой работы в любом наклонном направлении. Для этой цели используется муфта полой конической формы с винтом снаружи, эта муфта разрезается в вертикальном направлении, так что, если работа будет помещена внутрь, она может быть сжата конической гайкой, работающей в внешний винт.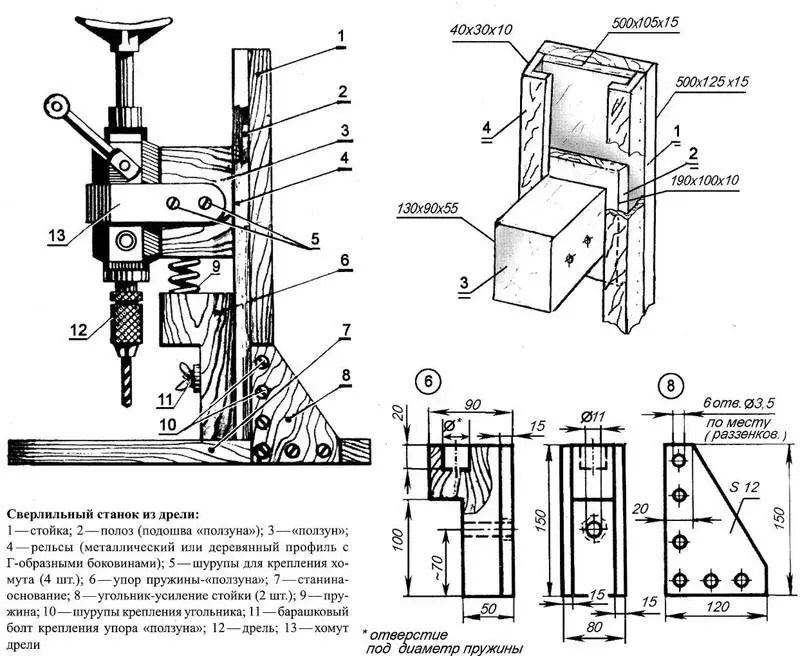 Пружина используется для размыкания сцепления, когда гайка ослаблена, и поскольку она прикреплена рычагами к станине машины, это сцепление можно установить на любой угол.Станина станка подвижная, что позволяет перемещать работу по горизонтали
Пружина используется для размыкания сцепления, когда гайка ослаблена, и поскольку она прикреплена рычагами к станине машины, это сцепление можно установить на любой угол.Станина станка подвижная, что позволяет перемещать работу по горизонтали
Изначально эта статья была опубликована под названием «Сверлильный станок» в журнале Scientific American 8, 7, 52 (октябрь 1852 г.)
doi: 10.1038 / Scientificamerican10301852-52
Прочитать дальше
В магазине
Scientific American
Информационный бюллетень
Станьте умнее. Подпишитесь на нашу новостную е-мэйл рассылку.
Поддержите научную журналистику
Откройте для себя науку, меняющую мир.Изучите наш цифровой архив 1845 года, в котором есть статьи более 150 лауреатов Нобелевской премии.
Подпишитесь сейчас!Глава 9: Методы и машины сверления | Применение режущего инструмента
В производстве используются сверлильные станки многих типов и размеров. Они варьируются по размеру от простого настольного высокочувствительного сверлильного станка до больших многошпиндельных станков, способных обрабатывать несколько сверл одновременно.
Простой сверлильный станок: Простой сверлильный станок, показанный ниже, может быть установлен на полу или иметь более короткую основную стойку и устанавливаться на верстаке.Движения этой машины очень просты. Стол на напольной модели можно поднимать или опускать и вращать вокруг колонны станка. Шпиндель вращается, его можно поднимать и опускать с ходом от 4 до 8 дюймов. Можно установить упоры для ограничения и регулирования глубины.
Чувствительный сверлильный станок: Название “чувствительный” используется для обозначения того, что подача управляется вручную и что шпиндель и сверлильная головка уравновешены, так что оператор может “чувствовать” давление, необходимое для эффективной резки.Чувствительный сверлильный станок, установленный на столе, показан ниже.
Сверлильный станок имеет те же движения, что и предыдущий, плюс телескопический винт для подъема и опускания стола и скользящая сверлильная головка. Эти две функции упрощают работу с деталями различной высоты.
Радиальное сверло: Для обработки средних и очень крупных отливок, сварных деталей или поковок идеально подходят радиальные сверла; Длина плеча, по которому движется корпус шпинделя, определяет размер. Эта рука может быть от 3 футов до 12 футов в длину.Колонна, на которой держится рука, может иметь диаметр от 10 до 30 дюймов.
Для очень больших работ кронштейн можно повернуть на 180 градусов и разместить работу в цехе. Скорость и подача устанавливаются оператором станка и такие же, как и для других сверлильных станков. Сверление осуществляется вручную или механически.
Компоненты сверлильного станка Жесткая и точная конструкция сверлильного станка важна для получения надлежащих результатов при использовании различных режущих инструментов.В этом разделе обсуждаются особенности конструкции чувствительной буровой установки, поскольку ее особенности являются общими для большинства других сверлильных станков.
Основание: Основание является основным опорным элементом машины. Это тяжелая отливка из серого чугуна или высокопрочного чугуна с прорезями для поддержки и удержания работы, слишком большой для стола.
Это тяжелая отливка из серого чугуна или высокопрочного чугуна с прорезями для поддержки и удержания работы, слишком большой для стола.
Колонна: Круглая колонна может быть сделана из серого чугуна или высокопрочного чугуна для больших станков или из стальных труб для небольших настольных сверлильных станков.Он поддерживает стол и головку сверлильного станка. Наружная поверхность обработана для точного выравнивания шпинделя со столом.
Стол: Стол можно отрегулировать вверх или вниз по столбцу до нужной высоты. Его также можно повернуть вокруг колонны в желаемое рабочее положение. На большинстве рабочих столов есть прорези и отверстия для монтажных тисков и других приспособлений для крепления. Некоторые столы являются полууниверсальными, то есть их можно поворачивать вокруг горизонтальной оси.
Головка: В головке находятся шпиндель, пиноль, шкивы, двигатель и механизм подачи. Клиновой ремень от двигателя приводит в движение шкив в передней части головки, который, в свою очередь, приводит в движение шпиндель. Шпиндель вращает сверло. Скорости на ступенчатом клиновом шкивном приводе изменяются путем изменения положения клинового ремня. Скорости в механизме привода с регулируемой скоростью регулируются маховиком на головке. При этом шпиндель должен вращаться.
Шпиндель вращает сверло. Скорости на ступенчатом клиновом шкивном приводе изменяются путем изменения положения клинового ремня. Скорости в механизме привода с регулируемой скоростью регулируются маховиком на головке. При этом шпиндель должен вращаться.
Пиноль в сборе: Шпиндель вращается внутри пиноли на подшипниках.Перо перемещается вертикально с помощью рейки и шестерни. Узел пиноли позволяет подавать или снимать режущий инструмент с работы. На нижнем конце шпинделя находится либо коническое отверстие Морзе, либо резьбовой стержень, на котором устанавливается сверлильный патрон. Для сверления больших отверстий сверлильный патрон снимается и устанавливаются конические режущие инструменты Морзе.
Классификация размеров: Размер (производительность) сверлильного станка определяется всеми следующими характеристиками: – Удвоенное расстояние от центра шпинделя до внутренней поверхности колонны.- Максимальная длина гусиного хода. – Размер конуса Морзе в шпинделе. – Мощность мотора.
– Мощность мотора.
Буровые системы Буровые системы обычно автоматизированы и управляются компьютером. Скорость, подача и глубина резания часто задаются заранее. Такие системы сочетают в себе операции сверления с расширением, нарезанием резьбы, зенковкой и т. Д.
Многошпиндельное сверление: Этот тип сверления может выполняться на сверлильных станках с использованием специальных приспособлений. Расположение шпинделей регулируется, количество шпинделей может быть от двух до восьми.В шпинделях можно использовать сверла, развертки, зенковки и т. Д. Скорость вращения и скорость подачи всех шпинделей в одной сверлильной головке одинаковы, а необходимая мощность в лошадиных силах складывается из мощности всех используемых режущих инструментов. В этом типе станка можно просверлить большое количество отверстий за один раз. Одновременно можно использовать сверла нескольких диаметров.
Групповое сверление: Экономичный способ выполнения нескольких различных операций на одной детали – это групповое сверление, как показано ниже. Это может включать сверление отверстий двух или более размеров, расширение, нарезание резьбы и зенкование. Работа удерживается в тисках или специальном приспособлении и легко перемещается по стальному столу от одного шпинделя к другому.
Это может включать сверление отверстий двух или более размеров, расширение, нарезание резьбы и зенкование. Работа удерживается в тисках или специальном приспособлении и легко перемещается по стальному столу от одного шпинделя к другому.
Сверлильные станки обычно работают непрерывно, поэтому оператор просто опускает каждый шпиндель до его предварительно установленного упора для выполнения требуемой операции обработки.
Револьверное сверло: Револьверное сверло с шестью или восемью шпинделями позволяет оператору использовать широкий выбор фрез и при этом перемещать заготовку всего на несколько дюймов в зависимости от расстояния между отверстиями.Револьверную головку можно поворачивать (индексировать) в любом направлении, а затем опускать вручную или автоматически для выполнения резки.
Некоторые револьверные сверла имеют автоматические шпиндели с гидравлическим управлением. Скорость, подачу и глубину резания можно предварительно настроить для быстрого производства. Эти станки также сделаны со всем операционным компьютером, управляемым (револьверная дрель с ЧПУ), так что оператору просто нужно загружать и выгружать детали, как показано ниже.
Эти станки также сделаны со всем операционным компьютером, управляемым (револьверная дрель с ЧПУ), так что оператору просто нужно загружать и выгружать детали, как показано ниже.
Подготовка к работе При сверлении три наиболее распространенных метода закрепления заготовки: Тиски. Тиски широко используются для удержания деталей правильного размера и формы, например плоских, квадратных и прямоугольных деталей. Параллели обычно используются для поддержки работы и защиты тисков от просверливания. Тиски должны быть зажаты на столе сверлильного станка, чтобы они не вращались во время работы. Угловые тиски наклоняют заготовку и позволяют просверлить отверстие под углом без наклона стола. Угловые пластины. Уголок поддерживает работу своим краем. Угловые пластины точно выравнивают заготовку перпендикулярно поверхности стола и обычно имеют отверстия и прорези, позволяющие прижимать ее к столу и удерживать заготовку. Шаблоны сверлильные. Шаблон для сверления – это производственный инструмент, используемый, когда отверстие или несколько отверстий необходимо просверлить в большом количестве одинаковых деталей. У кондуктора есть несколько функций. Во-первых, это приспособление для удержания заготовки, прочно зажимающее изделие. Во-вторых, он размещает работу в правильном положении для сверления. Третья функция кондуктора – направлять сверло прямо в работу. Это достигается за счет использования буровых втулок.
У кондуктора есть несколько функций. Во-первых, это приспособление для удержания заготовки, прочно зажимающее изделие. Во-вторых, он размещает работу в правильном положении для сверления. Третья функция кондуктора – направлять сверло прямо в работу. Это достигается за счет использования буровых втулок.
Приспособления для крепления инструмента Некоторые режущие инструменты, используемые при сверлении, можно удерживать непосредственно в отверстии шпинделя станка.Остальные необходимо удерживать сверлильным патроном, цанговым патроном, втулкой, гнездом или одним из множества приспособлений для крепления инструментов.
Патроны сверлильные: Режущие инструменты с прямым хвостовиком обычно удерживаются в патроне сверла. В наиболее распространенных сверлильных патронах для блокировки режущего инструмента используется ключ.
Втулки: Режущие инструменты с коническим хвостовиком доступны во многих различных размерах. Если используется режущий инструмент с меньшим конусом, чем конус шпинделя, на хвостовике режущего инструмента должна быть установлена втулка.
Головки: Если режущий инструмент имеет конический хвостовик, больший, чем конус шпинделя, используется головка для уменьшения его до нужного размера.
Глубокое сверление Термин «глубокие отверстия» первоначально относился к глубине отверстия, превышающей диаметр более чем в пять раз. Сегодня глубокое сверление – это собирательное название методов обработки как коротких, так и глубоких отверстий.
Глубокое сверление – предпочтительный метод для сверления отверстий глубиной более чем в 10 раз превышающей диаметр, но из-за высокой способности к удалению металла и точности он также является конкурентоспособным для небольших отверстий диаметром до двух раз.
Во время сверления важно, чтобы стружка была сломана и чтобы ее можно было транспортировать, не заедая и не затрагивая просверленную поверхность. При глубоком сверлении подача смазочно-охлаждающей жидкости и транспортировка стружки были предусмотрены разработкой трех различных систем, которые позволяют без проблем обрабатывать отверстия глубиной более чем в 100 раз больше диаметра. Эти три системы называются: система сверления Gun, система эжектора (двухтрубная система) и однотрубная система (STS).
Эти три системы называются: система сверления Gun, система эжектора (двухтрубная система) и однотрубная система (STS).
Системы пистолетного сверления В системе пистолетного сверления используется самый старый принцип подачи смазочно-охлаждающей жидкости. Смазочно-охлаждающая жидкость подается через канал внутри сверла и подает охлаждающую жидкость к режущей кромке, после чего она удаляет стружку через V-образную канавку для стружки вдоль внешней стороны сверла. Благодаря V-образной канавке поперечное сечение трубки занимает 3/4 ее окружности. Ниже представлена система пушечного сверления и ее составные части.
Пистолетные сверла: Пистолетные сверла относятся к семейству инструментов для сверления отверстий под давлением.Они отлично подходят для быстрой и точной обработки независимо от глубины отверстия. Как правило, ружейное сверло может поддерживать прямолинейность отверстия в пределах 0,001 дюйма на дюйм (IPI) от проникновения, даже если инструмент достаточно тупой. Для большинства работ можно использовать ружейное сверло для резки легированной стали от 500 “до 1000”, прежде чем потребуется повторная заточка. В алюминии это может быть 15 000 дюймов, а в чугуне обычно около 2000 дюймов.
Для большинства работ можно использовать ружейное сверло для резки легированной стали от 500 “до 1000”, прежде чем потребуется повторная заточка. В алюминии это может быть 15 000 дюймов, а в чугуне обычно около 2000 дюймов.
В зависимости от диаметра инструмента ружейное сверло редко работает с подачей, превышающей 0.003 дюйма на оборот (IPR). Это чрезвычайно мало по сравнению с подачей спирального сверла, которая обычно варьируется от 0,005 IPR до 0,010 IPR. Но при ручном сверлении используется относительно высокая скорость по сравнению с спиральным сверлением из быстрорежущей стали (HSS). Это объясняет для высоких скоростей съема металла, связанных с технологическим процессом. В алюминии скорость может составлять 600 футов в минуту (SFPM), в сталях от 400 до 450 SFPM.
Скорости и подачи для ружейного сверления зависят от материала заготовки и условия в цехах.Опубликованные диаграммы служат только отправной точкой. Эксперименты на площадке имеют решающее значение для определения правильной комбинации для максимальной стойкости инструмента.
Корпус перфоратора: Корпус перфоратора обычно изготавливается из стальных труб 4120 авиационного качества, которые подвергаются термообработке до 35-40 Rc. К одному концу трубы припаяна отвертка из стали 4140, а к другому концу припаян твердосплавный наконечник. На рис. 9.18 показаны пять различных геометрических форм наконечника инструмента с различным расположением отверстий для СОЖ.
Есть два типа корпуса для инструментов с несколькими зубьями: фрезерованный и гофрированный. Первый представляет собой толстостенный трубчатый вал с врезанными в корпус канавками. Последний представляет собой тонкостенный трубчатый вал, в который впрессованы канавки. Количество канавок зависит от разрезаемого материала. При сверлении материала, который легко разрушается на мелкую стружку, например чугуна, лучшим выбором будет инструмент с двумя зубьями. С другой стороны, для такого материала, как инструментальная сталь D2, предпочтительна конструкция с одной канавкой.В этом случае стружка имеет тенденцию быть тягучей, и инструмент с одной канавкой сводит к минимуму вероятность заклинивания при удалении из отверстия.
Рассмотрим корпус ружейного сверла обжимного типа с двумя канавками, полученными обжимкой, и обычное ружейное сверло с фрезерованием. Отверстия для охлаждающей жидкости в гофрированном корпусе имеют неправильную форму, что позволяет переносить гораздо больший объем охлаждающей жидкости, чем сопоставимые отверстия в корпусе обычного инструмента эквивалентного диаметра. Кроме того, образующиеся канавки намного глубже, чем фрезерованные инструменты, поскольку не нужно делать припуск на толщину стенки между канавкой и отверстием для охлаждающей жидкости.Эти более глубокие канавки повышают эффективность удаления стружки инструментом.
Наконечник пистолетного сверла: У обычного ручного сверла в твердосплавном наконечнике имеется отверстие под режущей кромкой. Смазочно-охлаждающая жидкость под давлением прокачивается через корпус инструмента и выходит из отверстия. Жидкость служит трем целям: смазывает и охлаждает режущую кромку; он выталкивает стружку обратно по канавке в корпусе инструмента; и это помогает сделать хвостовик инструмента более жестким.
В новой конструкции имеется одно отверстие в верхней части наконечника инструмента, которое эффективно направляет жидкость на режущую кромку.Другое отверстие, которое находится в обычном месте, помогает обеспечить функцию выброса стружки. Общий поток смазочно-охлаждающей жидкости удваивается благодаря этой конструкции с двумя отверстиями. Что еще более важно, конструкция дает стружку примерно вдвое меньшую, чем у обычного ружейного сверла того же диаметра, с той же скоростью и подачей, так что укладка стружки вдоль хвостовика инструмента предотвращается в большинстве материалов.
Наиболее распространенным материалом режущей кромки инструмента является карбид C2, который является одним из самых твердых сплавов и обычно используется в чугуне.Поскольку чрезмерный износ инструмента является серьезной проблемой при резке стали, рекомендуется твердый сплав, такой как C2, даже несмотря на то, что карбид C5 обозначен как класс обработки стали в большинстве учебников. Карбид C5 – это ударопрочный сплав, а не износостойкий, поэтому он не так подходит для наконечника сверла. Карбид C3 тверже, чем C2, и используется для определенных применений; однако следует проявлять большую осторожность при повторной заточке этого материала, поскольку режущую кромку легче нагреть.
Карбид C3 тверже, чем C2, и используется для определенных применений; однако следует проявлять большую осторожность при повторной заточке этого материала, поскольку режущую кромку легче нагреть.
В последнее время покрытия, такие как нитрид титана, наносятся на наконечники сверл для продления срока службы инструмента. Физическое осаждение из паровой фазы (PVD) – единственный практический процесс нанесения покрытий на прецизионные инструменты, такие как ружейные сверла, но результаты не обнадеживают. В отличие от покрытия инструментов из быстрорежущей стали, PVD-покрытие наконечника твердосплавного ружейного сверла не обеспечивает хорошей металлургической связи. Покрытие стирается в процессе резки металла. Использование химического осаждения из паровой фазы (CVD) приведет к образованию металлургической связи между покрытием и твердосплавной подложкой, но высокая температура, необходимая для этого процесса, деформирует инструмент.Надеюсь, эти проблемы будут решены в ближайшее время.
Эжекторная система: Эжекторная система состоит из сверлильной головки, внешней трубки, внутренней трубки, соединителя, цанги и уплотнительной втулки. Головка сверла привинчивается к бурильной трубе с помощью четырехзаходной квадратной резьбы. Внутренняя трубка длиннее внешней. Бурильная труба и внутренняя труба прикрепляются к соединителю с помощью цанги и уплотнительной втулки. Цангу и уплотнительную втулку необходимо менять для разных диапазонов диаметров.Ниже представлена эжекторная система и ее компоненты.
Однотрубная система (STS): Однотрубная система основана на внешней подаче СОЖ и внутренней транспортировке стружки. Как правило, на бурильную трубу навинчивается сверлильная головка. Смазочно-охлаждающая жидкость подается через пространство между бурильной трубой и просверленным отверстием. Смазочно-охлаждающая жидкость удаляется вместе со стружкой через бурильную трубу. Скорость смазочно-охлаждающей жидкости настолько высока, что транспортировка стружки осуществляется по трубе без помех.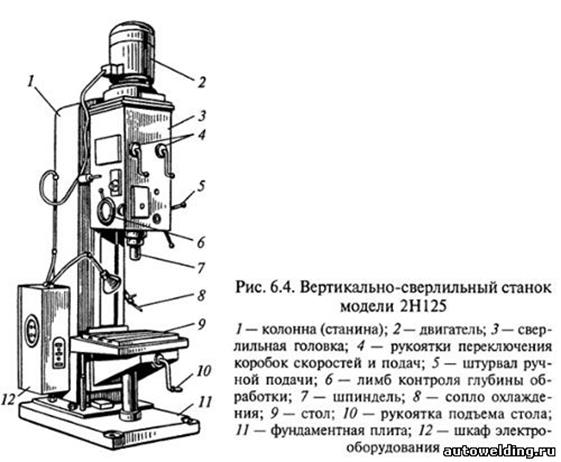 Поскольку отвод стружки является внутренним, канавка для стружки не требуется в хвостовике, поэтому поперечное сечение наконечника можно сделать полностью круглым, что обеспечивает гораздо более высокую жесткость, чем система сверления ружья. Ниже показана однотрубная система и ее компоненты.
Поскольку отвод стружки является внутренним, канавка для стружки не требуется в хвостовике, поэтому поперечное сечение наконечника можно сделать полностью круглым, что обеспечивает гораздо более высокую жесткость, чем система сверления ружья. Ниже показана однотрубная система и ее компоненты.
Сравнение STS и эжекторных систем: Как однотрубная система, так и эжекторная система имеют широкий спектр применения, но бывают случаи, когда одна система предпочтительнее другой.
STS предпочтительнее для материалов с плохими свойствами стружкообразования, таких как нержавеющая сталь, низкоуглеродистая сталь и материалы с неровной структурой, когда существуют проблемы стружколомания.STS также более выгоден для длительных производственных циклов, однородных и очень длинных деталей и для отверстий диаметром более 7,875 дюймов.
Эжекторная система не требует уплотнения между заготовкой и втулкой сверла. Таким образом, система может быть легко адаптирована к существующим станкам и предпочтительна для токарных станков с ЧПУ, токарных центров, универсальных станков и обрабатывающих центров.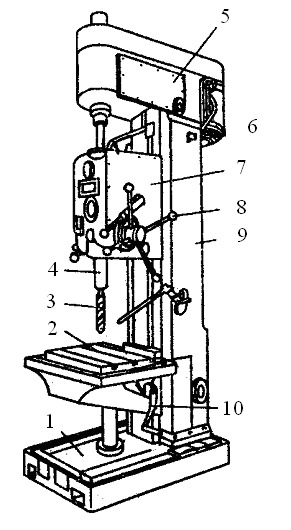 Поскольку смазочно-охлаждающая жидкость подается между внешней и внутренней трубами, не требуется места между бурильной трубой и стенкой отверстия, как в случае бурения STS.Поэтому выталкивающая система часто используется для обработки деталей, где могут возникнуть проблемы с уплотнением. Эжекторная система может быть использована с преимуществом, когда можно использовать предварительно просверленное отверстие вместо сверлильной втулки для направления, например, в обрабатывающих центрах.
Поскольку смазочно-охлаждающая жидкость подается между внешней и внутренней трубами, не требуется места между бурильной трубой и стенкой отверстия, как в случае бурения STS.Поэтому выталкивающая система часто используется для обработки деталей, где могут возникнуть проблемы с уплотнением. Эжекторная система может быть использована с преимуществом, когда можно использовать предварительно просверленное отверстие вместо сверлильной втулки для направления, например, в обрабатывающих центрах.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Лазерное сверление – Control Micro Systems
Лазерное сверление – это бесконтактный процесс, в котором используется сфокусированный свет с высокой плотностью энергии для абляции материала и сверления отверстий в самых разных материалах.
По сравнению с другими методами сверления, лазеры обеспечивают превосходную скорость и точность при снижении эксплуатационных расходов. В результате они находят применение в самых разных отраслях, от автомобилестроения до производства медицинских устройств.
Они также играют важную роль в фармацевтической промышленности – сверление таблеток с осмотическим насосом на высоких скоростях с соблюдением чрезвычайно жестких допусков.
Самым основным методом лазерного сверления является сверление с одним импульсом – простой, чистый и быстрый процесс, который привел к нескольким вариациям, включая:
- Сверление за один импульс : Один импульс лазера используется для сверления отверстия. Это простой, чистый и быстрый процесс, когда это возможно.
- Ударное бурение : Этот метод похож на сверление с одним импульсом, но вместо использования одного большого импульса энергии он использует несколько коротких импульсов с меньшей энергией. Ударное сверление позволяет создавать более глубокие и точные отверстия. Поскольку с каждым импульсом испаряется меньше материала, вы также можете сверлить отверстия меньшего диаметра.
- Трепанирование : Сначала в материале просверливается пилотное отверстие с помощью ударного сверления. Затем точка фокусировки лазера сканируется по спирали, начиная с этого пилотного отверстия, и диаметр увеличивается до тех пор, пока не будет достигнут нужный диаметр отверстия. Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
- Сверление по спирали : В отличие от трепанирования, пилотное отверстие не просверливается первым. Лазер несколько раз сканирует спираль, удаляя небольшое количество материала с каждым проходом, пока не будет завершено желаемое отверстие. Пятно фокусировки также можно отрегулировать вниз, пока лазер сверлит по спирали, чтобы обеспечить наиболее эффективное удаление материала на каждой глубине сквозь материал.
 Ударное сверление позволяет создавать более глубокие и точные отверстия. Поскольку с каждым импульсом испаряется меньше материала, вы также можете сверлить отверстия меньшего диаметра.
Ударное сверление позволяет создавать более глубокие и точные отверстия. Поскольку с каждым импульсом испаряется меньше материала, вы также можете сверлить отверстия меньшего диаметра.