Советы от профессионала: Как сверлить нержавеющую сталь
Если вы не привыкли к ней, нержавеющая сталь может быть сложной для сверления. В итоге вы будете сжигать сверла быстрее, чем успевать их менять.
Как сверлить нержавеющую сталь? Для сверления нержавеющей стали необходимо использовать острые сверла, низкое число оборотов, высокое давление резания (подачи) и большое количество охлаждающей жидкости. Высокие обороты приведут к немедленному сгоранию сверла.
Помимо этого, есть еще несколько советов, которые помогут вам выполнить работу, например, как сохранить устойчивость и как выбрать правильное сверло.
Реалистичные размеры сверл
Поскольку нержавеющая сталь – более прочный материал, важно быть реалистом в том, какие размеры отверстий вы можете сделать с помощью имеющихся у вас инструментов.
Если вы используете ручную дрель, вы, как правило, будете ограничены диапазоном размеров от 1,6 мм до 9,5 мм. Все, что больше или меньше этого, будет сомнительного качества.
На сверлильном станке процесс более стабилен, так как установка более жесткая, а сверло выравнивается более точно. В зависимости от крутящего момента вашего станка, вы можете просверлить довольно большие отверстия.
Смысл всего этого в том, что если вам нужно отверстие диаметром 50 мм, а у вас есть только аккумуляторная дрель, обратитесь за профессиональной помощью. Или купите кольцевую фрезу.
Как получить правильное число оборотов
Слишком быстрое вращение сверла по нержавеющей стали – это самая распространенная ошибка.
Это может быть непросто, если вы используете ручную дрель, но большинство сверлильных станков или других подобных машин дадут вам хотя бы общее представление о том, на каком числе оборотов вы работаете.
Если вы используете ручную дрель, на ней обычно есть какая-то маркировка, указывающая (как минимум) максимальное число оборотов в минуту. Это может дать вам приблизительное представление о том, насколько быстро она работает.
Число оборотов дрели зависит от размера сверла. Чем больше сверло, тем медленнее его нужно вращать.
Чем больше сверло, тем медленнее его нужно вращать.
Правильный выбор сверл
Не всякое сверло будет хорошо работать с нержавеющей сталью.
Чтобы не говорить о том, что и так очевидно, сверла должны быть предназначены для металла, а не для дерева или камня.
Это означает, что не нужно использовать сверло-лопатку, сверла brad points, сверла-форстнера или ударные сверла. Они не предназначены для металла.
Даже те сверла, на которых написано, что они предназначены для металла, могут не справиться с задачей проделывания отверстий в нержавеющей стали.
Например, я бы настоятельно не рекомендовал использовать простое спиральное сверло из углеродистой стали. Режущая кромка износится в мгновение ока.
Как минимум, используйте сверла из быстрорежущей стали (HSS). В идеале – с кобальтом. Они стоят дороже, но они значительно лучше для прочных материалов.
Они лучше работают в условиях сильного нагрева, что характерно для нержавеющей стали, и лучше отводят тепло.
Совет профессионала: Не все кобальтовые сверла одинаковы. Они имеют различные марки в зависимости от содержания в них кобальта. В M35 содержится 5% кобальта, а в M42 – 8%. Большее количество кобальта означает, что режущие кромки дольше остаются острыми.
Используйте охлаждающую жидкость
Нержавеющая сталь на самом деле довольно абразивна при резке. Если вы сверлите ее насухо, режущая кромка будет изнашиваться очень быстро.
Охлаждающая жидкость помогает сохранить сверло и заготовку холодными. Нержавейка при перегреве делает то, что называется закалкой.
По сути, это приводит к образованию твердого участка на дне сверлильного отверстия, и сверла, соприкасающиеся с этим твердым участком, быстро сгорают.
Один из самых простых способов смазать сверло – нанести на него немного WD-40 во время резки.
Вытащите сверло из отверстия, нанесите на него немного смазки, просверлите еще несколько секунд, промойте и повторите.
Минус использования WD-40 в том, что это очень легкая смазка, и от неё может появиться много грязи.
Еще лучше работает воск для резки. Он будет дольше держаться на сверле и практически не будет оставлять грязи.
Применяйте давление при резке
Этот пункт может показаться немного нелогичным. При любой резке металла выделяется тепло.
Есть три вещи, которые могут нагреваться:
- Сверло;
- Заготовка;
- Стружка.
Если тепло переходит в сверло, то сверло сгорает. Если тепло попадает на заготовку, металл закаляется.
Однако если тепло попадает в стружку, то тепло отводится от зоны резания, и все работает как по маслу.
Один из ключей к успеху здесь (помимо использования острого сверла) – убедиться, что стружка достаточно велика, чтобы выдержать нагрев. Это означает, что вам нужно давление.
В принципе, если вы не приложите достаточного давления к сверлу, сверло будет тереть, а не резать.
Если вы сверлите вручную или на сверлильном станке, главное – обратить внимание на стружку.
При ручной подаче стружка должна выходить в виде непрерывных спиралей.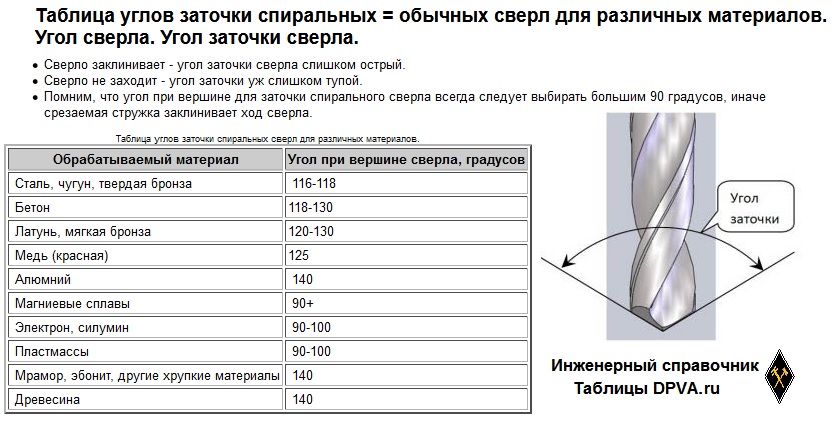 Она не должна выглядеть как пушистые стопки щепок или пыли.
Она не должна выглядеть как пушистые стопки щепок или пыли.
Она должна выглядеть вот так:
А не так:
Обычно нержавеющая сталь не магнитится, но плохие условия резки могут привести к ее намагничиванию. Если вы видите это, вам нужно дважды проверить давление резки и убедиться, что ваше сверло все еще острое.
Давление при резке не означает, что вы давите всем весом своего тела на сверло. Это было бы опасно.
По сути, необходимо приложить достаточно сильное давление, чтобы стружка выходила чисто и не выделяла чрезмерного тепла.
Держите сверло прямо
В основном это относится к сверлению вручную, но я видел, как ребята ошибались и на сверлильном станке. Сверла не предназначены для бокового давления, а нержавеющая сталь действительно неумолима. Уделите особое внимание тому, насколько ровно вы сверлите нержавеющую сталь. В противном случае хвостовик сверла будет упираться в боковую поверхность отверстия, делая его продолговатым, и вы рискуете сломать сверло.
Если вы сверлите вручную, результат поломки сверла может быть болезненным. На сверлильном станке следите за тем, чтобы сверло не отклонялось от центра и не создавало бокового давления. Обычно это происходит при сверлении неровной или наклонной поверхности. Простой способ исправить это – зажать заготовку и начать сверлить отверстие. Как только сверло пройдет угол наклона, выключите шпиндель. Отпустите заготовку и слегка надавите невращающимся сверлом, чтобы отцентрировать отверстие под сверлом. Затем снова зажмите заготовку и приступайте к работе. Сверление нержавеющей стали всегда немного сложнее, чем углеродистой, но если вы будете следовать этим указаниям, все пройдет достаточно гладко.
Как и чем сверлить нержавейку
Создание металлоконструкций из нержавеющей стали тесно сопряжено с процессом их сверления. Отверстия необходимы прежде всего для последующего соединения деталей с применением крепежа (заклёпок, болтов и т.д.) В промышленных условиях с этой целью используются
специальные автоматизированные станки.
Главное в ходе выполнения работ учитывать специфику обработки этого металла. В отличие от изделий из обычной стали лист или труба нержавейка отличается повышенной вязкостью и плотностью, что создаёт дополнительные сложности при создании отверстий. Неграмотный подбор инструментов, отсутствие смазки, несоблюдение технологии может привести к порче обрабатываемой детали, быстрому перегреву оборудования и затуплению режущих элементов.
Чем сверлить нержавейку: советы по выборуВажнейшим моментом в данном случае является правильное определение размера и материала изготовления насадки для дрели. Эффективными станут несколько вариантов:
- Кобальтовые сверла. Отличаются повышенной прочностью, потому подойдут для данного типа стали. Чем выше содержание кобальта в сплаве, тем большим будет ресурс оснастки.
- Победитовые сверла.
 Максимально прочный инструмент, рекомендуемый даже при работе с бетоном. Единственный недостаток в том, что такое оборудование для сверления отверстий в металле стоит довольно дорого.
Максимально прочный инструмент, рекомендуемый даже при работе с бетоном. Единственный недостаток в том, что такое оборудование для сверления отверстий в металле стоит довольно дорого. - Насадки в виде пера. Изначально предназначены для керамической плитки и стекла, однако могут использоваться в ситуации, когда нержавейка лист имеет минимальную толщину.
- Стандартные сверла по металлу HSS-G. Могут применяться в случае, если нет возможности использовать специализированный инструмент. Работать с ними нужно крайне осторожно, включая дрель на минимальные обороты (100 об/мин) подходами по 1-2 секунды. Такая технология потребует значительного терпения, однако обеспечит необходимый результат с сохранением остроты насадки.
 Максимально прочный инструмент, рекомендуемый даже при работе с бетоном. Единственный недостаток в том, что такое оборудование для сверления отверстий в металле стоит довольно дорого.
Максимально прочный инструмент, рекомендуемый даже при работе с бетоном. Единственный недостаток в том, что такое оборудование для сверления отверстий в металле стоит довольно дорого.Независимо от того каким сверлом сверлить нержавейку, важно помнить о необходимости постоянной смазки рабочей зоны. С этой целью могут применяться различные жидкости от воды до масел. Оптимальным вариантом считается использование раствора машинного
масла и измельчённой до порошка коллоидной серы.
Одним из основных правил того, как сверлить нержавейку правильно, является применение режима работы дрели на низких оборотах: от 100 до 600 максимально. Это позволяет избежать перегрева инструмента, размягчения и притупления режущей поверхности.
Проще всего работать с листом толщиной до 2 мм, так как для него подойдут практически все вышеперечисленные типы насадок. Для обработки более толстой стали стоит использовать оснастку различного диаметра. Начинать необходимо с минимального сверла, постепенно переходя к нужному размеру. Несколько упростить процесс, снизив нагрузку на сверло, позволит незначительный нагрев обрабатываемой детали газовой горелкой.
Важно постоянно следить за текстурой и цветом стружки. Её потемнение и укорачивание витков свидетельствует о перегреве оборудования и необходимости приостановления процесса.
Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ! В нашем ассортименте представлен материал самого разнообразного назначения!
В ходе работы смазка для сверления должна постоянно поступать к месту бурения. Она охлаждает режущий механизм, одновременно облегчая его продвижение в стали. Организация рабочего процесса может несколько различаться в зависимости от особенностей размещения поверхности:
- Горизонтальное. Наиболее удачный способ расположения детали, при котором она может быть зафиксирована на верстаке или рабочем столе. В месте создания отверстия необходимо зафиксировать отрезок пластиковой или резиновой трубки высотой примерно 20 мм и диаметром больше, чем размер насадки на дрель. Перед тем как просверлить стальной лист, в эту импровизированную ванночку заливается смазка, что обеспечивает её постоянную подачу к месту выполнения работ.
- Вертикальное. Менее удобное размещение, при котором непрерывная подача смазочной жидкости осложнена. Решением проблемы может стать использование парафина, небольшой шарик которого приклеивается в месте будущего отверстия. По мере вращения режущего
элемента он начнёт плавиться, чем обеспечит эффективную смазку.
 Решением проблемы может стать использование парафина, небольшой шарик которого приклеивается в месте будущего отверстия. По мере вращения режущего
элемента он начнёт плавиться, чем обеспечит эффективную смазку.
Решением проблемы может стать использование парафина, небольшой шарик которого приклеивается в месте будущего отверстия. По мере вращения режущего
элемента он начнёт плавиться, чем обеспечит эффективную смазку.При условии точного соблюдения вышеприведенных рекомендаций сверление нержавейки может быть успешно выполнено даже в домашних условиях.
Инструменты общего назначения – 1/16″ – 1/2″ калибром бурового долота из нержавеющей стали 64ths
Описание
Калибр 14 сверл помогает быстро и удобно определить размер дробного бурового долота. Прочный калибр из нержавеющей стали измеряет буровые долота от 1/16 дюйма до ½ дюйма на 64 дюйма. Все размеры навсегда выгравированы на датчике, а также показывают криминальные эквиваленты.
Особенности:
- БЫСТРАЯ ИДЕНТИФИКАЦИЯ — Этот калибр определяет размер дробного сверла
- дробные размеры – дробные размер буров с от 1/16 “до 1/2” x 64 -й
- Постоянно отмечены – размеры лунок и десятичные эквиваленты на постоянном виде отмечены на лице
- – , изготовленные из ржавчика. сталь, обработанная и отшлифованная с жесткими допусками
 сталь, обработанная и отшлифованная с жесткими допусками
сталь, обработанная и отшлифованная с жесткими допускамиТехнические характеристики
- Точность: ±1/64″
- Размер: 6-1/2″ x 2-1/2″
2. USPS (Почтовая служба США)
3. Общий перевозчик / грузовой автомобиль
1. Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу/объему и пунктам назначения, отправляются через ИБП. Метод по умолчанию в континентальных Соединенных Штатах — стандартный наземный. Для заказов в Западном регионе доставка UPS Ground бесплатна. Для отправки на Гавайи и Аляску выберите Next Day Air или 2nd Day Air. Вы можете повысить свой способ доставки UPS до 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Ограничения UPS: Любой предмет весом более 150 фунтов. или превышение максимального размера упаковки UPS в 130 дюймов (длина + обхват, где обхват равен 2 x ширина плюс 2 x высота) не могут быть отправлены через UPS. UPS также требует фактического адреса улицы. UPS не обслуживает почтовые ящики или адреса военной почты APO/FPO.
или превышение максимального размера упаковки UPS в 130 дюймов (длина + обхват, где обхват равен 2 x ширина плюс 2 x высота) не могут быть отправлены через UPS. UPS также требует фактического адреса улицы. UPS не обслуживает почтовые ящики или адреса военной почты APO/FPO.
2. Отправка USPS: Как упоминалось выше, UPS не предлагает услуги на почтовые ящики или адреса военной почты APO/FPO. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки)
3. Общий перевозчик / грузовой автомобиль: Плата за доставку грузовым автомобилем указана только за доставку в пределах 48 смежных штатов. Уточните, пожалуйста, нужен ли грузовик с подъемными воротами для размещения груза на земле. Исключение: Аляска или Гавайи: за доставку на Аляску и Гавайи взимается дополнительная плата. Пожалуйста, свяжитесь с нами, чтобы узнать о фактической стоимости и способах доставки. Бесплатный номер: 1-800-374-9353 с понедельника по пятницу с 7:00 до 17:00 по тихоокеанскому времени. Факс 1-559-432-9355. Электронная почта: [email protected]
Факс 1-559-432-9355. Электронная почта: [email protected]
Время доставки: Стандартное время доставки UPS наземным транспортом в Западный регион составляет от 1 до 3 дней. Стандартный срок доставки в Восточный регион составляет от 3 до 8 дней. Доставка обычным перевозчиком может занять до 10 рабочих дней в Восточном регионе. Если требуется более быстрая доставка, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры для удовлетворения ваших требований.
Стоимость упаковки: Ко всем заказам добавляется стоимость упаковки в размере 2,00 долларов США.
Плата за обработку: Плата за обработку в размере 5 долларов США добавляется ко всем заказам на сумму менее 50 долларов США.
Штаты западного региона: Следующие штаты считаются западными штатами для целей доставки: AZ, CA, CO, ID, KS, MT, NE, ND, NM, NV, OK, OR, SD, TX, UT, WA , & ВЯ. Почта APO Armed Forces Pacific Mail (AP), отправляемая через Сан-Франциско, Калифорния, также считается пунктом назначения в западных штатах.
Почта APO Armed Forces Pacific Mail (AP), отправляемая через Сан-Франциско, Калифорния, также считается пунктом назначения в западных штатах.
INOX: первоклассное австралийское решение для сверления отверстий в нержавеющей стали
9№ 0004 Сверла INOX для профессионалов и любителей выходного дня, работающих с листами из нержавеющей стали, рассчитаны на увеличение срока службы на 70 %. Технический директор Тим Шурманн объясняет, как это сделать.Sutton Tools Сверла INOX Jobber — это решение для сверления промышленного качества, специально разработанное для превосходной производительности при обработке нержавеющей стали. Произведенные в Австралии, мы применили некоторые конструктивные решения, чтобы увеличить срок службы инструмента по сравнению со стандартными сверлами, что делает их очень ценными для ваших клиентов.
Сверла INOX также способны сверлить отверстия на глубину, в три раза превышающую их диаметр, в диапазоне размеров от 1 мм до 13 мм с шагом 0,1 мм.
Проверенная износостойкость в твердом материале
Известно, что нержавеющая сталь требовательна к сверлам, даже в форме тонкого листа. По этой причине мы адаптировали линейку сверл INOX Jobber с наконечниками последнего поколения Futura Nano с PVD-покрытием, чтобы сделать их более устойчивыми к износу.
Мы провели их независимые испытания, чтобы доказать, что они обеспечивают на 70 % больше срока службы инструмента при обработке нержавеющей стали по сравнению со стандартными сверлами.
Преимущество более длительного срока службы инструмента, особенно для сантехников, производителей и других рабочих, сверлящих нержавеющую сталь в своей повседневной работе, заключается в том, что они экономят время на замену бит в середине работы. Сломанное или изношенное сверло также может повредить дорогостоящие материалы, поэтому сверло, которое дольше остается острым, обеспечивает значительную экономию средств и времени.
Более того, несмотря на то, что сверла INOX имеют быструю обратную конусность и имеют покрытие только на небольшом расстоянии от острия, их все же можно повторно заточить несколько раз.
Инновации для простоты использования
Другая проблема нержавеющей стали заключается в том, что ее трудно обрабатывать. Мы разработали линейку INOX, чтобы преодолеть это с помощью быстрой спирали, короткой канавки и уникальной конструкции со ступенчатым сердечником. Это обеспечивает уникально плавное и легкое резание, невиданное ранее в отрасли.
Решетка была разработана специально для этих дрелей. Его толщина в конце немного тоньше, чем у обычного сверла, чтобы предотвратить его скольжение по пластине и облегчить его центрирование. Эта конструкция повысила прочность сверла за счет увеличения обратного конуса на его первой секции на ту же длину, что и диаметр сверла. Затем он переходит к обычным размерам обратного конуса, создавая конструкцию со ступенчатым сердечником.
Длина канавки также меньше, чем у стандартных сверл, что благодаря более быстрой спирали под углом 40 градусов повышает прочность сверла. Он также обеспечивает лучшее проникновение и контроль над стружкой, а также сводит к минимуму «наклеп» просверливаемого материала.
Наконец, мы увеличили угол при вершине до 130 градусов, чтобы облегчить запуск сверла в правильном положении и уменьшить тенденцию к его скольжению при использовании в пистолетной дрели.
Рассчитан на прочность
Мы производим линейку INOX на нашем заводе в Томастауне, к северо-востоку от Мельбурна, используя европейскую высококачественную быстрорежущую сталь M2. Это дает им идеальное сочетание прочности и износостойкости. Мы шлифуем их, используя наши шлифовальные станки с ЧПУ, чтобы поддерживать высокое качество обработки поверхности.
После завершения процессов шлифовки сверла помещаются в специально разработанные приспособления для нанесения PVD-покрытия. Это позволяет покрыть только острие сверла на длину, в три раза превышающую диаметр сверла. Это позволяет снизить стоимость сверла, но при этом позволяет просверлить отверстие достаточно глубоко для конструкции. В качестве покрытия используется TiAIN, который лучше всего подходит для сверления нержавеющей стали.