JTC3827A Сверло 8.0х45мм для высверливания сварных точек (титановое покрытие) JTC – JTC-3827A
JTC3827A Сверло 8.0х45мм для высверливания сварных точек (титановое покрытие) JTC – JTC-3827A – фото, цена, описание, применимость. Купить в интернет-магазине AvtoAll.Ru Распечатать6
1
Артикул: JTC-3827A
Код для заказа: 682642
Есть в наличииДоступно для заказа – 6 шт.Данные обновлены: 10.06.2021 в 00:30
Код для заказа 682642 Артикулы JTC-3827A Производитель JTC TOOLS CO.
Принадлежности Ширина, м: 0.01 Высота, м: 0.01 Длина, м: 0.08 Вес, кг: 0.019 Материал: сталь Тип хвостовика: круглый Тип сверла: по металлу Диаметр,мм: 8,0 Материал обработки: металл Материал сверла: сталь Кол-во в упаковке: 1 Длина, мм: 45
Описание
Сверло для высверливания сварных точек с титановым покрытием JTC
Описание
- Сверло предназначено для работы с листовым материалом.

- Пролонгированный срок службы благодаря материалу HSCO.
- Режущая часть инструмента покрыта TIALN (алюминий нитрид титан).
- Размер (Диаметр х Длина): 8х45 мм. (TIALN).
- Количество в оптовой упаковке: 200 шт.
- Габаритные размеры: 80/10/10 мм. (Д/Ш/В)
- Вес: 19 гр.

Отзывы о товаре
Сертификаты
Обзоры
Статьи о товаре- Сверла 5 Декабря 2014
Для точного и качественного сверления отверстий необходимо применять в каждом случае отдельные типы сверл.
Классифицируются сверла не только по конструктивным особенностям, но и по типу обрабатываемого материала.
 Классифицируются сверла не только по конструктивным особенностям, но и по типу обрабатываемого материала.
Классифицируются сверла не только по конструктивным особенностям, но и по типу обрабатываемого материала.Новости о товаре
- Новый профессиональный инструмент JTC: уже на складе AvtoALL 27 Февраля 2013
Магазин AvtoALL представляет новинку — профессиональный инструмент легендарного бренда JTC. Теперь каждый покупатель AvtoALL обладает уникальной возможностью приобрести по-настоящему качественный, надежный и высокоточный инструмент, с которым любая проблема решается просто и легко.
 06.2021 00:30.
06.2021 00:30.Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час. При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена – действительна при заказе на сайте или через оператора call-центра по телефону 8-800-600-69-66. При условии достаточного количества товара в момент заказа.Цена в магазинах – розничная цена товара в торговых залах магазинов без предварительного заказа.
Срок перемещения товара с удаленного склада на склад интернет-магазина.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
c382585acfb90ab876b011898581424a
Добавление в корзину
Доступно для заказа:
Кратность для заказа:
ДобавитьОтменить
Товар успешно добавлен в корзину
!
В вашей корзине на сумму
Закрыть
Оформить заказСверло для высверливания точечной сварки.
 как заточить?
как заточить?Как выглядят сверла, предназначенные для высверливания точечной сварки? Как подобрать диаметр сверла для выполнения работ и заточить фрезу, если инструмент затупился? Как работать таким сверлом?
Каким должно быть сверло для высверливания точек контактной сварки?
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками. Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края. Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм. Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали. Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Способ заточки №2
Второй способ заточки предполагает заточку также на точильном станке, краем шлифовального круга, но, в отличие от первого способа, кончик сверла не нужно предварительно полностью стачивать (затуплять). Стачиваются витки спирали на кончике между перемычкой (центром) и краем сверла. Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.
Стачиваются витки спирали на кончике между перемычкой (центром) и краем сверла. Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.
Не нужно постоянно удерживать сверло в постоянном контакте с краем шлифовального круга, вместо этого нужно слегка касаться и снова убирать сверло. Таким образом, заточка будет производиться постепенно и очень аккуратно, а сверло не будет быстро перегреваться. При необходимости, всё же нужно периодически охлаждать сверло водой. Стачивать нужно до тех пор, пока оригинальная режущая кромка не исчезнет. Чтобы заточить вторую сторону, нужно отвести сверло от шлифовального круга, повернуть его пальцами вокруг своей оси на 180 градусов и подвести нетронутую сторону к краю шлифовального круга.
Когда обе стороны будут обточены, следующим шагом нужно сточить лишнее с центральной части, чтобы ничего не мешало при резке основными режущими кромками. То есть, при стачивании оригинальных режущих кромок были сформированы новые режущие кромки и боковые стороны центральной части, а дополнительно нужно обточить две оставшиеся стороны центральной части. Главная функция центрального выступа – центрирование, поэтому важно, чтобы он был острым.
В результате этого способа заточки у сверла получаются более выраженные режущие кромки и более длинная центральная часть. Вы можете решить, какой длины она должна быть. Сверлом с более длинным кончиком легче высверливать точки сварки при отсутствии опыта. Достаточно будет сделать маленькое отверстие в центре точки контактной сварки. Сверло не потребуется держать идеально ровно, можно сверлить под наклоном или в труднодоступных местах, где сложно сверлить строго перпендикулярно к поверхности.
Конструкция
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Специальные сверло и коронка для высверливания точечной сварки.
Высверливание точечной сварки
Приветствую Вас на блоге Kuzov.info!
В этой статье подробно рассмотрим процедуру высверливания точек контактной сварки.
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные детали кузова соединены друг с другом воедино точками контактной сварки. В легковом автомобиле может быть от 3000 до 5000 таких точек.
Несъёмные детали кузова соединены друг с другом воедино точками контактной сварки. В легковом автомобиле может быть от 3000 до 5000 таких точек.
Обработка шлифовальной бумагой помогает улучшить видимость точек контактной сварки
Бывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть точки сварки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать места с точками контактной сварки шлифовальной бумагой, чтобы они были лучше видны.
Высверливание точечной сварки является самым эффективным и аккуратным способом разъединения такого вида сварки. Нужно высверливать на малых оборотах. На высоких оборотах сверло быстро перегреется, затупится и будет больше скользить, чем сверлить. Кроме того, низкие обороты помогают лучше контролировать процесс и меньше вероятности повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже должны быть обороты.
Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже должны быть обороты.
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Свёрла бывают разные и имеют свои преимущества и недостатки.
Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им точки сварки останется отверстие в центре. Это не слишком большая проблема, так как отверстие можно заварить.
Большой кончик позволяет допускать ошибки при отсутствии опыта высверливания, так как такое сверло легче удержать ровно. Сверло с большим кончиком будет удобнее использовать при сверлении не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания. Сверло с маленьким кончиком требует более точного сверления. Если поверхность, на которой расположена точка сварки, ровная, то лучше использовать сверло с маленьким кончиком. Таким сверлом удобнее будет высверливать, если предварительно просверлить маленькое отверстие посередине точки сварки (2–3 мм). Можно, также, использовать керн для того, чтобы наметить центр точки. Это поможет сверлу не скользить в разные стороны при сверлении. Сверло с маленьким кончиком оставляет нижнюю панель практически целой.
Таким сверлом удобнее будет высверливать, если предварительно просверлить маленькое отверстие посередине точки сварки (2–3 мм). Можно, также, использовать керн для того, чтобы наметить центр точки. Это поможет сверлу не скользить в разные стороны при сверлении. Сверло с маленьким кончиком оставляет нижнюю панель практически целой.
Бывают свёрла с ещё меньшим кончиком. Чем меньше кончик, тем сложнее удерживать сверло прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно расположить сверло по месту и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.
Для высверливания можно применить фрезу с регулируемым кончиком. Этот кончик центрует и ограничивает глубину среза. Перед применением такой фрезы нужно сначала просверлить в центре точки маленькое отверстие, в которое должен вставляться, но не проваливаться кончик. Фреза не высверливает всю точку сварки полностью, как сверло, а сверлит по контуру точки и отделяет её от металла панели. После снятия панели нужно просто сточить оставшуюся точку «болгаркой».
Фреза не высверливает всю точку сварки полностью, как сверло, а сверлит по контуру точки и отделяет её от металла панели. После снятия панели нужно просто сточить оставшуюся точку «болгаркой».
Кроме сверла или фрезы можно также использовать отрезной или шлифовальный диск для удаления точки сварки. Нужно поставить диск вертикально на точку и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ удаления точек сварки, но, в некоторых случаях, может пригодиться. Такой способ уместен в местах, где ограниченный доступ для ровного расположения сверла или неровная поверхность после повреждения, где расположена точка сварки. Также, ребром шлифовального или отрезного диска можно убирать точки сварки, сделанные полуавтоматом.
После удаления точек сварки, следующим шагом является демонтаж самой детали. Это не слишком сложно сделать, но есть определённые тонкости. Отсверленная панель может держаться за кузов за счёт грунта или герметика, а также на остатках не до конца высверленных точек сварки. В некоторых случаях можно срезать демонтируемую панель вдоль точек сварки, которые сложно рассоединить. К примеру, так можно сделать вдоль колёсной арки, а также при демонтаже крыши, если возникает сложность её отсоединения после высверливания. Таким образом, у Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску металла от кузова.
Отсверленная панель может держаться за кузов за счёт грунта или герметика, а также на остатках не до конца высверленных точек сварки. В некоторых случаях можно срезать демонтируемую панель вдоль точек сварки, которые сложно рассоединить. К примеру, так можно сделать вдоль колёсной арки, а также при демонтаже крыши, если возникает сложность её отсоединения после высверливания. Таким образом, у Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску металла от кузова.
Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если на высверленной точке осталось немного сварки, которая держит часть детали в этом месте, то лучше действовать зубилом именно с той стороны точки, где находится её остаток. Таким образом, зубило срежет точку без коробления прилегающего металла.
Более нестандартный метод удаления точек сварки – использование плазменной резки, которая способна аккуратно прожечь отверстие в местах точек по всей толщине металла. Плазменная резка не так доступна, как дрель со специальным сверлом или «болгарка» и используется редко.
Плазменная резка не так доступна, как дрель со специальным сверлом или «болгарка» и используется редко.
Как высверлить точечную сварку?
Сварка точечной техникой является достаточно популярной и широко используемой вне зависимости от промышленной сферы и других факторов. Наряду с процессом точечной процедуры, достаточно важным вопросом является, как её удалить.
Зачастую, чтобы справиться с этой проблемой, специалисты используются специальные сверла для высверливания точечной сварки. Оно может использовать в машиностроении – заменить или отремонтировать кузов, убрать элемент, сваренный точечной технологией и т.д.
Достоинства сверла для высверливания точечной сварки
У рассматриваемого инструмента, который предназначен для работы со швом, есть довольно большое количество преимуществ. К ним можно отнести:
- Упрощается процедура обработки.
- Можно вести длительное сверление.
- Инструмент идеально подходит для образования плоских поверхностей.

Высверливание точечной сварки
Как ранее было отмечено, следует приобретать исключительно продукцию известных производителей. Это связано с тем, что легированные сплавы характеризуются меньшей степенью устойчивости к воздействию высокой температуры.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания характеризуется довольно большим количеством особенностей. Рекомендации по ее проведению следующие:
- Выбранное сверло устанавливается в дрели, которая должна иметь возможность регулировки количества оборотов. Кроме этого, уделяется внимание показателю мощности.
- Не рекомендуется сразу использовать сверло. Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения. Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки.
- На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности.
 Кроме этого, уделяется внимание показателю мощности.
Кроме этого, уделяется внимание показателю мощности.После высверливания точек соединения в некоторых случаях приходится приложить усилие для отделения детали от основания. Для этого может применяться зубило с молотком.
Высверливание точек контактной сварки заточенным сверлом
Используйте медленную скорость вращения при сверлении стали, так как вершинки режущих кромок маленькие и имеют маленькую массу, чтобы рассеивать нагрев. Периодически охлаждайте сверло, и оно прослужит дольше, пока не потребуется новая заточка. Более подробно о высверливании точек сварки читайте в отдельной статье.
Более подробно о высверливании точек сварки читайте в отдельной статье.
Печатать статью
Как заточить?
Как и любой режущий агрегат, инструмент, предназначенный для демонтажа точек сварки, нуждается в обслуживании. При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
Процесс затачивания инструмента для удаления точечной сварки следующий:
- проводится предварительная зачистка острия сверла наждачной бумагой;
- режущие боковые поверхности инструмента стачиваются при помощи абразивного круга – эту манипуляцию нужно выполнять очень аккуратно, чтобы сохранить угол заточки режущей кромки инструмента;
- проверяют качество затачивания и ровность режущих поверхностей сверла;
- выполняется процесс обработки всех краёв сверла с постоянным контролем в процессе работы центровки инструмента, чтобы избежать переточки его с одной из сторон.

Затачивание сверловочного инструмента необходимо выполнять аккуратно. Если нарушить угол заточки режущей части, то сверло придет в негодность.
Если у вас нет самостоятельного навыка точения режущих инструментов, сверло для затачивания можно отдать в специализированную мастерскую.
О том, как заточить сверло для высверливания точечной сварки своими руками, вы можете узнать из видео ниже.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
 Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Оценка статьи:
Загрузка…
Чем высверлить точечную сварку? Ссылка на основную публикацию
Сверло для высверливания точечной сварки: нюансы при работе и заточке
Многие специалисты по кузовному ремонту сталкивались с ситуацией, когда требовалось заменить какую-либо часть в конструкции авто, соединяемую со смежными элементами посредством точечной сварки.
При этом далеко не всегда получается использовать для этого гидропробойник, так что лучшим решением для высверливания точечной сварки становится специальное сверло, размещаемое прямо в патроне электрической дрели.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Инструмент и технология высверливания точечной сварки
При проведении ремонтных работ по кузовам автомашин либо по другим металлоконструкциям возникает необходимость разъединения деталей, скрепленные между собой точечной сваркой.
Данный вид соединения металлических элементов весьма распространён. Он позволяет быстро, качественно скреплять детали из тонкого металла между собой. Такие технологии широко используются в автомобилестроении.
Такие технологии широко используются в автомобилестроении.
Сверло для высверливания точечной сварки: конструкция, заточка
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника. Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке. Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.
Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ
После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.
Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Высверливание точечной сварки
Приветствую Вас на блоге Kuzov.info!
p, blockquote 1,0,0,0,0 –>
В этой статье подробно рассмотрим процедуру высверливания точек контактной сварки.
p, blockquote 2,0,0,0,0 –>
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные детали кузова соединены друг с другом воедино точками контактной сварки. В легковом автомобиле может быть от 3000 до 5000 таких точек.
p, blockquote 3,0,0,0,0 –> Обработка шлифовальной бумагой помогает улучшить видимость точек контактной сварки
Бывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть точки сварки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать места с точками контактной сварки шлифовальной бумагой, чтобы они были лучше видны.
p, blockquote 4,0,0,0,0 –>
Высверливание точечной сварки является самым эффективным и аккуратным способом разъединения такого вида сварки. Нужно высверливать на малых оборотах. На высоких оборотах сверло быстро перегреется, затупится и будет больше скользить, чем сверлить. Кроме того, низкие обороты помогают лучше контролировать процесс и меньше вероятности повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже должны быть обороты.
 Sheet metal drill resharpener.” src=”https://www.youtube.com/embed/G4SlnAou6Ns?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Sheet metal drill resharpener.” src=”https://www.youtube.com/embed/G4SlnAou6Ns?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно
Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже
Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
голос
Рейтинг статьи
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Высверливаем точечную сварку
Кузов любого транспортного средства не является монолитным, а включает большое количество элементов, объединенных между собой в одну конструкцию, причем это производится благодаря точечной сварке. Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Эффективное удаление точечной сварки
Проще всего высверлить точечную сварку, так как данная технология является одной из наиболее удобных и довольно аккуратных методов, связанных с разъединением точечно сваренных деталей. Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Стоит отметить, что максимальный диаметр сверла в данном случае находится в промежутке от 7 до 9,5 мм. Для высверливания точечной сварки следует брать сверло, имеющее довольно большой кончик — это позволяет с первого раза удалить провар, а отверстие в дальнейшем заваривается довольно легко.
Еще одним положительным качеством широкого кончика является не слишком высокая точность работы, потому что подобное сверло держать строго перпендикулярно просверливаемой поверхности совершенно необязательно. Кроме того, оно не требует регулярной заточки.
Сверлом с тонким кончиком обычно пользуются опытные автомеханики, так как оно нуждается в более осторожном подходе к выполнению работ, к тому же максимальный высверливаемый диаметр в данном случае составляет всего лишь 2–3 мм. Это довольно удобно в случае, когда сварка осуществлялась небольшими прикосновениями, соответственно, просверливать отверстия значительного диаметра не возникает необходимости. В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно
Это довольно удобно в случае, когда сварка осуществлялась небольшими прикосновениями, соответственно, просверливать отверстия значительного диаметра не возникает необходимости. В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно
Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков
В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно. Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков.
Когда точечная сварка будет полностью удалена, начинают демонтировать сам кузовной элемент. Проделать такое не слишком сложно: достаточно срезать заклепки, удалить «бабочки» и открутить болты. После этого деталь отойдет сама по себе.
Стоит отметить, что в последнее время вместо высверливания пользуются плазменной резкой. Благодаря ей участки точечной сварки попросту прожигаются по всей толщине железных элементов. Стоит отметить, что данная технология довольно дорогая, поэтому используют ее только в исключительных случаях: большинство специалистов, которые специализируются на кузовных работах, все-таки отдают предпочтение сверлу.
Сергей Одинцов
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Еще одним нюансом во время работы выступает то, что зубья коронки не равномерно врезаются в металл, так как сталь на участке сварки всегда отличается наличием микронеровностей, образующихся вследствие термического воздействия от работы электродов. В итоге появляется большая вероятность эксцентричности нового отверстия.
Опытные мастера рекомендуют заранее кернить участок высверливания, к примеру, шуруповертом, так как часто случается так, что центрирующий стержень неожиданной выскальзывает из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. При таком подходе работнику нужно обзавестись парой приводных инструментов.
На этом проблемы не заканчиваются – быстрый перегрев коронок также негативно сказывается на работе, ведь от теплового расширения коронки новое отверстие в корпусе становится больше, чем нужно, а сама насадка начинает трескаться.
Хотя не все столь печально, ведь современные коронки отличаются двухсторонним исполнением, так что после затупления одной стороны можно просто развернуть инструмент и продолжить разрезать металл этим же комплектом.
источник
Технология обработки листовых элементов
Для этих целей подходят пневмодрели или дрели электрического принципа действия. Каждый инструмент имеет свои плюсы и минусы при работе.
Электрический инструмент, если им долго высверливать, сильно нагревается. Его также нельзя использовать в сырых помещениях, либо при дождливой погоде. Дрель пневматического типа безопасна при использовании под дождём или в сырых помещениях.
Чтобы высверливать соединения точечной сварки можно использовать свёрла подходящего диаметра, либо специализированные коронки. Последний вид металлообрабатывающего инструмента имеет конструктивную функцию ограничения глубины проточки металла.
Это весьма удобно при продолжительной работе. Применение коронки поможет уменьшить численный процент брака при разъединении деталей.
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания характеризуется довольно большим количеством особенностей. Рекомендации по ее проведению следующие:
Выбранное сверло устанавливается в дрели, которая должна иметь возможность регулировки количества оборотов
Кроме этого, уделяется внимание показателю мощности. Не рекомендуется сразу использовать сверло. Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения
Не рекомендуется сразу использовать сверло. Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения
Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки. На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности
Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения. Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки. На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности.
После высверливания точек соединения в некоторых случаях приходится приложить усилие для отделения детали от основания. Для этого может применяться зубило с молотком.
Удаляем точечную сварку | Блог Хомы-гаражника
Удаление точечной сварки специальным сверлом от Wurth
Точечную сварку приходится удалять всякий раз, когда нужно удалить повреждённую деталь — крыло, порог, или чего — нибудь ещё. Один из способов удаления точечной сварки, описанных автором этого сайта, включает в себя следующие действия: накернивание, сверление тонким сверлом (около 3мм), сверление перовым сверлом по металлу (8мм). Исследуя каталог Wurth, я обнаружил сверло для удаления точечной сварки с артикулом 0710 008. Судя по описанию, оно не требует ни накернивания, ни предварительного засверливания. Было решено купить это сверло и испытать его на деле.
Один из способов удаления точечной сварки, описанных автором этого сайта, включает в себя следующие действия: накернивание, сверление тонким сверлом (около 3мм), сверление перовым сверлом по металлу (8мм). Исследуя каталог Wurth, я обнаружил сверло для удаления точечной сварки с артикулом 0710 008. Судя по описанию, оно не требует ни накернивания, ни предварительного засверливания. Было решено купить это сверло и испытать его на деле.
Итак, точечная сварка:
Сверло:
Результаты работы:
К плюсам можно отнести:
- В накернивании и предварительном засверливании нет никакой надобности. Прицелился и отсверлил.
- Второй лист металла не имеет сквозных отверстий после удаления сварной точки
К недостаткам:
Высокая стоимость. Около 500р.
В заключении хотел бы сказать, что покупка себя оправдала. Больше практики — и отсверленные точки будут еще более аккуратными. Пока ничего не могу сказать о сроке службы сверла. Пробег: около 15 сварных точек.
Написал Александр, март 2010
Нравится Загрузка…
Похожее
This entry was posted on 29.03.2010 at 20:07 and is filed under Страница гаражного мастера Александра из Воронежа. You can follow any responses to this entry through the RSS 2.0 feed.
You can leave a response, or trackback from your own site.
Разновидности
Рабочая часть инструмента может применяться для любых материалов и поверхностей, поэтому выделяется и классификация согласно обрабатываемому материалу.
Для металла. Тип сверла подбирается в зависимости от вида металла.
Если при эксплуатации инструмент работает медленно и греет металл, необходимо его заточить. Это делается вручную, если диаметр до 12 миллиметров, а на специальном станке затачивают уже большие размеры.
Сверло
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.

Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
Разъединение деталей
По местам, размеченным кернером, проводиться рассверливание до того момента пока весь металл не будет удалён в точке соединения.
Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Наборы (инструмент обработки сталей) для проведения такого вида работ не являются специализированными. Всё это можно приобрести в магазинах, торгующих электроинструментом.
Всё это можно приобрести в магазинах, торгующих электроинструментом.
Комплекты для сверления металла имеют различные диаметры. Всегда можно выбрать подходящий вариант исполнения. Есть в продаже и специализированная продукция, но стоит она обычно дороже.
Высверливать точечную сварку необходимо на низких и средних оборотах. Особое значение имеет угол заточки сверла. На торце делают острие, что позволит легко, быстро вести рабочий процесс, удаляя точечное соединение. Периодически электроинструмент необходимо останавливать, давая некоторое время на охлаждение.
В зависимости от площади контактной точки необходимо подбирать сверло, обычно оно может быть диаметром 6-8 мм
Если сварочная точка труднодоступна на конструкции, то такие места требуют более осторожной обработки
Можно для этого использовать специальную насадку на дрель, чтобы высверливать сварку под определённым углом.
Кузовные автосервисы хорошо, быстро проводят такие технологические процессы, используя пневматические дрели, подача воздуха проводится от электрического компрессора.
Инструмент, питаемый от сети электроснабжения, также имеет функции регулировки оборотов. При проведении работ можно всегда опытным путём выставить необходимую частоту вращения шпинделя электроинструмента.
 youtube.com/embed/f7UB8uwMdsc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/f7UB8uwMdsc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.
Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.
Делают это следующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.
Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.
Когда подготовительные работы будут закончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов
В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком
При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении. При этом сама заточка сверла – плоская.
Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
сверла для точечной сварки в Санкт-Петербурге
Мощность (Вт)
Фильтровать Очистить
Число сторон сварки
Фильтровать Очистить
Конструктивное исполнение
Фильтровать Очистить
Класс аппарата
Фильтровать Очистить
Производитель
Фильтровать Очистить
Система охлаждения
Фильтровать Очистить
Управление
Фильтровать Очистить
Тип источника питания
Фильтровать Очистить
Привод сжатия
Фильтровать Очистить
Регулировка продолжительности сварки
Фильтровать Очистить
Дополнительная информация
Фильтровать Очистить
Длина (мм)
Фильтровать Очистить
Количество фаз
Фильтровать Очистить
Частота (Гц)
Фильтровать Очистить
Ход подвижного электрода
Фильтровать Очистить
Класс пыле-влагозащиты
Фильтровать Очистить
Диаметр шпилек (мм)
Фильтровать Очистить
Температура эксплуатации
Фильтровать Очистить
Максимальный ток (А)
Фильтровать Очистить
Ширина (мм)
Фильтровать Очистить
Высота (мм)
Фильтровать Очистить
Вес (кг)
Фильтровать Очистить
Гарантийный срок (дн)
Фильтровать Очистить
Мощность при 50% продолжительности включения (Вт)
Фильтровать Очистить
Толщина свариваемого металла (мм)
Фильтровать Очистить
Вылет электродов (мм)
Фильтровать Очистить
Максимальное раскрытие электродов (мм)
Фильтровать Очистить
Усилие сжатия (Н)
Фильтровать Очистить
Толщина арматуры (мм)
Фильтровать Очистить
Энергия сварки (Дж)
Фильтровать Очистить
Электростатическая емкость (мкФ)
Фильтровать Очистить
Время сварки (c)
Фильтровать Очистить
Чем высверлить точечную сварку? | Projahn in Russia
При производстве автомобилей, для быстрого и прочного крепления частей кузова друг к другу, производители чаще всего используют точечную сварку. В местах сварки металл кристаллизуется и становится плотнее. Опыт показывает, что при попытке разорвать соединение, лопается материал рядом с точкой! Настолько сварочная точка сильна.
В местах сварки металл кристаллизуется и становится плотнее. Опыт показывает, что при попытке разорвать соединение, лопается материал рядом с точкой! Настолько сварочная точка сильна.
Из-за этого, во время проведения ремонтных работ, многие умельцы и даже профессионалы могут столкнуться с такой проблемой, что классическое сверло по металлу не справляется с обычной сварочной точкой. Некоторые мастера начинают самостоятельно затачивать свои сверла, пытаясь достичь нужного результата.
Мы советуем не прибегать к таким радикальным решениям и использовать специальное сверло для отсверловки точечной сварки.
Компания PROJAHN, как бесспорный профессионал в инструменте, предлагает Вашему вниманию сверла для высверливания точечной сварки самых распространенных размеров, 6 мм, 8 мм и 10 мм.
По внешнему виду достаточно легко отличить сверло для сварных точек от обычного сверла по металлу:
Во-первых, рабочая часть такого сверла намного меньше, т.к. в длинной рабочей части нет никакой необходимости. Сверло для высверливания сварных точек должно эффективно удалять стружку из зоны резания, для обеспечения качественного отверстия и долгой службы сверла, именно для этого служит винтовая канавка на рабочей части. Как правило, длины рабочей части 20-30 мм вполне достаточно.
Сверло для высверливания сварных точек должно эффективно удалять стружку из зоны резания, для обеспечения качественного отверстия и долгой службы сверла, именно для этого служит винтовая канавка на рабочей части. Как правило, длины рабочей части 20-30 мм вполне достаточно.
Во-вторых, на торце рабочей части расположен “кернящий выступ”, который предотвращает соскальзывание и центрирует сверло на сварной точке при засверливании. Сам торец плоский и имеет 2 режущие грани.
Сверла для точечной сварки PROJAHN выполнены из быстрорежущей стали, легированной кобальтом (5% кобальта). Такой материал подразумевает продолжительную работу, т.к. именно кобальт позволяет сверлу выдерживать высокие температуры, за счет этого стойкость сверла возрастает.
Сверла PROJAHN совмещают в себе все вышеперечисленные преимущества, а в купе с доказанным качеством и стойкостью станут выгодной покупкой!
Интернет-магазин «Projahn-Russia» предлагает купить сверло для точечной сварки по выгодной цене.
Оформить заказ на инструмент и оснастку для металлообработки Вы можете в интернет-каталоге на нашем сайте или по электронной почте [email protected].
Узнать подробнее о программах лояльности для производственных предприятий и постоянных клиентов, а также уточнить вопросы по доставке Вы можете по телефону 8 (800) 500-77-67
Доставка осуществляется во все регионы России и стран СНГ.
Как использовать сверло для высверливания точечной сварки?
Время чтения: 3 минуты
Точечная (она же контактная) сварка — одна из самых простых, и вместе с тем часто применяемых технологий соединения металлов и полимеров. Это быстрый метод, благодаря которому можно получить неразъемное соединение.
Но что, если вам необходимо разобрать конструкцию, сваренную с применением контактной сварки? Как убрать сварные точки? Профессионалы часто используют сверло для высверливания точечной сварки своими руками. И зачастую такие работы приходится выполнять в автосервисе. Ведь многие автомобили собираются с применением контактного метода.
И зачастую такие работы приходится выполнять в автосервисе. Ведь многие автомобили собираются с применением контактного метода.
В этой статье мы расскажем, как высверлить точечную сварку на автомобиле (или любой другой детали), чем отличается обычное сверло от сверла для сварных точек и какие особенности нужно учитывать, чтобы получить достойный результат, не деформировав деталь.
Содержание статьи
Общая информация
Сверла для контактной сварки отличаются от привычных строительных свёрл. Они имеют особую форму, благодаря которой их можно использовать для высверливания сварных точек, полученных при контактной сварке. Данный тип сверла можно использовать с большинством типов тонколистового металла: от меди до цинка. Изделия из полимеров так же можно просверлить.
Читайте также: Как смастерить контактную сварку своими руками?
Как мы указали выше, сверло для точечной сварки имеет особую, отличную от привычного сверла форму. На сверле для точечной сварки есть плоский торец и небольшой выступ в виде конуса. Выступ заточен под углом в 90 градусов и позволяет быстро отцентровать сверло относительно сварной точки.
Выступ заточен под углом в 90 градусов и позволяет быстро отцентровать сверло относительно сварной точки.
Профессионалы утверждают, что для высверливания сварных точек необязательно использовать специальные сверла для точечной сварки. Мастера своего дела могут сами заточить сверло для высверливания точечной сварки, используя в качестве «основы» обычное строительное сверло. Это действительно возможно. Но заточка сверла — это тема для отдельной статьи. Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.
Сверло должно быть перпендикулярно поверхности детали.
Вместо заключения
Вот и все, что мы хотели рассказать вам об этом простом приспособлении. Вы можете использовать не только специализированные сверла для высверливания точечной сварки, но и обычные сверла. Достаточно правильно их заточить. О том, как это сделать, можно узнать из ролика, приведенного в статье. А вы когда-нибудь избавлялись от сварных точек? Какие приспособления вы использовали для этого? Поделитесь своим опытом в комментариях ниже. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]Сверла для высверливания точечной сварки: что это?
Точечную сварку нередко приходится удалять, когда требуется заменить или снять какую-нибудь запчасть. Особенно это актуально среди автолюбителей, например, для удаления старого крыла с машины. Проще всего для этого использовать специальные сверла для высверливания точечной сварки. С ним легко работать: несмотря на свою высокую цену, они способны быстро и эффективно решить любые сложные задачи.
Для чего необходимо высверливание?
Такой инструмент имеет целый ряд преимуществ:
Перед началом работ нет необходимости в предварительном сверлении или накернивании: достаточно точно примерится к нужному месту, и начать сверлить.
После того как выбранная сварная точка будет удалена, можно переходить к следующей, пока вся работа не будет закончена.
Одного инструмента хватит надолго, особенно если научиться правильно производить его заточку.
Стоит отметить, что во время снятия точки сварки второй лист металла остаётся неповрежденным и не имеет сквозных отверстий. То есть металл остаётся целым, соответственно, снятую таким образом деталь в дальнейшем можно повторно использовать.
Многие заводские запчасти крепятся не на саморезах или болтах, а именно посредством точечной сварки. Это касается в первую очередь автомобильных запчастей, таких как крыло. Чтобы снять эту деталь, не повредив её, используется метод удаления сварных точек с помощью сверла. Для этих целей и понадобится специальный инструмент, а вот дрель подойдет обычная, но лучше использовать специальную, с регулятором мощности. Главное — проделывать всю работу аккуратно, если эта деталь в последующем еще нужна.
Это касается в первую очередь автомобильных запчастей, таких как крыло. Чтобы снять эту деталь, не повредив её, используется метод удаления сварных точек с помощью сверла. Для этих целей и понадобится специальный инструмент, а вот дрель подойдет обычная, но лучше использовать специальную, с регулятором мощности. Главное — проделывать всю работу аккуратно, если эта деталь в последующем еще нужна.
Сверла для точечной сварки: как с ними работать?
Такой инструмент изготавливается только из высокопрочных материалов, при этом используются современные сплавы и металлы, такие как титан. Буравчики могут быть как односторонние, так и двухсторонние, они отличаются и по диаметру. При этом само сверло должно быть немного толще высверливаемой точки примерно на 1-1,5 мм.
Сверло для удаления точечной сварки устанавливается в дрель (желательно электрическую) так же, как и обычное.Дрель лучше всего использовать специальную, с регулятором мощности, но если используется обычная, то она должна быть с большим запасом мощности при работе на малых оборотах работы. Все этапы должны выполняться последовательно.
Все этапы должны выполняться последовательно.
Перед началом сверления надо выбрать подходящий инструмент, который долго держит заточку, не ломается от неосторожных движений. Поэтому рекомендуется приобретать только фирменные буравчики. Конечно, важно подобрать и необходимый диаметр в соответствии с точками сварки на детали.
Кернение можно не проводить, но специалисты всё-таки советуют это делать — так удобнее. Для этого используется 2-3 мм сверло. Обороты на дрели должны быть небольшие — в пределах 800 об/мин.
Сверло, непосредственно для снятия сварки, лучше использовать 8 мм, но это зависит от диаметра сварочной точки, к тому же располагается оно строго перпендикулярно (ни в коем случае не под углом) и плотно прижимается к месту сверления.
Если всё сделано правильно, можно приступать. Сверлится только верхний лист металла, а вот нижний не нужно проходить насквозь. Проще говоря, убирается только крепление детали.
Проще говоря, убирается только крепление детали.
Правильная заточка
Каждое сверло нуждается в заточке — это касается и моделей для высверливания точечной сварки. Начинать процесс заточки надо с его затупления при помощи наждачной бумаги. Затем стачиваются боковые грани. Нельзя при этом задевать режущие кромки. Рекомендуется использовать наждачный камень. После заточки, необходимо проверить ровность краев. После этого затачивается середина, точнее её края, с каждой стороны. Необходимо регулярно проверять центровку, чтобы не переточить одну из сторон.
Похожие статьи5 простых методов удаления точечных сварных швов
Размещено: 16 сентября 2015 г. Автор: JamesRКак лучше всего избавиться от надоедливых точечных сварных швов?
Когда вы разбираете свой проектный автомобиль, вы неизбежно столкнетесь с некоторыми точечными сварными швами, которые необходимо удалить. Их может быть сложно удалить, особенно если вы хотите сохранить как можно больше исходного металла. Как и во многих других частях восстановления автомобиля, одно и то же можно выполнить несколькими способами.Все зависит от того, какой метод лучше всего подходит для вас. Все эти методы удаления точечных сварных швов достигают одной цели. Какой из них вы выберете, зависит от того, какие инструменты у вас есть и насколько вы хотите углубиться.
Как и во многих других частях восстановления автомобиля, одно и то же можно выполнить несколькими способами.Все зависит от того, какой метод лучше всего подходит для вас. Все эти методы удаления точечных сварных швов достигают одной цели. Какой из них вы выберете, зависит от того, какие инструменты у вас есть и насколько вы хотите углубиться.
Начнем с самого простого метода: фрезы для точечной сварки. Эти инструменты используются для разделения панелей, сваренных точечной сваркой, и с меньшей вероятностью повредят листовой металл, чем резак для панелей. Но даже у этих инструментов есть несколько вариаций.
1. Резка точечной сварки
Первый и самый распространенный вариант – это резак для точечной сварки.В нем используется небольшой центрирующий штифт, который первым соприкасается с панелью; это предотвращает блуждание резака. Штифт находится на пружине, поэтому, как только вы надавите на панель, он вдавится и начнет прорезать панель. Режущий диск похож на кольцевую пилу по дереву, которая немного больше, чем точечная сварка. Их можно заменить режущими головками разных размеров в зависимости от вашего проекта. Этот тип фрезы имеет преимущество перед остальными, поскольку после того, как режущая головка просверлит первую панель, панели можно разделить.У вас не останется дырки, прорезанной на всем протяжении обеих панелей. Такие резаки для точечной сварки стоят от 25 до 80 долларов. Это стоит больше, чем некоторые другие методы, но это наиболее профессиональный и точный метод нарезки точечных сварных швов.
Их можно заменить режущими головками разных размеров в зависимости от вашего проекта. Этот тип фрезы имеет преимущество перед остальными, поскольку после того, как режущая головка просверлит первую панель, панели можно разделить.У вас не останется дырки, прорезанной на всем протяжении обеих панелей. Такие резаки для точечной сварки стоят от 25 до 80 долларов. Это стоит больше, чем некоторые другие методы, но это наиболее профессиональный и точный метод нарезки точечных сварных швов.
2. Сверление точечных сварных швов специальным сверлом
Следующий резак для точечной сварки немного дешевле и выполняет те же основные функции. Это сверло для точечной сварки по сути представляет собой очень широкое, но плоское сверло с самоцентрирующимся наконечником, поэтому оно не будет отклоняться.Их преимущество состоит в том, что они изготовлены из цельного куска металла, поэтому нет деталей, которые могут сломаться. Основным недостатком является то, что каждый резак предназначен для точечной сварки определенного размера, в отличие от первого варианта, в котором режущую головку можно заменить для соответствия разным размерам точечной сварки. При цене более 30 долларов они могут быть дороже, чем стандартное сверло, но они намного точнее и служат намного дольше, чем стандартное сверло (и не так легко просверливают обе панели).
При цене более 30 долларов они могут быть дороже, чем стандартное сверло, но они намного точнее и служат намного дольше, чем стандартное сверло (и не так легко просверливают обе панели).
3.Использование обычного сверла для просверливания сквозных сварных швов
Следующий способ, безусловно, самый простой и легкий. Однако это не всегда лучший вариант. Никаких специальных инструментов не требуется – все, что вам нужно, это дрель и набор сверл. Этот метод работает очень хорошо, но он занимает гораздо больше времени и может быстро изнашивать сверла. Хотя это самый простой способ удалить точечную сварку, у сверла есть свои недостатки. Во-первых, сохранить обе панели практически невозможно, так как вам придется полностью просверлить обе панели.Вторая проблема с этим методом заключается в том, что вы не сможете удалить много точечных сварных швов, потому что даже самые лучшие сверла со временем затупятся. Один из способов уменьшить износ сверл – сначала просверлить небольшое пилотное отверстие, а затем использовать сверло большего размера для удаления точечной сварки. Этот метод требует очень много времени и может разочаровать, если сверла затупятся.
Этот метод требует очень много времени и может разочаровать, если сверла затупятся.
Технический совет: всякий раз, когда вы выполняете какой-либо тип сверления, будь то специальный резак для точечной сварки или обычное сверло, вы всегда должны использовать какой-либо тип смазки или смазочно-охлаждающей жидкости.Это поможет сохранить насадку в прохладе и продлит срок ее службы.
4. Метод звездочки для снятия точечной сварки
Если у вас нет сверла или сверл, но вы все равно хотите или должны удалить точечные сварные швы, есть еще один метод, который является более крайним средством. Для этого вам понадобятся либо отрезной круг, молоток и пробойник, либо пневматический молот с насадкой-долотом. Сначала вырежьте узор в форме звезды прямо поверх сварного шва; вам нужно будет только прорезать верхнюю панель.Затем, используя пробойник, слегка ударьте по центру пропила, чтобы высвободить остальной металл. Если вам удастся добраться до нижней стороны панели, этот шаг можно упростить, если использовать отвертку, чтобы отделить две части.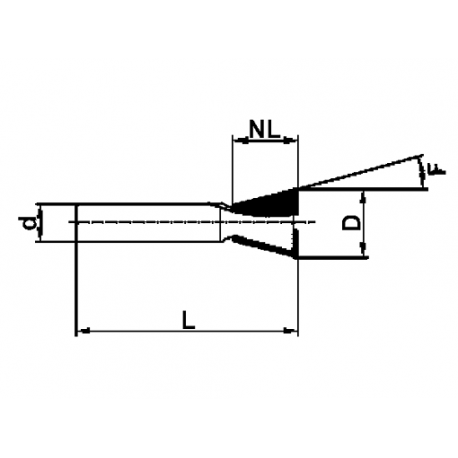 Этот метод следует использовать только в крайнем случае, когда вам не важна верхняя панель.
Этот метод следует использовать только в крайнем случае, когда вам не важна верхняя панель.
5. Шлифовка точечных сварных швов
Последний метод также является крайней мерой, но в крайнем случае он выполнит ту же задачу. Фактически, вы шлифуете точечные сварные швы и удаляете часть металла, чтобы упростить сам процесс удаления.Используя угловую шлифовальную машину, удалите металл непосредственно над местом сварки, не прожигая панель. После того, как вы удалили большую часть первого слоя металла, используйте пробойник или долото и молоток, чтобы высвободить оставшийся металл. Если вы не уверены в том, сколько металла вы удалили, ударьте по центру точечной сварки, и появится контур точечной сварки.
Все эти методы позволяют удалить точечные сварные швы с панелей из листового металла. Однако только резак для точечной сварки и сверло для точечной сварки позволят вам удалить сварной шов, не повредив другую панель.В конечном итоге более высокая цена этих инструментов окупит сэкономленное время.
Посетите блог Eastwood и технический архив, чтобы узнать больше о практических методах, советах и приемах, которые помогут вам со всеми вашими автомобильными проектами. Если у вас есть рекомендация для будущей статьи или у вас есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
– Джеймс Р./EW
Сверло лучшего размера для сверления точечных сварных швов
Кевин,это называется электрозаклепкой, когда вы свариваете старые отверстия под точечную сварку.только просверлите кронштейны до того размера, который использовался для точечной сварки, который использовался для их первоначальной сварки, когда они его строили. Чем меньше все, тем лучше, но не меньше 8 мм (5/16), так как у вас не получится хорошо сварить новую деталь ничем меньше, но большинство просверливают точечными резаками на 3/8, чтобы просверлить весь сварной шов и не допустить, чтобы какая-либо из точечных сварных швов удерживала его. Полы имеют большие точечные сварные швы, которые требуют использования резца 7/16 для сверления точечных сварных швов, но кронштейны могут быть меньшими сварными швами, поэтому используйте только то, что вам нужно, чтобы просверлить весь сварной шов, чтобы удалить его со старой панели.

в любое время, когда у вас есть вопросы по кузову и восстановлению, не стесняйтесь обращаться ко мне в личку за профессиональным мнением, так как я восстановил и построил много автомобилей, которые, как вы знаете, у меня был собственный ремонтный цех в течение 4 лет, плюс бесчисленное множество других реставраций в других магазинах и работа с столкновениями каждый день и всегда занимаюсь точечной сваркой. У нас также есть точечный сварочный аппарат, на который можно прикрепить новые панели, чтобы все было сделано, как на заводе. Я сделал прикроватную тумбочку Dodge Ram P / U, для которой потребовались передняя закрывающая панель и внешняя колесная арка вместе с внешней обшивкой, и все они были сварены точечной сваркой и Он выглядел как заводской, когда это было сделано, и все точечные сварные швы на верхней направляющей были видны, так как у нее была подкладка под направляющей.если бы он был приварен (сварка электрозаклепкой), тогда сварные швы были бы гладко отшлифованы, на нем не было бы точечной сварки, и теперь была бы показана замена панели, когда грузовик выглядит оригинально, даже несмотря на то, что он был сильно разбит / у него также были коромысло и центральная стойка, привитые из зажима ued но другой парень сделал это, я только что застелил постель. У меня более 25 лет работы в Body and Paint, так что не стесняйтесь писать мне в личку, и я также могу дать вам свой номер, и мы можем поговорить по телефону, потому что иногда легче отвечать на вопросы, когда вы можете объяснить более подробно, а не пытаться набрать все .
У меня более 25 лет работы в Body and Paint, так что не стесняйтесь писать мне в личку, и я также могу дать вам свой номер, и мы можем поговорить по телефону, потому что иногда легче отвечать на вопросы, когда вы можете объяснить более подробно, а не пытаться набрать все .
Хотите верьте, хотите нет, иногда резцы для точечной сварки просверливают сварные швы быстрее, чем сверло, которое просверливает весь сварной шов, поскольку резцы просто просверливают внешний круг сварного шва, который режет быстрее, чем высверливание всего сварного шва обычным сверлом . Я предлагаю просверлить центр сварного шва для контрольной точки сверлом на 1/8 дюйма, но не просверливать полностью, это лучше, чем пробивание металла по центру, так как 1/8 дюйма просверлит глубже, чем пуансон и держите резак по центру и не пропустите его при сверлении.Просто небольшой совет, как использовать Pro для облегчения сверления точечных сварных швов.
Последний раз редактировалось JeffsCustomPaint; 06.09.09 22:34.
Какое спиральное сверло использовать для сверления нержавеющей стали
13 сентября 2018 г.
Вы хотите просверлить отверстие в нержавеющей стали, но не знаете, какое спиральное сверло использовать? В этой статье мы объясним, как сверлить нержавеющую сталь и какие спиральные сверла использовать.
Прежде чем мы начнем с характеристик спирального сверла, мы должны сначала уточнить, что такое нержавеющая сталь на самом деле.
Что такое нержавеющая сталь?
Нержавеющая сталь – это металлический материал , который отличается особой чистотой . Бывают легированные и нелегированные, но только легированный вариант тоже нержавеющий.
В нержавеющей стали она должна быть обогащена легирующими элементами, такими как титан, ниобий или хром, в дополнение к железу. Хром (Cr) – это коррозионная стойкость нержавеющей стали, он должен иметь минимальное содержание 12% и чрезвычайно низкое содержание углерода. Содержание хрома создает на поверхности материала слой, который постоянно защищает от воды и влаги .
Содержание хрома создает на поверхности материала слой, который постоянно защищает от воды и влаги .
Свойства нержавеющей стали
- длительный срок службы
- высокая прочность
- нержавеющая
- коррозионностойкий
- термостойкие
- проводящий
- трудно резать
- сварной
- низкие эксплуатационные расходы
- 100% переработка
Характеристики спирального сверла
Какие особенности должно иметь спиральное сверло для резки нержавеющей стали? Следующие критерии должны быть соблюдены для получения хорошего результата сверления.
4 важных характеристики спирального сверла для обработки нержавеющей стали
1. Инструментальная сталь
Нержавеющая сталь – это очень твердый материал, поэтому его трудно резать . Следовательно, инструментальная сталь спирального сверла должна быть из HSSE-Co 5 (содержание кобальта 5%), HSSE-Co 8 (содержание кобальта 8%) или твердого карбида .
Слишком мягкая инструментальная сталь сразу же перегреется. Так как нержавеющая сталь является твердым материалом, вам понадобится спиральное сверло типа H .Со временем характеристики спиральных сверл были по-разному объединены, чтобы оптимизировать их для специальных применений. Таким образом, смесей образовали , чья система наименования не стандартизирована в руководстве DIN. Таким образом, вы найдете в RUKO для использования в нержавеющей стали типов VA, FO, UTL3000, UNI, TL3000, N и UTL.
Чувствительность к разрыву по сравнению с HSS выше у HSSE-Co или твердосплавных инструментальных сталей . В основном вы можете свести на нет это при правильном применении (правильная скорость, подача и охлаждение).Как правило, чем больше кобальта, тем тверже и, следовательно, хрупче сверло. Из-за того, что твердые инструментальные стали подвержены разрушению, лучше использовать сверла HSS для мягких материалов .
DIN 1386 разделение групп приложений
2. Угол при вершине
Угол при вершине расположен на головке спирального сверла. Для твердых материалов, таких как нержавеющая сталь, угол при вершине должен быть большим и, например, 130 ° или 135 ° . Для мягких материалов угол наклона e.грамм. 118 °.
С большим углом при вершине большая часть режущей кромки входит в заготовку при сверлении. Это также означает, что на заготовку прикладывается на большее усилие, и требуется более высокое контактное давление (высокая подача) .
3. Угол спирали
Угол спирали определяет процесс формирования стружки. Маленькие спиральные углы используются для твердых материалов с короткой стружкой.
Следовательно, угол спирали должен быть небольшим, между 20-40 °, .Спираль растягивается на небольшой угол спирали.
Угол спирали и угол при вершине являются решающими факторами при работе с твердыми или мягкими материалами. .
.
4. Покрытие
Спиральные сверла из HSSE-Co 5, HSSE-Co 8 или твердого сплава не требуют покрытия . Сверла с покрытием по-прежнему идеально подходят для промышленного использования. Т.е. высокие скорости (высокие скорости резания), высокие скорости подачи и повышенное тепловыделение.
Если вы хотите использовать покрытие, например.грамм. для увеличения стойкости инструмента должно быть не менее покрытия TiAlN, так как оно обладает высокой термостойкостью. Для сверл с покрытием TiAlN охлаждение не требуется. Кроме того, они предотвращают холодную сварку сверла.
При определенных условиях (например, тип нержавеющей стали, угол при вершине, угол спирали и т. Д.) Вы также можете использовать сверло из быстрорежущей стали с покрытием TiAlN . Есть некоторые виды нержавеющей стали, которые легко режутся, и их также можно просверлить сверлами из быстрорежущей стали с покрытием.
Применения
Вы выбрали подходящее спиральное сверло и теперь наконец хотите просверлить отверстие в нержавеющей стали. При сверлении важно, чтобы вы
- использовать охлаждение , в зависимости от применения с распылителем для резки или сжатым воздухом,
- отрегулируйте скорость ,
- используйте спиральное сверло, которое еще не использовалось для других сталей ,
- очень сильно зажать заготовку ,
- не использовать защитные перчатки и
- надеть защитные очки .
В нашей подробной статье «8 характеристик спирального сверла и его функции» вы узнаете все важные особенности спиральных сверл и их функции при сверлении.
1. Охлаждение
Охлаждение гарантирует оптимальное качество поверхности, снижение температуры и сметание стружки. Это продлевает срок службы сверла .
2. Скорость
Если возможно, используйте сверлильный станок с колоннами, так как он позволяет лучше контролировать центрирование, скорость и подачу . Требуется высокая подача, и ваша скорость при сверлении довольно низкая.
В таблице ниже приведена информация о настройках скорости и подачи, а также о типе охлаждения. Вы можете скачать таблицу скорости в виде файла PDF. Щелкните изображение.
Если у вас нет вертикального сверла, воспользуйтесь заостренной стороной пуансона и молотком, чтобы сделать небольшую выемку в заготовке из нержавеющей стали. Это дает вам лучшее руководство и предотвращает проскальзывание при сверлении. Вырубка по центру немного сжимает материал, но в основном материал смещается в сторону и поверх материала.Это не создает особых проблем для спирального сверла.
3. Прочие стали
Вам не следовало использовать спиральное сверло для обработки других сталей раньше. Металлические частицы спирального сверла могут повредить нержавеющую сталь и сделать ее подверженной коррозии.
4. Зажмите заготовку
Убедитесь, что вы правильно зажали заготовку в тисках.
5. Без перчаток / 6. защитные очки
Не следует использовать перчатки , так как они могут попасть в спиральное сверло.В отличие от перчаток следует безоговорочно надевать защитные очки .
Таблица применения
В таблице применения вы найдете все наши спиральные сверла, с помощью которых вы можете сверлить нержавеющую сталь. Если вы нажмете на изображения спиральных сверл в PDF-файле, вы попадете прямо на страницу продукта, где найдете подробную информацию о спиральных сверлах.
Заключение и резюме
Поскольку нержавеющая сталь – очень твердый материал, вам необходимо выбрать правильное спиральное сверло.Спиральное сверло должно относиться к группе применения Тип H подразделения DIN 1386. Однако со временем были разработаны смешанные формы, системы именования которых не стандартизированы в руководстве DIN. Таким образом, вы найдете в RUKO для использования в нержавеющей стали типы VA, FO, UTL3000, UNI, TL3000, N и UTL.
Таким образом, вы найдете в RUKO для использования в нержавеющей стали типы VA, FO, UTL3000, UNI, TL3000, N и UTL.
Чтобы резать нержавеющую сталь, ваше спиральное сверло должно
- из инструментальной стали HSSE-Co 5 , HSSE-Co 8 или твердого сплава ,
- имеют большой угол при вершине (т.е.грамм. 130-135 °),
- имеют небольшой угол спирали от (например, между 20-40 °) и
- быть покрытым , по крайней мере, покрытием TiAlN .
При сверлении следует придерживаться следующих советов:
- охлаждение
- отрегулировать скорость
- использовать спиральные сверла, которые еще не использовались для других сталей
- зажим заготовки
- без защитных перчаток
- надеть очки защитные
Если вы нашли подходящее спиральное сверло и будете следовать этим инструкциям, вы получите хороший результат сверления нержавеющей стали.
В каждой из наших групп продуктов вы найдете Поиск продукта . В разделе «Продукция»> «Спиральные сверла» вы можете отфильтровать «нержавеющую сталь» в поле «Применения». Затем вам будут показаны все спиральные сверла, которые можно использовать для резки нержавеющей стали.
Если у вас возникли проблемы с поиском подходящего сверла для листового металла, без промедления свяжитесь с нами.
Алюминий трудно сверлить, несмотря на то, что его легко повторять.
При сверлении, возможно, нет таких важных переменных, как материал заготовки.Он определяет геометрию сверла и основу, покрытие инструмента, нанесение СОЖ, а также скорость и подачу.
Хотя он известен своей относительной мягкостью и пластичностью, среди тех, кто регулярно сверлит алюминий, существует множество заблуждений.
«Многие считают алюминий одним из самых простых материалов для механической обработки, но он действительно представляет свои уникальные проблемы» – особенно при сверлении, – объяснил Эллиот Фрейзер, менеджер по продукции в Tungaloy America Inc. , Арлингтон-Хайтс, штат Иллинойс. «Алюминий обычно представляет собой мягкий, цветной, пластичный материал с низкой плотностью и, естественно, высокой устойчивостью к коррозии.Алюминий трудно сверлить, потому что его пластичность и мягкость заставляют материал постоянно и в течение длительного времени контактировать с передней поверхностью или режущими кромками сверла ».
, Арлингтон-Хайтс, штат Иллинойс. «Алюминий обычно представляет собой мягкий, цветной, пластичный материал с низкой плотностью и, естественно, высокой устойчивостью к коррозии.Алюминий трудно сверлить, потому что его пластичность и мягкость заставляют материал постоянно и в течение длительного времени контактировать с передней поверхностью или режущими кромками сверла ».
Несмотря на то, что существует множество различных алюминиевых сплавов с уникальными характеристиками обрабатываемости, Фрейзер сказал, что наиболее широко просверливаемые алюминиевые сплавы – это 6061 и 7075, добавив, что есть места для аэрокосмических и медицинских работ, которые используют исключительно специальные сплавы.
Кромки, канавки и покрытия
«Две основные проблемы при сверлении алюминия», – пояснил Чад Линч, инженер по продажам Allied Machine & Engineering Corp.(AMEC), Довер, Огайо, занимаются стружкообразованием и удалением стружки. «Если вы подойдете к нему без правильной геометрии инструмента, без надлежащего покрытия, без надлежащей охлаждающей жидкости, это может очень быстро превратиться в ситуацию, когда длинные волокнистые стружки наматываются на инструмент».
Frazier дополнил список основных проблем при сверлении алюминиевых сплавов. Алюминий будет накапливаться и прилипать к режущей кромке, препятствуя образованию новой стружки из основного материала, что может привести к склеиванию стружки из-за засорения канавок.Это приводит к налипанию алюминия на сверло, что способствует еще большему прилипанию и уплотнению стружки.
Давление в направляющем канале gundrill может повлиять на качество поверхности, в зависимости от смазывающей способности охлаждающей жидкости, из-за присущей алюминию пластичности. Изображение предоставлено Sandvik Coromant.
«Чипы имеют тенденцию« растягиваться »из-за мягкости материала», – пояснил Линч. «Основной способ обойти это с помощью геометрии.«AMEC предлагает специальную алюминиевую геометрию для своей линейки продуктов TA, которая имеет высокий передний угол, который эффективно формирует стружку в более вязких материалах типа 6061, – сказал он. Более высокий передний угол создает больший сдвиг в разрезе и заставляет материал попадать в место удара на инструменте.
Более высокий передний угол создает больший сдвиг в разрезе и заставляет материал попадать в место удара на инструменте.
Основное различие между сверлением алюминия и более твердых материалов, отмечает Джейсон Хаут, глобальный специалист по продукции и применению DHM (обработка глубоких отверстий) Sandvik Coromant Co., Fair Lawn, NJ, заключается в том, что точка сдвига алюминия достаточно мала, чтобы можно было резаться режущей кромкой инструмента, в отличие от выталкивания на
мм при обработке более твердых материалов.Это означает, что вертикальный, большой угол сдвига с минимальным заострением кромки идеально подходит для сверления алюминия.
«Как правило, сверла с большим углом наклона спирали, полированными канавками и углом при вершине от 130 ° до 140 ° обеспечивают наилучший отвод стружки и режущие характеристики», – сказал Фрейзер. «Однако, поскольку алюминий очень мягкий, операции сверления с использованием вышеупомянутой геометрии, как правило, представляют трудности с поддержанием надлежащего диаметра отверстия и качества поверхности боковой стенки. Если целью является сохранение размера отверстия, чистоты обработки и округлости отверстия, использование сверла с прямой канавкой и сквозной подачей СОЖ является преимуществом.”
Если целью является сохранение размера отверстия, чистоты обработки и округлости отверстия, использование сверла с прямой канавкой и сквозной подачей СОЖ является преимуществом.”
Однако острая кромка – это слабая кромка, и многие марки алюминия содержат большое количество кремнезема – твердых стекловидных частиц в матрице алюминия, которые могут быстро сломать кромку инструмента. «С износом [из-за кремнезема] иногда можно бороться с помощью покрытий или путем перехода с карбида на суперабразивный инструментальный материал, такой как PCD», – сказал Хаут.
При использовании твердосплавного инструмента важно, чтобы на нем не было покрытия на основе алюминия, потому что алюминий будет иметь тенденцию прилипать к поверхности заготовки, добавил он.Обычные покрытия, такие как Al2O3 или AlTiN, при контакте с алюминием под действием тепла и давления не только вступают в реакцию с деталью, но и обладают абразивными свойствами, которые могут способствовать BUE. Вместо этого Хаут рекомендует либо диборид титана, либо аморфную алмазную пленку.
Если они недоступны, твердый сплав без покрытия с полированной поверхностью обеспечивает более чем адекватные характеристики в большинстве случаев, – отметил Хаут. «Вы хотите, чтобы флейты были отполированы, чтобы материал мог выскользнуть, и если внутри флейты есть радиус, вам не нужны квадратные края или прямая стена, если это не неизбежно [например, при ручном сверлении].”
Фрейзер рекомендует микрозернистый карбид с твердостью от 92 до 93 HRA для сплавов с низким содержанием кремния, но сказал, что некоторые алюминиевые сплавы, используемые для поковок или отливок, содержат более 11 процентов кремния и лучше всего подходят для сверл с наконечником из поликристаллического алмаза или алмазоподобного углерода. .
«Обычно покрытия не наносят на сверла в алюминиевых приложениях, так как большинство покрытий содержат алюминий», – сказал он. Поскольку большинство покрытий содержат алюминий в качестве одного из основных составляющих элементов, Фрейзер сказал, что некоторые производители начали использовать титан. -цирконий-нитридное покрытие для алюминия.«Но общепринятая мудрость в этой области – использовать острое, отполированное и твердосплавное сверло без покрытия».
-цирконий-нитридное покрытие для алюминия.«Но общепринятая мудрость в этой области – использовать острое, отполированное и твердосплавное сверло без покрытия».
Использование сверла с прямой канавкой и сквозной подачей СОЖ является преимуществом, если целью является сохранение размера отверстия, чистоты обработки и круглости отверстия. Изображение предоставлено Тунгалой.
Одним из таких производителей является R.I. Carbide, шлифовальный и механический цех в Смитфилде, штат Род-Айленд, который предлагает покрытие ZETA ZrN в качестве альтернативы TiN, когда требуется дополнительная смазывающая способность.
«У нас был заказчик, которому нужно было просверлить 3000 отверстий в алюминиевой пластине, и если он сломал сверло, обрабатывающее одно отверстие, вся деталь оказалась ломом», – сказал Джон Ломбарди, президент компании. «Они обратились к нам с проблемой, и мы сделали для этой работы сверло диаметром 0,156 дюйма с основанием ½ дюйма длиной около 3 дюймов». R.I. Carbide применил покрытие ZETA на сверле, и, запустив это сверло с высокой смазывающей способностью и способностью пропускать СОЖ на высоких скоростях, заказчик смог успешно завершить деталь за первый проход.
R.I. Carbide применил покрытие ZETA на сверле, и, запустив это сверло с высокой смазывающей способностью и способностью пропускать СОЖ на высоких скоростях, заказчик смог успешно завершить деталь за первый проход.
Охлаждение
Правильный отвод стружки требует правильного нанесения СОЖ, и сверление алюминия не является исключением. Клевание – это всегда вариант, но многие производители деталей стараются не извлекать сверло, когда это возможно, что означает, что полированные канавки и сверла со сквозной подачей охлаждающей жидкости – в порядке вещей.
«Особенно при больших глубинах проблема всегда заключается в потоке охлаждающей жидкости для удаления стружки, и это не является чем-то уникальным для алюминия», – отметил Линч из AMEC.«Мы предпочитаем не клевать, и я считаю, что если людям приходится клевать, то это, вероятно, потому, что они не формируют хорошую фишку. На самом деле мы обнаружили, что тип смазочно-охлаждающей жидкости менее важен, чем концентрация – чем выше концентрация, тем лучше ваши результаты, вообще говоря ».
Tungaloy’s Frazier всегда рекомендует сквозную подачу СОЖ. «Более высокая скорость съема металла требует [подачи] большого количества охлаждающей жидкости, очень быстро, чтобы удалить стружку из зоны резания, а mrr обычно очень высока в алюминии.«Для подачи СОЖ потребуются циклы клевания, а смазка с минимальным количеством смазки просто не имеет значения смещения при сверлении отверстий, особенно при сверлении глубоких отверстий, – сказал он. «Чем выше расход и выше давление, тем лучше».
Компания Hout от Sandvik Coromant обнаружила по крайней мере одну уникальную характеристику алюминия при глубоком сверлении. «При использовании самонаводящихся сверл, таких как gundrills, из-за пластичности алюминия давление в направляющем тракте может повлиять на отделку отверстия положительно или отрицательно, в зависимости от смазывающей способности охлаждающей жидкости», – сказал он.Чистая смазочно-охлаждающая жидкость обычно приводит к гладкой поверхности, в то время как синтетическая жидкость на водной основе может позволить некоторой части алюминия прилипать к направляющей, создавая грубую, «размазанную» поверхность.
Работа на высоких скоростях резания при одновременном сопротивлении искушению перекачать и нанесение охлаждающей жидкости с высокой смазывающей способностью и средней или низкой вязкостью – лучший способ обеспечить чистоту поверхности, сказал Хаут. «Вы хотите, чтобы масло двигалось быстро».
Быстрое время
Насколько высоки могут быть эти скорости резания? По словам Хаута, современное машинное оборудование еще не достигло точки, при которой может быть достигнут потолок наземной скорости для алюминия.
«Порог для алюминия составляет около 60 000 футов в минуту, что очень быстро», – сказал он. «Я видел, как алюминий работал со скоростью 24 000 футов в минуту с твердосплавной пластиной без покрытия, и это не повредило ни алюминий, ни пластину. Я говорю нашим клиентам, что в безопасной рабочей среде не бойтесь запускать его, потому что я видел, что более высокие скорости вращения алюминия увеличивают стойкость инструмента и улучшают качество обработки поверхности ».
Поскольку многие считают, что алюминий дешев и с ним легко работать, легко попасть в ловушку, полагая, что любая установка для обработки будет работать.Однако, по словам Фрейзера из Тунгалоя, некоторые из «самых простых» материалов в конечном итоге приносят самую низкую рентабельность в конце работы.
«Если больше магазинов смогут работать с« легкими »материалами, будет больше конкуренции за те же самые работы, что неизбежно приведет к снижению цен на резку алюминия», – сказал он. «В этом смысле важно максимально увеличить скорость и эффективность при работе с этими материалами, используя обновленные инструменты и передовые концепции, чтобы оставаться конкурентоспособными.”
Американский / английский
Хотя жители Северной Америки знают его как «алюминий», в большинстве англоязычных стран используется суффикс «-ium». В канадском Оксфордском словаре написано слово «алюминий», а в австралийском словаре Macquarie – «алюминий». Причина?
«В 1926 году Американское химическое общество официально решило использовать алюминий в своих публикациях; Американские словари обычно обозначают правописание «алюминий» как «главным образом британское», – поясняет Tungaloy America Inc. Эллиот Фрейзер. «Самая ранняя ссылка, приведенная в Оксфордском словаре английского языка для любого слова, использованного в качестве названия для этого элемента, – это алюминий, который британский химик и изобретатель Хамфри Дэви использовал в 1808 году для металла, который он пытался изолировать электролитически от минерального оксида алюминия.
Эллиот Фрейзер. «Самая ранняя ссылка, приведенная в Оксфордском словаре английского языка для любого слова, использованного в качестве названия для этого элемента, – это алюминий, который британский химик и изобретатель Хамфри Дэви использовал в 1808 году для металла, который он пытался изолировать электролитически от минерального оксида алюминия.
«По сути, британская мысль« алюминий »казалась более классической и научной, поэтому они добавили дополнительную букву».
—E. Джонс Торн
Flowdrill, Baby, Flowdrill
Сверление включает образование стружки.Это просто данность – в конце концов, удаленный материал должен куда-то отправляться, верно? Но в то время как процесс, при котором не образуется стружка, может показаться некоторым не похожим на сверление, компания Flowdrill Inc., специализирующаяся на термофрикционном сверлении из Сент-Луиса, предлагает альтернативу традиционному сверлению.
«Бурение с термическим трением – это процесс, который включает в себя выделение тепла за счет трения и давления», – сказал Митч Рэй, президент Flowdrill. «Мы создаем то, что мы называем втулкой, из тонкостенного материала, толщина стенок которого примерно в три-четыре раза превышает первоначальную.”
«Мы создаем то, что мы называем втулкой, из тонкостенного материала, толщина стенок которого примерно в три-четыре раза превышает первоначальную.”
Эта втулка добавляет больше резьбы к отверстию и дает заказчику альтернативу существующим методам крепления, таким как приварные гайки или резьбовые вставки. После создания втулки метчик для форм может создавать резьбу или вставлять самонарезающий винт для завершения работы. В любом случае фишек не создается.
Геометрия Aludrill Flowdrill специально разработана для обработки алюминия. Изображение предоставлено Flowdrill.
Каждый диаметр долота инструмента имеет определенный набор параметров, объяснил Рэй.Например, размер резьбы-20 потребует, чтобы инструмент работал со скоростью 2400 об / мин из алюминия или мягкой стали, потребовал 1,5 л.с. и время цикла около 3 секунд на отверстие. Бита контактирует с материалом, и трение этого контакта нагревает материал, в то время как давление за битом проталкивает материал и образует втулку. Нет внешнего источника тепла, и сверла Flowdrill можно использовать на любом стандартном станке с ЧПУ без каких-либо специальных адаптеров.
Нет внешнего источника тепла, и сверла Flowdrill можно использовать на любом стандартном станке с ЧПУ без каких-либо специальных адаптеров.
Новейшая геометрия компании называется Aludrill, она разработана специально для алюминия.
Сверление с термическим трением создает отверстие и втулку – но без сколов – за счет тепла и давления. Изображение предоставлено Flowdrill.
«В отличие от других наших долот, оно не требует специальной смазки; он может работать со стандартной охлаждающей жидкостью для машин », – сказал Рэй. «Он также зенковывает фаску в материале, что делает его единственным из наших битов, который создает чип».
На стандартном сверле Flowdrill отшлифован многоугольник, состоящий из четырех вершин и четырех впадин, каждая из которых называется «выступами», которые создают трение и вызывают нагрев.Aludrill избегает этой геометрии в пользу большего контакта с металлом, что создает достаточное трение в более мягком алюминии для выработки достаточного количества тепла.
«У нас есть несколько крупных приложений для Aludrill, – сказал Рэй. – В прошлом году он использовался на новом пикапе Ford F150, проделав отверстия в передних фартуках этих грузовиков. Они используют саморез, чтобы прикрепить различные провода к передней части грузовиков ».
—E. Джонс Торн
Авторы
Allied Machine & Engineering Corp.
(330) 343-4283
www.alliedmachine.com
Flowdrill Inc.
(314) 968-1134
www.flowdrill.com
R.I. Carbide
(401) 231-1020
www.ricarbide.com
Sandvik Coromant Co.
(800) SANDVIK
www.sandvik.coromant.com/us
Tungaloy America Inc.
(888) 554-8394
www.tungaloyamerica.com
12 распространенных проблем при сверлении и как их избежать
2. Проскальзывает мое сверло
Вы обнаружите, что патрон недостаточно плотно удерживает сверло?Слишком свободно? Как я могу его обезопасить?
- У вас есть стандартное сверло с круглым валом? – попробуйте использовать сверло с 3 гранями на валу для лучшего захвата.
- Убедитесь, что сверлильный патрон затянут.
- Если сверло продолжает скользить, возможно, патрон изношен.

3. Чипы не ломаются
Это может быть очень неприятно! Стружка, которая не ломается должным образом, может стать длинной и вязкой и обернуться вокруг инструмента, а это означает, что вам нужно останавливать работу, чтобы часто их распутывать.В чем причина? Как мне это остановить?
- Недостаточная подача – увеличьте силу / давление.
- Тупой – возможно сверло требует заточки.
- Impro для каждого типа сверла и / или используемой точки – отрегулируйте.
4. У меня поврежден угол при вершине
Есть поврежденная точка, которая просто не выполняет свою работу?Что случилось? Как я могу это исправить?
- Падение или неправильное обращение со сверлом – будьте осторожны, чтобы не повредить наконечник сверла.
- Заточка – важно, чтобы сверло оставалось острым.В противном случае это может привести к нагреву сверляемого металла.

5. Дырка маленькая …. большая
Вы использовали сверло подходящего размера, но хммм … отверстие, которое вы проделали, кажется немного завышенным …В чем дело? Что мне делать?
- Контрольное отверстие и точечная пробивка – При сверлении отверстий, обычно диаметром более 6 мм, рекомендуется либо пробить точечную пробой, либо просверлить контрольное отверстие меньшим сверлом.Это помогает удерживать сверло в центре, не удлиняя основное отверстие.
- Острие сверла не по центру – переточите или замените для большей точности.
- Шпиндель станка не жесткий или не работает. – отрегулируйте.
- Заготовка болталась и / или вибрировала. – закрепите деталь плотно.

6. Ооооо грубо!
Никто не хочет дырку с шероховатой кромкой!
Почему он грубый и как его сгладить?
- Точечный пробойник и сверление Контрольное отверстие – таким образом буровое долото удерживается в центре отверстия, сводя к минимуму возможность его отклонения.
- Неправильная точечная заточка и / или затупившееся сверло. – переточите или замените сверло.
- Чрезмерная подача – уменьшить подачу.
- Неправильная или недостаточная охлаждающая жидкость – правильно. Это помогает проделать чистое отверстие, а также дольше сохранить остроту сверла. Нажмите здесь, чтобы узнать о популярной охлаждающей жидкости / жидкости для бурения
7. Мое сверло затупляется слишком быстро!
Хотите знать, почему ваше сверло не работает так долго? Вы можете продлить им жизнь!
Что убивает мое сверло? Как мне это исправить ?.
- Охлаждающая жидкость (буровой раствор) не достигает точки сверления, или используется недостаточно охлаждающей жидкости – проверьте охлаждающую жидкость.
- Слишком высокая скорость или недостаточная подача – проверьте и отрегулируйте.
- Неправильный t Тип наконечника и / или сверла для приложения – не поленитесь, используйте правильный наконечник и сверло для вашего приложения
8. Сколы на губах
Нет, мы не говорим об обеде.Мы говорим о сколах на кромке вашего сверла – в основном ваше сверло ломается.
Как это происходит?
- Слишком большой зазор кромки (более 15 °) приведет к поломке режущей кромки – переточите / заточите или замените сверло.
- Зазор кромки Нет e Незначительный зазор (под 9 °) требует дополнительного давления подачи, которое может привести к расколу полотна сверлом – переточите или замените сверло.
9. Скол на моей режущей кромке
Стружка на режущей кромке сверла не принесет вам хорошей работы!
В чем причина? Как мне это исправить?
- Большое биение после установки сверла или ослабленный патрон – проверьте свой патрон, отрегулируйте или выберите другой.
- Чрезмерная скорость резания или подачи – уменьшите скорость и / или подачу.
- Буровой раствор / охлаждающая жидкость – убедитесь, что вы используете буровой раствор, так как он снижает износ.Вот популярная буровая жидкость
10. Обрывы внешних углов
Теперь вы знаете, что что-то не так, когда это происходит!
Что происходит? Как мне этого избежать?
- Недостаточная или неправильная охлаждающая жидкость – проверьте и отрегулируйте.
- Превышение скорости – притормози!
- Накипь или твердые пятна на металле – извините, это относительно неизбежно.
11.Блуждающая моя сверло
Блуждающие сверла Jobber могут зацепить / задеть вашу работу …
В чем проблема? Как мне это остановить?
- Точечный пробойник и сверление Контрольное отверстие – при этом буровое долото будет удерживаться в центре отверстия, сводя к минимуму возможность его отклонения.
- Использование стандартного сверла 118 ° и / или; – используйте сверло с разрезным острием
- Недостаточное трение о рабочую поверхность – используйте сверло с разрезным острием для лучшего захвата и уменьшения блуждания.
12. Сделайте мое бурение быстрее!
Знаете ли вы, что разные точки сверления могут повлиять на скорость сверления?
Почему так медленно? Как я могу это улучшить?
- Используете ли вы стандартное сверло с острием на 118 ° по металлу? – попробуйте использовать сверла с разрезным острием 130 ° для более быстрого и точного сверления.
- Буровой раствор / охлаждающая жидкость – убедитесь, что вы используете буровой раствор, так как он снижает износ и минимизирует тепловыделение.Вот популярная буровая жидкость
AR400 Сварка и обработка | Associated Steel Corporation
Rhino-Tuf® EZ Сверление, формовка и сварка
ИНФОРМАЦИЯ О БУРЕНИИ
Используйте кобальтовые сверла, твердосплавные сверла, азотированные (закаленные) спиральные сверла или высокоскоростные сверла (типа M-2). Используйте обильную охлаждающую жидкость (20% растворимого масла). Используйте высококачественное оборудование с достаточной мощностью, чтобы избежать дребезга и вибрации. Снизьте скорость и увеличьте давление, чтобы избежать «застекления».«По возможности используйте ручную подачу, а не механическую подачу; механические подачи имеют тенденцию к превышению мощности и создают небольшие стружки, которые могут застревать или застревать. Ручная подача позволяет лучше контролировать и «чувствовать» движение соскребающего типа (длинная стружка). Используйте пилотное отверстие, а затем выполните операцию развертки. «Отрежьте» (или притупите) край второго сверла, чтобы создать царапающее движение, а не режущее.
Общие советы по подготовке сверла – Отшлифуйте металл за кромкой, чтобы получить зазор.(Предпочтительно 10 °). Большинство отказов сверла, которые возникают при сверлении твердой плиты, происходят вдоль земли, а не в точке входа. Существенно прорежьте точку в точке входа. СЛОВО О НАБОРНОМ РЕЗЦЕ : Резьбовые отверстия в закаленных износостойких пластинах сделать сложно. Во многих случаях, когда есть потребность в резьбовых отверстиях, лучший метод – просверлить отверстие большего размера, вставить пробку и нарезать пробку. Если вам необходимо врезаться в изнашиваемую пластину, убедитесь, что размер отверстия не меньше толщины пластины.Начните с меньшего «пилотного» отверстия.
ИНФОРМАЦИЯ О ФОРМИРОВАНИИ
Это действительно «ФОРМИРУЕМЫЙ» сорт износостойкой пластины. Рейтинг углеродного эквивалента (C.E.) – один из самых низких в отрасли. ФОРМА ПРОТИВ ЗЕРНА . Формование любой твердой пластины должно выполняться только лицами, имеющими опыт формовки твердой пластины. Отшлифуйте края вручную для удаления шлака и устранения потенциальных точек зарождения трещин. Убедитесь, что тарелка имеет комнатную температуру или немного теплее. Допускается минимальный радиус изгиба 4T (в 4 раза больше толщины листа).Наилучшие результаты будут получены при использовании нескольких ударов для формирования радиуса. Используйте верхний штамп с широким носом (бычий нос) и «открытый» (воздушный штамп) нижний штамп.
ИНФОРМАЦИЯ ПО СВАРКЕ (для Rhino-Tuf EZ и Ultima 501)
Эти изделия легко свариваются с использованием стандартного метода с низким содержанием водорода . (E7018). При сварке любых закаленных износостойких листов УДАЛИТЬ ВЛАЖНОСТЬ. СНИЖИТЕ НАГРЕВ и избегайте резких изменений температуры. : Предварительно нагрейте зону сварки. (В случаях, когда предварительный нагрев невозможен, можно рассмотреть возможность использования стержня из нержавеющей стали 309.) Обычно достаточно температуры предварительного нагрева и промежуточного прохода от 250 ° F до 350 ° F (от 350 ° F до 450 ° F для плиты 500BHN). Точная контролируемая температура печи не требуется, достаточно теплового карандаша. При использовании горелки двигайтесь быстро и равномерно, чтобы обеспечить общее повышение температуры. Поддерживайте температуру предварительного нагрева во время сварки. Дайте сборке медленно остыть. (Учтите, что предварительный нагрев также вызовет испарение любой остаточной влаги в зоне сварки.)
Используйте электрод наименьшего диаметра, который будет выполнять эту работу.(Сварка палкой предпочтительна просто из-за тенденции полуавтоматического процесса к нанесению слишком большого количества отложений). Путешествуйте быстро и используйте несколько маленьких бусинок для косичек. Холодная обработка, выполняемая перед сваркой (механическая обработка, формовка и т. Д.), Может привести к увеличению напряжения. Необходимо сделать все возможное, чтобы обеспечить правильное совмещение сварных секций. «Заедание» или зажим для исправления проблем с выравниванием приведет к сохранению напряжения. Чтобы свести к минимуму сварочные напряжения, выполняйте упрочнение валиков после каждого прохода, пока они еще горячие.
УДАЛЕНИЕ ВЛАЖНОСТИ
Убедитесь, что сварочные стержни полностью высохли. Используйте стержни из запечатанного контейнера или переносную печь в соответствии с указаниями производителя сварочных стержней. Помните, что все изделия для закалочной и отпущенной износостойкой стали разработаны с учетом сильного износа. Прочность на растяжение этих продуктов очень высока (200000 фунтов на квадратный дюйм), по этой причине следует избегать конструкционных сварных швов и сварных швов, требующих прочности на этих уровнях. Соблюдение надлежащей практики сварки, использование «Стандартного процесса с низким содержанием водорода», а также внимание к чистоте поверхности и осознание эффекта остаточного напряжения значительно повысят ваши шансы на получение исключительных сварных швов.
Данные по обработке износостойких пластин – Выполнение горячих и холодных работ на любых «закаленных» изнашиваемых пластинах требует осторожности из-за высокой твердости продукта. Используйте операторов, обученных и имеющих опыт работы с закаленными сплавами. Соблюдайте разумные процедуры, соответствующие общей классификации этих сплавов, и носите соответствующую защитную одежду.
Полное руководство по сверлам для бетона, металла, плитки и дерева
Ссылки для быстрой навигации:
Сверление отверстий – одна из самых распространенных задач, которую выполняет каждый проектный работник.Не имеет значения, какой у вас материал: дерево, металл, бетон или материалы с несколькими поверхностями. Важно то, что вы выберете правильное сверло для работы.
Вы должны выбрать сверло, подходящее для вашей работы. Сверла могут способствовать успеху вашего проекта или помешать ему. Уловка не в том, чтобы просто знать свои материалы. Он понимает, для чего нужны буровые коронки различных типов, для чего они предназначены и из чего они сделаны.
Использование неправильной биты может повредить основной материал.Неподходящие биты могут замедлить работу или остановить работу. Чтобы этого не случилось с вами, мы составили это подробное руководство по сверлам.
Материалы и покрытия для сверл
Не все сверла одинаковы, и не существует такой вещи, как универсальное сверло или сверло, подходящее для всех. Лучшие сверла по дереву – это не то же самое, что лучшие сверла по бетону. Точно так же сверло для кирпича не подойдет для металла.
На разницу в сверлах влияет множество факторов.Одно из самых больших различий в битах – их физическая форма или геометрия. С буровыми долотами связано множество терминов, и все они имеют важное значение. Вот самые важные части анатомии сверла:
- Общая длина: Это прямое описание физической длины сверла. Вы найдете сверла, классифицированные по длине, которая определяет глубину, на которую они могут проникнуть. Типичные долота с коротким валом – это инструменты с малым проникновением, такие как долота Forster, используемые для выемок.К долотам с более длинным валом относятся шнеки, используемые для растачивания древесины, и долота-удлинители, используемые для проникновения в углубления.
- Диаметр: Вероятно, самый известный термин долота – это диаметр. Проще говоря, это ширина отверстия, которое может прорезать сверло. Стандартные сверла варьируются от 1/16 дюйма до 1 1/2 дюйма. Вы также можете найти диаметры сверл, представленные в метрических единицах, причем биты обычно начинаются с 3 миллиметров.
- Хвостовик: Хвостовик сверла – это выступающий конец, который входит в сверлильный патрон.Это та деталь, за которую держится ваша электрическая дрель или наручный фиксатор. Хвостовики могут быть гладкими или шестигранными, в зависимости от необходимого крутящего момента. Обычно длина хвостовика меньше длины канавки и ведущей части.
- Канавка и грифель: Канавки – это углубленная или внутренняя канавка передней части или режущей части долота. Выводы – это внешняя поверхность, которая определяет диаметр отверстия и обеспечивает правильную траекторию сверла. Канавки и наконечники в основном подходят для спиральных сверл, которые, несомненно, являются наиболее распространенными сверлами, которые вы когда-либо использовали.
- Point: Это бизнес-часть вашего сверла. Существует множество конфигураций точек сверления. При этом учитываются такие термины, как острие винта, условное острие и точка разделения, но наиболее важной характеристикой является угол острия сверла. Типичный угол при вершине составляет 90 ° для быстрого резания, 118 ° для обычного сверления и 135 ° для более медленного растачивания твердых материалов.
Как и в случае с формами сверл, существует множество различных материалов сверл. Очень важно использовать правильный битовый материал, разработанный и предназначенный для материала проекта, над которым вы работаете.Типы сверл по дереву имеют другой состав материала, чем типы сверл по металлу. Существуют также различные материалы, из которых изготавливаются сверла по бетону, кирпичу или плитке.
Практически все сверла изготовлены из металла. За некоторыми исключениями, металлические биты являются наиболее практичным выбором для любой поверхности, включая дерево, бетон, плитку, стекло и металлические поверхности. Что действительно отличает разные биты, так это их фактический металлический состав. Вот четыре материала, которые часто используются при изготовлении сверл:
- Быстрорежущая сталь (HSS): Быстрорежущая сталь широко используется для сверления общего назначения.Подходящие материалы – дерево, мягкие металлы и пластмассы. Долота HSS содержат углеродистую сталь с некоторыми добавками хрома и ванадия.
- Кобальт: Для более сложных работ, таких как сверление нержавеющей стали, требуется более прочный материал долота, чтобы выдерживать сопротивление и выделяемое тепло. Вот где превосходят кобальтовые сплавы. Обычно вы увидите кобальтовые коронки с маркировкой HSS Co, которая гарантирует вам качественное сверло для сложных поверхностей.
- Твердосплавные наплавы: Карбид – чрезвычайно прочный металл, выдерживающий огромные нагрузки.Твердосплавные сплавы также дороги, поэтому производители инструментов часто используют HSS для хвостовиков, канавок и выводов, но добавляют кусок твердого сплава в острие. Сверла с твердосплавным наконечником популярны при сверлении кирпичной кладки, бетона и плитки.
- Твердосплавный: Для максимального сверления самых твердых материалов стоит вложить средства в твердосплавные сверла. Это означает, что карбидная конструкция имеет всю коронку, а не только наконечник. Твердосплавные коронки хорошо работают с цветными металлами и отлично справляются с абразивными поверхностями, такими как стекловолокно.
Часто бывает недостаточно построить сверло только из определенных металлов. Производители будут покрывать свои биты специальными добавками, чтобы улучшить производительность, продлить срок службы продукта и облегчить работу рабочего. Типичные покрытия для сверл включают:
- Черный оксид: Это покрытие помогает удерживать смазочные материалы и предотвращает ржавчину.
- Покрытие TiN: Покрытие из нитрата титана обеспечивает повышенный износ при сверлении твердых металлов.
- Покрытие TiAIN: Нитрат титана и алюминия обеспечивает высокую стойкость к нагреванию и истиранию.
- SG с покрытием: Многослойное силиконовое покрытие – это специальное покрытие, используемое для очень плотных металлов.
- Яркое покрытие: Яркое покрытие – это не покрытие. Скорее, это блестящая поверхность, которую вы видите у большинства насадок, используемых для обычных работ по дереву и мягким металлам. Биты с блестящей отделкой недороги и долговечны при правильном использовании.
Лучшие сверла по дереву
Большинство сверл, которые вы будете использовать при работе с деревом, будут иметь блестящую поверхность.При сверлении по дереву тип материала и покрытия сверла не так важны, как конструкция сверла.
Если вы плотник, вы по достоинству оцените множество различных пород дерева, из которых вам придется выбирать. У вас есть огромный выбор хвойных и лиственных пород. У вас также есть бесконечный спектр проектов, над которыми нужно работать. Это может быть что угодно: от сверления отверстий в мебели до просверливания деревянных элементов при строительстве дома.
Поскольку существует такой широкий спектр проектов по деревообработке, производители бит разработали несколько умных и специализированных инструментов.Есть короткие и длинные кусочки, тонкие и толстые кусочки, и кусочки разных размеров и форм. Вот обзор наиболее распространенных деревянных долот, которые вы можете найти на сегодняшнем рынке:
- спиральные сверла: Вероятно, вы не найдете набор инструментов для плотников, в котором не было бы спиральных сверл. Это спиралевидные отверстия для отверстий, служившие мастерским на протяжении нескольких веков. Существует множество различных типов спиральных сверл, в том числе джобберные, короткие, пилотные и предварительные.
- Биты зенковки: Для установки винтов и других крепежных деталей заподлицо с готовой поверхностью нет другого инструмента, кроме бита зенковки.Эти специальные детали следуют за ведущей коронкой или предварительно просверленным пилотным отверстием и вырезают точный участок, который соответствует головке вашей застежки. Не путайте биты с зенковкой и зенковкой. Это два разных инструмента.
- Шнековые насадки: Шнеки специально созданы для сверления глубоких отверстий в древесине. Они заметны по крутым поворотам грифеля и флейты. У шнеков также есть наконечник винта с резьбой на острие, за которым следует острая режущая кромка на торце.
- Лопаточные биты: Если вы работаете с деревом, от лопаты можно получить немало пользы.Сверла быстро и без усилий просверливают деревянные поверхности и позволяют снимать большой объем материала в короткие сроки. Одним из недостатков лопаточных бит является их склонность пробивать древесину и оставлять шероховатую заднюю кромку.
- Кольцевые пилы: Для сверления большого диаметра ничто не сравнится с кольцевой пилой. Эти гениальные инструменты на самом деле представляют собой два резца в одном. Кольцевые пилы имеют внутреннее спиральное сверло, которое устанавливает центрирующее пилотное отверстие, и внешнее кольцо с чашечкой, содержащее зубья пилы. Кольцевые пилы одновременно сверлят и пилит, что позволяет вырезать пробку определенного размера из вашего материала.
- Долота Форстнера: Другим специализированным, но бесценным буровым инструментом является сверло Форстнера. Эти биты позволяют просверлить отверстие с плоским дном и не оставят случайно сломанной кромки. Сверла Форстнера идеально подходят для мелкого бурения, например, для установки петель шкафа.
- Брэд очков: Брэд острие создает глухие отверстия в любом столярном проекте, который у вас есть. Если вы устанавливаете дюбели или полочные штифты, тогда вам может понадобиться закрепить штифт в вашем сверле.Они отличаются наличием шпор на внешних краях режущей поверхности и центральным винтом, который предотвращает отклонение сверла от совмещения.
- Сверла с уменьшенным хвостовиком: Если вы хотите просверлить отверстие большого диаметра с помощью патрона небольшого размера, то лучшим выбором будут сверла с уменьшенным хвостовиком. Эта конструкция имеет хвостовик, который уже по диаметру, чем острие, грифель и канавка. Например, вы можете просверлить отверстие диаметром 1 дюйм со сверлом с уменьшенным хвостовиком в патроне на 3/8 дюйма.
- Шаговые биты: Шаговые биты очень узнаваемы по сравнению с большинством других битов.Это инструменты конической формы, у которых есть ступеньки, начиная от маленьких на вершине и постепенно увеличиваясь по мере приближения конуса к хвостовику. Конусные биты идеальны, когда вы хотите проделать отверстия разного размера, не меняя фактическое сверло.
- Сверла с самоподводом: Сверла с самоподводом – еще один вариант сверления в древесине. Эти биты имеют центральный подающий винт, который направляет сверло в древесину и помогает аккуратно просверливать большие отверстия. Они часто используются профессиональными сантехниками или электриками для сверления больших отверстий для инженерных сетей.
Металлообработка – это особый навык, требующий иных методов, чем обработка дерева. Также требуются различные инструменты, в том числе сверла, специально предназначенные для резки металла.
Как и дерево, существует множество различных металлических материалов. В зависимости от вашего проекта вы можете встретить твердые металлы, такие как нержавеющая сталь, и мягкие металлы, такие как медь, или что-то среднее между ними, включая алюминий, листовую сталь, латунь, бронзу, пружинную сталь, магний и чугун.
Одно из основных различий между растачиванием дерева и сверлением металла – это прочность материала. Существует взаимосвязь между твердостью материала, скоростью сверления и силой, прилагаемой к сверлу. Как показывает практика, чем тверже материал и чем выше соотношение скорость / сила, тем больше будет тепловыделение.
Чтобы преодолеть тепло, создаваемое сопротивлением сверлению, слесари-металлисты часто используют смазочные материалы для охлаждения долота и уменьшения износа. Иногда достаточно воды, но часто специальные масла облегчают работу.Состав и покрытия сверла могут помочь при сверлении металла, но, как и в случае с деревом, все зависит от конкретного типа сверла. Вот общие типы сверл, которые можно использовать при сверлении металла:
- Спиральные сверла: Для многих работ по металлообработке не требуется ничего более сложного, чем спиральное сверло, и слесари часто используют эти сверла. Однако у слесарей гораздо больше шансов иметь кобальтовые или твердосплавные коронки, чем у плотников. Они также с большей вероятностью будут использовать биты с покрытием.
- Ступенчатые насадки: Многие слесари используют свои ступенчатые насадки, чтобы в спешке вырезать отверстия разного размера, особенно рабочие, работающие с листовым металлом. Типичное ступенчатое сверло имеет диаметр от дюйма до 1,5 дюйма, что вполне соответствует диапазону кольцевой пилы.
- Кольцевые пилы: Кольцевые пилы работают как с тонким металлом, так и с толстой древесиной. Вы найдете кольцевые пилы для сверления металла диаметром до 4 дюймов. Но вы также найдете кое-что особенное в кольцевых пилах по металлу – состав зубьев режущей поверхности пилы обычно карбидный или алмазный.
- Сверла с уменьшенным хвостовиком: Слесарщики, которым нужны отверстия большого диаметра, но которым нужен патрон небольшого размера для сверла, оценят инвестиции в сверла с уменьшенным хвостовиком. Размеры хвостовика обычно включают размеры 1/4 дюйма и 3/8 дюйма и широко доступны во многих композициях.
- Биты зенковки: Многие металлисты гордятся сверхгладкими поверхностями. Для этого они будут зенковывать головки винтов и крепежных деталей, используя биты зенковки, изготовленные специально для металлоконструкций.
- Ступенчатые сверла: Эти сверла – еще один вариант для сверления металла, а также дерева. Ступенчатые сверла подходят для сверления отверстий в листовом металле и других тонких металлических материалах и часто используются электриками.
Лучшие сверла по бетону и блокам
Бетон и кирпич – это особые продукты. Их свойства значительно отличаются от металла и дерева. Поэтому для них требуются биты другой конструкции, если вы собираетесь просверлить отверстие в их поверхности.
Существует широкий спектр продуктов на основе бетона, с которыми вы можете столкнуться. Популярные бетонные изделия заливаются или монтируются, как фундамент или патио, из сборных каменных блоков, кровельной плитки, цементно-древесноволокнистой плиты и искусственного камня. Для любого или всех этих продуктов может потребоваться сверление.
Бетон представляет собой смесь тонкоизмельченного портландцемента и каменных крошек большего размера. Когда вы просверливаете блочные и бетонные изделия, вы столкнетесь со сплошным сочетанием твердых и мягких карманов.Возможно, вы просверливаете бетонный фундамент или прикрепляете выступ к стене из кирпичного блока. В таком случае вам понадобится немного, специально предназначенное для этой цели.
Вам также понадобится электрическая дрель, предназначенная для бетонных и блочных работ. Двумя распространенными конструкциями являются перфораторы и сверла с приводным валом (SDS). Оба сверла используют ударное движение, которое разбивает бетонный заполнитель и порошок, а также режет его. Если вы собираетесь бурить какие-либо бетонные проекты, вам понадобятся следующие совместимые долота:
- Насадки для каменной кладки: Так как изделия из кирпича твердые, абразивные и коррозионные, вы редко найдете стандартные блестящие насадки, предлагаемые для этой работы.Вместо этого большинство битов по камню покрыто антикоррозийной поверхностью, такой как черный оксид. Вам также следует использовать насадки для кирпичной кладки с твердосплавной поверхностью и ударно-совместимой конструкцией или конструкцией SDS.
- Спиральные сверла: Скорее всего, вы найдете много спиральных сверл в секции резки бетона. Проверенная конструкция скрученных канавок и выводов быстро и без усилий удаляет пыль и мусор из просверленного отверстия, которые имеют тенденцию закупоривать и мешать вашей работе. Большинство спиральных сверл, предназначенных для бетонных работ, имеют особый состав и криволинейные головки, такие как твердосплавные поверхности и обработанные оксидом внешние поверхности.
- Кольцевые пилы: Время от времени вам может понадобиться вырезать отверстия большого диаметра в бетоне и кирпичной кладке. В коммерческом бизнесе по резке бетона это называется бурением, и для этого требуется прочная и острая кольцевая пила. Обычно кольцевые пилы, предназначенные для резки бетона, имеют алмазную режущую кромку, а некоторые обходятся твердосплавной обработкой.
- Долота SDS: Одно из лучших изобретений буровых коронок – это система со скользящим или шлицевым приводным валом.Благодаря своей конструкции хвостовика, напоминающей паз, биты SDS не проскальзывают в патроне. Они скользят вперед и назад в зависимости от нагрузки. Биты SDS также быстро меняются между размерами.
- Кольцевые пилы: Время от времени вам может понадобиться вырезать отверстия большого диаметра в бетоне и кирпичной кладке. В коммерческом бизнесе по резке бетона это называется бурением, и для этого требуется прочная и острая кольцевая пила. Обычно кольцевые пилы, предназначенные для резки бетона, имеют алмазную режущую кромку, а некоторые обходятся твердосплавной обработкой.
Лучшие сверла для плитки
Сверление плитки потенциально сложнее, но будьте уверены, люди, знающие трюки, всегда успешно справляются с этим. Одна из этих уловок – иметь правильный тип сверла для плитки и терпение, чтобы правильно с ним обращаться.
В строительстве используются три основных типа плитки. Наибольшей популярностью пользуется керамическая плитка. Керамика довольно мягкая, но при этом хрупкая. Стеклянная плитка пользуется спросом для украшения.По плотности они равны керамическим и легче ломаются. Керамогранит – самый твердый. Для сверления фарфора требуется особая сноровка и инструмент.
Биты, специально разработанные для сверления керамической, стеклянной и керамогранитной плитки, обладают двумя отличительными особенностями. Один из них – конфигурация точки сверления. Другой – материал сверла.
Лучшие сверла для работы с плиткой имеют твердое острие с острыми углами. Некоторые напоминают наконечник копья или стрелы. Высококачественные биты для плитки также имеют режущие поверхности из алмазов или карбидов.Плитка требует твердой поверхности сверла и аккуратного касания спускового крючка. Вот три основных сверла, которые вам нужны для всех ваших проектов сверления плитки:
- Насадки для плитки и стекла: Это общая категория, которая охватывает ряд насадок, подходящих для работы с плиткой. Вы должны выбрать бит, который производитель считает подходящим для типа плитки, с которой вы работаете. Помимо диаметра отверстия, которое вам нужно, вы должны убедиться, что передняя кромка сверла будет врезаться в плитку и не разбивать ее.
- Наконечники для копий: Наконечники для копий имеют игольчатый наконечник, который медленно входит в работу с небольшим контактом, а затем постепенно увеличивает отверстие. У вас есть широкий выбор наконечников с твердосплавными и алмазными режущими поверхностями.
- Алмазные сверла: Не все алмазные сверла, предназначенные для резки плитки, имеют острие. Вы можете найти хороший выбор алмазных сверл обычных конструкций.
Выберите строительный крепеж и инструменты для любых ваших потребностей в долотах
Construction Fasteners and Tools – канадский эксперт по оборудованию.С 2001 года мы сотрудничаем с профессиональными подрядчиками и домашними мастерами, чтобы обеспечить исключительное обслуживание клиентов и высококачественные крепежи и инструменты. Мы особенно гордимся нашим обширным выбором сверл и принадлежностей для сверл, которые подходят для самых разных материалов и проектов.
Если вы сверляете дерево, металл, бетон или плитку, дружелюбный персонал Construction Fasteners and Tools предложит вам специализированные знания и широкий ассортимент для успешного выполнения ваших проектов.Просмотрите наш онлайн-каталог, чтобы найти подходящие сверла. Для получения дополнительной информации позвоните нам сегодня по телефону 866-238-8880 или свяжитесь с нами через Интернет.
.