Сверление от А до Я (сверла, металл, дерево, камень и пластик и др.) | Своими руками
Всегда, когда требуется установить дюбель, что-то приклепать или свинтить, сначала сверлят отверстие. В этой коллекции пойдёт речь о том, какие бывают свёрла и для чего они предназначены.
Устройство сверла
На конце сверла расположены две режущие кромки, каждая из которых срезает с обрабатываемого материала по одной стружке. Далее стружки поднимаются наверх по боковым спиралевидным канавкам и выводятся из отверстия.
Самые распространенные свёрла — спиральные или винтовые применяют для сверления самых различных материалов.
Свёрла для работы с минеральными материалами снабжены твердосплавными пластинами, которые материал не режут, а скорее соскабливают. Для повышения производительности некоторых инструментов сверло в них выполняет помимо вращательного, еще и ударное движение, разбивая обрабатываемый материал.
Читайте также: Выбираем сверла для твердых и хрупких материалов
Какое сверло для чего!
Фрезеруют, соскабливают или режут – в зависимости от типа обрабатываемого материала сверлильные инструменты работают по-разному.
Твердосплавная пластина у ударного сверла(1)разбивает обрабатываемый материал. Такое сверло используют только в перфораторах. Простые спиральные (винтовые) свёрла (2) обрабатывают металлы и пластмассы, их свёрла работают подобно фрезе. Свёрла по дереву (3) можно узнать по центровочному наконечнику на конце сверла. Их внешние режущие кромки разрезают волокна дерева, а затем внутренние кромки фрезеруют материал.
Свёрла по камню {к), так же, как и ударные свёрла, имеют твердосплавные пластины на конце. Эти свёрла тупые, они работают, соскабливая материал,а при использовании в перфораторе и разбивая его. Свёрлами Форстнера (5) можно прорезать в дереве относительно большие отверстия. Свёрла по стеклу (6) также имеют твердосплавные пластины, при сверлении происходит соскабливание материала, этот процесс требует охлаждения.
Геометрия сверла
Обычные спиральные свёрла по стали имеют угол наклона винтовой канавки от 19 до 40° и угол при вершине 118°. У свёрл для более твердых материалов угол наклона винтовой канавки меньше, а для более мягких — больше. Задний угол между двумя главными режущими кромками — он образуется при затылочном шлифовании режущих кромок — позволяет наконечнику сверла проникать в материал.
У свёрл для более твердых материалов угол наклона винтовой канавки меньше, а для более мягких — больше. Задний угол между двумя главными режущими кромками — он образуется при затылочном шлифовании режущих кромок — позволяет наконечнику сверла проникать в материал.
Две лежащие на противоположных сторонах режущие кромки на конце сверла расположены параллельно друг к другу, благодаря чему возникает так называемая поперечная режущая кромка. Обычно она расположена под углом в 55° к главным режущим кромкам. Поперечная режущая кромка соскабливает у конца сверла дополнительное количество материала, который по винтовой канавке выводится из отверстия.
Виды свёрл
Все свёрла, применяемые в обычных электродрелях, имею круглый хвостовик, который закрепляют в патроне.
Только на свёрлах для перфораторов хвостовик снабжён канавка! Спиральные (винтовые) свёрла используют при сверлении металлов, керамики и пластмасс. Простые свёрла этого типа изготавливают из прокатной стали (хром-ванадиумной или быстрорежущей стали), высококачественные свёрла имеют напыления, делающие их более износостойкими и невосприимчивыми к коррозии. Эти свёрла небольшого диаметра можно использовать и для обработки дерева.
Эти свёрла небольшого диаметра можно использовать и для обработки дерева.
Однако отверстия большого диаметра в этом природном материале лучше выполнять специальным свёрлами по дереву центровочный наконечник и внешний режущие кромки на конце сверла предотвращают его смещение в материале, кроме того, эти свёрла часто имеют двойные винтовые канавки, что ускоряет вывод стружки из отверстия.
Убедитесь в отсутствии коммуникаций в стене
Свёрла в виде бит с шестигранным хвостовиком можно вставлять шестигранную насадку и использовать с аккумуляторными шуруповертами.
А защитное напыление увеличивают износостойкость сверл и защищают их от коррозии.
Свёрла по камню и бетону снабжены твердосплавными пластинами или вообще могут быть изготовлены целиком из твёрдого металла. Эти свёрла не имеют острых режущих кромок, и поэтому они только соскабливают материал, а не режут его.
Ссылка по теме: Как сверлить без сколов
Сверление по дереву
Дерево имеет обыкновение трескаться вдоль волокон, поэтому обра-[тывать его необходимо специальными свёрлами с режущими кромками на концах. Дерево как неоднородный и волокнистый материал реагируют на несоответствующую ему обработку неприглядным расщеплением.
Дерево как неоднородный и волокнистый материал реагируют на несоответствующую ему обработку неприглядным расщеплением.
Поэтому отверстия диаметром от 4 мм нужно выполнять специальными свёрлами по дереву. Снабженные центровочным наконечником и внешними режущими кромками, на концах эти свёрла обеспечивают точное вхождение инструмента в материал, а также разрезание древесных волокон по внешним краям отверстия.
Для того, чтобы внешние режущие кромки на концах сверла не рвали древесину, её сверлят на высоких скоростях. Отверстия диаметром до 12 мм необходимо выполнять на максимальной скорости вращения сверла. Правда, при использовании сверла Фор-стнера скорости вращения приходится уменьшать, иначе его внешние режущие кромки при высоком темпе вращения оставят след обугливания на дереве.
Чтобы избежать перегрева сверла, делать глубокие отверстия в дереве следует в несколько этапов.
При этом вращающееся сверло нужно время от времени вынимать из отверстия и охлаждать инструмент. Если всё-таки в местах сверления возникает обугливание, значит мастер работает на большой скорости вращения инструмента или что сверло затупилось.
Если всё-таки в местах сверления возникает обугливание, значит мастер работает на большой скорости вращения инструмента или что сверло затупилось.
Если необходимо заготовку просверлить насквозь, то рекомендуется подложить под неё кусок ненужного дерева — в противном случае при выходе сверла с обратной стороны заготовки дерево обязательно расщепится вдоль волокон.
Если сверлят отверстия под вкручивание шурупа, то диаметр отверстия должен соответствовать диаметру шурупа, который можно определить с помощью штангенциркуля. Место для утапливаемой головки шурупа на поверхности дерева делают зенкером.
Особые случаи водить сверление в несколько этапов
Держите дрель прямо!
Отверстия большого диаметра следует выполнять на малых скоростях вращения и с небольшим давлением на инструмент, для охлаждения сверла рекомендуется производить сверление в несколько этапов
Для выполнения скрытого крепления шурупом сначала сверлят отверстия большего диаметра, а затем в нем отверстие под собственно шуруп.
Сверление у края заготовки выполняют, используя направляющие насадки для дрели и подложки.
Расширить отверстие довольно просто. Сначала с помощью сверла Форстнера просверлить отверстие требуемого диаметра в куске толстой фанеры куске дерева, наложить этот шаблон на заготовку с отверстием, которое нужно расшить, и выполнить сверление. Шаблон задаст сверлу правильное направление.
Сверление под наклоном выполняют следующим образом; в заготовке сверлят отверстие на глубину в несколько миллиметров под прямым углом, затем, не выключая дрель, направить сверло в заготовку под требуемым углом и выполнить сверление на всю глубину.
Отверстия большого диаметра необходимо всегда выполнять только на стационарных машинах или ручными инструментами с направляющими насадками, иначе при перекосе машины сверление может пойти не в том направлении, что повлечет за собой значительные и трудно устранимые повреждения обрабатываемой поверхности.
Сверло Форстнера
Этот вид сверла для дерева представляет собой комбинацию из сверлильной коронки и хвостовика.
Им можно выполнять сверления больших диаметров (как правило, от 12 мм до 100 мм).
На свёрлах меньших размеров две или четыре основных режущих кромки расположены вокруг центровочного наконечника, полукруглые внешние режущие кромки обеспечивают чистое срезание деревянных волокон с кромки отверстия.
Свёрлами Форстнера можно пользоваться только на стационарных сверлильных машинах или ручными дрелями с направляющими приставками. Центровочный наконечник задаёт правильное направление крупноформатному сверлу.
«Хлипкую» стену сверлят через тонкую дощечку
Читайте также: Сверло Форстнера: какие бывают, как пользоваться и как наточить эти сверла
Правильное сверление камня
Чем твёрже материал, тем более мощных инструментов он требует. Камень приходится не только сверлить, но и разбивать. Для работы с минеральными материалами режущие свёрла не годятся: материал немедленно затупил бы их. Поэтому свёрла по камню и бетону не затачивают, а снабжают на концах твердосплавными пластинами, которые как бы размалывают материал.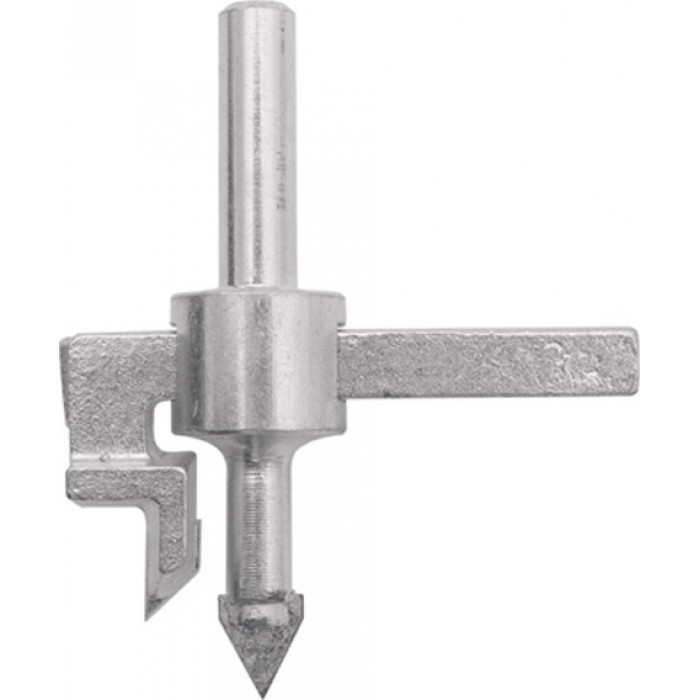 Затем буровая мука по спиральным ложбинкам выводится по сверлу из отверстия.
Затем буровая мука по спиральным ложбинкам выводится по сверлу из отверстия.
Однако, при сверлении в камне особо твердых пород этот способ малоэффективен. Поэтому дополнительно к вращению сверло выполняет ещё и удары по материалу в осевом направлении — для этого существуют ударные дрели. Сегодня всё чаще дрели для домашних мастеров снабжены ударным механизмом.
Но в бетоне энергии ударной дрели не хватает, тогда в дело идёт перфоратор. Но в нем обязательно используют только специальные свёрла со снабжёнными ложбинками хвостовиками.
Правильное сверление пластика
Пластик чувствителен к нагреванию, и поэтому его нужно обрабатывать при низкой скорости вращения сверла и незначительным давлением на инструмент. Охлаждение материала предотвращает его размягчение и перегрузку.
Чаще всего домашние мастера обрабатывают акриловое стекло. В идеале этот материал обрабатывают режущим инструментом, в том числе и при сверлении. Лучше всего для этой цели подходят сверла по бронзе — у них отрицательный угол наклона винтовой канавки. Но можно использовать и свёрла по стали, если их предварительно слегка затупить, посверлив, например, бетон. Пластик следует сверлить на малых скоростях и с небольшим давлением на инструмент, чтобы не перегреть материал.
Но можно использовать и свёрла по стали, если их предварительно слегка затупить, посверлив, например, бетон. Пластик следует сверлить на малых скоростях и с небольшим давлением на инструмент, чтобы не перегреть материал.
Правильно ли вы сверлите, можно определить по характеру стружки. Если она крошится, то скорость сверления слишком велика. Если она оплавлена, то скорость сверления и давление слишком малы.
И при сверлении пластика материал нужно охлаждать. Для охлаждения можно применять обычную воду, добавив в нее несколько капель средства для мытья посуды. Охлаждающее средство лучше всего нанести на сверло еще до начала работы.
Правильное сверление металла
Металл предъявляет особые требования к сверлению. Наконечник сверла по металлу тупой, поэтому место сверления необходимо наметить кернером — это предотвратит соскальзывание сверла при работе.
Толстые металлические заготовки при сверлении приходится охлаждать. В домашних условиях это делают водой, но можно использовать и специальные жидкости. Металлическую заготовку всегда следует надёжно фиксировать.
Металлическую заготовку всегда следует надёжно фиксировать.
Выбираем дрель
- Аккумуляторные шуроповерты и небольшие сетевые электродрели способны осуществлять только вращательное движение, скорость которого, как правило, можно регулировать. Для сверления выбирают самую высокую скорость вращения.
- Ударные дрели имеют подключаемый ударный механизм. Во время работы этот механизм выполняет множество коротких ударов небольшой мощности. Ударный механизм дрели состоит из двух храповиков, один из которых соединен с корпусом дрели, а другой с вращающимся патроном. Этим механизмом можно обрабатывать кирпичную кладку.
- Перфораторы снабжены подключаемым пневматическим ударным механизмом, который производит относительно малочисленные, но зато более мощные удары. Вращательное движение электродвигателя преобразуется с помощью кривошипно-шатунного механизма или специального качающегося сферического подшипника в возвратно-поступательное движение поршня. Под действием компрессии в полости между поршнем и тараном последний разгоняется и через ударник передает свою энергию на инструмент: сверло, зубило, бур, коронку и т.
 п. Система идеальна для работы по бетону.
п. Система идеальна для работы по бетону.
 п. Система идеальна для работы по бетону.
п. Система идеальна для работы по бетону.В дрели главное — вращение! Но некоторые машины способны на большее! Работая в камне или бетоне, они совершают ударные движения, разбивая материал и, тем самым, ускоряя прохождение сверла.
© Автор: Михаил Лежнев
ЭТО ИНТЕРЕСНО: КАКИЕ ЕСТЬ И БЫЛИ СВЕРЛА?
© Автор: Олег Оленев – основатель музея столярного инструмента в подмосковном Пушкино
МУЗЕЙ СТОЛЯРНОГО ИНСТРУМЕНТА: Московская область, г. Пушкино, ул. Оранжерейная, д. 28а.
Прямо скажу, операция сверления в традиционном столярном и плотничном деле не стоит в ряду основных, таких как пиление, строгание, долбление. Тем не менее, она широко используется для установки нагелей и шкантов, для устройства соединений на круглый шип (например, в виндзорских стульях, каретниками при изготовлении колёс), для выборки лишнего материала при устройстве глубоких гнёзд и некоторых других видов работ.
Фото 1. Плотницкие буравы
Фото 2. Столярные буравчики
Столярные буравчики
Условно разделю сверлящие инструменты на буравы, коловороты и дрели. Буры и буравчики (фото 1) используются в основном в плотницком деле и ограниченно, небольшого диаметра, в столярном (фото 2). Подробно рассматривать их не буду ввиду несовершенства конструкции и непригодности для точных и аккуратных работ.
Поэтому сразу перейдём к коловоротам. Наиболее широко эти инструменты использовались и используются в столярном деле. Привычного вида деревянные коловороты уже были в XVII веке и без особых изменений дошли до XIX века (фото 3) — коловорот на данном фото имеет деревянный пружинный вкладыш, в который вставлено сверло. На тот момент хвостовики у сверл имели произвольную форму и, чтобы пользоваться набором из различных свёрл, зачастую изготавливали вкладыши-переходники (фото 4). На этом фото переходники имеют наружную резьбу, а в коловороте для уменьшения износа предусмотрена ответная внутренняя резьба в костяной вставке.
Фото 3. Коловорот, нач. XIX века, Германия
Коловорот, нач. XIX века, Германия
Фото 4. Коловорот со сменными битами, сер. XIX века, Германия
Фото 5. Английский коловорот, кон. XIX века
В начале XIX века в английских коловоротах появились унифицированные патроны для четырёхгранного хвостовика (фото 5), а на свёрлах – характерная выемка в хвостовике для фиксации в патроне. Конструкция английского бюджетного коловорота традиционно выполнялась из бука с усиливающими накладками из латуни. Металлические французские и немецкие коловороты были схожи между собой по форме и конструкции (фото 6), но немецкие имели патрон с гнездом для плоского хвостовика, который был принят в Германии, или универсальные – для квадратного и плоского хвостовика (фото 7). Описанные коловороты выпускались вплоть до Первой мировой войны. Шведский коловороте пружинным фиксатором сверла (фото 8).
Фото 6. Слева – французский, справа немецкий коловорот, кон. XIX века
Фото 7. Виды посадок в патронах
Фото 9. Коловорот с трещоткой и реверсом, кон. XIX века, США
Коловорот с трещоткой и реверсом, кон. XIX века, США
В США в 1850-х годах запатентованы различные варианты захватов, втом числе, универсальных «плавающих» захватов в патронах для квадратных хвостовиков, а в 1880-х патроны с трещоткой и реверсом (фото 9), эти коловороты дошли до нашего времени без изменений. Все американские коловороты никелированы. Существуют различные специальные коловороты, например, для сверления отверстий в углах (фото 10), в стеснённых условиях, с трещоткой (фото 11), а эта угловая насадка на коловорот предназначена для сверления в труднодоступных местах (фото 12). Есть также специальный бондарный коловорот с ложечным сверлом (фото 13), а также металлический английский коловорот усиленной конструкции для каретных работ (фото 14).
Фото 8. Шведский коловорот, кон. XIX века
Фото 10. Коловорот для сверления отверстий в углах
Все коловороты различаются по размеруотоси вращения сверла до оси вращения ручки (по-американски — swing): чем больше размер, тем большее усилие можно создать на сверле и больший диаметр просверлить. Отверстие диаметром 30-40 мм простым коловоротом высверлить уже нелегко, поэтому для этой цели в США использовался двуручный коловорот. Такого коловорота нет в моей коллекции, а я обещал, что сопровождать текст буду фотографиями экспонатов только из моего музея. Для сверления очень больших отверстий (40-80 мм) в плотницком деле использовался вот такой сверлильный механизм (фото 15), его устанавливали на брус или доску, плотник садился непосредственно на него для фиксации и двумя руками приводил в действие агрегат.
Отверстие диаметром 30-40 мм простым коловоротом высверлить уже нелегко, поэтому для этой цели в США использовался двуручный коловорот. Такого коловорота нет в моей коллекции, а я обещал, что сопровождать текст буду фотографиями экспонатов только из моего музея. Для сверления очень больших отверстий (40-80 мм) в плотницком деле использовался вот такой сверлильный механизм (фото 15), его устанавливали на брус или доску, плотник садился непосредственно на него для фиксации и двумя руками приводил в действие агрегат.
Для сверления небольших отверстий в дереве или металле до 6 .мм, коловорот неэффективен, гораздо удобнее использовать дрель. Шестерёночный механизм, используемый в дрелях, изобрели в первой половине XIX века, однако широкое распространение дрели получили только в конце XIX века (фото 16), патрон предусмотрен для использования сверла с четырёхгранным хвостовиком. Дрели привычной нам формы с кулачковым патроном появились в США в 1890-х годах (фото 17), это были ручные одно- и двухскоростные дрели, дрели с различными режимами работ (фото 18), необходимый набор свёрл помещался в съёмной ручке.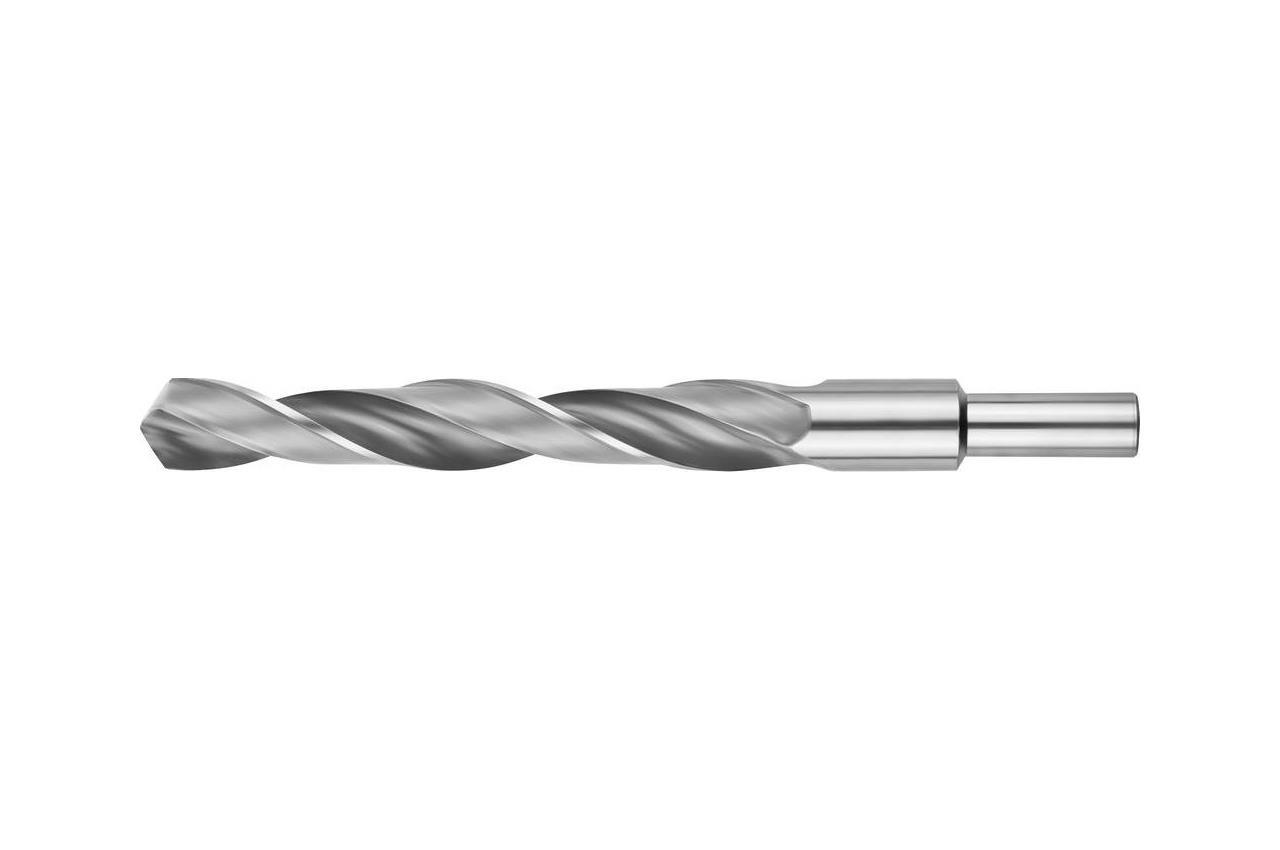 Некоторые дрели для интенсивных работ по металлу с упором (фото 19) имели вмонтированный уровень.
Некоторые дрели для интенсивных работ по металлу с упором (фото 19) имели вмонтированный уровень.
Фото 11. Коловорот для сверления в стеснённых условиях
Фото 12. Угловая насадка на коловорот для сверления в труднодоступных местах
Фото 13. Бондарный коловорот
В это же время появились нажимные дрели (фото 20) для грубого сверления небольших отверстий до 4-4,5 мм, например, лидирующие отверстия под гвозди и шурупы. Обратите внимание: свёрла не имеют спиральной навивки. Пружина для твёрдых пород должна быть более жёсткой, для мягких – менее, в противном случае в твёрдых породах сверло не будет врезаться, а в мягких – слишком агрессивно «вгрызаться». Для совсем мелких работ в Европе использовались сверлилки (фото 21), диаметр цангового зажима обычно не превышал 1,5-2 мм.
Фото 14. Коловорот со свёрлами для каретных работ, Англия
Фото 15. Сверлильный механизм, кон. XIX века, США
Фото 16. Дрель, кон. XIX века Германия
XIX века Германия
Теперь рассмотрим свёрла и различные биты к коловоротам и дрелям. За период с конца XIX века до Первой мировой войны их было разработано огромное количество. Самыми распространёнными в Европе стали центровые свёрла (фото 22). Они появились приблизительно в XVIII веке. Широко использовались в Великобритании, Франции, Германии, России. Диаметр составлял от 6 до 40 мм, иногда до 50 мм.
Центровыми свёрлами сверлить достаточно удобно неглубокие отверстия, для глубоких лучше применять шнековые американские свёрла (фото 23), они оставляют гладкими стенки отверстия, хорошо держат цилиндрическую форму, не требуют давления на них, так как имеется заглубитель в виде «шурупчика» на конце.
Фото 17. Ручные дрели, двух-и односкоростная, 1890-е, США
Фото 18. Дрель, 5 режимов работы, 1910-е, США
Фото 19. Двухскоростная дрель, 1890-е, Stanley,США
Фото 20. Нажимная дрель, ь1890-е, США
Фото 21. Сверлилка, нам. XX века, Германия
Сверлилка, нам. XX века, Германия
Фото 22. Центровые свёрла, Англия
Фото 23. Набор шнековых свёрл, 1890-е Jennings, США
Фото 24. Шнековые сверла, США (слева направо: RJennings, Irwin, Ford)
Фото 25. Раздвижные свёрла, США
Фото 26. Спиральные свёрла для твёрдой древесины и металлов
Фото 27. Свёрла Forstner
Фото 28. Насадки для коловорота
Этот «шурупчик» изготавливается с разным шагом витков для различной древесины (фото 24). Шнековые свёрла продавались, как правило, наборами по 6,9 и 13 шт., диаметром от 6 до 25 мм. Самые известные производители: R.Jennings, Irwin, Ford. Свёрла Jennings имеют двойную навивку, свёрла Irwin – одинарную с центральным стержнем, свёрла Ford – тоже одинарную навивку, но значительно мощнее и без центрального стержня (фото 24). Широко распространены раздвижные свёрла (фото 25) диаметром до 76 мм. Для сверления под углом к заготовке выпускались специальные свёрла, без дорожника (подрезающего резца – на фото 14), эти же свёрла можно использовать для сверления твёрдой древесины.
Далее приведу различные типы свёрл и бит. Спиральные свёрла для твёрдой древесины и металлов (фото 26), свёрла Forstner, применяются для точного неглубокого сверления (фото 27). Свёрла для лидерных отверстий под шурупы, с зенкером и различные зенковки (фото 28), конусная заточка, развёртка, ложечные свёрла для сверления вдоль волокон (фото 29), сверло для рассверливания маленького отверстия на больший диаметр, пробочное сверло для сверления отверстий в залитых бочках, полое сверло для нарезки шипов и, наконец, отвёртка (фото 30).
Фото 29. Насадки для коловорота
Фото 31. Контейнер со свёрлами». 60 шт. США 1-я пол. XX века
Фото 30. Насадки для коловорота
Фото 32. Японские сверлилки
Выше мы рассмотрели свёрла и биты с прямоугольным хвостовиком, далее представлю свёрла с круглым хвостовиком, они предназначены для закрепления в кулачковом или цанговом патроне. Интересный контейнер для хранения свёрл запатентован в США в первой половине XX века (фото 31). Он называется drill index, и каждое сверло в нём имеет своё, строго определённое место с маркировкой диаметра. Зачем это нужно? На свёрлах небольшого диаметра до 3-5 мм иногда трудно прочитать диаметр, а на более мелких и замаркировать невозможно. В таком контейнере все места крупно промаркированы. Можно, конечно, возразить: а почему бы не использовать штангенциркуль? Ответ простой – так его же надо использовать, а здесь уже всё есть! Вобщем-то это мелочь, но из мелочей складываются минуты, часы – а это уже не мелочь. Это же Америка!
Он называется drill index, и каждое сверло в нём имеет своё, строго определённое место с маркировкой диаметра. Зачем это нужно? На свёрлах небольшого диаметра до 3-5 мм иногда трудно прочитать диаметр, а на более мелких и замаркировать невозможно. В таком контейнере все места крупно промаркированы. Можно, конечно, возразить: а почему бы не использовать штангенциркуль? Ответ простой – так его же надо использовать, а здесь уже всё есть! Вобщем-то это мелочь, но из мелочей складываются минуты, часы – а это уже не мелочь. Это же Америка!
Ну и напоследок пару слов о японских сверлилках. Операция сверления в Японии ещё менее развита, чем в Европе, и я бы назвал её примитивной. Вот пример (фото 32) – это традиционные японские орудия сверления, по-японски – Kiri. Глубина сверления ими небольшая – 5-10 мм. Конечно, я не углублялся в детали и особенности различных конструкций, но для общего понимания этого вполне достаточно. На сегодня всё.
СВЕРЛА ПО ДЕРЕВУ – КАКИЕ БЫВАЮТ И КАК ПРИМЕНЯЮТСЯ – ВИДЕО
Свёрла по дереву: какие бывают и как применяются | Весь инструмент — на sima-land. ru
ru
Watch this video on YouTubeИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме “Как сделать своими руками – домохозяину!”
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Сверление пластика HPL
Технология сверления пластикаНаиболее подходящими сверлами для пластика являются винтовые сверла с углами заточки 60 и 80º (в отличие от сверл с углом 120º, обычно используемых для сверления металла) и острым винтовым углом (высокоскоростной угол) с широким промежутком для сверления (широкая нарезка). Рекомендуемый угол наклона составляет 7º, а угол касания 8º. Отверстия диаметром до 15 мм могут быть получены с помощью винтового сверла. Для сверления отверстий диаметром от 15 до 40 мм используются расширяющие сверла с одним или более лезвиями и направляющей, для еще больших диаметров – регулируемые циркулярные лезвия с направляющей. В последнем случае отверстие нужно сверлить с двух сторон.
В последнем случае отверстие нужно сверлить с двух сторон.
Скорость проникновения сверла должна быть в таких пределах, чтобы декоративная поверхность пластика не нагревалась, так как нагрев ведет к ее повреждению.
Использование твердой древесной основы снизу предотвращает обламывание краев материала в месте выхода сверла. В массовом производстве лучшие результаты могут быть получены при использовании шаблонов с муфтами для жесткого закрепления части, которую необходимо сверлить.
ВАЖНО ЗНАТЬ!Диаметр отверстия для винта должен быть больше, чем диаметр самого винта, на 0,5 мм. Винт не должен касаться краев отверстия, а также в отверстии должны быть зазоры со всех сторон так, чтобы материал мог немного двигаться в случае изменения температуры или влажности.
В любом случае во избежание излишнего затягивания винтов следует применять пластиковые или резиновые прокладки. Винты с овальными головками никогда не должны использоваться, так как при этом не будет зазора пластика.
Как при сверлении внутренних отверстий, так и при вырезании, их края всегда должны быть закруглены. Внутренний радиус должен быть как можно больше. Если внутренняя сторона имеет длину до 250 мм, то внутренний угол разреза должен быть закруглен на радиус 5 мм. Радиус должен быть увеличен при вырезании отверстий с большей, длинной стороны.
сверла VHM (solid carbide) по дереву, пластику, стеклопластику, алюминию, стали
В данном разделе представлены твердосплавные сверла по дереву, твердосплавные сверла по ПВХ пластику, твердосплавные сверла по алюминию, твердосплавные сверла по стеклопластику. Данные твердосплавные сверла сверла применяются на обрабатывающих CNC-центрах.
| наименование, размеры A x B x D | странапроизводства | артикул | цена,€ |
|---|---|---|---|
| Сверло для CNC-центра правое 2,0 х 12,0 х 38 | Германия | 484. 000.002 000.002 | € |
| Сверло для CNC-центра правое 2,5 х 14,0 х 43 | Германия | 484.000.025 | € |
| Сверло для CNC-центра правое 3,0 х 16,0 х 46 | Германия | 484.000.003 | € |
| Сверло для CNC-центра правое 3,0 х 27,0 х 46 | Германия | 484.001.030 | € |
| Сверло для CNC-центра правое 3,5 х 20,0 х 52 | Германия | 484.000.035 | € |
| Сверло для CNC-центра правое 4,0 х 22,0 х 55 | Германия | 484.000.004 | € |
| Сверло для CNC-центра правое 4,5 х 24,0 х 58 | Германия | 484.000.045 | € |
| Сверло для CNC-центра правое 5,0 х 26,0 х 62 | Германия | 484.000.005 | € |
| Сверло для CNC-центра правое 6,0 х 28,0 х 66 | Германия | 484.000.006 | € |
| Сверло для CNC-центра правое 8,0 х 37,0 х 79 | Германия | 484. 000.008 000.008 | € |
| наименование, размеры A x B x D | странапроизводства | артикул | цена,€ |
|---|---|---|---|
| Сверло для CNC-центра левое 2,0 х 12,0 х 38 | Германия | 485.000.002 | € |
| Сверло для CNC-центра левое 2,5 х 14,0 х 43 | Германия | 485.000.025 | € |
| Сверло для CNC-центра левое 3,0 х 16,0 х 46 | Германия | 485.000.003 | € |
| Сверло для CNC-центра левое 3,0 х 27,0 х 46 | Германия | 485.001.030 | € |
| Сверло для CNC-центра левое 3,5 х 20,0 х 52 | Германия | 485.000.305 | € |
| Сверло для CNC-центра левое 4,0 х 20,0 х 55 | Германия | 485.000.004 | € |
| Сверло для CNC-центра левое 4,5 х 24,0 х 58 | Германия | 485. 000.045 000.045 | € |
| Сверло для CNC-центра левое 5,0 х 26,0 х 62 | Германия | 485.000.005 | € |
Свёрла для сверления пластмасс – Энциклопедия по машиностроению XXL
Во всех случаях при сверлении пластмасс величину подачи сверла определяют опытным путем. Признаком правильной подачи является гладкая непрерывная спиральная стружка (у термопластичных материалов). Большинство пластмасс можно сверлить без применения смазки тонкая струя сжатого воздуха является хорошим средством для охлаждения сверла при высоких скоростях сверления, обеспечивает удаление стружки и очищает деталь. При сверлении небольших партий деталей сверло можно смазывать, проводя его через кусок мыла после каждых четырех или пяти ходов. Если сверление ведется с высокой скоростью вращения инструмента, нужно употреблять эмульсии масел или [c.67]Сверление пластмасс слоистого строения.
 При обработке отверстий в пластмассах слоистого строения брак отверстий наиболее часто проявляется в виде отставания слоев наполнителя около входного и выходного концов отверстия, прижогов стенок отверстия, трещин в перемычках между отверстиями и краем листа, вырывания верхнего или нижнего слоя на перемычках между отверстиями. Указанные виды брака являются следствием неправильной геометрии режущего инструмента, неправильно выбранного режима резания и нарушения некоторых правил технологии механической обработки. Правильно обработанное отверстие не должно иметь вырывов на входном и выходном концах, в верхнем или нижнем слое на поверхности листа в прилежащей к отверстию зоне. Геометрия сверла и режим резания при хорошей производитель ности не должны вызывать прижогов стенок отверстия.
[c.606]
При обработке отверстий в пластмассах слоистого строения брак отверстий наиболее часто проявляется в виде отставания слоев наполнителя около входного и выходного концов отверстия, прижогов стенок отверстия, трещин в перемычках между отверстиями и краем листа, вырывания верхнего или нижнего слоя на перемычках между отверстиями. Указанные виды брака являются следствием неправильной геометрии режущего инструмента, неправильно выбранного режима резания и нарушения некоторых правил технологии механической обработки. Правильно обработанное отверстие не должно иметь вырывов на входном и выходном концах, в верхнем или нижнем слое на поверхности листа в прилежащей к отверстию зоне. Геометрия сверла и режим резания при хорошей производитель ности не должны вызывать прижогов стенок отверстия.
[c.606]Основные геометрические параметры режущей части сверла для сверления пластмасс (см. рис. 154), мм [c.146]
Сверление пластмасс можно осуществлять как спиральными сверлами, так и перовыми. При использовании спиральных сверл канавки подвергают полированию для облегчения удаления стружки. Инструмент охлаждают струей сжатого воздуха. Если глубина сверления больше 2,5 диаметров отверстия, то в процессе работы необходимо периодически сверло выводить из отверстия для удаления стружки и охлаждения. При сверлении сквозных отверстий под изделие подкладывают прокладку из древесины.
[c.298]
При использовании спиральных сверл канавки подвергают полированию для облегчения удаления стружки. Инструмент охлаждают струей сжатого воздуха. Если глубина сверления больше 2,5 диаметров отверстия, то в процессе работы необходимо периодически сверло выводить из отверстия для удаления стружки и охлаждения. При сверлении сквозных отверстий под изделие подкладывают прокладку из древесины.
[c.298]
Для сверления пластмасс применяют спиральные специальные и перовые сверла. [c.623]
Сверление пластмасс. При сквозном сверлении под заготовку подкладывают гладкую деревянную подкладку (рис. 323, д). Заготовка должна быть надежно закреплена, плотно прилегать к подкладке, а сверло должно выходить в отверстие подкладки. [c.500]
Если глубина сверления превышает 2,5 диаметра отверстия, то сверло в процессе работы надо выводить из отверстия для охлаждения и удаления стружки — это особенно относится к перовым сверлам. Целесообразно охлаждать инструмент струей сжатого воздуха. Для облегчения удаления стружки из отверстия канавки сверло следует полировать. При сверлении пластмасс с порошкообразным наполнителем нельзя создавать большую силу подачи во избежание растрескивания заготовки.
[c.500]
Для облегчения удаления стружки из отверстия канавки сверло следует полировать. При сверлении пластмасс с порошкообразным наполнителем нельзя создавать большую силу подачи во избежание растрескивания заготовки.
[c.500]
Сверление пластмасс выполняют на быстроходных металлообрабатывающих станках. Для сверления пластмасс рекомендуются стандартные спиральные и перовые сверла, применяемые для обработки металла, с особой геометрией заточки (табл. 3.26). [c.171]
Угол при вершине сверла (2 ф) — угол, образуемый главными режущими кромками, обычно равен 116—118° у сверл из быстрорежущей стали для сверления стали, чугуна и бронзы. Для сверления алюминия, дюралюминия и баббита этот угол увеличивают ДО 140°, а для сверления пластмасс и эбонита его уменьшают до 60—100°. [c.87]
Сверла для сверления пластмасс [c.293]
При сквозном сверлении под изделие следует подкладывать прокладку из древесины. Если глубина сверления превышает 2,5 диаметра отверстия, то сверло в процессе работы для охлаждения и удаления стружки необходимо выводить из отверстия — это особенно относится к перовым сверлам. Целесообразно охлаждать инструмент струей сжатого воздуха. Для облегчения удаления стружки из отверстия канавки сверл следует полировать. При необходимости получения точных отверстий следует считаться с возможностью затягивания отверстия на величину до 1—2% номинального диаметра за счет упругих свойств материалов. При сверлении пластмасс с порошкообразным наполнителем нельзя в момент соприкосновения сверла с материалом развивать большое усилие подачи во избежание растрескивания изделия. Если в процессе работы обнаружится вибрация сверла, то следует изменять режим резания до тех пор, пока вибрация не будет устранена.
[c.275]
Если глубина сверления превышает 2,5 диаметра отверстия, то сверло в процессе работы для охлаждения и удаления стружки необходимо выводить из отверстия — это особенно относится к перовым сверлам. Целесообразно охлаждать инструмент струей сжатого воздуха. Для облегчения удаления стружки из отверстия канавки сверл следует полировать. При необходимости получения точных отверстий следует считаться с возможностью затягивания отверстия на величину до 1—2% номинального диаметра за счет упругих свойств материалов. При сверлении пластмасс с порошкообразным наполнителем нельзя в момент соприкосновения сверла с материалом развивать большое усилие подачи во избежание растрескивания изделия. Если в процессе работы обнаружится вибрация сверла, то следует изменять режим резания до тех пор, пока вибрация не будет устранена.
[c.275]
Сверление. Сверление надо производить сверлом, диаметр которого больше номинального отверстия на 0,05—0,1 мм. Для сверления пластмасс применяются следующие сверла угол наклона канавки о) = 15 17°. Угол при вершине 2ф до 70° (рис. 13-18, о) для сверления органического стекла применяются сверла с углом 2ф до 140° (рис. 13-18, 6). Задний угол сверла а равен 4—8° (рис. 13-18, в). Полированная и глубокая канавка на сверле способствует легкому удалению стружки.
[c.99]
Угол при вершине 2ф до 70° (рис. 13-18, о) для сверления органического стекла применяются сверла с углом 2ф до 140° (рис. 13-18, 6). Задний угол сверла а равен 4—8° (рис. 13-18, в). Полированная и глубокая канавка на сверле способствует легкому удалению стружки.
[c.99]
Сверла для обработки пластмасс. Обработка конструкционных пластмасс сверлением является одним из наиболее распространенных видов их механической обработки. Так как разные пластмассы обладают различной обрабатываемостью, тип и геометрия сверл, применяемых при сверлении пластмасс, также различны. Для обработки пластмасс применяют сверла из быстрорежущих сталей Р9 и Р18, а также оснащенные твердым сплавом В Кб. Особенностью сверл для обработки пластмасс является сильно заостренный угол при вершине 2ф, величина которого для различных пластмасс колеблется в пределах 30—100°. В табл. 10 даны рекомендации для выбора значений угла 2ф, типа и материала сверл в зависимости от характера операции сверления и марки обрабатываемой пластмассы [47]. [c.185]
[c.185]
Сверла для сверления пластмасс слоистых — Геометрия 649 –сталей жаропрочных и нержавеющих — Геометрия 648 — Скорости резания 682 [c.1133]
Высокая температура резания возникает при сверлении пластмасс сверлами с углами 2ф [c.54]Таким образом, для производительного и качественного сверления пластмасс необходимы сверла специальной конструкции. Однако в связи с тем, что не на каждом предприятии имеется возможность изготавливать специальные сверла, приходится применять стандартные сверла, предназначенные для обработки металлов, в конструкцию которых необходимо внести некоторые изменения [c.56]
При сверлении пластмасс износ по задней поверхности постоянно уменьшается по направлению к перемычке. В этом сказывается влияние скорости резания чем выше скорость резания, тем, естественно, и быстрее изнашивается сверло.
 Скорость резания у наружного диаметра наибольшая, поэтому й площадка износа по задней грани у периферии сверла шире, чем у центра.
[c.58]
Скорость резания у наружного диаметра наибольшая, поэтому й площадка износа по задней грани у периферии сверла шире, чем у центра.
[c.58]Для сверления пластмасс и дерева (фанеры) применяют быстрорежущие сверла с выступающей вершиной конструкции В. С. Косарева и И. Ф. Бычкова (рис. 34, б). [c.133]
Сверление пластмасс является наиболее сложной операцией по сравнению с другими видами механической обработки. Условия работы сверл значительно тяжелее, чем, например, резцов и фрез. Особенно это относится к сверлению глубоких отверстий — более Ю О — диаметр сверла) в тонкостенных деталях, где должно быть обеспечено непрерывное удаление стружки. Малейшая задержка стружки и скопление ее в обрабатываемом отверстии вызывает увеличение трения, а следовательно, и повышение температуры детали и сверла, что вызывает повреждение изделия и снижает возможную стойкость инструмента. [c.141]В зависимости от обрабатываемого материала при сверлении пластмасс применяют как стандартные, так и специальные сверла из углеродистой, быстрорежущей сталей и сверла, оснащенные пластинками из твердого сплава.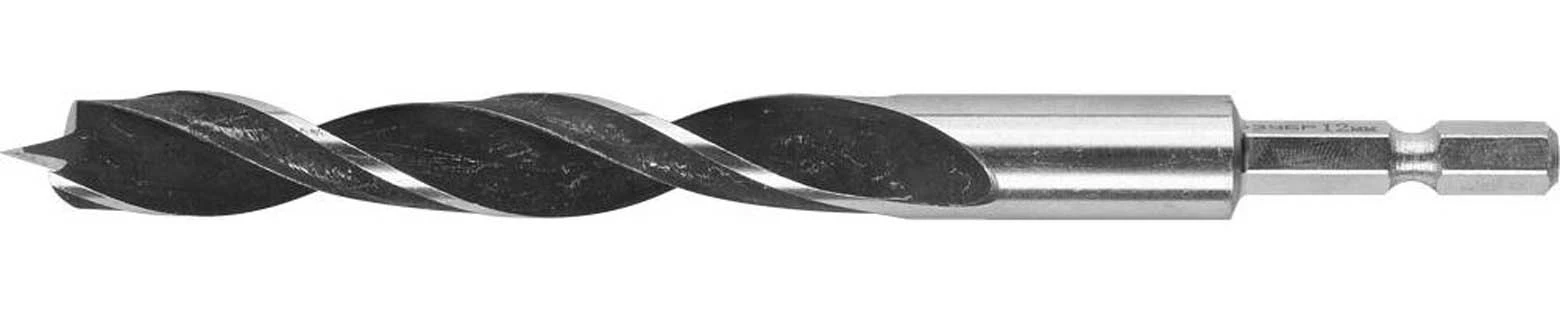 Однако, как показала практика работы и многочисленные исследования, стандартные сверла, используемые для обработки пластмасс, следует перетачивать исходя из конкретно заданных условий.
[c.142]
Однако, как показала практика работы и многочисленные исследования, стандартные сверла, используемые для обработки пластмасс, следует перетачивать исходя из конкретно заданных условий.
[c.142]
Учитывая специфику сверления пластмасс при создании нормалей или стандартов на сверла, в их конструкцию и геометрию следует внести следующие изменения по сравнению со сверлами для обработки металлов (например, ГОСТ 6647—64) [c.142]
Корпус сверла, оснащенного пластинкой твердого сплава, следует изготовлять из более теплостойких инструментальных сталей (например, из быстрорежущей стали Р9), так как температура процесса сверления пластмасс значительно выше, чем при других видах механической обработки. [c.142]
Большое теплообразование при сверлении пластмасс происходит не только в результате трения задней кромки сверла, но и за счет трения направляющих кромок сверла о стенки отверстия. Уменьшением ширины кромок и увеличением обратной конусности сверла можно уменьшить момент трения на 50% и полный крутящий момент на 40%. [c.143]
[c.143]
При сверлении пластмасс с тканевым наполнителем (текстолит, стеклотекстолит) рекомендуется использовать сверла с оригинальной заточкой, предложенной А. И. Исаевым. Это так называемая заточка с подрезающими режущими кромками. [c.157]
Геометрические параметры сверл при сверлении пластмасс [c.76]
Стойкость быстрорежущих сверл можно повысить нитроцементацией, плазменным напылением карбидов и нитридов. Одним из технологических путей повышения стойкости сверл при обработке таких материалов, как стеклотекстолит является предварительное замораживание заготовки в приспособлении,в котором ее предварительно заливают водой, замораживают в ней, а затем обрабатывают. Стойкость сверл при таком сверлении пластмасс повышается в 5…8 раз. [c.78]
В табл. 27 приведены рекомендуемые значения подач при сверлении пластмасс быстрорежущими и твердосплавными сверлами в зависимости от требуемой шероховатости обработанной пов )хности при отсутствии сколов. [c.79]
[c.79]
Для устранения сколов кромок отверстий, трещин, вспучиваний и отслоений материала на кромках отверстий необходимо подкладывать под обрабатываемую поверхность заготовки подкладку из мягкой древесины, фанеры, пластмассы. Заготовку плотно прижимают к подкладке и сверлят вместе с ней. Когда не требуется большой точности размера отверстия и его положения относительно базовой поверхности, тонкие листовые заготовки можно сверлить сразу по несколько штук (пакетом), подкладывая прокладку под нижнюю заготовку. При использовании приспособлений для сверления пластмасс в замороженной воде необходимо, чтобы толщина ледяного слоя над поверхностью детали была не менее 3…5 мм. При меньшей толщине ледяного слоя появление сколов кромок отверстий не исключено. При сверлении термопластов необходимо применять охлаждение водой, эмульсией, распыленным маслом. Применять жидкостное охлаждение при сверлении пластмасс радио-и электротехнического назначения нельзя. При сверлении таких пластмасс нужен воздушный отсос от зоны резания или сжатый воздух в сочетают с воздушным отсосом. [c.88]
[c.88]
На рис. 135, а показана заточка сверл для сверления пластмасс, получающих все большее распространение в машино- и приборостроении. [c.325]
Сверление деталей из пластмасс осуществляют сверлами с увеличенными и хорошо отполированными канавками. [c.45]
Для обработки пластмасс применяют также сверла для кольцевого сверления с нанесенным на рабочую часть алмазоносным слоем (рис. 12, а). На них делаются сквозные пазы (4—6 шт.), по глубине перекрывающие алмазоносный слой. Это исключает перегрев и горение стеклопластика, облегчает отвод стружки. [c.45]
Значения скорости резания при сверлении и зенкеровании алюминиевьк сплавов быстрорежущими инструмеигами указаны в табл. 27, при сверлении пластмасс быстрорежущими и твердосплавными сверлами – в табл. 28,29. [c.405]
Сверление пластмассовых деталей и заготовок проводят на сверлильных, универсальных и специальных станках (например, НС-12А, 2Н118, 2Н125 и др.
 ). При сверлении пластмасс применяют сверла различной конструкции, при этом скорость сверления должна быть высокой. Наибольшее распространение получили спиральные быстрорежущие сверла с более глубокими канавками для лучшего удаления стружки и несколько иной геометрии, чем для металлов.
[c.69]
). При сверлении пластмасс применяют сверла различной конструкции, при этом скорость сверления должна быть высокой. Наибольшее распространение получили спиральные быстрорежущие сверла с более глубокими канавками для лучшего удаления стружки и несколько иной геометрии, чем для металлов.
[c.69]Сверление. При сверлении отверстий в пластмассовых деталях большое значение имеет правильный выбор конструкции и геометрии сверл, режимов резания, способов охлаждения инструмента и зоны обработки. Для сверления пластмасс применяют опиральные, специальные и перовые сверла. [c.677]
Рассматривая техологию сверления пластмасс, существенно отметить, что при сверлении пластмасс должно быть обеспечено жесткое крепление обрабатываемой детали, а поверхность входного отверстия должна быть перпендикулярна оси вращения сверла. Сверление следует производить на чисто простроганной подкладке из мягких пород дерева. Сверление пластмасс производят обычно без охлаждения. В связи с усадкой материала диаметр отверстия может получаться меньше диаметра сверла на величину 0,01— 0,05 мм, что следует учитывать при расчете ожидаемой точности обработки.
[c.227]
В связи с усадкой материала диаметр отверстия может получаться меньше диаметра сверла на величину 0,01— 0,05 мм, что следует учитывать при расчете ожидаемой точности обработки.
[c.227]
На токарных станках используют следующий мерный стандартный инструмент для обработки отверстий сверла, зенкеры, развертки, зенковки, метчики и плашки. Спиральные сверла (рис. 21) следующих типов с цилиндрическим и коническим хвостовиками цилиндрические центровочные комбинированные и конические. Для сверления отверстий в деталях из труднообрабатывае.мых сталей н чугуна применяют сверла, оснащенные пластиной твердого сплава (см. рнс. 27, а). Основным элементом заточки сверла является угол 2сверления пластмасс 90° — для легких сплавов 118° — для конструкционных сталей 135° — для коррозионно-стойких сталей и чугунов. [c.43]
За последнее время для сверления пластмасс были успешно применены специальные сверла. Угол при вершине сверла составляет 60°, угол задней заточки режущего ребра — порядка 12—18°. Сверло такого типа хорошо отбрасывает стружку. Особенно удобны для сверления пластмасс электродрели, применяемые для сверления отверстий в древесине, так как при их использовании выделяется меньше тепла от трения. Во всех случаях важно, чтобы сверло было изготовлено из быстрорежущей стали и рассчитано на оптимальный режим работы с высокими скоростями. В том случае, когда в листе пластмассы необходимо просверлить отверстия, диаметр которых превышает 38 мм, применяется специальный стандартный инструмент для получения таких отверстий.
[c.79]
Сверло такого типа хорошо отбрасывает стружку. Особенно удобны для сверления пластмасс электродрели, применяемые для сверления отверстий в древесине, так как при их использовании выделяется меньше тепла от трения. Во всех случаях важно, чтобы сверло было изготовлено из быстрорежущей стали и рассчитано на оптимальный режим работы с высокими скоростями. В том случае, когда в листе пластмассы необходимо просверлить отверстия, диаметр которых превышает 38 мм, применяется специальный стандартный инструмент для получения таких отверстий.
[c.79]
Оборудование и режущий инструмент. Сверление пластмасс проводят на сверлильных, универсальных и специальных станках (например, на настольно-сверлильном НС-12А, вертикальносверлильном 2Н118, 2Н125 и др.) сверлами различных конструкций. [c.52]
При сверлении пластмасс применяют высокие скорости резания. Поэтому для повышения производительности сверления и лучшего использования режущих свойств сверла частоту вращения шпинделя сверлильных станков желательно повысить в 2 раза. Очень часто это достигается простейшей модернизацией привода коробки скоростей (поменяв местами шкивы вала электродвигателя и ведущего вала коробки скоростей за счет увеличения передаточного отношения, удалось повысить частоту вращения шпинделя вертикально-сверлильного станка 2А125 примерно в 2 раза).
[c.52]
Очень часто это достигается простейшей модернизацией привода коробки скоростей (поменяв местами шкивы вала электродвигателя и ведущего вала коробки скоростей за счет увеличения передаточного отношения, удалось повысить частоту вращения шпинделя вертикально-сверлильного станка 2А125 примерно в 2 раза).
[c.52]
При сверлении пластмасс следует учитывать, что вследствие большой упругости материала диаметры, отверстий в деталях-после сверления уменьшаются на небольшую величину в пределах 0,01—0,05 мм. Из-за этого направляющие ленточки сверла обжимаются, что увеличивает силы трения и, как следствие, снижаетстой-кость инструмента. Поэтому ширину ленточки выполняют вполовину меньшей, а обратная конусность в 2 раза большей, чем у сверл для металлов. Для сверл диаметром 1—25 мм ширина ленточки 0,2—0,6 мм. [c.53]
Инструменты для сверления пластмасс должны быть очень остро заточены. Применяются сверла со специальной заточкой с углом 180° при вершине (рис. 50, а). Под деталь под-кладывается жесткая металлическая пластина во избежание облома рая отверстия при выходе сверла. Пластмассы можно сверлить и спиральным сверлом с углом заточки 30…80° (рис. 50, б). Для сверления органического стекла сверло затачивается под углом 70°. К оправке 2 крепится резцедержатель /, куда зажимается резец 3. Регулируя радиус можно сверлить отверстия диаметром до 150 мм.
[c.37]
50, а). Под деталь под-кладывается жесткая металлическая пластина во избежание облома рая отверстия при выходе сверла. Пластмассы можно сверлить и спиральным сверлом с углом заточки 30…80° (рис. 50, б). Для сверления органического стекла сверло затачивается под углом 70°. К оправке 2 крепится резцедержатель /, куда зажимается резец 3. Регулируя радиус можно сверлить отверстия диаметром до 150 мм.
[c.37]
Особенностью сверления пластмасс является усадка отверстия, что связано с высокой упругостью полимерных материалов. По данным различных авторов [56], [85], [17] величина усадки достигает 0,01—0,2 мм. Наличие такой усадки затрудняет получение отверстий высокой точности. Для обеспечения необходимой точности диаметр сверла должен быть больше требуемого диаметра отверстия на величину, определяемую материалом обрабатьшаемого изделия и диаметром сверла. [c.143]
Сверло с подрезающими режущими кромками дает возможность совершенно исключить наиболее характерный вид брака при сверлении пластмасс с тканевым наполнителем — разлохма-
[c. 159]
159]
Сверление. Для сверления пластмасс можно использовать спиральные сверла, обычно применяемые при обработке металла. В этом смысле предпочтительны сверла для обработки легких металлов. Они имеют более крутую винтовую линию и более глубокую канавку, что облегчает отвод стружки. При этом качество сверления обеспечивается изменением геометрии режущей кромки, в частности уменьшением угла при вершине до О—S . Сверла с геометрией режущей кромки, указанной в табл. 3.2, промышленностью не производятся. Поэтому их следует перед сверлением соответствующим образом заточить. Тем самым предотвращается “вгрызание” сверла в материал. [c.32]
инженер поможет – Сверло для обработки пластика, армированного углеродным волокном
c)
Рисунок 1. Общий вид разработанного режущего инструмента. Цветом выделены поверхности имеющие отличия по своему технологическому предназначению
Процесс резания при работе разработанным инструментом можно разделить на 4 зоны:
1) центрирование инструмента в детали;
2) врезание в материал;
3) резание материала торцом инструмента;
4) плавное увеличение диаметра получаемого отверстия.
При проектировании режущего инструмента следует определить технологию его применения. Увеличение зоны торцевой обработки (третья зона, рис 2) приводит к уменьшению нагрузки на вершину сверла и повышению стойкости режущего инструмента, но при этом уменьшается его точность.
Рисунок 2. Распределение зон резания на инструменте
Рисунок 3. Задние и передние углы режущего инструмента, при которых осуществляется резания в первой, второй и третьей зоне резания.
В первой зоне резания передний угол равен -10° и задний угол 30° (рис. 3, сечение В-В).
Уменьшение переднего угла приводит к уменьшению толщины вершины сверла и, соответственно, ее ослаблению. Задний угол выбран 30°, для уменьшения абразивного износа инструмента и температуры в зоне резания. Увеличение заднего угла приводит к увеличению длины режущей кромки во второй зоне резания и уменьшению длины режущей кромки в третьей зоне (рис. 3).
3).
Рисунок 4. Изменение заднего угла. а) задний угол равен 15°,
b) задний угол равен 30°
Угол врезания сверла зависит в значительной степени от физических свойств обрабатываемого материала. Увеличение угла врезания приводит к ухудшению центрирования инструмента, а уменьшение снижает прочность вершины. Угол врезания равный 116°, выбран как значение рекомендованное для центровки (рис. 6). На сверло при увеличении глубины сверления повышается действующая на поперечную режущую кромку осевая сила, поэтому она выбрана больше, чем у центровки и равняется поперечной режущей кромки у сверл для обработки пластика, армированного углеродным волокном.
Во второй зоне резание передний угол равен 5° (рис. 3, сечение А-А), угол заборного конуса сверла равен 140°. Угол заборного конуса выбирается аналогично, как у сверл для обрабатываемого материала.
Увеличение переднего угла стружечной канавки приводит к образованию дополнительной вершины на инструменте, которая будет увеличивать трение инструмента о обрабатываемый материал (рис 5). Уменьшение высоты дополнительных вершин возможно уменьшением ширины первого заднего угла (рис. 3, Б-Б).
Уменьшение высоты дополнительных вершин возможно уменьшением ширины первого заднего угла (рис. 3, Б-Б).
Рисунок 5. Образование дополнительной вершины на инструменте при изменении ширины первого заднего угла (обозначено синим цветом)
В третьей зоне передний угол равен 20° и задний угол 10°, второй задний угол равен 30° (рис. 3, сечение Б-Б).
Передний угол на периферии инструмента равен углу наклона винтовой канавки. Углы выбираются, как у фрез для обработки методом спирального врезания обрабатываемого материала.
В четвертой зоне резания осуществляется за счет переднего угла на периметре инструмента равного 10° и заднего угла 15° (рис. 4, сечение Е-Е).
Передние и задние углы выбираются, как у фрез для обработки фрезерованием. За счет обратной конусности сверла осуществляется плавное увеличение диаметра сверление (рис. 6), фактически осуществляя чистовое резание. Величина обратной конусности равна припуску на чистовую обработку.
Рисунок 6. Обратная конусность режущего инструмента и длина поперечной режущей кромки, обозначенные на развертке спирали на плоскости
Рисунок 7. Профиль винтовой канавки инструмента
Увеличение сердцевины сверла и диаметра спинки зуба (рис. 5) связано с повышением виброустойчивости конструкции инструмента. Шлифование второго заднего с уступом (рис. 7, бледно-желтая линия, разрез Е-Е) позволяет существенно уменьшить трение между обработанной и обрабатываемой поверхностью.
Сверло при обработке может центрироваться в отверстии с помощью поперечной режущей кромки и цилиндрических ленточек. Увеличение зоны соприкосновения инструмента с помощью увеличения ширины цилиндрических ленточек и обрабатываемого материала часто приводит к появлению остаточных напряжений при сверлении. Поэтому разработанное сверло центрируется в отверстии с помощью поперечной режущей кромки, а цилиндрические ленточки у него отсутствуют, что позволяет уменьшить остаточные напряжения при обработке.
6 лучших сверл для пластика (включая наборы) 2021
Ищете что-нибудь для сверления пластика?
В этом руководстве для покупателя мы рассмотрели 6 лучших сверл по пластику в 2021 году.
Мы также обсудили некоторые ключевые моменты, которые следует учитывать при покупке, чтобы помочь вам найти лучшие сверла для ваших конкретных потребностей.
Таблица быстрого сравнения
Рейтинг стоимости⭐⭐⭐⭐⭐
Рейтинг стоимости⭐⭐⭐⭐⭐
Рейтинг стоимости⭐⭐⭐⭐⭐
Рейтинг стоимости⭐⭐⭐⭐⭐
Оценка стоимости⭐⭐⭐⭐⭐
Оценка стоимости⭐⭐⭐⭐⭐
Содержание
Лучшие сверла для пластика
Сверло с цилиндрической или прямой головкой, идеально подходит для сверления пластика.Фотография сделана Emrys2 под лицензией CC BY-SA 3.0.Пора начинать наши обзоры.
В этом разделе мы рассмотрели 6 лучших сверл по пластику, которые продаются прямо сейчас, включая наборы сверл.
1. Набор сверл Norseman
Это одни из немногих сверл, которые вы можете купить прямо сейчас, которые разработаны специально для обработки пластмасс, в том числе твердых пластмасс, таких как акрил.
Они имеют угол наклона 60 градусов, что обеспечивает чистый вход как в твердый, так и в мягкий пластик.Биты Norseman также предотвращают схватывание или вырывание, что делает их особенно удобными для новичков.
В этом конкретном наборе вы получаете 7 сверл, каждое разного размера. Хотя запасных частей нет, мы не против, потому что эти биты очень прочные.
Этот набор не из дешевых. Однако, если вы регулярно сверляете пластик и вам нужны сверла разных размеров, мы определенно рекомендуем эти сверла.
Плюсы
Минусы

Общая номинальная стоимость
⭐⭐⭐⭐⭐
2. Рабочий инструмент Набор дюбелей
Дюбели особенно хороши для сверления пластмасс.
Это связано с тем, что они оснащены сверхострым четырехконечным наконечником, предназначенным для легкого и чистого входа в сверлильный материал без применения чрезмерной силы.
По сути, это означает, что вы можете легко просверлить пластик, не прилагая столько усилий, что вы можете расколоть материал.
Эти биты особенно хороши, потому что канавки очень широкие. Это важно, потому что пластиковая стружка нелегко ломается, поэтому хорошо иметь кусочек, который может эффективно удалять стружку, чтобы предотвратить накопление тепла.
Учитывая то, что вы получаете, цена на эти биты вполне разумная. Единственная проблема с ними в том, что прилагаемый чехол не так уж и хорош.
Плюсы

Минусы
Общий рейтинг стоимости
⭐⭐⭐⭐⭐
3. Титановое ступенчатое сверло Neiko
Вместо того, чтобы использовать острие / дюбель / прямозубое сверло, вы также можете использовать ступенчатое сверло для чистых отверстий в отверстиях. пластик.
Это похоже на использование обычного долота с крутым углом наконечника, за исключением того, что ступенчатые долота обеспечивают больший контроль над вашим бурением.
Поскольку наконечник такой маленький, а отверстие постепенно увеличивается по мере продолжения сверления, гораздо проще начать отверстие именно там, где вы хотите. И, как и следовало ожидать, ступенчатые сверла (также известные как универсальные сверла) предлагают гораздо более чистый вход, чем традиционные сверла при работе с пластиком.
Эта ступенчатая коронка от Neiko хороша тем, что быстро очищает стружку благодаря конструкции с двумя зубьями.
Однако, несмотря на разумную цену, он не такой прочный, как должен быть. Наконечник может со временем изнашиваться при повторном использовании на твердых пластмассах.
Плюсы
Минусы
Общая оценка стоимости
⭐⭐⭐⭐
4. Набор долот DeWalt Brad Point
Это еще один набор сверл Brad Point, который отлично подходит для сверления большинства типов пластика.
Как и следовало ожидать от DeWalt, это биты превосходного качества и чрезвычайно долговечные.
Однако они немного дешевле, чем можно было ожидать. И в результате они не создают максимально чистых отверстий. Если вы не используете идеальные условия, вы можете получить неровные края вверху или внизу вашего материала.
Несмотря на это, конструкция наконечника Брэда позволяет легко сверлить – сверло не будет «ходить» по вашей поверхности, и это здорово.
В конечном счете, этот набор является хорошим выбором, если вам нужно быстро и легко просверлить отверстия в твердом или мягком пластике.
Плюсы
Минусы
Общий рейтинг стоимости
⭐⭐⭐⭐⭐
5. Сверло Source One Premium
Для сверления более твердых пластмасс, таких как акрил и оргстекло, вам может потребоваться более прочное сверло с более традиционным наконечником.
Эта опция от Source One предназначена для чистого входа в твердый пластик без растрескивания поверхности.Он также быстро и быстро извлекает стружку, предотвращая чрезмерное тепловыделение.
Source One немного дороже, но прослужит очень долго. Просто убедитесь, что вы выбрали нужный размер, так как это сверло нельзя купить в комплекте.
К сожалению, форма наконечника не делает эту коронку идеальной для сверления более мягких традиционных пластмасс. Он может сильно отскочить, если предварительно не просверлить пилотное отверстие.
Однако для всего, что тверже полиэтилена, эта насадка отлично подходит.
Плюсы
Общая номинальная стоимость
⭐⭐⭐⭐
6. Ступенчатые сверла CO-Z
Для мягких пластиков или пластмасс средней плотности всегда хорошо иметь такой набор ступенчатых сверл, особенно если вы хотите просверлить кучу отверстий разного размера.
Что нам нравится в этом наборе, так это разнообразие различных бит, которые вы получаете, и все по довольно приличной цене.
При разумной цене, долговечность за счет титанового покрытия велика. Если вы собираетесь сверлить только пластик, эти сверла останутся острыми навсегда.
Эти биты также разработаны специально для того, чтобы не ходить, что позволяет легко проделать чистое отверстие. Более того, они совместимы с патронами 1/2 ″, 3/8 ″ и 1/4 ″.
Если вам нравится идея сверления пластика ступенчатыми сверлами, то этот набор, вероятно, ваш лучший выбор.
Плюсы
Минусы
Общий рейтинг стоимости
⭐⭐⭐⭐⭐
Как найти лучшие сверла для пластика
Фотография Windell Oskay под лицензией CC BY 2.0.Теперь мы обсудим некоторые ключевые моменты, которые следует учитывать при покупке сверл по пластику.
Какие типы сверл лучше всего подходят для пластика? С технической точки зрения вы можете использовать традиционные сверла по камню или сверла по дереву для просверливания пластика с правильной техникой. Однако эти типы сверл часто оставляют острую кромку и некачественную отделку при сверлении пластика, потому что они предназначены для врезания в материал.
Однако эти типы сверл часто оставляют острую кромку и некачественную отделку при сверлении пластика, потому что они предназначены для врезания в материал.
Лучшими сверлами для пластика являются цилиндрические (также известные как дюбель или острие Бреда). Эти биты по существу имеют четырехконечный наконечник, что обеспечивает более аккуратную точку входа и более чистое отверстие.
В качестве альтернативы вы можете использовать зенковку для создания начального углубления в пластике. Это служит той же цели, что и дюбель, – обеспечивая то, что сверло выровнено и не двигается, когда вы начинаете сверлить отверстие.
Некоторым людям также нравится использовать ступенчатые сверла для сверления пластика, чтобы избежать необходимости менять сверла для сверления множества отверстий разного размера. Дополнительным преимуществом этих битов является то, что они могут упростить запуск скважины без необходимости использования фрезы с зенковкой.
А как насчет различных типов пластика? Существует огромное количество различных типов пластика, в которых вы можете просверлить отверстия.
Акрил, поликарбонаты и другие твердые пластмассы будет труднее просверлить, чем более мягкие пластмассы, такие как полиэтилен. Это связано с тем, что материал может очень легко треснуть при неправильном сверлении, что вынуждает вас перезапускать проект.
По сути, чем тверже ваш материал, тем больше нужно беспокоиться о растрескивании / сколах в начале сверления.Следовательно, тем важнее будет ваше сверло.
Однако это не означает, что сверлить можно легко во всех других типах пластика. Например, при сверлении тонкого мягкого пластика вы можете положить за ним немного древесных отходов, чтобы облегчить сверление.
Изнашивается ли пластик мои сверла?Опять же, это зависит от типа пластика, в котором вы планируете сверлить.
Для эффективного сверления пластика главное, чтобы наконечник оставался острым.Если наконечник сверла со временем затупится, вероятность того, что он сделает грубый / неровный вход в материал, который вы собираетесь просверлить, будет гораздо выше.
Более твердый пластик быстрее изнашивает сверло. Однако, если у вас есть хорошее сверло, оно не должно казаться «тупым», как вы могли бы ожидать от сверла для кирпичной кладки после большого сверления кирпича или бетона.
Можно ли использовать сверла по пластику для сверления других материалов? Сверло по камню, спиральное и прямозубое.Мы не рекомендуем использовать сверла, купленные вами по пластику, для обработки дерева или кирпичной кладки, и наоборот.
Основная причина заключается в том, что эти типы материалов быстрее изнашивают наконечник, делая насадку менее эффективной против пластика.
Сверла по металлу и камню предназначены для врезания в материал, что означает, что они могут быть довольно грубыми для пластика.
Более щадящие сверла, предназначенные для работы с деревом, будут работать немного лучше, но у них может не быть правильного типа наконечника, чтобы сделать чистый вход в пластик, который вы сверляете.
Если вы просто хотите пробить несколько отверстий в пластиковой крышке, то вам подойдет одно сверло диаметром 3/16 дюйма.
Однако, если вы часто работаете с акрилом или другими видами пластика, отличной идеей будет набор.
Большинство наборов сверл по пластику поставляется с 5-10 различными сверлами. Это означает, что вы получаете разные размеры для отверстий разного диаметра, которые хотите проделать, а также запасные части на случай, если вы вдруг обнаружите, что один из ваших наконечников затупился.
Но будьте осторожны, внимательно присмотритесь к битам, входящим в данный набор. Нет особого смысла покупать сверла, которые вы никогда не собираетесь использовать. Тем не менее, неплохо иметь легкий доступ к сверлу, которое вы будете использовать примерно каждые несколько месяцев.
Еще одна приятная вещь в наборах – они часто идут с красивым футляром для хранения. Это означает, что у вас всегда будет легкий доступ к сверлам, и вам не придется рыться в них, что приятно.
Самое важное, что нужно помнить при сверлении пластика, – насколько хрупким может быть материал по сравнению с деревом, бетоном или алюминием.
Чтобы предотвратить растрескивание тонкого материала, вы можете попробовать приклеить скотчем верхнюю и нижнюю стороны, а затем просверлить ленту.
Также крайне важно использовать сверло, предназначенное для пластика, учитывая, насколько сложно создать чистое отверстие с помощью сверла любого другого типа.
Что касается фактической техники сверления, вам нужно прикладывать постоянное, но устойчивое давление к сверлу, чтобы предотвратить смещение долота во время сверления.
Используйте медленную настройку, чтобы стружка быстро покинула отверстие.Меньше всего вам нужно чрезмерное трение и нагревание, особенно с учетом того, насколько неприятными могут быть пары пластика.
При сверлении небольших объектов важно правильно их зажать, потому что часто сверло будет пытаться «схватить» материал, что затрудняет удержание. Однако, если у вас есть биты с точками Брэда, количество захватов должно быть значительно уменьшено.
Однако, если у вас есть биты с точками Брэда, количество захватов должно быть значительно уменьшено.
Заключение
Это конец руководства нашего покупателя.
Все еще не знаете, какое сверло выбрать? Оставьте комментарий ниже, и мы сразу же вам ответим.
Об авторе
Стив
Я Стив и гуру сверл! Когда я купил свой первый дом, я понял, что большую часть случайной работы я могу выполнять сам. В наши дни я делаю почти все, особенно работы, требующие использования дрели!
Вопросы и ответы: лучшее сверление пластмасс
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
вопрос:
Изготовляю собственные ограждения и основания маршрутизатора из пластика.Как я могу просверлить чистые отверстия, чтобы бит не зацепился за пластик?
А:
Простое решение – отпилить плоскую кромку на резце с обычным винтом. Используйте небольшую алмазную лопатку или керамический камень, чтобы припилить ее режущие кромки.
Также лучше всего бурить на более высокой скорости, что сокращает время бурения и вызывает накопление тепла. Даже в этом случае может образоваться заусенец расплавленного пластика, который можно легко удалить с помощью инструмента для удаления заусенцев или наждачной бумаги.
Как вы уже заметили, стандартная сверла слишком агрессивна по отношению к пластику, поэтому имеет тенденцию схватывать и иногда трескать изделие, проходя сквозь дно.Кроме того, пластик легко плавится при сверлении, в результате чего расплавленный пластик прилипает к сверлу и образует липкую массу, которая быстро затвердевает.
Доступны специализированные сверла для резки пластика. Они заточены до острой формы и имеют плоскую режущую кромку, которая царапает, а не режет пластик. Такая конструкция уменьшает захват. Эти биты отлично работают, но их трудно найти в местном хозяйственном магазине, и они стоят вдвое дороже, чем обычная твист-бит.
Щелкните любое изображение, чтобы просмотреть его в увеличенном виде.
Подпилите плоскую поверхность на лицевую сторону режущей кромки, используя алмазную лопатку или керамический камень. Плоскость должна находиться в той же плоскости, что и хвостовик биты.
Модифицированная кромка создает царапающий рез, который приводит к гладким резкам в пластике без заедания и растрескивания, характерных для обычных поворотных сверл.
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине.Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Как просверлить отверстие в пластике без сверла
Просверлить отверстие в пластике с помощью дрели может быть несложно, но для этого требуется достаточно навыков, а дрель доступна не везде. Естественно, возникает вопрос: как просверлить отверстие в пластике без сверла? можно ли просверлить пластик другими инструментами? Ответ – ДА, и вы можете сделать это разными способами!
Электродрель со специальными сверлами может легко просверливать отверстия. В этой статье мы рассмотрели 5 различных способов просверлить отверстие в пластике, для которого не требуется сверло. Для этих методов требуется несколько общих инструментов, и их легче всего применять.
В этой статье мы рассмотрели 5 различных способов просверлить отверстие в пластике, для которого не требуется сверло. Для этих методов требуется несколько общих инструментов, и их легче всего применять.
Что еще более важно, эти методы безопасны в использовании и позволяют проделать отверстие в пластике всего за несколько минут. Наконец, мы поделились некоторыми полезными советами, которые помогут вам правильно просверлить отверстие в пластике, не ломая его.
5 эффективных способов просверлить отверстие в пластике
Можно просверлить отверстие в пластике с помощью веревки.Этот метод требует большей работы локтями и занимает много времени.
Необходимые инструменты:
- Кусок толстой нити
- Швейная игла
- Плоскогубцы
- Нож
- C-образные зажимы
Закрепите пластиковый контейнер: Используйте зажимы, чтобы закрепить пластиковый контейнер, чтобы он мог двигаться.
Нагрейте иглу: Вставьте швейную иглу в зубцы плоскогубцев. После этого зажгите кончик иглы, чтобы он мог нагреться.
Пробейте отверстия в пластике: Затем проделайте несколько отверстий в пластиковом контейнере, вставив нагретую иглу в контейнер. Пробивая отверстие, убедитесь, что вы сохраняете ту же линию, которую хотите вырезать.
Пропустите нить через отверстие: Пропустите нить длиной двенадцать дюймов через первое отверстие с любой стороны. В это время несколько раз оберните нить вокруг руки, чтобы она надежно закрепилась.
Потяните струну вперед и назад: Теперь натяните струну назад и вперед в отверстии, пока оно не прорежет одно отверстие до другого.Продолжайте жалить, пока не найдете линию разреза между всеми отверстиями.
Как просверлить отверстие в пластике с помощью лобзика
С-образные зажимы являются обязательным инструментом для этого метода, чтобы надежно и плотно удерживать пластик на месте. Кроме того, если вы хотите научиться проделывать отверстия в пластиковых горшках без сверла, этот метод для вас.
Кроме того, если вы хотите научиться проделывать отверстия в пластиковых горшках без сверла, этот метод для вас.
Другие необходимые инструменты:
- Лобзик
- Защитные очки
- A Маркер
- C-образные зажимы
Закрепите пластик и отметьте линию: Поместите пластик в C-образный зажим и закрепите его.Затем отметьте линию разреза на контейнере маркером.
Примените лобзик: Возьмите лобзик со свежим и острым лезвием, чтобы он мог легко и гладко разрезать пластик. Теперь нажмите на спусковой крючок в нижней части лобзика, чтобы включить его. Постепенно перемещайте лобзик через верх емкости по желанию.
Перемещая пластик, плотно надавите на лобзик, чтобы он легко прорезался. После завершения лески у вас получится желаемое отверстие в пластике без использования стандартного сверла.
Как просверлить отверстие в пластике с помощью ножовки
Ножовка по металлу также является важным инструментом для вырезания отверстия в пластике.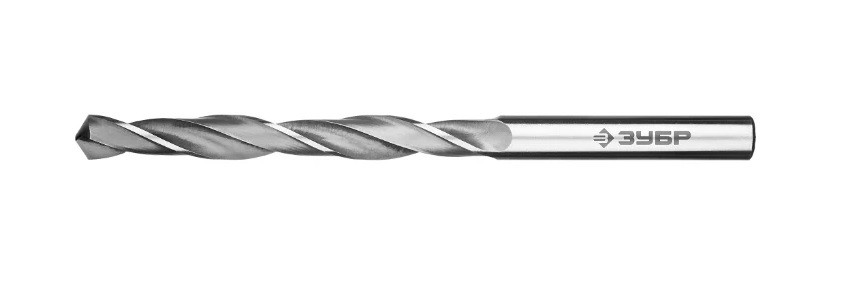 Он довольно легкий и имеет острые зубцы, что делает его идеальным для создания отверстия в пластике с минимальными усилиями. Кроме того, если вы хотите научиться делать отверстия в пластиковых контейнерах без сверла, следуйте методу:
Он довольно легкий и имеет острые зубцы, что делает его идеальным для создания отверстия в пластике с минимальными усилиями. Кроме того, если вы хотите научиться делать отверстия в пластиковых контейнерах без сверла, следуйте методу:
Необходимые инструменты:
Закрепите пластик: Надежно закрепите пластик в С-образных зажимах, чтобы он не двигался.Кроме того, убедитесь, что пластик установлен устойчиво, чтобы предотвратить смещение и поломку во время вырезания отверстия.
Отметьте линии реза: Чтобы сделать круглое отверстие и вырезать соответственно, сделайте линию надреза на пластике с помощью маркера.
Примените ножовку: Начните вырезать отверстие с первой линии пластика. Однако в первый раз это может показаться немного сложнее, но когда вы найдете ритм, вам будет легче.
Используйте циркулярную пилу
Если вам нужно вырезать отверстие в более толстом или более твердом пластике, этот метод циркулярной пилы будет вам полезен. Что еще более важно, этот метод поможет вам вырезать круглое отверстие в пластике. Впечатляющая особенность этого метода заключается в том, что он позволяет резать различные материалы, просто меняя лезвие.
Что еще более важно, этот метод поможет вам вырезать круглое отверстие в пластике. Впечатляющая особенность этого метода заключается в том, что он позволяет резать различные материалы, просто меняя лезвие.
Необходимые инструменты:
- Циркулярная пила
- С-образные зажимы
- Маркер
- Перчатки
- Защитные очки
- Пылезащитная маска
Вставьте лезвие: Во-первых, поместите лезвие в циркулярную пилу, которая может разрезать пластик плавно и без усилий .
Поместите пластик: Надежно поместите пластик в С-образные зажимы, а затем поместите их оба на верх стола. Убедитесь, что он установлен плотно.
Отметьте линии разреза: Закрепив пластик, отметьте отверстие в том месте, где вы хотите разрезать
Примените циркулярную пилу: Перед включением пилы наденьте защитное снаряжение, так как на губках может оставаться пластик с зазубренными краями. Кроме того, работа циркулярной пилы на высокой скорости может привести к чрезмерному нагреву, поэтому лучше работать в помещении с достаточной вентиляцией.
Теперь включите пилу и постепенно двигайтесь к пластику. Убедитесь, что вы следуете точной линии при перемещении пилы, чтобы получить идеальное отверстие.
Метод штифта или гвоздяЕсли вам нужно просверлить крошечное отверстие диаметром около 12 дюймов, этот метод идеально подойдет вам.
Необходимые инструменты:
Нагрейте булавку или гвоздь: Возьмите булавку или гвоздь и поставьте на плиту. Затем нагрейте булавку или гвоздь зажигалкой в течение некоторого времени.Удалите гвоздь или боль с плиты тряпкой.
Поместите пластик: Поместите пластик на скамейку и осторожно вставьте кончик гвоздя в пластик. В это время поверните булавку или гвоздь, чтобы они приклеились к пластику.
Сделайте отверстие: Полностью вставьте штифт в пластик и выньте его с другой стороны, и вы получите крошечное отверстие. Если ноготь остынет до того, как полностью войдет, снова нагрейте ноготь и повторите процесс.Кроме того, убедитесь, что вы уделяете проекту все внимание. В противном случае небольшое отвлечение может обжечь фигуру и повредить пластик.
Как сгладить края пластиковой дыры?
После создания отверстия в пластике у вас может быть острый край, к которому опасно прикасаться. К счастью, вы можете выполнить некоторые процедуры, чтобы сгладить края и предотвратить травмы пальцев. Несколько инструментов могут сгладить пластиковую кромку, в том числе мелкозернистая наждачная бумага, лак, электрический буфер и металлический напильник.Так что выберите любой из них, который вам больше всего подходит, и нанесите его на острый край. Через некоторое время в пластике получится ровное отверстие.
Как просверлить пластик, не разрезая его?
Хотя пластик довольно легко повредить, пытаясь проделать в нем отверстие, как просверлить отверстие в пластике, не растрескивая его? Ниже приведены некоторые процедуры, позволяющие предотвратить растрескивание пластика при сверлении отверстия:
Обеспечьте достаточную опору для пластика: Пластик может часто сгибаться при вырезании отверстий, если он не получает достаточной опоры. Таким образом, вы можете поместить под пластик жесткую доску, чтобы уменьшить его прогиб. Поместите кусок древесины под пластик, если вы хотите избежать сколов при резке пластика ножовкой или лобзиком.
Таким образом, вы можете поместить под пластик жесткую доску, чтобы уменьшить его прогиб. Поместите кусок древесины под пластик, если вы хотите избежать сколов при резке пластика ножовкой или лобзиком.
Используйте качественные C-образные зажимы: Поместите качественные C-образные зажимы на пластмассовые поверхности как можно больше, если вы хотите уменьшить нагрузку на поверхность пластмассы и получить наилучший результат. Но не закрепляйте зажимы слишком туго, так как они могут скрипеть, когда пластик начнет резаться.Кроме того, использование резиновых полосок поверх пластика может помочь предотвратить появление танцующих царапин во время резки пилой. Картон – тоже эффективный инструмент, однако не стоит прикладывать слишком много усилий к одному месту.
Часто задаваемые вопросы о том, как просверлить отверстие в пластикеМожно ли паяльником проделать дырочки в пластике?
Вы можете использовать паяльник для пластика, но убедитесь, что вы работаете в хорошо вентилируемом помещении. После того, как помещение хорошо проветривается, включите паяльник, чтобы он нагрелся.Затем слегка надавите кончиком утюга на нужную область, и у вас получится аккуратное отверстие в пластике.
После того, как помещение хорошо проветривается, включите паяльник, чтобы он нагрелся.Затем слегка надавите кончиком утюга на нужную область, и у вас получится аккуратное отверстие в пластике.
Можно ли просверлить ПВХ?
Обычно ПВХ – это мягкий пластик, в котором можно просверлить отверстия сверлами по металлу и дереву. Кроме того, лопата предложит вам отверстие большего размера в ПВХ. Но перед тем, как приступить к сверлению, сделайте небольшую выемку в ПВХ с помощью молотка и гвоздя. Это поможет предотвратить скольжение при сверлении отверстия.
Можно ли просверлить твердый пластик?
Хотя вы можете просверлить твердый пластик, обычное сверло вам не поможет.Поскольку пластик является хрупким материалом и склонен к растрескиванию, спиральное сверло идеально подходит для сверления отверстий, особенно в твердом пластике.
Надежно просверлить отверстие в пластике
Надеюсь, теперь у вас есть лучшее представление о том, как просверлить отверстие в пластике без сверла. Что еще более важно, мы обсудили пять альтернативных способов просверлить отверстие в пластике наиболее желаемым способом. Каким бы ни был метод, вы выбираете вырезанное отверстие, но будьте внимательны и делаете его осторожно, поскольку вы работаете с хрупким материалом.Более того, хотя вам не нужно использовать дрель, инструменты, которые вы будете применять вместо этого, также достаточно рискованны. Так что не забывайте о своих инструментах безопасности.
Что еще более важно, мы обсудили пять альтернативных способов просверлить отверстие в пластике наиболее желаемым способом. Каким бы ни был метод, вы выбираете вырезанное отверстие, но будьте внимательны и делаете его осторожно, поскольку вы работаете с хрупким материалом.Более того, хотя вам не нужно использовать дрель, инструменты, которые вы будете применять вместо этого, также достаточно рискованны. Так что не забывайте о своих инструментах безопасности.
Как просверлить пластик: 7 простых шагов
Чтобы просверлить отверстие в пластике, необходимо понимать хрупкую природу материала. Однако задача не из легких. Вам нужно понимать технику, чтобы избавить вас от ненужных головных болей.
Пластмассы, кажется, есть повсюду, что может объяснить, почему это экологическая катастрофа в некоторых частях мира.Энтузиасту своими руками, который хочет просверлить отверстие в пластике, следует заглянуть на сайт Drillingadvisor.org, чтобы узнать, как это сделать.
Следующее, что вас может заинтересовать, – это тип сверла для обработки хрупкой поверхности.
Вы, наверное, думали об использовании других средств, чтобы проделать отверстие в пластике.
Можно ли просверлить отверстие в пластике?
Пластик действительно поддается сверлению, но существуют строгие правила, которым вы должны следовать, чтобы при этом отверстие получилось чистым и ровным.Пластик имеет мягкую текстуру, что создает неверное представление о том, насколько легко просверлить в нем отверстие. Несоблюдение осторожности означает, что пластик расколется или расколется на куски.
Является ли сверло по дереву альтернативой просверливанию отверстия в пластике?
Любая дрель может проделать дырку в пластике. Тем не менее, ваш выбор бурового инструмента определит ваш успех в просверливании отверстия в пластмассах. Использование сверла по дереву приведет к сколам или поломке материала.Возможность получения отверстий неправильной формы с неровными краями. Идея состоит в том, чтобы собрать подходящие инструменты для ваших конкретных пластиковых материалов и завершить работу.
Идея состоит в том, чтобы собрать подходящие инструменты для ваших конкретных пластиковых материалов и завершить работу.
Совет эксперта : нанесите неочищенную жидкость для мытья посуды, нанеся ее на наконечник сверла, используйте низкую скорость схватывания и самое маленькое сверло, пока не получите нужный размер. При работе с акриловыми или сложными пластиками рекомендуемый размер составляет 2 мм. Не забудьте перевернуть сверло, прежде чем переходить к следующему сверлу.
Чтобы отверстия были равномерно прорезаны и чистыми, следуйте приведенным ниже рекомендациям.
Что вам потребуется
- Карандаш
- Линейка
- Сверло с переменной скоростью
- Винтовая насадка подходящего размера
- Наждачная бумага
- Зажим
Шаг 1: Измерьте и отметьте
Отметьте области, которые вы будете сверлить, с помощью линейки. Используйте точные измерения и отметки, потому что сверление пластика из-за ошибки. Нет пути назад.
Нет пути назад.
Шаг 2: Установите спиральное сверло
Вставьте спиральное сверло в сверло и плотно закрепите на месте. Это лучшее время, чтобы убедиться, что вы используете правильный размер бит. Переведите сеялку в переднее положение.
Шаг 3: Закрепление пластмассы
Поместите пластмассу на место на столе, отведенном для сверления. Действие снижает вероятность того, что какое-либо сопротивление повлияет на сверло.
Шаг 4: Установите самую низкую скорость сверления
Используйте самую низкую настройку скорости сверления.Если вы используете сверло без регулировочной ручки, убедитесь, что сверло слегка вдавливает пластик, и попытайтесь контролировать скорость, медленно просверливая заготовку.
Шаг 5: Тщательно просверлите
Соблюдайте при сверлении и остановите сверление, чтобы дать области остыть, когда пластмассы отслаиваются и склеиваются.
Шаг 6: Установите сверло в обратном направлении
Измените сверло на обратное движение или настройку и вытащите сверло из законченного отверстия.
Шаг 7: Отшлифуйте область
Используйте наждачную бумагу, чтобы создать гладкую область вокруг отверстия.Старайтесь не царапать эту область, пока проверяете, нет ли трещин, царапин или заноз. Любая трещина ухудшит качество реза при использовании.
Пластиковый наконечник для сверления:
Используйте небольшую коронку и расширьте отверстие до нужного размера с помощью сверла подходящего размера.
Осторожно: Всегда имейте при себе защитное снаряжение при работе с электроинструментом. Убедитесь, что ваша рабочая среда всегда безопасна.
Последнее слово
Теперь у вас есть идея, как просверлить отверстие в пластике.Судя по инструкциям, это вполне возможно, но с такой осторожностью. Одним из факторов является выбор правильного сверлильного инструмента и знание того, с каким пластиком вы имеете дело. Сверление пластика требует дополнительной подготовки.
Сверло 3/16 “- для пластика
Сверло 3/16 дюйма – для Palstic
Сверла – по пластику
Специальная серия Pro – они специально разработаны для сверления пластмасс, таких как акрил, которые были бы очень склонны к сколам и выбросам при использовании обычного сверла.
Размер: 3/16 дюйма
Доступны другие размеры: 1/8 “, 1/4”, 5/16 “, 3/8”
|
Сверла для пластмасс – Акрил – Сверла USA
Быстрорежущая сталь – Точность 60 градусов – Полированная поверхность
Характеристики:
- Быстрорежущая сталь, блестящий полированный корпус, канавка и острие обеспечивают максимальную смазку.
- Острие прецизионно отшлифовано под углом 60 градусов для постепенного проникновения, чтобы минимизировать растрескивание и скалывание различных пластиковых материалов.
- 0 градусов передний угол на режущей кромке исключает захват, когда сверло проходит через пластиковую поверхность.
- Если вы ищете сверло для пластика, стекловолокна и акрила, то оно вам подойдет.

ДРОБНОЕ
| РАЗМЕР СВЕРЛА | ХВОСТОВИК ДИАМЕТР | ДЛИНА ФЛЕЙТЫ | O ОБЩАЯ ДЛИНА | НА СКЛАДЕ # |
| 1/8 | 1/8 | 1-5 / 8 | 2-3 / 4 | PD70502 |
| 5/32 | 5/32 | 2 | 3-1 / 8 | PD70506 |
| 3/16 | 3/16 | 2-5 / 16 | 3-1 / 2 | PD70510 |
| 7/32 | 7/32 | 2-1 / 2 | 3-3 / 4 | PD70512 |
| 1/4 | 1/4 | 2-3 / 4 | 4 | PD70514 |
| 9/32 | 9/32 | 2-15 / 16 | 4-1 / 4 | PD70516 |
| 5/16 | 5/16 | 3-3 / 16 | 4-3 / 8 | PD70520 |
| 11/32 | 11/32 | 3-7 / 16 | 4-3 / 4 | PD70522 |
| 3/8 | 3/8 | 3-5 / 8 | 5 | PD70524 |
| 13/32 | 13/32 | 3-7 / 8 | 5-1 / 4 | PD70526 |
| 7/16 | 7/16 | 4-1 / 16 | 5-1 / 2 | PD70528 |
| 15/32 | 15/32 | 4-5 / 16 | 5-3 / 4 | PD70530 |
| 1/2 | 1/2 | 4-1 / 2 | 6 | PD70532 |
От 1/8 ″ до 5/16 ″, 12 на конверт, от 11/32 ″ до 1/2 ″, 6 на конверт
Заполните форму ниже или позвоните нам! (407) 385-3511
| ГЛАВНАЯ> СВЕРЛАOnsrud 70-500 Series HSS для быстрорежущей стали, двухзубые фракционные сверла для пластика 4 звезды на основании 18 обзоров
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Фрезы Onsrud легко режут различные обрабатываемые пластмассы, а также материалы, включая дерево, фанеру, МДФ и другие древесные композиты. Фрезы-фрезы доступны с хвостовиками разных размеров.
Фрезы Onsrud легко режут различные обрабатываемые пластмассы, а также материалы, включая дерево, фанеру, МДФ и другие древесные композиты. Фрезы-фрезы доступны с хвостовиками разных размеров.

 05.2014
05.2014 Он проткнет картон, просто повернув его рукой, без давления. Не то чтобы вы сделали это, но это дает вам представление о том, насколько хороши эти сверла при сверлении пластика.
Он проткнет картон, просто повернув его рукой, без давления. Не то чтобы вы сделали это, но это дает вам представление о том, насколько хороши эти сверла при сверлении пластика.