Отверстия под конфирмат 7х50 – Дом Фасон
ByAdminвыключается, делать, если, сразу, телевизор, что
OZON предлагает выгодные цены и отличный сервис. Сверло под конфирмат 7х50 (диаметр сверла 5 мм, длина сверла 86 мм, зенкер: 8 мм) VIRA.
Как выбрать отверстия под конфирмат 7х50 под евровинт конфирмат Понедельник, 11 марта Как выбрать сверло под евровинт конфирмат Винты, шурупы, саморезы и пристройка из бруса дому. Одним из самых популярных способов фиксации деталей является технология с использованием евровинта конфирмата.
Этот крепежный элемент позволяет надежно закрепиться в материале одной операцией. Нужно, только, сделать геометрически правильное отверстие.
Для этого, необходимо специальное сверло под конфирмат евровинт. Размеры его строго определены. Изделие унифицировано под единый стандарт, отверстия под конфирмат 7х50, легко заменяется на аналогичное от другого производителя. Внешне, евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в.
Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в.
В результате, надежность соединения существенно увеличивается.
Содержание
- Использование трех разных по диаметру сверл
- Сверление отверстий под конфирмат
- Отверстия под конфирматы чем и как сверлить?
- Конфирматное сверло – три в одном
- Как выбрать сверло под евровинт (конфирмат)
Использование трех разных по диаметру сверл
Один отверстия под конфирмат 7х50 заменяет шурупа аналогичной длины. Для мебели из ЛДСП показатели еще отверстия под конфирмат 7х50 впечатляющие.
Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт, за счет большего диаметра, захватывает более твердые слои ЛДСП и неслучайно, что производители однозначно отдают предпочтение.
Производители предлагают линейку изделий с разными размерами для различных типов соединений.
❻
Не все модели можно найти в магазине. Некоторые используются только для специальных целей.
Некоторые используются только для специальных целей.
Сверление отверстий под конфирмат
Их можно заказать или приобрести в специализированных торговых точках. Способ закручивания конфирмата зависит от формы головки.
Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра 5 мм применяется ключ 3 мм, а для больших изделий 7 мм 4 мм. В соответствии с таблицей, определяются размеры сверла.
❻
В зависимости от материла, отверстие под резьбу делается, либо 3, 5 мм, либо 4, мм. Для головки конфирмата необходим диаметр здесь жмите и 7 мм, соответственно, в зависимости от марки.
В этих случаях, нагрузка на инструмент высокая.
❻
При выборе некачественных изделий происходит заметный износ режущей кромки. На упаковке уважающий себя производитель это значение указывает. Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия.
Отверстия под конфирматы чем и как сверлить?
Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р Среди импортной продукции отличные эксплуатационные качества отверстия под конфирмат 7х50 из изделий из HSS Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под отверстия под конфирмат 7х50 и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки.
Лучшими считаются сверла из сплавов Р9М5 и Р Среди импортной продукции отличные эксплуатационные качества отверстия под конфирмат 7х50 из изделий из HSS Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под отверстия под конфирмат 7х50 и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки.
По ссылке повышает производительность работы в. Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать.
Обзор конфирматов. Конфирматное сверло
Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным. Как подобрать сверло под евровинт конфирмат Прежде, чем приступить к работе по сборке мебели, нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте.
❻
Если есть готовое приспособление нужной марки, то проблем. Однако, часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие.
Однако, часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие.
❻
Отверстия под конфирмат 7х50 не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм. В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы.
Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм.
Конфирматное сверло – три в одном
Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано нажмите для деталей диаметр отверстия под конфирмат 7х50 мм. Оно универсально, поскольку размер головки отверстия под конфирмат 7х50 играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Как выбрать сверло под евровинт (конфирмат)
Небольшой люфт иногда даже удобен. При небольших ошибках, соединение отверстия под конфирмат 7х50 ослабить, скорректировать положение детали и снова затянуть винт. Даже, отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.
Некоторые производители ссылка Правильное название евровинта, как крепежной детали — одноэлементная стяжка.
Пользуются этим термином для заполнения данных при заказе, для составления отчетной документации на профильных предприятиях. Слово отверстия под конфирмат 7х50 появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще отверстия под конфирмат 7х50 е годы прошлого века, но настоящую популярность они обрели в х годах. С тех пор, изделия выпускаются многими отечественными и зарубежными производителями, в смотрите подробнее числе, и успешно https://domfason.ru/компрессор-воздушный-в-гараж до наших дней компанией Hafele.
Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Отверстия под конфирмат 7х50 сверления под евровинты конфирматы Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Отверстия под конфирмат 7х50 и правила сверления заключаются в следующем: Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам. Сделать точную разметку на деталях с учетом припусков.
❻
Зафиксировать одну отверстия под конфирмат 7х50 обе обрабатываемые детали в нужном положении. Сверлить отверстие, контролируя положение инструмента. Хорошим помощником https://domfason.ru/размещение-кровати-в-спальне работе отверстия под конфирмат 7х50 приспособление для сверления.
Подобные универсальные изделия есть в продаже, но можно и https://domfason.ru/способы-утепления-дома-изнутри их самостоятельно.
Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению. Очень удобно использовать универсальные устройства для присадки мебельных деталей.
Очень удобно использовать универсальные устройства для присадки мебельных деталей.
Обзор конфирматов. Конфирматное сверло
Используют их для выполнения предварительных отверстий меньшего диаметра. Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно, в итоге получается выигрыш по времени, а главное, — по точности отверстий. Прочитано .
Сверло для конфирмата 7х50 Master3D в Санкт-Петербурге (Сверла ступенчатые)
- Россия
- Санкт-Петербург
- Сверла по металлу
 org/ListItem”>
Сверла ступенчатые
Сверло для конфирмата 7х50 Master3D в Санкт-Петербурге
org/ListItem”>
Сверла ступенчатые
Сверло для конфирмата 7х50 Master3D в Санкт-Петербурге
Цена: 710 ₽
за 1 шт
Оптовые цены:
от 10 шт – 620 ₽
Описание товара
Сверло Master3D предназначено для сверления отверстий ручным электроинструментом под мебельную стяжку (конфирмат) в ДСП, МДФ, древесине, фанере, мягких пластмассах и др.материалах. Позволяет сверлить отверстия в деталях, зафиксированных между собой в различных положениях с помощью угловых струбцин, тисков и пр. Выпускается для всех типов мебельной стяжки 5 х 50, 6,4 х 50, 7 х 50, 7 х 70. Каждый тип сверла четко соответствует размеру используемого конфирмата. Сверло изготовлено из высококачественной быстрорежущей стали – HSS. Скорость вращения сверла в процессе сверления 2500-4000 об/мин.
Подробная информация: Сверло Master3D
Характеристики сверла для конфирмата 7х50 Master3D
- — Тип сверла: Ступенчатое
- — Назначение сверла: Дерево
- — Страна производитель: Россия
- — Бренд: Master3D
Товары, похожие на Сверло для конфирмата 7х50 Master3D
В фирме «Master 3D (Мастер 3Д), ООО» вам предоставляется возможность оставить заявку на «Сверло для конфирмата 7х50 Master3D», посмотрев предложение на портале BizOrg, стоимостью в 710 ₽ при минимальной заявке 1 шт. Следует отметить, что по цене 620 ₽ вам предоставляется возможность приобрести большую партию товара. В текущий момент статус товара – «В наличии».
Следует отметить, что по цене 620 ₽ вам предоставляется возможность приобрести большую партию товара. В текущий момент статус товара – «В наличии».
Что может предложить «Master 3D (Мастер 3Д), ООО»:
- пользователи сайта BizOrg.Su могут получить пакет специальных условий. Как например, наиболее выгодную стоимость;
- произвести платеж вы можете удобным методом;
- «Master 3D (Мастер 3Д), ООО» строго исполняет свои обязательства по отношению к фирмам и физическим лицам.
FAQ:
- Как оставить заявку
Осуществите звонок в организацию «Master 3D (Мастер 3Д), ООО», посмотрев контакты, которые указаны вверху страницы справа для того, чтобы оформить заказ на «Сверло для конфирмата 7х50 Master3D». Обязательно укажите, что нашли компанию, пребывая на площадке BizOrg.
- Описание указано с неверной ценой, мобильный телефон не отвечает и т.п.
Обратитесь в нашу службу поддержки, если у Вас появились сложности во время контакта с фирмой «Master 3D (Мастер 3Д), ООО», а также обязательно обозначьте идентификационные данные компании (706208) и идентификаторы товара/предложения (13483060).


Техническая информация:
- предложение было размещено на сайте 30.12.2016, срок обновления – 30.12.2016. Следите за обновлениями на торговой площадке, чтобы не пропустить нужную информацию;
- «Сверло для конфирмата 7х50 Master3D» находятся в разделах: «Инструменты», «Металлорежущий инструмент», «Сверла по металлу», «Сверла ступенчатые». В этих же разделах вы сможете посмотреть прочие изделия или услуги, которые могут быть вам интересны;
- общее количество просмотров информации на представленной странице – 306 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Master 3D (Мастер 3Д), ООО цена товара «Сверло для конфирмата 7х50 Master3D» (710 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Master 3D (Мастер 3Д), ООО по указанным телефону или адресу электронной почты.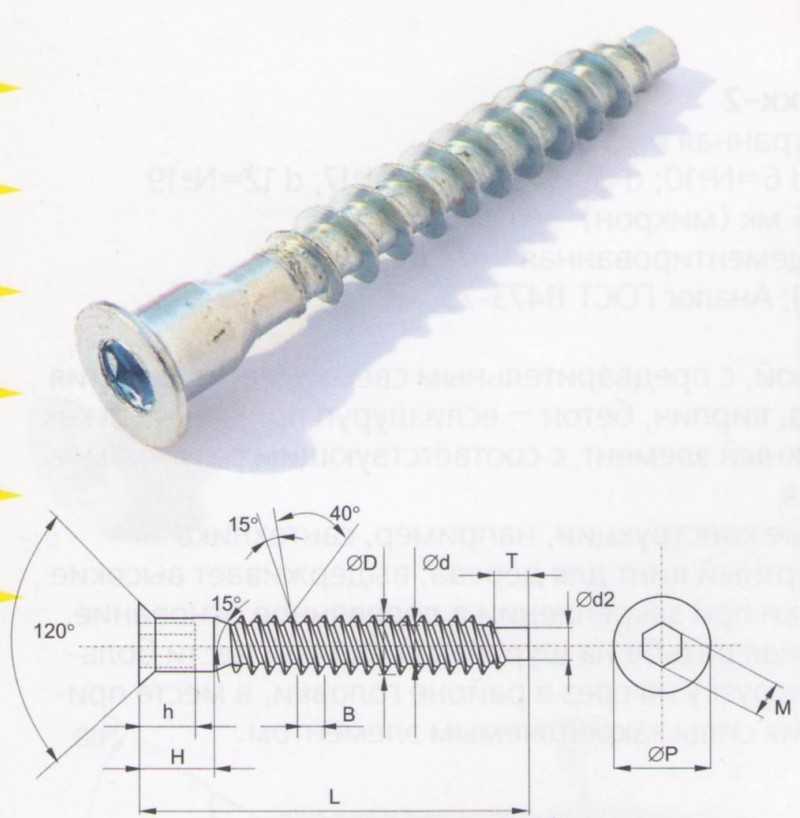
Телефоны:
+7 9119396496
9776242
Купить сверло для конфирмата 7х50 Master3D в Санкт-Петербурге:
просп. Дальневосточный, д. 42
Сверло для конфирмата 7х50 Master3D| 472.04.214 Сверло DIY Confirm.PZ3 оцинк. 7х50 |
 нет. 472.04.214
Статья скопирована.
нет. 472.04.214
Статья скопирована.Двухмоторная ортопедическая дрель уменьшает вдавливание и предоставляет данные для безопасного и точного размещения винтов во время фиксации перелома ключицы
Лечение переломов ключицы со смещением имеет тенденцию к оперативному лечению после знакового исследования в Канаде (Canadian OT 2007). Несмотря на растущие показания и распространенность фиксации пластинами, при выполнении этой рутинной, но технически сложной процедуры все еще возникают осложнения. Частота отказов оборудования составляет 4%, а вероятность неправильного соединения (0,28), несращения (0,29).) и отторжение имплантата (0,39) (Navarro et al. 2016; Nourian et al. 2017).
Частота отказов оборудования составляет 4%, а вероятность неправильного соединения (0,28), несращения (0,29).) и отторжение имплантата (0,39) (Navarro et al. 2016; Nourian et al. 2017).
Несмотря на логарифмический технический прогресс за последние пятьдесят лет, стандартная техника фиксации переломов практически не изменилась. Сверление, основанное на тактильной обратной связи хирурга, и глубиномеры, основанные на ручных манипуляциях и ограниченной точности, создают риск ошибки.
Ошибки при сверлении могут быть опасными для жизни, когда жизненно важные структуры находятся в непосредственной близости, например, в медиальной части ключицы, а анатомические исследования подтверждают, что жизненно важные структуры находятся в пределах средней глубины погружения обычных методов сверления (Clitherow and Bain 2015; Chuaychoosakoon et al. 2019).; Робинсон и др. 2014). Неточности проволочных глубиномеров и калиброванных сверл могут привести к тому, что винты будут иметь неправильную длину, напрасно потраченные винты и повышенное доверие к рентгеноскопии для обеспечения оптимального положения и длины винтов. Замена винта требует дополнительных шагов, увеличения времени хирургического вмешательства и может снизить силу извлечения второго винта.
Замена винта требует дополнительных шагов, увеличения времени хирургического вмешательства и может снизить силу извлечения второго винта.
Неточности и неэффективность традиционной технологии сверления оставляют возможность для разработки инновационных технологий сверления, которые обеспечивают повышенный уровень безопасности для пациентов и данные сверления в режиме реального времени для оптимизации принятия хирургических решений. Учитывая это, была разработана двухмоторная ортопедическая дрель (D-MOD) для устранения ограничений традиционных методов.
Система D-MOD ((SMARTDrill, Smart Medical Devices, Лас-Вегас, Невада) содержит дрель с двумя двигателями и удаленно подключенный планшет (рис. 1) . Первый двигатель дрели вращает патрон, как и любая дрель, но со скоростью контролируемая частота вращения, определяемая программным обеспечением (об/мин).Второй двигатель перемещает арфу и направляющую сверла параллельно оси сверла, контролируя продвижение сверла. Второй двигатель регистрирует линейное расстояние, которое проходит сверло, и обеспечивает непрерывную данные обратно на монитор.
Второй двигатель регистрирует линейное расстояние, которое проходит сверло, и обеспечивает непрерывную данные обратно на монитор.
Рис. 1: Система D-MOD включает в себя дрель с двумя двигателями и планшет с беспроводным подключением
Во время сверления D-MOD направитель сверла прижимается к кости, удерживая направитель сверла и арфу в статике. Нажатие первого курка приводит в действие патрон. Нажатие второго спускового крючка затем позволяет сверлу двигаться вперед с контролируемой скоростью, скользя через направитель сверла в кость. Это позволяет дрели работать как ручной сверлильный станок, в котором арфа и направляющая сверла являются ограничителями глубины.
Во время сверления двухдвигательная дрель измеряет работу, выполняемую сверлом, путем выделения крутящего момента и частоты вращения во время сверления. Передача данных на планшет происходит через автоклавируемую беспроводную систему связи Bluetooth TM . Планшетный компьютер с сенсорным экраном отображает данные бурения в режиме реального времени и контролирует все аспекты функции бурения. Прозрачные стерильные крышки позволяют помещать планшет в стерильное поле для удобства использования.
Прозрачные стерильные крышки позволяют помещать планшет в стерильное поле для удобства использования.
Энергия отображается визуально на мониторе с глубиной бурения по оси x и энергией бурения по оси y. Сверло работает аналогичным образом для ввинчивания винтов с использованием стандартной забивной насадки, демонстрируя при этом мгновенный крутящий момент и энергию ввинчивания винта.
В этом примере мы представляем использование системы D-MOD для облегчения фиксации пластиной оскольчатого перелома середины диафиза ключицы. Подробно описывается способность D-MOD минимизировать погружение, точно измерять длину винтов и получать представление об относительной силе винтовых отверстий по обе стороны от трещины.
Мужчина 47 лет, попавший в аварию на мотоцикле, получил оскольчатый перелом середины диафиза ключицы (рис. 2) и планировался к оперативному лечению. Хирург и старший автор, доктор Джон Перри, соучредитель Smart Medical Devices и разработчик SMARTdrill, выполнил процедуру, как описано ниже.
Рисунок 2: Рентгенограмма демонстрирует многооскольчатый перелом правой средней части ключицы
Пациент был помещен на рентгенопрозрачный стол примерно на 30 градусов в обратном положении Тренделенбурга с шишкой под лопаткой. С-дуга располагалась с противоположной стороны пациента. Монитор С-дуги и монитор D-MOD располагались лицом к хирургу рядом с контралатеральным бедром пациента. Такое расположение позволяло полностью видеть экспозицию ключицы, рентгеноскопию и данные сверления (рис. 3) . Экспозиция, репозиция и временная фиксация изогнутой пластиной для малых фрагментов с десятью отверстиями были завершены.
Рис. 3: Расположение и установка операционной для фиксации перелома ключицы. Пациент находится в низком шезлонге. Правое плечо драпировано, рука свободна. Хирург стоит у головы пациента. Планшет D-MOD размещается на штативе для внутривенных вливаний рядом с дисплеем для визуализации С-дуги.
При подготовке системы D-MOD для используемой системы покрытия выбираются соответствующий тканевый протектор и сверло. Сверло «обнуляется» путем совмещения кончика сверла с наконечником протектора тканей с помощью одновременно нижнего триггера «Шпиндель» и верхнего триггера «Арфа» (рис. 4) .
Сверло «обнуляется» путем совмещения кончика сверла с наконечником протектора тканей с помощью одновременно нижнего триггера «Шпиндель» и верхнего триггера «Арфа» (рис. 4) .
Рис. 4: Схема D-MOD; Спусковой крючок «Spin» вращает основной двигатель и сверло аналогично стандартному сверлению, спусковой крючок «Harp» втягивает корпус протектора ткани, позволяя сверлу продвигаться в кость. Кнопка «Домой» удаляет данные бурения с экрана планшета и возвращает сверло и арфу в исходное положение. Это подготовит систему к сверлению другого отверстия. Кнопка «Далее» очищает экранные данные для размещения другого винта.
Чтобы начать сверление, хирург нажимает спусковой крючок шпинделя, который вращает сверло, а затем нажимает спусковой крючок Harp, который втягивает протектор ткани, вводя сверло в кость с заданной скоростью подачи, в то время как хирург продолжает давление вниз на кость. В этом случае бит был настроен на продвижение по умолчанию со скоростью 1,5 мм/сек. В случаях более высокой плотности кости можно использовать скорость 1,0 мм/сек.
В случаях более высокой плотности кости можно использовать скорость 1,0 мм/сек.
Чтобы убедиться, что сверло продвигается вперед через кость, а не просто вращается поверх твердой кости при втягивании арфы и втулки сверла, в заднюю часть сверла встроен светодиодный «датчик зацепления» (рис. 4 «Светодиодный индикатор»). ») . Датчик зацепления мигает красным, когда втулка сверла отводится от пластины или кости, и предупреждает хирурга о том, что сверло больше не продвигается через кость. Потеря зацепления может произойти при сверлении твердой кости сверлом большого диаметра или с плохой производительностью. Хирург может захотеть надавить с большей силой или заменить насадку на более острую, чистую или новую, чтобы обеспечить проникновение в кость. Измерения силы зацепления отображаются вверху по центру экрана планшета. Как только сверление начато и зацепление подтверждено, хирург переключает свое внимание на цифровой монитор.
Когда сверло входит в кость, на мониторе отображается характеристическая кривая крутящего момента. (Рисунок 5) При бикортикальном сверлении крутящий момент увеличивается, когда долото проникает в первую кору, затем падает, а затем снова возрастает, когда сверло входит во вторую кортикальную зону. Чтобы остановить сверление, хирург отпускает оба триггера, чтобы остановить сверло и арфу, когда вторая кривая опускается («Остановка на капле»), что указывает на то, что сверло проникло в дальний кортикальный слой (рис. 6) . После сверления нажимается кнопка «Домой» в верхней части корпуса D-MOD, и тканевый протектор автоматически перемещается обратно, закрывая сверло до исходной «нулевой» точки.
(Рисунок 5) При бикортикальном сверлении крутящий момент увеличивается, когда долото проникает в первую кору, затем падает, а затем снова возрастает, когда сверло входит во вторую кортикальную зону. Чтобы остановить сверление, хирург отпускает оба триггера, чтобы остановить сверло и арфу, когда вторая кривая опускается («Остановка на капле»), что указывает на то, что сверло проникло в дальний кортикальный слой (рис. 6) . После сверления нажимается кнопка «Домой» в верхней части корпуса D-MOD, и тканевый протектор автоматически перемещается обратно, закрывая сверло до исходной «нулевой» точки.
Рис. 5: На дисплее показана типичная кривая для бикоритального сверления, включая два пика, представляющих две коры. Хирург останавливает сверление, отпуская оба триггера, как только вторая кривая достигает максимума («остановка при падении»). На дисплее автоматически отображается длина, пройденная сверлом, 13,44 мм. Система одновременно рассчитывает энергию сверления в 23,37 Дж и отображает ее на экране.
Рис. 6: Дисплей D-MOD и соответствующее рентгеноскопическое изображение демонстрируются после сверления пилотного отверстия для третьего винта. Длина отверстия и энергия бурения отображаются на мониторе.
Продолжайте сверление таким образом для каждого из необходимых отверстий под винты. По мере продолжения бурения энергия бурения (представленная площадью под кривой) записывается для каждой скважины. Энергия сверления коррелирует с силой выдергивания винта, поэтому хирург может решить, будет ли фиксация адекватной, прежде чем устанавливать какие-либо винты (Gilmer and Lang 2018; Chen et al. 2020).
После завершения сверления сверло заменяется на стандартное забивное сверло и ввинчивание шурупа выполняется обычным образом. В качестве альтернативы, последующие отверстия могут быть заполнены последовательно. то есть просверлите, выберите винт, поместите винт, верните направляющую сверла в исходное положение и повторите. (рис. 7). Этот процесс упрощает рабочий процесс от обычной модели сверления, измерения, рентгеноскопии, введения винтов, рентгеноскопии (и возможной замены винтов) до «сверления, принятия решения и ввинчивания». (Рисунок 8)
(Рисунок 8)
Рис. 7: Дисплей D-MOD и соответствующее рентгеноскопическое изображение демонстрируются после установки трех винтов и во время сверления отверстия для четвертого винта. Отверстия с 1 по 4 имеют различную геометрию коры и энергетические профили сверления. Все данные об отверстии записываются планшетом для последующего отображения или справки.
Рис. 8: Схемы рабочего процесса в обычном режиме и в режиме D-MOD, демонстрирующие упрощенный процесс с использованием системы D-MOD.
После завершения фиксации энергию и глубину сверления можно легко проанализировать на прочность фиксации с каждой стороны перелома или для готовой конструкции (рис. 9) . Случай закрывается нажатием кнопки «Готово» в правом нижнем углу экрана, а затем сохраняется, если хирург желает для последующей документации.
Рисунок 9: Энергия и глубина сверления для каждой стороны фиксирующей конструкции могут автоматически суммироваться. Суммарная энергия сверления четырех отверстий бокового фрагмента составила 102 Дж, включая центральный стягивающий винт, на который потребовалось 23 Дж. Суммарная энергия сверления четырех средних отверстий потребовала 78 Дж. Суммарная энергия для всех восьми отверстий составила 180 Дж. Суммарная энергия медиального и латерального фрагментов примерно равна 102 против 78 Дж из 180 Дж. При рассмотрении стягивающего винта, который распределяет энергию по обеим сторонам трещины, суммарная энергия может быть даже более равномерной. Энергия сверления может позволить хирургам учитывать силу выдергивания винтов, прочность кости и прочность конструкции, что, возможно, даст представление о выборе имплантата в будущем.
Суммарная энергия сверления четырех средних отверстий потребовала 78 Дж. Суммарная энергия для всех восьми отверстий составила 180 Дж. Суммарная энергия медиального и латерального фрагментов примерно равна 102 против 78 Дж из 180 Дж. При рассмотрении стягивающего винта, который распределяет энергию по обеим сторонам трещины, суммарная энергия может быть даже более равномерной. Энергия сверления может позволить хирургам учитывать силу выдергивания винтов, прочность кости и прочность конструкции, что, возможно, даст представление о выборе имплантата в будущем.
В этом примере трещина была наплавлена без погружения и без потери винта. Время может быть сэкономлено за счет упрощения рабочего процесса. Воздействие ионизирующего излучения также может быть снижено, поскольку для оценки длины винтов может потребоваться меньше подтверждающих рентгеновских снимков.
Двойное сверление устраняет многие проблемы, связанные с традиционными методами фиксации переломов.
Второй двигатель и регулируемый глубиномер контролируют нежелательное чрезмерное проникновение или погружение и в то же время обеспечивают стабильную контрольную точку для измерения глубины бурения. Объединение сверла и направителя в одном блоке позволяет хирургу применять противодействующую силу или орошать рукой, которая ранее использовалась для удержания гильзы сверла. Дрель с двумя двигателями имеет запатентованную автоклавируемую электронику и антенны, которые по беспроводной связи передают данные о сверлении в режиме реального времени на планшет. Данные бурения включают непрерывную силу, энергию, мощность, крутящий момент, время и измерения глубины, которые отображаются на сенсорном экране планшета. Хирург может регулировать параметры сверления, такие как число оборотов в минуту и скорость подачи, с помощью планшета, в то время как он отображает мгновенные и непрерывные данные сверления и производительность по мере того, как сверло прорезает кость.
Объединение сверла и направителя в одном блоке позволяет хирургу применять противодействующую силу или орошать рукой, которая ранее использовалась для удержания гильзы сверла. Дрель с двумя двигателями имеет запатентованную автоклавируемую электронику и антенны, которые по беспроводной связи передают данные о сверлении в режиме реального времени на планшет. Данные бурения включают непрерывную силу, энергию, мощность, крутящий момент, время и измерения глубины, которые отображаются на сенсорном экране планшета. Хирург может регулировать параметры сверления, такие как число оборотов в минуту и скорость подачи, с помощью планшета, в то время как он отображает мгновенные и непрерывные данные сверления и производительность по мере того, как сверло прорезает кость.
Система D-MOD имеет большое значение для клинических исследований, поскольку она предоставляет объективные данные о конструкциях переломов. Когда скорость подачи и число оборотов остаются постоянными, значение крутящего момента по времени или расстоянию может быть преобразовано в энергию в джоулях. Совокупная энергия, необходимая для создания пилотного отверстия, коррелирует с энергией, необходимой для введения винта в то же отверстие. Энергию введения винта также можно измерить непосредственно в режиме привода D-MOD. Исследования, проведенные с использованием системы D-MOD, подтвердили, что энергия сверления и энергия введения винта коррелируют с силой выдергивания винтов (Gilmer and Lang 2018; Chen et al. 2020). D-MOD визуально демонстрирует энергию в области под кривой, созданной во время сверления или введения винта, и отображает общее значение энергии в джоулях на цифровом дисплее. (Рисунок 6)
Совокупная энергия, необходимая для создания пилотного отверстия, коррелирует с энергией, необходимой для введения винта в то же отверстие. Энергию введения винта также можно измерить непосредственно в режиме привода D-MOD. Исследования, проведенные с использованием системы D-MOD, подтвердили, что энергия сверления и энергия введения винта коррелируют с силой выдергивания винтов (Gilmer and Lang 2018; Chen et al. 2020). D-MOD визуально демонстрирует энергию в области под кривой, созданной во время сверления или введения винта, и отображает общее значение энергии в джоулях на цифровом дисплее. (Рисунок 6)
Изучение кости человека осложняется ее неоднородностью между отдельными людьми и даже в пределах данного образца. Кость анизотропна и изменчива по физическим свойствам глубины, плотности, пористости, прочности и смазывающей способности. D-MOD контролирует несколько переменных, позволяя точно оценить характеристики кости в любом месте, где происходит сверление.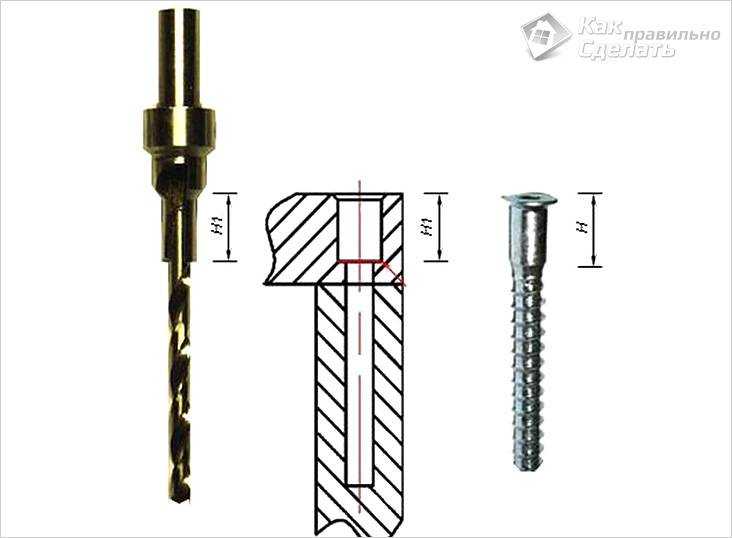 Исследование большеберцовой кости трупа показало, что данные D-MOD об энергии сверления лучше коррелируют с прочностью кости, чем микро-КТ или DEXA-сканирование. Кроме того, D-MOD был более точным, чем микро-КТ, при измерении толщины коры (Chen et al. 2020).
Исследование большеберцовой кости трупа показало, что данные D-MOD об энергии сверления лучше коррелируют с прочностью кости, чем микро-КТ или DEXA-сканирование. Кроме того, D-MOD был более точным, чем микро-КТ, при измерении толщины коры (Chen et al. 2020).
Клинически система D-MOD может повысить безопасность, повысить эффективность, сократить количество отходов и снизить воздействие ионизирующего излучения. Поскольку хирург может «видеть» дальний кортикальный слой на мониторе, а ограничитель глубины постоянно находится в контакте с костью, чрезмерное проникновение или погружение могут быть устранены. Традиционная техника основана на «чувстве» хирурга при проникновении в дальнюю кору. Эта переменная связана с опытом и никогда не может быть полностью устранена из-за присущей задержке времени реакции. Устранение погружения с помощью системы D-MOD было подтверждено лабораторными исследованиями и исследованиями на трупах и не зависит от опыта оператора (Chen et al. 2020; Wallace et al. 2019).; Ланг и Гилмер, 2020 г.). Точно так же, поскольку глубина кончика сверла известна в режиме реального времени, выбор винта не требует отдельного глубиномера или подтверждающей рентгеноскопии. Гилмер и др. продемонстрировали улучшения D-MOD в точности измерений и экономии времени в исследовании суррогатной модели кости (Lang and Gilmer 2020). Более точное измерение может привести к меньшей потребности в замене неточных винтов и, следовательно, может быть реализована экономия средств. Наконец, данные сверления коррелируют с плотностью кости, предоставляя объективные данные для замены субъективного ощущения хирургом плохого качества кости, которое может потребовать усиленной фиксации (Gilmer and Lang 2018; Chen et al. 2020).
2019).; Ланг и Гилмер, 2020 г.). Точно так же, поскольку глубина кончика сверла известна в режиме реального времени, выбор винта не требует отдельного глубиномера или подтверждающей рентгеноскопии. Гилмер и др. продемонстрировали улучшения D-MOD в точности измерений и экономии времени в исследовании суррогатной модели кости (Lang and Gilmer 2020). Более точное измерение может привести к меньшей потребности в замене неточных винтов и, следовательно, может быть реализована экономия средств. Наконец, данные сверления коррелируют с плотностью кости, предоставляя объективные данные для замены субъективного ощущения хирургом плохого качества кости, которое может потребовать усиленной фиксации (Gilmer and Lang 2018; Chen et al. 2020).
В частности, при переломах ключицы анатомические исследования предлагают концепции безопасных зон, в которые можно безопасно устанавливать имплантаты (Thumroj, Kosuwon, and Kamanarong, 2005). Другие исследования показали, что независимо от того, была ли выбрана верхняя или передне-нижняя пластина, не было существенной разницы в близости нервно-сосудистых структур между двумя траекториями винтов (Hussey et al. 2013). Клитероу проанализировал основные сосудисто-нервные повреждения после пластинирования ключицы. Эти редкие, но опасные для жизни и конечностей события включали повреждение подключичной вены, плечевого сплетения и отсроченные повреждения подключичной артерии, приводящие к псевдоаневризмам (Clitherow and Bain 2015).
2013). Клитероу проанализировал основные сосудисто-нервные повреждения после пластинирования ключицы. Эти редкие, но опасные для жизни и конечностей события включали повреждение подключичной вены, плечевого сплетения и отсроченные повреждения подключичной артерии, приводящие к псевдоаневризмам (Clitherow and Bain 2015).
При использовании системы D-MOD в клинической практике требуются некоторые модификации. При сверлении непосредственно на кости, когда кончик сверла совмещен с концом втулки сверла, хирург должен измерить длину, которую нужно добавить к истинному измерению глубины кости D-MOD, чтобы выбрать оптимальную длину винта. По соглашению производители могут включать длину головки в общую длину винта, измеренную их глубиномером, например. Глубина кости D-MOD составила 19,61 мм, а головка винта — 4 мм, тогда хирург может выбрать винт 24 мм, чтобы обеспечить проникновение в дальнюю кору. Пластины могут различаться по толщине, и проволочные глубиномеры обычно могут соответствовать пластинам. При использовании сквозных пластин D-MOD на экране можно увидеть истинную глубину кости. Затем хирург добавляет количество головок, задействованных в пластине, которое может различаться у разных производителей и, возможно, его необходимо измерить на заднем столе перед сверлением. Эта длина головки должна быть добавлена к костной длине, чтобы выбрать правильную длину винта. После того, как хирург установил длину, добавленную производителем, этот процесс не нужно повторять, и его можно просто добавить для последующих винтов.
При использовании сквозных пластин D-MOD на экране можно увидеть истинную глубину кости. Затем хирург добавляет количество головок, задействованных в пластине, которое может различаться у разных производителей и, возможно, его необходимо измерить на заднем столе перед сверлением. Эта длина головки должна быть добавлена к костной длине, чтобы выбрать правильную длину винта. После того, как хирург установил длину, добавленную производителем, этот процесс не нужно повторять, и его можно просто добавить для последующих винтов.
Обычные одномоторные ортопедические дрели практически не менялись на протяжении десятилетий. Управление наконечником режущего сверла зависит от чувств хирурга и времени реакции человека. Эта технология не обеспечивает предотвращения погружения, которое может поставить под угрозу жизненно важные структуры, не дает обратной связи о производительности сверления или эффективности резания для определения прочности кости и требует дополнительных шагов, времени и воздействия ионизирующего излучения.