Типы и размеры сверл – Слесарное дело
Промышленность изготовляет сверла следующих типов и размеров:
– спиральные мелкоразмерные с цилиндрическим хвостовиком диаметром от 0,1 до 1,0 мм;
– спиральные с цилиндрическим хвостовиком диаметром от 0,25 до 18 мм;
– с цилиндрическим хвостовиком, оснащенные твердым сплавом, диаметром от 5 до 12 мм;
– спиральные с коническим хвостовиком диаметром от 6 до
80 мм;
– с коническим хвостовиком, оснащенные твердым сплавом (со спиральной или прямой канавкой), диаметром от 6 до 30 мм;
– сверла конические для отверстий под штифты конусностью 1 : 50;
– сверла конические для конусов Морзе;
– сверла спиральные с четырехгранным суживающимся хвостовиком (для трещоток) для сверления отверстий диаметром от 9,5 до 40 мм;
– сверла центровочные диаметром от 0,5 до 12 мм;
– перовые сверла (для обработки глубоких отверстий) диаметром от 35 до 130 мм;
– кольцевые сверла — для обработки больших отверстий (в процессе сверления образуют из материала изделия кольцевые заготовки) диаметром от 90 до 200 мм;
– сверла диаметром от 3,1 до 5,2, изготовленные целиком из специального твердого сплава ВК5М, для сверления вручную твердых сталей;
– сверла, оснащенные пластинками твердых сплавов, используются главным образом для сверления чугуна, твердой и закаленной стали, пластмасс.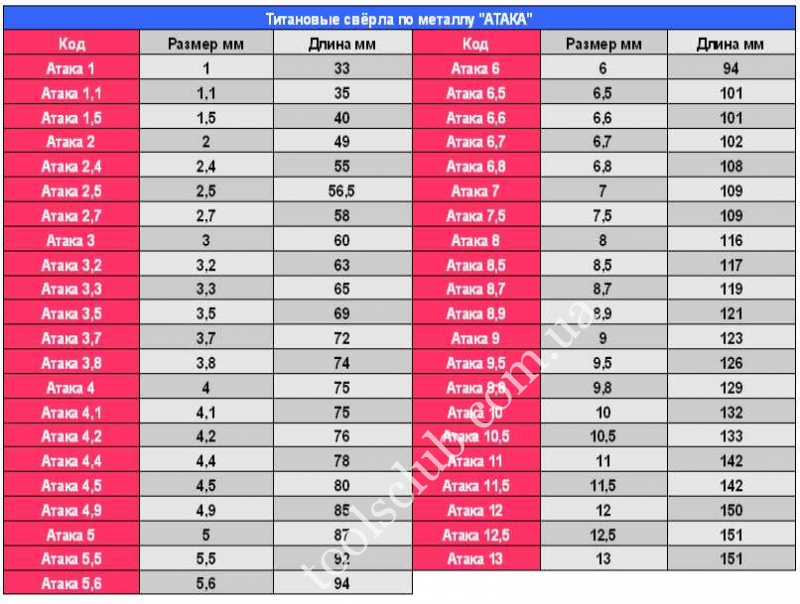
Режущие кромки сверла должны быть прямолинейными, одинаковой длины и расположены под равными углами к оси сверла. При невыполнении этих условий сверло во время работы уводит в сторону, а высверливаемое отверстие получается больше диаметра сверла. Правильность заточки спиральных сверл проверяется шаблоном.
Хвостовики сверл в большинстве случаев изготавливаются цилиндрические или с конусом Морзе. Конуса Морзе разделяются по номерам от 0 до 6. Каждому номеру соответствует определенный диаметр, длина и конусность (конусности у всех номеров разные).
| < Предыдущая | Следующая > |
|---|
| | Адрес этой страницы (вложенность) в справочнике dpva. ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Размеры (диаметры) сверл (в мм и числовые-буквенные ) для нарезания крепежных резьб и сквозных отверстий под болты-шпильки и для отверстий под BA, ISO метрическую резьбу, UNF, UNM, BSW, BSF – Тимингс Диаметры отверстий и диаметры сверл для резьб ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Размеры (диаметры) сверл (в мм и числовые-буквенные ) для нарезания крепежных резьб и сквозных отверстий под болты-шпильки и для отверстий под BA, ISO метрическую резьбу, UNF, UNM, BSW, BSF – Тимингс Диаметры отверстий и диаметры сверл для резьбПоделиться:
| |||||||
| Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. Вложите в письмо ссылку на страницу с ошибкой, пожалуйста. | ||||||||
Коды баннеров проекта DPVA. ru ruНачинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | |||||||

Сверла
Сверло изготовлено из стали Р6М5К5 методом вышлифовывания профиля, твёрдость стали 62HRC. Кобальт, входящий в состав стали в количестве 5%, позволяет сохранять твёрдость при высоких температурах, возникающих при сверлении жёстких пластмасс, чугуна, легированных и нержавеющих сталей.
Цена
29 р.
Цена
180 р.
ЦеныСверла по металлу — режущий инструмент, предназначенный для сверления отверстий в различных материалах. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
По форме обрабатываемых отверстий бывают:
- Цилиндрические
- Конические
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Сверла изготавливаются с помощью различных технологий. Цельные спиральные свёрла изготавливают из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм. Спиральные свёрла диаметром более 8 мм изготовляют сварным способом (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Различные виды сверл предназначены для обработки различных материалов. Исходя из особенности материала (дерево, камень, бетон), сверла могут существенно различаться по конструкции и особенностям.
ГОСТ 10902-77 Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
ГОСТ 20698-75 Сверла спиральные для обработки труднообрабатываемых материалов. Технические условия
ГОСТ 19545-74 Сверла спиральные левые с цилиндрическим хвостовиком для обработки легких сплавов. Конструкция
ГОСТ 8034-76 Сверла спиральные малоразмерные диаметром от 0,1 до 1,5 мм с утолщенным цилиндрическим хвостовиком. Технические условия
Технические условия
ГОСТ 19546-74 Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конструкция
ГОСТ 20696-75 Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкция и размеры
ГОСТ 20697-75 Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры
ГОСТ 22736-77 Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого сплава. Основные размеры
ГОСТ 20695-75 Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры
ГОСТ 20694-75 Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых материалов. Короткая серия. Конструкцияи размеры
ГОСТ 19543-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов.
 Средняя серия. Конструкция
Средняя серия. КонструкцияГОСТ 19544-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Конструкция
ГОСТ 5756-81 Сверла спиральные с твердосплавными пластинами. Технические условия
ГОСТ 12122-77 Сверла спиральные с коротким цилиндрическим хвостовиком. Длинная серия. Основные размеры
Большим преимуществом покупки сверла в компании НордСайд в городе СПБ это низкая цена.
Минимальные цены, сверла с коническим хвостовиком и цилиндрическим хвостовиком, центровочные сверла по металлу.
Все размеры в наличии и под заказ в СПб
Сверла твердосплавные. Типы и основные размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
СВЕРЛА ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
ГОСТ 17012-71
МОСКВА – 1973
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СВЕРЛА ТВЕРДОСПЛАВНЫЕ Типы и основные размеры Carbide drills. Types and main sizes |
ГОСТ 17012-71 |

Постановлением Государственного комитета стандартов Совета Министров СССР от 3/VI 1971 г. № 1072 срок введения установлен
с 1/1 1973 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на твердосплавные сверла для сверления отверстий в гипсолите, кирпиче и легких бетонах ручными электрическими сверлильными машинами.
2. Сверла должны изготовляться двух типов:
С1 – для сверления отверстий диаметром 16 – 25 мм;
С2 – для сверления отверстий диаметром 32 – 50 мм.
3. Основные размеры сверл должны соответствовать указанным на черт. 1, 2 и в таблице.
Тип С1
1 – корпус; 2 – пластинка по технической документации, утвержденной в установленном порядке
Черт. 1
1
Тип С2
1 – корпус; 2 – пластинка твердосплавная формы Г34 левая (для сверла D = 32 мм формы Г38) по ГОСТ 880 - 67
Черт. 2
Размеры в мм
|
Тип сверла |
D |
b |
с |
j |
|
С1 |
16 |
6 |
– |
30° |
|
(18) |
8 |
2 |
||
|
20 |
10 |
4 |
||
|
(22) |
2 |
|||
|
25 |
13 |
5 |
||
|
С2 |
32 |
20 |
2 |
|
|
40 |
12 |
5 |
20° |
|
|
(45) |
17 |
10 |
||
|
50 |
22 |
15 |
Примечание.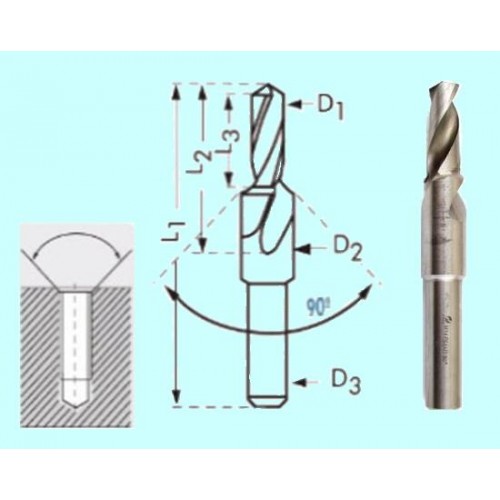 Размеры сверл, заключенные в
скобки, применять не рекомендуется.
Размеры сверл, заключенные в
скобки, применять не рекомендуется.
Пример условного обозначения сверла типа С1 диаметром 20 мм:
Сверло С1-20 ГОСТ 17012- 71
4. Технические требования – по ГОСТ 17017-71.
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
2 заблуждения, которые у меня были относительно всех этих размеров сверл
Выбор подходящего сверла может быть сложной задачей для новичков, таких как я, особенно если принять во внимание материал, канавки, покрытия, стиль наконечника, допуски, длину и другие факторы . Но одна из первых проблем, с которыми я сталкиваюсь, – это разные типы размеров: размер букв (A – Z), калибр провода (#s), дробные размеры (дюймы) и метрические размеры (мм). Моя реакция коленного рефлекса – купить пригоршню нужного мне размера, не считая этикеток. Что вообще за все эти разные системы? Разве это не один и тот же инструмент, названный множеством разных имен? Вот что я узнал.
Но одна из первых проблем, с которыми я сталкиваюсь, – это разные типы размеров: размер букв (A – Z), калибр провода (#s), дробные размеры (дюймы) и метрические размеры (мм). Моя реакция коленного рефлекса – купить пригоршню нужного мне размера, не считая этикеток. Что вообще за все эти разные системы? Разве это не один и тот же инструмент, названный множеством разных имен? Вот что я узнал.
Почему существуют разные типы систем измерения сверл?
Оказывается, причиной использования буквенных, проволочных, дробных и метрических размеров является частично историческая и частично ассоциативная стандартизация. Во-первых, обратите внимание, что эти размеры описывают диаметр инструмента.
Во-первых, обратите внимание, что эти размеры описывают диаметр инструмента.
Дробные размеры были результатом имперской системы измерения США, стандартизированной ANSI. Эти сверла доступны с шагом 1/64 дюйма от 1/64 дюйма до 1 дюйма. Вы можете увидеть некоторые сверла размером до 1 3/4 дюйма, и у них будет конический хвостовик Морзе. Опять же, они доступны с шагом 1/64 дюйма.
Метрические размеры сверл стандартизированы ISO и обычно доступны с шагом 0,1 мм.
Сверла с калибром проволокибыли приняты Соединенными Штатами из Европы, где измерение относилось к диаметру проволоки; поскольку калибр можно определить по размеру, это буквально сверла размером с проволоку.Эти сверла доступны от №97, самого маленького, до №1, самого большого.
Буквенные калибры начинаются почти сразу после окончания сверл для проволоки и становятся больше, охватывая весь алфавит.
Все сверла имеют одинаковые размеры, но имеют разные названия?
Нет. Ответ должен был быть очевиден для меня, но я почувствовал себя лучше, когда понял, сколько там перекрытий и насколько они могут быть близки по размеру. Таблица “Нарезание / сверление” – удобный справочник, который поможет в этом.Вот сокращенная таблица, или вы можете купить полную версию ЗДЕСЬ.
Ответ должен был быть очевиден для меня, но я почувствовал себя лучше, когда понял, сколько там перекрытий и насколько они могут быть близки по размеру. Таблица “Нарезание / сверление” – удобный справочник, который поможет в этом.Вот сокращенная таблица, или вы можете купить полную версию ЗДЕСЬ.
Если вы ищете более подробную информацию о том, какие сверла использовать, когда и как все эти размеры подходят для вашего проекта, мои коллеги-машинисты посоветовали взглянуть на Справочник по машинному оборудованию.
Они также напомнили мне, что, как и все в механической обработке, наука заходит так далеко. В этом есть искусство, вы поймете только один способ – изготовление фишек.
| 97 | 0.15 | 0,0059 | 0,150 | ¾ | |
| 96 | 0,16 | 0,0063 | 0,160 | ¾ | |
| 95 | 0,17 | 0,0067 | 0,170 | ¾ | |
| 94 | 0,18 | 0,0071 | 0,180 | ¾ | |
| 93 | 0,20 | 0. 0075 0075 | 0.200 | ¾ | |
| 92 | 0,20 | 0,0079 | 0.200 | ¾ | |
| 91 | 0,0083 | 0,211 | ¾ | ||
| 90 | 0,22 | 0,0087 | 0,221 | ¾ | |
| 89 | 0.0091 | 0,231 | ¾ | ||
| 88 | 0,0095 | 0,241 | ¾ | ||
| 0,25 | 0,0098 | 0,250 | ¾ | ||
| 87 | 0,0100 | 0,254 | ¾ | ||
| 86 | 0.0105 | 0,267 | ¾ | ||
| 85 | 0,28 | 0,0110 | 0,280 | ¾ | |
| 84 | 0,0115 | 0,292 | ¾ | ||
| 0,30 | 0,0118 | 0,300 | ¾ | ||
| 83 | 0. 0120 0120 | 0,305 | ¾ | ||
| 82 | 0,0125 | 0,138 | ¾ | ||
| 0,32 | 0,0126 | 0,320 | ¾ | ||
| 81 | 0,0130 | 0,330 | ¾ | ||
| 80 | 0,0135 | 0.343 | ¾ | ||
| 0,35 | 0,0138 | 0,350 | ¾ | ||
| 79 | 0,0145 | 0,368 | ¾ | ||
| 0,38 | 0,0150 | 0,380 | ¾ | ||
| 1/64 | 0,0156 | 0.396 | ¾ | Контрольное отверстие в мягкой древесине для шурупа №0. | |
| 0,40 | 0,0157 | 0,400 | ¾ | ||
| 78 | 0,0160 | 0,406 | ⅞ | ||
| 0,42 | 0,0165 | 0,420 | ⅞ | ||
| 0,45 | 0.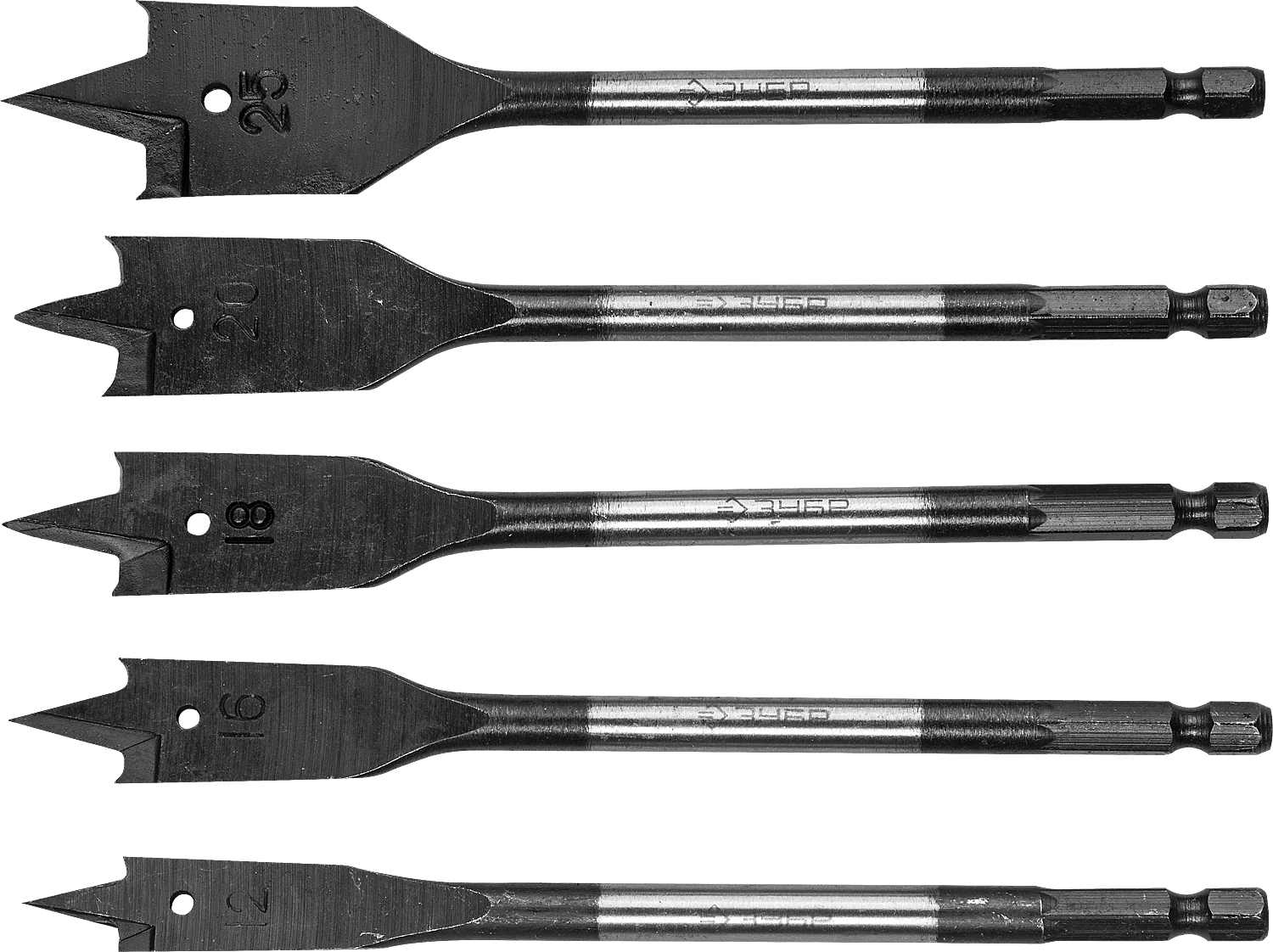 0177 0177 | 0,450 | ⅞ | ||
| 77 | 0,0180 | 0,457 | ⅞ | ||
| 0,48 | 0,0189 | 0,480 | ⅞ | ||
| 0,50 | 0,0197 | 0,500 | ⅞ | ||
| 76 | 0,0200 | 0.508 | ⅞ | ||
| 75 | 0,0210 | 0,533 | 1 | ||
| 0,55 | 0,0217 | 0,550 | 1 | ||
| 74 | 0,0225 | 0,572 | 1 | ||
| 0.60 | 0,0236 | 0,600 | 1 | ||
| 73 | 0.0240 | 0,610 | 1 | ||
| 72 | 0,0250 | 0,635 | 1 | ||
| 0,65 | 0,0256 | 0,650 | 1¼ | ||
| 71 | 0,0260 | 0,660 | 1¼ | Нажмите для 000–120. | |
| 0,70 | 0.0276 | 0,700 | 1¼ | ||
| 70 | 0,0280 | 0,711 | 1¼ | ||
| 69 | 0,0292 | 0,742 | 1 | ||
| 0,75 | 0,0295 | 0,750 | 1 | ||
| 68 | 0,0310 | 0.787 | 1 | ||
| ¹⁄ 32 | 0,0312 | 0,792 | 1 | Контрольное отверстие в мягкой древесине для шурупа №1 и №2; пилотное отверстие в древесине твердых пород для шурупа №0 и №1. | |
| 0,80 | 0,0315 | 0,800 | 1 | ||
| 67 | 0,0320 | 0,813 | 1 | ||
| 66 | 0. 0330 0330 | 0,838 | 1 ⅜ | ||
| 0,85 | 0,0335 | 0,850 | 1½ | ||
| 65 | 0,0350 | 0,889 | 1½ | Закройте отверстие с зазором для винта № 000; метчик для 00-90. | |
| 0,90 | 0,0354 | 0,899 | 1½ | ||
| 64 | 0.0360 | 0,914 | 1½ | ||
| 63 | 0,0370 | 0,940 | 1½ | ||
| 0,95 | 0,0374 | 0,950 | 1½ | ||
| 62 | 0,0380 | 0,965 | 1½ | Отверстие со свободным зазором для винта № 000. | |
| 61 | 0.0390 | 0,991 | 1 ⅝ | ||
| 1,00 | 0,0394 | 1,00 | 1 ⅝ | ||
| 60 | 0,0400 | 1. 016 016 | 1 ⅝ | ||
| 59 | 0,0410 | 1.041 | 1 ⅝ | ||
| 1.05 | 0.0413 | 1.050 | 1 ⅝ | ||
| 58 | 0,0420 | 1.067 | 1 ⅝ | ||
| 57 | 0,0430 | 1.092 | 1¾ | ||
| 1,10 | 0,0433 | 1,100 | 1¾ | ||
| 1,15 | 0.0453 | 1,150 | 1 ¾ | ||
| 56 | 0,0465 | 1,181 | 1¾ | ||
| 3/64 | 0,0469 | 1,191 | 1¾ | Закройте отверстие с зазором для винта № 00; метчик для 0-80; пилотное отверстие в мягкой древесине для шурупа № 3 и № 4; пилотное отверстие в твердой древесине для # 2 шуруп для дерева.  | |
| 1.20 | 0,0472 | 1.200 | 1⅞ | ||
| 1,25 | 0,0492 | 1,250 | 1⅞ | ||
| 1,30 | 0,0512 | 1,300 | 1⅞ | ||
| 55 | 0,0520 | 1,321 | 1⅞ | Отверстие со свободным зазором для винта № 00. | |
| 1,35 | 0,0531 | 1,350 | 1⅞ | ||
| 54 | 0,0550 | 1,397 | 1⅞ | ||
| 1,40 | 0,0551 | 1,400 | 1⅞ | ||
| 1,45 | 0,0571 | 1,450 | 1⅞ | ||
| 1.50 | 0,0591 | 1,500 | 1⅞ | ||
| 53 | 0,0595 | 1,511 | 1⅞ | Нажмите для 1-64, 1-72. | |
| 1,55 | 0,0610 | 1,550 | 1⅞ | ||
| 1/16 | 0,0625 | 1,588 | 1⅞ | Отверстие для шурупа №0; пилотное отверстие в мягкой древесине для шурупа №5. | |
| 1,60 | 0,0630 | 1,600 | 1⅞ | ||
| 52 | 0,0635 | 1,613 | 1⅞ | Закрыть отверстие с зазором для винта №0; метчик для M2. | |
| 1,65 | 0,0650 | 1,650 | 2 | ||
| 1,70 | 0,0669 | 1.700 | 2 | ||
| 51 | 0,0670 | 1.702 | 2 | ||
| 1,75 | 0,0689 | 1,750 | 2 | ||
| 50 | 0,0700 | 1,778 | 2 | Отверстие со свободным зазором для винта №0; метчик для 2-56, 2-64.  | |
| 1.80 | 0,0709 | 1,800 | 2 | ||
| 1,85 | 0,0728 | 1,850 | 2 | ||
| 49 | 0,0730 | 1,854 | 2 | ||
| 1,90 | 0,0748 | 1.900 | 2 | ||
| 48 | 0.0760 | 1,930 | 2 | Закройте отверстие с зазором для винта №1. | |
| 1,95 | 0,0768 | 1,950 | 2 | ||
| 5 ⁄ 64 | 0,0781 | 1.984 | 2 | Отверстие для шурупа №1; пилотное отверстие в мягкой древесине для шурупов №8 и №9 и в твердой древесине для шурупов № 5 и № 6. | |
| 47 | 0.0785 | 1,994 | 2 | ||
| 2,00 | 0,0787 | 2. 000 000 | 2 | ||
| 2,05 | 0,0807 | 2,050 | 2 ⅛ | ||
| 46 | 0,0810 | 2,057 | 2 ⅛ | Закройте отверстие с зазором для винта M2; свободное отверстие с зазором для винта №1; кран для M2.5. | |
| 45 | 0,0820 | 2,083 | 2 ⅛ | ||
| 2,10 | 0,0827 | 2,100 | 2 ⅛ | ||
| 2,15 | 0,0846 | 2,150 | 2 ⅛ | ||
| 44 | 0,0860 | 2,184 | 2 ⅛ | Отверстие со свободным зазором для винта M2; метчик для 4-36. | |
| 2.20 | 0,0866 | 2.200 | 2¼ | ||
| 2,25 | 0,0886 | 2,250 | 2¼ | ||
| 43 | 0,0890 | 2,261 | 2¼ | Закройте отверстие с зазором для винта №2;
кран на 4-40. | |
| 2,30 | 0.0906 | 2,300 | 2¼ | ||
| 2,35 | 0,0925 | 2,350 | 2¼ | ||
| 42 | 0,0935 | 2,375 | 2¼ | Нажмите для 4-48. | |
| 3/32 | 0,0938 | 2,383 | 2¼ | Отверстие для шурупа №2; пилотное отверстие в мягкой древесине для шурупа № 10 и № 12; пилотное отверстие в твердой древесине для шурупов № 7 и № 8. | |
| 2,40 | 0,0945 | 2,400 | 2 ⅜ | ||
| 41 | 0,0960 | 2,438 | 2 ⅜ | Отверстие со свободным зазором для винта №2. | |
| 2,45 | 0,0965 | 2,450 | 2 ⅜ | ||
| 40 | 0,0980 | 2. 489 489 | 2 ⅜ | Нажмите для M3. | |
| 2,50 | 0,0984 | 2,500 | 2 ⅜ | ||
| 39 | 0,0995 | 2,527 | 2 ⅜ | ||
| 38 | 0,1015 | 2,578 | 2½ | Нажмите на 5-40. | |
| 2,60 | 0.1024 | 2,600 | 2½ | ||
| 37 | 0,1040 | 2,642 | 2½ | Нажмите для 5-44. | |
| 2,70 | 0,1063 | 2,700 | 2½ | ||
| 36 | 0,1065 | 2,705 | 2½ | Закройте отверстие с зазором для винта M2,5; метчик для 6-32. | |
| 7/64 | 0,1094 | 2,779 | 2 ⅝ | Отверстие для шурупа №3 и №4; пилотное отверстие в мягкой древесине для шурупа № 12 и № 14; пилотное отверстие для шурупа № 9 и № 10 в твердой древесине.  | |
| 35 | 0,1100 | 2,794 | 2 ⅝ | ||
| 2,80 | 0,1102 | 2.800 | 2 ⅝ | ||
| 34 | 0,1110 | 2,819 | 2 ⅝ | ||
| 33 | 0,1130 | 2,870 | 2 ⅝ | Нажмите на 6-40. | |
| 2,90 | 0,1142 | 2.900 | 2¾ | ||
| 32 | 0,1160 | 2.946 | 2¾ | Закройте отверстие с зазором для винта №4. | |
| 3,00 | 0,1181 | 3.000 | 2¼ | ||
| 31 | 0,1200 | 3,048 | 2¾ | Закрыть отверстие с зазором для винта M3; отверстие с зазором для свободной посадки для винта M2,5. | |
| 3,10 | 0,1220 | 3,100 | 2 ¾ | ||
| ⅛ | 0.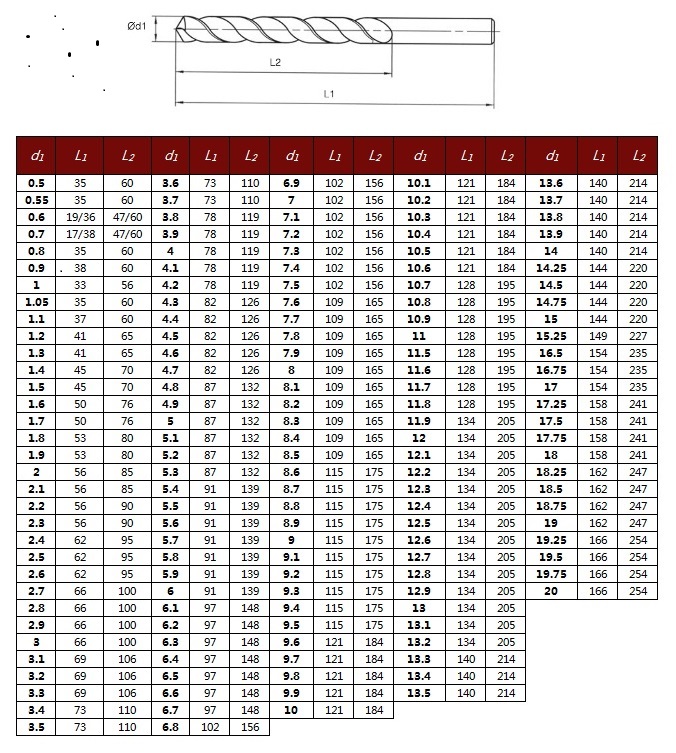 1250 1250 | 3,175 | 2 ¾ | отверстие для шурупа №5; Контрольное отверстие в твердой древесине для шурупа № 11 и № 12 | |
| 3.20 | 0,1260 | 3.200 | 2¾ | ||
| 30 | 0,1285 | 3,264 | 2¾ | Закрыть отверстие с зазором для винта №5; Свободное отверстие с зазором для винта №4 | |
| 3.30 | 0,1299 | 3,300 | 2⅞ | ||
| 3,40 | 0,1339 | 3,400 | 2⅞ | ||
| 29 | 0,1360 | 3,454 | 2⅞ | Метчик для винтов M4, 8-32, 8-36. | |
| 3,50 | 0,1378 | 3,500 | 2⅞ | ||
| 28 | 0.1405 | 3,569 | 2⅞ | ||
| 9/64 | 0,1406 | 3,571 | 2⅞ | Отверстие со свободным зазором для винта M3; отверстие для шурупа №6; пилотное отверстие в мягкой древесине для шурупа №16 и №18; Пилотное отверстие в твердой древесине для Шуруп №14.  | |
| 3,60 | 0,1417 | 3.600 | 3 | ||
| 27 | 0.1440 | 3.658 | 3 | Закройте отверстие с зазором для винта №6; отверстие с зазором для свободной посадки для винта №5. | |
| 3,70 | 0,1457 | 3,700 | 3 | ||
| 26 | 0,1470 | 3,734 | 3 | ||
| 25 | 0,1495 | 3,797 | 3 | Отверстие со свободным зазором для винта №6; метчик для винта 10-24. | |
| 3,80 | 0,1496 | 3.800 | 3 | ||
| 24 | 0,1520 | 3.861 | 3 | ||
| 3,90 | 0,1535 | 3.900 | 3 ⅛ | ||
| 23 | 0,1540 | 3,912 | 3 ⅛ | ||
| 5/32 | 0.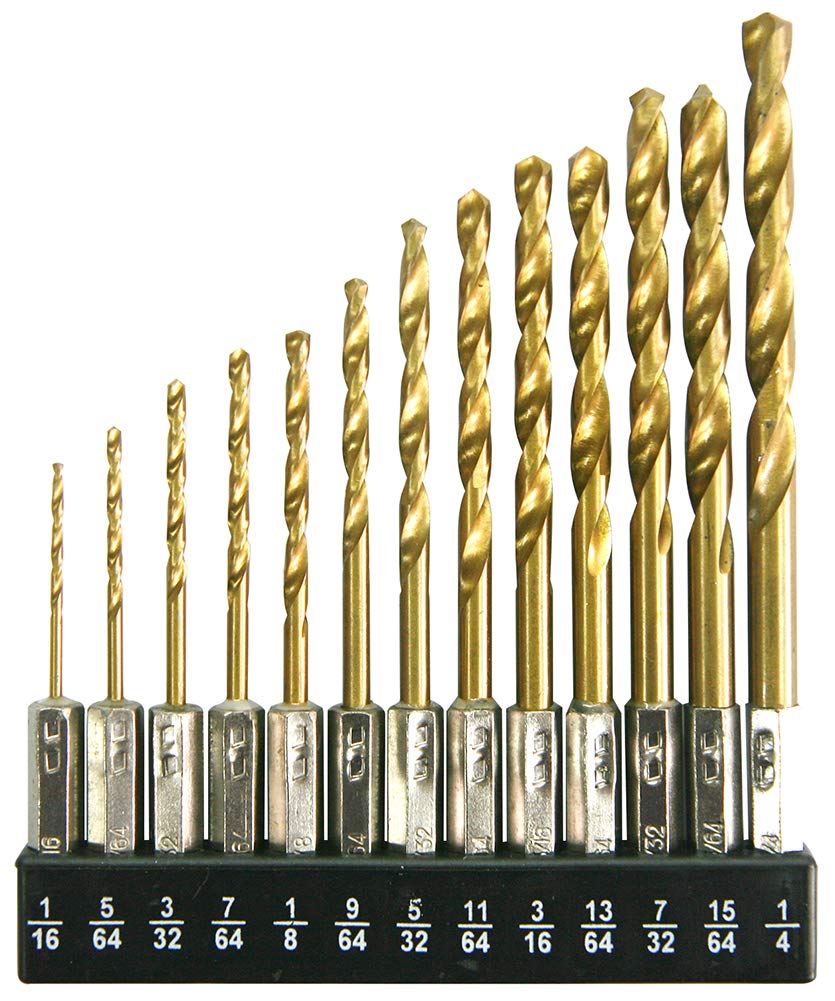 1562 1562 | 3,967 | 3 ⅛ | Отверстие для шурупа №7; пилотное отверстие в твердой древесине для шурупа # 16 | |
| 22 | 0,1570 | 3,988 | 3 ⅛ | ||
| 4,00 | 0,1575 | 4.000 | 3¼ | ||
| 21 | 0,1590 | 4,039 | 3¼ | Метчик для винта 10-32. | |
| 20 | 0,1610 | 4,089 | 3¼ | ||
| 4,10 | 0,1614 | 4,100 | 3¼ | ||
| 4.20 | 0,1654 | 4.200 | 3¼ | ||
| 19 | 0,1660 | 4,216 | 3¼ | ||
| 4.30 | 0,1693 | 4,300 | 3¼ | ||
| 18 | 0,1695 | 4,305 | 3¼ | Закройте отверстие с зазором для винтов M4, # 8; метчик для M5.  | |
| 11/64 | 0,1719 | 4,366 | 3¼ | Отверстие для шурупа №8; пилотное отверстие в мягкой древесине для шурупа №20. | |
| 17 | 0.1730 | 4,394 | 3 ⅜ | ||
| 4,40 | 0,1732 | 4,400 | 3 ⅜ | ||
| 16 | 0,1770 | 4,496 | 3 ⅜ | ||
| 4,50 | 0,1772 | 4,500 | 3 ⅜ | ||
| 15 | 0.1800 | 4,572 | 3 ⅜ | ||
| 4,60 | 0,1811 | 4,600 | 3 ⅜ | ||
| 14 | 0,1820 | 4,623 | 3 ⅜ | Метчик для винта 12-24. | |
| 13 | 4,70 | 0,1850 | 4,700 | 3½ | |
| 3/16 | 0. 1875 1875 | 4,762 | 3½ | Отверстие для шурупа № 9 и № 10; пилотное отверстие в твердой древесине для шурупа № 18; пилотное отверстие в мягкой древесине для шурупа № 24. | |
| 12 | 4,80 | 0,1890 | 4,800 | 31/2 | |
| 11 | 0,1910 | 4,851 | 31/2 | ||
| 4.90 | 0,1929 | 4.900 | 3 | ||
| 10 | 0,1935 | 4,915 | 3 ⅝ | ||
| 9 | 0,1960 | 4,978 | 3 | Закройте отверстие с зазором для винта №10. | |
| 5 . 00 | 0,1969 | 5.000 | 3 ⅝ | ||
| 8 | 0.1990 | 5,054 | 3 ⅝ | ||
5 . 10 10 | 0.2008 | 5,100 | 3 ⅝ | ||
| 7 | 0.2010 | 5.105 | 3 ⅝ | Отверстие со свободным зазором для винта №10; метчик для винта ¼-20. | |
| 13/64 | 0,2031 | 5,159 | 3 ⅝ | ||
| 6 | 0.2040 | 5,182 | 3 | Метчик для M6. | |
| 5,20 | 0,2047 | 5.200 | 3¾ | ||
| 5 | 0,2055 | 5,220 | 3 | ||
| 5,30 | 0,2087 | 5,300 | 3 | ||
| 4 | 0.2090 | 5,309 | 3 | Закройте отверстие с зазором для винта M5. | |
| 5,40 | 0,2126 | 5,400 | 3 | ||
| 3 | 0,2130 | 5,410 | 3 | Метчик для-28. | |
| 5,50 | 0,2165 | 5,500 | 3 | ||
| 7 ⁄ 32 | 0.2188 | 5,558 | 3 | Зазор для шурупа № 12: пилотное отверстие в древесине лиственных пород для шурупа № 24. | |
| 5.60 | 0,2205 | 5.600 | 3⅞ | ||
| 2 | 0,2210 | 5,613 | 3⅞ | ||
| 5,70 | 0,2244 | 5,700 | 3⅞ | ||
| 1 | 0.2280 | 5,791 | 3⅞ | Отверстие со свободным зазором для винта M5 | |
| 5,80 | 0,2283 | 5,800 | 3⅞ | ||
| 5,90 | 0,2323 | 5.600 | 3⅞ | ||
| А | 0,2340 | 5,944 | 3⅞ | ||
| 15/64 | 0. 2344 2344 | 5,954 | 3⅞ | ||
| 6,00 | 0,2362 | 6.000 | 4 | ||
| Б | 0,2380 | 6.045 | 4 | ||
| 6,10 | 0,2402 | 6,100 | 4 | ||
| К | 0,2420 | 6.147 | 4 | ||
| 6,20 | 0,2441 | 6.200 | 4 | ||
| D | 0,2460 | 6,248 | 4 | ||
| 6,30 | 0,2480 | 6.300 | 4 | ||
| E, | 0,2500 | 6.350 | 4 | Закрыть отверстие с зазором для винта M6; отверстие для шурупа №14. | |
| 6.40 | 0,2520 | 6. 400 400 | 4 | ||
| 6.50 | 0,2559 | 6.500 | 4 | ||
| ф | 0,2570 | 6.528 | 4 | Закрыть отверстие с зазором для винта ¼ “; метчик для винта 5 / 16-18. | |
| 6.60 | 0.2598 | 6.600 | 4 | ||
| G | 0,2610 | 6,629 | 4 ⅛ | Отверстие со свободным зазором для винта M6. | |
| 6,70 | 0,2638 | 6.700 | 4 | ||
| 17/64 | 0,2656 | 6,746 | 4 | Отверстие для шурупа №16. | |
| H | 0,2660 | 6,756 | 4 | Отверстие со свободным зазором для винта ¼ “. | |
| 6,80 | 0,2677 | 6. 800 800 | 4 | ||
| 6,90 | 0,2717 | 6.900 | 4 ⅛ | ||
| Я | 0,2720 | 6.909 | 4 ⅛ | Метчик для винтов 5 / 16-20 и M8. | |
| 7,00 | 0,2756 | 7.000 | 4 ⅛ | ||
| J | 0,2770 | 7.036 | 4 ⅛ | ||
| 7,10 | 0,2795 | 7,100 | 4¼ | ||
| К | 0.2810 | 7,137 | 4¼ | ||
| 9/32 | 0,2812 | 7,142 | 4¼ | ||
| 7.20 | 0,2835 | 7.200 | 4¼ | ||
| 7.30 | 0,2874 | 7,300 | 4¼ | ||
| L | 0. 2900 2900 | 7,366 | 4¼ | ||
| 7,40 | 0,2913 | 7,400 | 4 ⅜ | ||
| M | 0,2950 | 7,493 | 4 ⅜ | ||
| 7,50 | 0,2953 | 7,500 | 4 ⅜ | ||
| 19/64 | 0.2969 | 7,541 | 4 ⅜ | Отверстие для шурупа № 18. | |
| 7,60 | 0,2992 | 7,600 | 4 ⅜ | ||
| № | 0,3020 | 7,671 | 4 ⅜ | ||
| 7,70 | 0,3031 | 7,700 | 4½ | ||
| 7.80 | 0,3071 | 7,800 | 4½ | ||
| 7,90 | 0,3110 | 7. 900 900 | 4½ | ||
| 5/16 | 0,3125 | 7,938 | 4½ | Метчик для винта ⅜-16. | |
| 8,00 | 0,3150 | 8,000 | 4½ | ||
| O | 0.3160 | 8,026 | 4½ | ||
| 8,10 | 0,3189 | 8,100 | 4 ⅝ | ||
| 8.20 | 0,3228 | 8.200 | 4 ⅝ | ||
| П | 0,3230 | 8.204 | 4 ⅝ | Закройте отверстие с зазором для винтов M8 5/16 ″. | |
| 8.30 | 0,3268 | 8,300 | 4 ⅝ | ||
| 21/64 | 0,3281 | 8,334 | 4 ⅝ | Отверстие для шурупа №20. | |
| 8,40 | 0,3307 | 8,400 | 4¾ | ||
| квартал | 0,3320 | 8,433 | 4¾ | Отверстие со свободным зазором для винтов M8 5/16 “; метчик для винта ⅜-24.  | |
| 8,50 | 0,3346 | 8,500 | 4¾ | ||
| 8,60 | 0,3386 | 8.600 | 4¾ | ||
| R | 0,3390 | 8,611 | 4¾ | ||
| 8,70 | 0,3425 | 8.700 | 4¾ | ||
| 11/32 | 0.3438 | 8,733 | 4¾ | Метчик для M10. | |
| 8,80 | 0,3465 | 8.800 | 4⅞ | ||
| ю | 0,3480 | 8,839 | 4⅞ | ||
| 8,90 | 0,3504 | 8.900 | 4⅞ | ||
| 9,00 | 0.3543 | 9.000 | 4⅞ | ||
| Т | 0,3580 | 9. 093 093 | 4⅞ | ||
| 9,10 | 0,3583 | 9.100 | 4⅞ | ||
| 23/64 | 0,3594 | 9,129 | 4⅞ | ||
| 9.20 | 0.3622 | 9.200 | 5 | ||
| 9.30 | 0,3661 | 9,300 | 5 | ||
| U | 0,3680 | 9,347 | 5 | ||
| 9,40 | 0,3701 | 9 400 | 5 | ||
| 9,50 | 0.3740 | 9,500 | 5 | ||
| ⅜ | 0,3750 | 9,525 | 5 | Отверстие для шурупа №24. | |
| V | 0,3770 | 9 576 | 5 | ||
| 9,60 | 0,3780 | 9.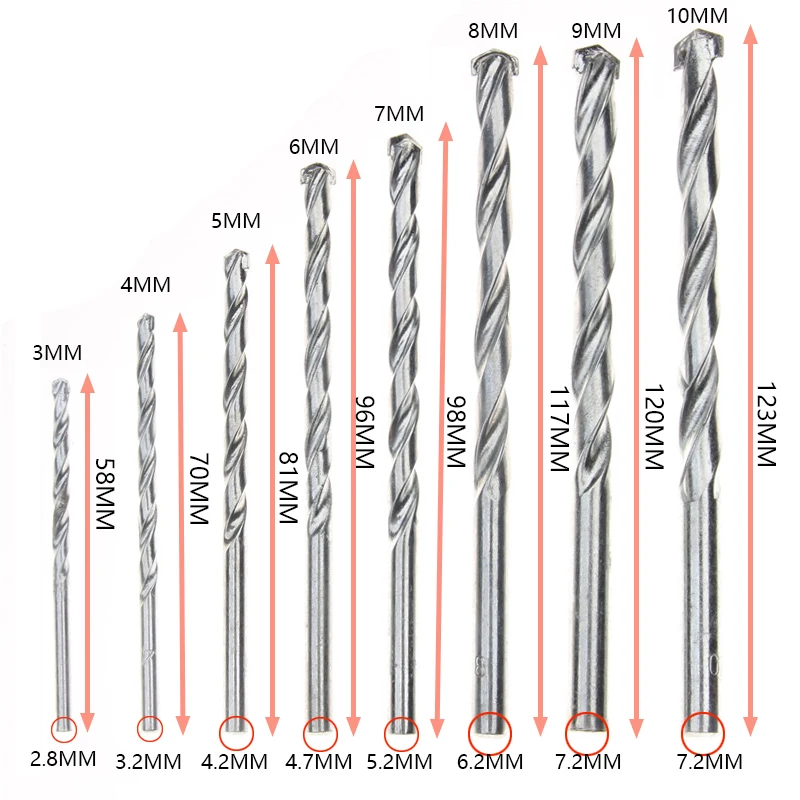 600 600 | 5 ⅛ | ||
| 9.70 | 0,3819 | 9,700 | 5 ⅛ | ||
| 9,80 | 0,3858 | 9,800 | 5 ⅛ | ||
| W | 0,3860 | 9,804 | 5 ⅛ | Закройте отверстие с зазором для винта ⅜ “. | |
| 9,90 | 0,3898 | 9.900 | 5 ⅛ | ||
| 25/64 | 0.3906 | 9,921 | 5 ⅛ | ||
| 10,00 | 0,3937 | 10,00 | 5 ⅛ | ||
| х | 0,3970 | 10,084 | 5 ⅛ | Отверстие со свободным зазором для винта ⅜ “. | |
| 10.20 | 0,4016 | 10.200 | 5¼ | ||
| Y | 0. 4040 4040 | 10,262 | 5¼ | ||
| 13/32 | 0,4062 | 10,317 | 5¼ | Закройте отверстие с зазором для винта M10. | |
| Z | 0,4130 | 10.490 | 5¼ | Метчик для винта M12. | |
| 10,50 | 0,4134 | 10,500 | 5¼ | ||
| 27/64 | 0.4219 | 10,716 | 5 ⅜ | Отверстие со свободным зазором для винта M10; метчик для винта ½-13. | |
| 10,80 | 0,4252 | 10.800 | 5½ | ||
| 11,00 | 0,4331 | 11.000 | 5½ | ||
| 7/16 | 0,4375 | 11.112 | 5½ | ||
| 11.20 | 0,4409 | 11. 200 200 | 5 ⅝ | ||
| 11,50 | 0,4528 | 11,500 | 5 ⅝ | ||
| 29/64 | 0,4531 | 11,509 | 5 ⅝ | Метчик для винта ½-20. | |
| 11,80 | 0,4646 | 11,800 | 5¾ | ||
| 15/32 | 0.4688 | 11,908 | 5¾ | ||
| 12.00 | 0,4724 | 12.000 | 5⅞ | ||
| 12.20 | 0,4803 | 12.200 | 5⅞ | ||
| 31/64 | 0,4844 | 12.304 | 5⅞ | Закройте отверстие с зазором для винта M12. | |
| 12.50 | 0,4921 | 12,500 | 6 | ||
| ½ | 0,500 | 12. 700 700 | 6 | Отверстие со свободным зазором для винта M12. |
Просверливание
Просверливание ≡FAQ
- Когда я отправляю свои сверла, размеры их до или после нанесения покрытия?
- Размеры бурового инструмента предполагаются размерами бурового инструмента для сверления.После обшивки
в двухсторонней печатной плате размер готового отверстия будет -0,1 мм. т.е. сверло 0,7 мм будет
окончательный размер отверстия 0,6 мм. Вы должны учитывать это при разработке своего
доска. Общее правило при разработке частей пользовательской библиотеки заключается в том, что если вы
Шаг компонента составляет X мм, ваше отверстие должно быть X + 0,3-4 мм, т. е. если провод компонента
0,4 мм необходимо просверлить отверстие 0,7 – 0,8 мм, если вы увеличиваете зазор, вы должны
при пайке будет больше отходов припоя, и вы можете неправильно заполнить контактные площадки,
если вы сделаете зазор меньше, у вас будут проблемы при набивании компонентов.

- Могут ли быть на моей двойной боковой плате отверстия без покрытия?
- Нет. Все отверстия должны быть покрыты металлизацией. Если вы отправите нам файлы печатной платы с раздельным покрытием и без покрытия файлы отверстий, файл без покрытия будет проигнорирован .
- Что такое нестандартный размер сверла?
- Мы используем стандартную стойку для сверл следующих размеров: 0,7 мм, 0,9 мм, 1,0 мм, 1,1 мм, 1,3 мм, 1,5 мм, 2,1 мм, 3,3 мм.Если вы используете на доске сверла разных размеров, вы взимается за использование сверл нестандартных размеров. Например, если вы используете на своей доске Сверло диаметром 0,6 мм, 1,0 мм и 1,5 мм будет взиматься с вас за использование сверла 0,6 мм, которое нестандартно. Обратитесь к нашей веб-странице PRICE для получения более подробной информации.
- Какой у вас минимальный размер сверла, который я могу использовать в своей конструкции?
- 0,6 мм (24 мил)
- Какой у вас максимальный размер сверла, который я могу использовать в своей конструкции?
- 5. 0 мм (195 мил)
 0 мм (195 мил)
0 мм (195 мил)- Что делать, если я использую в своей конструкции менее 0,6 мм и отправляю ее вам для изготовления?
- Мы не будем обрабатывать ваши файлы и уведомить вас о том, что вы не можете использовать сверло менее 0,6 мм в своем дизайне.
- Что делать, если я использую в своей конструкции более 5,0 мм и отправляю ее вам для изготовления?
- Мы заменим все сверла диаметром более 5,0 мм на 5,0 мм и не будем уведомлять вас об этом. это, как мы предполагаем, вы читаете наши веб-страницы 😉
- Если я использую 0.Размер сверла 6 мм каков минимальный диаметр колодки?
- 1,06 мм, что дает 0,203 мм кольцевого медного кольца (8 мил).
- Я посылаю вам свои файлы. Можете ли вы заменить сверла в моем Напильник для сверления стандартных размеров?
- Нет. Мы не изменяем файлы клиентов. Увеличение размеров сверл почти за пределами вашей программы САПР
всегда создавайте нарушения кольцевого кольца при проверке DRC, уменьшение размеров сверла может вызвать проблемы
с начинкой компонентов, поэтому, если вы хотите использовать сверла стандартных размеров, просто спроектируйте свою плату
с этими.
- Влияет ли количество отверстий на моей печатной плате на мою цену?
- У нас есть предел для панели, который составляет 500 отверстий для панелей SSS и DSS и 2000 отверстий для SSQ. и панели DSQ, если на панели вашей платы их больше, с вас будет взиматься плата каждый раз, когда вы превышайте этот предел. Например, если ваша панель DSS имеет 501 отверстие, вы будете заряжены один раз. за панель, если ваша панель DSS имеет 1001 отверстие, вы будете платить дважды за панель. Для комиссия за ограничение дыры, пожалуйста, посетите нашу веб-страницу PRICE для получения дополнительной информации.
- Какие размеры сверл я могу использовать в своей конструкции? Могу ли я использовать дюймовые размеры?
- Да, вы можете использовать размеры в дюймах, но учтите, что мы работаем в метрических единицах и у нас есть размеры сверл.
от 0,6 мм до 5,0 мм с шагом 0,1 мм. Это означает, что если мы получим ваши размеры сверл в
дюймовые единицы переведем в метрические, а округленные – в 0,1 мм. Например, если вы используете 27 мил,
Размер сверла 28 мил и 29 мил, все они будут округлены до 0,7 мм. Конвертировать из IMPERIAL
на МЕТРИЧНУЮ вы должны разделить размер сверла IMPERIAL на 39.37, т. Е. 130 мил / 39,37 = 3,3 мм
и наоборот: 1,0 мм = 39,37 мил после округления = 39 мил. Если это округление не принимается
учтите, что вы можете легко сделать нарушения DRC – например, вы можете использовать сверло 34 мил
с прокладкой 50 мил / через которое должно пройти проверку на медь кольцевого кольца, так как сверло со шайбой 16
мил, но сверло диаметром 34 мил = 0,86 мм будет округлено до 0,9 мм, а контактная площадка 1,27 мм / переходное отверстие выйдет из строя
на проверке DRC.
 Например, если вы используете 27 мил,
Размер сверла 28 мил и 29 мил, все они будут округлены до 0,7 мм. Конвертировать из IMPERIAL
на МЕТРИЧНУЮ вы должны разделить размер сверла IMPERIAL на 39.37, т. Е. 130 мил / 39,37 = 3,3 мм
и наоборот: 1,0 мм = 39,37 мил после округления = 39 мил. Если это округление не принимается
учтите, что вы можете легко сделать нарушения DRC – например, вы можете использовать сверло 34 мил
с прокладкой 50 мил / через которое должно пройти проверку на медь кольцевого кольца, так как сверло со шайбой 16
мил, но сверло диаметром 34 мил = 0,86 мм будет округлено до 0,9 мм, а контактная площадка 1,27 мм / переходное отверстие выйдет из строя
на проверке DRC.
Например, если вы используете 27 мил,
Размер сверла 28 мил и 29 мил, все они будут округлены до 0,7 мм. Конвертировать из IMPERIAL
на МЕТРИЧНУЮ вы должны разделить размер сверла IMPERIAL на 39.37, т. Е. 130 мил / 39,37 = 3,3 мм
и наоборот: 1,0 мм = 39,37 мил после округления = 39 мил. Если это округление не принимается
учтите, что вы можете легко сделать нарушения DRC – например, вы можете использовать сверло 34 мил
с прокладкой 50 мил / через которое должно пройти проверку на медь кольцевого кольца, так как сверло со шайбой 16
мил, но сверло диаметром 34 мил = 0,86 мм будет округлено до 0,9 мм, а контактная площадка 1,27 мм / переходное отверстие выйдет из строя
на проверке DRC.- Могу ли я иметь на доске перекрывающиеся упражнения?
- В вашей конструкции не допускается наличие перекрывающихся отверстий для сверления, а также отверстий для сверления.Если есть
только некоторые мы исправим (удалим дублирующие отверстия для сверления) и спишем с вас небольшую сумму один раз в
ваша форма. Пожалуйста, обратитесь к нашей веб-странице PRICE для получения дополнительной информации.
 Пожалуйста, обратитесь к нашей веб-странице PRICE для получения дополнительной информации.
Пожалуйста, обратитесь к нашей веб-странице PRICE для получения дополнительной информации.- Моя банка сгенерировала слишком много нестандартных размеров сверл, когда я обрабатываю свою плату, Могу я вручную подогнать их под ваши стандартные размеры сверл?
- НЕ МАНИПУЛЯЙТЕ СВОИМИ СВЕРЛЕННЫМИ ОТВЕРСТИЯМИ ВНЕ ПРОГРАММЫ САПР – это очень частая ошибка. сделаны неопытными пользователями Eagle, чтобы использовать только стандартные сверла, они вручную увеличивать их отверстия после создания файлов сверления Eagle NC, это совершенно неправильно подход как всегда приводит к кольцевым нарушениям и ваша плата не будет выпускаться.Если вы хотите использовать сверла стандартных размеров, сделайте это в своем САПР и выполните проверку DRC, чтобы убедитесь, что дизайн вашей платы не содержит ошибок.
- Могу ли я сделать свои библиотеки Eagle со стандартными размерами сверл Olimex?
- Да, кто-то уже делал такой ULP, который можно скачать с
Веб-сайт Eagle. Имя ULP – change_libraries_to_olimex_drills.zip .
 Имя ULP – change_libraries_to_olimex_drills.zip
Имя ULP – change_libraries_to_olimex_drills.zip- Как близко я могу разместить просверленные отверстия от края доски?
- Отверстия можно размещать где угодно, но просверленное отверстие не должно перекрывать граница, я.е. мы не можем прорезать дыры. Также очень важно то, что если дрель отверстие ближе, чем толщина ламината печатной платы, есть большая вероятность во время демонтажа панелей эта тонкая стенка между просверленным отверстием и бордюром, чтобы сломаться, нажмите ЗДЕСЬ, чтобы увидеть пример заказчик, который просверлил отверстие 3,2 мм на расстоянии 1,9 мм от края платы (оставив зазор 0,3 мм между просверлить отверстие и бордюр на ламинате толщиной 1,5 мм). Обратите внимание, что это не нарушение DRC. то есть вы можете спроектировать свою доску таким образом, просто если вам потребуется снять панели, ваши отверстия будут быть сломанным.
