Сверло цх короткая серия (9х40х 84 мм; левая резьба; Р6М5; ГОСТ4010-77) ИНСТУЛС 00001425175 – цена, отзывы, характеристики, фото
Внимание, изображение товара может отличаться от реального! Верные параметры указаны в технических характеристиках товара.
- Диаметр, мм 9
- Длина, мм 84
- Рабочая длина, мм 40
- Диаметр хвостовика, мм 9
- Материал обработки металл
- Тип хвостовика цилиндрический
- Тип спиральный
- Класс точности В
- Количество в упаковке, шт 1
- Материал сверла Р6М5
- Сверло левого вращения да
- Угол проточки, град 118
- Показать еще

Этот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 0,04
Длина, мм: 15
Ширина, мм: 15
Высота, мм: 95

Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСверло цх средняя серия (3.30х36х65 мм; левая резьба; Р6М5; ГОСТ10902-77) ИНСТУЛС 00001261573 – цена, отзывы, характеристики, фото
Внимание, изображение товара может отличаться от реального! Верные параметры указаны в технических характеристиках товара.
- Диаметр, мм 3,3
- Длина, мм 65
- Рабочая длина, мм 36
- Диаметр хвостовика, мм 3,3
- Тип хвостовика цилиндрический
- Стандарт ГОСТ10902-77
- Тип спиральный
- Класс точности В
- Количество в упаковке, шт 1
- Материал сверла Р6М5
- Сверло левого вращения да
- Показать еще

 org/PropertyValue”> Угол проточки, град 118
org/PropertyValue”> Угол проточки, град 118Этот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 0,003
Длина, мм: 8
Ширина, мм: 8
Высота, мм: 75
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловКак подобрать диаметр сверла под метрическую резьбу м6?
Внутренние метрические резьбы, которые нарезаются метчиками ручным или машинным методом, имеют определенные параметры.
Схема устройства сверла.
Однако просто знать эти параметры недостаточно, нужно правильно подобрать сверло по диаметру для будущей резьбы и уметь просверлить под нее металл.
Читайте также: Что представляет собой электросварка.
Виды инструмента
Сверла как инструмент для выполнения отверстий в материалах различного состава и твердости производятся разных видов:
Виды сверл: а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым центром, г – перовое центровое, д — центровое, е — буравчик, ж – раззенковка, з — пазовое, и — пробочное.
- Цилиндрические спиральные – самый распространенный вид инструмента. Применяются для сверления широкого спектра различных материалов, начиная от изделий из древесины и заканчивая различными марками сталей. Инструмент, хорошо зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 или Р18. Сверло из стали Р18 (в народе – рапид) имеет высокий показатель твердости и является очень качественным, только найти его в продаже стало проблематично. В настоящее время появились изделия с маркировкой HSS, но они значительно уступают советским по рабочим характеристикам и, как правило, изготавливаются в Китае.

- Цилиндрические спиральные с напылением или напайками из твердых материалов. Если инструмент желтого цвета, то он имеет напыление из титана, это не улучшает его характеристики, а просто позволяет продлить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет. Для обработки твердых материалов или легированных и закаленных сталей применяются изделия с напайками из твердого сплава вольфрама с кобальтом ВК-9 или ВК-10 (в народе – победитовые). Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия – Р6М5К5.
- Ступенчатые инструменты предназначены для выполнения отверстий в материалах небольшой толщины, например, для листового металла. Одно такое изделие может просверлить несколько отверстий разных диаметров в зависимости от количества ступеней на нем.
- Кольцевые сверла применяются для выполнения отверстий большого диаметра с невысокими требованиями к точности.
- Плоские инструменты могут использоваться только для сверления древесины и изделий из нее.
- Центровки и зенковки. Первые служат для выполнения углубления в металле, которое задаст правильное направление рабочей части обычного сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, выполнение потайных углублений для головки винта).


Вернуться к оглавлению
Подбор инструментов для работы
Рекомендуемые значения диаметров отверстий и стержней.
Чаще всего для сверления отверстий под различные резьбы берут обычные цилиндрические инструменты необходимого диаметра. Чтобы определить, какого диаметра нужно взять сверло под внутреннюю резьбу, нужно знать ее параметры: диаметр и шаг витков. Например, маркировка М6 х 1 означает, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для выполнения отверстия и метчик для нарезания.
Dр – b = do
В этой формуле:
- Dр – диаметр резьбы, мм;
- b – шаг витков, мм;
- do – диаметр отверстия.
Под М6 х 1 нужно просверлить отверстие: 6 – 1 = 5 мм. Приведенная формула действительна для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного ряда метрической резьбы.
Таблица 1
| Параметры метрическойрезьбы | М 1 | М 2 | М 3 | М 4 | М 4,5 | М 5 | М 6 | М 8 | М 10 |
| do, мм | 0,75 | 1,6 | 2,5 | 3,3 | 3,8 | 4,2 | 5,0 | 6,75 | 8,5 |
| Параметры метрическойрезьбы | М 12 | М 14 | М 16 | М 18 | М 20 | М 22 | М 24 | М 27 | М 30 |
| do, мм | 10,2 | 12,0 | 14,0 | 15,4 | 17,4 | 19,4 | 20,9 | 23,9 | 26,4 |
Таблица 2
| Диаметр сверла, мм | 5 | 10 | 25 | 50 |
| Величина разбивки, мм | 0,08 | 0,12 | 0,2 | 0,28 |
Инструмент любого размера немного разворачивает отверстие, в результате чего на самом деле оно получается несколько большего диаметра.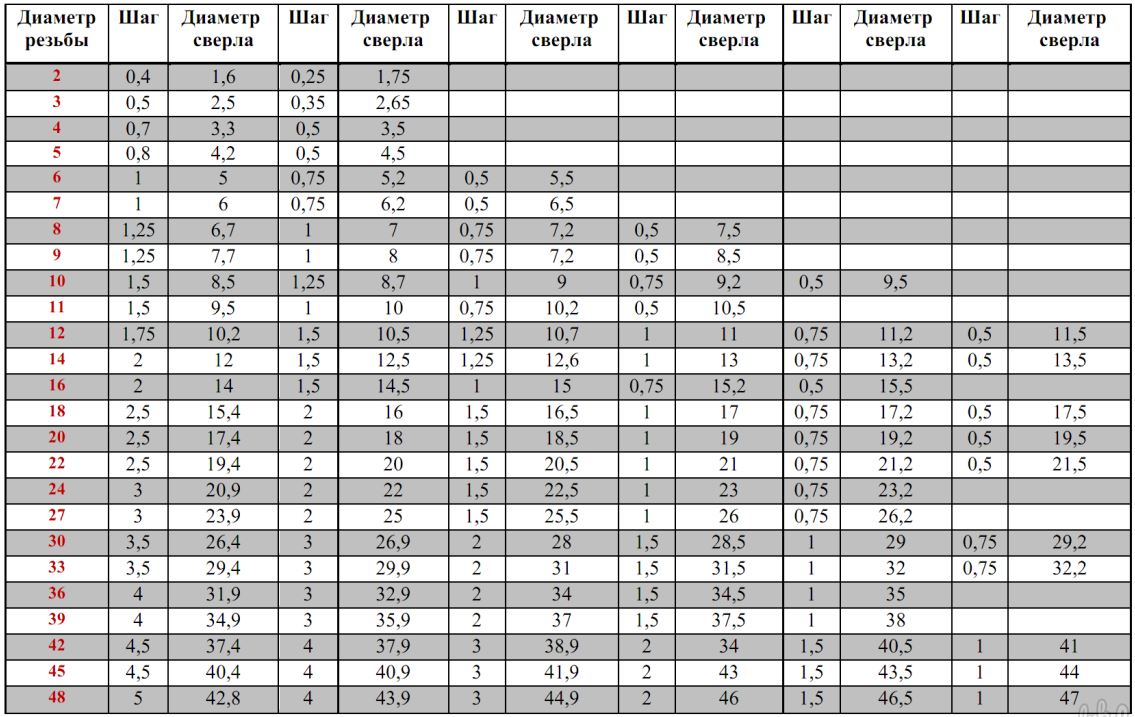 Для примера некоторые показатели увеличения размера отверстий можно увидеть из Таблицы 2.
Для примера некоторые показатели увеличения размера отверстий можно увидеть из Таблицы 2.
Вернуться к оглавлению
Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
 Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Схема метчика.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Выполнение отверстий под метрическую резьбу – дело несложное, но требующее внимания и аккуратности.

В этом поможет правильно подобранный инструмент и приспособления.
Резьбы — Сверла – Энциклопедия по машиностроению XXL
По технологическим возможностям станки с ЧПУ (так же как и универсальные станки) делят на следующие группы станки токарной г р у п п ы, на которых обрабатывают наружную и внутреннюю поверхности заготовок типа тел вращения с прямолинейными и криволинейными контурами, со сложными внутренними полостями, нарезают наружную и внутреннюю резьбы станки сверл и ль но- расточной группы сверлят и растачивают заготовки самого различного класса точности. Возможна комплексная сверлильно-расточная обработка [c.203]При нарезании резьбы диаметр сверла д-с — номинальный диаметр резьбы Кс — коэффициент (табл. 24) — шаг резьбы. Для конической резьбы по ГОСТам 6111—52 и 6211—52 = ii — [c.
 562]
562]При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
РЕЗЬБЫ МЕТРИЧЕСКИЕ – СВЕРЛА [c.800]
Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла i Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла [c.404]
Перед механической обработкой размеры одной заготовки из партии проверяются на разметочной плите. Механическая обработка начинается с зачистки напильником на слесарном верстаке базовой поверхности торца со стороны большего отверстия (рис. 14.13, а). Затем фланец обрабатывают на токарном станке со специальным приспособлением нормальными резцами с пластинами из сплава ВК6. Сначала со стороны меньшего диаметра (рис. 14.13, б) подрезают торец фланца, растачивают отверстия, делают фаску и протачивают канавки, затем растачивают внутренний диаметр (рис. 14.13, в). На вертикально-сверлильном станке через кондуктор (рис. 14.13, г) зенкеруют и зенкуют четыре отверстия иод резьбу М16, сверлят два отверстия диаметром 6А, и шесть отверстий диаметром 8А, (для гидромотора № 5).
[c.447]
Сначала со стороны меньшего диаметра (рис. 14.13, б) подрезают торец фланца, растачивают отверстия, делают фаску и протачивают канавки, затем растачивают внутренний диаметр (рис. 14.13, в). На вертикально-сверлильном станке через кондуктор (рис. 14.13, г) зенкеруют и зенкуют четыре отверстия иод резьбу М16, сверлят два отверстия диаметром 6А, и шесть отверстий диаметром 8А, (для гидромотора № 5).
[c.447]
Резьба Диаметр сверла Резьба Диаметр [c.330]
Обозначение резьбы Диаметр сверла, мм Обозначение резьбы Диаметр сверла, мм [c.258]
В том случае, когда отверстие в деталях сверлят под резьбу, диаметр сверла рекомендуется принимать по табл. 151 (см. приложение). Если отверстия в деталях под болты, винты или шпильки сверлят на проход, то диаметр сверла принимают по табл. 152 (см. приложение). [c.284]
При нарезании внутренней резьбы отверстия под резьбу следует сверлить согласно данным табл. 41.
[c.181]
41.
[c.181]
Глухие отверстия под резьбу нужно сверлить несколько глубже, чем задано длиной резьбы. В этом случае необходимо учитывать величину сбега резьбы метчика (фиг. 200, б). Сбег резьбы равен величине у (табл. 16). Если глубина резьбы по чертежу составляет Hi, то глубина сверления Н определяется из равенства [c.257]
По направлению канавок следует различать метчики с прямыми и винтовыми канавками, причем направление винтовых канавок может быть слева направо (метчик с правой резьбой) и справа налево (метчик с левой резьбой). Следует помнить, что для точной работы метчиков необходимо правильно выбрать диаметр сверла, образующего отверстие под резьбу. Диаметр сверла для одной и той же резьбы выбирается различным в зависимости от материала, в котором нарезается отверстие. Для вязких материалов (алюминий, латунь) требуются сверла больших диаметров, чем для твердых материалов.
 Вот почему сверла под резьбу выбирают диаметром несколько большим внутреннего диаметра гайки.
[c.49]
Вот почему сверла под резьбу выбирают диаметром несколько большим внутреннего диаметра гайки.
[c.49]Рекомендуемая схема распределения требует относить указанные выше процентные соотношения не к высоте резьбы, а ко всей площади нарезаемого профиля. При распределении нагрузки необходимо учитывать, что нарезаемый метчиками профиль резьбы не совпадает с теоретическим, поэтому необходимо установить границы нарезаемого профиля. Из-за текучести материала диаметр сверла под резьбу выбирается больше номинального внутреннего диаметра резьбы, следовательно, сверло снимает некоторую часть площадки [c.541]
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5). [c.210]
Глухие отверстия под резьбу нужно сверлить несколько глубже, на величину АЬ = (5- 6) Р, чем задана длина резьбы в отверстии.
[c. 210]
210]
Номинальный диаметр резьбы Шаг резьбы Диаметр сверла [c.22]
Во избежание поломки метчика глухое отверстие под резьбу следует сверлить на 3—4 глубже, чем общая длина резьбы. [c.180]
Кроме сварки, применяют также нарезку резьбы большего диаметра. Поврежденную резьбу рассверливают сверлом и нарезают новую резьбу увеличенного диаметра. Болт или шпильку в этом случае делают большего размера или применяют ступенчатые шпильки (фиг. 279). [c.556]
Для дюймовых и трубных резьб диаметр сверл можно выбрать из табл. 97 и 98. [c.275]
В процессе нарезания резьбы в отверстии материал детали несколько выдавливается метчиком (под воздействием усилия подачи и вращения метчика) и размер отверстия уменьшается, поэтому особое значение имеет величина диаметра отверстия. Во избежание защемления метчика и получения некачественной резьбы отверстие под резьбу следует сверлить несколько больше ее внутреннего диаметра. [c.162]
[c.162]
Номи- Диаметр стержня под резьбу Диаметр сверла [c.168]
Номи- Число Диаметр стержня под резьбу Диаметр сверла для отверстия [c.169]
Резьбовое отверстие (отверстие для свечи зажигания в головке цилиндров и др.), если его стенки имеют достаточную толщину, восстанавливают постановкой ввертыша. Для этого отверстие с изношенной резьбой рассверливают сверлом диаметром на 5—6 мм больше наружного диаметра резьбы. [c.257]
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам. Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле [c.365]
Внутренний диаметр d — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы. Для внутренних резьб (гаек) внутренний диаметр является расчетным размером отверстий под резьбы (размер сверл). [c.158]
[c.158]
При сверлении отверстий малых диаметров (до 10 мм), особенно под резьбу, диаметр сверла следует брать на 0,1 мм полнее диаметра отверстия, указанного в чертеже, так как после сверления диаметр отверстия в изделии уменьшается. [c.187]
Диаметр резьбы Диаметр сверла п мм Диаметр резьбы Диаметр сверла ч м н Диаметр резьбы Диаметр сверла в ММ [c.42]
Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла Шаг реЗьбы Диаметр сверла [c.287]
Наружный диаметр метчика d, мм Шаг резьбы S, мм Внутренний диаметр резьбы по гост 9150—59 1, мм Верхнее отклонение внутреннего диаметра гайки по ГОСТ 9253—59 + е, мм Диаметр отверстия под резьбу мм Сверла близких диаметров по гост 885—60 D. мм [c.325]
Подрезать торец на длину 12 мм до бурта, обточить наружный диаметр до 11,9 мм под резьбу, проточить канавку 2 мм на глубину 1 мм, обточить фаску. Нарезать резьбу М12. Сверлить отверстие 0 6 мм до совпадения
[c. 335]
335]
Обозначение резьбы Диаметр сверла в мм1 Обозначение Диаметр сверла в мм [c.110]
Обозначение резьбы Диаметр сверла в мм Обозначение резьбы Диаметр сверла под резьбу в мм [c.111]
Для устранения срыва резьбы необходимо сверлить правильный диаметр отверстия, применять метчик с острыми режущими лезвиями, чаще вынимать метчик и очищать его канавки от спрессованной стружки. [c.155]
| Рис. 89. Многоинструментная наладка на револьверный станок для обработки сту-ненчатого валика из штамповой заготовки I — снять и закрепить заготовку (на рис. не показано) II — обточить четыре ступени предварительно и центровать 111 — обточить цапфу, подрезать торец и проточить канавку для выхода резьбы IV — сверлить отверстие V — обточить хвостовик окончательно, подрезать торец и галтель VI — обточить уступ и образовать галтель |
 При большем диаметре профиль резьбы будет неполным, при меньшем — возникает опасность заклинивания и гГоломйи метчика. В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]
При большем диаметре профиль резьбы будет неполным, при меньшем — возникает опасность заклинивания и гГоломйи метчика. В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]Болты в стыках должны быть плотно затянуты гайками на пружинных шайбах. Разрезные пружинные шайбы упруго воспринимают действующие на болты силы и препятствуют саморазболчиванию. Несмотря на это, гайки на болтах в процессе эксплуатации ослабляются и по внешнему виду это не всегда можно обнаружить. При ослабленных гайках стык работает недостаточно стабильно, поэтому необходимо все гайки на стыковых болтах систематически проверять и подтягивать. Кроме того, весной производится сплошная смазка и закрепление болтов. Закрепляются и смазываются стыковые болты вторично при летних предупредительных работах или осенью. Стыковые болты следует вставлять в хорошо совмещенные отверстия накладок и рельсов, сохраняя резьбу. Не разрешается устанавливать болты молотком, когда эти отверстия не совмещены, так как это приводит к искривлению болтов и разрушению резьбы. Запрещается сверлить болтовые отверстия в рельсах через накладку. Завинчивание гаек вручную производится ключами длиной до 1 м. При завинчивании гаек механическими ключами усилие при затягивании гаек должно соответствовать крутящемуся моменту для рельсов Р65 560— 600 Н[c.200]
Кроме того, весной производится сплошная смазка и закрепление болтов. Закрепляются и смазываются стыковые болты вторично при летних предупредительных работах или осенью. Стыковые болты следует вставлять в хорошо совмещенные отверстия накладок и рельсов, сохраняя резьбу. Не разрешается устанавливать болты молотком, когда эти отверстия не совмещены, так как это приводит к искривлению болтов и разрушению резьбы. Запрещается сверлить болтовые отверстия в рельсах через накладку. Завинчивание гаек вручную производится ключами длиной до 1 м. При завинчивании гаек механическими ключами усилие при затягивании гаек должно соответствовать крутящемуся моменту для рельсов Р65 560— 600 Н[c.200]
Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ – это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО “АНГО”, а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
 Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73
Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73 4
4 8
8 25
25 25
25 5
5 5
5 75
75 5
5 9
9 5
5 9
9 5
5 5
5 1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные – наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки – стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.
1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные – наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки – стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т. 11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.
11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т. д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование – газопламенное Сварочное оборудование – электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач.
д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование – газопламенное Сварочное оборудование – электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов “ласточкин хвост” Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил.
пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов “ласточкин хвост” Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные 25
25 5
5 5
5 5
5Сверлим и нарезаем резьбу в детали из нержавейки (+) – Обработка резанием
самоделкин
Что-то непонятное. 1,5 мм в час
Должно скрипеть было
Ну я же не целы день у станка стоял, иногда надо и прямыми обязанностями заниматься.
деталь желательно закрепить,чтобы не качалась на столе.Сверлить на минимальных оборотах, переодически поливать хотябы маслом.На выходе сверла из детали сильно не давить.Сверло нужно переточить.
Маслом смазывал. На выходе видно все таки передавил и сверло поломал. Закреплена нормально.
А вот с резьбой, боюсь, будет много проблем.
А шо делать….
Олеиновую кислоту надо для сверления в нержавейке, вот тогда пойдет как по маслу и нарезать резьбу тоже с ней.

А где ее достать?
И с проветривание проблемки…
либо обороты большие и палит сверло
450-600 ну если верить тому что написано на станке.
А может быть китайца покормить надо!
А поподробней? Мощи ему вроде хватает.
А зачем резьба М6 в переходнике на манометр? просто интересно.
 ..
..Ну чтобы прикрутить обьект испытаний. У велонасосов (советских) есть шланги вот с одной стороны там М6…..
Всем спасибо, завтра буду пробывать снова. Благо деталек на одну больше заказали…. :clapping:
Резьба / винт
– Диаграмма сверления и метчика
| |||||||||||
 jpg”> Клиренс
Сверла для отверстий
jpg”> Клиренс
Сверла для отверстий  jpg”> Майор
jpg”> Майор  jpg”> Десятичное
jpg”> Десятичное  0538
0538 0595
0595 0890
0890Сверление, резьбонарезание и снятие фаски за одну операцию
Home / Сверление, резьбонарезание и снятие фаски за одну операциюИдеально подходит для обработки стали, нержавеющей стали, чугуна, цветных металлов и др. Цельнотвердосплавный резьбовой инструмент 3-в-1 TMDR от Vargus не требует предварительно просверленных отверстий и сразу обрабатывает поверхность детали, имеющей предварительно просверленные глухие, сквозные и даже полуфабрикаты.
Цельный твердосплавный резьбовой фрезерный инструмент TMDR от Vargus не требует предварительно просверленных отверстий и может работать сразу на поверхности детали, что значительно сокращает время цикла и производительность. Инструмент также работает с деталями с предварительно просверленными отверстиями, такими как глухие, сквозные и даже полуфабрикаты. (первый вид)
Цельнотвердосплавный инструмент TMDR all-in-one для резьбонарезания от Vargus не требует предварительно просверленных отверстий и может работать сразу на поверхности детали, что значительно сокращает время цикла и производительность.Инструмент также работает с деталями с предварительно просверленными отверстиями, такими как глухие, сквозные и даже полуфабрикаты. (второй вид)
В инструменте увеличенной длины TM Solid HCN от Vargus используются винтовые канавки со сквозной подачей СОЖ, а также имеется длинный задел, который снижает усилия резания при нарезании резьбы до 3xDo (диаметр резьбы). Его эксклюзивная геометрия позволяет сократить время обработки при обработке длинных резьб.
Новый твердосплавный резьбофрезерный инструмент 3-в-1 TMDR от Vargus USA (Janesville, WI) выполняет сверление, фрезерование резьбы и снятие фасок (TMDR) за одну инструментальную операцию.Этот высококачественный инструмент не требует предварительно просверленных отверстий и может сразу работать на поверхности детали, которая имеет предварительно просверленные отверстия, например глухие отверстия, сквозные отверстия и даже отверстия-полуфабрикаты. Инструменты
TMDR предлагаются для полнопрофильных применений с СОЖ и без, и подходят для широкого диапазона материалов, таких как сталь, нержавеющая сталь, чугун, цветные металлы и другие. Характеристики инструмента включают:
- Длина резьбы = 2xDo и 2,5xDo (диаметр резьбы)
- Стандарты резьбы = метрическая система ISO: от M3x0.5 до M23x2.0; Американская ООН: от № 4-40 до 3/8 × 16. Марка
- = инструмент TMDR доступен из сплава общего назначения VTS с покрытием TiCN для высокой износостойкости.
TMDR интегрирован в программное обеспечение GENius ™ для выбора инструмента и параметров резания, готового удовлетворить самые строгие требования к резьбонарезанию. Для сверхглубокой резьбы Vargus представляет инструмент увеличенной длины TM Solid HCN, последний новатор в заслуживающей внимания линейке TM Solid Helicool: спиральные канавки с проходом СОЖ.HCN имеет длинный рельеф, который снижает усилия резания при нарезании резьбы до 3xDo (диаметр резьбы). Инструменты TM Solid HCN разработаны с эксклюзивной геометрией, которая ставит их на передний план по сокращению времени обработки для обработки длинных резьб. Они доступны в популярном сплаве VTH, универсальном сплаве для тяжелого резьбового фрезерования, с покрытием TiCN для высокой износостойкости. Эти инструменты также полностью поддерживаются программным обеспечением GENius, одним из самых передовых средств выбора инструмента и генераторами программ ЧПУ в индустрии металлорежущего инструмента.
Vargus USA, VNE Corporation, 1149 Barberry Drive, PO Box 1698, Janesville, WI 53545, 608-756-4930, факс: 608-741-7125, www.vargususa.com.
| Hughes External Flush | Box | 6 | 2 ” | V-0,032 | Стандартный стержень для внешней промывки (2.375 ″ – 4,5 ″), Box | RS -__- EF-B |
| Hughes External Flush | Штифт | 6 | 2 дюйма | V-0.032 | Стандартный шток для внешней промывки (2,375 ″ – 4,5 ″), коробка | RS -__- EF-P |
| API с полным отверстием | Коробка | 4 | 2 дюйма | V-0,038R | Стандартная штанга для полного отверстия (2,875–6,625 дюйма), коробка | RS -__- FH-B |
| API Full Hole | Штифт | 4 | 2 дюйма | V-0,038R | Стержень Стандарт для полного отверстия (2,875–6,625 дюйма), штифт | RS -__- FH-P |
| Пронумерованные соединения API # 56 – # 84 | Коробка | 4 | 3 дюйма | V-0.038R | Стандартный стержень для пронумерованных соединений API (# 10 – # 77), коробка | RS-NC __- B |
| пронумерованные соединения API # 56 – # 84 | Штифт | 4 | 3 ” | V -0.038R | Стандартный стержень для пронумерованных соединений API (# 10 – # 77), штифт | RS-NC __- B |
| пронумерованные соединения API # 23 – # 50 | Коробка | 4 | 2 ” | V-0.038R | Стандартный стержень для пронумерованных соединений API (# 10 – # 77), коробка | RS-NC __- B |
| пронумерованные соединения API # 23 – # 50 | Pin | 4 | 2 ” | V-0.038R | Стандартный шток для пронумерованных соединений API (# 10 – # 77), штифт | RS-NC __- B |
| Двойной поток | Штифт | 4 | 2 дюйма | V-0,038R | Стержень Стандарт для Double Streamline (3,5–5,5 дюйма), штифт | RS -__- DS-P |
| Double Streamline | Коробка | 4 | 2 дюйма | V-0.038R | Штанга Стандарт для двойного Streamline (3,5–5,5 дюйма), коробка | RS -__- DS-B |
| Hughes External Flush | Box | 4 | 2 дюйма | V-0.038R | Стандартный шток для внешней промывки (2,375 ″ – 4,5 ″), коробка | RS -__- EF-B |
| Hughes External Flush | Штифт | 4 | 2 дюйма | V-0,038R | Стандартная штанга для внешней промывки (2,375 ″ – 4,5 ″), коробка | RS -__- EF-P |
| Hughes Slim Hole | Box | 4 | 2 дюйма | V-0.038R | Стержень Стандарт для Hughes Slim Hole (2,375–4,5 дюйма), коробка | RS -__- SH-B |
| Hughes Slim Hole | Штифт | 4 | 2 дюйма | V-0.038R | Стандартная штанга для Hughes Slim Hole (2,375–4,5 дюйма), штифт | RS -__- SH-P |
| Hughes Xtra Hole | Коробка | 4 | 2 дюйма | V-0,038R | Стандартная штанга для отверстия Xtra (2,875 ″ – 5,0 дюйма), коробка | RS -__- XH-B |
| Отверстие Hughes Xtra | Штифт | 4 | 2 дюйма | V-0,038R | Штанга стандартная для отверстия Xtra (2,875–5,0 дюйма), штифт | RS -__- XH-P |
| Внутренняя промывка | Коробка | 4 | 2 дюйма | V-0.038R | Стандартный шток для внутренней промывки (2,375–6,625 дюйма), коробка | RS -__- IF-B |
| Внутренняя промывка | Штифт | 4 | 2 дюйма | V-0,038R | Стандартный стержень для внутренней промывки (2,375–6,625 дюйма), штифт | RS -__- IF-P |
| Широко открытый | Коробка | 4 | 2 дюйма | V-0,038R | Стандартный стержень для Широко открытый (2,375–4,5 дюйма), коробка | RS -__- WO-B |
| Широко открытый | Штифт | 4 | 2 дюйма | V-0.038R | Стандартный шток для широко открытого (2,375–4,5 дюйма), штифт | RS -__- WO-P |
| API с полным отверстием | Коробка | 5 | 3 дюйма | V-0,040 | Стандартная штанга для полного отверстия (2,875–6,625 дюйма), коробка | RS -__- FH-B |
| API Full Hole | Штифт | 5 | 3 дюйма | V-0,040 | Стандарт штанги для Полное отверстие (2,875–6,625 дюйма), штифт | RS -__- FH-B |
| API Полное отверстие | Коробка | 4 | 2 дюйма | V-0.050 | Стандартная штанга для полного отверстия (2,875–6,625 дюйма), коробка | RS -__- FH-B |
| API для полного отверстия | Штифт | 4 | 2 дюйма | V-0,050 | Стандартная штанга для полного отверстия (2,875–6,625 дюйма), штифт | RS -__- FH-P |
| API Обычный | Коробка | 5 | 3 дюйма | V-0,040 | Стандартный стержень для обычного (1,0–8,625 дюйма), Коробка | RS -__- REG-B |
| API Стандартный | Штифт | 5 | 3 дюйма | V-0.040 | Стандартный шток для обычного (1,0–8,625 дюйма), штифт | RS -__- REG-P |
| API Regular | Штифт | 4 | 3 дюйма | V-0,050 | Стандартный шток для стандартного (1,0–8,625 дюйма), коробка | RS -__- REG-B |
| API Обычный | Коробка | 4 | 3 дюйма | V-0,050 | Штанга стандартная для стандартного (1,0 дюйма) – 8,625 ”), Коробка | RS -__- REG-B |
| API Обычная | Коробка | 4 | 2” | V-0.050 | Стандартная штанга для стандартного (1,0–8,625 дюйма), коробка | RS -__- REG-B |
| API Regular | Штифт | 4 | 2 дюйма | V-0,050 | Стандартный шток для стандартного (1,0–8,625 дюйма), контакт | RS -__- REG-P |
| Пронумерованные соединения API № 10, № 12, № 13 и № 16 | Контакт | 6 | 1,5 ” | V-0,055 | Стандартный стержень для пронумерованных соединений API (# 10 – # 77), вывод | RS-NC __- P |
| Пронумерованные соединения API # 10, # 12, # 13 и # 16 | Коробка | 6 | 1.5 ” | V-0,055 | Стандартный шток для пронумерованных соединений API (# 10 – # 77), коробка | RS-NC __- B |
| API Regular | Pin | 4 | 3” | V -0,055 | Стандартный шток для стандартного (1,0–8,625 дюйма), штифт | RS -__- REG-B |
| Стандартный по API | Коробка | 4 | 3 дюйма | V-0,055 | Шток Стандарт для стандартного размера (1,0–8,625 дюйма), коробка | RS -__- REG-B |
| American Open Hole | Box | 4 | 1.5 ” | V-0,076 | Стандартная штанга для открытого отверстия (2,375–4,5 дюйма), коробка | RS -___- OH-B |
| Американское открытое отверстие | Штифт | 4 | 1,5 дюйма | V-0,076 | Стандартная штанга для открытого ствола (2,375–4,5 дюйма), штифт | RS -___- OH-P |
| PAC Соединения | Коробка | 4 | 1,5 ” | V-0,076 | Штанга Стандартная для PAC (2,375–3,5 дюйма), Коробка | RS -__- PAC-B |
| P.Соединения переменного тока | Штырь | 4 | 1,5 дюйма | V-0,076 | Шток Стандартный для PAC (2,375 дюйма – 3,5 дюйма), штифт | RS -__- PAC-P |
| Hughes H-90 | Коробка | 3,5 | 2 дюйма | 90-V-0,050 | Стандартная штанга для Hughes H-90 (3,5–8,625 дюйма), коробка | RS -__- H9-B |
| Hughes H- 90 | Штифт | 3,5 | 2 дюйма | 90-V-0,050 | Штанга Стандартная для Hughes H-90 (3.5 ”- 8,625”), штифт | RS -__- H9-P |
| Hughes H-90 | Коробка | 3,5 | 3 ” | 90-V-0,050 | Штанга стандартная для Hughes H- 90 (3,5 дюйма – 8,625 дюйма), Коробка | RS -__- H9-B |
| Hughes H-90 | Штифт | 3,5 | 3 дюйма | 90-V-0,050 | Штанга Стандарт для Hughes H-90 (3,5–8,625 дюйма), штифт | RS -__- H9-P |
| Hughes Slimline H-90 | Коробка | 3 | 1.25 дюймов | 90-V-0,084 | Стандартная штанга для Slimline H-90 (2,375 дюйма – 3,5 дюйма), коробка | RS -__- SLH9-B |
| Hughes Slimline H-90 | Штифт | 3 | 1,25 дюйма | 90-V-0,084 | Стандартный стержень для Slimline H-90 (2,375 дюйма – 3,5 дюйма), штифт | RS -__- SLH9-B |
Применение резьбового соединения
Рекомендации по нанесению резьбовой смазки
Очистить соединительную поверхность
Убедитесь, что резьба, а также первичный и вторичный заплечики пальца и муфты чистые и не содержат буровых растворов / твердых частиц.Резьбовая паста лучше всего держится на чистой поверхности. Кроме того, буровые растворы / твердые вещества представляют риск микровымывания. Перед нанесением состава может потребоваться смыть буровой раствор с резьбы.
Выбор резьбовой смеси
Мы не рекомендуем какой-либо конкретный бренд или продукт для резьбовой смазки по сравнению с другими. Однако мы рекомендуем использовать резьбовую смазку на основе меди по следующим причинам:
- Поставляется с увеличенным коэффициентом трения
- В целом показывает лучшую стойкость к истиранию
Правильное нанесение резьбовой смазки
Используйте качественную щетку, которая не теряет волоски (которые могут образовывать канал для микромымывания, когда они зажаты между запечатывающими плечами).Перед нанесением макияжа необходимо нанести качественную резьбовую смесь на следующие поверхности штифтов и коробок:
- Резьба (около 1 / 3 высоты резьбы)
- Первичное плечо
- Вторичное плечо, если применимо (двуплечие соединения)
- Металлическое уплотнение, если применимо (XT-M ™, XT-MF ™, TT-M ™, TF-M ™, CT-M ™, GT-M ™, MaXit ™, VX-M ™, DPR HP ™)
Обязательно полностью покрыть штифт и муфту.Резьбовая паста не растекается при сборке соединений. Перед макияжем необходимо правильно нанести резьбовую смазку.
Когда применять резьбовую смазку
Штыри и коробки должны получить свежий компаунд. Обычная практика такова:
- Наносится на коробки во время POOH (вытягивание из отверстия).
- Применяется на штифтах во время спуска (спуска в скважину).
Стеллажи для труб сотрет резьбовой компаунд с торца штифта двуплечного соединения.Убедитесь, что полностью нанесена резьбовая смазка непосредственно перед нанесением макияжа.
Коэффициент трения резьбовой смеси
Коэффициент трения резьбовой смазки (FF) отражает ее сопротивление крутящему моменту. Чем выше FF, тем больший крутящий момент может быть приложен для нагружения соединения таким же напряжением. Если не указано иное, наши документы показывают крутящий момент свинчивания, основанный на FF, равном 1,0. Умножьте наши значения крутящего момента (с 1,0 FF) на значение FF поставщика компаунда (не превышая 1.15).
Пример: Рекомендуемый MUT для XT 39 (5 × 29/16 дюйма) с компаундом 1,0 FF составляет 24 500 фут-фунтов.
- Для 1,10 FF примените 26900 фут-фунтов (1,10 × 24 500).
- Для 1,20 FF применяется 1,15 × 24 500 фунт-футов (1,15 × 24 500).
Как сверлить и нарезать болт 1 / 4-20
, автор: C.L. Rease
Сверление и нарезание резьбы отверстий в металле большей толщины является основной частью производства металла. Использование оптимального сверла является обязательным условием для создания функционального и прочного окончательного резьбового отверстия.Если просверленное отверстие слишком маленькое, болт будет трудно завинтить. Это может привести к повреждению резьбы на болте. Слишком большое отверстие приведет к ослаблению болта, который не будет иметь 100% прочности при полной затяжке. Для болта 1 / 4-20 оптимальный размер сверла – # 7 или 13/64-е.
Шаг 1
Измерьте место, необходимое для резьбового отверстия 1 / 4-20. Найдите отверстие с помощью рулетки и отметьте расположение отверстий с помощью разметки.
Шаг 2
Установите точку кернера в то место, где будет нарезаться резьба.Ударьте молотком по тыльной стороне кернера, чтобы сделать углубление в месте расположения отверстия. Это предотвратит отклонение сверла от центра отверстия.
Шаг 3
Вставьте сверло в сверло. Затяните патрон сверла, чтобы закрепить сверло. Обильно нанесите на сверло смазочно-охлаждающую жидкость. Поместите острие сверла на центральную отметку.
Шаг 4
Подайте давление на сверло. Начните сверление отверстия, остановитесь и нанесите на сверло дополнительную смазочно-охлаждающую жидкость, чтобы сверло и металл оставались холодными.
Шаг 5
Вставьте метчик 1 / 4-20 в рукоятку тройника. Тщательно закрепите кран в рукоятке тройника. Если метчик выйдет из ручки тройника, есть вероятность, что метчик сломается во время нарезания резьбы в металле. Нанесите на кран смазочно-охлаждающую жидкость. Удерживая рукоятку тройника ровно, заведите метчик в отверстие. Поверните ручку тройника по часовой стрелке, чтобы ввинтить кран в отверстие. Если кран застревает в отверстии, поверните ручку тройника на 1/4 оборота против часовой стрелки, чтобы освободить кран.Продолжайте заворачивать кран в отверстие. Пропустите кран через отверстие, пока он не опустится до дна. Поверните кран против часовой стрелки, чтобы снять кран.
Шаг 6
Присоедините заслонку к шлифовальной машине. С помощью болгарки удалите заусенцы с обеих сторон резьбового отверстия.
Вверните болт 1 / 4-20 в отверстие, чтобы обеспечить правильную резьбу. Если болт не входит в отверстие, очистите метчик, нанесите смазочно-охлаждающую жидкость на метчик и резьбовое отверстие.Снова постучите по отверстию, чтобы очистить резьбу.
Каталожные номера
Наконечники
- Поменяйте направление метчика на противоположное, если вы нарезаете отверстие левой резьбой.
Вещи, которые вам понадобятся
- Рулетка
- Разметка
- Кернер
- Молоток
- Сверло
- Жидкость для резки и нарезания резьбы
- # 7 или 13/64-е сверло
- 1 / 4-20 нарезание
- Тройник для метчика
- Шлифовальный станок
- Откидное колесо
Предупреждения
- Надевайте защитные очки, чтобы сверлить отверстие и нарезать резину, чтобы избежать травм глаз летящими осколками.Не расширяйте отверстие сверлом, так как это приведет к увеличению размера отверстия и снижению эффективности последнего резьбового отверстия.
Еще статьи
5 причин, по которым вам нужны резьбовые соединения и смазочные материалы для буровых штанг
Буровые штанги являются чрезвычайно важной частью вашего бурового оборудования, и то, как вы ухаживаете за буровыми штангами, может иметь большое влияние на ваше бурение спектакль. Регулярное использование буровых смазок и резьбовой смазки является обязательным условием обкатки и поддержания исправного состояния бурильной колонны и помогает избежать многих проблем.Вот несколько причин, по которым вам необходимо использовать резьбовые смазки и смазочные материалы, и назначение каждой из них.
Предотвращение растрескивания стержней
Чрезмерная вибрация может привести к растрескиванию буровых штанг. Смазка для штанг может помочь снизить вибрацию в стволе скважины и продлить срок службы бурильной колонны.
Предотвращение утечки стержней
Резьбовая смесь хорошего качества поможет защитить металлические поверхности резьбы и обеспечить хорошее уплотнение для предотвращения утечек.Небольшая смазка буровых штанг или ее отсутствие может вызвать большую вибрацию и повышенный крутящий момент, что, в свою очередь, увеличивает износ штанг. Изношенная, потрескавшаяся или иным образом преждевременно поврежденная резьба бурильной штанги со временем будет протекать.
Предотвратить истирание стержней
Высокий крутящий момент или нагрузка без надлежащей резьбовой смазки могут вызвать истирание резьбы буровой штанги. Это также может произойти, когда на резьбе есть грязь и пыль, когда используется неправильный вид смазки для резьбы или когда ее используется недостаточно.Смазка не является резьбовой смазкой. Качественная резьбовая смесь должна иметь процентное содержание мягкого металла, такого как цинк, свинец или медь. Это обеспечивает защиту двух сопрягаемых металлических поверхностей.
Предотвратить натекание стержней
Когда буровая штанга начинает «звонить», это может иметь серьезные последствия для ствола скважины. Причины этой проблемы включают чрезмерное затягивание, перетягивание и чрезмерную вибрацию в сухом отверстии. Смазка штанг качественной смазкой для штанг или хорошей программой по грязи поможет уменьшить эти условия.
Повышение устойчивости к ржавчине и коррозии
Высококачественные смазочные материалы обладают высокой водоотталкивающей способностью, поэтому они устойчивы к вымыванию водой. При правильном применении смазка прилипнет и защитит стержни. Смазочно-охлаждающее масло, такое как Torqueless, поддерживает смазку штанг и долота и продлевает срок службы всех стальных деталей, включая штанги, обсадные трубы, трос и т. Д.
Если вы посмотрите на пункты выше, вы увидите, что использование компаундов и смазок поможет снизить износ буровых штанг и их резьбы.Использование хорошей резьбовой смазки с содержанием частиц цинка не менее 50%, такой как PIPE DOPE Z50, рекомендуется на протяжении всего срока службы стержня и корпуса.