Схема сварочного трансформатора
Сварочный агрегат представляет собой устройство, в основу которого положен понижающий трансформатор. Различаются они по многим признаком, но запитываются от внешнего
Задача сварочного трансформатора состоит в преобразовании внешнего напряжения (380 или 220В) до величины напряжения 60В (в режиме холостого хода). Подобное напряжение обеспечивает режимы дуговой электросварки.
На фото. 1 представлена схема сварочного трансформатора с самостоятельным дроссельным устройством:
- поз. 1 – металлический сердечник понижающего трансформатора;
- поз. 2 – сердечник дроссельного устройства;
- поз. 3 – подвижный сердечник дросселя;
- поз. 4 – регулировочный винт, изменяющий воздушный зазор в дросселе;
- а – воздушный зазор. Изменение величины воздушного зазора обеспечивает регулировку сварочного тока;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
 Физически это осуществляется регулировочным винтом.
Физически это осуществляется регулировочным винтом.Электрическая схема со встроенным дросселем представлена на схеме. 2. В подобной схеме металлический сердечник трансформатора имеет замкнутую конфигурацию с воздушным зазором для регулировки тока сварки.
- Поз. 1 – сердечник трансформатора;
- Поз. 2 – разомкнутый сердечник дроссельного устройства;
- Поз. 3 – подвижная составляющая магнитопровода;
- Поз. 4 – регулировочный винт, изменяющий воздушный зазор (а) в дросселе;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2.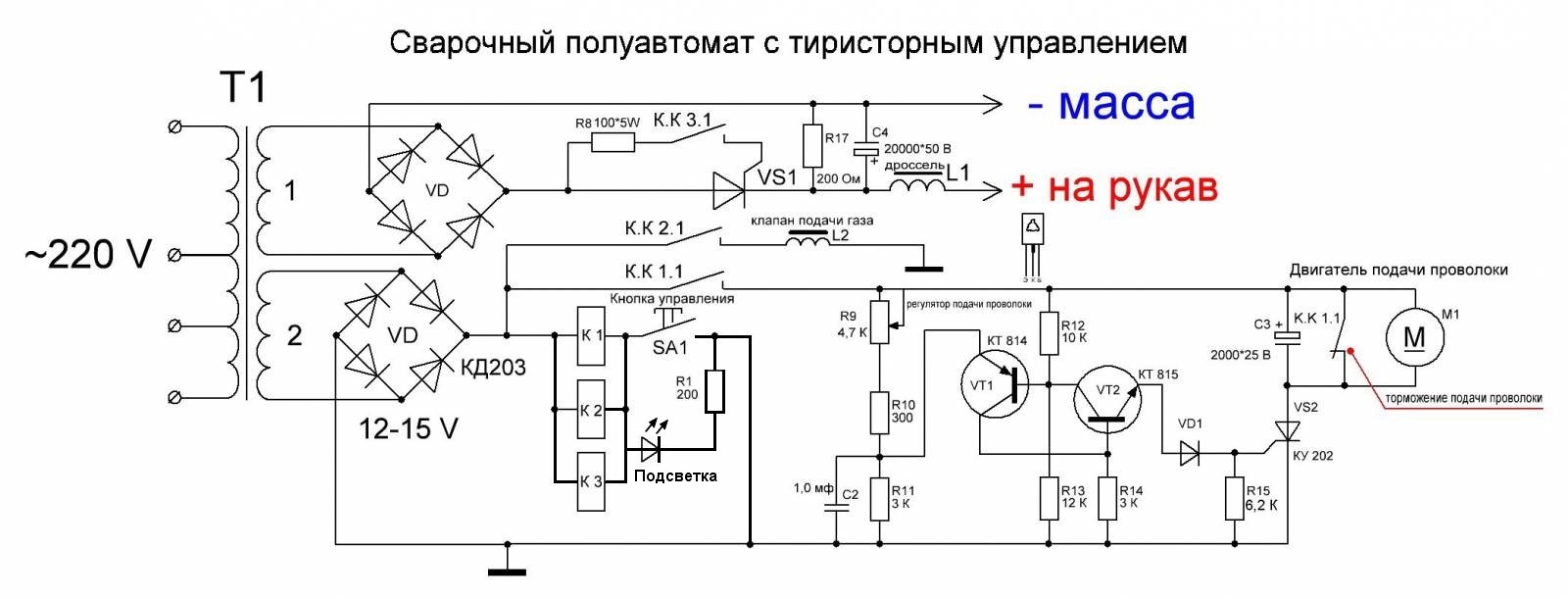 Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.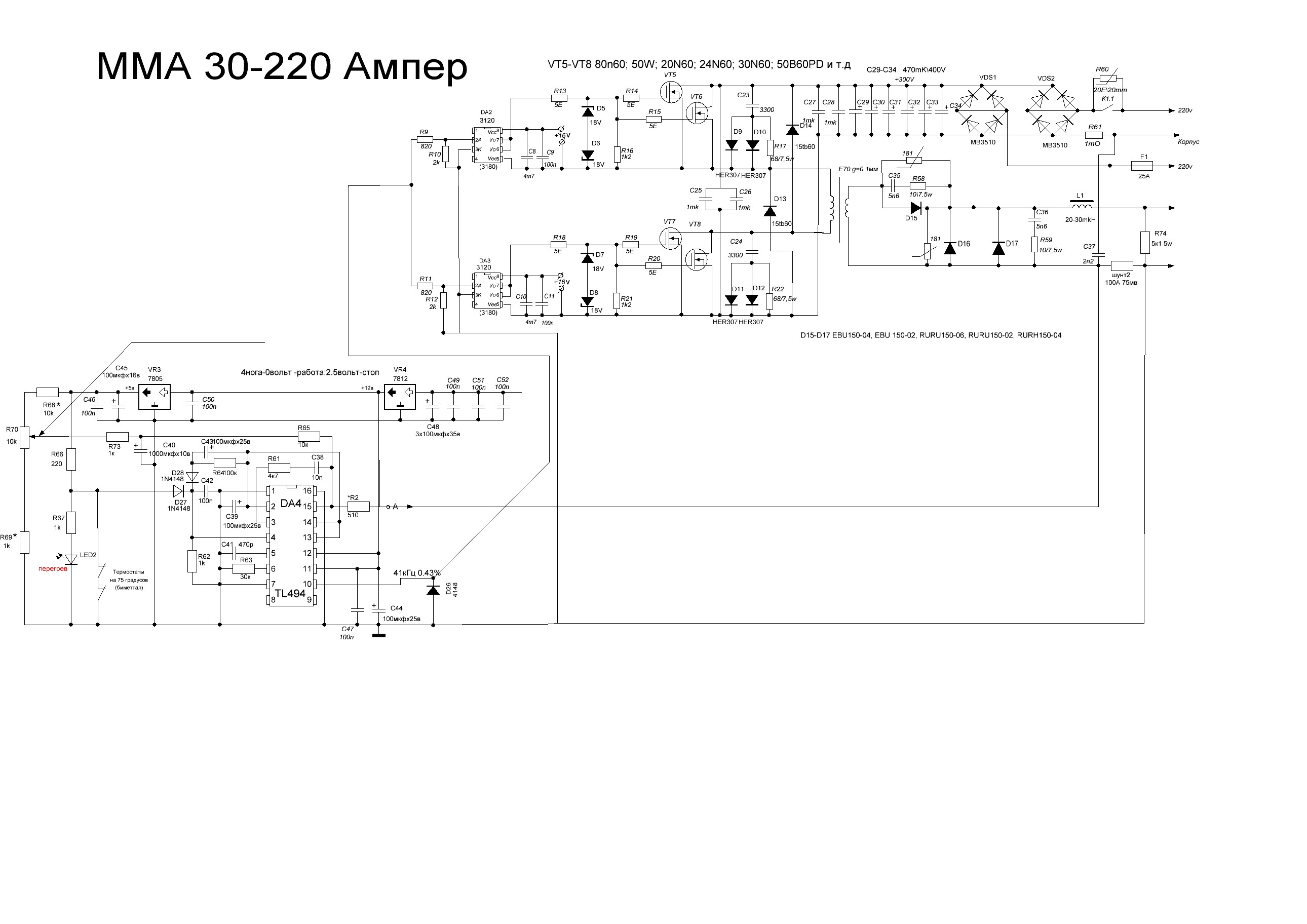
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11.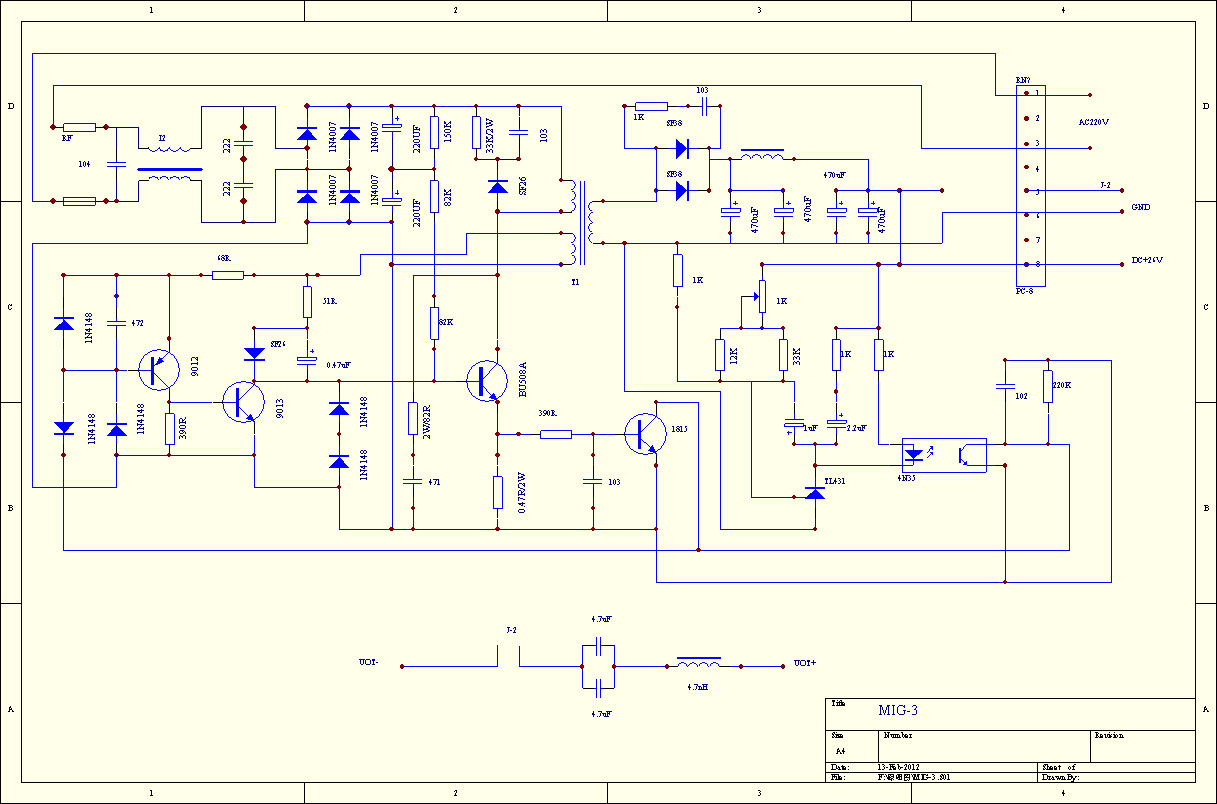 Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис.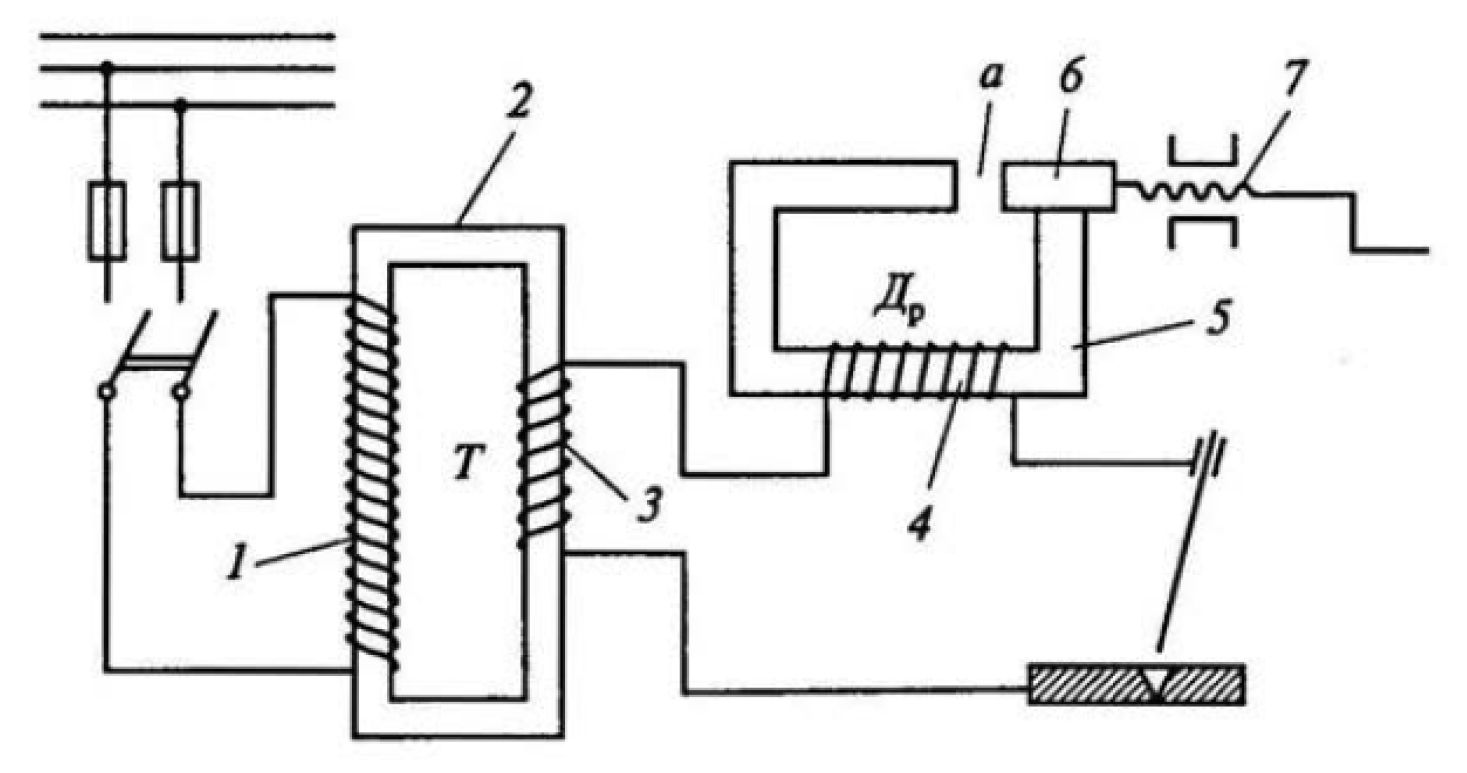 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
[attachment=8]
[attachment=9]
Источник: Радиолюбитель 7’2008
Схема сварочного полуавтомата
3.8/5 – Оценок: 55| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
VD-160i.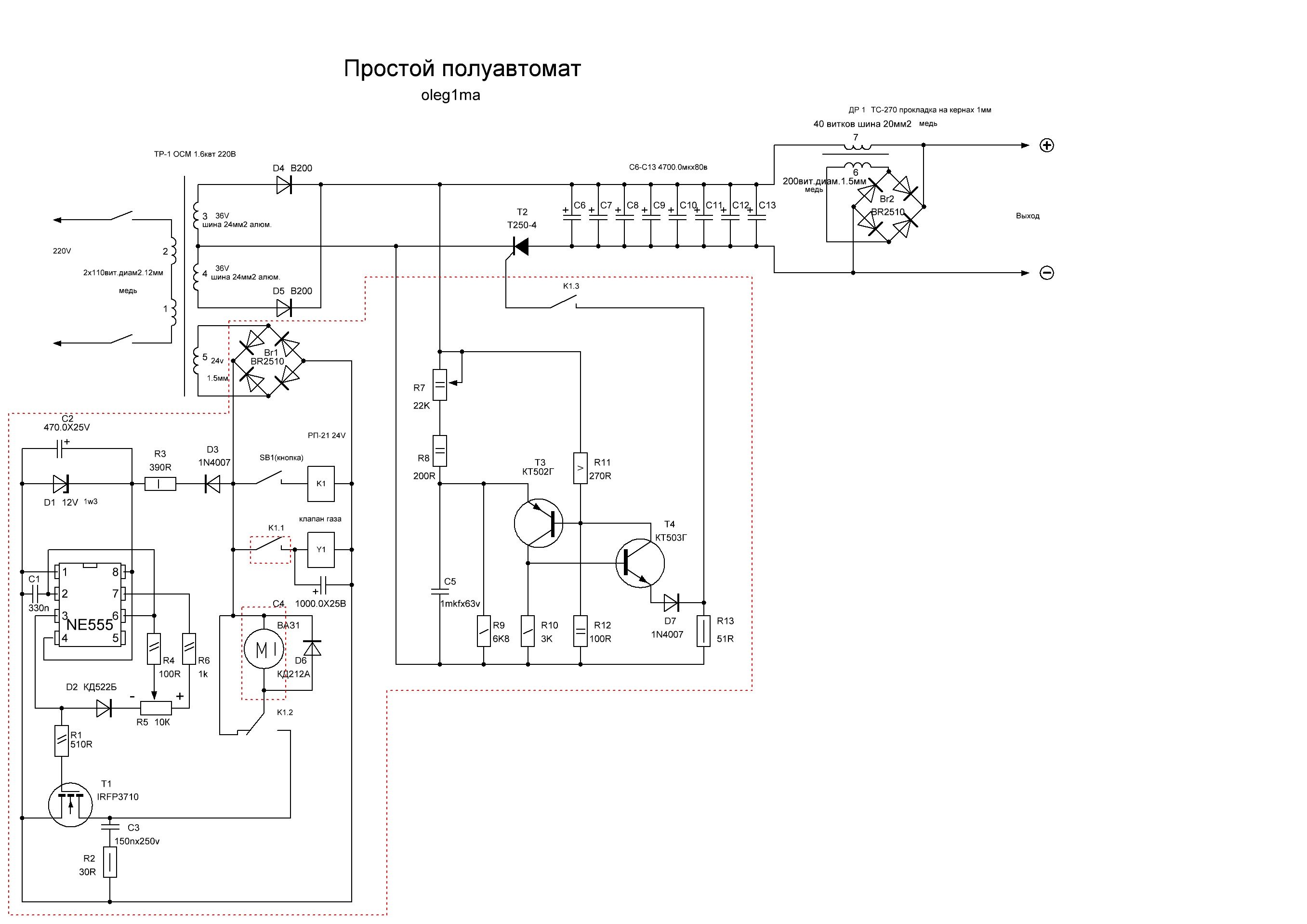 pdf pdf |
| 337 Kb |
| Mpa.djvu |
| 739 Kb |
| Fora120.djvu |
| |
| Plazmorez.djvu |
| 216 Kb |
| alplaz_04.djvu |
| 406 Kb |
| ultrasonik_400W.djvu |
| 44.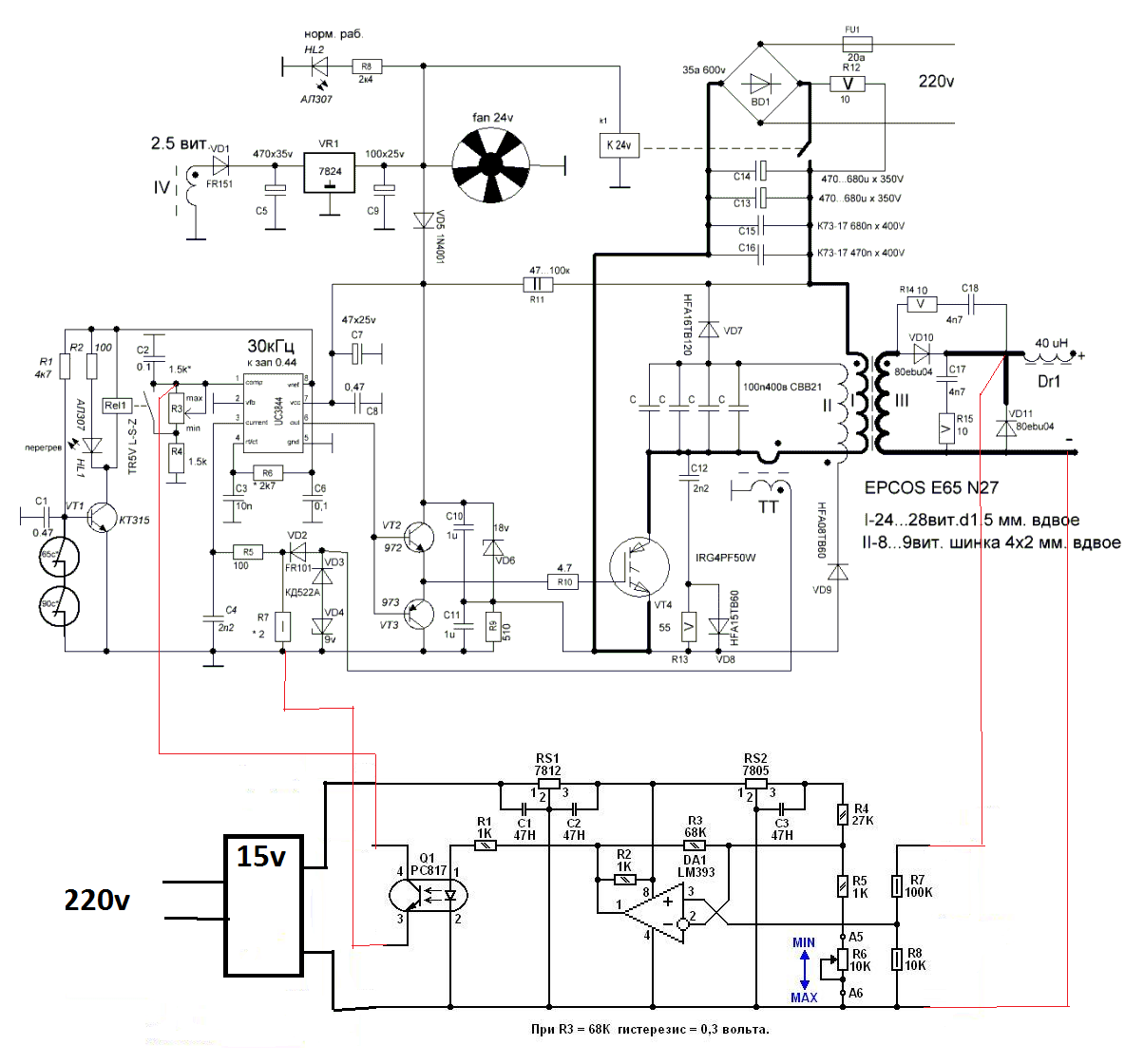 4 Kb 4 Kb |
| ims1600.djvu |
| 232 Kb |
| BME-160.djvu |
| 102 Kb |
| Kaiser_NBC-250sch.pdf |
| 73.7 kb |
| Gladiator_MIG_MMA-280sch.zip |
| 1.66 Mb |
| don_sch.zip |
| 660 kb |
| sai220pn.zip |
| 1.9 Mb |
| linkor.zip |
| 3.8 Mb |
| svarog_tig_acdc.zip |
| 6.3 Mb |
| Edon_MIG_308.zip |
| 270 kb |
| pdg-102.pdf |
| 2.33 Mb |
| rsi-153.zip |
| 5.09 Mb |
| pdg100-uhl4.jpg |
| 144 kb |
| ATX-450.gif |
| 90 kb |
| Telwin_Plasma_34_foto.pdf Telwin_Plasma_34_EN-RU.pdf |
| 1.27 Mb 2.04 Mb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
 Прислал Александр М.
Прислал Александр М. Схемы драйвера и силовой части не рисовались, так-как аналогичных схем в нете хватает.
Схемы драйвера и силовой части не рисовались, так-как аналогичных схем в нете хватает. Ставрополь.
Ставрополь.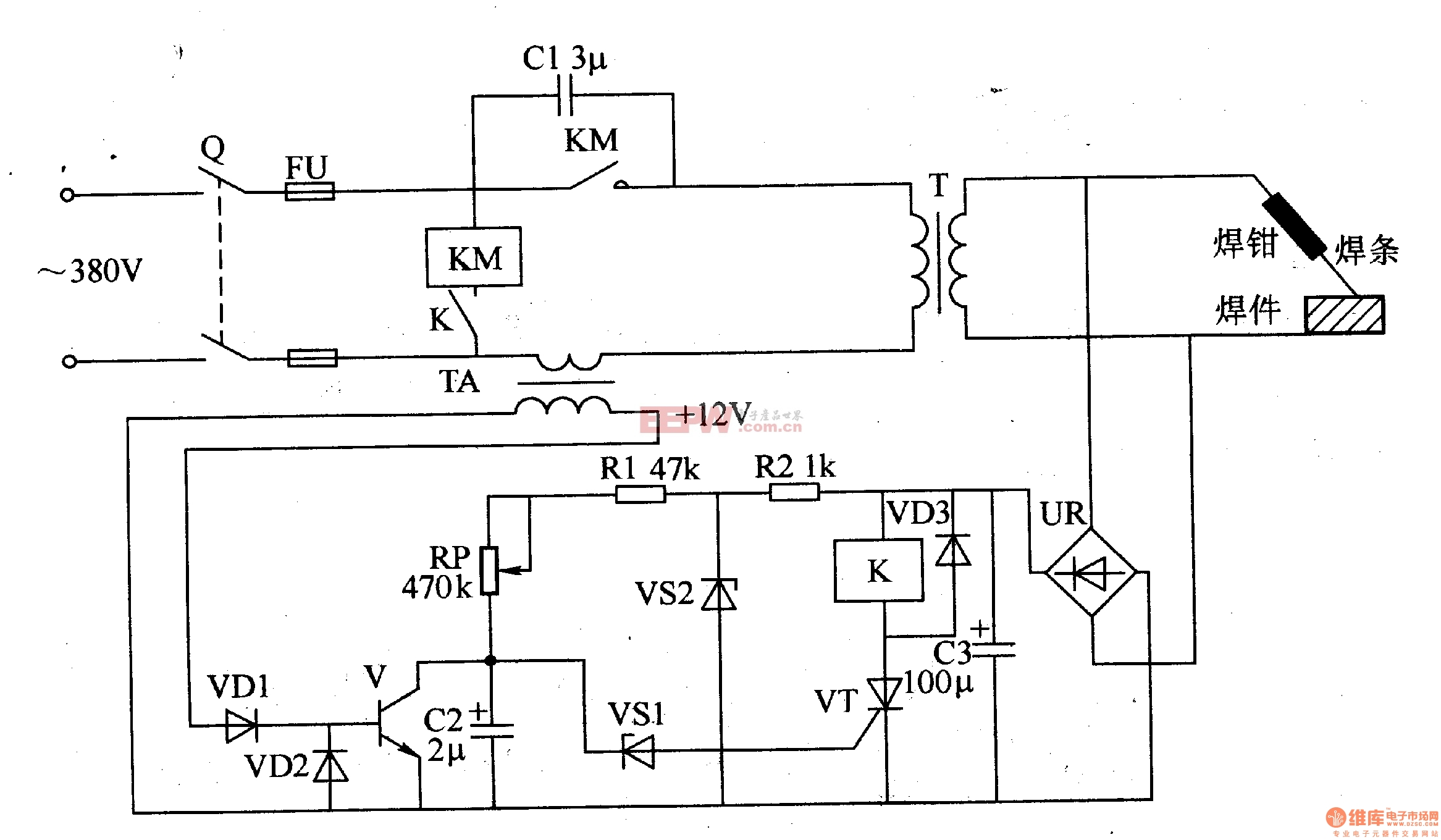 ru форумчанин bykador.
ru форумчанин bykador.
| Part No. | КОД Elitech | Описание (англ.) | Описание |
| 1 | 0500.010100 | Hex cross screw | шестиугольный винт |
| 2 | 0500. 010200 010200 | handle | рукоятка |
| 3 | 0500.010300 | Clairvoyance window | подкладка |
| 4 | 0500.010400 | obtuse cross screw | тупоконечный винт |
| 5 | 0500.010500 | case | защитный кожух |
| 6 | 0500.010600 | Thermal protection | датчик термозащиты |
| 7 | 0500.010700 | Aluminum piece | алюминиевая пластина |
| 8 | 0500.010800 | transformer | трансформатор |
| 9 | 0500.010900 | buckle | скоба |
| 10 | 0500.011000 | U-type clip | зажим типа U |
| 14 | 0500.011100 | Hex cross screw | шестиугольный винт |
| 15 | 0500.011200 | needle | рукоятка регулировки сварочного тока |
| 16 | 0500.011300 | Crop cross screw | винт |
| 17 | 0500.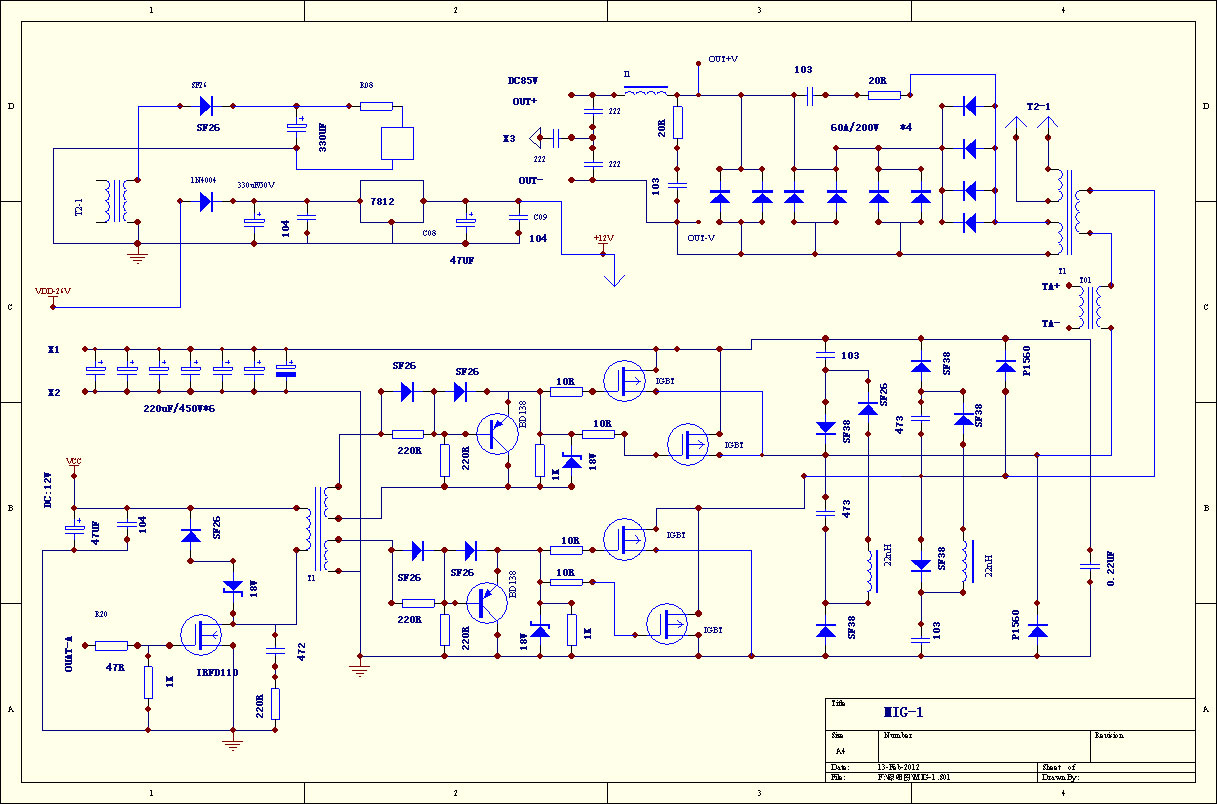 011400 011400 | Superior bracket | зажим пластин электромагнитного шунта |
| 18 | 0500.011500 | Moving core | железные пластины электромагнитного шунта |
| 19 | 0500.011600 | Half round cross screw | винт с плоской головкой |
| 20 | 0500.011700 | Spring washer | предохранительная шайба |
| 21 | 0500.011800 | Flat washer | плоская шайба |
| 22 | 0500.011900 | Fan | вентилятор |
| 23 | 0500.012000 | Mather board | Задняя панель |
| 24 | 0500.012100 | Tooth-type wahser | зубчатая шайба |
| 25 | 0500.012200 | Switch | выключатель источника питания |
| 31 | 0500.012300 | Indicator of over heat | индикатор перегрева |
| 32 | 0500.012400 | Jacket of power cable | резиновая втулка кабеля питания |
| 33 | 0500. 012500 012500 | Obtuse cross Self-tapping Screw | саморез |
| 34 | 0500.012600 | Lock stud | втулка |
| 35 | 0500.012700 | Power cable | кабель питания |
| 36 | 0500.012800 | Cover of current adjustor | заглушка рукоятки регулятора сварочного тока |
| 37 | 0500.012900 | current adjustor | регулятор сварочного тока |
| 38 | 0500.013000 | pole | винт регулятора сварочного тока |
| 39 | 0500.013100 | Electrode holder | электрододержатель |
| 40 | 0500.013200 | Earth clamp | зажим массы |
| 41 | 0500.013300 | к | колпачек колеса |
| 42 | 0500.013400 | Block reed | Блокирующая втулка |
| 43 | 0500.013500 | wheel | колесо |
| 44 | 0500.013600 | axle | ось колеса |
| 45 | 0500. 013700 013700 | Pressing board | Пресс-скоба |
| 46 | 0500.013800 | Flat washer | плоская шайба |
| 47 | 0500.013900 | Spring wahser | предохранительная шайба |
| 48 | 0500.014000 | Obtuse cross Self-tapping Screw | саморез |
| 49 | 0500.014100 | Underfoot | подножка |
| 50 | 0500.014200 | Obtuse cross bolt with washer | саморез |
Трансформаторы сварочные электрическая схема – Энциклопедия по машиностроению XXL
По назначению провода и кабели подразделяют на силовые для передачи электрической энергии большой мощности монтажные, установочные и контрольные для соединения электрического оборудования в машинах и приборах и монтажа электрических схем на щитах и в цепях управления и других электрических устройствах шланговые — гибкие кабели с высокопрочной изоляцией для подвода электрической энергии к сварочным рабочим постам и к передвижным машинам обмоточные, применяемые для изготовления обмоток электрических машин, трансформаторов, электромагнитов и т.
 д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]Электрическая схема осциллятора последовательного включения приведена на рис. 5.26. Трансформатор 71 повышает напряжение сети и подает его на разрядник F, входящий в колебательный контур Q — L . Катушка индуктивности колебательного контура включена Последовательно с дугой. Сечение обмотки рассчитывается исходя из сварочного тока, генерируемого источником питания ИП. Защита источника от воздействия высокочастотного высокого напряжения, возникающего на катушке индуктивности при разряде конденсатора, осуществляется путем шунтирования источника конденсатором Сф. Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки.
д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]Электрическая схема осциллятора последовательного включения приведена на рис. 5.26. Трансформатор 71 повышает напряжение сети и подает его на разрядник F, входящий в колебательный контур Q — L . Катушка индуктивности колебательного контура включена Последовательно с дугой. Сечение обмотки рассчитывается исходя из сварочного тока, генерируемого источником питания ИП. Защита источника от воздействия высокочастотного высокого напряжения, возникающего на катушке индуктивности при разряде конденсатора, осуществляется путем шунтирования источника конденсатором Сф. Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки. В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
Разрядная часть силовой электрической схемы конденсаторных машин включает коммутатор К1 (как правило, быстродействующий тиристор типа ТБ) и понижающий сварочный трансформатор ГС, вторичная обмотка которого подключена к шинам сварочного контура машины. [c.169]
Приспособления для контактной сварки. Приварка концов проволочной решетки к медным выводным проводам производилась на контактном сварочном приспособлении (фиг. 39). Электрическая схема его рассмотрена в гл. I. Контактное сварочное приспособление имеет сварочный трансформатор/, контактный выключатель Я вольтметр 3 и устройство для зажима свариваемых провод [c.83]
На рис. 2, а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (от трансформатора типа ТС), а на рис. 2,6 — общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 в через рубильник 2 и предохранители 3 подается к источнику питания — сварочному трансформатору 4, где ток трансформируется до напряжения 60—75 в, необходимого для возбуждения дуги,
[c.9]
2,6 — общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 в через рубильник 2 и предохранители 3 подается к источнику питания — сварочному трансформатору 4, где ток трансформируется до напряжения 60—75 в, необходимого для возбуждения дуги,
[c.9]
| Рис. 4. Принципиальная электрическая схема сварочных трансформаторов с отдельными дросселями |
| Рис. 40. Электрическая схема головки с автоматическим регулированием подачи проволоки при помощи магнитной муфты ПР — предохранитель, КТ — контакторы, СТ — сварочный трансформатор. ДР — дроссель, ТТ — трансформатор тока, ДГ — двигатель головки, ГС – вспомогательный трансформатор, РЛ — пусковое устройство, В — выпрямитель тока, / —регулировочный реостат, Л Г —обмотка выпрямителя, ДТ — двигатель тележки головки, ЭМ — электромагнитная муфта, PH — реле напряжения |
| Фиг. 301. Электрическая схема сварочного трансформатора с отдельной реактивной катушкой |
| Фиг. 303. Электрическая схема сварочного трансформатора типа СТН. |
Электрическая схема трансформатора с включением его на сварочный пост представлена на фиг. 34. [c.99]
Фиг 37. Электрическая схема сварочного трансформатора СТАН-1 [c.102]
Полуавтоматом ПШ-54 можно работать на переменном токе без применения аппаратного ящика № 2. В этом случае электрическая схема аналогична схеме 35,6, но вместо сварочного генератора включается сварочный трансформатор с дросселем. При работе без аппаратного [c.337]
Рис, 5.3, Электрическая схема сварочного трансформатора с нормальным магнитным рассеянием и встроенным дросселем [c.113]| Рис. 5.4. Электрическая схема сварочного трансформатора с перемещением вторичной обмотки |
| Рис. 5.5. Электрическая схема сварочного трансформатора типа СТШ |
Переключателем ступеней, состоящим из двух перемычек, обеспечивается регулирование вторичного напряжения сварочного трансформатора шестью ступенями в пределах от 2 до 3,5 в. Вторичный виток сварочного трансформатора охлаждается проточной водой. На машине типа АСИФ-25У можно осуществлять сварку стальных стержней сечением до 400 мм . Стыковую сварку стержней больших сечений обеспечивают машины с рычажным механизмом подачи типов АСИФ-50У и АСИФ-75У. Эти машины имеют одинаковое конструктивное исполнение и различаются в основном своими сварочными трансформаторами, мощности которых соответственно составляют 50 и 70 ква при ПВ-25%. Кинематическая и электрическая схемы указанных машин приведены на рис. 107. [c.187]
На рис. 156 приведена принципиальная электрическая схема машины. Как видно из схемы, сварочные трансформаторы Трх и Тр2 получают питание от двух фаз силовой сети напряжением [c.265]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
Сварочные трансформаторы — это понижающие трансформаторы (вторичное напряжение U. = 60 ч- 80 В), падающая характеристика которых создается за счет повышенного магнитного рассеяния или включения в сварочную цепь индуктивного сопротивления (дросселя). Электрическая схема сварочного трансформатора с повышенным магнитным рассеянием представлена на рис. 2.10, а. Катушки первичной / и вторичной 2 обмоток расположены попарно на обоих стержнях сердечника трансформатора 3. Первичная обмотка неподвижна и закреплена в нижней части сердечника, вторичная перемещается по нему с помощью винтового механизма. При прохождении тока по обмоткам возникают магнитные потоки основной Фт, создаваемый намагничивающей силой обмоток 1 и 2, и потоки рассеяния этих же обмоток Фр1 и Фр , дающие суммарный ноток Фр, который наводит в трансформаторе реактивную ЭДС, определяющую его индуктивное сопротивление XПри рабочей нагрузке трансформатора его ЭДС уравновешивается падением напряжения дуги U, и реактивной ЭДС Ер, а при коротком замыкании — t/д /кяХ следовательно, такой ИП имеет падающую характеристику. Сварочный ток регулируется изменением расстояния между обмотками / и 2 (при его увеличении поток Ф растет, а сварочный ток уменьшается). [c.53]
На фиг. 37 приведена электрическая схема выпрямительной установки. Включение выпрямительных элементов по схеме Гретца. Для создания падающей характеристики последовательно с дугой включается балластный реостат, а реактивная катушка, включённая в эту же цепь, служит для сглаживания пульсаций выпрямленного тока. Выпрямитель получает питание от сварочного трансформатора. Выпрямительная установка не требует особого ухода и надзора. [c.290]
С — конструктивная схема трансформатора ТСК-500 (кожух снят), б — электрическая схема его I — сетевые клеммы для проводов, 2 — сердечник (маг-нптопровод), 5 —рукоятка для регулирования тока, 4 — клеммы для подсоединения сварочных проводов, 5 —ходовой винт, 6 — катушка вторичной обмотки, 7 — катушка первичной обмотки, 8 — компенсирующий конденсатор (стрелками показано перемещение катушек для р улирования тока) в — параллельное соединение обмоток трансформатора Тд-500, г — последовательное соединение обмоток его же 0/7 — первичная обмотка ОВ — вторичная обмотка ЯД—переключатель диапазона токов С — защитный фильтр от радиопомех [c.16]
На рис. 2, а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (на базе трансформатора типа ТС), а на рис. 2,6 — общий вид такого поста. От сети I переменный ток напряжением 220 или 380 в через рубильник 2 и предохранители 3 подается к источнику питания — сварочному трансформатору 4, где ток трансформируется до напряжения 60—75 в, необходимого для возбуждения дуги, и по сварочным проводам 5 через зажим 6 и электродо-держатель 7 подводится к изделию 8. [c.10]
Для большего расширения пределов регулировки сварочного тока в трансформаторах предусмотрен второй способ регулировки тока. Он состоит в том, что вторичную обмотку трансформатора секционируют и выводы от отдельных секций подводят к контактным болтам. Переключение секций производят с помощью перестановки перемычки. Этот способ дает ступенчатое регулирование сварочного тока, т. е. изменение тока через определенную величину. Однако способ секционирования в сочетании с плавной регулировкой тока путем перемещения магнитного шунта дает возможность постепенно изменять ток в больших пределах. Электрическая схема трансформатора СТАН-1 приведена на фиг. 37. На одно.м стержне расположены катушки первичной обмотки и две секции вторичной облютки. На втором сердечнике расположена третья катушка вторичной обмотки (реактивная). Переключение катушек вторично обмотки производится с помощью переключения пере.мычки на борновой доске клемм вторичной обмотки. [c.103]
Электрическая схема установки обеспечивает подготовку установки и прекращение сварки зажигание дуги при сварочном токе без замыкания электрода на свариваемое изделие автоматическое отключение установки (снятие напряжения холостого хода сварочного трансформатора) в случае обрыва дуги или в случае короткого замыкания подачу аргона за 1—1,5 сек до начала сварки и прекращение подачи через 8 или 15 сек после окончания сварки или немедленно в случае невозбуждения дуги в начале сварки. [c.430]
| Рис. 9. Электрическая схема сварочного трансформатора в комбина-, ции с выпрямителем |
Электрическая схема генератора импулы ов приведена на рис. 5.14. Его подключают в сварочную цепь параллельно сварочному трансформатору, конденсатор С заряжается от повышающего трансформатора ТП через выпрямительное устройство В. Специальное синхронизирующее устройство в момент перехода тока через нуль замыкает выключатель К, и конденсатор С разряжается через дуговой промежуток в виде кратковременного импульса тока высокого напряжения (200…300 В). Сила тока импульса составляет 1,5…2 А, при этом импульс имеет ту же полярность, что и напряжение дуги в данный момент. После разряда конденсатора синхронизирующее устройство размыкает выключатель, а конденсатор заряжается вновь для подачи следующего импульса. [c.148]
В машинах мощностью да 200 ква (включительно) применяются втычные переключатели ступеней, а в машинах мощностью свыше 300 кеа применяются переключатели ступеней барабанного типа. Электрическая схема машины приведена на рис. 124. При иажа-тии на педальную кнопку КП включается катушка ЭПК электромагнитного пневматического клапана, который соединяет среднюю камеру пневматического цилиндра с воздушной сетью. Одновременно с эти.м включается электроиный регулятор времени РВЭ-7, который регулирует время отдельных операций цикла сварки и управляет последовательностью действия элементов машин. По истечении заранее отрегулированного промежутка времени, необходимого для апуска-ния электрода и обеспечения заданного усилия сжатия электродов, включается игнитронный контактор КИА, который включает первичную обмотку сварочного трансформатора Трх в сеть переменного тока, и через свариваемые детали начинает проходить ток. [c.216]
Принципиальная электрическая схема машины типа МТП-150/1200 не отличается от схемы машины типа МТП-75. Проточной водой охлаж,даются вторичный виток сварочного трансформатора, токоведущие элементы с электродами и игна-тронный контактор. Расход воды составляет около 900 л в час. Давление водяной магистрали должно быть не менее 2 ати. [c.257]
Электрическая схема этих машин практически не отличается от схемы машин МТИП. Быстрое изменение направления импульсов сварочного тока производится специальным реверсивным устройством, в котором переключение концов первичной обмотки сварочного трансформатора осуществляется игнитронами. Машины МШШИ-200-2 комплектуются дополнительным механическим реверсивным переключателем. [c.91]
Электрическая, схема этих машин практически не отличается от схемы машин МТИП. Быстрое изменение направления импульсов сварочного тока производится специальным реверсивным устройством, в котором переключение концов первичной обмотки сварочного трансформатора осуществляется игнитронами. [c.106]
Сварочный трансформатор СТ-2Д. Для питания двухдуговых автоматов в Институте электросварки АН УССР разработан специальный однокорпусный трансформатор СТ-2Д — преобразователь трехфазного тока в двухфазный. Пршпхппиальная электрическая схема трансформатора СТ 2Д изображена па фиг. 22. Трансформатор СТ-2Д состоит из двух однофазных трансформаторов, [c.185]
Электрическая схема трактора предусматривает два варианта включения сварочной цепп а) для наплавочных работ и б) для электрошлаковой сварки. При наплавочных работах целесообразным является питание обеих дуг сварочного трактора по схеме, приведенной па фиг. 51, а с применением сварочного трансформатора со peднeii точкой подключения во вторичной обмотке (тип СТЭ-34-4 с реактором РТС-500). Прп это.м в зоне дугн между концом основного электрода (присоединенного к одному из концов вторичной обмотки трансформатора) и изделием выделяется большое количество тепла по сравнению с количеством тепла, выделяющегося под дополнительным электродом (присоединенным к средней точке сварочного трансформатора). [c.259]
Принципиальная электрическая схема синхронизированного контактора приведена на фиг. 9. При замыкании кнопки В в основной катушке КК контактора К возбуждается магнитный поток, включающий в сеть первичную обмотку сварочного трансформатора Трсв- Одновременно включается первичная обмотка вспомогательного трансформатора Тр , вторичная обмотка которого присоединена к короткозамкнутому витку КВ. Ток катушки контактора и ток короткозамкнутого витка / , а также возбуждаемые им магнитные потоки не совпадают по фа.зе. [c.328]
Для управления режимол сварки и отжига в электрическую схему машины включены электронные регуляторы времени типа РВ1 и РВ2. Включение сварочного трансформатора ТС па сварку и на отжиг производится электромагнитными контакторами. Катушкп контактора работают поочередно прп замыкании одного контактора второй выключается. Управление катушками производится регуляторами времени, промежуточными реле, конечным выключателем и пусковой кнопкой. Мощность, потребляемая прп отжиге, иа 20% меньше, чем при сварке. [c.350]
Как правильно оформить схему расположения сварных стыков?
Схема расположения сварных стыков – выполняется не в масштабе. На схеме должны быть отмечены сварные стыки. Расстояние между стыками указывается в том случае, если трубопровод впоследствии изолируется или является подземным. Это необходимо для определения места нахождения сварного стыка.
Стыки на схеме указывают поворотными и неповоротными.
Поворотным стыком называется стык трубопровода, сварка которого происходит с поворотом трубы на 360˚, 180 ˚ или 90 ˚, при этом сварку выполняют, как правило, в нижнем положении.
Поворотный стык выполнить легче, так как сварка происходит в удобном положении, что в свою очередь косвенно влияет на качество сварки. Вероятность появления дефектов значительно меньше, чем при сварке неповоротных стыков.
Неповоротным стыком называется стык трубопровода, сварка которого происходит без поворота трубы, а непосредственно сам сварщик выполняет сварку в различных положениях вокруг трубопровода.
Неповоротный стык выполнить трудно. Основная сложность заключается в необходимости выполнения сварки в различных положениях (нижний, вертикальный, потолочный шов). При сварке в различных положениях необходимо регулировать силу тока. Сварка неповоротного стыка требует высокого мастерства.
Сварщик перед допуском на объекте должен выполнить сварку пробно-допускных стыков. Размеры, конструкция и положение пробно-допускных стыков должны совпадать с типоразмерами производственных сварных стыков.
Так же на схеме сварных стыков указывается номер стыка. В числителе указывается порядковый номер стыка. В знаменателе указывается личное клеймо сварщика.
Клеймо сварщика присваивается при прохождении аттестации в аттестационном центре НАКС. Для работы на опасных производственных объектах клеймо за сварщиком закрепляется приказом по предприятию, согласно п. 8 ФНП.
Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. На одной стороне клейма отображено зеркальное буквенное и цифровое обозначение, на другой стороне находится место для удара при клеймении.
В зависимости от объекта на котором ведется сварка клеймо располагается на расстоянии от сварного стыка 40мм — 60мм. При выполнении сварки несколькими сварщиками, клейма ставятся на границах стыков.
Клеймение сварных стыков необходимо для идентификации сварщика, выполнившего сварное соединение. В случае обнаружения дефектов в сварном стыке, исполнитель определяется по нанесенному клейму и решается вопрос об отстранении от работ сварщика и его переаттестации, со сдачей практического и теоретического экзаменов.
На схеме расположения сварных стыков указывается стыки, на которых выполнен неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки. Для каждого опасного производственного объекта, объем контроля определяется по соответствующим нормативным документам.
Сводная таблица сварных стыков, выполняемая на схеме, позволит определить кол-во стыков различных диаметров, необходимое кол-во проведения неразрушающего контроля.
В штампе схемы расположения сварных стыков подписывается руководитель сварочных работ, сварщики, выполнившие сварку и руководитель монтажных работ.
На схеме расположения сварных стыков указывается наименование объекта, группа или класс трубопровода, диаметр и толщина стенки трубопровода, рабочая среда, привязки к неподвижным опорам, зданиям, арматура и т.д.
Важно!!! Схема расположения сварных стыков должна соответствовать журналу сварочных работ. (Нумерация стыков, клейма, диаметры, толщина стенки, последовательность сварки, а также сварщики).
Сварочные источники BRIMA. Характеристики, схемы источников BRIMA
Сварочные источники BRIMA
Состав семейства сварочных источников BRIMA
К многочисленному семейству BRIMA относятся сварочные источники: BRIMA ARC-160/200; FoxWeld Мастер-162; GIANT Welder MМА- 160/180/200; Mishel sz st200; MMA 200 Intertool; Nutool NTW160/200INV; SELMA ВД-162; SOLDADORA ARC140/160/200; Sturm AW97I22; XINGyI ZX7-200M; СВАРОГ ARC-120/130/140/160/200; ТСС САИ-200.
Не смотря на то, что эти источники выпускаются различными производителями под различными торговыми марками, они имеют весьма похожие схемные и компоновочные решения. Похоже, что это семейство самое массовое на рынке инверторных сварочных источников.
Выбор источника для рассмотрения
Различия между этими источниками не существенны, поэтому достаточно рассмотреть какой-то один из них, чтобы получить полное представление о семействе. Остановим свой выбор на сварочном источнике BRIMA ARC-160, который получил наибольшее распространение на рынке.
Этот источник выпускается под торговой маркой компании Brima Welding International. Существующие версии этого источника ARC-140, ARC-160, ARC-200, соответственно рассчитанные на максимальный сварочный ток 140, 160 и 200 А.
Технические характеристики BRIMA ARC-160
Эти три версии различаются между собой лишь мощностью и количеством силовых элементов. Рассмотрим сварочный источник BRIMA ARC-160, имеющий следующие технические характеристики:
– напряжение питающей сети, В: 220;
– частота питающей сети, Гц: 50/60;
– потребляемая мощность, кВт: 5,3;
– максимальный входной ток сети, А: 24;
– диапазон сварочного тока, A: 30–160;
– цикл работы (ЦР), %: 60;
– напряжение холостого хода, В: 56;
– потери на холостом ходу, Вт: 40;
– КПД, %: 85;
– коэффициент мощности, cosf: 0,93;
– класс изоляции: F;
– класс защиты: IP23;
– вес, кг: 8;
– размеры (ширина´высота´длинна), мм: 160´290´370;
Состав сварочного источника BRIMA ARC-160 и назначение плат
Конструктивно электрическая схема сварочного источника выполнена на трех платах: плата выпрямителя №1; плата преобразователя; плата выпрямителя №2.
Внимание. Позиционные обозначения, присвоенные в этом описании электронным компонентам, могут отличаться от позиционных обозначений, указанных в оригинальной документации производителей или нанесенных на платах различных версий сварочных источников семейства BRIMA.
На плате выпрямителя №1 находится выпрямитель, преобразующий переменное напряжение сети в постоянное напряжение.
На плате преобразователя расположен мостовой инвертор, преобразующий выпрямленное постоянное напряжение в переменное напряжение частотой 100 кГц. На этой же плате расположен блок управления, блок драйверов и блок питания 24 В.
На плате выпрямителя №2 расположены силовые трансформаторы, выпрямители и дроссели фильтра.
Схема электрических связей между платами источника изображена на рис. 16.
Переменное напряжение сети через штепсельный разъем, гибкий кабель, выключатель SF1 и соединители X1, X2 поступает на плату выпрямителя №1.
Рис. 16. Схема электрических связей между платами сварочного источника
Выпрямитель №1
Принципиальная электрическая схема платы выпрямителя №1 изображена на рис. 17.
С соединителей X1, X2 переменное напряжение сети, через цепочку терморезисторов RK1—RK4 поступает на двухполупериодные выпрямители VD5, VD6. Эти выпрямители преобразуют переменное напряжение в пульсирующее постоянное.
Рис. 17. Принципиальная электрическая схема платы выпрямителя №1
Для сглаживания пульсаций выпрямленного напряжения используется конденсатор фильтра С3, состоящий из четырех электролитических конденсаторов, включенных параллельно. Этот конденсатор имеет емкость, достаточную для снижения пульсации выпрямленного напряжения до приемлемого уровня.
Терморезисторы RK2—RK4, имеющие отрицательный температурный коэффициент сопротивления (ТКС), используются для ограничения зарядного тока конденсатора С3 на безопасном уровне.
Примечание. В противном случае, большой зарядный ток может повредить выключатель SF1, выпрямительные мосты VD5, VD6, а также конденсатор С3.
Сразу после включения сварочного источника контакты реле К1 разомкнуты и батарея конденсаторов С3 заряжается через цепочку RK1—RK4. После завершения временя зарядки контакт реле К1 замыкается и шунтирует зарядную цепочку.
Время зарядки конденсатора С3 определяется задержкой срабатывания электронного реле времени, собранного на элементах K1, VT1, VD3, C2, R2. Задержка срабатывания этого реле составляет примерно 0,2 с и определяется временем зарядки конденсатора С2.
Резисторы R3 и R4 служат для разрядки конденсатора С3 после отключения сварочного источника от сети.
Плата выпрямителя №1 оборудована защитой от повышенного напряжения сети. Защита выполнена на элементах RU1, VD2, VD1, U1, R1, C1 и способна предотвратить повреждения источника при не правильном подключении или аварийно высоком сетевом напряжении.
Порог срабатывания защиты от повышенного напряжения составляет примерно 290 В переменного напряжения и определяется напряжением пробоя цепочки, состоящей из варистора RU1 и стабилитрона VD2.
Если напряжение сети превышает указанный порог, то эта цепочка пробивается, и через светодиод оптрона U1.1 начинает протекать ток. Транзистор оптрона U1.2 открывается, и сбрасывает электронное реле времени, разряжая конденсатор С2. При этом контакт реле К1 размыкается, выпрямитель переходит в режим зарядки, когда его входной ток ограничивается зарядной цепочкой RK1—RK4. В результате этого выходной ток сварочного источника резко падает.
При дальнейшем росте напряжения сети включается узел защиты конденсатора фильтра, построенный на позисторе RK1 и варисторе RU2. Порог срабатывания этого узла определяется варистором RU2 и составляет примерно 310 В переменного тока. При превышении этого порога варистор RU2 пробивается, и через него начинает протекать дополнительный ток, сильно разогревающий позистор RK1. В результате этого сопротивления позистора резко возрастает, и выпрямитель отключается от сети.
Блок питания 24 В. На рис. 18 изображена схема блока питания 24 В. Этот блок обеспечивает вспомогательные напряжения +24 В и
+12 В, которые необходимы для питания драйвера и платы управления. Блок питания выполнен по схеме однотактного обратноходового преобразователя и питается постоянным напряжением с шин +DC, –DC питания мостового преобразователя.
После включения сварочного источника, конденсатор С7 быстро заряжается по цепи:
+DC ® JP1 ® обмотка I T1 ® VD4 ® R2 ® VD7 ® C7 ® –DC.
Разряд происходит до напряжения +8,2 В, которое ограничивается стабилитроном VD8. Напряжение с VD8 через резистор R3 подается на затвор транзистора VT1.
Транзистор VT1 открывается, и через обмотку I трансформатора T1 начинает протекать линейно нарастающий ток. При этом на обмотке II трансформатора T1 генерируется напряжение с полярностью удерживающей диоды VD1 и VD2 в закрытом состоянии.
Рис. 18. Схема блока питания 24 В
Примечание. Благодаря этому энергия не расходуется в нагрузке, а накапливается в индуктивности обмотки I трансформатора Т1. Накопленная энергия пропорциональна току обмотки.
Открытый транзистор VT1 шунтирует свою цепь запуска, но продолжает удерживаться напряжением, генерируемом на обмотке III Т1. Это напряжение прикладывается между истоком и затвором транзистора VT1 по цепи: исток VT1 ® R7 ® –DC ® обмотка III T1 ® VD6 ® R8 ® затвор VT1.
Ток, протекающий через открытый транзистор VT1 и обмотку I трансформатора T1, контролируется при помощи резистора R7 и порогового узла, собранного на элементах VT2, R8, C6. Как только падение напряжение на резисторе R7 превысит 0,6 В, транзистор VT2 откроется и зашунтирует входную транзистора VT1. В результате этого транзистора VT1 закрывается.
Примечание. После закрытия транзистора VT1 полярность напряжения на обмотках трансформатора T1 изменяется на противоположную.
В результате этого диоды VD1 и VD2 открываются. При этом энергия, накопленная в трансформаторе T1, передается в конденсатор C2 и нагрузку. Конденсатор C2 служит для уменьшения пульсации напряжения на выходе преобразователя.
Время закрытого состояния транзистора VT1 определяется временем перезаряда конденсатора C4 током, поступающим через резистор R3 из цепи запуска. Как только напряжение на затворе VT1 достигнет отпирающего уровня, транзистор откроется VT1, и все повторится в рассмотренном ранее порядке.
Стабилизация выходного напряжения преобразователя осуществляется при помощи узла стабилизации, собранного на элементах VD3, R6, C5, U1. Представим, что в какой-то момент времени нагрузка на выходе преобразователя уменьшилась, и его выходное напряжение начало расти. Как только выходное напряжение превысит 24 В, сопротивление стабилитрона VD3 уменьшится, и через светодиод оптрона U1.1 потечет ток. При этом с конденсатора C7, через транзистор U1.2, в базу транзистора VT2 будет подан ток смещения, который ускорит его открывание. В результате этого уменьшится амплитуда тока в обмотке I трансформатора T1, а, следовательно, и мощность, передаваемая преобразователем на выход. В результате выходное напряжение преобразователя будет снижено до требуемого уровня.
Для получения стабильного напряжения +12 В используется микросхема стабилизатора DA1.
Как только блок питания включается и на входе DA1 появляется напряжение, через резистор R1 загорается светодиод HL1, который сигнализирует о готовности сварочного источника к работе.
Некоторые сварочные источники снабжены отличным блоком питания, выполненным на микросхеме TOP222. Схема такого блока питания изображена на рис. 19.
Схема этого блока питания соответствует схеме, рекомендуемой в документации по применению, и поэтому в особых пояснениях не нуждается.
Рис. 19. Схема блока питания 24 В, выполненного на микросхеме TOP222
Преобразователь
Принципиальная электрическая схема платы преобразователя изображена на рис. 20.
Выпрямленное и сглаженное напряжение с выхода выпрямителя №1 через соединитель XP3 поступает на мостовой двухтактный преобразователь, выполненный на транзисторах VT3—VT14. Он преобразует постоянное напряжение в переменное частотой 100 кГц.
Переменное напряжение с выхода преобразователя, через конденсаторы C10, C12, C13 и соединитель XP2, поступает на плату выпрямителя №2.
Выпрямитель №2
Принципиальная электрическая схема платы выпрямителя №2 изображена на рис. 21.
На плате выпрямителя расположено несколько аналогичных трансформаторно-выпрямительных модулей (ТВМ), соответствующие выходы и входы которых соединены параллельно. Таким образом, за счет совместного использования нескольких относительно слабых ТВМ, удается увеличить их общую мощность. Обычно таких модулей три, но в маломощных версиях источников может использоваться два ТВМ.
Примечание. Так как модули аналогичны, то достаточно рассмотреть устройство и работу одного из них.
Переменное напряжение с платы преобразователя через соединитель XS1 поступает на обмотку I силового высокочастотного трансформатора Т1 ТВМ, который:
– снижает величину переменного напряжения до требуемого уровня;
– служит для осуществления гальванической развязки сварочной цепи от питающей сети.
Трансформатор Т1 имеет две вторичные обмотки (II и III), выполненные с отводом от средней точки. Вторичные обмотки подключаются к двухполупериодным выпрямителям, выполненным на диодах VD1—VD4.
Выходы выпрямителей объединены через дроссели L1 и L2, которые служат для сглаживания пульсации сварочного тока. Демпфирующие цепочки R1C1, R2C2, R3C3, R4C4 включены параллельно диодам выпрямителей и служат для подавления паразитных ВЧ колебаний, возникающих в моменты смены полярности переменного напряжения.
Конденсаторы C5, C6, совместно с индуктивностью дросселей L1, L2, образуют низкочастотный фильтр эффективно подавляющий радиопомехи, проникающие из преобразователя в сварочную цепь.
С помощью шунта R6 формируется сигнал пропорциональный выходному току. При помощи резистора R5 формируется сигнал, пропорциональный выходному напряжению. Эти сигналы, через соединители XP1 и XP4 (рис. 20), поступают на плату преобразователя.
Рис. 20. Принципиальная электрическая схема платы преобразователя
Рис. 21. Принципиальная электрическая схема платы выпрямителя №2
Цепи управления на плате преобразователя. Величина сварочного тока устанавливается при помощи потенциометра RP1 (рис. 16), расположенного на передней панели сварочного источника. К плате преобразователя потенциометр RP1 подключается при помощи соединителя XP5. При вращении ручки потенциометра, напряжение на его движке меняется в диапазоне от 0 до максимума.
Это напряжение, через цепочку R39, R40 поступает на плату управления. Подстроечный резистор R40 служит для установки максимального сварочного тока.
Величина напряжения на верхнем (по схеме) выводе потенциометра RP1 обратно пропорциональна выходному напряжению сварочного источника и определяется при помощи узла Arc Force (Форсирование дуги). Узел собран на элементах VT17, VD11, VD12, C23, R31, R32, R34, R5 (рис. 21). Часть выходного напряжения источника, через делитель R34, R31, R5 (рис. 21) приводится к аноду стабилитрона VD11.
При КЗ на выходе источника выходное напряжение узла определяется напряжением стабилизации VD12 и составляет примерно 7,5 В.
При увеличении выходного напряжения источника потенциал анода VD11 опускается ниже потенциала общего провода, и выходное напряжение узла уменьшается. В общем случае, при изменении выходного напряжения источника от 0 до Uxx, напряжение на выходе узла Arc Force меняется от 7,5 до 5,3 В, соответственно.
В результате выходная вольтамперная характеристика (ВАХ) источника получает наклон, который позволяет в некоторых пределах регулировать выходной ток сварочного источника изменением длины сварочной дуги.
Примечание. Т. е. при необходимости сварщик может увеличить (форсировать) сварочный ток, просто сократив длину дуги. Эта особенность позволяет облегчить начальное зажигание, а также устойчивость горения сварочной дуги.
При удлинении дугового промежутка сварочный ток падает, и дуга быстро гаснет. Это позволяет избежать эффекта трудно разрываемой («резиновой») дуги, характерной для сварочных источников с вертикальной («штыковой») внешней ВАХ.
Выходной ток сварочного источника контролируется при помощи шунта R6 (рис. 21), сигнал с которого заводится непосредственно на плату управления. Конденсатор С25 шунтирует высокочастотные помехи, которые наводятся на измерительные цепи шунта.
Защита преобразователя осуществляется при помощи трансформатора тока (ТТ), имеющего первичную обмотку с отводом от середины. Причем средний вывод обмотки подключен к шине –DC, а крайние выводы — к истокам транзисторов разных стоек мостового преобразователя.
Благодаря такому включению, при помощи одного трансформатора тока можно контролировать сквозные токи в обеих стойках мостового преобразователя. Вторичная обмотка ТТ через мостовой выпрямитель VD18 подключена к шунту R28—R30. На этом шунте формируется сигнал напряжения, пропорциональный току нагрузки. Этот сигнал, через низкочастотный фильтр R26, C18 поступает на плату управления. Благодаря контролю сквозных токов, схема управления имеет возможность ограничить размеры аварии, быстро закрыв исправные транзисторы преобразователя.
В плате управления сигнал установки сварочного тока сравнивается с реальным значением сварочного тока. На основе этого сравнения формируется двухтактный ШИМ сигнал управления мостовым преобразователем. ШИМ сигнал усиливается при помощи усилителя мощности, собранного на транзисторах VT15, VT16, VT18, VT19 и, через цепочку C19, R33, поступает на плату драйвера. На плате драйвера формируются гальванически развязанные сигналы A1—A2, B1—B2, C1—C2, D1—D2, предназначенные для управления транзисторами преобразователя.
Температура транзисторов преобразователя контролируется при помощи термостата SK1 (рис. 16), который через соединитель XP7 и резистор R38 подключается к плате управления. Конденсатор C26 шунтирует высокочастотные помехи, которые наводятся на соединительных проводах термостата.
Светодиод HL1 (рис. 16), расположенный на передней панели сварочного источника, загорается при срабатывании защиты. Этот светодиод подключен к плате преобразователя при помощи соединителя XP6. Светодиод HL2, расположенный на плате преобразователя, дублирует светодиод HL1 (рис. 16).
Плата управления
На плате управления расположены основные цепи устройства управления сварочного источника. Устройство осуществляет управление транзисторами преобразователя, формируя внешнюю падающую вольтамперную характеристику. ВАХ необходима для сварочной технологии MMA. Кроме этого, устройство управления осуществляет защиту основных узлов преобразователя от перегрузки и перегрева. С помощью устройства управления осуществляется плавная установка сварочного тока в диапазоне от минимального до максимального уровня.
Принципиальная электрическая схема платы управления изображена на рис. 22.
Устройство управления сварочного источника BRIMA ARC-160 построено на базе ШИМ контроллера SG3525AJ. Это микросхема является полным аналогом микросхемы UC3525.
Питание цепей управления осуществляется стабилизированным напряжением +12 В, которое формируется при помощи стабилизатора DA1 (рис. 18).
На операционном усилителе DA1 построен узел сумматора, который суммирует два сигнала:
– сигнал токовой обратной связи, поступающий через соединитель X1.4;
– сигнал установки сварочного тока, который поступает через соединитель X1.6.
По своей сути сумматор является пропорционально-интегральным (ПИ) регулятором, который управляет ШИМ-контроллером DA2 таким образом, чтобы выходной ток сварочного источника соответствовал заданному. Параметры ПИ регулятора определяются элементами обратной связи C1, C2, R4, R7, R8.
Цепочка R1, HL1, HL2 служит для индикации аварии измерительных цепей. Обычно напряжение на выходе сумматора не превышает 4 В, что является признаком нормальной работы. Однако в аварийной ситуации, например, при обрыве шунта R6 (рис. 21), напряжение на выходе сумматора возрастает до максимума, и светодиоды HL1 и HL2 загораются.
На элементах VT4, VD3, R12, R16, R21, C8, C9, C11 собран узел функции Hot Start (Горячий старт), который кратковременно повышает величину сварочного тока над установленным значением в момент начального зажигания дуги.
Пока сварочный источник находится в режиме холостого хода, выходное напряжение сумматора равно 0 В. При этом транзистор VT4 закрыт, а конденсатор C8 экспоненциально заряжается до напряжения 8,7 В.
Одновременно на вход сумматора через резистор R12 поступает ток смещения, который частично компенсирует сигнал, поступающий с измерительного шунта R6 (рис. 21). После начала сварки, благодаря току смещения, сварочный источник формирует повышенное значение сварочного тока.
Напряжение на выходе сумматора возрастает до нормального значения, и в базу транзистора VT4, через резистор R21, поступает ток. Транзистор VT4 открывается и шунтирует цепь заряда конденсатора С8.
Конденсатор С8 разряжается. Одновременно до нуля снижается смещение, вызывающее повышенное значение сварочного тока. После прекращения сварки процесс опять повторяется. Функция горячего старта включается, если процесс сварки прерывается на время большее, чем 1–2 секунды. В противном случае увеличение сварочного тока не производится.
Рис. 22. Принципиальная электрическая схема платы управления
Выходной сигнал сумматора через резистор R13 и узел инвертора, собранный на элементах VT3, R14, R18, R19, C6, подается на вход CPS микросхемы DA2. Эта ИМС на своих выходах OUA и OUB формирует противофазное прямоугольное напряжение с переменным заполнением импульсов или прекращает формирование этих импульсов в аварийной ситуации. Элементы R15, C7 задают частоту ШИМ прямоугольного выходного напряжения, равную 100 кГц.
Прямоугольное напряжение с выходов OUA и OUB поступает на аналогичные друг другу узлы формирователей, собранные на элементах VT1, VT2, VD1, VD2, R9, R10, C4 и VT5, VT8, VD4, VD6, R25, R26, C14.
Эти формирователи используются для управления транзисторами усилителя мощности, расположенного на плате преобразователя (рис. 20) и предназначенного для согласования платы управления и драйвера.
На транзисторах VT6, VT7 и тиристоре VS1 построен узел защиты, выключающий преобразователь сварочного источника в аварийной ситуации. В нормальном режиме транзистор VT6 открыт по цепи:
+24V ® R22 ® VD5 ® R27 ® переход база-эмиттер VT6.
При этом транзистор VT7 закрыт, и ШИМ-контроллер DA2 «мягко» стартует.
Примечание. Время «мягкого» старта (Soft Start) определяется емкостью конденсатора С15.
Если ток в одной из стоек мостового преобразователя в какой-то момент времени превысит 50 А, то через стабилитрон VD8 потечет ток, который откроет тиристор VS1. При этом тиристор VS1, через диод VD7, зашунтирует цепь запуска транзистора VT6. Транзистор VT6 закроется, а транзистор VT7 откроется и заблокирует работу DA2, соединив с общим проводом вывод CSS.
Одновременно, через резистор R24, будет разряжен конденсатор С15. В результате этого работа мостового преобразователя будет остановлена, и на передней панели сварочного источника загорится светодиод HL1
«Термозащита» (рис. 16).
Для сброса защиты необходимо кратковременно отключить сварочный источник от сети при помощи выключателя SF1 (рис. 16). В этом случае тиристор VS1 закроется, и узел защиты вернется в свое нормальное состояние.
Цепочка C12, R17 позволяет заводить сигнал с выхода токовой защиты на вход узла инвертора. Эта цепочка позволяет непосредственно воздействовать на ШИМ-контроллер и уменьшать заполнение управляющих импульсов при резком нарастании тока преобразователя. Подобная ситуация может случиться при одностороннем насыщении сердечника силового трансформатора в блоке выпрямителя №2.
Если температура транзисторов преобразователя превысит максимально допустимое значение, то сработает термостат SK1 (рис. 16). Его контакты замкнуться и через цепочку R38 (рис. 20), VD7 зашунтируют цепь запуска транзистора VT6. В результате этого транзистор VT6 закроется, а транзистор VT7 откроется и заблокирует работу ШИМконтроллера.
При этом преобразователь сварочного источника будет выключен, а на передней панели загорится светодиод HL1 «Термозащита» (рис. 16). В отличие от токовой защиты, для сброса температурной защиты не требуется отключения сварочного источника от сети. Работа преобразователя будет восстановлена после нормализации температуры транзисторов.
Расположение элементов на плате управления изображено на рис. 23.
Рис. 23. Расположение элементов на плате управления
Плата драйверов
Принципиальная электрическая схема платы драйверов изображена на рис. 24.
Рис. 24. Принципиальная электрическая схема платы драйверов
На плате драйверов расположен трансформатор гальванической развязки (ТГР), который имеет одну первичную (I) и четыре вторичные (II, III, IV, V) обмотки, которые гальванически развязаны между собой.
К каждой вторичной обмотке подключен формирователь управляющего напряжения. Все формирователи имеют аналогичное схемное решение и поэтому достаточно рассмотреть только один из них. Для примера рассмотрим преобразователь, собранный на элементах VD1—VD4, C1, C2, R1, R2.
При помощи усилителя мощности на обмотках ТГР формируются напряжение управления, форма которого изображена на рис. 25 (режим измерения: коэффициент канала 5 В/дел. и коэффициент развертки 2 мкс/дел).
Рис. 25. Форма напряжения на вторичной обмотке ТГР
Допустим, в какой-то момент времени, на обмотке II присутствует импульс напряжение приложенный плюсом к началу этой обмотке. В этом случае это напряжение через стабилитрон VD1 и резистор R1 проникает на затвор транзистора преобразователя, и транзистор открывается. Одновременно с этим конденсаторы C1 и C2 заряжаются до напряжения стабилизации стабилитрона VD1 (5,1 B).
При этом напряжение на конденсаторах вычитается из напряжения на вторичной обмотке ТГР. В результате к затворам транзисторов преобразователя прикладывается отпирающее напряжение, амплитуда которого не превышает 7,5 В.
Внимание. При замене транзисторов преобразователя альтернативными типами транзисторов необходимо учитывать, что к затворам транзисторов прикладывается относительно небольшое отпирающее напряжение величиной 7,5 В. Поэтому альтернативные транзисторы должны гарантированно отпираться таким напряжением.
Рис. 26. Форма напряжения на выходе канала драйвера
Так как входные цепи MOSFET транзисторов потребляют основной ток только в момент включения или выключения, то для создания гарантированного тока зарядки конденсаторов C1 и C2 используется цепочка VD2, R2.
Конденсаторы C1 и C2 используются для создания в паузе между импульсами управления, когда напряжение на обмотке II ТГР равно 0 В, запирающего отрицательного напряжения величиной –5 В на затворе транзистора. Диоды VD3, VD4 позволяют ускоренно закрыть транзистор. На рис. 26 изображена форма управляющего напряжения на выходе драйвера (режим измерения: коэффициент канала 5 В/дел. и коэффициент развертки 2 мкс/дел).
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в конце символа, обозначающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки – Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».”
- Обозначение сварного шва (рис. 3-3) указывает на желаемый тип сварного шва.
- Обозначение сварного шва (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки – Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс – Рисунок 3-5Обозначение процессов сварки буквами
Буквенные обозначения не присваивались сварке точечной дуги, контактной точке, дуговой сварке, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны обозначения сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Символы швов и контактных точечных сварных швов
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с высадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Обозначение для угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии требуемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке “вилка и паз” можно найти здесь.
Ближайший элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, считается ближайшим элементом соединения, следующим за обычные правила оформления (рис.3-11).
Символ сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Сварка с V-образной канавкой на другой стороне, обозначение
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки соединения
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или высадкой
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже присутствует примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие замечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, полностью охватывающие соединение, обозначаются символом сварного шва по всему периметру (рис.3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Обозначение сварного шва по всему периметру также указывает на сварные швы полностью вокруг стыка, в которых пересечения металла в точках сварки находятся более чем в одной плоскости.
Сварочные швы – это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом сварного шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра сварного шва, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются в десятичном формате.
Как правило, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда следует отображать с перпендикулярной опорой влево (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в пунктах 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Расшифровка обозначений сварных швов
Общие обозначения сварных швов и их значение
Когда сварные швы указываются на технических и производственных чертежах, загадочный набор символов используется как своего рода сокращенное обозначение типа сварного шва, его размера и другой информации об обработке и отделке.Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Структура обозначения сварки
Горизонтальная линия, называемая контрольной линией, является якорем, к которому привязаны все остальные символы сварки. Инструкции по выполнению сварного шва нанизаны вдоль контрольной линии.Стрелка соединяет контрольную линию с свариваемым стыком. В приведенном выше примере стрелка показана растущей из правого конца опорной линии и направленной вниз и вправо, но разрешены многие другие комбинации.
Довольно часто у стыка есть две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварного шва. Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с обеих сторон стержня Т.
Символ сварного шва различает две стороны стыка с помощью стрелки и промежутков над и под контрольной линией. Сторона стыка, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией. Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета.Правило, согласно которому под линией равна стороне стрелки, а над линией – другой стороне, применяется независимо от направления стрелки. Флаг, растущий на стыке опорной линии и стрелки, присутствует, если сварка должна быть сделана в поле во время возведения конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской. На более старых чертежах сварной шов может обозначаться закрашенным черным кружком на стыке стрелки и контрольной линии.
Открытый кружок на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
Конец символа сварного шва – это место для дополнительной информации о сварном шве. Он может содержать ссылку на процесс сварки, электрод, подробный чертеж или любую информацию, которая помогает при сварке, которая не занимает своего особого места на символе.
Виды сварных швов и их обозначения
Каждая позиция сварки имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка оно находится).Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В нижеследующих описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловой шов | Сварка с разделкой кромок | Заглушки и щелевые сварные швы |
Угловые швы
Угловой сварной шов (произносится как «заполнить») используется для выполнения соединений внахлест, угловых соединений и Т-образных соединений.Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Перпендикулярный участок треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва. Размер ножки указан слева от символа сварного шва. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные опоры (гораздо реже, чем сварной шов с равными опорами), приводятся оба размера, и на чертеже указывается, какая опора длиннее.
Длина сварного шва указывается справа от символа.
Если длина не указана, сварной шов следует разместить между указанными размерными линиями (если они указаны) или между теми точками, где может произойти резкое изменение направления сварного шва (например, на концах пластин в приведенном выше примере).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем интервал) и помещаются справа от символа углового шва.
Обратите внимание, что интервал или шаг – это не свободное пространство между сварными швами, а расстояние от центра до центра (или от конца до конца).
Швы с разделкой кромок
Сварной шов с разделкой кромок обычно используется для стыковых соединений, хотя он также часто используется в угловых соединениях, Т-образных соединениях и соединениях между криволинейными и плоскими деталями. Как следует из множества обозначений сварных швов с разделкой кромок, существует множество способов выполнения шва с разделкой кромок, причем различия зависят в первую очередь от геометрии соединяемых деталей и подготовки их кромок. Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Различные типы сварных швов с разделкой кромок:
Сварка с квадратной кромкой
Канавка образуется плотной посадкой или небольшим разделением кромок. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварка с V-образной канавкой
Края обеих частей имеют одинарную или двойную фаску для создания канавки.Угол V указан на обозначении сварного шва, как и расстояние в корне (если есть).
Если глубина V не равна полной толщине – или половине толщины в случае двойного V – глубина указывается слева от символа сварного шва.
Если провар сварного шва должен быть больше, чем глубина канавки, глубина эффективной горловины указывается в скобках после глубины V.
Сварные швы со скосом с канавкой
Кромка одной из частей скошена, а другая остается квадратной.Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на деталь, которая должна быть снята фаской. Это дополнительное значение подчеркивается разрывом линии стрелки. (В разрыве нет необходимости, если проектировщик не предпочитает, какая деталь будет обрабатывать кромку, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.) Угол и глубина обработки кромки, эффективное сужение и разделение на кромке. root описываются с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с U-образной канавкой
Края обеих частей обработаны вогнутыми. Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с J-образной канавкой
Кромка одной из частей обработана вогнутой, а другая – левой квадратной. Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварки с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с разрывом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с отбортовкой и канавкой
Обычно используется для соединения двух закругленных или изогнутых деталей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов со скосом под углом
Обычно используется для соединения круглой или изогнутой детали с плоской. Как и в случае с отбортовкой-V, глубина канавки, образованной двумя изогнутыми поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках.Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Общие дополнительные символы, используемые для сварных швов с разделкой кромок, – это сквозной плавки и опорный стержень символов. Оба символа указывают на то, что полное проплавление стыка должно быть выполнено односторонним сварным швом с разделкой кромкой. В случае сквозного плавления основание должно быть усилено наплавленным металлом с обратной стороны соединения. Высота арматуры, если она критична, указывается слева от символа сквозного плавления, который помещается поперек контрольной линии от основного символа сварного шва.
Когда опорный стержень используется для достижения полного проплавления стыка, его символ помещается поперек контрольной линии от основного символа сварного шва. Если стержень должен быть удален после завершения сварки, в символе стержня основы ставится буква «R». Символ опорной планки имеет ту же форму, что и символ заглушки или пазового сварного шва, но контекст всегда должен прояснять назначение символа.
Электрозаклепка и паз
Электрозаклепка и Щелевые сварные швы используются для соединения элементов внахлест, в одном из которых есть отверстия (круглые для электрозаклепки, удлиненные для щелевых сварных швов).Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.) Для электрозаклепочных швов диаметр каждая вилка указывается слева от символа, а расстояние между вилкой (шаг) указывается справа. Для сварных швов с пазами ширина каждого паза указывается слева от символа, длина и шаг (разделенные тире) указываются справа от символа, а подробный чертеж указывается в хвостовой части.Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, до которой оно должно быть заполнено, указывается в символе сварного шва.
Для получения дополнительной информации см. ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Как считывать символы сварки на схеме сварки
Термины в сварке передаются посредством чертежей и символов .Зная сварочные символы, можно легко прочитать схему сварки. Когда вы работаете со сварщиком, вы можете быть озадачены, пытаясь выяснить, что они собираются делать, поскольку они предлагают вам словесное объяснение загадочной диаграммы. Умение читать символы сварных швов поможет вам понять, что ваш конструктор и сварщик общаются друг с другом.
Символы часто представляют собой набор элементов, которые были соединены вместе, поэтому для достижения наилучшего эффекта рекомендуется понимать, что означает каждый аспект элемента.
Наиболее распространенные символы можно различить следующим образом:
- Общий символ сварки – Он состоит из стрелки, указывающей на одно место предполагаемого сварного шва на диаграмме или диаграмме. Он соединяется с горизонтальной линией, которая называется опорной линией. Это соединение осуществляется линией выноски. Он заканчивается хвостом, который находится с противоположной стороны от наконечника стрелы. Этот хвост напоминает рыбий, поскольку он разветвляется в двух разных направлениях.Конкретные инструкции о том, что необходимо сделать, часто записываются внутри вилки, обычно представленной буквами и цифрами.
- Символ сварки – Отличается от общего символа сварки. Его часто представляют в виде круга, круглой геометрической формы. Местоположение находится в центре контрольной линии. Его цель – указать, какой тип сварного шва следует выполнять. Иногда символ сварного шва помещается под контрольной линией. В этом положении это означает, что сварка должна выполняться на стороне соединения, указанной стрелкой.Если символ сварного шва появляется в верхней части контрольной линии, это означает, что сварка должна выполняться на стороне, противоположной направлению стрелки. Иногда символ сварного шва появляется по обе стороны от контрольной линии. Это означает, что сварку можно выполнять с обеих сторон стыка.
- Есть и другие символы, которые встречаются на схемах сварки, и они представлены буквами .
- S – глубина скоса, размер или прочность для определенных сварных швов.
- E – Размер сварного шва с разделкой кромок.
- R – Корневой вырез: глубина заполнения для швов вставки или паза.
- A – Угол паза; Включенный угол зенковки для электрозаклепки.
- L – Длина сварного шва.
- P – Шаг (межцентровое расстояние) сварных швов.
- N – количество точечных, швов, шпилек, заглушек, пазов или выступающих швов
- Существуют основные обозначения для различных типов сварных швов , они известны как валики, угловые швы, заглушки или пазы, квадрат, V, скос, U, J, развальцовка V, конусная кромка.
Общие символы сварки могут отображаться с различными контурами, которые подробно описывают, как следует обработать форму углового сварного шва после сварки. Форма контура может быть плоской или выпуклой. Элементы (обозначенные буквой) размещаются над уклоном символа углового шва.
Если вам нужно удобное краткое руководство, посмотрите это. Вы можете получить эту диаграмму сварки на Amazon, и она сэкономит вам часы времени при обучении сварке. (мы все еще используем ту же таблицу с годами сварки)
Еще один распространенный символ сварного шва – это сварные швы с разделкой кромок, которые при чтении показывают, как выполнять стыковые соединения кромок. Чтение этого символа может помочь отличить Т-образные соединения и те, которые имеют плоскую или изогнутую деталь. При чтении обозначений сварки необходимо также уметь читать пронумерованные размеры. Причина этого в том, что эти размеры объясняют длину контрольной линии. Ширина сварного шва обычно указывается слева от символа сварного шва на линии, тогда как длина сварного шва указывается справа.
Если под контрольной линией указаны некоторые размеры, они предназначены для применения к стыку со стороны стрелки .Размеры, указанные над линией привязки, относятся к стыку на стороне, противоположной стрелке.
Обозначения сварных швов также можно использовать для указания углов или размеров корневой поверхности. Это особенно характерно для металлических компонентов толщиной более четверти дюйма. Числа, записанные в виде дробей, будут отображать поверхность корня, тогда как числа, выраженные в градусах, означают сумму углов, выровненных с каждой стороны.
Если вам нужны дополнительные руководства по чтению обозначений сварных швов, мы составили список наших любимых книг по сварке, посвященных началу работы со сваркой.(Третья книга в списке – та, которую я использовал, чтобы научиться сварке)
Типы сварных швов
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%.В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Вакансии по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы стимулирования и соответствие критериям для сотрудников остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов автомобилей и связанных с ними ремонтов в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя зарплата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 29 730 до 47 690 долларов (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, и составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, занятых в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28 700 долларов США (данные по развитию трудовых ресурсов штата Массачусетс, май 2018 г., просмотр на 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя зарплата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь-механик и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемые общие числа к 2029 г. – 728 800 техников и механиков по обслуживанию автомобилей; Сварщики, резаки, паяльщики и паяльщики – 452 500 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары – 159 900; и компьютер в числовом отношении Контролируемые операторы инструмента, 141 700.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики – 61 700 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года.Прогнозируемое среднее количество рабочих мест в год вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики – 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее число Техников и механиков по обслуживанию автомобилей к 2029 году составит 728,8 тыс. человек.
48) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек.
49) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее число ремонтов кузовов и связанных с ними автомобилей к 2029 году составит 159 900 человек.
50) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество сварщиков, резчиков, паяльщиков и паяльщиков к 2029 году составит 452 500 человек.
51) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее количество компьютеров в числовом выражении Контролируемых операторов инструмента к 2029 году составит 141 700 человек.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Что такое сварка валков | Схема, преимущества и применение
Сварка вальцами – это процесс сварки в твердом состоянии, в котором давление, достаточное для слияния, прикладывается с помощью валков, как показано на рисунке 3.20, с внешним нагревом или без него. Если сварка выполняется без применения тепла, она называется сваркой холодным валком, а если тепло используется для сварки, это называется сваркой горячим валом. Этот процесс аналогичен кузнечной сварке, за исключением того, что давление прикладывается с помощью валков, а не ударов молотка.Коалесценция происходит на границе раздела между двумя частями за счет диффузии на стыковых поверхностях. Свариваемые детали должны быть пластичными и не иметь деформационного упрочнения. Перед сваркой соединяемую поверхность следует очистить. Если свариваемые детали небольшие, давление, прикладываемое валками, осуществляется с помощью простых ручных инструментов. Для деталей более тяжелых размеров используются силовые прессы для приложения давления.
роликовая сваркаОдним из основных применений этого процесса является плакирование мягкой или низколегированной стали высоколегированным материалом, например нержавеющей сталью.Он также используется для изготовления биметаллических материалов для приборостроения.
Преимущества роликовой сварки:
1. Металлы, такие как мягкий алюминий, медь, золото и серебро, легко свариваются роликовой сваркой.
2. Операция проста и требует простого оборудования.
3. Нет необходимости в использовании флюса и присадочного металла.
4. Экологически чистый процесс, т. Е. Отсутствие дыма, газов или дыма.
5. Это плавный и чистый процесс.
6. Требуется меньше времени.
Ограничения:
1. Для выполнения сварочного процесса требуется очень высокое давление.
2. Стоимость оборудования высокая.
3. Качество сварки ниже по сравнению со сваркой плавлением.
4. Ограничивается сваркой плоских профилей.
Применение рулонной сварки:
1. Он используется для плакирования нержавеющей стали и низкоуглеродистой стали для обеспечения устойчивости к коррозии.
2. Применяется для изготовления биметаллических лент.
3. Вальцовая сварка используется для производства сэндвич-лент, превращающих их в монеты.
Сачин Торат
Сачин получил степень бакалавра технических наук в области машиностроения в известном инженерном колледже. В настоящее время он работает дизайнером в индустрии листового металла. Кроме того, он интересовался дизайном продуктов, анимацией и дизайном проектов. Он также любит писать статьи, относящиеся к области машиностроения, и пытается мотивировать других студентов-механиков своими инновационными проектными идеями, дизайном, моделями и видео.
Последние сообщения
ссылка на гидравлические уплотнения – определение, типы, диаграмма, функция, отказ, приложение ссылка на слоттер – типы, детали, операции, диаграммы, спецификации9 основных шагов для считывания символов сварки
| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | электронное письмоУмение интерпретировать символы сварки очень важно, но подавляющему большинству сварщиков это сложно.Очень небольшой процент компаний требует, чтобы кандидаты на сварку знали, как читать символы. При нехватке сварщиков на сегодняшнем рынке создание этого условия было бы невозможным.
Компаниям необходимо пройти обучение сварщиков. Проблема в том, что во многих случаях у производителей нет сотрудников, которые могли бы это сделать. Обычно это имеет место в компаниях малого и среднего размера. Однако, если вы нуждаетесь в таком обучении, вы можете рассчитывать на помощь извне.Продавцы, в основном промышленные дистрибьюторы и представители производителей сварочного оборудования, должны обладать этими знаниями. По крайней мере, высококвалифицированные. Обычно они могут предложить этот тип обучения бесплатно или за небольшую плату.
Приведенные ниже 9 шагов представляют собой очень простое введение в символы сварки. Это едва ли не поверхностное представление об обучении символов сварных швов. Если у вас есть вопросы, дайте нам знать, ответив на сообщение.
Сварочные символы, основы
- Каждый символ сварного шва должен состоять из стрелки и контрольной линии.
- Стрелка может указывать вверх или вниз
- Стрелка не обязательно должна указывать на сторону стыка, которую необходимо сварить. Иногда из-за нехватки места на чертеже стрелка не умещается на одной стороне, поэтому информация, размещенная на контрольной линии, будет указывать на то, идет ли сварной шов на стороне стрелки или на противоположной стороне.
- Тип сварного соединения обозначается специальным символом.У Американского общества сварщиков есть очень хорошая таблица с подробным описанием этих символов. Ниже приведен его раздел.
В дальнейшем мы остановимся на угловых швах, поскольку следующая информация отображается по-разному в зависимости от типа сварного соединения.
Загрузите это руководство БЕСПЛАТНО
- Информация, такая как размер, длина и другие особенности, будет отображаться рядом с символом сварного шва.Местоположение этой информации имеет значение. Ниже мы видим пример обозначения углового сварного шва.
Обозначения углового шва ВСЕГДА имеют вертикальную линию символа слева.
- Длина углового сварного шва, если она не является всей длиной соединения, отображается справа от символа.
- Прерывистые сварные швы вызываются с помощью параметров «Длина» и «Шаг». Как отмечалось выше, число справа от диагональной линии символа скругления обозначает длину (в США это будет в дюймах, если не указано иное).Шаг отображается справа от длины и указывает расстояние между центрами.
- ОЧЕНЬ ВАЖНО: если вы когда-нибудь увидите флажок на пересечении контрольной линии и стрелки, НЕ выполняйте этот сварной шов, если вы находитесь в магазине. Этот флаг указывает на то, что сварка должна выполняться в полевых условиях.
Круговое обозначение означает, что сварной шов должен идти по всей длине.
- На нескольких диаграммах выше показана конфигурация основного материала (графическое представление соединения, показывающее, как две части соединяются вместе).На реальном чертеже этого почти никогда не бывает, поэтому важно знать различные обозначения сварных швов, показанные на Таблице символов AWS. Рисунок, скорее всего, будет выглядеть примерно так:
Подробные чертежи деталей могут содержать множество символов сварки.
Это было очень простое введение в символы сварных швов. Учебные программы, которые мы разработали или разработали для клиентов, варьируются от 4 до 16 часов.Программы обычно разрабатываются с учетом потребностей клиента и поэтому сильно различаются по длине.
Хотите узнать о сварочных обозначениях для сварных швов с разделкой кромок? Ознакомьтесь с 9 основными шагами по считыванию символов сварки для швов с разделкой кромок.
Источник: Учебное пособие по сварочным символам| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | электронное письмо
Сварка TIG (со схемой) | Металлургия
В этой статье содержится примечание о сварке TIG вольфрамовым электродом в инертном газе.
Дуговая сварка вольфрамовым электродом (GTAW) – это усовершенствованный процесс сварки. Это также известно как сварка TIG – сварка вольфрамовым электродом в среде инертного газа. Впервые он был разработан в 1920 году. TIG отличается от MIG. При сварке MIG электрод является плавящимся, но при сварке TIG электрод неплавящийся.
В обоих процессах инертный газ защищает расплавленный металл. Сварка TIG – это более быстрый и простой процесс сварки цветных металлов, таких как алюминий, медь, бронза, латунь, с высоким качеством сварки.Но инертные газы дороги. Итак, после Второй мировой войны (1939-1945 гг.) Авиастроительная промышленность приняла сварку TIG как более быстрый метод. И TIG распространился на другие отрасли.
Аргонодуговая сварка аналогична сварке TIG. В сварке TIG используется дуга, возникающая между неплавящимся электродом и рабочим металлом. При сварке цветных металлов и их сплавов в процессе ручной дуговой сварки используется коррозионный флюс. Но в процессе сварки вольфрамовой дугой в среде защитного газа черные и цветные сплавы сваривают без использования флюсов.
Дополнительный инертный газ (аргон) выпускается для создания газовой защиты вокруг области сварного шва. Неплавящийся электрод использует только образование дуги, а температура повышается до 6000 ° C или более. Присадочный металл подается в сварной шов так же, как при газовой сварке.
Дуга горит между вольфрамовым электродом и заготовкой в защитной оболочке из инертного газа аргона, который неактивен и предотвращает загрязнение электрода и расплавленных металлов. Аргон не горит сам по себе, не поддерживает горение и не соединяется химически с другими элементами.
Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана с образованием газовой плазмы («плазменное» состояние вещества является четвертым состоянием – после твердого, жидкого и газового. Это состояние очень горячего ионизированного газа, имеющее примерно равное количество положительные ионы и электроны (он обладает высокой проводимостью), состоящий из почти равного числа свободных электронов. В отличие от электрода в процессе сварки металлической дугой вручную, вольфрам не переносится на заготовку.
Процесс аргонодуговой сварки позволяет сваривать плавлением алюминий, магний, нержавеющую сталь, медь, низкоуглеродистую сталь без использования флюса.Поэтому для завершения сварки требуются инертные газы. В практической области сварки TIG было обнаружено, что требование защитного газа исключает воздух из зоны сварки, электрода и нагретого присадочного стержня, чтобы избежать загрязнения наплавленного металла.
При сварке смеси аргона, гелия, аргона с гелием и аргона с водородом широко используются в процессах TIG и MIG.
Аргон применяется для металлов технической чистотой 99,996%. Но для титана требуется особая чистота.
Аргон с 5% водорода обеспечивает повышенную скорость сварки и проплавление при сварке нержавеющей стали и никелевых сплавов; азот можно использовать для меди, гелий можно использовать для алюминия и его сплавов, но он дороже, чем аргон. Теперь используется смесь 30% гелия и 70% аргона – это обеспечивает высокую скорость сварки.
В сварке TIG используются неплавящиеся электроды, такие как вольфрам. Вольфрам является сильным эмиттером электронов, которые проходят по пути дуги и, таким образом, способствуют поддержанию стабильной дуги.Стандартные диаметры и длины вольфрамовых электродов используются в различных типах. Размер электрода следует выбирать в соответствии с требуемым током и скоростью, необходимой для конкретного применения (рис. 28.1).
Использование аргона и CO 2 при дуговой сварке TIG :
Сам аргон очень плохо растворяется в расплавленном металле сварного шва. Это наиболее распространенный защитный газ, используемый как для GMAW, так и для GTAW для соединения алюминия и нержавеющей стали. Он стоит дешевле, чем гелий, и упрощает сварку.
Аргон имеет более низкое напряжение дуги, чем гелий. Аргон, используемый при сварке DCRP в атмосфере с более чем 75-90% дуги, также обеспечивает перенос распыла, а не газ с высокими энергозатратами. Аргон создает сварной шов, который быстро застывает. При сварке TIG аргон обеспечивает хорошее очищающее действие, удаляя поверхностные оксиды алюминия и нержавеющей стали.
С другой стороны, CO 2 является активным газом. Он имеет большое преимущество в связи с низкой стоимостью сварки. CO 2 – недорогой защитный газ по сравнению с аргоном или аргоном со смесями других газов, таких как гелий.CO 2 используется в смесях с инертными газами, особенно с аргоном, для соединения углеродистых и высокопрочных низколегированных сталей. C0 2 газовую защиту не следует использовать с нержавеющей сталью, алюминием, титаном и т. Д., Поскольку они особенно чувствительны к окислению.
Газовая защита CO 2 является окислительной и примерно равна смеси 91% аргона и 9% кислорода. Преимущество защиты CO 2 состоит в том, что она дешевле, чем инертный аргон или гелий.CO 2 в дуге создает резкую дугу, которая вызывает чрезмерное разбрызгивание сварочного шва, а также сильно окисленный сварной шов.
Сварка TIG углеродистой стали :
СваркаTIG дает отличные результаты при сварке листов углеродистой стали и труб при сварке других стальных швов. Угол наклона горелки и стержня такой же, как у алюминия. Угол резака составляет 80-90 ° к линии хода, а фильтрующая проволока находится под углом 20-30 ° к пластине. Фильтрующая проволока выбирается в соответствии с расчетом пластины или трубы.
Автоматическая сварка TIG :
Для автоматической сварки горелка TIG обычно имеет водяное охлаждение и может перевозиться на тракторе, движущемся по рельсовому пути. Или он может быть установлен на стреле, чтобы перемещаться над «работой» или для того, чтобы «работа» перемещалась под головой. Головка имеет пульт управления искровым пускателем, водогазовым и токовым контакторами.
Горелка имеет вертикальное движение, длина дуги поддерживается постоянной за счет движения с приводом от двигателя, управляемого схемами, работающими от длины дуги.