Чертежи и схемы 2М55 радиально-сверлильного станка / Stanok-online.ru
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
 pdf
pdf Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказУслуги
все
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Электрооборудование и электрическая принципиальная схема радиально-сверлильного станка модели 2А55
Обновлено: 12. 05.2023
05.2023
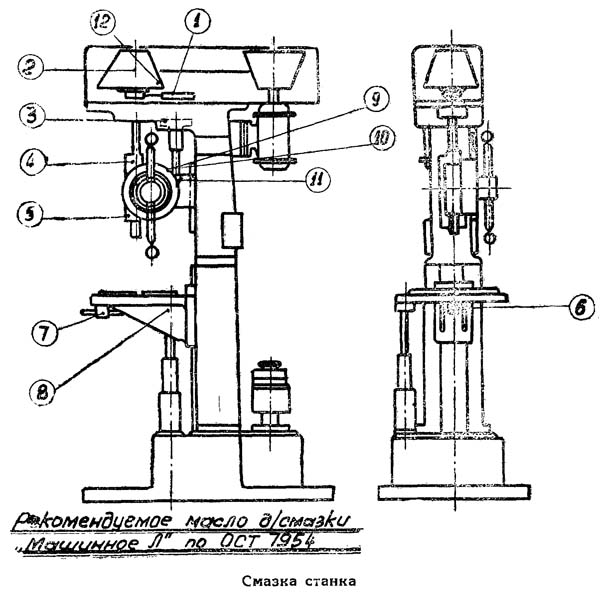
Сверлильные станки служат для получения сквозных и глухих отверстий в деталях при помощи сверл, для развертывания и чистовой обработки отверстий, за ранее приобретенных литьем либо штамповкой, и для выполнения других операций. В сверлильных станках главное движение и движение подачи сообщаются инструменту. К станкам общего предназначения относятся вертикально-сверлильные и радиально-сверлильные станки.
На рис. 1 показан вид радиально-сверлильного станка. Станок состоит из фундаментной плиты 1 с установленной на ней недвижной колонной, на которую насажена пустотелая гильза 2. Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно подымать и опускать повдоль колонны при помощи вертикального винта механизма перемещения 3.
Закрепление гильзы с рукавом на колонне (зажим колонны) делается разрезным кольцом, которое стягивается средством дифференциального винта, вращаемого вручную либо отдельным электродвигателем. По горизонтальным направляющим рукава может передвигаться в круговом направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От головного электродвигателя 6 сообщается вращение шпинделю 7 и делается подача инструмента (сверла).
По горизонтальным направляющим рукава может передвигаться в круговом направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От головного электродвигателя 6 сообщается вращение шпинделю 7 и делается подача инструмента (сверла).
В электромашиностроении на сверлильных станках создают сверление отверстий в торцах станин электронных машин, в подшипниковых щитах, лапах и др.
Разглядим электропривод и схему управления (рис. 2) радиально-сверлильного станка модели 2А55 , созданного для обработки отверстий поперечником до 50 мм сверлами из быстрорежущей стали. Станок имеет 5 асинхронных короткозамкнутых движков: вращения шпинделя Д1 (4,5 кВт), перемещения траверсы Д2 (1,7 кВт), гидрозажима колонны ДЗ и шпиндельной головки Д4 (по 0,5 кВт) и электронасоса Д5 (0,125 кВт).
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим методом при помощи коробки скоростей в спектре от 30 до 1500 об/мин (12 скоростей).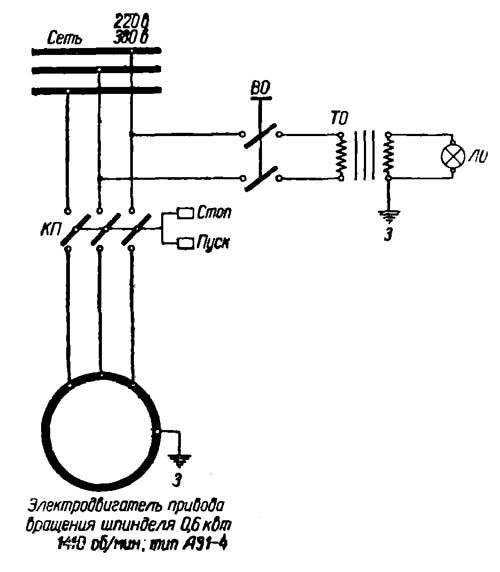 Привод подачи
Привод подачи
радиально-сверлильного станка выполнен от головного мотора Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи Fп=20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне делается автоматом. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает существенное сокращение вспомогательного времени при работе на станке.
Все электрическое оборудование радиально-сверлильного станка , кроме электронасоса, установлено на поворотной части станка, потому напряжение сети 380 В подается через вводной выключатель ВВ на кольцевой токосъемник КТ и дальше через щеточный контакт в распределительный шкаф, установленный на траверсе.
До работы станка нужно произвести зажим колонны и шпиндельной головки, что осуществляется нажатием кнопки
Зажим .
контактора КЗ врубается реле РН, подготавливающее питание цепей управления через собственный контакт после прекращения воздействия на кнопку Зажим и отключения контактора КЗ.
Для отжима колонны и шпиндельной головки по мере надобности их перемещения нажимается кнопка
Отжим , при всем этом теряет питание реле РН, что делает неосуществимым работу на станке при отжатых колонне и шпиндельной головке.
Управление движками шпинделя Д1 и перемещения траверсы Д2 делается с помощью крестового тумблера КП, ручка которого может перемешаться в четыре положения:
На лево, На право, Ввысь и Вниз , замыкая при всем этом соответственно контакты КП1— КП4. Так, в положении ручки
На лево врубается контактор КШВ, и шпиндель крутится против часовой стрелки. Если ручку переместить в положение

При установке ручки крестового тумблера КП, к примеру, в положение Ввысь врубается
контактором КТВ движок Д2. При всем этом ходовой винт механизма перемещения крутится сначала вхолостую, передвигая сидящую на нем гайку, что вызывает отжим траверсы (при всем этом замыкается контакт ПАЗ-2 тумблера автоматического зажима), после этого происходит подъем траверсы.
По достижении траверсой нужного уровня переводят ручку КП в среднее положение, потому отключается контактор КТВ, врубается контактор К.ТН и движок Д2 реверсируется. Реверс его нужен для воплощения автоматического зажима траверсы благодаря вращению ходового винта в оборотную сторону и передвижению гайки до положения зажима, после этого движок разомкнувшимся контактом ПАЗ-2 отключается. Если сейчас установить ручку тумблера КП в положение
Перемещение траверсы в последних положениях ограничивается конечными выключателями ВКВ и ВКН, разрывающими цепи питания контакторов КТВ либо КТН.
Защита от маленьких замыканий в силовых цепях, цепях управления и освещения делается плавкими предохранителями Пр1
— Пр4. Движок шпинделя защищен от перегрузки термическим реле РТ. Реле РН производит нулевую защиту, предотвращая самозапуск движков Д1 и Д2, включенных тумблером КП, при снятии и следующем восстановлении напряжения питания. Восстановление цепи управления может быть только при повторном нажатии кнопки Зажим.
Сверлильные станки служат для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. В сверлильных станках главное движение и движение подачи сообщаются инструменту. К станкам общего назначения относятся вертикально-сверлильные и радиально-сверлильные станки.
На рис. 1 показан общий вид радиально-сверлильного станка. Станок состоит из фундаментной плиты 1 с установленной на ней неподвижной колонной, на которую надета пустотелая гильза 2. Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно поднимать и опускать вдоль колонны с помощью вертикального винта механизма перемещения 3.
Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно поднимать и опускать вдоль колонны с помощью вертикального винта механизма перемещения 3.
Закрепление гильзы с рукавом на колонне (зажим колонны) производится разрезным кольцом, которое стягивается посредством дифференциального винта, вращаемого вручную или отдельным электродвигателем. По горизонтальным направляющим рукава может перемещаться в радиальном направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От главного электродвигателя 6 сообщается вращение шпинделю 7 и производится подача инструмента (сверла).
В электромашиностроении на сверлильных станках производят сверление отверстий в торцах станин электрических машин, в подшипниковых щитах, лапах и др.
Рассмотрим электропривод и схему управления (рис. 2) радиально-сверлильного станка модели 2А55 , предназначенного для обработки отверстий диаметром до 50 мм сверлами из быстрорежущей стали. Станок имеет пять асинхронных короткозамкнутых двигателей: вращения шпинделя Д1 (4,5 кВт), перемещения траверсы Д2 (1,7 кВт), гидрозажима колонны ДЗ и шпиндельной головки Д4 (по 0,5 кВт) и электронасоса Д5 (0,125 кВт).
Станок имеет пять асинхронных короткозамкнутых двигателей: вращения шпинделя Д1 (4,5 кВт), перемещения траверсы Д2 (1,7 кВт), гидрозажима колонны ДЗ и шпиндельной головки Д4 (по 0,5 кВт) и электронасоса Д5 (0,125 кВт).
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи Fп=20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Все электрооборудование радиально-сверлильного станка , за исключением электронасоса, установлено на поворотной части станка, поэтому напряжение сети 380 В подается через вводной выключатель ВВ на кольцевой токосъемник КТ и далее через щеточный контакт в распределительный шкаф, установленный на траверсе.
Перед началом работы станка необходимо произвести зажим колонны и шпиндельной головки, что осуществляется нажатием кнопки Зажим . Получает питание контактор КЗ и главными контактами включает двигатели ДЗ и Д4, которые приводят в действие гидравлические зажимные устройства. Одновременно через вспомогательный контакт контактора КЗ включается реле РН, подготавливающее питание цепей управления через свой контакт после прекращения воздействия на кнопку Зажим и отключения контактора КЗ.
Для отжима колонны и шпиндельной головки при необходимости их перемещения нажимается кнопка Отжим , при этом теряет питание реле РН, что делает невозможным работу на станке при отжатых колонне и шпиндельной головке.
Управление двигателями шпинделя Д1 и перемещения траверсы Д2 производится при помощи крестового переключателя КП, рукоятка которого может перемешаться в четыре положения: Влево, Вправо, Вверх и Вниз , замыкая при этом соответственно контакты КП1— КП4. Так, в положении рукоятки Влево включается контактор КШВ, и шпиндель вращается против часовой стрелки. Если рукоятку переместить в положение Вправо , то отключается контактор КШВ, включается контактор КШН, и шпиндель станка будет вращаться по часовой стрелке.
Если рукоятку переместить в положение Вправо , то отключается контактор КШВ, включается контактор КШН, и шпиндель станка будет вращаться по часовой стрелке.
При установке рукоятки крестового переключателя КП, например, в положение Вверх включается контактором КТВ двигатель Д2. При этом ходовой винт механизма перемещения вращается вначале вхолостую, передвигая сидящую на нем гайку, что вызывает отжим траверсы (при этом замыкается контакт ПАЗ-2 переключателя автоматического зажима), после чего происходит подъем траверсы.
По достижении траверсой необходимого уровня переводят рукоятку КП в среднее положение, поэтому отключается контактор КТВ, включается контактор К.ТН и двигатель Д2 реверсируется. Реверс его необходим для осуществления автоматического зажима траверсы благодаря вращению ходового винта в обратную сторону и передвижению гайки до положения зажима, после чего двигатель разомкнувшимся контактом ПАЗ-2 отключается. Если теперь установить рукоятку переключателя КП в положение Вниз , то сначала произойдет отжим траверсы, а затем ее опускание и т.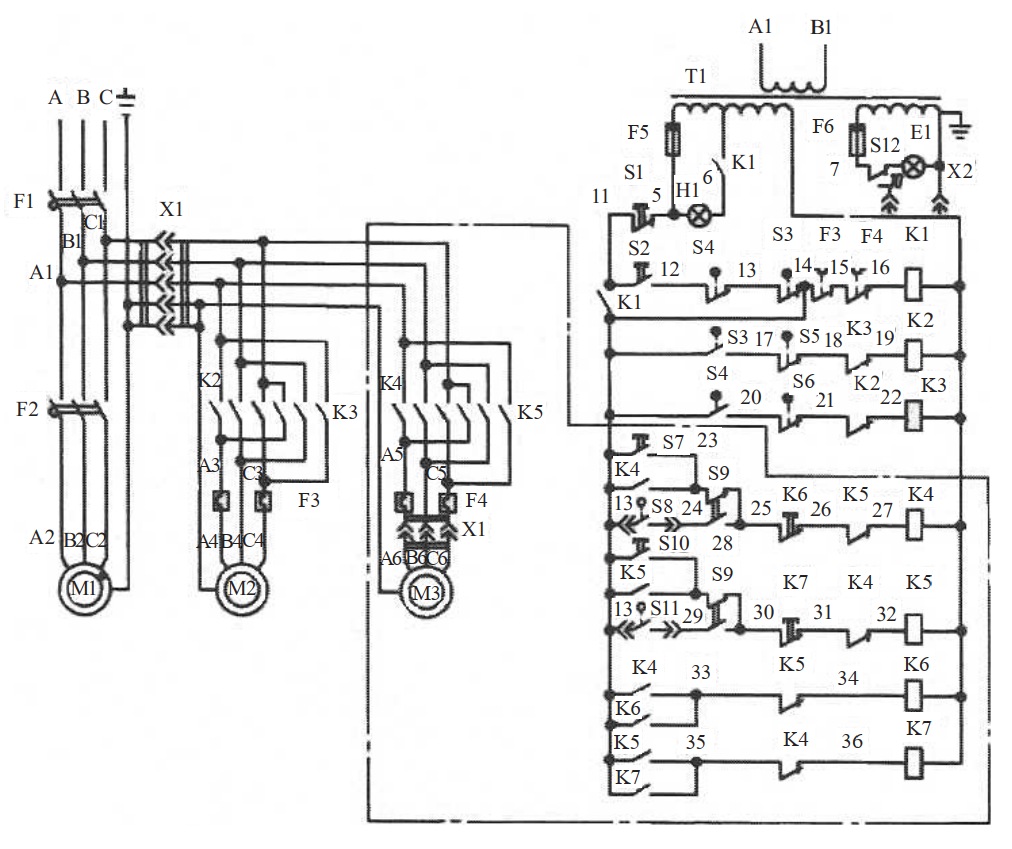 д.
д.
Перемещение траверсы в крайних положениях ограничивается конечными выключателями ВКВ и ВКН, разрывающими цепи питания контакторов КТВ или КТН.
Защита от коротких замыканий в силовых цепях, цепях управления и освещения производится плавкими предохранителями Пр1 – Пр4. Двигатель шпинделя защищен от перегрузки тепловым реле РТ. Реле РН осуществляет нулевую защиту, предотвращая самозапуск двигателей Д1 и Д2, включенных переключателем КП, при снятии и последующем восстановлении напряжения питания. Восстановление цепи управления возможно только при повторном нажатии кнопки Зажим .
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Назначение. Для управления и защиты ЭО радиально-сверлильного станка.
Основные элементы схемы.
Д1, Д2, ДЗ, Д4, Д5 — приводные АД с КЗ-ротором шпинделя, траверсы,
гидрозажимов колонны и шпиндельной головки насоса.
РН — реле напряжения.
КШЛ, КШП— контакторы шпинделя левого и правого вращения.
КТВ, КТН — контакторы траверсы, для перемещения в направлении верха и низа,
КЗ, КО — контакторы зажима и отжима, для управления «ДЗ» и «Д4» гидрозажимов.
ВКВ, ВКН—выключатели конечные крайних положений траверсы.
ПАЗ — переключатель автоматического зажима, механический. Тр., ЛО—трансформатор и лампа местного освещения.
КТ — кольцевой токосъемник, для ЭСН подвижных частей ЭО.
Примечание — Все ЭО, кроме насоса, установлено на поворотной части
станка, распределительный шкаф — на траверсе.
Органы управления.
ВВ, ВН, ВО— выключатели: вводной, насоса, освещения.
КП — крестовый выключатель, для выбора напреаления вращения шпиндельной головки и перемещения траверсы («верх» — «левое» — «отключено» — «правое» — «низ»).
Кн. «зажим», Кн. «отжим» — кнопки управления «ДЗ», «Д4».
Примечание — Все органы управления, кроме ВВ и ВН, находятся на сверлильной головке, что сокрешает время операций при работе.
Режимы управления.
Ручное—от КП, Кн. «зажим» и Кн. «отжим», ВН с местного поста.
Читайте также:
- Антенный штекер: правильно разделать ТВ кабель и присоединить разъем, способы закрепления соединителей
- Инфракрасные обогреватели: как выбрать лучший, особенности и типы приборов, стоимость и преимущества
- Как штробить стены под электропроводку: болгаркой и штроборезом, другими инструментами, подготовка поверхности
Детали сверлильного станка со схемой
Сверлильные станки или сверлильные станки являются основным оборудованием мастерских.
Вы можете найти различные типы сверлильных станков, и они бывают разных размеров. Все они состоят из трех основных компонентов: основания, колонны, сверлильной головки и шпинделя. Остальные компоненты могут незначительно отличаться в зависимости от типа сверлильного станка и его предполагаемого применения.
Ниже я подробно объясню различные части сверла и их функции.
1. Основание
Основание сверлильного станка обычно изготавливается из чугуна, так как этот тяжелый металл придает инструменту устойчивость даже во время интенсивной работы. В зависимости от конструкции и размера пресса это основание устанавливается на верстак, тумбу или пол. Напольные станки, как правило, тяжелее и предназначены для больших заготовок, которые обычно громоздки. Напротив, настольные станки имеют меньшие размеры и обычно используются для обработки небольших заготовок.
Основание эффективно гасит (или устраняет) вибрацию во время работы, когда оно прикреплено болтами к полу, что повышает точность сверлильного станка.
2. Колонна (или Столб)
Колонна устанавливается на основание в вертикальном положении. Этот компонент точно обработан, так как он поддерживает стол, на котором заготовка будет лежать во время работы. Этот стол (упомянутый ниже) можно перемещать вверх или вниз в соответствии с выполняемой работой.
Колонна является основой сверлильного станка, скрепляя все компоненты вместе. Этот компонент должен быть прочным и точным, так как от этого во многом зависит точность любой работы, выполняемой с помощью сверлильного станка.
Этот компонент должен быть прочным и точным, так как от этого во многом зависит точность любой работы, выполняемой с помощью сверлильного станка.
3. Головка
С одной стороны на бурильной головке находится втулка и рукоятка подачи, а с другой стороны находится электродвигатель. Эта конфигурация образует противовес, оптимизируя распределение веса сверла.
Размер и форма головки сверла различаются в зависимости от типа сверла. Либо голова, либо стол всегда могут двигаться вертикально вдоль колонны. Эта регулируемость позволяет сверлить заготовки различных форм и размеров.
На радиально-сверлильном станке буровая головка может перемещаться горизонтально к колонне и от нее, направляясь по радиальному рычагу. Это позволяет сверлить на разных расстояниях от основания, что делает сверлильный станок более универсальным.
В некоторых сверлильных станках головка содержит оборудование для подачи охлаждающей жидкости к заготовке. Надлежащее использование охлаждающей жидкости обеспечивает высокое качество конечного продукта.
4. Шпиндель
Буровой шпиндель установлен в верхней части колонны. Он входит во втулку и удерживает патрон, который, в свою очередь, удерживает сверло. Двигатель вращает шпиндель с регулируемой скоростью, который затем вращает патрон и режущий инструмент.
5. Втулка (или пиноль)
Втулка сверла представляет собой полый стальной стержень, предназначенный для удержания конического стержня патрона. Втулка перемещается вертикально во время работы, таким образом перемещая сверло к заготовке и от нее.
6. Двигатель
Электродвигатель установлен в верхней части колонны вместе со шпинделем. Этот двигатель приводит в движение вал сверла за счет мощности, получаемой от приводного ремня.
Размер и технические характеристики двигателя зависят от размера сверлильного станка. Большие напольные сверлильные станки используются для более крупных работ и обычно требуют более тяжелой работы. Чтобы приспособиться к этому, двигатель должен быть больше и надежнее.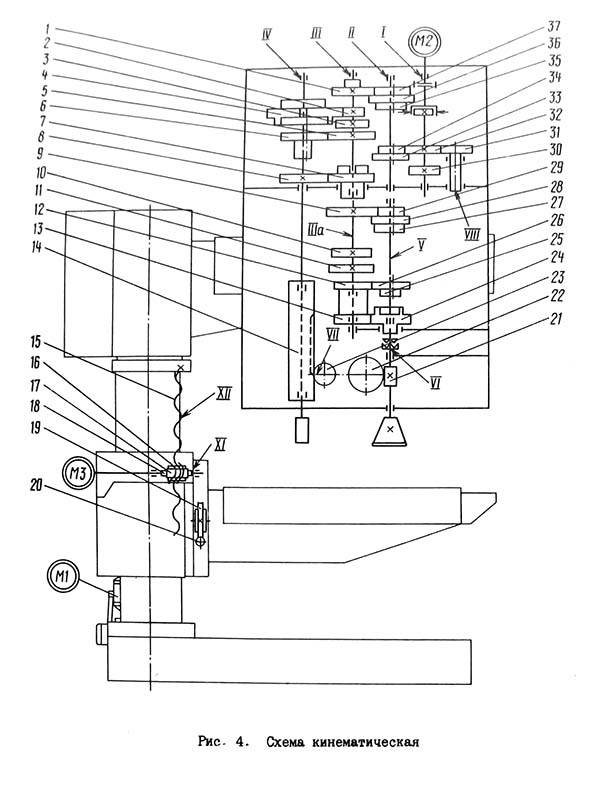 И наоборот, для небольших стационарных сверлильных станков требуются двигатели меньшего размера, поскольку связанные с ними проекты, как правило, меньше.
И наоборот, для небольших стационарных сверлильных станков требуются двигатели меньшего размера, поскольку связанные с ними проекты, как правило, меньше.
Тем не менее, как маленькие, так и большие сверлильные станки можно использовать практически для любого материала, от твердых металлов и стали до дерева и пластика.
Как правило, двигатель имеет привод с регулируемой скоростью, которую можно регулировать с помощью циферблата на сверлильном станке. Это позволяет оператору устанавливать скорость сверления в соответствии с размером и материалом заготовки. Соответствующая скорость сверления зависит от просверливаемого материала.
7. Приводной ремень и шкив
Двигатель подает питание на приводной ремень, который, в свою очередь, соединен со шкивом на шпинделе. При вращении приводного ремня шпиндель вращается, в результате чего сверло вращается с высокой скоростью, что позволяет ему проникать в заготовку.
Обычно для увеличения передаточного числа используются ступенчатые шкивы. Этот ремень может быть плоским или клиновым, в зависимости от конфигурации машины.
Этот ремень может быть плоским или клиновым, в зависимости от конфигурации машины.
Клиновые ремни вклиниваются в канавки шкива гораздо плотнее, чем плоский ремень, и, таким образом, с меньшей вероятностью вызывают или передают вибрации. Вот почему клиновые ремни используются на чувствительном сверлильном станке, требующем очень низкой вибрации.
Клиновые ремни, как правило, дороже, чем плоские ремни. По этой причине плоские ремни обычно используются в сверлильных станках, которые не используются для чувствительных работ.
8. Сверлильный патрон
Сверлильный патрон удерживает сверлильный инструмент, которым обычно является сверло. Этот компонент состоит из втулки, шпонки, корпуса и губок.
Сверлильные патроны обычно поставляются с самоцентрирующимся 3 кулачками и могут иметь ключ для патрона. Чтобы заставить это работать, используйте ключ, чтобы ослабить патрон. Это откроет челюсти, что позволит вам вставить сверло по металлу или дереву. Теперь снова используйте ключ, чтобы затянуть патрон, закрывая кулачки. Внутри корпуса патрона наклонная гайка вращается вокруг кулачков при повороте ключа. Это движение заставляет челюсти двигаться наружу в диагональном направлении, таким образом захватывая сверло.
Внутри корпуса патрона наклонная гайка вращается вокруг кулачков при повороте ключа. Это движение заставляет челюсти двигаться наружу в диагональном направлении, таким образом захватывая сверло.
Ключ патрона имеет небольшое передаточное число при соединении с корпусом патрона. Эта редукторная передача обеспечивает больший рычаг и усиление крутящего момента. По сути, это означает, что кулачки патрона оказывают большее давление на сверло, чем вы оказываете на шпонку, таким образом сжимая ее крепче, чем вы можете сделать рукой.
Также доступны быстрозажимные патроны. Здесь вы затяните патрон вручную. Как правило, это не дает увеличения крутящего момента, и поэтому этот вариант не так сильно захватывает сверло.
9. Рычаг подачи (или маховик)
Рукоятка подачи управляет вертикальным перемещением сверла, таким образом определяя, насколько быстро и с каким давлением сверло сталкивается с заготовкой.
Некоторые сверлильные станки не имеют рукоятки подачи и могут иметь автоматическую подачу или программироваться на автоматическое опускание сверла с заданной скоростью или давлением.
10. Стол
Стол соединен с колонной и обычно перемещается вверх или вниз в соответствии с выполняемой работой. На некоторых больших сверлильных станках стол может быть зафиксирован, а бурильная головка может перемещаться вверх и вниз. Если у вас есть настольный сверлильный станок, вы разблокируете замок рабочего стола, переместите его вверх или вниз в зависимости от высоты заготовки и заблокируете стол на месте.
На некоторых станках этот стол можно наклонять до 90° в любом направлении, что позволяет использовать отверстия, просверленные под углом. На большинстве сверлильных станков стол можно снять для размещения более крупных заготовок.
Во время работы стол остается неподвижным, а заготовка надежно закреплена на нем. Сверло перемещается в заготовку, как правило, с помощью рычага подачи. Этот режим работы обеспечивает точную работу, а также безопасность оператора и окружающих.
Вернуться к содержанию
- 10 Описание основных частей сверлильного станка
- 1. Основание
- 2. Колонна (или стойка)
- 3. Головка
- 4. Шпиндель
- 5. Втулка (или перо)
- 6. Двигатель
- 7. Приводной ремень и шкив
- 8. Сверлильный патрон
- 9. Рычаг подачи (или маховик)
- 10. Стол
- 1.
 Основание
ОснованиеСверлильный станок 1
Сверлильный станок машина 1Реклама
1 из 17
Верхний обрезанный ползун
Скачать для чтения в автономном режиме
Машиностроение
Сверлильный станок или сверлильный станок является одним из наиболее распространенных и полезных машин, используемых в промышленности для изготовления формовочных и чистовых отверстий в заготовке. .
Объявление
Объявление
Объявление
Сверлильный станок 1
- СВЕРЛИЛЬНЫЙ СТАНОК СОДЕРЖАНИЕ •Введение •Принцип работы •Строительство • Спецификация портативного сверлильного станка • Типы сверлильных станков • Эксплуатация сверлильного станка
- ВВЕДЕНИЕ
Сверлильный станок или сверлильный станок
один из самых распространенных и
полезная машина, используемая в
промышленность по производству формовочных и
обработка отверстий в заготовке. узел в основном состоит из:
1. Шпиндель, вращающий инструмент
(называемый дрелью), который может быть расширен
в заготовке либо
автоматически или вручную.
2. Рабочий стол, на котором
заготовка жестко закреплена.
- ПРИНЦИП РАБОТЫ Вращающийся край сверла оказывает большое усилие на заготовке и образовалась дыра. Удаление металла при бурении составляет резка и экструзия. Использование:- Сверлильный станок используется для просверлить глухие и сквозные отверстия в рабочие части.
- СТРОИТЕЛЬСТВО Машина имеет только ручную подачу механизм подачи инструмента в заготовка. Это позволяет оператор, чтобы почувствовать, как дрель резки и соответственно он может контролировать давление подачи вниз. Чувствительные сверлильные станки изготавливается в скамье или на полу модели, т. е. основа машины может быть установлен на скамейке или пол. Основные рабочие части чувствительный станок/сверлильный станок Основание, колонна, таблица и буровая головка.
- Настольно-сверлильный станок:
простейший тип чувствительного сверления
машина показана на рисунке. Это
используется для легких буровых работ.
Эта машина способна просверлить отверстие
диаметром до 12,5 мм
1. Двигатель: – Электродвигатель
обеспечивает необходимое вождение
усилие на ступенчатый шкив.
2. Основание: основание — это нижняя часть
машина, в которой находится колонна
установлены в вертикальном положении.
3.Ручка подачи: Ручка предоставляется
ввести сверло в работу
кусок. Грабли и шестерня
предусмотрен механизм для привода
патрон.
Мотор
Настольный сверлильный станок
База
РУЧКА ПОДАЧИ
- 4.Колонка:- Колонка основная
цилиндрическая часть сверлильного станка на
какие другие компоненты
установлен.
5. Защитный кожух ремня: Предусмотрен защитный кожух ремня.
для покрытия ремня и шкива привода
механизм, позволяющий свести к минимуму опасность
несчастный случай.
6. Патрон: Патрон предназначен для удержания
сверло разных размеров до 6,5 мм.
Размер сверла более 6,5 мм
устанавливаться непосредственно в конус Морзе
веретено
7. Рабочий стол: рабочие детали
устанавливается и удерживается на месте с помощью
стол. Этот стол можно наклонить для
бурение под углом.
ЗАЩИТА РЕМНЯ
РАБОЧИЙ СТОЛ
ЧАК
СТОЛБЕЦ
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НА ПЕРЕНОСНОЙ БУРОВОЙ СТАНОК ОПИСАНИЕ УКАЗАНО ЕМКОСТЬ • Мощность сверления в стали 60 Кг/мм² Прочность на растяжение • Производительность по стали 60 Кг/мм² Прочность на растяжение 50 мм (мин.) 50 мм (мин.) шпиндель • Траверса подачи шпинделя • Конус Морзе шпинделя • Овальность шпинделя 350 мм (мин.) МТ5/МТ 6 0,005 (макс.) СКОРОСТЬ ШПИНДЕЛЯ И ПОДАЧА • Скорости шпинделя (диапазон) (прибл.) • Количество шагов скорости • Диапазон подачи (прибл.) •Количество шагов подачи 16 – 800 об/мин 15 мин.) 0,05 – 0,5 мм/об 6 (мин.)
- ТРАВЕРСЫ
• Вертикальное перемещение руки (мин.)
•Диапазон поворота руки
• Траверса колонны в станине
2400 мм (мин.)
0-360 град.
1200 мм (мин.)
РАССТОЯНИЯ
• Радиус поворота сверлильного шпинделя
• Максимальное расстояние от конца шпинделя
от пола при горизонтальном сверлении
• Наименьшее расстояние от конца шпинделя
от пола при горизонтальном сверлении
2250 мм (мин)
1420 мм (макс. )
2700 мм (мин)
300 мм (макс.)
- ТИПЫ БУРОВЫХ СТАНКОВ • Портативный сверлильный станок • Чувствительная или настольная дрель • Вертикально-сверлильный станок (с одним шпинделем) • Вертикально-сверлильный станок (револьверного типа) • Радиально-сверлильный станок • Многошпиндельный сверлильный станок • Станок для глубокого сверления • Станок для группового сверления •Горизонтально-сверлильный станок • Автоматический сверлильный станок
- ПОРТАТИВНЫЙ БУРОВОЙ СТАНОК МАШИНА Это очень маленький, компактный и самостоятельный блок, несущий небольшой электрический мотор внутри него. Это очень часто используется для сверления отверстий в таких компоненты, которые не могут быть доставили в магазин из-за их размер или вес или где нехватка места не разрешает их перевозку в более крупный тип буровой машины. В таких случаях операцию проводят на сайте с помощью портативного электрическая дрель.
- Чувствительный или настольный
Сверлить
Этот тип сверлильного станка используется для
очень легкая работа. Его конструкция очень
просто и так это операция. Это
состоит из, как показано на рис. актерского состава
утюг с неподвижным столом над ним.
- Радиальное сверление Машина Эта машина очень полезна, потому что его более широкий спектр действия. Его главный использование в сверлении отверстий на такой работе. трудно обрабатывать часто. С использование этой машины ], инструмент. вместо этого переместился в желаемое положение перемещения работы, чтобы принести последнюю в положении для бурения.
- Групповое бурение Машина Это не что иное, как тип множественного шпиндельно-сверлильный станок, в котором шпиндели расположены в ряд. Эти шпиндели могут приводиться либо по отдельности или в совокупности. Этот машина очень полезна, когда характер работы таков, что число таких операций, как сверление, развертывание, встречное растачивание и нарезание резьбы и т. д. выполняться последовательно на нем.
- Сверление револьверного типа
Машина
Это производство сверлильного станка,
что очень полезно, когда серия
необходимо просверлить отверстия разного диаметра
неоднократно или несколько раз
операций, таких как сверление, развертывание,
зенкерование, зенкерование, точечное
облицовка и т. д. выполняются последовательно
неоднократно.
Схема линии сверлильного станка револьверного типа
- ЭКСПЛУАТАЦИЯ БУРОВОГО СТАНКА • Бурение • Развёртывание •Скучный • Встречное растачивание • Контрпогружение • Точечная ориентация • Нажатие
- • Сверление: основная выполняемая операция. на этой машине. это операция создание круглого отверстия в твердом металле с помощью вращающегося инструмента, называемого дрелью. • Скучно: – Это операция, используемая для расширение отверстия, чтобы довести его до необходимого размер и иметь лучшую отделку. • Встречная заглубление: – Это операция используется для расширения конца отверстия до придайте ему коническую форму на небольшом расстоянии.
- • Развёртывание: операция чистовой обработки.
отверстие, чтобы привести его к точному размеру и
иметь чистовую отделку поверхности. Эта операция
выполняется с помощью многозубого
инструмент, называемый разверткой.
• Встречная расточка :- Эта операция используется
для расширения только ограниченной части
отверстие называется встречным растачиванием.
 узел в основном состоит из:
1. Шпиндель, вращающий инструмент
(называемый дрелью), который может быть расширен
в заготовке либо
автоматически или вручную.
2. Рабочий стол, на котором
заготовка жестко закреплена.
узел в основном состоит из:
1. Шпиндель, вращающий инструмент
(называемый дрелью), который может быть расширен
в заготовке либо
автоматически или вручную.
2. Рабочий стол, на котором
заготовка жестко закреплена.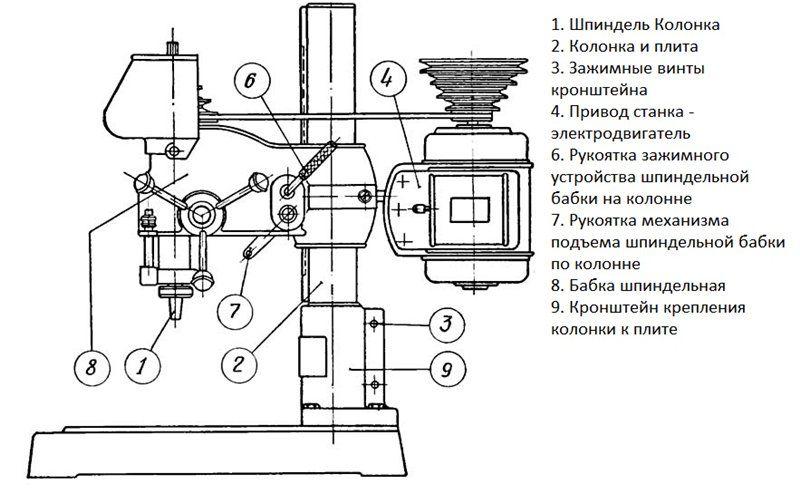 Это
используется для легких буровых работ.
Эта машина способна просверлить отверстие
диаметром до 12,5 мм
1. Двигатель: – Электродвигатель
обеспечивает необходимое вождение
усилие на ступенчатый шкив.
2. Основание: основание — это нижняя часть
машина, в которой находится колонна
установлены в вертикальном положении.
3.Ручка подачи: Ручка предоставляется
ввести сверло в работу
кусок. Грабли и шестерня
предусмотрен механизм для привода
патрон.
Мотор
Настольный сверлильный станок
База
РУЧКА ПОДАЧИ
Это
используется для легких буровых работ.
Эта машина способна просверлить отверстие
диаметром до 12,5 мм
1. Двигатель: – Электродвигатель
обеспечивает необходимое вождение
усилие на ступенчатый шкив.
2. Основание: основание — это нижняя часть
машина, в которой находится колонна
установлены в вертикальном положении.
3.Ручка подачи: Ручка предоставляется
ввести сверло в работу
кусок. Грабли и шестерня
предусмотрен механизм для привода
патрон.
Мотор
Настольный сверлильный станок
База
РУЧКА ПОДАЧИ Этот стол можно наклонить для
бурение под углом.
ЗАЩИТА РЕМНЯ
РАБОЧИЙ СТОЛ
ЧАК
СТОЛБЕЦ
Этот стол можно наклонить для
бурение под углом.
ЗАЩИТА РЕМНЯ
РАБОЧИЙ СТОЛ
ЧАК
СТОЛБЕЦ )
2700 мм (мин)
300 мм (макс.)
)
2700 мм (мин)
300 мм (макс.) Его конструкция очень
просто и так это операция. Это
состоит из, как показано на рис. актерского состава
утюг с неподвижным столом над ним.
Его конструкция очень
просто и так это операция. Это
состоит из, как показано на рис. актерского состава
утюг с неподвижным столом над ним. д. выполняются последовательно
неоднократно.
Схема линии сверлильного станка револьверного типа
д. выполняются последовательно
неоднократно.
Схема линии сверлильного станка револьверного типа