Трубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.


Содержание
- 1 Как сделать самостоятельно станок для гибки труб
- 1.1 1-й способ
- 1.2 2-й способ
- 2 Чертежи трубогиба профильного
- 3 Самодельный трубогибочный станок прокатного типа
- 4 Простейший трубогиб из домкрата арбалетного типа
- 5 Сборка простого трубогиба
- 6 Заключение
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим.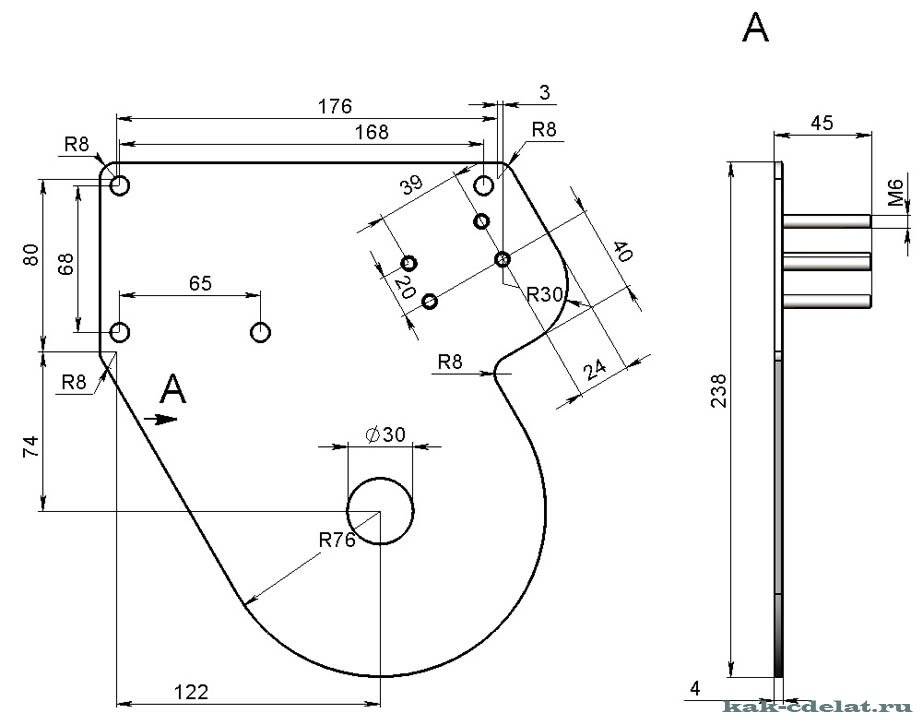 После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

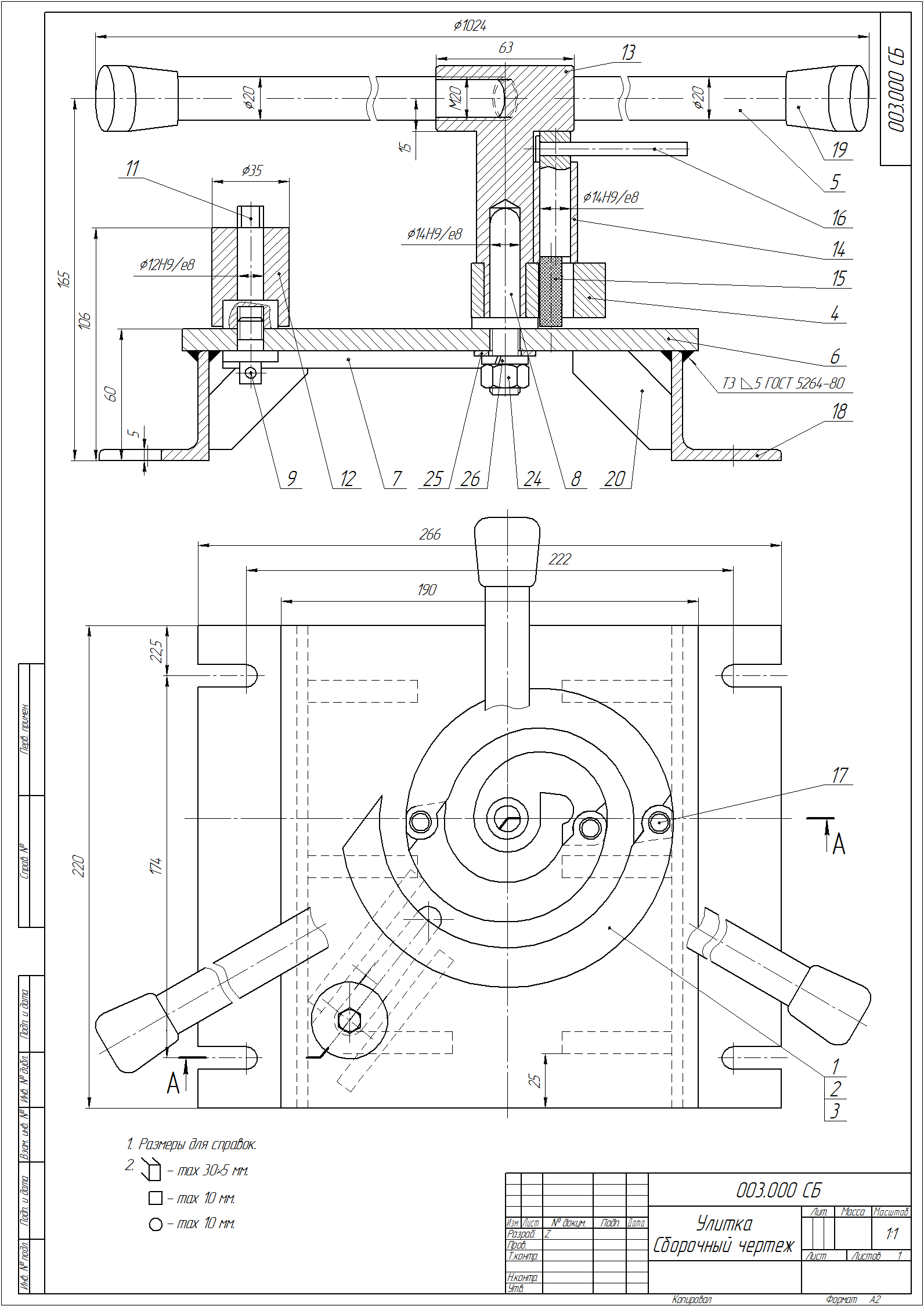
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
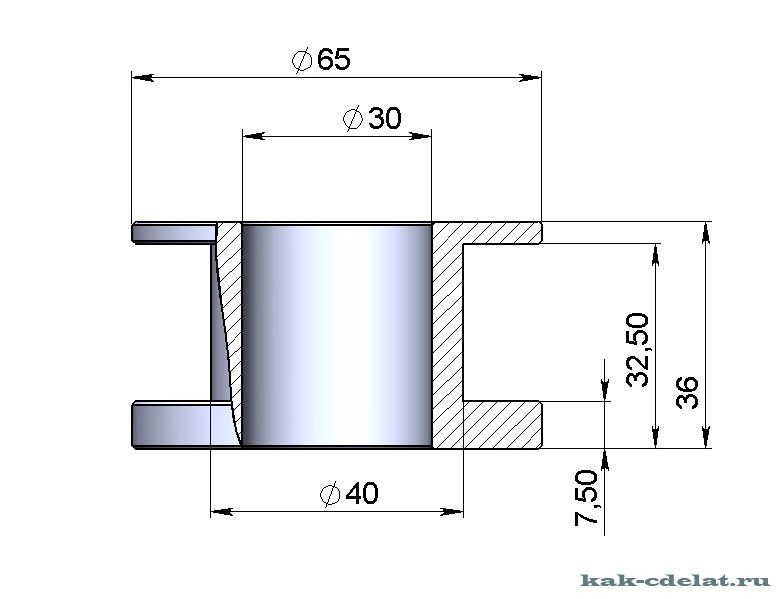
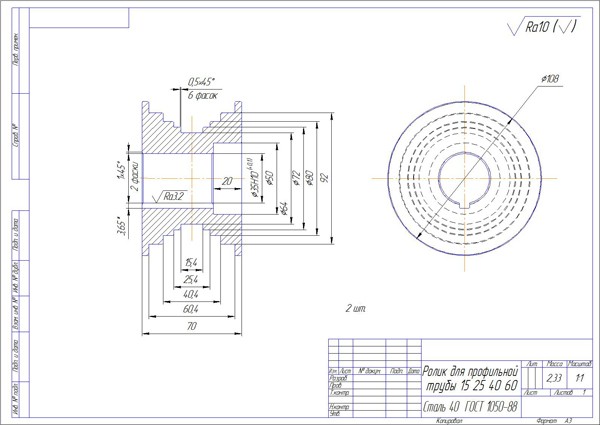
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
Похожие статьи:
Как сделать трубогиб профильной трубы своими руками / Профильные / Разное / Публикации / Санитарно-технические работы
Трубогиб для профильной трубыИногда случается, особенно в частных домах или на дачах, что необходимо согнуть профильную трубу своими руками. На первый взгляд кажется, что это невозможно без специального профессионального оборудования. Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Но для начала разберемся немного в существующих методах гибки, а также в устройстве трубогиба. Это позволит нам лучше понимать то, что собираемся реализовать.
Методы гибки
Существует несколько методов гибки профильных труб своими руками. Один из способов – использование станка, предназначенного для этих целей. Его именуют профилегибом. Но использование такого оборудования сложно назвать работой своими руками, поэтому есть и «ручная» альтернатива — ручной трубогиб. Такие станки могут быть универсальными: использоваться как для изделий с круглым сечением, так и с профильным. А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
Трубогибы и их применение
Трубогиб своими рукамиТакие станки позволяют сделать изгиб до 90 градусов. При этом они способны согнуть не только профильную, но и «круглую» трубу.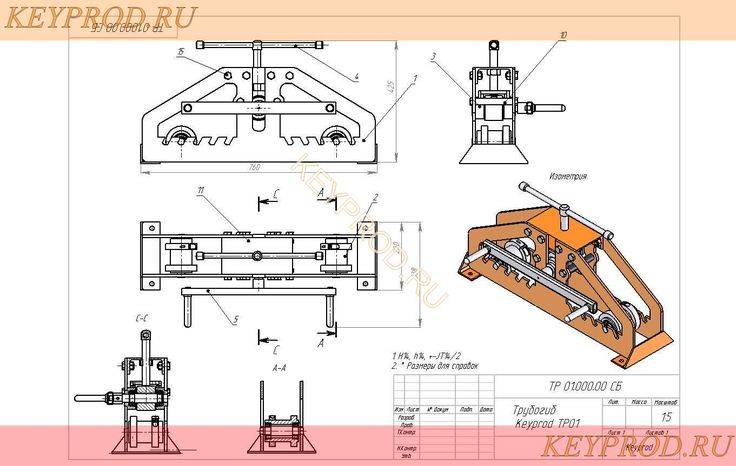 Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Профессиональные трубогибы используются не только на стройках, но и в водопроводных или отопительных системах, в газовых станциях. Станки могут эффективно использоваться и для рихтовки.
Трубогибы обладают целым рядом достоинств: их легко использовать, они имеют малые размеры и малый вес. Более того, существуют и переносные компактные модели. Они успешно используются в сферах, где нужна мобильность для выполнения подобных задач.
Такие приборы оснащаются гидронасосом с автопоршнем мощностью до 20 т.
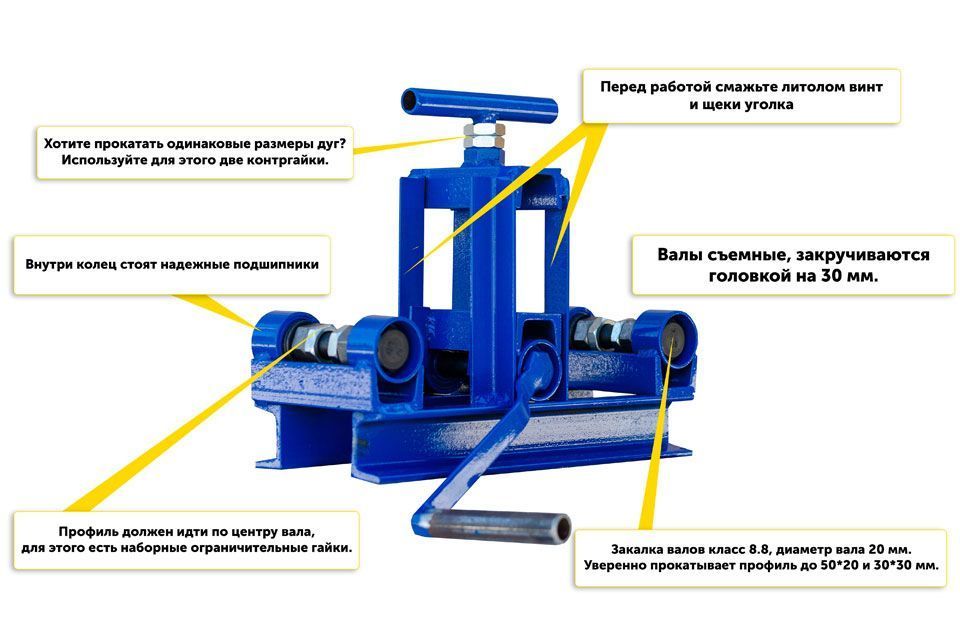
Устройство трубогиба
Схема трубогибаСтандартный агрегат оборудован гидроцилиндром, планками и двумя трубными упорами. Силовая функция, конечно же, возложена на гидроцилиндр.
Еще схема устройства оснащена нагнетательным устройством, находящимся сзади.
В гидроцилиндр заливается масло, для этого в его верхней части есть пробка. Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Выдвижной шток в устройстве обеспечивает гибочное усилие. Он возвращается в исходную позицию за счет действия пружины, которая имеется в гидроцилиндре.
Планки — сварные изделия, в отверстия которых устанавливаются упоры. Для регулировки устройства по высоте снизу предусмотрены установочные болты.
Цапфа представляет собой упор, помещенный в отверстия планок. При изгибе трубы опираются на ручей, находящийся в середине цапфы.
Делаем трубогиб
Самодельный трубогибДля домашних условий трубогиб можно сделать без чертежей и схем. Если же гибка выполняется на промышленном уровне, без специального профессионального оборудования не обойтись. Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
Но мы рассмотрим вариант, если трубогиба своими руками будет достаточно. Его вид зависит от диаметра изделий, которые будут изгибаться.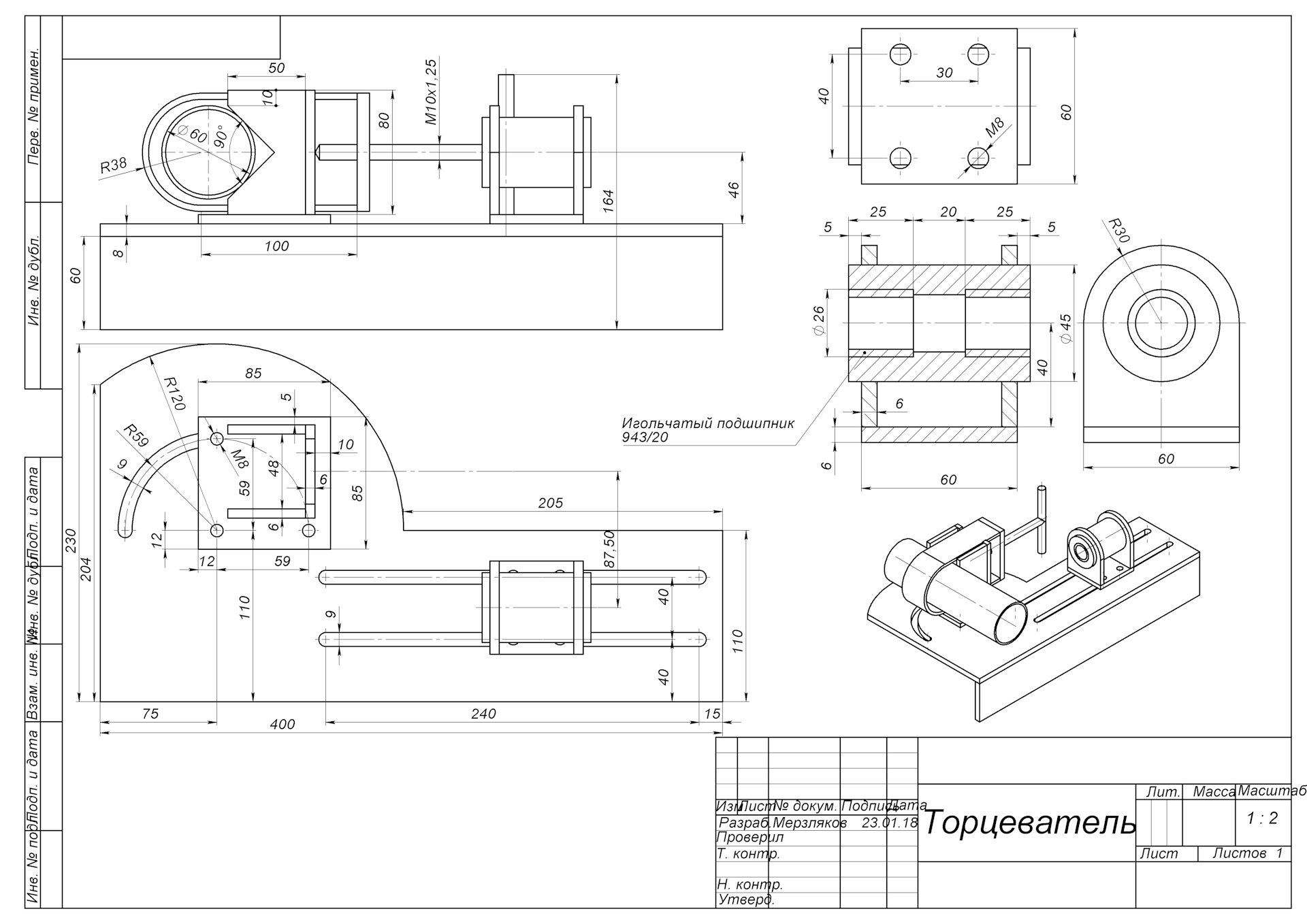 Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
Если же размер трубы больше 20 мм, тогда следует усложнить устройство. На основание присоединяется 2 ролика с круглым сечением боковой грани. И тут нужно учесть, что диаметр изделия и радиус боковой грани должны совпадать. Дальше помещаем изделие между роликами. Один конец нужно закрепить неподвижно. Другой закрепляется к лебедке. Затем просто включаем лебедку и ждем, пока труба согнется до нужного состояния.
Рекомендация: если требуется плавный изгиб, тогда стоит применить горячий способ. Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками.
 Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.Словом, без дополнительной видео инструкции, чертежей и схем такими простыми способами можно быстро и довольно качественно согнуть изделия своими руками. При этом можно довольно существенно сэкономить, не покупая трубогиб.
Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.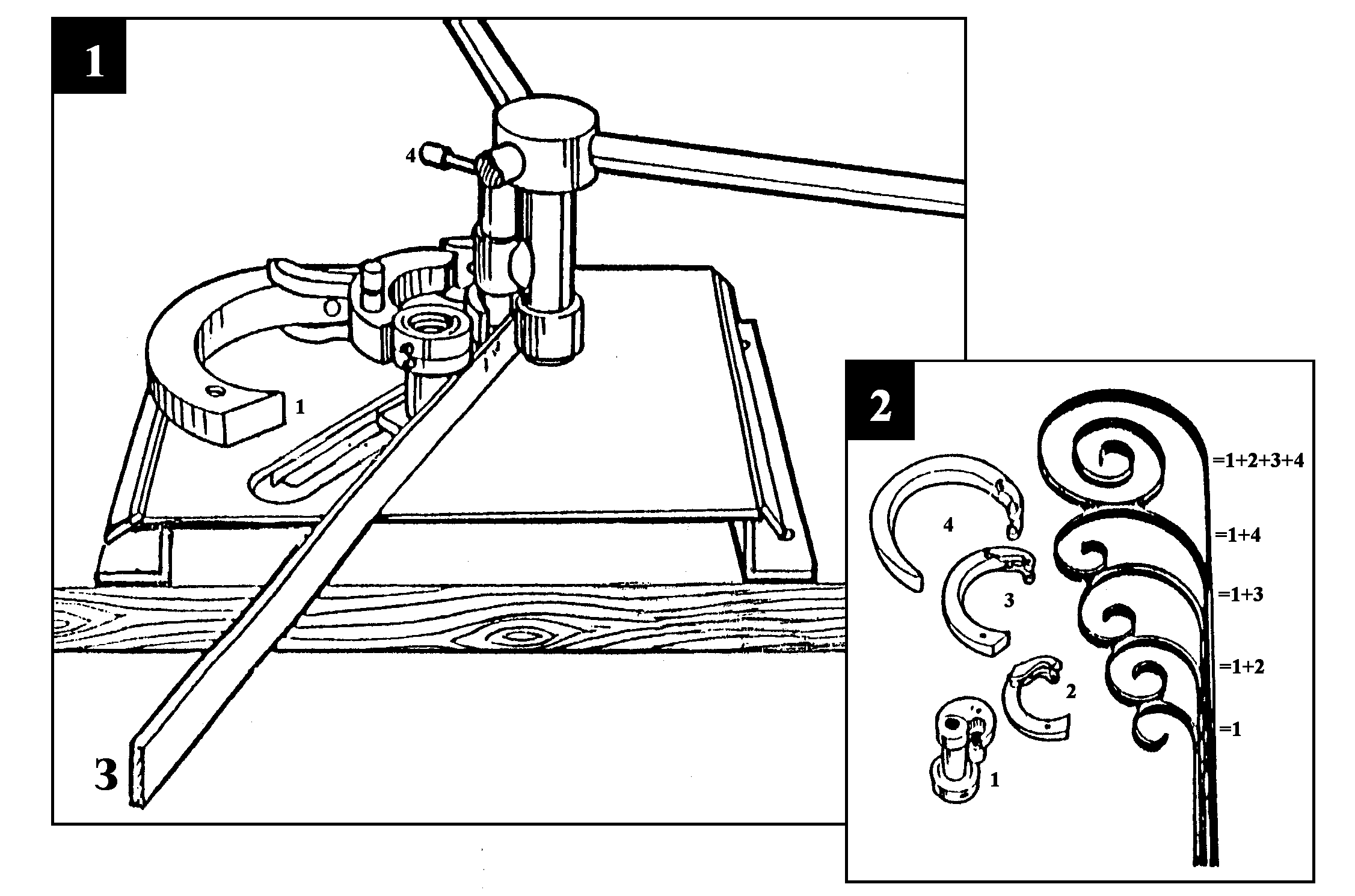
Гибка трубы с помощью Rogue Model 600 Bender, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
M600 Bend Offsets (2010-2014)
- 3.5″ CLR Dies – Offset 6 3/16″
- 4.5″ CLR Dies – Offset 5″
- 6.0″ CLR Dies – Offset 6 5/8″
M600 Bend Offsets (2015 to late 2021)
- 2.5″ CLR Dies – Offset 7 1/8″
- 3.5″ CLR Dies – Offset 6 1/4″
- 4. 5″ CLR Dies – Offset 5 1/4 ″
- 6,0 ″ Clr Dies – смещение 6 ″
 5″ CLR Dies – Offset 5 1/4 ″
5″ CLR Dies – Offset 5 1/4 ″M601/605/625 Изгиба. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения.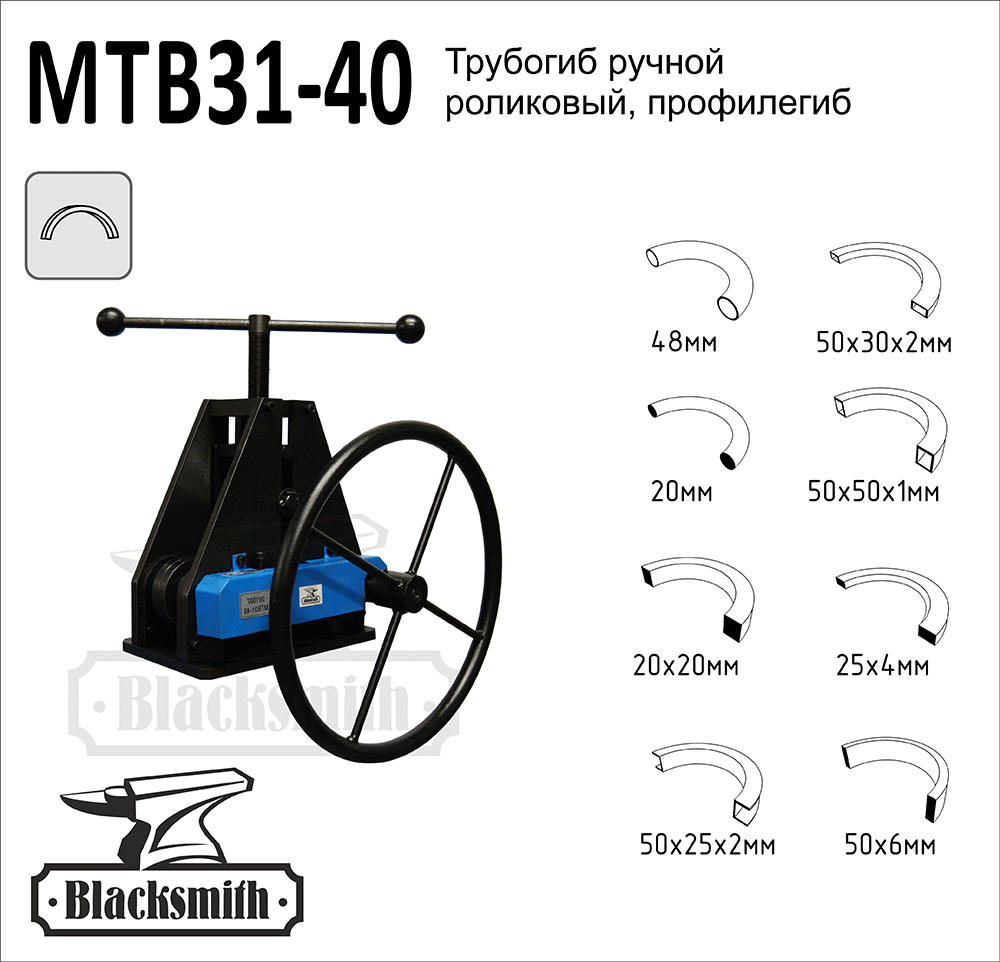 Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы.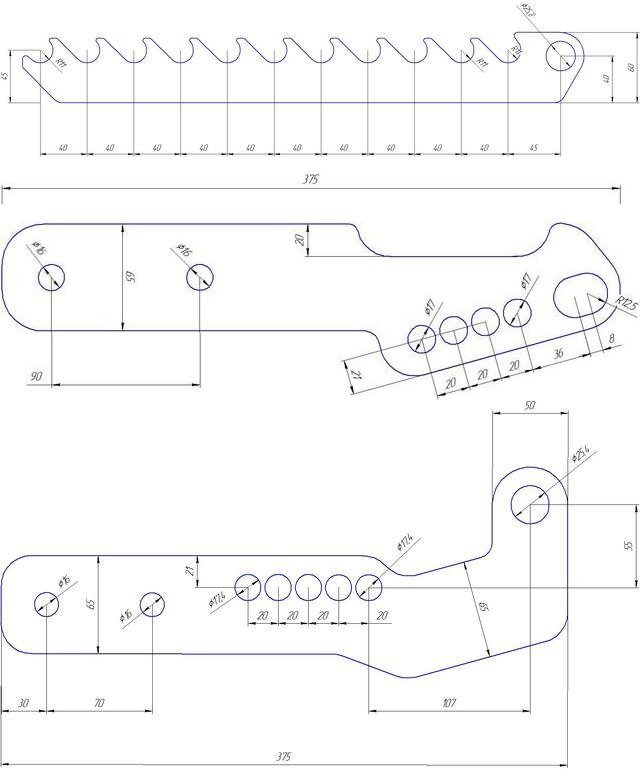 Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни.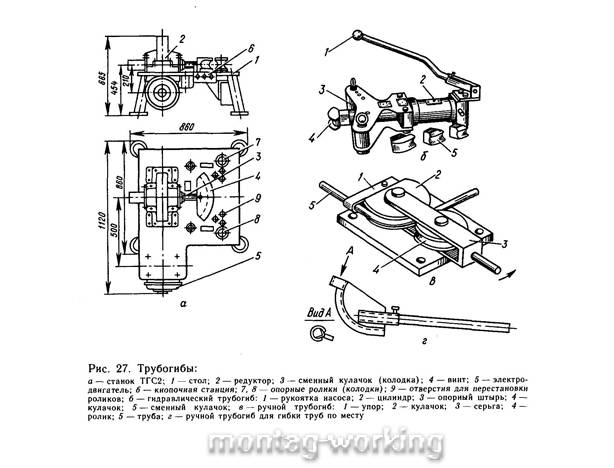 Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснялось в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как делать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
 Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201).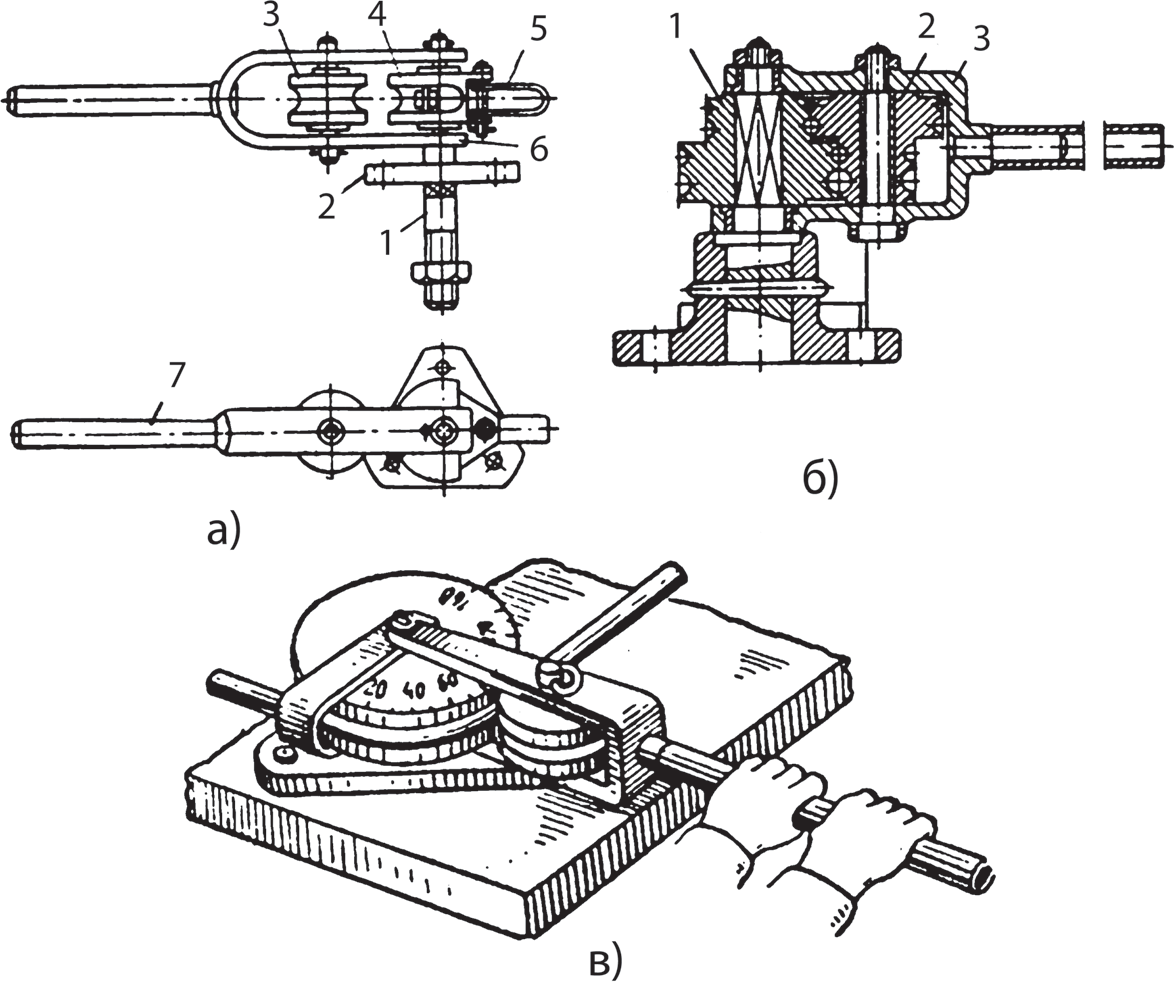 Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил.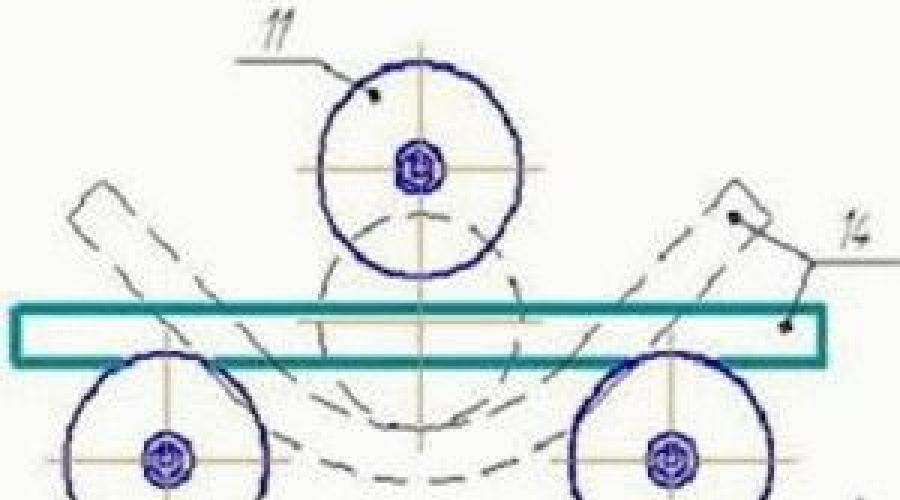 Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект.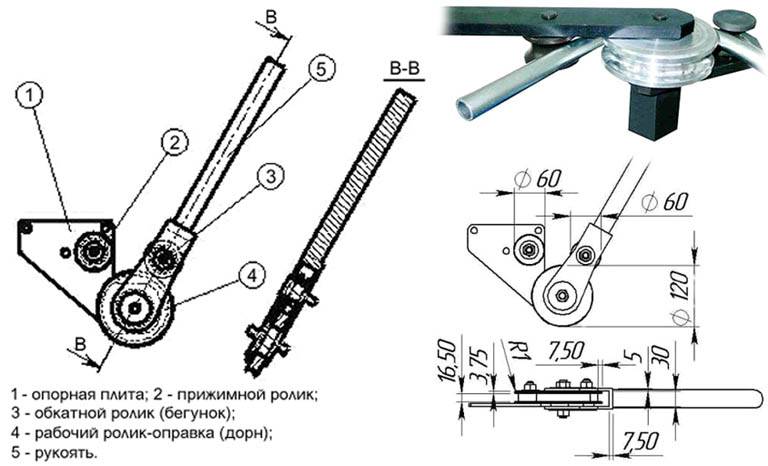 Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также удобен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точные 3D-детали
д. Большое дело — точные 3D-детали
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т.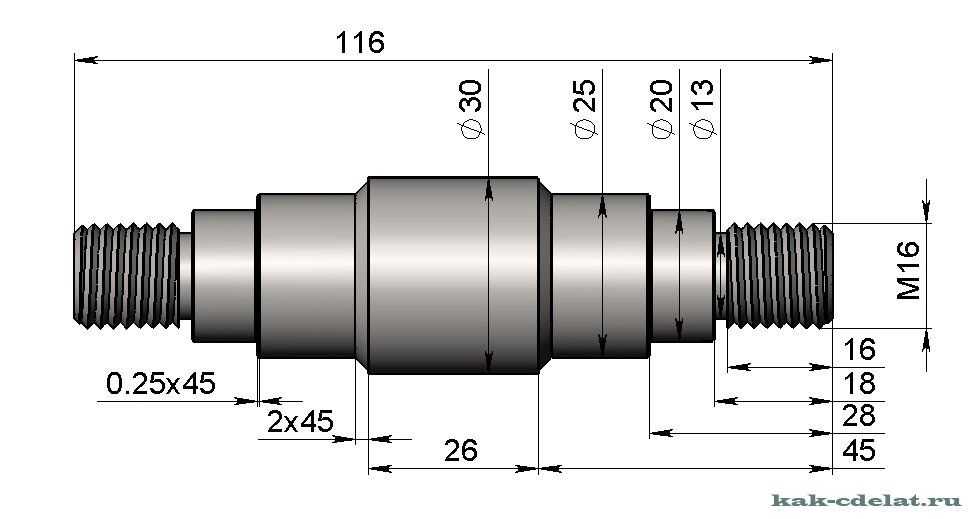 д.
д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой.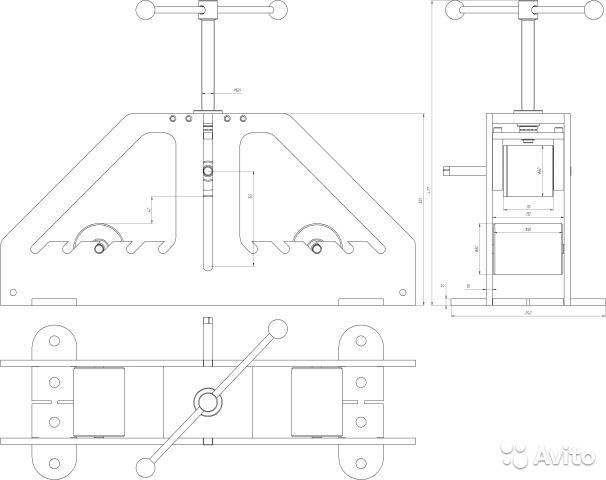 В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки – отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать.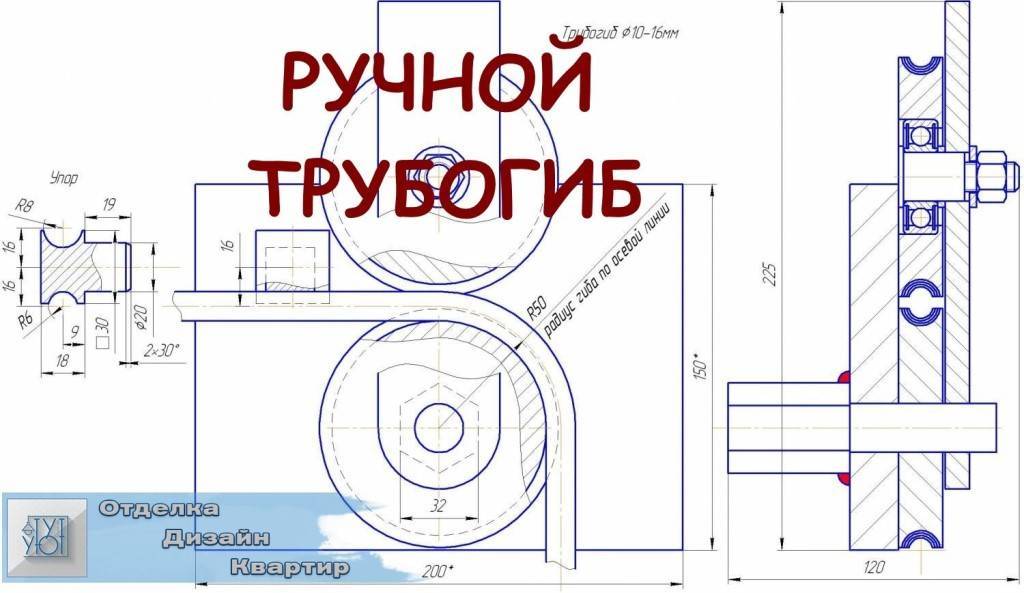 Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным.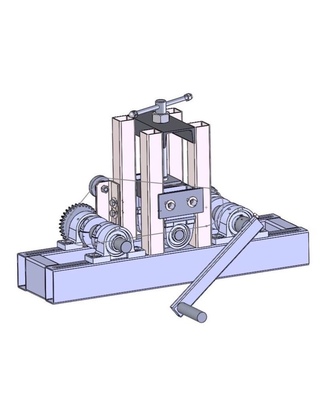 Продолжай читать.
Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Как согнуть медную трубу
Знание того, как согнуть медную трубу вокруг препятствий и использовать меньшее количество фитингов, — отличный трюк. В этом проекте вы узнаете, как согнуть медную трубу с помощью гибочной пружины или сантехнического трубогиба. Медную водопроводную трубу можно правильно согнуть либо с помощью гибочной пружины, либо с помощью специального сантехнического трубогиба, что уменьшает количество необходимых фитингов.
Изгиб медной трубы можно выполнить двумя способами: с помощью инструмента, называемого 9Используется гибочная пружина 0022 или более прочный инструмент, называемый запатентованным сантехником трубогибом для медных труб.
Сгибать трубы может быть немного сложно, если вы никогда не делали этого раньше, поэтому в этом руководстве мы покажем вам, как согнуть медную трубу с помощью гибочной пружины или сантехнического трубогиба.
Зачем гнуть медную трубу?
Если вы попытаетесь согнуть медную трубу без любого из этих инструментов, она перегнется. Перегибы в трубах любого типа уменьшают диаметр трубы, а если диаметр уменьшается, поток уменьшается, и вся система становится менее эффективной, а также более подверженной засорению и неравномерному давлению.
Это одна из причин, по которой сантехники предпочитают использовать медный трубогиб, а не просто резать трубу и вставлять отвод в виде колена, чтобы изменить направление.
Фитинги очень быстро меняют направление, что позволяет образовать узкие углы, но сама узость этих углов может снизить эффективность прокладки трубопровода.
Когда вода течет по “прямой” линии, она неожиданно натыкается на крутой изгиб под прямым углом. Из-за того, что изгиб такой тугой, вода просто ударяется о край фитинга, прежде чем зайти за угол.
Эта турбулентность в воде может вызвать появление пузырьков воздуха, которые, если их собрать, могут вызвать воздушные пробки.
Воздушные затворы в лучшем случае могут стать помехой в системе водоснабжения. В худшем случае они могут полностью повредить систему.
Гибка медных труб также уменьшает количество используемых фитингов, и хотя это, вероятно, не будет иметь большого значения для энтузиастов-любителей, поскольку стоимость трубогиба на 2 дня, вероятно, больше, чем стоимость соответствующих фитингов, это важно для сантехника, который, вероятно, экономит более 600 фитингов в течение года.
Кроме того, как и в случае с любой другой системой в доме, состоящей из многих частей, чем больше деталей, тем больше вероятность того, что она выйдет из строя. Если трубу можно согнуть, чтобы выполнить работу, протечка из нее невозможна. Если у него есть фитинги в ходу, то, конечно, может!
Как согнуть медную трубу
Трубогибы бывают разных размеров, подходят для медных труб от 6 до 38 мм и управляются вручную. Механические гибочные станки работают с трубами большего размера.
Здесь показаны многотрубные трубогибы и мини-трубогибы. Многофункциональный гибочный станок, как следует из названия, подходит для труб разных размеров, а мини-гибочный станок подходит для труб меньшего диаметра.
Многофункциональный гибочный станок, как следует из названия, подходит для труб разных размеров, а мини-гибочный станок подходит для труб меньшего диаметра.
Микротрубогиб
Многофункциональный трубогиб
Пружины для труб — это именно то, что нужно. Пружины, которые входят в трубы. Установка пружины в трубу перед приложением давления для ее изгиба предотвратит перекручивание трубы.
Вы не увидите много сантехников, использующих пружины, так как очень трудно поддерживать изгиб в чистоте и правильном диаметре.
Трубные пружины можно использовать в трубах диаметром до 22 мм, но согнуть 22-миллиметровую трубу с помощью пружины — это геркулесова задача, на которую никто из нас не решился бы.
15-миллиметровая труба, согнутая с помощью пружины — это нормально, но не ждите, что работа будет очень аккуратной, и прочитайте наш проект о том, как потом запаковать трубы, хотя, возможно, это поможет спрятать их!
Гибка трубы 15 мм с помощью пружины
Трубогиб сгибать сложно.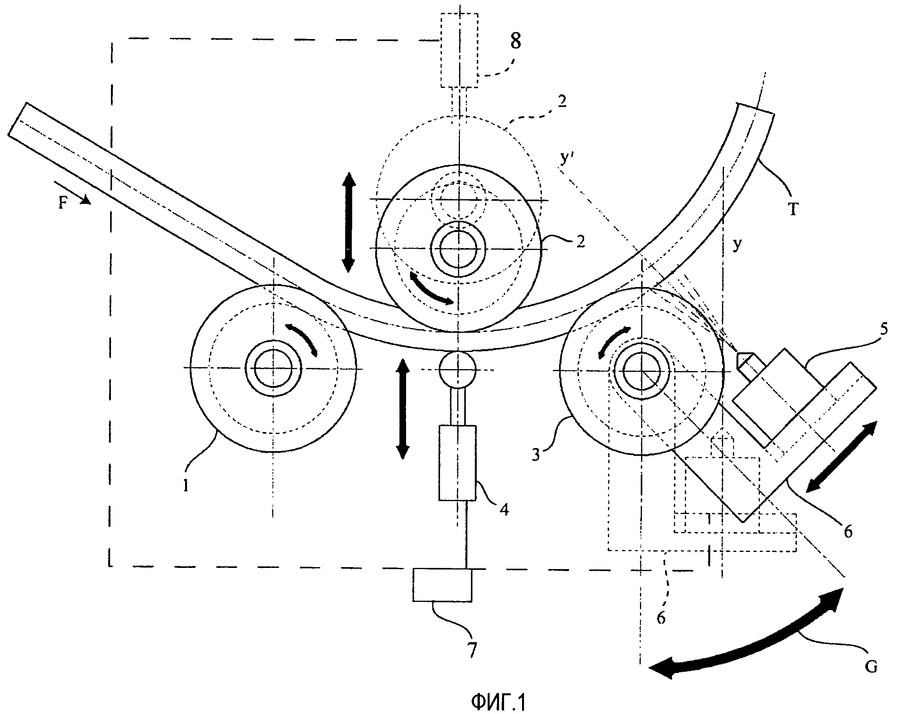 На самом деле согнуть трубу несложно, но согнуть трубу в нужном месте — совсем другое дело. Вычислить диаметр изгиба и привязать его к тому месту на участке, где вы хотите, чтобы изгиб начинался и заканчивался, можно только с практикой, и мы очень настоятельно рекомендуем вам купить дополнительную трубу для практики.
На самом деле согнуть трубу несложно, но согнуть трубу в нужном месте — совсем другое дело. Вычислить диаметр изгиба и привязать его к тому месту на участке, где вы хотите, чтобы изгиб начинался и заканчивался, можно только с практикой, и мы очень настоятельно рекомендуем вам купить дополнительную трубу для практики.
Чтобы получить экспертное руководство по правильному изгибу трубопровода, посетите раздел для студентов веб-сайта Чартерного института инженеров по сантехнике и отоплению.
В этой области вы найдете большой объем информации, в том числе о том, как протягивать отводы под углом 90 градусов со смещением отводов на 50 мм под углом 30 градусов, что позволяет изгибать вертикальные участки трубы с помощью укладываемого горизонтального участка трубы.
Схема трубогиба
На изображении показан работающий трубогиб. Мы опустили части, чтобы вы могли видеть, как это работает.
Ручки (2) широко открыты, что позволяет крюку (1) и ножке (3) располагаться на одной линии.