Как сделать трубогиб профильной трубы – схема и чертежи своими руками
Трубогиб для профильной трубы
Иногда случается, особенно в частных домах или на дачах, что необходимо согнуть профильную трубу своими руками. На первый взгляд кажется, что это невозможно без специального профессионального оборудования. Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Но для начала разберемся немного в существующих методах гибки, а также в устройстве трубогиба. Это позволит нам лучше понимать то, что собираемся реализовать.
Методы гибки
Существует несколько методов гибки профильных труб своими руками. Один из способов – использование станка, предназначенного для этих целей. Его именуют профилегибом. Но использование такого оборудования сложно назвать работой своими руками, поэтому есть и «ручная» альтернатива — ручной трубогиб. Такие станки могут быть универсальными: использоваться как для изделий с круглым сечением, так и с профильным. А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
Трубогибы и их применение
Трубогиб своими руками
Такие станки позволяют сделать изгиб до 90 градусов. При этом они способны согнуть не только профильную, но и «круглую» трубу. Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Профессиональные трубогибы используются не только на стройках, но и в водопроводных или отопительных системах, в газовых станциях. Станки могут эффективно использоваться и для рихтовки.
Трубогибы обладают целым рядом достоинств: их легко использовать, они имеют малые размеры и малый вес. Более того, существуют и переносные компактные модели. Они успешно используются в сферах, где нужна мобильность для выполнения подобных задач.
Такие приборы оснащаются гидронасосом с автопоршнем мощностью до 20 т.
Устройство трубогиба
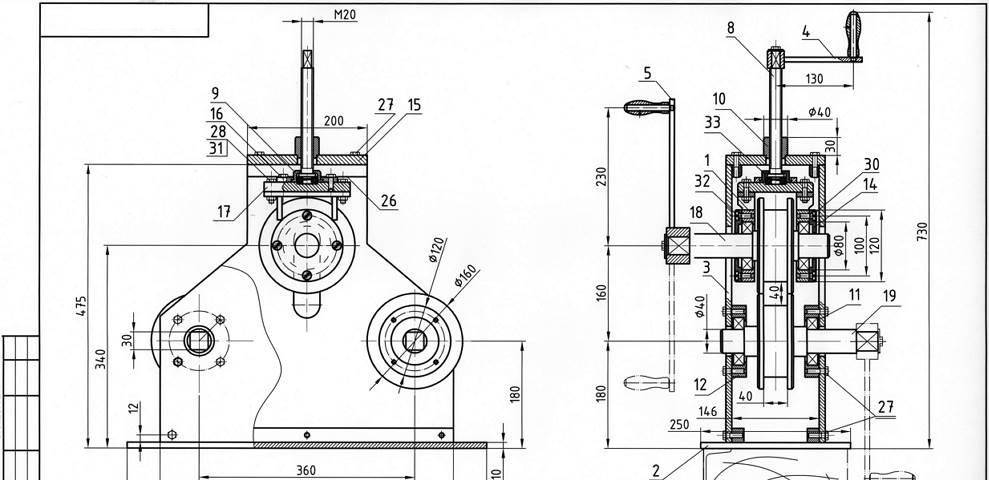
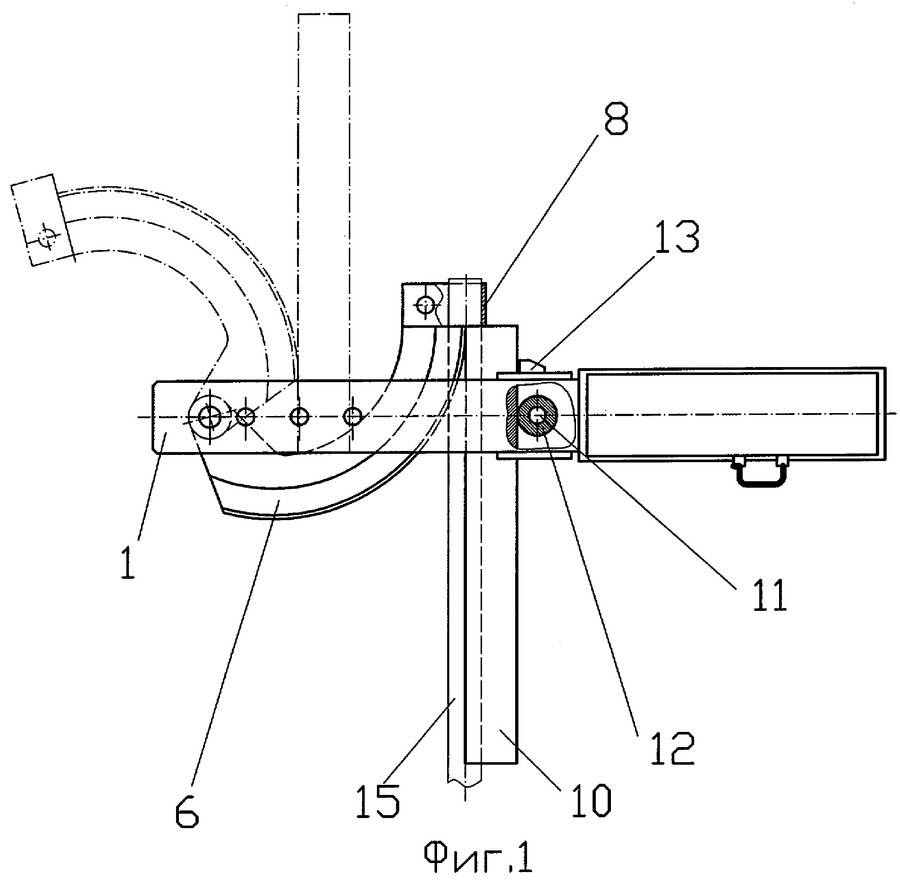
Схема трубогиба
Стандартный агрегат оборудован гидроцилиндром, планками и двумя трубными упорами. Силовая функция, конечно же, возложена на гидроцилиндр.
Силовая функция, конечно же, возложена на гидроцилиндр.
Еще схема устройства оснащена нагнетательным устройством, находящимся сзади.
В гидроцилиндр заливается масло, для этого в его верхней части есть пробка. Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Выдвижной шток в устройстве обеспечивает гибочное усилие. Он возвращается в исходную позицию за счет действия пружины, которая имеется в гидроцилиндре.
Планки — сварные изделия, в отверстия которых устанавливаются упоры. Для регулировки устройства по высоте снизу предусмотрены установочные болты.
Цапфа представляет собой упор, помещенный в отверстия планок. При изгибе трубы опираются на ручей, находящийся в середине цапфы.
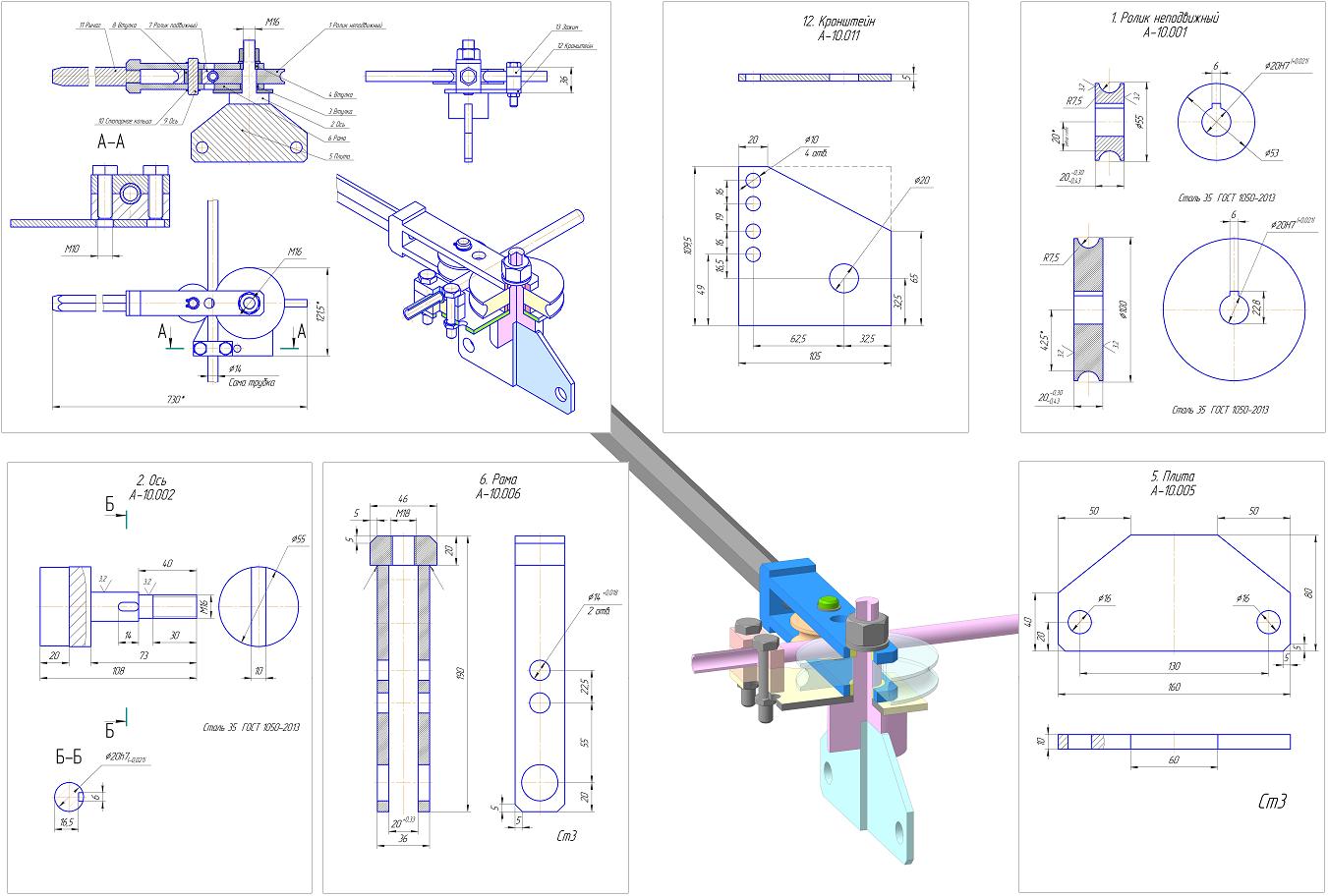
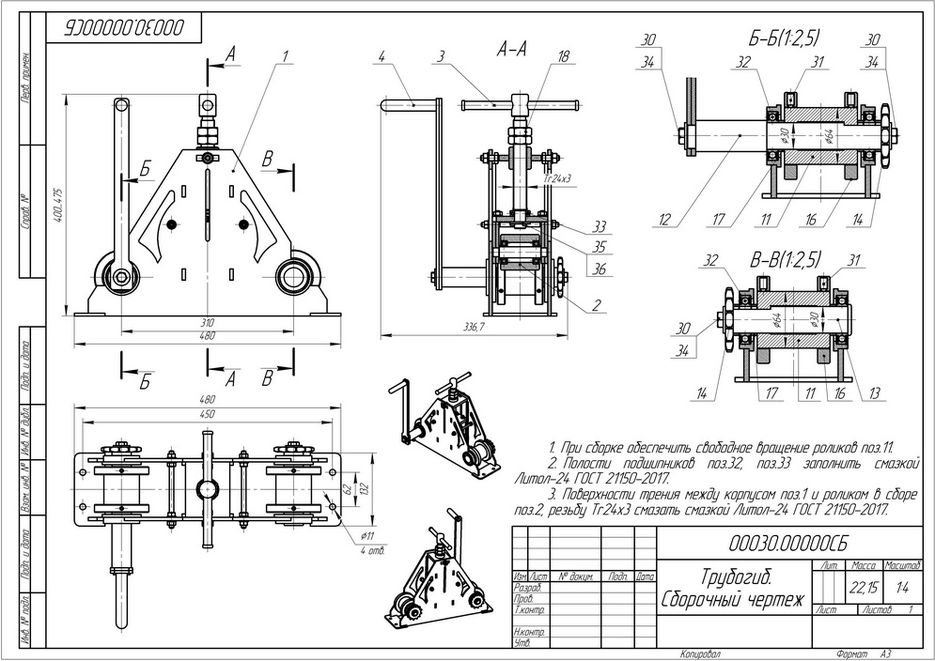
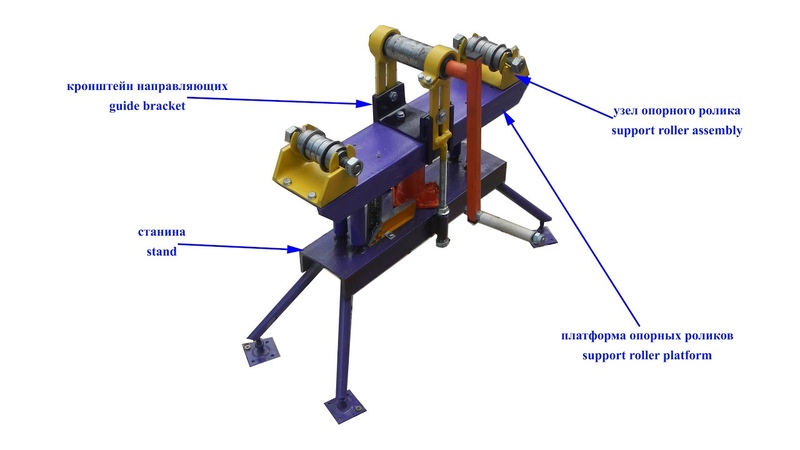
Делаем трубогиб
Самодельный трубогиб
Для домашних условий трубогиб можно сделать без чертежей и схем. Если же гибка выполняется на промышленном уровне, без специального профессионального оборудования не обойтись. Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
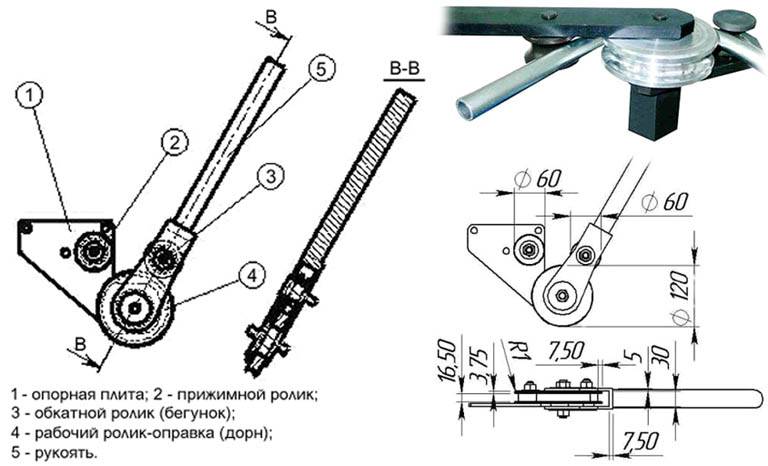
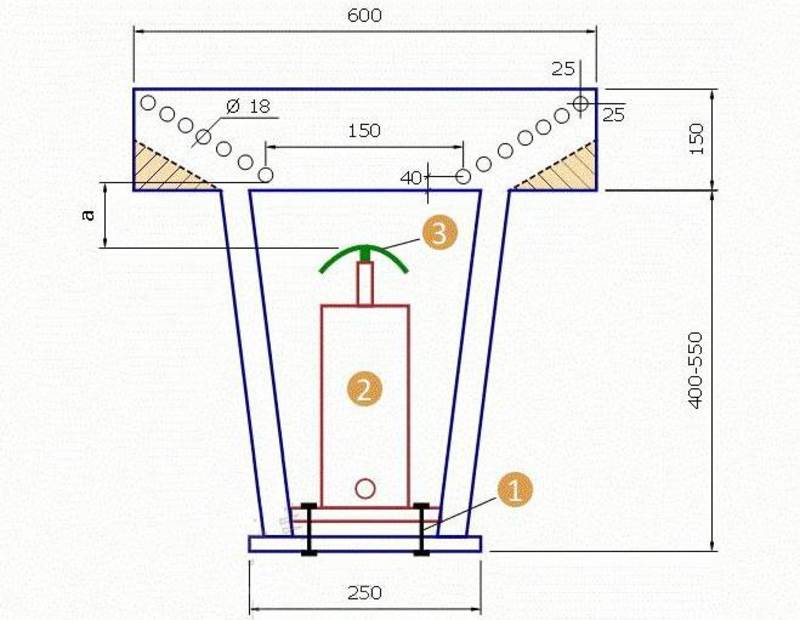
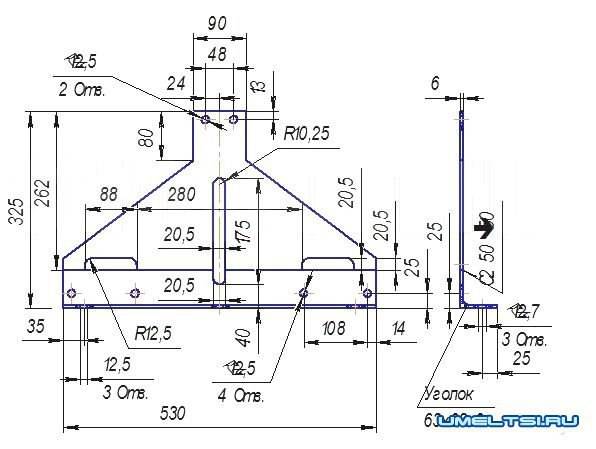
Но мы рассмотрим вариант, если трубогиба своими руками будет достаточно. Его вид зависит от диаметра изделий, которые будут изгибаться. Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
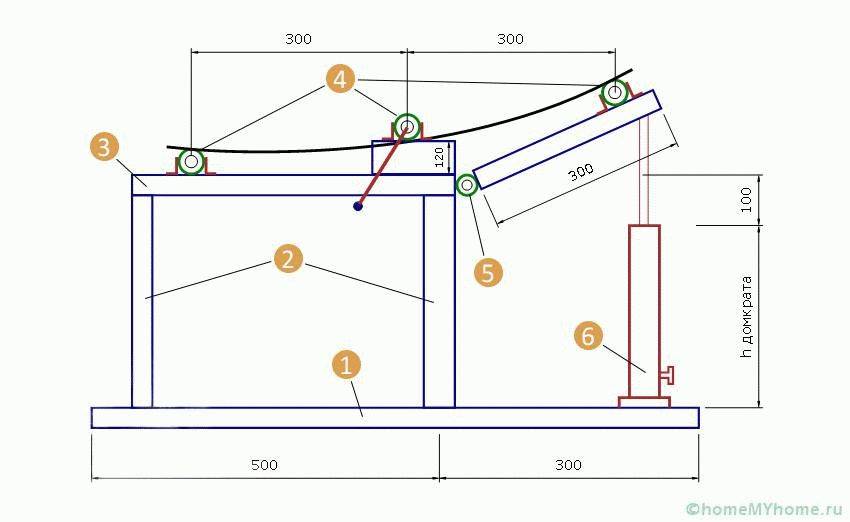
Если же размер трубы больше 20 мм, тогда следует усложнить устройство. На основание присоединяется 2 ролика с круглым сечением боковой грани. И тут нужно учесть, что диаметр изделия и радиус боковой грани должны совпадать. Дальше помещаем изделие между роликами. Один конец нужно закрепить неподвижно. Другой закрепляется к лебедке. Затем просто включаем лебедку и ждем, пока труба согнется до нужного состояния.
Рекомендация: если требуется плавный изгиб, тогда стоит применить горячий способ.
Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
 Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками. Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.Словом, без дополнительной видео инструкции, чертежей и схем такими простыми способами можно быстро и довольно качественно согнуть изделия своими руками. При этом можно довольно существенно сэкономить, не покупая трубогиб.
ИВ3428 Трубогиб электрический. Схемы, описание, характеристики
Сведения о производителе машины трубогибочной ИВ3428
Изготовитель машины трубогибочной ИВ3428 – Саранинский звод кузнечно-прессового оборудования. Завод основан в 1887 году, как завод по производству сельскохозяйственной техники. С 1946 года завод специализируется на производстве кузнечно-прессового оборудования. Свердловская область, п.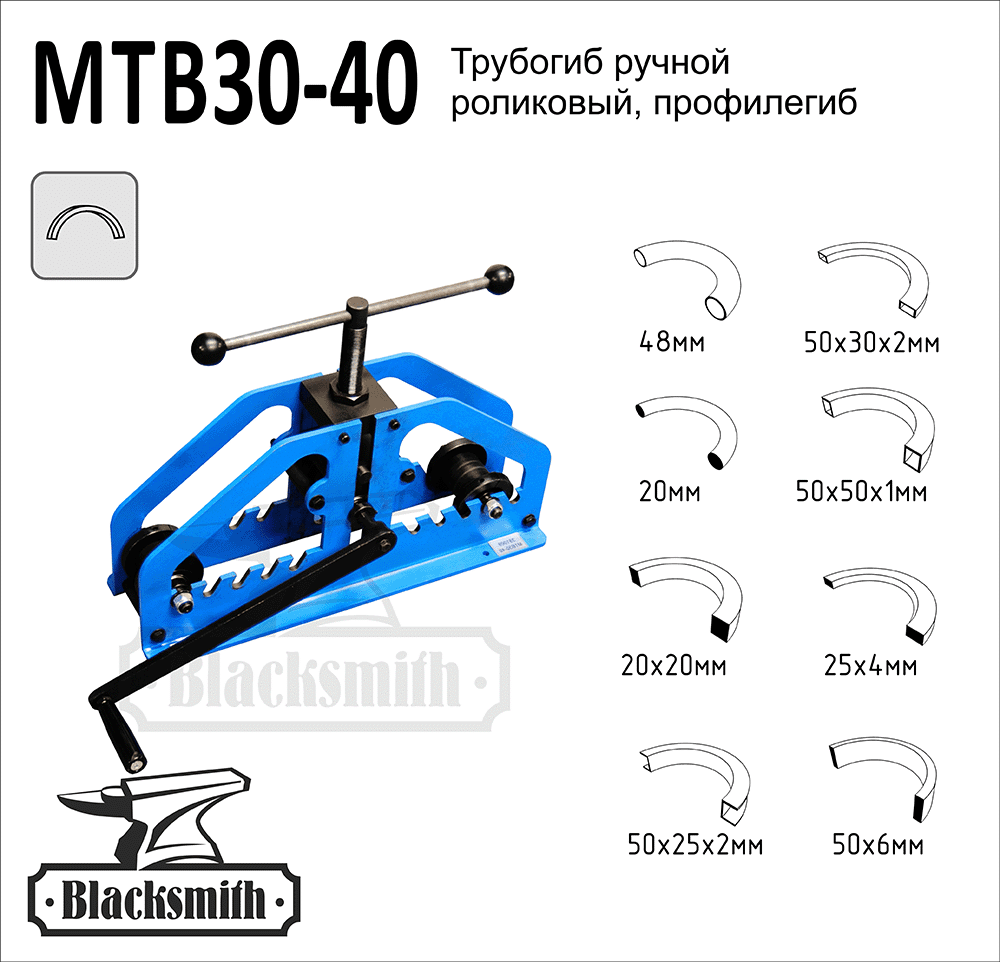 Сарана Красноуфимский р-н. Адрес сайта: http://kpo.ru
Сарана Красноуфимский р-н. Адрес сайта: http://kpo.ru
В настоящее время машину ИВ3428 производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
ИВ3428 Трубогиб c электромеханическим приводом. Назначение и область применения
Машина ИВ3428 разработана в 1982 году взамен модели ГСТМ-21М и серийно выпускалась с 1984 года. Разработчик ПО КПО г. Азов. Изготовитель – Завод КПО г. Сарана.
Трубогиб электромеханический модели ИВ3428 может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
Гибочный станок ИВ3428, предназначен для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик c минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм. И возможностью увеличения радиуса гиба до 500 мм (за отдельную плату).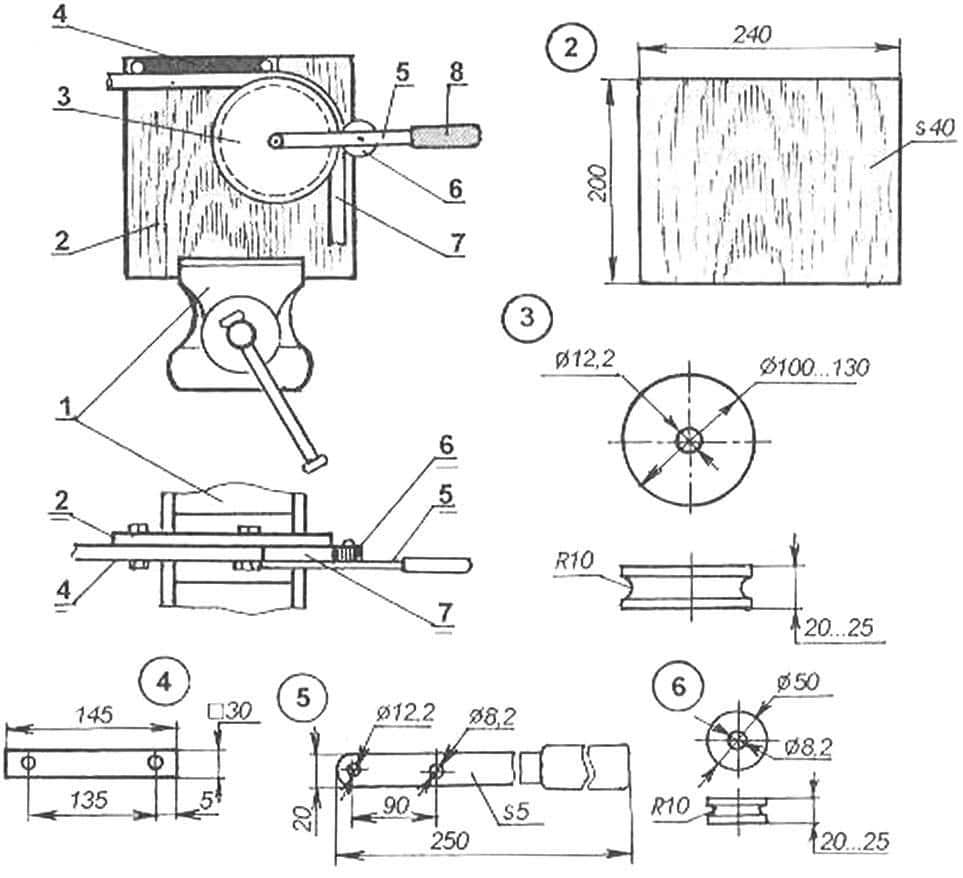
Машины трубогибочные ИВ3428 с механическим приводом оснащены электронным блоком включающего в себя системы управления двигателем через реверсивный магнитный пускатель «Вперѐд», «Назад».
Пульт управления на базе контроллера с 4-х значным индикатором используется для задания «Угла гиба», отслеживания текущего процесса гиба по датчикам «Угла» и «Исходное», и управлением остановом в заданной точке. При этом, для точности отработки «угла гиба», используется принцип останова двигателя методом «противовключения». Точность выполнения угла гиба 1-2 градуса.
Система управления имеет «ручной» и «автоматический» режимы работы станка.
Дорн применяется для предотвращения образования овальности и гофров. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
Преимущества ИВ3428 – трубогиба c электромеханическим приводом:
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине
- при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей. По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм. Простота и надежность конструкции механического привода легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм. Простота и надежность конструкции механического привода легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
С марта 2015 года планируются к выпуску опытные образцы трубогибочных станков моделей ИВ3428М, где будет установлена система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
- увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
- увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов –энкодеры), а также в применении частотных приводов от разных производителей
- есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления
Основные параметры машины листогибочной
ИВ3428:- Наибольший наружный диаметр – 63 мм
- Наибольшая толщина стенки изгибаемой трубы – 4,0 мм
- Наибольшая длина изгибаемой трубы – 3000 мм
- Наибольший радиус гибочного сектора (внутренний) – 320 мм
- Угол поворота гибочного сектора – 210°
- Расстояние от оси гибочного сектора до места крепления конца оправки – 3000 мм
- Мощность привода – 6,3 кВт
- Вес машины полный – 1,2 т
Общая компоновка и особенности трубогиба ИВ3428
Трубогиб электромеханический модели ИВ3428 состоит из следующих основных узлов:
- Станина ИВ3428-11-001
- Редуктор ИВ3428-21-001
- Привод ИВ3428-22-001
- Привод ИВ3428-22-001
- Балка ИВ3428-31-001
- Механизм поджима ИВ3428-32-001
- Механизм выдергивания дорна ИВ3428-33-001
- Штанга разметочная ИВ3428-51-001
- Электрооборудование ИВ3428-91-001
- Шкаф управления ИВ3428-92-001
- Пульт управления ИВ3428-93-001
- Инструмент ИВ3428-65-001
- Кнопка ОБЩИЙ СТОП
- Кнопки переключения углов гиба
- Кнопка СЕТЬ
- Кнопка ОБРАТНЫЙ ХОД гибочного инструмента
- Индикатор
Пульт управления трубогибом
Стандарный комплект поставки станка ИВ3428
- ИВ3428-00-001 Машина трубогибочная с механическим приводом 1
- ИВ3428-65-001 Ролик 3/4″
- ГСТМ-21М-31-415 Муфта М12 1
- ГСТМ-2Ш-31-416 Муфта М16 1
- Н4518-92Б-407 Ключ электрошкафа 1
- ГСТМ-21М-31-101 Колодка призматическая 1
- ГСТМ-2Ш-21-413 Планка 5
- ИВ3428-00-001 РЭ Машина трубогибочная с механическим приводом. Руководство по эксплуатации. 1
 Руководство по эксплуатации. 1
Руководство по эксплуатации. 1Принцип работы трубогиба ИВ3428
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Труба помещается в ручей гибочного ролика и закрепляется в нем с помощью эксцентрика. Призматической колодкой труба В процессе гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и колодкой, стаскивается с дорна и изгибается. Дорн примемяется для предотвращения образования овальности и гофров.
Можно производить гибку без дорна, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
ИВ3428 Общий вид трубогиба электромеханического
Фото трубогиба ИВ3428
Фото трубогиба ИВ3428
Фото трубогиба ИВ3428
Фото трубогиба ИВ3428
Фото трубогиба ИВ3428
ИВ3428 Расположение составных частей трубогиба
Расположение составных частей трубогиба ИВ3428
ИВ3428 Кинематическая схема электромеханического трубогиба
Кинематическая схема трубогиба ИВ3428
- электродвигатель; N=5,5 k W, n=1000 об/мин
- шкив Ø125 мм
- шкив Ø190 мм
- подшипник 7311 ГОСТ 333-79
- колесо червячное z=60, m=8
- подшипник 7217 ГОСТ 333-79
- червяк, z=l, m=8
- ползушка
- винт
- колодка призматическая
- рукоятка штанги разметочной
- упор
- дорн
- ролик гибочный
- подшипник 8224 ГОСТ 6874-75
- шестерня z=64, m=8
- шестерня z=16, m=8
- рычаг выдергивания дорна
- тяга дорна
- тяга
- серьга
- ремень клиновой Б – 1250 ГОСТ 1284. 1-89
 1-89
1-89Крутящий момент от электродвигателя 1 (рис. 2) с помощью клиноремен-ной передачи через шкивы 2, 3, червячную пару 5, 7 и цилиндрическую зубчатую открытую передачу 21, 20 передается на гибочный ролик 18, жестко связанный с шестерней 20.
Перемещением ползушки 12 балка настраивается на требуемый радиус гибки. Винтом 13 призматическая колодка 14 прижимается к трубе. Рукояткой 15 поднимаются и опускаются передвижные упоры 16 разметочной штанги.
Рычагом 22 через тягу 24, серьгу 25, тягу 23 выдергивается из зоны защемления в трубе дорн 17.
ИВ3428 Чертеж редуктора трубогиба
Чертеж редуктора трубогиба ИВ3428
Редуктор (рис 3), состоящий из червячной пары 14, 1 а цилиндрической зубчатой пары 7, 4, установлен на станине, представляющей собой сварную раму, закрытую с боков съемными крышками. На поворотном диске 6, жестко связанном с шестерней 4, закреплены две шпонки 5, через которые передается крутящий момент гибочному ролику.
Сменный шкив 10 клиноременной передачи соединяется с червяком 14 при помощи планки 9, выполняющей роль шпонки и срезного предохранителя от перегрузок по крутящему моменту.
Установленные на машине шкивы обеспечивают частоту вращения поворотного диска 2,5 об/мин. Для изменения частоты вращения поворотного диска на 5,8 min-1 поменяйте местами ведомый и ведущий шкивы.
В пульт управления установлен электронный блок, служащий для отключения электродвигателя, при достижении поворотным диском заданного угла гиба или исходного положения при обратном ходе. Заданный угол гиба высвечивается на индикаторе 18. Угол гиба устанавливается кнопками «+» иди «-» на пульте управления.
Балка, установленная в сварном кронштейне, закрепленном на верхней плоскости редуктора, может поворачиваться вокруг цапфы и имеет поперечное перемещение. На балке установлены: имеющая продольное перемещение призматическая колодка поджима трубы, система рычагов и тяг выдергивания дорна и штанги с откидными упорами. Для удобства транспортирования балка, штанга и тяги выполнены разъемными. Приводной электродвигатель подвешен на подмоторной плите, шарнирно соединенной с корпусом редуктора. Натяжение клиновых ремней осуществляется при помощи гаек.
Натяжение клиновых ремней осуществляется при помощи гаек.
ИВ3428 готовые изделия трубогиба
Чертеж редуктора трубогиба ИВ3428
ИВ3428 Трубогиб электрический. Видеоролик.
Технические характеристики трубогиба электромеханического ИВ3428
| Наименование параметра | ИВ3428 | |
|---|---|---|
| Наибольшие размеры изгибаемой трубы с пределом текучести δт=250 МРа (25кгс/мм2) | ||
| наружный диаметр D, мм | 76 | |
| толщина стенки S, мм | 4,5 | |
| Наименьший диаметр изгибаемой трубы, мм | 25 | |
| Внутренний радиус гибочного инструмента R, мм | 36,6. .320 .320 | |
| Угол поворота гибочного инструмента, град | 210 | |
| Электрооборудование и привод пресса | ||
| Количество электродвигателей, кВт | 1 | |
| Электродвигатель главного привода М1, кВт | 7,5 | |
| Габарит и масса пресса | ||
| Габарит (длнна х ширина х высота), мм | 3485 х 1370 х 1355 | |
| Масса пресса, кг | 1250 |
Связанные ссылки. Дополнительная информация
Ручные станки – Сосны Mfg
Сосны Ручные гибочные станки с ЧПУ и ЧПУ способны быстро и с повторяемостью сгибать трубы и трубы с внешним диаметром до 14 дюймов, обеспечивая надежную надежность и высокую производительность нескольких гибочных деталей. Эти мощные автоматические прецизионные гибочные станки предлагают преимущества быстрой настройки и переналадки, а также расширенный уровень программирования для обеспечения высокой производительности и гибкости операций гибки.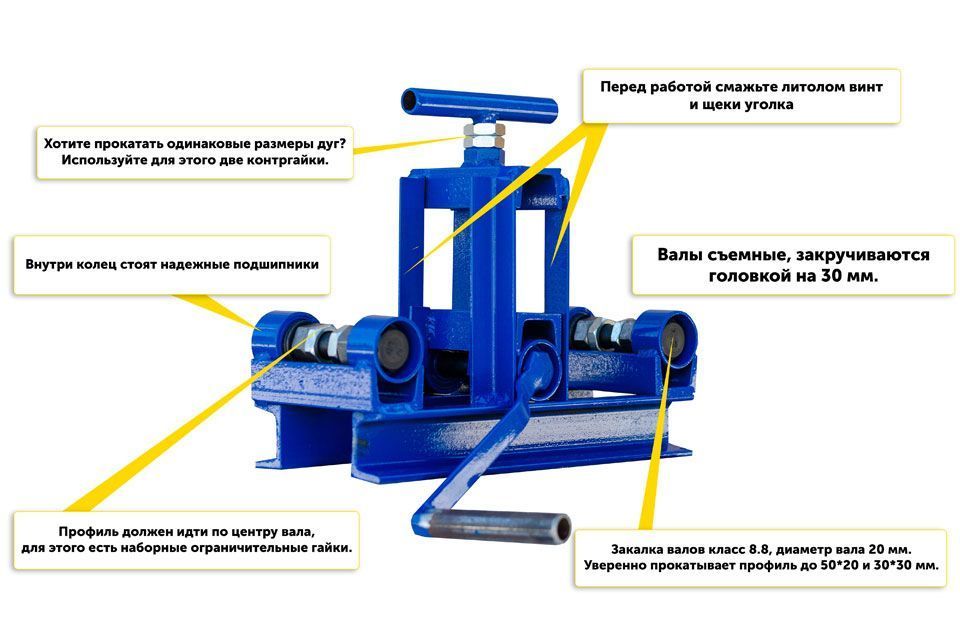 Наша линейка тяжелых гибочных станков — это рабочие лошадки отрасли, обеспечивающие наилучшую производительность по всему миру.
Наша линейка тяжелых гибочных станков — это рабочие лошадки отрасли, обеспечивающие наилучшую производительность по всему миру.
- Модель 1
- Модель 2
- Модель 4
- Модель 6
- Модель 8
Скачать спецификации
Модель 1
Конфигурация
Модель Pines 1 поставляется со следующим стандартным оборудованием:
- Вращение против часовой стрелки
- Возможность изгиба 1xD
- Стандартный держатель пресс-формы и мастер-штанга
- Держатель зажимной матрицы
- Экстрактор оправки
- 7-дюймовый цветной сенсорный экран Dial-A-Bend® DAB 7 Control
- Независимый зажим и пресс-форма закрываются
- Стандартный держатель матрицы
Для настройки машины доступно множество опций. Включая, но не ограничиваясь:
- Вспомогательное оборудование для пресс-форм
- Электрические органы управления (поворотные и стационарные рычаги)
- Лубрикатор оправки
- Базовые удлинители для увеличения длины трубы относительно оправки
- Потолочные стяжки
- Лазерный сканер или защитный коврик для защиты зоны поворотного рычага
- Вращение по часовой стрелке
- Длинные руки
Вместимость
- Круглые трубы из мягкой стали Y. P. до 40 000 фунтов на кв. дюйм – 1 1/2” x 0,109”
- Труба круглая, цветная Y.P. до 25 000 фунтов на кв. дюйм – 1 1/2” x 0,187”
- Круглая трубка, нержавеющая сталь Y.P. до 60 000 фунтов на кв. дюйм – 1 3/8” x 0,065
- Труба стальная, сортамент 80 – 1
- Трубка квадратного сечения, низкоуглеродистая сталь – 1 1/8 дюйма x 0,120
 P. до 40 000 фунтов на кв. дюйм – 1 1/2” x 0,109”
P. до 40 000 фунтов на кв. дюйм – 1 1/2” x 0,109”Технические характеристики
- Максимальный стандартный радиус – 8 дюймов
- Минимальное отношение радиуса к диаметру – 1
- Максимальный угол изгиба – 190º
- Максимальная стандартная длина трубы по оправке – 119 дюймов
- Скорость изгиба руки – вперед – 15,5 об/мин / назад 28,6 об/мин / средняя 22 об/мин (180°)
- Мощность двигателя – 7,5 л.с.
- Приблизительный вес – 2750 фунтов.
Элементы безопасности
- Предохранительные пластины, защищающие обе стороны поворотного рычага: изгиб и возврат
- Все электрические компоненты силовой панели защищены от прикосновения и соответствуют стандартам NFPA .
- Машина имеет соответствующую маркировку с указанием мест защемления и опасности

Скачать спецификации
Модель 2
Конфигурация
Модель Pines 2 поставляется со следующим стандартным оборудованием:
- Вращение против часовой стрелки
- Возможность изгиба 1xD
- Стандартный держатель пресс-формы и мастер-штанга
- Держатель зажимной матрицы
- Экстрактор оправки
- 7-дюймовый цветной сенсорный экран Dial-A-Bend® DAB 7 Control
- Независимый зажим и пресс-форма закрываются
- Стандартный держатель матрицы
Для настройки машины доступно множество опций. Включая, но не ограничиваясь:
- Вспомогательное оборудование для пресс-форм
- Варианты электрического управления (поворотный и стационарный рычаг)
- Лубрикатор оправки
- Базовые удлинители для увеличения длины трубы относительно оправки
- Потолочные стяжки
- Лазерный сканер или защитный коврик для защиты зоны поворотного рычага
- Вращение по часовой стрелке
- Длинные руки
Вместимость
- Круглые трубы, низкоуглеродистая сталь Y. P. до 40 000 фунтов на кв. дюйм – 3 дюйма x 0,109
- Труба круглая, цветная Y.P. до 25 000 фунтов на кв. дюйм – 3 дюйма x 0,187
- Круглая трубка, нержавеющая сталь Y.P. до 60 000 фунтов на кв. дюйм – 3 дюйма x 0,065
- Стальная труба, 2 сортамента IPS 80
- Трубка квадратного сечения, низкоуглеродистая сталь – 2 дюйма x 0,125
 P. до 40 000 фунтов на кв. дюйм – 3 дюйма x 0,109
P. до 40 000 фунтов на кв. дюйм – 3 дюйма x 0,109Технические характеристики
- Максимальный стандартный радиус – 12 дюймов
- Минимальное отношение радиуса к диаметру – 1
- Максимальный угол изгиба – 190º
- Повторяемость изгиба плеча – +/- .1º
- Максимальная стандартная длина трубы по оправке – 89 дюймов
- Скорость гибки – 6 об/мин в среднем. (180°)
- Мощность двигателя – 15 л.с.
- Приблизительный вес – 4600 фунтов.
Элементы безопасности
- Предохранительные пластины, защищающие обе стороны поворотного рычага: изгиб и возврат
- Все электрические компоненты силовой панели защищены от прикосновения и соответствуют стандартам NFPA .
- Машина помечена точками защемления и опасности
Просмотр видео
Загрузить характеристики
Модель 4
Конфигурация
Модель Pines 4 поставляется со следующим стандартным оборудованием:
60000 Вращение против часовой стрелки- Возможность изгиба 1xD
- Стандартный держатель пресс-формы и мастер-штанга
- Держатель зажимной матрицы
- Экстрактор оправки
- 7-дюймовый цветной сенсорный экран Dial-A-Bend® DAB 7 Control
- Независимый зажим и пресс-форма закрываются
- Стандартный держатель матрицы
Для настройки машины доступно множество опций. Включая, но не ограничиваясь:
- Вспомогательное оборудование для пресс-форм
- Электрические органы управления (поворотные и стационарные рычаги)
- Лубрикатор оправки
- Базовые удлинители для увеличения длины трубы относительно оправки
- Потолочные стяжки
- Лазерный сканер или защитный коврик для защиты зоны поворотного рычага
- Вращение по часовой стрелке
- Длинные руки
Вместимость
- Круглые трубы из мягкой стали Y. P. до 40 000 фунтов на кв. дюйм – 6 дюймов x 0,165
- Труба круглая, цветная Y.P. до 25 000 фунтов на кв. дюйм – 6 дюймов x 0,250
- Круглая трубка, нержавеющая сталь Y.P. до 60 000 фунтов на кв. дюйм – 6 дюймов x 0,095
- Стальная труба, сортамент 80 – 4” NPS
- Трубка квадратного сечения, низкоуглеродистая сталь – 4 дюйма x 0,235
 P. до 40 000 фунтов на кв. дюйм – 6 дюймов x 0,165
P. до 40 000 фунтов на кв. дюйм – 6 дюймов x 0,165Технические характеристики
- Максимальный стандартный радиус – 24 дюйма
- Минимальное отношение радиуса к диаметру – 1
- Максимальный угол изгиба – 190º
- Повторяемость изгиба плеча – +/- .1º
- Максимальная стандартная длина трубы по оправке – 162 дюйма
- Скорость гибки – 3,5 об/мин в среднем. (180°)
- Мощность двигателя – 20 л.с.
- Приблизительный вес – 12 600 фунтов.
Элементы безопасности
- Предохранительные пластины, защищающие обе стороны поворотного рычага: изгиб и возврат
- Все электрические компоненты силовой панели защищены от прикосновения и соответствуют стандартам NFPA .
- Машина имеет соответствующую маркировку с указанием мест защемления и опасности

Просмотр видео
Скачать характеристики
Модель 6
Конфигурация
Модель Pines 6 имеет следующее стандартное оборудование:
- 06 Вращение по часовой стрелке
- Возможность изгиба 1xD
- Стандартный держатель пресс-формы и мастер-штанга
- Держатель зажимной матрицы
- Экстрактор оправки
- 7-дюймовый цветной сенсорный экран Dial-A-Bend® DAB 7 Control
- Независимый зажим и пресс-форма закрываются
- Стандартный держатель матрицы
Для настройки машины доступно множество опций. Включая, но не ограничиваясь:
- Вспомогательное оборудование для пресс-форм
- Электрические органы управления (поворотные и стационарные рычаги)
- Лубрикатор оправки
- Базовые удлинители для увеличения длины трубы относительно оправки
- Потолочные стяжки
- Лазерный сканер или защитный коврик для защиты зоны поворотного рычага
- Вращение против часовой стрелки
- Длинные руки
Вместимость
- Круглые трубы из мягкой стали Y. P. до 40 000 фунтов на кв. дюйм — наружный диаметр 8 дюймов x стенка 0,250
- Труба круглая, цветная Y.P. до 25 000 фунтов на кв. дюйм – наружный диаметр 8 дюймов x 0,375 стенки
- Круглая трубка, нержавеющая сталь Y.P. до 60 000 фунтов на кв. дюйм – наружный диаметр 8 дюймов x 0,172 стенки
- Стальная труба, сортамент 80 – 6 дюймов NPS (наружный диаметр 6,625 x стенка 0,432)
- Квадратная трубка, низкоуглеродистая сталь – 6 дюймов, квадрат x 0,250, стенка
 P. до 40 000 фунтов на кв. дюйм — наружный диаметр 8 дюймов x стенка 0,250
P. до 40 000 фунтов на кв. дюйм — наружный диаметр 8 дюймов x стенка 0,250Технические характеристики
- Максимальный стандартный радиус – 38 ½”
- Минимальное отношение радиуса к диаметру – 1
- Максимальный угол изгиба – 190º
- Повторяемость изгиба плеча – +/- .1º
- Максимальная стандартная длина трубы по оправке – 72 дюйма
- Скорость изгиба рукояти – 0,69 об/мин / Среднее значение для прямого и обратного хода – 100 сек. (180°)
- Мощность двигателя – 20 л.с.
- Приблизительный вес – ~23 000 фунтов.

Элементы безопасности
- Пластины безопасности, защищающие обе стороны поворотного рычага
- Все электрические компоненты силовой панели защищены от прикосновения и соответствуют стандартам NFPA .
- Машина имеет соответствующую маркировку с указанием мест защемления и опасности
Просмотр видео
Скачать характеристики
Модель 8
Конфигурация
Модель Pines 8 имеет следующее стандартное оборудование:
- Вращение по часовой стрелке
- Возможность изгиба 1xD
- Стандартный держатель пресс-формы и мастер-штанга
- Держатель зажимной матрицы
- Экстрактор оправки
- 7-дюймовый цветной сенсорный экран Dial-A-Bend® DAB 7 Control
- Независимый зажим и пресс-форма закрываются
- Стандартный держатель матрицы
Для настройки машины доступно множество опций. Включая, но не ограничиваясь:
- Вспомогательное оборудование для пресс-форм
- Электрические органы управления (поворотные и стационарные рычаги)
- Лубрикатор оправки
- Базовые удлинители для увеличения длины трубы относительно оправки
- Потолочные стяжки
- Лазерный сканер или защитный коврик для защиты зоны поворотного рычага
- Вращение против часовой стрелки
- Длинные руки
Вместимость
- Круглые трубы из мягкой стали Y. P. до 40 000 фунтов на кв. дюйм – наружный диаметр 10 дюймов x 0,250 стенки
- Труба круглая, цветная Y.P. до 25 000 фунтов на кв. дюйм – наружный диаметр 10 дюймов x стенка 0,375
- Круглая трубка, нержавеющая сталь Y.P. до 60 000 фунтов на кв. дюйм – наружный диаметр 10 дюймов x 0,165 дюйма на стенке
- Стальная труба, сортамент 80–8 дюймов NPS
- Квадратная трубка, низкоуглеродистая сталь – квадрат 8 дюймов x 0,250 стенка
 P. до 40 000 фунтов на кв. дюйм – наружный диаметр 10 дюймов x 0,250 стенки
P. до 40 000 фунтов на кв. дюйм – наружный диаметр 10 дюймов x 0,250 стенкиТехнические характеристики
- Максимальный стандартный радиус – 38 ½”
- Минимальное отношение радиуса к диаметру – 1
- Максимальный угол изгиба – 190º
- Повторяемость изгиба плеча – +/- .1º
- Максимальная стандартная длина трубы по оправке – 72 дюйма
- Скорость изгиба руки – 0,45 об/мин / Средняя для прямого и обратного хода – 1,5 об/мин (180°)
- Мощность двигателя – 20 л.с.
- Приблизительный вес – ~35 000 фунтов.
Элементы безопасности
- Пластины безопасности, защищающие обе стороны поворотного рычага
- Все электрические компоненты силовой панели защищены от прикосновения и соответствуют стандартам NFPA .
- Машина имеет соответствующую маркировку с указанием мест защемления и опасности

Как согнуть нержавеющую трубку | Фитинги и клапаны Superlok
Анатомия трубогибаСегодня в блоге Mako Superlok мы говорим обо всем, что вам нужно знать о ручных трубогибах и о том, как сгибать трубы. Если вы только начинаете изучать гибку труб, существует множество терминов и особенностей этих инструментов, которые могут быть трудными для понимания. Мы собираемся начать с анатомии трубогиба. Глядя на каждую часть бендера, мы поговорим о каждой части и о причине ее появления. После того, как мы разберемся с этим, мы поговорим о том, как использовать все функции в своих интересах, чтобы сделать максимально точные изгибы.
Думаешь, ты знаешь о магах все, что нужно? Нажмите здесь, чтобы перейти к гибочной части↓
Детали для гибки- Ручки
- Начнем с ручек сверху. Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами.
- Защелка трубки
- Защелка трубки плотно захватывает передний конец трубки. Фиксируя трубку на месте, она предотвращает соскальзывание трубки с выравнивания, помогая оператору выполнять точные изгибы.
- Защелка ручки
- Эту защелку можно отвести назад, чтобы переориентировать короткую ручку на 90°. Это необходимо, когда установщику необходимо согнуть трубу между 90° и 180°.
- Роликовые гребенки
- Роликовые гребенки предотвращают повреждение трубы в процессе гибки за счет прокатки по трубе при изгибе. В этой системе используются два ролика для дополнительной поддержки трубки на протяжении всего процесса.
- Центральная матрица/оправка
- Эта деталь точно соответствует размеру трубы и очень прочная. Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе.
- Блок тисков
- Этот цельный элемент с плоскими сторонами предназначен для зажима в тиски. Это улучшает работу трубогиба, удерживая центральную оправку во время работы трубогиба. Операторам, использующим этот метод, не нужно беспокоиться о применении силы к обеим рукояткам, что значительно упрощает процесс.
 Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами.
Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами.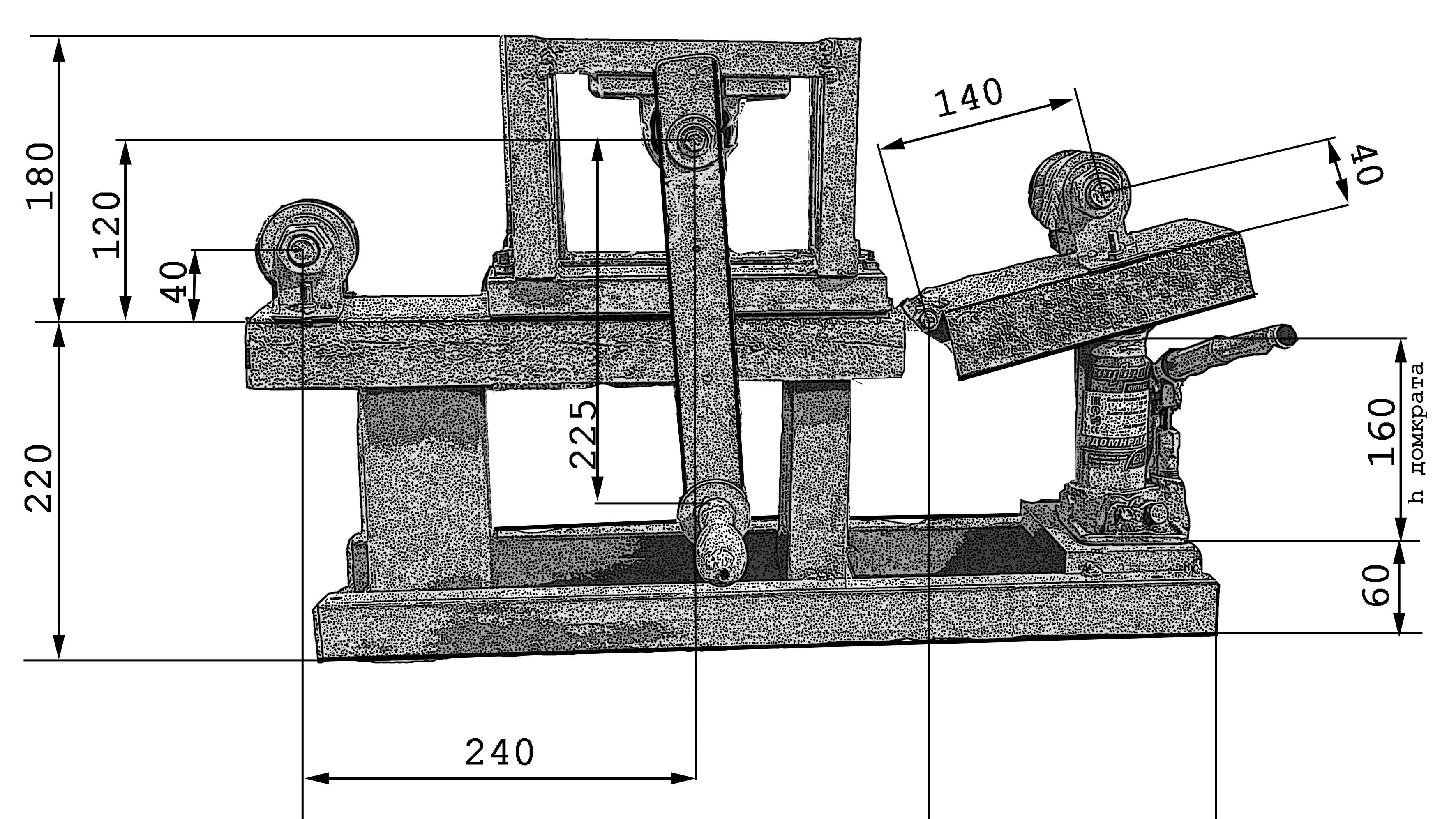 Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе.
Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе. Два набора маркировок находятся на передней стороне гибочного станка. Первый набор – это шкала угла изгиба. Он варьируется от 0° до 180° и показывает, на сколько градусов вы уже согнули. Вторая — это начальная шкала угла, и по этим отметкам вы выстроите точку изгиба. Однако вы, возможно, заметили, что не все эти индикаторы являются числами. Для чего нужны буквы «R» и «L»? Эти две точки обозначены таким образом из-за их взаимосвязи друг с другом. “Л” это 9точка изгиба 0°, а «R» — 60°. Однако, если вам нужно сделать изгиб в обратном направлении на 90°, вы должны выровнять отметку изгиба 90° с буквой «R».
Однако, если вам нужно сделать изгиб в обратном направлении на 90°, вы должны выровнять отметку изгиба 90° с буквой «R».
При изгибе труб буква «R» означает изгиб в обратном направлении. Используйте эту отметку, когда вам нужно сделать изгиб
под углом 90°, при этом задний конец трубки защелкивается в трубогибе вместо провода.
Итак, что если вам нужно сделать угол 15° или 30°? Поскольку не все трубогибы имеют индикаторы для этих углов, вы должны поставить свою отметку на соответствующем расстоянии между отмеченными отметками.
Измерение для изгиба трубки Прежде чем мы сможем использовать эту информацию, нам нужно снять размеры для нашей трубки. При работе с трубкой все измерения должны производиться относительно центральной линии вашей трубки. Каждый раз, когда мы начинаем прогон, мы должны измерять от центра фитинга в начале прогона и заканчивать в центре фитинга, который завершает этот прогон.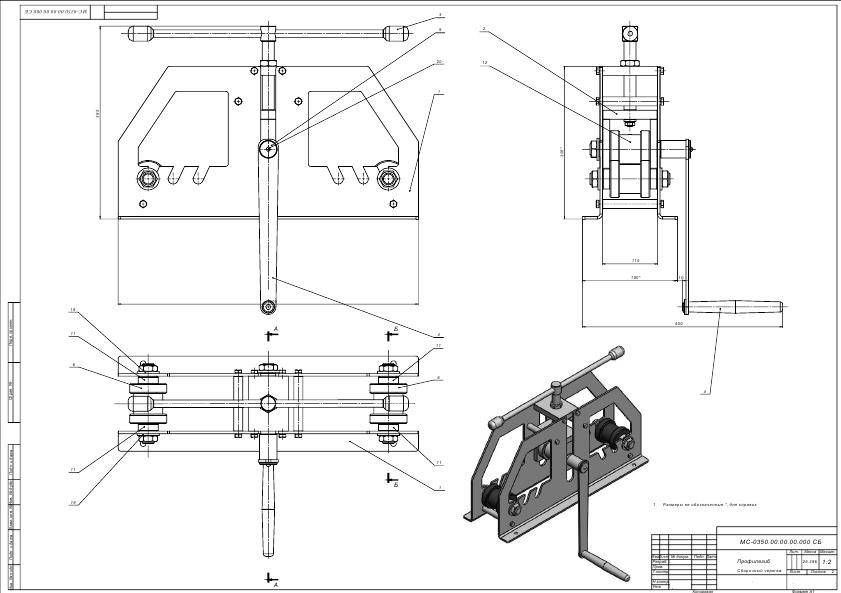 Этот метод измерения называется «от центра к центру».
Этот метод измерения называется «от центра к центру».
Как только вы узнаете свои измерения, может быть целесообразно составить карту вашего пробега, чтобы вы не потеряли их из виду. Этот шаг не является строго обязательным, но он определенно помогает в сложных системах с несколькими запусками. Карта также поможет вам рассчитать, сколько трубок вам понадобится для завершения забега. Промахнуться на последнем повороте — сценарий, приводящий в бешенство. Тем не менее, вам пока не следует обрезать трубку до определенной длины. Поскольку для закругленных углов используется немного меньше труб, чем для острых углов, вам нужно будет обрезать длину после изгиба.
Ваш первый изгиб трубки Начиная с ведущего конца трубки, сделайте отметку на длине первой ноги. Затем возьмите наконечник, сдвиньте его вниз по трубке и используйте его, чтобы переместить эту метку по всей длине трубки. Это гарантирует, что вы сможете четко видеть метку независимо от ориентации трубки. Оттуда вставьте трубку в трубогиб и неплотно закройте защелку трубки, чтобы можно было отрегулировать положение трубки. Так как мы делаем 9Изгиб 0°, мы совместим отметку изгиба с буквой «L» на начальных указателях. Наконец, полностью закройте защелку трубки и надавите на короткую ручку. Прежде чем завершить сгибание, вы можете остановиться прямо перед своей целью и убедиться, что ваш сгибатель правильно откалиброван. Если вы перегнули трубку, вы всегда можете положить ее обратно в трубогиб, чтобы завершить изгиб. Однако, если вы перегнули, не следует пытаться разгибать трубку. Это может вызвать нагрузку на изогнутую область и ослабить ее целостность.
Оттуда вставьте трубку в трубогиб и неплотно закройте защелку трубки, чтобы можно было отрегулировать положение трубки. Так как мы делаем 9Изгиб 0°, мы совместим отметку изгиба с буквой «L» на начальных указателях. Наконец, полностью закройте защелку трубки и надавите на короткую ручку. Прежде чем завершить сгибание, вы можете остановиться прямо перед своей целью и убедиться, что ваш сгибатель правильно откалиброван. Если вы перегнули трубку, вы всегда можете положить ее обратно в трубогиб, чтобы завершить изгиб. Однако, если вы перегнули, не следует пытаться разгибать трубку. Это может вызвать нагрузку на изогнутую область и ослабить ее целостность.
После того, как изгиб завершен и проверен на правильный угол, пора переходить к следующему изгибу. Может быть полезно провести следующее измерение, пока трубка все еще находится в трубогибе. Плечо центральной матрицы часто находится в центре трубки, поэтому его можно использовать в качестве точки крепления. Если ваш трубогиб не имеет этой функции, обязательно измерьте его от центра последней секции трубки, чтобы получить правильную длину. После того, как вы закончите измерения, все инструкции для ваших следующих изгибов останутся прежними, за исключением одной дополнительной вещи. Выравнивание! В этой демонстрации наши два изгиба выровнены друг с другом. Чтобы добиться этого, мы можем поставить уровень на центральный штамп, а затем на предыдущий изгиб, чтобы убедиться, что они плоские. Кроме того, если вы не используете тиски для удержания трубогиба, вы можете посмотреть на ручки, чтобы проверить выравнивание. Хотя, если ваши изгибы не должны быть плоскими, вам необходимо убедиться, что ваши изгибы синхронизированы с правильными позициями относительно самих себя.
Если ваш трубогиб не имеет этой функции, обязательно измерьте его от центра последней секции трубки, чтобы получить правильную длину. После того, как вы закончите измерения, все инструкции для ваших следующих изгибов останутся прежними, за исключением одной дополнительной вещи. Выравнивание! В этой демонстрации наши два изгиба выровнены друг с другом. Чтобы добиться этого, мы можем поставить уровень на центральный штамп, а затем на предыдущий изгиб, чтобы убедиться, что они плоские. Кроме того, если вы не используете тиски для удержания трубогиба, вы можете посмотреть на ручки, чтобы проверить выравнивание. Хотя, если ваши изгибы не должны быть плоскими, вам необходимо убедиться, что ваши изгибы синхронизированы с правильными позициями относительно самих себя.
После того, как вы согнули трубку до нужной формы, пришло время отрезать ее окончательную длину. Мы рекомендуем использовать ножовку, потому что она делает чистые прямые пропилы без скашивания конца трубы.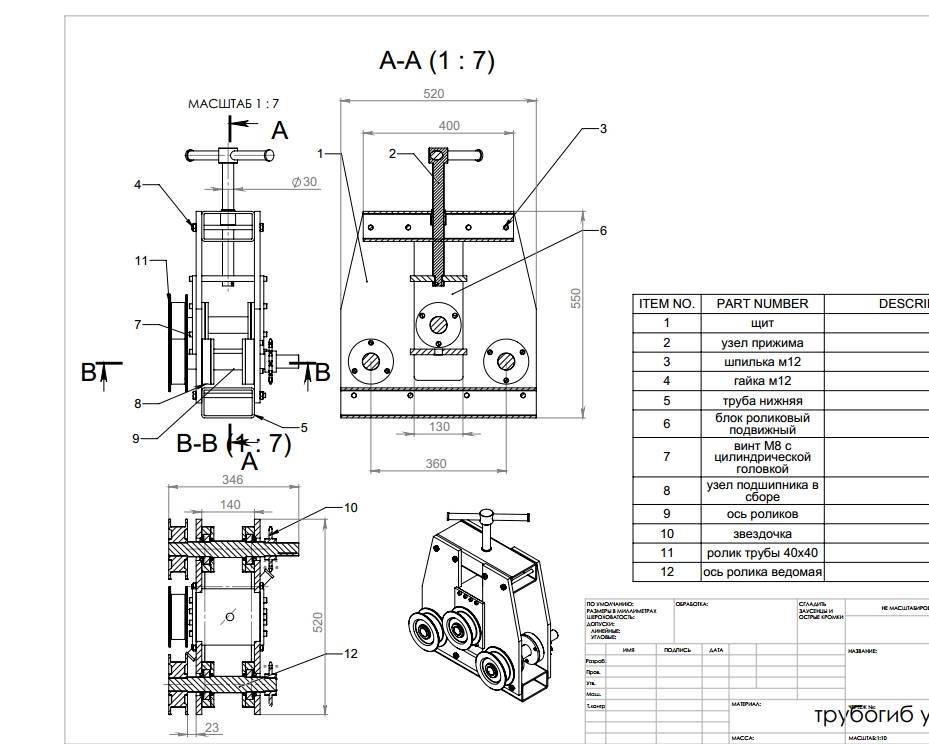 Тем не менее, важно помнить, чтобы ваш резак не царапал трубку рядом с местом разреза. Несовершенства труб любого рода могут ослабить их. Это особенно верно, когда это повреждение происходит в области, где зажимаются наконечники. Какой бы метод резки вы ни предпочли, используйте инструмент для удаления заусенцев, чтобы очистить конец трубки. Это поможет герметизировать феррулы и уменьшит турбулентность среды в линии.
Тем не менее, важно помнить, чтобы ваш резак не царапал трубку рядом с местом разреза. Несовершенства труб любого рода могут ослабить их. Это особенно верно, когда это повреждение происходит в области, где зажимаются наконечники. Какой бы метод резки вы ни предпочли, используйте инструмент для удаления заусенцев, чтобы очистить конец трубки. Это поможет герметизировать феррулы и уменьшит турбулентность среды в линии.
Наконец-то настал момент истины. Хорошая посадка – это когда вы можете вставить трубку на место, не прилагая усилий и не борясь с трубкой. Если вы правильно измеряли и проверяли углы по мере продвижения, вам не должно быть слишком сложно получить хорошую подгонку. Тем не менее, есть вероятность, что вы сидите немного туго. Это давление называется боковой нагрузкой, и оно может повлиять на целостность вашей системы, заставляя фитинги чувствовать себя затянутыми вручную задолго до того, как они должны быть. В свою очередь, это означает, что установщик начинает отсчет 1-1/4 оборота слишком рано и никогда не прижимает наконечники должным образом.