Устройство вертикально-фрезерного станка с ЧПУ
Фрезерные станки широко используются в промышленности. На таких установках ведется обработка плоских и криволинейных поверхностей, формирование и обработка прямых и винтовых канавок, создание резьб и зубчатых колес. Для работы с металлическими заготовками используются фрезы многочисленных конструкций. На станках производится фрезерование деталей из стали, чугуна и цветных металлов. Широко используется твердосплавный инструмент. Применение дополнительных приспособлений позволяет значительно расширить технологические возможности станков.
По конструкции фрезерные станки общего назначения делятся на вертикальные и горизонтальные в зависимости от расположения основного шпинделя. Станки с вертикальным шпинделем удобны при обработке деталей типа плит, на таких станках можно сверлить отверстия с вертикальной осью и обрабатывать их.
Общее устройство вертикального фрезерного станка
Устройство вертикальных фрезерных станков всех видов имеет общие черты.
В устройстве вертикального фрезерного станка станину разделяют на несколько элементов — основание, колонну и шпиндельную бабку. Основание устанавливается на фундаменте при помощи анкерных болтов. По направляющим колонны перемещается шпиндельная бабка. Для устойчивости конструкции с задней стороны колонны (или внутри) располагается противовес, который уравновешивает шпиндельный узел.
Шпиндельная бабка размещена на вертикальных направляющих колонны. Шпиндель вращается от электродвигателя, который также находится на колонне. В современных станках используются двигатели, которые напрямую соединены со шпиндельным узлом, без промежуточной коробки скоростей. Такие двигатели самостоятельно позволяют изменять скорость вращения.
Шпиндель вращается от электродвигателя, который также находится на колонне. В современных станках используются двигатели, которые напрямую соединены со шпиндельным узлом, без промежуточной коробки скоростей. Такие двигатели самостоятельно позволяют изменять скорость вращения.
Горизонтальный рабочий стол вертикально-фрезерного станка имеет вид массивной плиты, как правило, выполняемой из чугуна, с Т-образными продольными пазами. Они используются для установки крепежных приспособлений, которые фиксируют заготовку на столе. Стол оборудован салазками, которые обеспечивают ему возможность продольного и поперечного перемещения. Перемещение стола производится от коробки подач, вращение на которую передает один из электродвигателей.
Для управления станком имеется подвесной или выносной пульт. Современные станки оснащаются системами ЧПУ для повышения точности обработки и увеличения производительности.
Важные особенности конструкции вертикальных фрезерных станков
В устройстве фрезерных станков с вертикальным шпинделем выделяют такие важные параметры, на которые следует обратить внимание при покупке:
-
Скорость вращения шпинделя.
 На современных станках используются шпиндели с высокой скоростью вращения 12 000-18 000 об/мин.
На современных станках используются шпиндели с высокой скоростью вращения 12 000-18 000 об/мин. - Мощность двигателя. Важный параметр, который определяет производительность станка.
- Допустимое перемещение стола по направляющим и грузоподъемность. Влияет на предельные размеры заготовки.
- Расстояние от торца шпинделя до поверхности стола . Влияет на максимально возможную высоту обрабатываемой детали.
- Конус шпинделя. На вертикальных фрезерных станках применяется оправка выполненная по стандарту ISO40 или ISO50. Оба варианта исполнения конуса позволяют устанавливать разнообразный инструмент, включая дисковые и концевые фрезы.
-
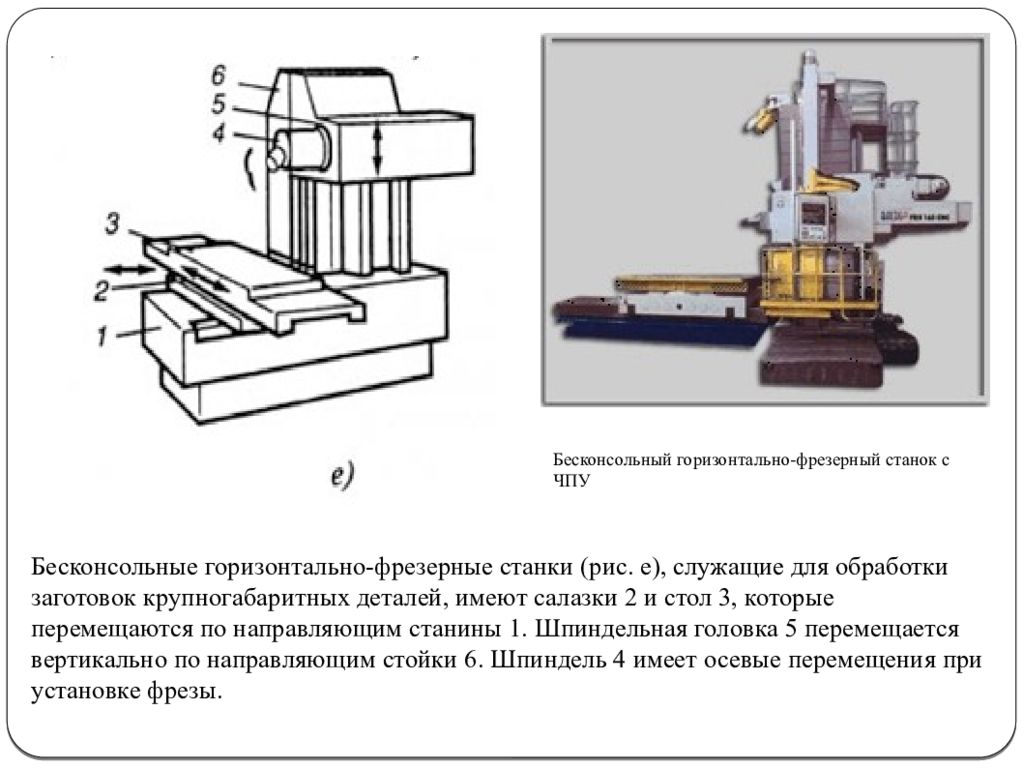
Точность обработки. Значительно зависит от устройства станка и применяемых компонентов (ШВП, направляющие, моторы и привода). Бесконсольные станки характеризуются большей точностью, особенно на тяжелых режимах резания.
 На современных станках используются шпиндели с высокой скоростью вращения 12 000-18 000 об/мин.
На современных станках используются шпиндели с высокой скоростью вращения 12 000-18 000 об/мин.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Универсальные фрезерные станки | Машиностроение
К универсальным фрезерным станкам относятся: консольно-фрезерные станки, бесконсольные фрезерные станки, продольные фрезерные станки. Консольно-фрезерные станки составляют значительную часть оборудования, относящуюся к технологической группе металлорежущих станков под общим названием фрезерные станки.
К консольно-фрезерным станкам относятся: вертикально-фрезерные, горизонтально-фрезерные, универсально-фрезерные и широкоуниверсальные фрезерные металлорежущие станки. Признаком консольно-фрезерной компоновки станка является то, что рабочий стол, на котором крепится обрабатываемая деталь, расположен консольно на вертикальных направляющих стойки станка.
Признаком консольно-фрезерной компоновки станка является то, что рабочий стол, на котором крепится обрабатываемая деталь, расположен консольно на вертикальных направляющих стойки станка.
Консольно–фрезерные станки предназначены для скоростного фрезерования разнообразных деталей средних размеров и веса из черных и цветных металлов, а также из пластмасс. Обработка деталей на станке в основном производится торцовыми, хвостовыми, пальцевыми фрезами и фрезерными головками в условиях индивидуального и серийного производства.
Основные узлы станка: основание; станина; коробка скоростей; шпиндельная головка; стол; поперечные салазки; консоль; коробка подач.
На станке имеются следующие движения; главное движение, движение подачи, вспомогательные движения: главное движение — вращение шпинделя с фрезой; движения подач— прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях; вспомогательными движениями являются все указанные перемещения стола, выполняемые на быстром ходу или вручную, ручное перемещение шпиндельной гильзы вдоль оси шпинделя и поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Принцип работы станка следующий. Крупные заготовки закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие заготовки устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе. При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную.
В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам. Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой заготовкой быстро перемещается, пока заготовка не подойдет к фрезе; затем включается рабочая подача. По окончании обработки стол быстро возвращается в исходное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет следующую заготовку и вновь включает станок. Цикл повторяется.
Рабочий снимает обработанную деталь, закрепляет следующую заготовку и вновь включает станок. Цикл повторяется.
При маятниковом цикле обрабатываемые детали устанавливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены .на значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обрабатываемых поверхностей деталей.
Кинематика горизонтального и вертикального варианта консольно-фрезерного станка в принципе одинаковая. Различаются они только расположением шпинделя. В первом случае шпиндель расположен горизонтально, во втором – вертикально. На рис. 4.46 показана кинематическая схема универсального горизонтального консольно-фрезерного станка мод. 6Р82.
В первом случае шпиндель расположен горизонтально, во втором – вертикально. На рис. 4.46 показана кинематическая схема универсального горизонтального консольно-фрезерного станка мод. 6Р82.
Рис. 4.46. Кинематическая схема горизонтального консольно-фрезерного станка мод. 6Р82
Главное движение. Электродвигатель М1 мощностью 7,5 кВт связан с валом 1 коробки скоростей полужесткой муфтой. Вал 11 получает вращение через зубчатую передачу 27—53. На валу 11 находится тройной блок шестерен, который может передать вращение валу 111 с тремя различными скоростями. Следующий тройной блок шестерен увеличивает количество возможных скоростей вращения вала 1V до девяти. Вал V получает вращение от вала IV через двойной блок шестерен Б, благодаря чему количество частот вращения увеличивается до 18.
Уравнение кинематического баланса главного привода станка имеет следующий вид:
Количество частот вращения шпинделя определяется как произведение передач между валами II и V.
Движения подач. Эти движения осуществляются от электродвигателя М2 мощностью 2,2 кВт, вращение от которого через шестерни 26—50 и 26—57 передается коробке подач.
На валу VIII коробки подач находится тройной подвижной блок шестерен, сообщающий валу IХ три частоты вращения. От вала IX, благодаря наличию на валу X также тройного подвижного блока шестерен, который получает девять различных частот оборотов. Когда подвижная шестерня 40 передвинута вправо и находится в зацеплении с муфтой М2, вращение от вала IX передается широкому колесу 40 непосредственно. При перемещении подвижной шестерни 40 влево кулачковая муфта М2 выключается, а сама шестерня 40 входит в зацепление с шестерней 18 двухвенцового блока 45, 18, свободно сидящего на валу IX. В этом случае широкое колесо 40 приводится в движение через шестерни 13-45 и 18-40.
От широкого колеса 40 через муфту М3 при включенной кулачковой муфте М2, вращение передается валу XI. От вала XI через шестерни 28—35, вал XII, шестерни 18-33-37, вал XIV, коническую передачу 18-16, коническую передачу 18-18, кулачковую муфту M7 и ходовой винт XVI сообщается продольная подача Sпр столу. Уравнение кинематического баланса имеет вид:
От вала XI через шестерни 28—35, вал XII, шестерни 18-33-37, вал XIV, коническую передачу 18-16, коническую передачу 18-18, кулачковую муфту M7 и ходовой винт XVI сообщается продольная подача Sпр столу. Уравнение кинематического баланса имеет вид:
Количество продольных подач 18. От вала XI через шестерни 28-35, вал XII, шестерни 18-33-37-33 и ходовой винт XV при включенной муфте М6 столу сообщается поперечная подача Sпоп:
Количество поперечных подач 18. Вертикальная подача осуществляется по такой же методике, что и кинематика при продольной и поперечной подаче, а уравнение кинематического баланса вертикальной подачи имеет следующий вид:
Количество вертикальных подач 18. В верхней части кинематики продольного перемещения стола расположен вал, предназначенный для привода вращения накладного стола (на рис. не показан) или делительной головки и связан с ходовым винтом XVII шестернями 30-15.
Вспомогательные движения. Быстрые перемещения стола во всех направлениях осуществляются при включенной фрикционной муфте М4 и выключенной муфте М3. В этом случае вращение от электродвигателя передается по кинематике далее по кинематическим цепям рабочих подач.
Быстрые перемещения стола во всех направлениях осуществляются при включенной фрикционной муфте М4 и выключенной муфте М3. В этом случае вращение от электродвигателя передается по кинематике далее по кинематическим цепям рабочих подач.
На базе рассмотренной кинематики консольно-фрезерного станка эти станки имеют и другие исполнения. Вертикальные консольно-фрезерные станки, отличающиеся от горизонтальных вертикальным расположением шпинделя. Универсальный консольно-фрезерный станок, который предназначен для фрезерования не только различных деталей сравнительно небольших размеров, но также имеет возможность поворачивать в пределах ± 45 градусов рабочий стол, что позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Вертикальный фрезерный станок
Вертикальный фрезерный станок| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | ||
| ВЕРТИКАЛЬНЫЙ ФРЕЗЕР (1) | ||
В. Райан © 2003 – 2022 Райан © 2003 – 2022 | ||
| Вертикально-фрезерный станок используется для обработки металлов, таких как мягкая сталь и алюминий. Его также можно использовать для формовки пластмасс, таких как плексиглас и нейлон. Полноразмерные фрезерные станки, такие как показанный ниже мощные, но также очень точные / точные. Режущие инструменты есть очень дорогие и легко ломаются, если оператор станка пытается сделать слишком глубокий надрез за один раз. При использовании вертикальной фрезы машина должна быть настроена так, чтобы резать только небольшое количество металла каждый раз. время прохождения фрезы над поверхностью металла. | ||
| ПРОСТАЯ СХЕМА ВЕРТИКАЛЬНОГО ФРЕЗЕРА | ||
Доступен широкий выбор режущих инструментов. Они сделаны из высоких
быстрорежущая сталь и достаточно прочны, чтобы резать мягкую сталь, литую сталь
и алюминий. Три примера показаны ниже с примером
профиль они врезаются в металл. Они сделаны из высоких
быстрорежущая сталь и достаточно прочны, чтобы резать мягкую сталь, литую сталь
и алюминий. Три примера показаны ниже с примером
профиль они врезаются в металл. | ||
| СХЕМЫ НЕКОТОРЫХ РЕЗЧИКОВ | ||
| ФОТОГРАФИИ НАСТОЯЩИХ РЕЗЧИКОВ | ||
Фреза имеет резьбу на одном конце. Этот
превращается в патрон. Перед этим инструмент оборачивают тканью. делается так, как он может легко прорезать плоть. Необходимо соблюдать осторожность, когда
установка режущего инструмента. делается так, как он может легко прорезать плоть. Необходимо соблюдать осторожность, когда
установка режущего инструмента. | ||
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ СЛЕДУЮЩАЯ СТРАНИЦА ВЕРТИКАЛЬНОГО ФРЕЗЕРА | ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И УКАЗАТЕЛЬ ПРОЦЕССОВ СТРАНИЦА | ||
Фрезерный станок с колонной и коленом: определение, типы, детали, схема и конструкция
Механизм фрезерного станка с колонной и коленом состоит из механизма привода шпинделя и механизма подачи стола. Механизм привода шпинделя встроен в колонну. Отдельные двигатели для приводных машин размещены внутри колонны, и шпиндель получает от нее мощность.
– Основание: основание фрезерного станка колонного и коленного типа, на одном конце которого находится колонна, а на нем – все остальные детали, а также действует как резервуар для охлаждающей жидкости.
– Колонна: основная опорная часть станка, вертикально установленная на основании, имеет коробчатую форму, с тяжелыми ребрами внутри, вмещает весь приводной механизм шпинделя и подачи стола, направляющая типа «ласточкин хвост» в качестве опоры колено предусмотрено на точно обработанной передней вертикальной поверхности колонны.
– Траверса: монтируется в верхней части колонны, выходит за пределы колонны и поддерживает другой конец вала. Он может скользить горизонтально, вперед и назад и регулироваться в требуемом положении для поддержки выступающего вала.
– Опора вала: дополнительная опора, установленная между коленом и перекладиной для обеспечения дополнительной жесткости на другом конце вала.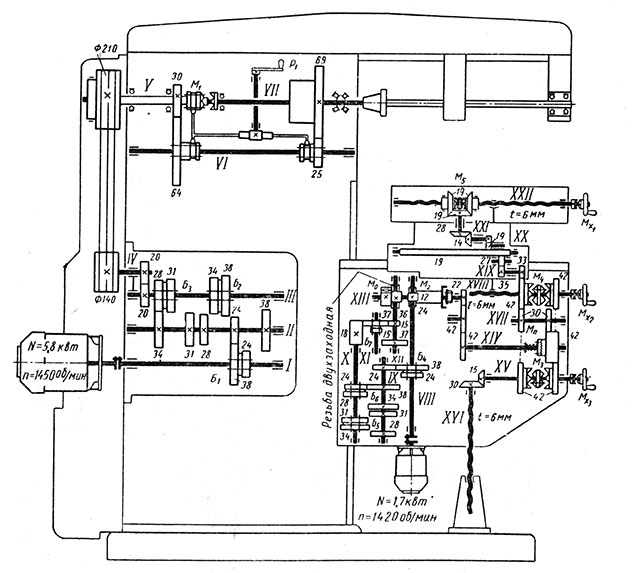
– Шпиндель: вал, расположенный в верхней части колонны, получает мощность от двигателя через ремни, шестерни и муфты и передает ее на вал.
– Оправка: удлинение шпинделя станка, на котором установлены и вращаются фрезы. Оправки изготовлены с коническими хвостовиками для правильного совмещения со шпинделями станка, имеющими конические отверстия на их носовой части. Стяжной болт используется для блокировки оправки со шпинделем и всей сборкой. Узел оправки состоит из следующих компонентов: оправка, шпиндель, распорные кольца, опорная втулка, фреза, стяжной болт, контргайка, ключевой блок и установочный винт.
– Колено представляет собой жесткую отливку из серого чугуна, которая скользит вверх и вниз по вертикальным направляющим поверхности колонны. С помощью маховика или источника питания для управления подъемным винтом можно регулировать высоту рабочего стола. При движении колена можно регулировать высоту стола или расстояние между инструментом и заготовкой.
– Седло: помещается между столом и коленом, служащим опорой для стола, для обеспечения поперечной подачи к столу, седло можно отрегулировать крест-накрест по направляющей, предусмотренной в верхней части колена, предусмотрены горизонтальные направляющие в верхней части седла рабочий стол может перемещаться в его продольном направлении.