УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
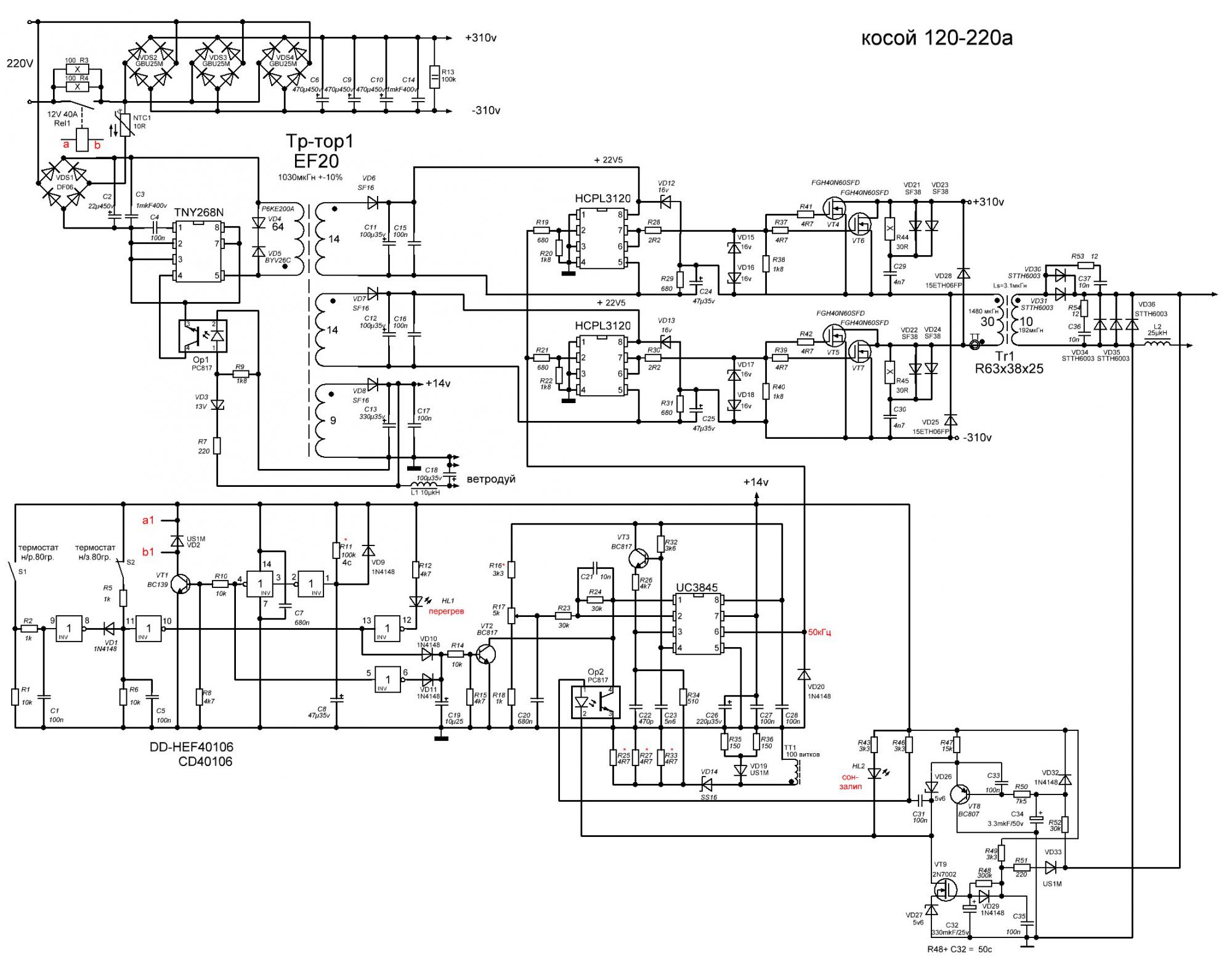
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т. е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т. к. на результаты измерений они не влияют.
к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т. е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
Схемы к ЭЛ.ИНСТРУМЕНТУ :: Сварочное оборудование :: Инвертор сварочный :: Сварочный инвертор, ММА ЗАС-М3-140
Компактный и надежный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР – передовые технологии у Вас на службе
Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР – передовые технологии у Вас на службе
ЗУБР
Серия:МАСТЕР
Вид сварки:ММА
Габариты:34x25x31 см
Горячий старт:есть
Диаметр электродов:1.6-3,2 мм
Диапазон напряжений сети:160-230 В
Диапозон напряжений сети:160-230 В
Дисплей:нет
Защита от перегрева и перегрузки:есть
Защита от прилипания электрода:нет
Класс электробезопасности:I
Кпд:85 %
Макс. потребляемый ток:
потребляемый ток:25.5 А
Максимальный диаметр электрода, мм:3.2
Максимальный сварочный ток, А:140
Масса в упаковке:6.7 кг
Масса изделия:5.9 кг
Мин. напряжение питания:160 В
Мощность:5.6 кВА
Напряжение сети:220±10% /50 В/Гц
Напряжение холостого хода:78 В
Номинальное напряжение:230 /50 В/Гц
Пв:35 %
ПВ на максимальном токе, %:35
Потребляемая мощность, кВА:5. 6
6
25.6 В
Ремень:Ремень
Род сварочного тока:постоянный
Сварочный ток:10-140 А
Степень защиты:IP21
Тип сварки:ММА
Тип транзистора:IGBT
Форсаж дуги:есть
Аппарат сварочный:Аппарат сварочный
Кабель с зажимом массы:Кабель с зажимом массы
Кабель с электрододержателем:Кабель с электрододержателем
Руководство по эксплуатации:Руководство по эксплуатации
ЗУБР_ЗАС-М3-140_instruction. pdf (ЗУБР_ЗАС-М3-140_instruction.pdf, 2,723 Kb) [Скачать]
pdf (ЗУБР_ЗАС-М3-140_instruction.pdf, 2,723 Kb) [Скачать]
Сварочная электрическая цепь
Чтобы понять полярность в цепи дуговой сварки, прежде всего важно понять конструкцию цепи дуговой сварки. В этой статье обсуждается несколько терминов, используемых в любой электрической цепи, таких как ЭДС, ток и сопротивление. В последней части статьи электрическая цепь сварки приравнивается к обычной электрической цепи и обсуждается полярность: прямая и обратная полярность.
Компоненты электрической цепи
Нормальная электрическая цепь
Цепь дуговой сварки
Полярность в сварочной цепи
Как изменить полярность?
Другие аспекты сварочного контура
Цепь дуговой сварки аналогична обычной электрической цепи. Обычная цепь состоит из движущей силы, которая в данном случае представляет собой электродвижущую силу (ЭДС) или напряжение (В), измеряемое в вольтах. Разность напряжений между любыми двумя точками в цепи определяет управляющий потенциал, необходимый для обеспечения протекания тока между этими двумя точками.
Разность напряжений между любыми двумя точками в цепи определяет управляющий потенциал, необходимый для обеспечения протекания тока между этими двумя точками.
Второй поток. В электрической цепи поток электронов. Скорость потока электронов называется током (I). Это измеряется в амперах.
Третьим компонентом электрической цепи является сопротивление (R). Единицей измерения сопротивления является ом. Каждый компонент в цепи оказывает некоторое сопротивление протеканию тока.
Когда через компонент легко проходит ток, это означает, что его сопротивление низкое. Если он пропускает небольшой ток, это указывает на высокое сопротивление. Сопротивление, создаваемое компонентом, зависит от его собственного характера (то есть удельного сопротивления), его площади поперечного сечения и длины, по которой должен протекать ток.
Обычная электрическая цепь На рисунке ниже показана обычная электрическая цепь. Он показывает один амперметр, который измеряет силу тока в амперах, вольтметр, который измеряет напряжение в цепи в вольтах, и батарею, которая обеспечивает питание.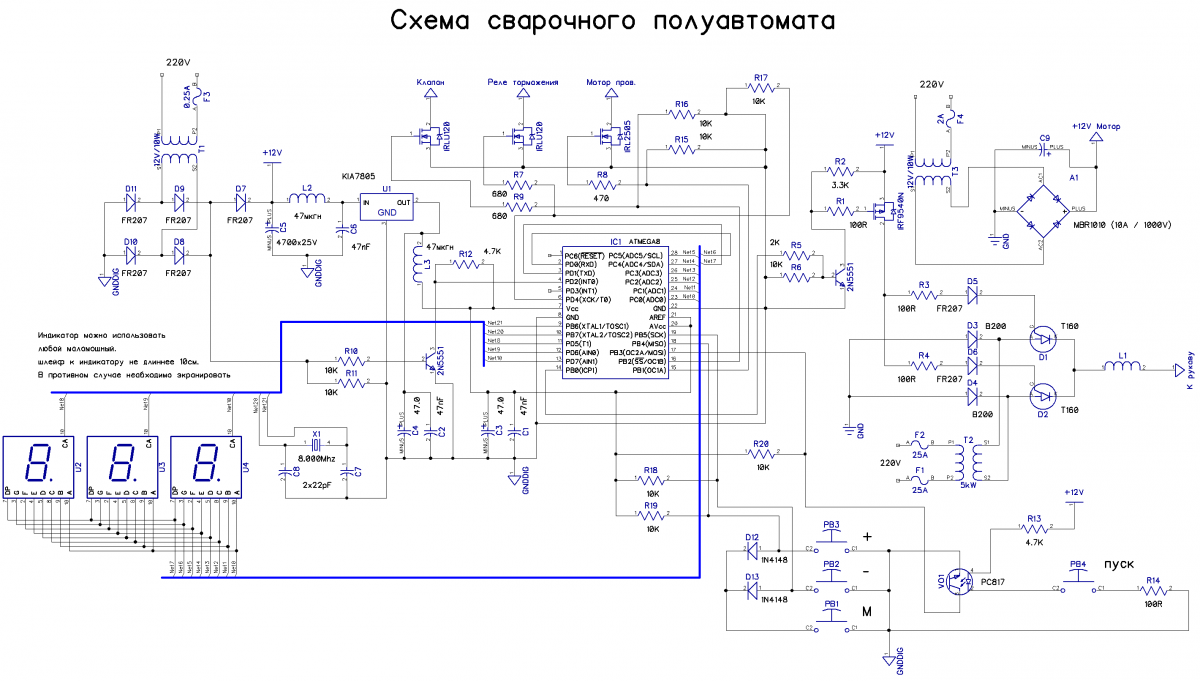 Более длинная линия батареи указывает на положительную клемму. Ток, то есть электроны (будучи отрицательно заряженными) текут от отрицательного полюса к положительному.
Более длинная линия батареи указывает на положительную клемму. Ток, то есть электроны (будучи отрицательно заряженными) текут от отрицательного полюса к положительному.
Направление тока показано на рисунке. Сопротивление, оказываемое цепью току, обозначено зигзагообразным символом. Сопротивление можно измерить омметром.
Следует иметь в виду, что омметр не следует использовать для измерения сопротивления в цепи при протекании тока.
Цепь дуговой сваркиЭлектрическая цепь аппарата для дуговой сварки в общих чертах аналогична электрической цепи, описанной выше. Рассмотрим рисунок 2 ниже. Аккумулятор был заменен генератором или источником питания. Источник питания обеспечивает потенциал, необходимый для подачи тока по кабелям и к точке дугообразования.
Резистор заменен сварочной дугой, так как дуга является основным источником сопротивления. Большая длина дуги создает большее сопротивление протеканию тока.
Ток в этой цепи также течет от отрицательной клеммы источника питания к положительной клемме.
В первые дни дуговой сварки , сварка выполнялась оголенной проволокой. Провод будет подключен к отрицательной клемме и работать с положительной клеммой. Поскольку ток течет от отрицательного полюса к положительному, такое соединение будет давать 65-75% тепла на 9-м выводе.0057 заготовка (в отличие от электрода).
Большее количество тепла на заготовке означает более глубокое проплавление сварного шва.
Это соединение было названо прямой полярностью. При этом электрод подключается к отрицательной клемме, а заготовка – к положительной.
Со временем стало понятно, что такая концентрация тепла на заготовке не всегда хороша. При сварке цветных металлов и чугуна проблематично, если большая часть тепла направляется на заготовку. Это приводит к увеличению сварочной ванны, что способствует образованию твердых микроструктур в металлах, таких как чугун.
Поэтому для таких случаев, когда желательно минимизировать нагрев основного металла, стали практиковать подключение заготовки к отрицательной клемме, а электрода к положительной клемме. Эта полярность противоположна прежней практике; следовательно, он стал называться обратной полярностью .
Эта полярность противоположна прежней практике; следовательно, он стал называться обратной полярностью .
Более того, когда в моду вошли покрытые электроды, было обнаружено, что они дают наилучшие результаты при обратной полярности. Следовательно, постепенно обратная полярность стала приниматься как одинаково приемлемый вариант, исходя из необходимости основного металла и процесса.
При обратной полярности, как описано выше, электрод подключается к плюсу, а заготовка к минусу. Эта полярность также называется DCEP, сокращенно от положительного электрода постоянного тока.
Наоборот, при прямой полярности – электрод подключается к отрицательной полярности, а заготовка к положительной полярности. Следовательно, эту полярность иногда также называют DCEN, сокращенно от отрицательного электрода постоянного тока.
Как изменить полярность? Раньше у машины было две клеммы — одна положительная, а вторая отрицательная. Кабели, идущие к заготовке и электроду, подключаются к этим клеммам в соответствии с желаемой полярностью.
При изменении полярности кабели необходимо отсоединить и поменять местами на клеммах.
В современных машинах предусмотрен переключатель полярности, который выполняет эту задачу простым нажатием переключателя. Этот переключатель называется переключателем полярности. С помощью этого переключателя сварщик может быстро изменить полярность тока.
Другие аспекты сварочного контураАмперметр в сварочном контуре подключается через сильноточный шунт в сварочном контуре. По сути, это милливольтметр, откалиброванный для получения показаний в амперах. Шунт представляет собой проводник с очень низким сопротивлением.
Вольтметр измеряет напряжение, подаваемое машиной. Это напряжение такое же, как и напряжение на сварочной дуге.
Когда сварка не ведется, вольтметр измеряет напряжение на аппарате при отсутствии тока. Это напряжение называется напряжением разомкнутой цепи или OCV. OCV выше, чем напряжение, наблюдаемое во время сварки.
Другим важным аспектом контура дуговой сварки является выходная мощность аппарата. Выходная мощность может быть вычислена путем умножения тока и напряжения. Результат будет получен в ваттах. Мощность можно измерить и напрямую, с помощью ваттметра. Ваттметр представляет собой комбинацию амперметра и вольтметра и выдает показания в ваттах.
Количество энергии или работы, выполненной машиной, также можно рассчитать путем умножения мощности на время, в течение которого мощность была предоставлена. Эта работа/энергия выражается в джоулях или киловатт-часах.
Речь шла об электрической цепи дуговой сварки. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Электрика – Гаражные цепи какого напряжения/силы следует установить для сварочных инструментов и воздушного компрессора?
Задавать вопрос
спросил
Изменено 1 год, 3 месяца назад
Просмотрено 70 тысяч раз
В рамках ремонта моего гаража этой осенью большая часть проводки будет переделана. Поскольку выполнять работу перед установкой стен сейчас будет намного проще, чем добавлять схемы в будущем, я хотел бы запустить две схемы для будущих «больших» инструментов.
Поскольку выполнять работу перед установкой стен сейчас будет намного проще, чем добавлять схемы в будущем, я хотел бы запустить две схемы для будущих «больших» инструментов.
Первый – сварщик. Мне очень интересно научиться сварке, и, скорее всего, куплю сварщик в ближайшие 1-2 года. Я слышал, что большинство качественных сварочных аппаратов работают на 220-230 вольт и используют от 30 до 60 ампер. Если бы вы делали ремонт в гараже, и хотели бы поставить цепь для будущего сварщика, какую бы амперажную ответвленную цепь вы бы проложили?
Во-вторых, в ближайшие несколько месяцев я куплю хороший воздушный компрессор. В настоящее время у меня есть небольшой 1-галлонный компрессор в стиле блинов. В гараже я бы в идеале хотел что-то, что могло бы управлять набором пневматических инструментов, использоваться для накачивания шин и т. д. Я знаю, что компрессоры бывают размером от крошечных до гигантских. Компрессор какого размера (и соответствующий ответвленный контур) вы бы порекомендовали запланировать?
- электрика
- инструменты
- проводка
- гараж
- планирование
В дополнение к силе тока вы должны решить, какое напряжение вы хотите использовать, и если 220, какой тип розетки вам, вероятно, понадобится.
Сварочный аппарат на 220 В потребляет примерно половину силы тока аналогичного сварочного аппарата на 110 В. 90-100 ампер довольно распространены, но вы можете найти сварочные аппараты меньшего (и большего) размера. Воздушный компрессор, вероятно, будет потреблять намного меньше тока, может быть, 20-30 ампер для 220 В или 20-50 ампер для 110 В.
Посмотрите на воздушные компрессоры и сварочные аппараты, которые могут вас заинтересовать, и вы сможете получить хорошее представление о силе тока, на которую вы хотите подключить провод.
1 Я уверен, что этот вопрос является спорным для первоначального автора, но для всех, кто интересуется подобным, важным моментом является то, что гараж будет использоваться как магазин, а электрическая инфраструктура должна быть гибкой, чтобы приспособиться к будущим потребностям. Таким образом, я бы порекомендовал вам установить вспомогательную панель на 100 AMP (конечно, 220 В) и смонтировать ее на поверхности, чтобы при необходимости вы могли подключать новый romex к новым розеткам для поверхностного монтажа.
Быстрая проверка на Amazon показывает, что многие сварочные аппараты работают на 115 В / 20 А, что немного. Если это все, что вам нужно, то подпанели любого размера, которую вы поместите в гараже, будет достаточно. 60A – это обычный размер субпанели.
Когда я решил подключить подпанель на 30 А к своей септической системе, я обнаружил, что самый маленький допустимый медный провод был в два раза дороже, чем огромный (№2) алюминиевый провод. Этого достаточно для 90А, не считая падения напряжения на длинных дистанциях. Дело в том, что вы можете в конечном итоге использовать питатели, которые намного больше, чем вы думаете, что вам нужно, что даст вам достаточно места для ваших машин позже.
Если вы прокладываете все в большом кабелепроводе (2 дюйма), у вас есть возможность сейчас провести один MWBC на 20 А в гараж с выключателями на главной панели и модернизировать, когда вы выберете свой сварочный аппарат.
Для однофазного сварочного аппарата на 230 вольт я бы поставил не менее 50 ампер Все зависит от характеристик аппарата, который вы планируете использовать
Также при ремонте подумайте о вентиляции 🙂 Настенный вытяжной вентилятор добавление не должно быть таким дорогостоящим
Ток на наконечнике сварочного аппарата не равен току в розетке, для расчета вам потребуется номинальная мощность устройства в кВА, это обычно указывается в спецификации или руководстве , например, для сварочного аппарата на 50 ампер мощность кВА будет составлять около 5,5 кВА, поэтому при использовании приведенной ниже ссылки на калькулятор кВА для устройства на 50 ампер будет 23 А при 230 В.
https://www.rapidtables.com/calc/electric/kVA_to_Amp_Calculator.html
1Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя адрес электронной почты и парольОпубликовать как гость
Электронная почтаОбязательно, но не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.