Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
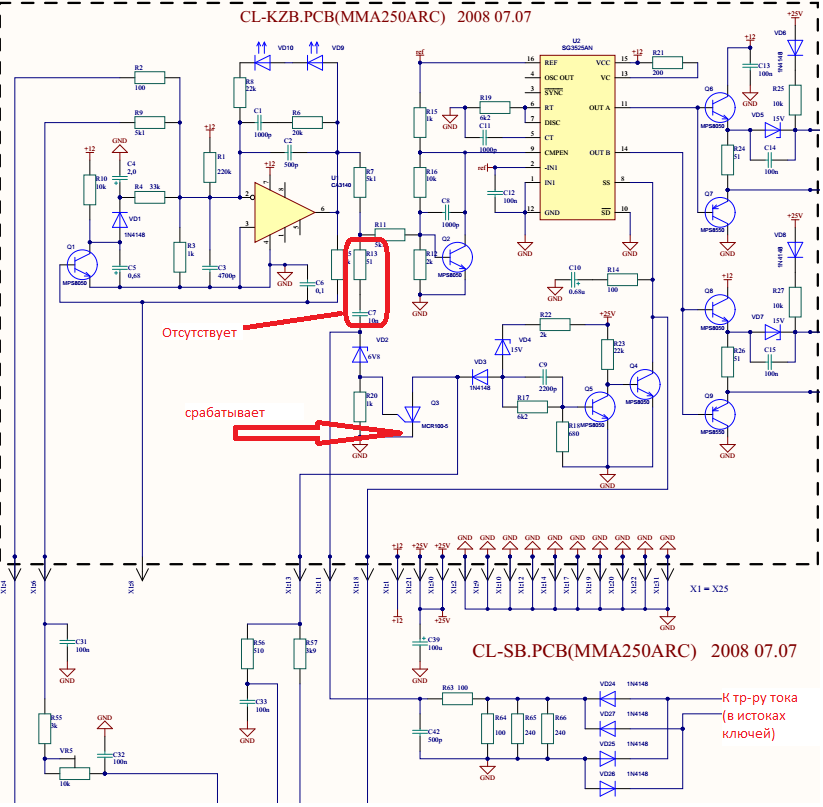
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0. 3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0. 15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.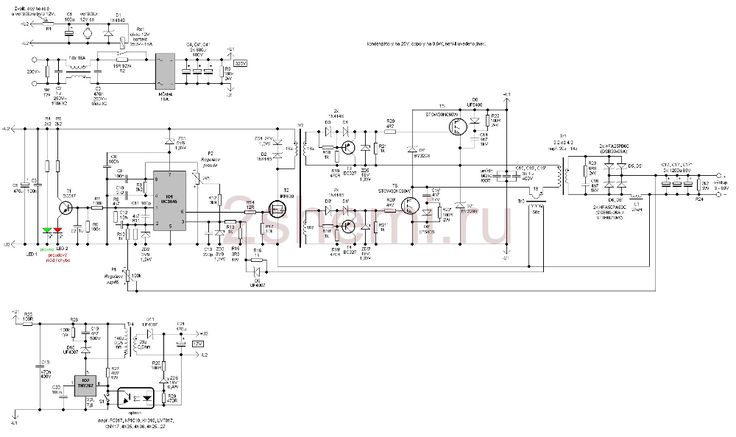
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.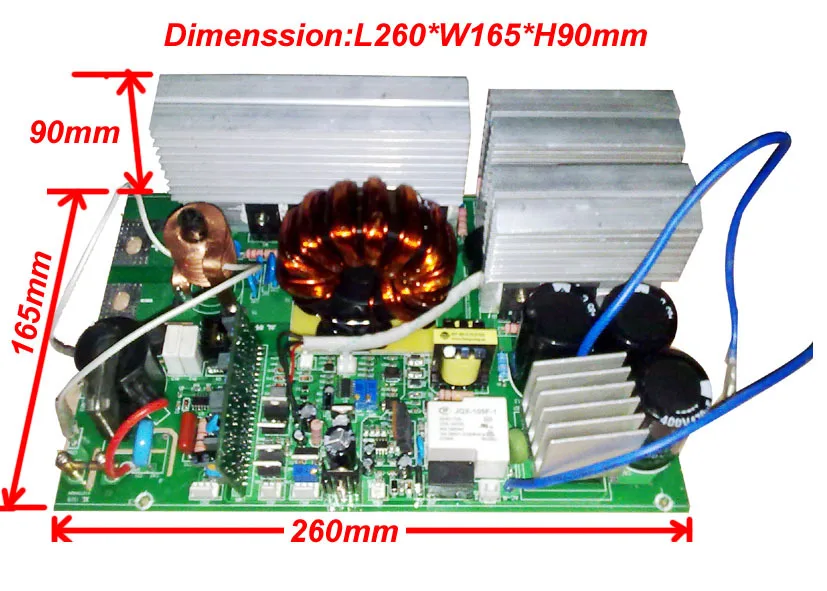
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.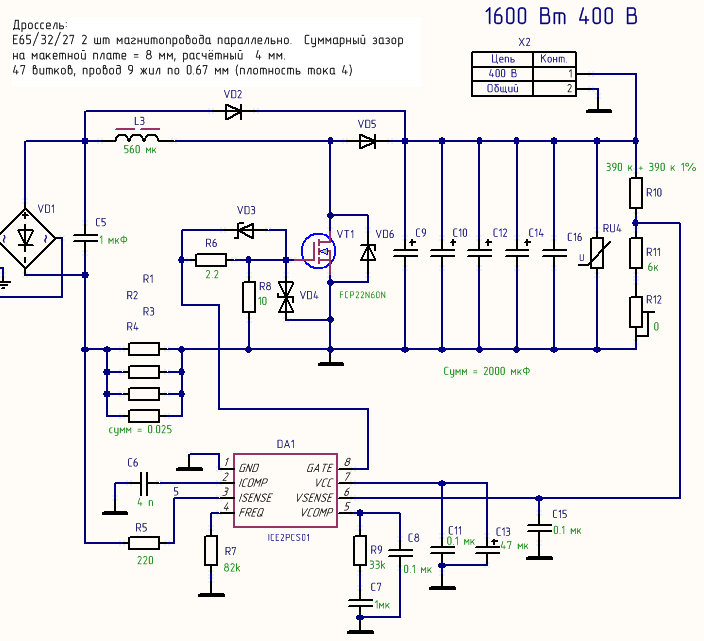
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.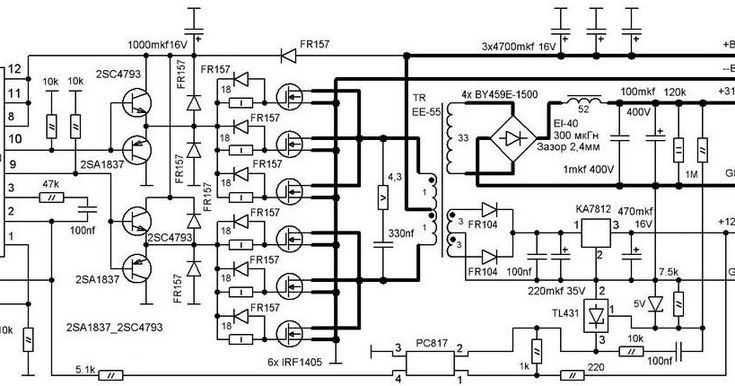
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | Поиск в магазине Отрон | В блокнот | |||
| AC/DC преобразователь | TOP224Y | 1 | Поиск в магазине Отрон | В блокнот | |||
| ИС источника опорного напряжения | TL431 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Выпрямительный диод | BYV26C | 1 | Поиск в магазине Отрон | ||||
| Выпрямительный диод | HER307 | 2 | Поиск в магазине Отрон | В блокнот | |||
| Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Диод Шоттки | MBR20100CT | 1 | Поиск в магазине Отрон | В блокнот | |||
| Защитный диод | P6KE200A | 1 | Поиск в магазине Отрон | В блокнот | |||
| Диодный мост | KBPC3510 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Оптопара | PC817 | 1 | Поиск в магазине Отрон | В блокнот | |||
| C1, C2 | Электролитический конденсатор | 10мкФ 450В | 2 | Поиск в магазине Отрон | В блокнот | ||
| Электролитический конденсатор | 100мкФ 100В | 2 | Поиск в магазине Отрон | В блокнот | |||
| Электролитический конденсатор | 470мкФ 400В | 6 | Поиск в магазине Отрон | В блокнот | |||
| Электролитический конденсатор | 50мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | |||
| C4, C6, C8 | Конденсатор | 0. 1мкФ 1мкФ | 3 | Поиск в магазине Отрон | В блокнот | ||
| C5 | Конденсатор | 1нФ 1000В | 1 | Поиск в магазине Отрон | В блокнот | ||
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | ||
| Конденсатор | 510 пФ | 2 | Поиск в магазине Отрон | В блокнот | |||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | ||
| VDS1 | Диодный мост | 600В 2А | 1 | Поиск в магазине Отрон | В блокнот | ||
| NTC1 | Терморезистор | 10 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R1 | Резистор | 47 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R2 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R3 | Резистор | 200 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R4 | Резистор | 1 | Поиск в магазине Отрон | В блокнот | |||
| Резистор | 6. | 1 | Поиск в магазине Отрон | В блокнот | |||
| Резистор | 30Ом 5Вт | 2 | Поиск в магазине Отрон | В блокнот | |||
| Сварочный инвертор | |||||||
| ШИМ контроллер | UC3845 | 1 | Поиск в магазине Отрон | В блокнот | |||
| VT1 | MOSFET-транзистор | IRF120 | 1 | Поиск в магазине Отрон | В блокнот | ||
| VD1 | Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | ||
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | Поиск в магазине Отрон | В блокнот | |
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Поиск в магазине Отрон | В блокнот | |
| VD8 | Диодный мост | KBPC3510 | 2 | Поиск в магазине Отрон | |||
| C1 | Конденсатор | 22 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C2, C4, C8 | Конденсатор | 0. 1 мкФ 1 мкФ | 3 | Поиск в магазине Отрон | В блокнот | ||
| C3 | Конденсатор | 4.7 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C5 | Конденсатор | 2.2 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C6 | Электролитический конденсатор | 22 мкФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C7 | Электролитический конденсатор | 200 мкФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C9-C12 | Электролитический конденсатор | 3000мкФ 400В | 4 | Поиск в магазине Отрон | В блокнот | ||
| R1, R2 | Резистор | 33 кОм | 2 | Поиск в магазине Отрон | В блокнот | ||
| R4 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R5 | Резистор | 1. | 1 | Поиск в магазине Отрон | В блокнот | ||
| R7 | Резистор | 150 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R8 | Резистор | 1Ом 1Ватт | 1 | Поиск в магазине Отрон | В блокнот | ||
| R9 | Резистор | 2 МОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R10 | Резистор | 1.5 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R11 | Резистор | 25Ом 40Ватт | 1 | Поиск в магазине Отрон | В блокнот | ||
| R3 | Подстроечный резистор | 2.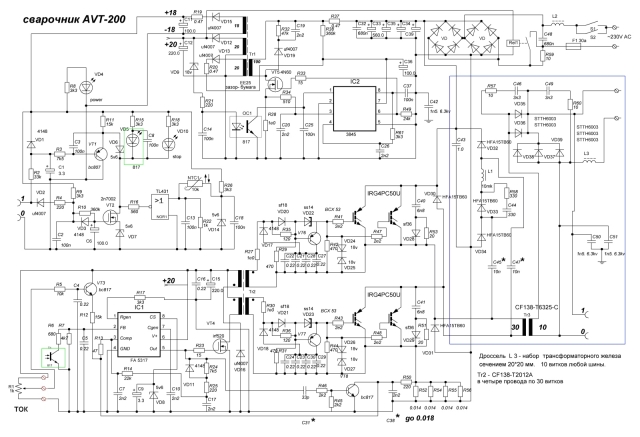 2 кОм 2 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| Подстроечный резистор | 10 кОм | 1 | Поиск в магазине Отрон | В блокнот | |||
| K1 | Реле | 12В 40А | 1 | Поиск в магазине Отрон | В блокнот | ||
| K2 | Реле | РЭС-49 | 1 | Поиск в магазине Отрон | В блокнот | ||
| IGBT-транзистор | IRG4PC50W | 6 | Поиск в магазине Отрон | В блокнот | |||
| MOSFET-транзистор | IRF5305 | 8 | Поиск в магазине Отрон | В блокнот | |||
| D2, D3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD17, VD18 | Выпрямительный диод | VS-HFA30PA60CPBF | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD19-VD22 | Выпрямительный диод | VS-150EBU02 | 4 | Поиск в магазине Отрон | В блокнот | ||
| VD31, VD32 | Выпрямительный диод | VS-HFA25PB60PBF | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD36-VD41 | Стабилитрон | 1N4744A | 12 | Поиск в магазине Отрон | В блокнот | ||
| Оптопара | HCPL-3120 | 2 | Поиск в магазине Отрон | В блокнот | |||
| C13, C21 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | ||
| C15-C18 | Конденсатор | 6. 8 нФ 8 нФ | 4 | К78-2 или СВВ-81 | Поиск в магазине Отрон | В блокнот | |
| C20, C22 | Электролитический конденсатор | 47мкФ 25В | 2 | Поиск в магазине Отрон | В блокнот | ||
| L2 | Катушка индуктивности | 35 мкГн | 1 | Поиск в магазине Отрон | В блокнот | ||
| R12, R13, R50, R54 | Резистор | 1 кОм | 4 | Поиск в магазине Отрон | В блокнот | ||
| R14, R15 | Резистор | 1.5 кОм | 2 | Поиск в магазине Отрон | В блокнот | ||
| R17, R51 | Резистор | 10 Ом | 2 | Поиск в магазине Отрон | В блокнот | ||
| R24, R25 | Резистор | 30Ом 20Ватт | 2 | Поиск в магазине Отрон | В блокнот | ||
| R26 | Резистор | 2. | 1 | Поиск в магазине Отрон | В блокнот | ||
| R27, R28 | Резистор | 5Ом 5Ватт | 2 | Поиск в магазине Отрон | В блокнот | ||
| R36, R46-R48, R52, R42-R44 | Резистор | 5 Ом | 8 | Поиск в магазине Отрон | В блокнот | ||
| R45, R53 | Резистор | 1.5 Ом | 2 | Поиск в магазине Отрон | В блокнот | ||
| Добавить все | |||||||
 2 Ом
2 Ом
 2 кОм
2 кОмСкачать список элементов (PDF)
Теги:
- Sprint-Layout
- Сварка
Схемы к ЭЛ.ИНСТРУМЕНТУ :: Сварочное оборудование :: Инвертор сварочный :: Сварочный инвертор, ММА ЗАС-М3-140
Компактный и надежный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА).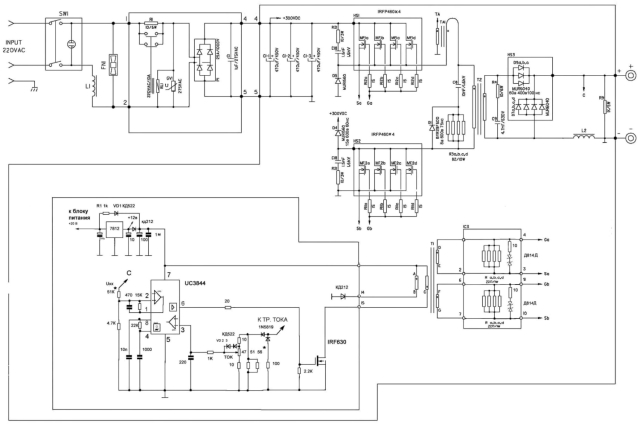 Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР – передовые технологии у Вас на службе
Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР – передовые технологии у Вас на службе
Бренд:
ЗУБР
Серия:
МАСТЕР
Вид сварки:
ММА
Габариты:
34x25x31 см
Горячий старт:
есть
Диаметр электродов:
1.6-3,2 мм
Диапазон напряжений сети:
160-230 В
Диапозон напряжений сети:
160-230 В
Дисплей:
нет
Защита от перегрева и перегрузки:
есть
Защита от прилипания электрода:
нет
Класс электробезопасности:
I
Кпд:
85 %
Макс. потребляемый ток:
потребляемый ток:
25.5 А
Максимальный диаметр электрода, мм:
3.2
Максимальный сварочный ток, А:
140
Масса в упаковке:
6.7 кг
Масса изделия:
5.9 кг
Мин. напряжение питания:
160 В
Мощность:
5.6 кВА
Напряжение сети:
220±10% /50 В/Гц
Напряжение холостого хода:
78 В
Номинальное напряжение:
230 /50 В/Гц
Пв:
35 %
ПВ на максимальном токе, %:
35
Потребляемая мощность, кВА:
5. 6
6
Рабочее напряжение:
25.6 В
Ремень:
Ремень
Род сварочного тока:
постоянный
Сварочный ток:
10-140 А
Степень защиты:
IP21
Тип сварки:
ММА
Тип транзистора:
IGBT
Форсаж дуги:
есть
Аппарат сварочный:
Аппарат сварочный
Кабель с зажимом массы:
Кабель с зажимом массы
Кабель с электрододержателем:
Кабель с электрододержателем
Руководство по эксплуатации:
Руководство по эксплуатации
ЗУБР_ЗАС-М3-140_instruction.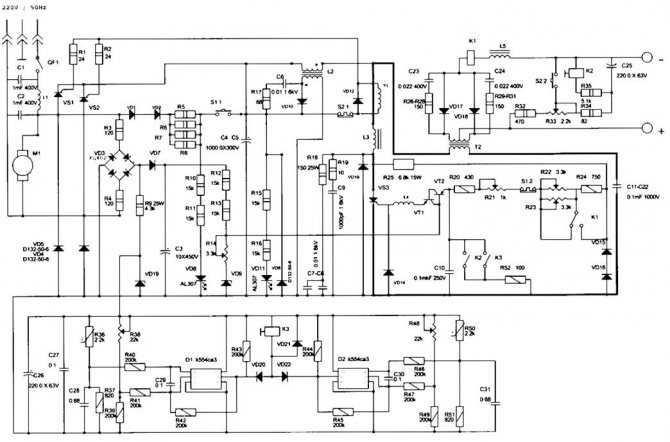 pdf (ЗУБР_ЗАС-М3-140_instruction.pdf, 2,723 Kb) [Скачать]
pdf (ЗУБР_ЗАС-М3-140_instruction.pdf, 2,723 Kb) [Скачать]
Китайский производитель сварочных аппаратов, Инверторный сварочный аппарат, Поставщик сварочного аппарата MMA
Дом Производители/Поставщики
Подробнее
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Сварочный аппарат для арматурной сетки 5-12 мм
Рекомендуемый продукт
Свяжитесь сейчас
Полностью автоматический сварочный аппарат для арматурной стали с полной производственной линией
Рекомендуемый продукт
Свяжитесь сейчас
Полностью автоматический сварочный аппарат для арматурной стали с полной производственной линией
Рекомендуемый продукт
Свяжитесь сейчас
Suptec портативный цифровой семейный промышленный инверторный сварочный аппарат Precio Mesin Las Maquinas De Soldar
Рекомендуемый продукт
Свяжитесь сейчас
Suptec MMA-200 TIG Стабильная производительность и простота в эксплуатации Mini 200 Arc Welder Max Smart Accessories Duty IGBT Arc сварочный аппарат
Рекомендуемый продукт
Свяжитесь сейчас
Suptec Inversora De Solda Bivolt Soldadoras Inversoras 200 AMP DC инвертор дуговой сварочный аппарат цены портативный электросварочный аппарат постоянного тока
Рекомендуемый продукт
Свяжитесь сейчас
Ручной лазерный сварочный аппарат с источником волокна 1000 Вт, 5 мм
Свяжитесь сейчас
Индивидуальный цветной лазерный сварочный аппарат с водяным охлаждением
Свяжитесь сейчас
Индивидуальный цветной лазерный сварочный аппарат с водяным охлаждением
Свяжитесь сейчас
Цена по прейскуранту завода-изготовителя Long Life Low Cost Лазерный сварочный аппарат для волочения труб Сварочный станок из нержавеющей стали для волочения труб Обрабатывающая промышленность
Рекомендуемый продукт
Свяжитесь сейчас
Raycus 1500 Вт Портативное волоконное лазерное оборудование Волоконный лазерный сварочный аппарат Ручной волоконный лазерный сварочный аппарат для продажи
Рекомендуемый продукт
Свяжитесь сейчас
Профессиональный 1000W 1500W 2000W Raycus Волоконный лазерный источник Сварка металла Портативный ручной волоконный лазерный сварочный аппарат для металла Нержавеющая сталь Алюминий
Свяжитесь сейчас
1000 Вт / 1500 Вт / 2000 Вт / 3000 Вт / 6000 Вт Оборудование с ЧПУ Цена Лазерная резка Сварка Резка металла 3015 Ss / CS / Алюминий / Латунь Волоконный лазерный резак
Рекомендуемый продукт
Свяжитесь сейчас
Горячая продажа 1500 Вт для лазерной сварки металла Ss Iron Steel Алюминий Медь
Свяжитесь сейчас
Горячая продажа 1500 Вт для лазерной сварки металла Ss Iron Steel Алюминий Медь
Связаться с предприятием
УЛУЧШЕНИЯ В ЦЕПИ РЕЗЬБЫ В СВАРОЧНЫХ МАШИНАХ
РЕЗЮМЕ Производители упаковки поделились своим опытом в совершенствовании оборудования, которое предлагает рынок.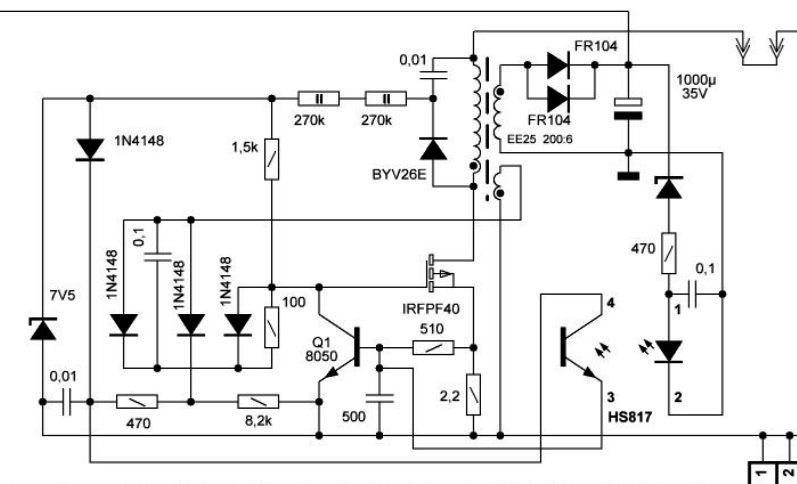 В случае со сварщиками кузовов это также имело место. Это отражает улучшения, внесенные в цепь медного провода в этих машинах. ФОН Современные сварщики имеют довольно хорошо спроектированную схему медного провода, которая обычно не представляет проблем. Этого нельзя сказать об автоматах первого поколения – от «70-х» и «80-х» прошлого века – многие из них, более или менее обновленные, эксплуатируются до сих пор. Во многих моделях, таких как Soudronic SBW, ABM или FBB, оригинальные цепи из медных проводов вызывали определенные ограничения качества при сварке корпуса контейнера.
Это были производители упаковки, которые, основываясь на опыте производственного процесса, постепенно вносили в них значительные улучшения, чтобы устранить проблемы с качеством. Среди этих производителей выделялась команда специалистов из Carnaud-France, которые одними из первых внесли значительный вклад в технику солдата, сосредоточившись на автоматах с определенной производительностью. Среди этих специалистов он выделил хорошее «ноу-хау» Клода Ренара, который внес значительный вклад в эту технику.
В случае со сварщиками кузовов это также имело место. Это отражает улучшения, внесенные в цепь медного провода в этих машинах. ФОН Современные сварщики имеют довольно хорошо спроектированную схему медного провода, которая обычно не представляет проблем. Этого нельзя сказать об автоматах первого поколения – от «70-х» и «80-х» прошлого века – многие из них, более или менее обновленные, эксплуатируются до сих пор. Во многих моделях, таких как Soudronic SBW, ABM или FBB, оригинальные цепи из медных проводов вызывали определенные ограничения качества при сварке корпуса контейнера.
Это были производители упаковки, которые, основываясь на опыте производственного процесса, постепенно вносили в них значительные улучшения, чтобы устранить проблемы с качеством. Среди этих производителей выделялась команда специалистов из Carnaud-France, которые одними из первых внесли значительный вклад в технику солдата, сосредоточившись на автоматах с определенной производительностью. Среди этих специалистов он выделил хорошее «ноу-хау» Клода Ренара, который внес значительный вклад в эту технику. Настоящая работа является результатом ваших знаний.
Сварочные аппараты являются машинами с длительным сроком службы, так как по своей конструкции и работе в них не так много деталей, подверженных движению, а значит, трению и износу. Поэтому при правильном уходе они могут оставаться «активными» долгие годы. В наше время так обстоит дело с вышеупомянутыми моделями, и многие агрегаты сохраняют свою первоначальную конструкцию, поэтому доработки, которые мы укажем, не утратили своей актуальности. УЛУЧШЕНИЯ В ЦЕПИ МЕДНОЙ РЕЗЬБЫ Недостатком первых схем упомянутых машин был чрезмерный нагрев электродов, то есть проволоки. Это вызвало ряд проблем с контейнером и машиной:
– Наличие выступов внутри контейнера, вызванных выбросом расплавленного металла за пределы сварного шва.
– Утечки, вызванные поломкой фланца в зоне сварки.
– Чрезмерный нагрев определенных частей машины, таких как цепь проволоки, сварочный рычаг, шкивы, корона…
– Слишком много тепла в сварном шве контейнера, что привело к его разрыву при испытании на разрыв.
Настоящая работа является результатом ваших знаний.
Сварочные аппараты являются машинами с длительным сроком службы, так как по своей конструкции и работе в них не так много деталей, подверженных движению, а значит, трению и износу. Поэтому при правильном уходе они могут оставаться «активными» долгие годы. В наше время так обстоит дело с вышеупомянутыми моделями, и многие агрегаты сохраняют свою первоначальную конструкцию, поэтому доработки, которые мы укажем, не утратили своей актуальности. УЛУЧШЕНИЯ В ЦЕПИ МЕДНОЙ РЕЗЬБЫ Недостатком первых схем упомянутых машин был чрезмерный нагрев электродов, то есть проволоки. Это вызвало ряд проблем с контейнером и машиной:
– Наличие выступов внутри контейнера, вызванных выбросом расплавленного металла за пределы сварного шва.
– Утечки, вызванные поломкой фланца в зоне сварки.
– Чрезмерный нагрев определенных частей машины, таких как цепь проволоки, сварочный рычаг, шкивы, корона…
– Слишком много тепла в сварном шве контейнера, что привело к его разрыву при испытании на разрыв.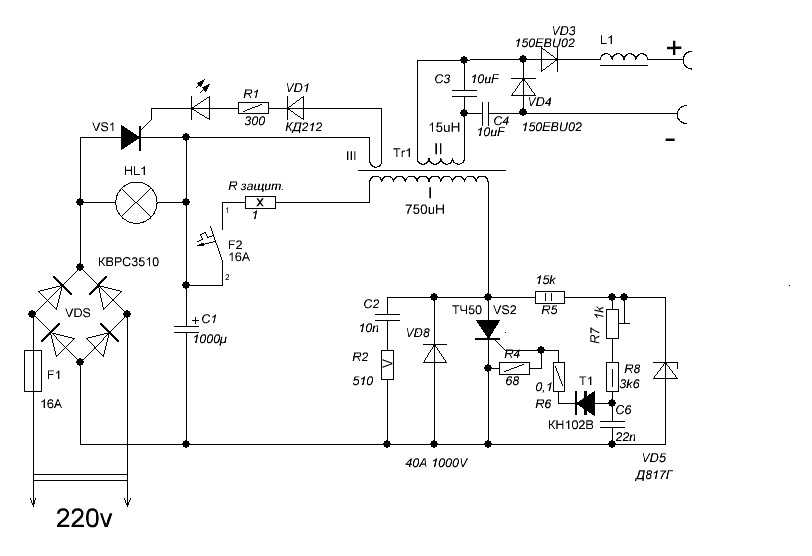 – Короткий срок службы сварочных шкивов.
Прежде чем продолжить чтение этой статьи, рекомендуем непосвященным ознакомиться со следующими работами, опубликованными на этом сайте:
– Электросварка
– «Запятые» в сварке и ее микрографический контроль
– Медная проволока
Их усвоение позволит им без труда следить за комментариями, которые мы сделаем далее.
Улучшений, внесенных в схему, было в основном два:
1º.- Изменить последовательность на том же маршруте. Например, в случае сварочной машины типа FBB, в исходной версии машины она сначала проходила через верхний (внешний) шкив, а затем через нижний (внутренний) шкив. См. рисунок № 1.
– Короткий срок службы сварочных шкивов.
Прежде чем продолжить чтение этой статьи, рекомендуем непосвященным ознакомиться со следующими работами, опубликованными на этом сайте:
– Электросварка
– «Запятые» в сварке и ее микрографический контроль
– Медная проволока
Их усвоение позволит им без труда следить за комментариями, которые мы сделаем далее.
Улучшений, внесенных в схему, было в основном два:
1º.- Изменить последовательность на том же маршруте. Например, в случае сварочной машины типа FBB, в исходной версии машины она сначала проходила через верхний (внешний) шкив, а затем через нижний (внутренний) шкив. См. рисунок № 1.
Рисунок № 1: Оригинальная цепь из медных проводов в сварочном аппарате Soudronic FBB
Наоборот, в модифицированной схеме порядок был обратным, проходя перед нижним. См. рисунок № 2. Это изменение объясняется тем, что нижний шкив более критичен и чувствителен, чем верхний шкив, по нескольким причинам:
– Из-за меньшего размера он хуже рассеивает тепло, чрезмерно нагреваясь. – Он хуже охлаждается из-за затрудненной вентиляции и доступа, будучи установленным внутри сварочного рукава.
– Он больше изнашивается, потому что имеет меньший диаметр и, следовательно, дает большее количество оборотов в единицу времени.
Все это влияет на качество сварки. Поэтому удобно, чтобы пряжа достигала этого шкива как можно более холодной и в наилучших механических условиях. Это достигается за счет того, что предпочтение отдается приходу нити, так как она получает только вклад тепла, выделяемого ее профилированием.
– Он хуже охлаждается из-за затрудненной вентиляции и доступа, будучи установленным внутри сварочного рукава.
– Он больше изнашивается, потому что имеет меньший диаметр и, следовательно, дает большее количество оборотов в единицу времени.
Все это влияет на качество сварки. Поэтому удобно, чтобы пряжа достигала этого шкива как можно более холодной и в наилучших механических условиях. Это достигается за счет того, что предпочтение отдается приходу нити, так как она получает только вклад тепла, выделяемого ее профилированием.
Рисунок № 2: Модифицированная цепь из медной проволоки в сварочном аппарате Soudronic FBB
Anuncios
2º.- Включить охлаждаемый шкив большого диаметра на выходе из нижнего шкива. Как видно на рис. 2, проволока циркулирует, охватывая почти полностью второй шкив диаметром 160 мм, больший, чем первый шкив диаметром 118 мм. Как видно на схеме, охлаждение шкива 118 мм воздействует на нить после ее профилирования и перед входом в нижний шкив. 160 мм работает на резьбе после выхода из нижнего шкива.
Этим достигается очень сильное охлаждение пряжи, что подразумевает падение температуры на остальной части ее траектории. В следующей таблице сравниваются температуры пряжи на всем ее протяжении, в ее исходной версии и в модифицированной версии с изменением последовательности и добавленным охлаждающим шкивом. Контрольная точка Исходная цепь. Перевернутая цепь Шкив охладителя. Два шкива холодильник. Ввод резьбы без профилирования (температура окружающей среды) 24 ºC 24 ºC
Профилирование выхода 52º C 52º C
Диаметр входа охлаждаемого шкива. 118 мм 52°С
Выход «» «» 32ª C
Входной шов нижний шов 52º C 32º C
Выход «» «265º C 240º C
Диаметр входа охлаждаемого шкива. 160 мм 240°С
Выход «» «» 80º C
Входной шов Roldana Superior 245º C 98º C
Выходной шов верхней сварки 185º C 91º C
Во втором случае видно падение температуры на входе обоих сварочных роликов по сравнению с первым. Шкив охлаждаемый диаметром 118 мм.
160 мм работает на резьбе после выхода из нижнего шкива.
Этим достигается очень сильное охлаждение пряжи, что подразумевает падение температуры на остальной части ее траектории. В следующей таблице сравниваются температуры пряжи на всем ее протяжении, в ее исходной версии и в модифицированной версии с изменением последовательности и добавленным охлаждающим шкивом. Контрольная точка Исходная цепь. Перевернутая цепь Шкив охладителя. Два шкива холодильник. Ввод резьбы без профилирования (температура окружающей среды) 24 ºC 24 ºC
Профилирование выхода 52º C 52º C
Диаметр входа охлаждаемого шкива. 118 мм 52°С
Выход «» «» 32ª C
Входной шов нижний шов 52º C 32º C
Выход «» «265º C 240º C
Диаметр входа охлаждаемого шкива. 160 мм 240°С
Выход «» «» 80º C
Входной шов Roldana Superior 245º C 98º C
Выходной шов верхней сварки 185º C 91º C
Во втором случае видно падение температуры на входе обоих сварочных роликов по сравнению с первым. Шкив охлаждаемый диаметром 118 мм.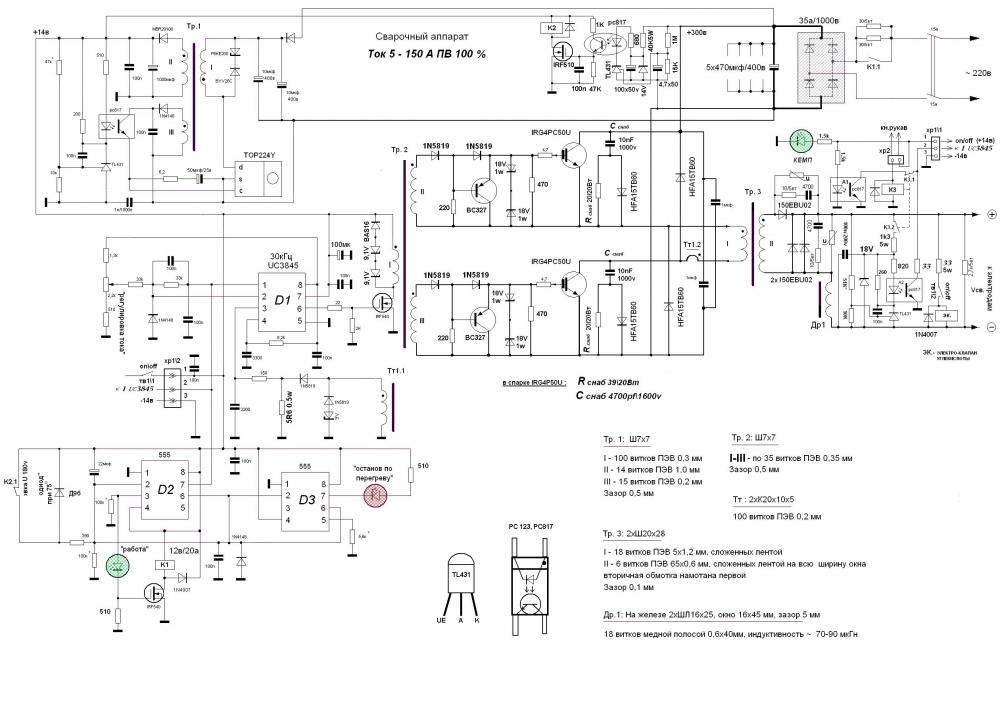 понижает температуру с 52 до 32°С, а со 160° с 240 до 80°С.
Эти модификации обеспечивают следующие преимущества:
а.- Отменить прогнозы. Это основной; внутренняя часть сварного шва остается без выступов и, следовательно, без оголенного металла.
б.- Избегайте утечек. Практически исчезает проблема потрескавшихся ресниц даже с листами высокого покрытия.
c.- Постоянная температура. Прежде чем внедрять эти улучшения, по ходу рабочего дня необходимо было увеличить значение потенциометра точного тока, по крайней мере, на 2 или 3 деления. Затем сохраняется та же регулировка.
г.- Припой с меньшей энергией. Замечено, что с этой модификацией потенциометр можно отрегулировать ниже, чем раньше, с предполагаемой экономией энергии, эквивалентной 3 делениям его шкалы.
e.- Продлевает срок службы шкивов. Средний ресурс нижнего шкива увеличивается почти вдвое, а верхнего — на 40%.
Все эти усовершенствования имеют одно и то же происхождение: наплавленный валик имеет гораздо меньшую температуру, чем прежде, особенно его внутренняя поверхность.
понижает температуру с 52 до 32°С, а со 160° с 240 до 80°С.
Эти модификации обеспечивают следующие преимущества:
а.- Отменить прогнозы. Это основной; внутренняя часть сварного шва остается без выступов и, следовательно, без оголенного металла.
б.- Избегайте утечек. Практически исчезает проблема потрескавшихся ресниц даже с листами высокого покрытия.
c.- Постоянная температура. Прежде чем внедрять эти улучшения, по ходу рабочего дня необходимо было увеличить значение потенциометра точного тока, по крайней мере, на 2 или 3 деления. Затем сохраняется та же регулировка.
г.- Припой с меньшей энергией. Замечено, что с этой модификацией потенциометр можно отрегулировать ниже, чем раньше, с предполагаемой экономией энергии, эквивалентной 3 делениям его шкалы.
e.- Продлевает срок службы шкивов. Средний ресурс нижнего шкива увеличивается почти вдвое, а верхнего — на 40%.
Все эти усовершенствования имеют одно и то же происхождение: наплавленный валик имеет гораздо меньшую температуру, чем прежде, особенно его внутренняя поверхность. Поэтому он придает ему большую эластичность. Это проверяется тестом на слезу. В исходных состояниях машины почти всегда в этом испытании был разрыв сварки, а в новых и вовсе полный.
Есть возможность третьего усовершенствования, а именно пропустить нить через наружный сварочный круг — верхний — в том же положении, что и в нижнем. То есть, представляя сварному шву ту же сторону своего эллиптического профиля и, следовательно, ту же контактную поверхность, которую он имел с нижним сварочным шкивом. Это достигается вращением резьбы на 180°, т.е. поворотом на пол-оборота, после прохождения скребка и 2-го очистителя и до достижения верхнего сварочного шкива или фрезерного круга.
Цель этого изменения состоит в том, чтобы продлить срок службы верхнего шкива, всегда имея на нем поверхность чистой резьбы и без загрязнения оловом, избегая абразивного воздействия на его проходное сечение. Увеличение срока службы верхнего колеса заметно, хотя оно снова показывает другую загрязненную поверхность резьбы, поскольку именно она используется в контакте с белой жестью, когда она проходит через нижнее колесо – это вносит небольшие дефекты в это своим внешним видом.
Поэтому он придает ему большую эластичность. Это проверяется тестом на слезу. В исходных состояниях машины почти всегда в этом испытании был разрыв сварки, а в новых и вовсе полный.
Есть возможность третьего усовершенствования, а именно пропустить нить через наружный сварочный круг — верхний — в том же положении, что и в нижнем. То есть, представляя сварному шву ту же сторону своего эллиптического профиля и, следовательно, ту же контактную поверхность, которую он имел с нижним сварочным шкивом. Это достигается вращением резьбы на 180°, т.е. поворотом на пол-оборота, после прохождения скребка и 2-го очистителя и до достижения верхнего сварочного шкива или фрезерного круга.
Цель этого изменения состоит в том, чтобы продлить срок службы верхнего шкива, всегда имея на нем поверхность чистой резьбы и без загрязнения оловом, избегая абразивного воздействия на его проходное сечение. Увеличение срока службы верхнего колеса заметно, хотя оно снова показывает другую загрязненную поверхность резьбы, поскольку именно она используется в контакте с белой жестью, когда она проходит через нижнее колесо – это вносит небольшие дефекты в это своим внешним видом.